 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Stopnie aluminium kucanego do samochodów: dopasuj odpowiedni stop do każdej części

Dlaczego gatunki kutej aluminium mają znaczenie dla wydajności pojazdów samochodowych
Gdy zastanawiasz się, co sprawia, że współczesny samochód aluminiowy osiąga najlepsze wyniki, odpowiedź często tkwi pod powierzchnią – w samej strukturze metalu. Kute aluminium stało się nieodzownym elementem w produkcji samochodowej, napędzając wszystko – od komponentów zawieszenia po wysokowydajne koła. Ale oto kluczowe pytanie, przed którym stają inżynierowie i specjaliści ds. zakupów: biorąc pod uwagę liczbę dostępnych gatunków aluminium, jak dobrać odpowiedni stop do każdej części?
Zrozumienie związku między wyborem stopu a wydajnością komponentu może decydować o tym, czy pojazd będzie się wyróżniał, czy jedynie spełni minimalne normy. Czym więc dokładnie jest stop aluminium i dlaczego metoda kształtowania ma tak duże znaczenie?
Dlaczego kucie przekształca wydajność aluminium
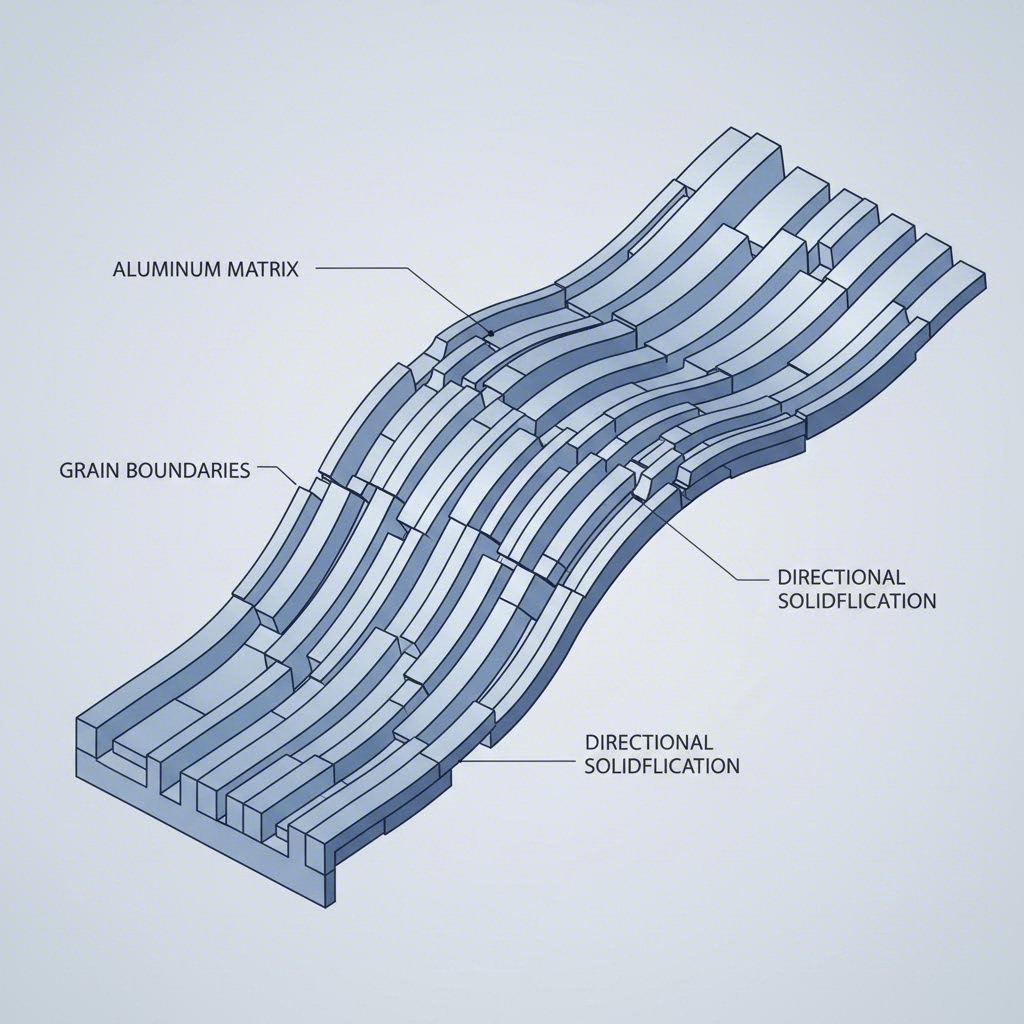
W przeciwieństwie do odlewania — gdzie roztopiony aluminium wlewa się do form — lub wyciskania, które przepycha podgrzety metal przez matrycę, kucie stosuje intensywne ciśnienie w celu kształtowania aluminium w podwyższonej temperaturze. Ten proces zasadniczo zmienia wewnętrzną strukturę materiału. Rezultat? Gęstszy, bardziej ciągły przepływ ziarna, który powtarza kontury gotowego elementu.
Według ekspertów z branży produkcji kucie skupia strukturę ziarnową aluminium , znacząco poprawiając jego wytrzymałość i odporność na pękanie w porównaniu z odlewanymi alternatywami. Ta ulepszona mikrostruktura poprawia również odporność na zmęczenie i wydajność udarność — cechy, które są niezbędne w przypadku aluminiowych komponentów samochodowych krytycznych dla bezpieczeństwa.
Kucie doskonali strukturę ziarnową aluminium poprzez skupianie i wyrównanie włókien wewnętrznych, zapewniając właściwości mechaniczne, których odlewane odpowiedniki po prostu nie mogą dorównać — szczególnie w przypadku komponentów narażonych na cykliczne obciążenia.
Dlatego aluminiowy karoseria z elementami kowanymi w kluczowych obszarach wykazuje lepszą trwałość w warunkach rzeczywistego ruchu drogowego. Proces kucia eliminuje wewnętrzne wolne przestrzenie i porowatość typowe dla odlewów, zapewniając, że każdy aluminiowy element samochodowy wytrzyma duże obciążenia współczesnych pojazdów.
Wyzwanie doboru gatunku aluminium w produkcji samochodowej
Tutaj sytuacja staje się ciekawa – i skomplikowana. Nie wszystkie gatunki aluminium nadają się jednakowo dobrze do kucia, a nie każdy gatunek kowany jest odpowiedni do każdej aplikacji. Wybór niewłaściwego stopu może prowadzić do trudności produkcyjnych, przedwczesnego uszkodzenia części lub niepotrzebnych kosztów.
Inżynierowie muszą uwzględnić kilka konkurujących czynników przy doborze gatunków aluminium do komponentów samochodowych:
- Wymagania dotyczące wytrzymałości: Czy element wymaga maksymalnej wytrzymałości na rozciąganie czy dobrej formowalności?
- Środowisko pracy: Czy komponent będzie narażony na warunki korozyjne lub ekstremalne temperatury?
- Ograniczenia produkcyjne: Jak złożona jest geometria części i jakie temperatury kucia są wykonalne?
- Uwagi dotyczące kosztów: Czy zastosowanie uzasadnia użycie stopów premium, czy wystarczą gatunki standardowe?
Ten artykuł stanowi praktyczny przewodnik wyboru, który poprowadzi Cię krok po kroku przez najważniejsze gatunki kutej aluminium stosowane we współczesnych pojazdach. Dowiesz się, które stopy nadają się do konkretnych kategorii komponentów, zrozumiesz kluczową rolę obróbki cieplnej oraz nauczysz się unikania typowych błędów w doborze materiału. Niezależnie od tego, czy dobierasz materiał na ramiona zawieszenia, koła, czy elementy układu napędowego, odpowiedni dobór gatunku do każdego zastosowania zapewnia zarówno wysoką wydajność, jak i wartość.
Serie stopów aluminium i ich przydatność do kucia
Zanim dopasujesz odpowiedni stop do komponentu samochodowego, musisz zrozumieć, jak są klasyfikowane stopy aluminium. The Aluminum Association opracował system numeracji, który dzieli stopy aluminium walcowane na serie według głównego pierwiastka stopowego. Ta klasyfikacja — obejmująca serie od 1xxx do 7xxx — wiele mówi o zachowaniu stopu podczas kucia oraz jego końcowych właściwościach użytkowych.
Ale oto czego wiele specyfikacji materiałowych nie wyjaśnia: dlaczego niektóre gatunki stali aluminium kuje się doskonale, podczas gdy inne pękają, odkształcają się lub po prostu nie chcą współpracować? Odpowiedź tkwi w metaloznawstwie, a zrozumienie tych podstaw zmieni sposób, w jaki podejdziesz do wyboru gatunku w zastosowaniach samochodowych.
Zrozumienie systemu serii aluminium
Każda seria stopów aluminium definiowana jest przez dominujący pierwiastek stopowy, który decyduje o podstawowych właściwościach stopu. Wyobraź sobie to jako drzewo rodzinne, w którym członkowie rodziny dzielą się pewnymi cechami:
- serie 1xxx: Zasadniczo czysty aluminium (99%+ Al). Doskonała odporność na korozję i przewodność, ale zbyt miękki do strukturalnych kutej karoserii samochodowej.
- seria 2xxx: Miedź jest głównym dodatkiem. Te stopy charakteryzują się wysoką wytrzymałością i doskonałą odpornością na zmęczenie — idealne do wymagających zastosowań w przemyśle lotniczym i układach napędowych samochodów.
- serie 3xxx: Stopy manganowe. Umiarkowana wytrzymałość z dobrą plastycznością, ale rzadko stosowane w kutej ze względu na niemożliwość uzyskania wyższych wytrzymałości przez obróbkę cieplną.
- seria 4xxx: Dominujący krzem. Wysoka zawartość krzemu zapewnia doskonałą odporność na zużycie, co czyni te stopy odpowiednimi do zastosowań w tłokach, choć powodują trudności podczas obróbki skrawania.
- serie 5xxx: Stopy na bazie magnezu. Niezrównana odporność na korozję i spawalność, najczęściej kute do zastosowań morskich i kriogenicznych, raczej niż do typowych części samochodowych.
- serie 6xxx: Połączenie magnezu i krzemu. Ta zrównoważona chemia zapewnia uniwersalność, dzięki której stopy serii 6xxx są podstawowymi materiałami w kutej aluminium w przemyśle samochodowym.
- seria 7xxx: Cynk, razem z magnezem i miedzią, tworzy stopa o bardzo wysokiej wytrzymałości. Reprezentują one najtwardsze dostępne stopy aluminium, niezbędne w lotnictwie i konstrukcjach samochodowych o dużej wydajności, gdzie liczy się masa.
Według dokumentacja branżowa Aluminum Association , ta konwencja nazewnictwa pojawiła się po II wojnie światowej, aby wprowadzić porządek do rosnącego katalogu materiałów aluminiowych. Zrozumienie gatunków stopów aluminium w ramach tego systemu pozwala szybko zawęzić wybór odpowiednich materiałów dla danej aplikacji.
Czynniki kutejności w rodzinach stopów
Tutaj pojawia się prawdziwa wiedza inżynierska. Nie każdy stop aluminium kuje się tak samo, a różnice nie są przypadkowe – wynikają z wpływu składu chemicznego każdego stopu na jego zachowanie pod wpływem ciśnienia i temperatury.
Kutejność zależy od kilku wzajemnie powiązanych czynników:
- Odporność na deformację: Ile siły wymaga stop, aby przepłynąć do wnęk matrycy?
- Wrażliwość na temperaturę: Jak dramatycznie zmieniają się właściwości w zakresie temperatur kucia?
- Tendencja do pękania: Czy stop wytrzymuje silne odkształcenia bez powstawania wad powierzchniowych lub wewnętrznych?
- Obrabialność cieplna: Czy wykute części można wzmocnić poprzez kolejną obróbkę termiczną?
Badania przeprowadzone przez ASM International wykazuje, że kowalność poprawia się wraz ze wzrostem temperatury metalu we wszystkich stopach aluminium — jednak zakres tego wpływu różni się znacznie. Stopy 4xxx o wysokiej zawartości krzemu wykazują największą wrażliwość na temperaturę, podczas gdy stopy 7xxx o wysokiej wytrzymałości mają najwęższe możliwe okno robocze temperatury. Dlatego stopy serii 7xxx wymagają precyzyjnej kontroli temperatury: margines błędu jest mniejszy.
Seria 6xxx, szczególnie stopy takie jak 6061, zasłynęła jako «łatwo kowana», ponieważ oferuje korzystny poziom umiarkowanego naprężenia przepływu i elastycznych warunków procesowych. W przeciwieństwie do nich stopy 2xxx i 7xxx charakteryzują się wyższymi naprężeniami przepływu — czasem przekraczającymi te występujące w stali węglowej przy typowych temperaturach kucia — co czyni je trudniejszymi do przetwarzania, ale niezbędnymi w elementach wysokowydajnych.
| Seria stopów | Główny składnik stopowy | Ocenę kowalności | Typowe Zastosowania w Motoryzacji | Główne cechy |
|---|---|---|---|---|
| 2xxx | Miedź | Umiarkowany | Tłoki, drążki tłokowe, elementy silnika | Wysoka wytrzymałość w temperaturze podwyższonej, doskonała odporność na zmęczenie, nadające się do hartowania cieplnego |
| 5xxx | Magnez | Dobre | Elementy konstrukcyjne w środowiskach korozyjnych, części morskie | Nienadające się do obróbki cieplnej, wyjątkowa odporność korozyjna morską, wysoka wytrzymałość po spawaniu |
| 6xxx | Magnez + Krzem | Doskonały | Ramiona zawieszenia, drążki stabilizatora, koła, ogólne elementy konstrukcyjne | Zrównoważona wytrzymałość i kutejność, dobra odporność korozyjna, nadające się do obróbki cieplnej, opłacalne |
| 7xxx | Cynk (+ Mg, Cu) | Średnio do trudno | Komponenty podwozia o wysokim obciążeniu, koła wydajnościowe, elementy samochodowe klasy lotniczej | Bardzo wysoka wytrzymałość, doskonała odporność na zmęczenie, wymaga starannego kontrolowania procesu, nadaje się do hartowania cieplnego |
Dlaczego skład chemiczny jest tak ważny przy kuciu w porównaniu z innymi metodami kształtowania? Gdy aluminium jest odlewane, metal krzepnie ze stanu ciekłego, często powstają wtrącenia porowatości i rozwijają się grube struktury ziarniste. Prasowanie wyciska ogrzany metal przez stałe otwarcia matrycy, co ogranicza złożoność geometryczną. Kucie natomiast ściska metal pod ogromnym ciśnieniem, poprawiając strukturę ziarnistą i eliminując wewnętrzne wolne przestrzenie — ale tylko wtedy, gdy stop wytrzymuje tak znaczną deformację bez pękania.
Typowe stopa aluminium stosowane w kuciu samochodowym — przede wszystkim z rodzin 2xxx, 6xxx i 7xxx — mają wspólną, kluczową cechę: można je poddać obróbce cieplnej. Oznacza to, że ich wytrzymałość może być znacznie zwiększona po kuciu poprzez procesy hartowania i starzenia. Stopy niepodlegające obróbce cieplnej, takie jak seria 5xxx, znajdują ograniczone zastosowanie w kuciu samochodowym, ponieważ nie osiągają poziomu wytrzymałości wymaganego przez większość komponentów pojazdów.
Mając solidne podstawy w zakresie gatunków stopów aluminium i ich zachowania podczas kucia, możesz teraz przeanalizować konkretne gatunki dominujące w produkcji samochodowej — i zrozumieć dokładnie, dlaczego inżynierowie wybierają każdy z nich do określonych zastosowań.
Niezbędne gatunki kutej aluminium dla komponentów samochodowych
Teraz, gdy już rozumiesz, jak rodziny stopów aluminium różnią się pod względem zachowania podczas kucia, przyjrzyjmy się konkretnym gatunkom dominującym w produkcji samochodowej. Te pięć stopów – 6061, 6082, 7075, 2024 i 2014 – to podstawowe opcje materiałowe, z którymi będziesz mieć do czynienia przy określaniu elementów kowanych. Każdy z nich oferuje inne zalety, a zrozumienie ich różnic pozwala na podjęcie świadomych decyzji, które balansują wydajność, koszt i możliwość produkcji.
Dlaczego właśnie te konkretne gatunki aluminium są tak powszechne w pojazdach? Odpowiedź tkwi w ich zoptymalizowanym połączeniu wytrzymałości, kutejności i właściwości specyficznych dla danej aplikacji, które zostały dopracowane przez dziesięciolecia doświadczeń inżynieryjnych w przemyśle motoryzacyjnym.
6061 i 6082 do komponentów konstrukcyjnych
Seria 6xxx dominuje w kowalnictwie motoryzacyjnym i to z dobrych powodów. Te stopy magnezu z krzemem oferują wszechstronność, której inżynierowie potrzebują w szerokim zakresie zastosowań konstrukcyjnych — bez premii cenowej ani trudności produkcyjnych towarzyszących wyższym odmianom o podwyższonej wytrzymałości.
6061 Aluminium stanowi najpowszechniej stosowaną stop aluminium w ogólnym przemyśle, a branża motoryzacyjna nie stanowi wyjątku. Zgodnie z Danymi porównawczymi stopów firmy Protolabs , 6061 jest „zazwyczaj wybierany tam, gdzie wymagane jest spawanie lub lutowanie, lub ze względu na wysoką odporność na korozję we wszystkich odmianach utwardzania”. Sprawia to, że jest idealny do produkcji części samochodowych, rurociągów, mebli, urządzeń elektronicznych użytku domowego oraz elementów konstrukcyjnych, które mogą wymagać łączenia podczas montażu.
Główne cechy charakterystyczne 6061 to:
- Skład: Główne pierwiastki stopowe to magnez (0,8–1,2%) i krzem (0,4–0,8%), z niewielkimi dodatkami miedzi i chromu
- Spawalność: Doskonała — choć spawanie może osłabić strefę wpływu ciepła, co wymaga obróbki końcowej po spawaniu w celu przywrócenia wytrzymałości
- Odporność na korozję: Bardzo dobry we wszystkich warunkach temperaturowych
- Typowe zastosowania motoryzacyjne: Ramy konstrukcyjne, uchwyty, ogólne części toczone CNC, komponenty wymagające późniejszego spawania
6082 Aluminium stanowi istotny postęp w dziedzinie kucia samochodowego w Europie, który wiele specyfikacji północnoamerykańskich pomija. Stop ten jest niemal wyłączne używany do zawieszeń i elementów szkieletonu pojazdów w europejskich programach motoryzacyjnych – i to z przekonujących powodów metalurgicznych.
Według dokumentacja techniczna Europejskiego Stowarzyszenia Aluminium , "Ze względu na doskonałą odporność na korozję stop EN AW-6082-T6 jest niemal wyłączne używany do zawieszeń i komponentów chassis w pojazdach samochodowych." Dokumentacja pokazuje, że główni europejscy producenci używają 6082-T6 do ramion sterujących, piast kołowych, sprzęgieł, cylindrów sprzęgła oraz elementów wałów napędowych.
Co czyni 6082 szczególnie odpowiednim do zastosowań aluminiowych w motoryzacji?
- Skład: Wyższa zawartość krzemu (0,7–1,3%) i manganu (0,4–1,0%) w porównaniu do 6061, wraz z magnezem (0,6–1,2%)
- Przewaga wytrzymałości: Nieco wyższa wytrzymałość niż 6061 w stanie T6, z lepszą wydajnością przy obciążeniach cyklicznych
- Odporność na korozję: Ogólna odporność na korozję jest uważana za bardzo dobrą, dodatkową ochronę powierzchni zapewnia czyszczenie strumieniowe za pomocą strzałku aluminiowej
- Zachowanie związane z zmęczeniem: Składniki kute ze stopu 6082-T6 wytrzymują około dwa razy większą amplitudę odkształcenia niż odpowiedniki odlewane przy równoważnym czasie użytkowania
Badania Europejskiego Stowarzyszenia Aluminium wykazują, że odlewy kutego stopu 6082-T6 zachowują swoje właściwości zmęczeniowe nawet po umiarkowanym narażeniu na korozję – kluczowy aspekt dla elementów zawieszenia narażonych na działanie soli drogowej i wilgoci przez cały okres eksploatacji.
7075 i 2024 do zastosowań wysokich naprężeń
Gdy wymagania konstrukcyjne przekraczają możliwości dostarczane przez stopy serii 6xxx, inżynierowie sięgają po stopy serii 7xxx i 2xxx. Stopy te są droższe i wymagają bardziej starannego przetwarzania, ale zapewniają poziom wytrzymałości niezbędny dla najbardziej wymagających komponentów samochodowych.
7075 Aluminium jest powszechnie uznawany za najsilniejszy stop aluminium dostępny na szeroką skalę do zastosowań kowalnych. Per specyfikacjami branżowymi , 7075 "dodaje chromu do mieszaniny, aby osiągnąć dobrą odporność na pęknięcia spowodowane naprężeniami korozji" i służy jako "główny stop do elementów lotniczych, zastosowań wojskowych, sprzętu rowerowego, obozowego i sportowego dzięki swoim lekkim, ale wytrzymałym właściwościom."
Kluczowe zagadnienia dotyczące 7075 w zastosowaniach motoryzacyjnych:
- Skład: Główne pierwiastki stopowe to cynk (5,1–6,1%), magnez (2,1–2,9%) i miedź (1,2–2,0%), z dodatkiem chromu dla odporności na korozję naprężeniową
- Stosunek wytrzymałości do masy: Jedna z najwyższych dostępnych wartości wśród stopów aluminium — niezbędna w zastosowaniach wymagających oszczędzania masy przy zachowaniu wysokiej wydajności
- Spawalność: Słabe — ten stop nie nadaje się do spawania i może być dość kruchy w porównaniu z alternatywami o niższej wytrzymałości
- Typowe zastosowania motoryzacyjne: Elementy konstrukcji o wysokim obciążeniu, aplikacje wydajnościowe kół, zawieszenia wyścigowe oraz komponenty, w których maksymalna wytrzymałość uzasadnia wyższą cenę materiału
W przypadku zastosowań wymagających podobnej wysokiej wytrzymałości inżynierowie czasami rozważają zastosowanie aluminium 7050 jako alternatywy dla 7075. Ten pokrewny stop charakteryzuje się doskonałą odpornością na korozję naprężeniową i dużą ciągliwością, co czyni go szczególnie wartościowym w przypadku podwozi, żeber konstrukcyjnych oraz innych zastosowań krytycznych pod względem zmęczenia materiału, gdzie ograniczenia 7075 stają się problemem.
aluminium 2024 prowadzi innym profilem właściwości w zastosowaniach wysokociśnieniowych. Ten stop miedziowy wyróżnia się doskonałą odpornością na zmęczenie — cechą, która czyni go niezastąpionym w komponentach narażonych na cykliczne obciążenia.
Zgodnie z danymi produkcyjnymi, aluminium 2024 oferuje "wysoki stosunek wytrzymałości do masy, doskonałą odporność na zmęczenie, dobrą obrabialność i możliwość hartowania". Inżynierowie muszą jednak uwzględnić jego ograniczenia: "słaba odporność na korozję i niemożność spawania".
Kluczowe cechy aluminium 2024 to:
- Skład: Miedź (3,8–4,9%) jest głównym składnikiem stopowym, dodatkowo zawiera magnez (1,2–1,8%) oraz mangan
- Właściwości zmęczeniowe: Wyjątkowa odporność na obciążenia cykliczne — kluczowa dla elementów obrotowych i posuwisto-zwrotnych
- Przetwarzalność: Dobra, umożliwia precyzyjne wykańczanie odkuwek
- Typowe zastosowania motoryzacyjne: Tłoki, drążki pośrednie i elementy napędu poddawane wysokim obciążeniom, gdzie odporność na zmęczenie jest ważniejsza niż odporność korozyjna
aluminium 2014 uzupełnia główne stopy do kucia, oferując wysoką wytrzymałość przy lepszej kowalności niż niektóre alternatywy z serii 7xxx. Stop ten znajduje zastosowanie w konstrukcjach wymagających profilu wytrzymałościowego opartego na miedzi, charakterystycznego dla serii 2xxx.
Porównanie właściwości mechanicznych
Wybór spośród tych gatunków wymaga zrozumienia, jak porównują się ich właściwości mechaniczne w równoważnych warunkach. Poniższa tabela zawiera zestawienie rankingów wydajności opartych na specyfikacjach branżowych i danych producentów:
| Stala | Wytrzymałość na rozciąganie (stan T6) | Granica plastyczności (stan T6) | Wydłużenie | Względna twardość | Główna zaleta |
|---|---|---|---|---|---|
| 6061-T6 | Umiarkowany | Umiarkowany | Dobra (8-10%) | Umiarkowany | Doskonała spawalność i odporność na korozję |
| 6082-T6 | Umiarkowane-Wysokie | Umiarkowane-Wysokie | Dobra (8-10%) | Umiarkowane-Wysokie | Wyższa wytrzymałość na zmęczenie w środowiskach korozyjnych |
| 7075-T6 | Bardzo wysoki | Bardzo wysoki | Umiarkowana (5-8%) | Wysoki | Najwyższy stosunek wytrzymałości do wagi |
| 2024-T6 | Wysoki | Wysoki | Umiarkowana (5-6%) | Wysoki | Doskonała odporność na zmęczenie |
| 2014-T6 | Wysoki | Wysoki | Umiarkowana (6-8%) | Wysoki | Dobra kowalność przy wysokiej wytrzymałości |
Zwróć uwagę na kompromisy wynikające z tego porównania. Najmocniejsze stopy aluminium — 7075 i gatunki serii 2xxx — tracą częściowo plastyczność i odporność na korozję, aby osiągnąć wyższą wytrzymałość. Tymczasem gatunki serii 6xxx oferują bardziej zrównoważony profil właściwości, który nadaje się do większości konstrukcyjnych zastosowań w pojazdach samochodowych.
Gdy objętości produkcji, ograniczenia kosztowe i wymagania aplikacyjne są ze sobą zgodne, 6082-T6 często okazuje się optymalnym wyborem dla elementów zawieszenia i szkieletonu spełniających normy europejskie. W przypadkach, gdy priorytetem jest maksymalna wytrzymałość niezależnie od innych czynników, najlepszy jest 7075-T6. Natomiast tam, gdzie projektowanie zależy od odporności na zmęczenie, potwierdzonym rozwiązaniem pozostaje aluminium 2024.
Zrozumienie tych charakterystycznych cech poszczególnych gatunków przygotowuje do kolejnej kluczowej decyzji: dopasowania każdego stopu do konkretnych kategorii komponentów na podstawie ich specyficznych wymagań eksploatacyjnych.

Dopasowanie gatunków do wymagań komponentów samochodowych
Poznałeś już najważniejsze gatunki kutej aluminium i ich właściwości mechaniczne. Ale pojawia się praktyczne pytanie, które zadaje sobie każdy inżynier i specjalista ds. zakupów: który gatunek nadaje się do której części samochodu? Przyporządkowanie konkretnych stopów do poszczególnych kategorii komponentów przekształca wiedzę teoretyczną w konkretne, realizowalne specyfikacje — i właśnie to zapewnia ta sekcja.
Wyobraź sobie różnorodne wymagania stawiane różnym elementom współczesnego pojazdu. Ramiona zawieszenia muszą wytrzymać miliony cykli obciążeń na nierównych drogach. Pistolety są narażone na skrajne temperatury i siły wybuchowe. Koła muszą zapewnić równowagę między wytrzymałością, wagą a estetyką. Każda kategoria komponentów wiąże się z unikalnymi wyzwaniami, przez które pewne gatunki aluminium są bardziej odpowiednie niż inne.
Wybór gatunku dla komponentów zawieszenia i podwozia
Elementy zawieszenia i podwozia stanowią jedno z największych zastosowań części aluminiowych w samochodach. Części te muszą pochłaniać uderzenia drogowe, utrzymywać precyzyjną geometrię pod obciążeniem oraz odpierać korozję spowodowaną solą drogową i wilgocią — często jednocześnie. Ramy aluminiowe i powiązane elementy konstrukcyjne wymagają materiałów, które zapewniają spójne właściwości przy milionach cykli obciążenia.
Wahacze i elementy zawieszenia
Wahacze łączą piastę koła z ramą pojazdu, kontrolując zarówno pionowy ruch koła, jak i siły boczne podczas pokonywania zakrętów. Zgodnie z Dokumentacją Europejskiego Stowarzyszenia Aluminium , kute wahacze wykonane z aluminium 6082-T6 stały się standardem w europejskich programach pojazdów ze względu na wyjątkową wytrzymałość zmęczeniową w środowiskach korozyjnych.
- 6082-T6: Preferowany wybór producentów OEM w Europie — doskonała odporność na korozję połączona z wysoką trwałością zmęczeniową przy obciążeniach cyklicznych; zachowuje właściwości nawet po ekspozycji na mgłę solną
- 6061-T6: Kosztowa alternatywa, gdy wymagana jest spawalność; nieco gorsze właściwości zmęczeniowe niż 6082, ale wystarczające dla wielu zastosowań
- 7075-T6: Zarezerwowane do zastosowań wysokowydajnych i wyścigowych, gdzie maksymalny stosunek wytrzymałości do masy uzasadnia wyższy koszt i zmniejszoną odporność na korozję
Dźwignie kierownicze
Dźwignie kierownicze — punkty obrotowe łączące zawieszenie z kołami — podlegają złożonym obciążeniom wielokierunkowym. Muszą zachować stabilność wymiarową, przekazując jednocześnie sygnały sterowania kierownicą oraz utrzymując ciężar pojazdu. Kute dźwignie aluminiowe ważą typowo o 40–50% mniej niż odpowiedniki z żeliwa szarego, oferując przy tym lepszą odporność na zmęczenie.
- 6082-T6: Standard branżowy dla pojazdów produkcyjnych; zrównoważone właściwości stopu skutecznie radzą sobie z kombinacją obciążeń statycznych i sił dynamicznych
- 6061-T6: Odpowiednie dla zastosowań wymagających spawania po kuciu lub tam, gdzie priorytetem jest optymalizacja kosztów
- 2014-T6: Rozważane w zastosowaniach ciężkich, wymagających większej wytrzymałości niż mogą zapewnić stopy serii 6xxx
Podwozia i elementy konstrukcyjne
Przy badaniu, z czego są zbudowane karoserie samochodów w nowoczesnych pojazdach, można zaobserwować zwiększającą się zawartość aluminium w podwoziach oraz poprzecznych elementach konstrukcyjnych. Te komponenty tworzą szkielet architektury pojazdu, wspierają napęd i łączą główne punkty mocowania zawieszenia.
- 6061-T6: Doskonały wybór, gdy konstrukcja podwozia obejmuje złącza spawane; zachowuje dobre właściwości w strefach termicznie wpływowanych pod warunkiem odpowiedniego zabiegu po spawaniu
- 6082-T6: Preferowane w zamkniętych, kute elementach podwozia, gdzie odporność na korozję i wytrzymałość zmęczeniowa są krytyczne
Zastosowania w układach napędowych i kół
Komponenty układu napędowego działają w wymagających warunkach termicznych i mechanicznych, co wymaga specjalnego doboru stopów. Tymczasem koła muszą spełniać wymagania inżynieryjne, jednocześnie odpowiadając oczekiwaniom estetycznym – unikalna kombinacja, która kształtuje wybór materiałów.
Do tłoków
Pistoны wytrzymują być może najbardziej ekstremalne warunki w dowolnym silniku. Każdy cykl spalania poddaje je wybuchowemu ciśnieniu, skrajnym wahaniom temperatury oraz szybkim ruchom posuwisto-zwrotnym. Zgodnie z badaniami branżowymi, aluminium jest praktycznie jedynym materiałem stosowanym we współczesnych tłokach, przy czym większość z nich wytwarza się metodą odlewania grawitacyjnego lub kucia.
- 2618 (stop Al-Cu-Mg-Ni o niskiej zawartości krzemu): Standard dla wysokowydajnych tłoków kowanych; zachowuje wytrzymałość w podwyższonej temperaturze i odporny na zmęczenie termiczne
- 4032 (stop eutektyczny/hipereutektyczny Al-Si z Mg, Ni, Cu): Charakteryzuje się niższym współczynnikiem rozszerzalności cieplnej i lepszą odpornością na zużycie w specjalistycznych zastosowaniach wysokotemperaturowych
- 2024-T6: Wybierany do tłoków wyścigowych, gdzie odporność na zmęczenie przy ekstremalnym obciążeniu cyklicznym jest głównym kryterium projektowym
Jako dokumentacja źródłowa notatki, "Kowane tłoki wykonane z stopów eutektycznych lub nad-eutektycznych charakteryzują się wyższą wytrzymałością i są stosowane w silnikach wysokoprężnych, gdzie tłoki są narażone na większe obciążenia. Kowane tłoki o tym samym składzie stopowym mają drobniejszą mikrostrukturę niż tłoki odlewane, a proces kucia zapewnia większą wytrzymałość w niższych temperaturach, umożliwiając cieńsze ścianki i zmniejszenie masy tłoka."
Wahadła
Tłoczyska przenoszą siły spalania od tłoka do wału korbowego, podlegając naprężeniom rozciągającym i ściskającym o dużej częstotliwości. Zgodnie z danymi inżynieryjnymi dotyczącymi wydajności , dobór materiału zależy w dużym stopniu od konkretnego zastosowania silnika.
- 2024-T6: Doskonała odporność na zmęczenie czyni ten stop aluminium pierwszym wyborem dla szybkoobrotowych silników o ssaniu naturalnym, gdzie redukcja masy ma najwyższy priorytet
- 7075-T6: Zapewnia maksymalną wytrzymałość aluminium w zastosowaniach z doładowaniem wymuszonym, choć wielu budowniczych preferuje stopy stalowe (4340, 300M) przy skrajnych poziomach doładowania
W przypadku większości zastosowań wysokowydajnych materiał źródłowy wskazuje, że „pręty aluminiowe, często stosowane w wyścigach na skróty, zapewniają doskonałe tłumienie drgań i są w stanie wytrzymać krótkotrwałe szczyty ekstremalnej mocy. Ich lekkość przyczynia się do maksymalnego przyspieszenia silnika. Jednak względnie niska odporność aluminium na zmęczenie oraz krótszy okres użytkowania oznaczają, że nie nadają się one do codziennego użytku ani do wyścigów wytrzymałościowych.”
Wykuwane koła
Koła stanowią unikalne połączenie inżynierii konstrukcyjnej i estetyki skierowanej ku konsumentom. Kombinacja karoserii samochodu z aluminium i kół znacząco wpływa zarówno na osiągi pojazdu, jak i na postrzeganie go przez kupujących. Koła kute oferują znaczne oszczędności masy w porównaniu z odlewanymi – zazwyczaj są o 15–30% lżejsze – jednocześnie zapewniając większą wytrzymałość i lepszą odporność na uderzenia.
- 6061-T6: Najczęściej wybierany materiał do produkcji kowanych kół; zapewnia równowagę między wytrzymałością, możliwością kształtowania i opłacalnością; doskonała powierzchnia dla zastosowań estetycznych
- 6082-T6: Rosnące zastosowanie w europejskich programach kół; nieco wyższa wytrzymałość niż 6061 przy porównywalnych cechach technologicznych
- 7075-T6: Zarezerwowane dla zastosowań motorsportowych i ultra-premium; najwyższy stosunek wytrzymałości do masy uzasadnia znacznie wyższe koszty materiału i przetwarzania
The dane branżowe potwierdza, że «A365 jest odlewniczym stopem aluminium o dobrych właściwościach odlewniczych i wysokiej ogólnej wydajności mechanicznej, powszechnie stosowanym na odlewane aluminiowe koła na całym świecie». Jednakże koła kute wykonane ze stopów serii 6xxx i 7xxx oferują lepszą wytrzymałość i mniejszą wagę w zastosowaniach związanych z wydajnością
Elementy konstrukcyjne nadwozia
Nowoczesne samochody z nadwoziem aluminiowym coraz częściej integrują kucone węzły strukturalne i wzmocnienia w architekturze aluminiowego nadwozia. Te komponenty zapewniają kluczowe ścieżki obciążenia oraz zarządzanie energią uderzenia w projektach pojazdów intensywnie korzystających z aluminium
- 6061-T6: Preferowane tam, gdzie komponenty wymagają spawania ze strukturami blachy lub wytłoczek aluminiowych
- 6082-T6: Wybrany dla węzłów o wysokim obciążeniu w konstrukcji szkieletowej; producenci europejscy preferują tę gatunek do zintegrowanych zastosowań strukturalnych
- seria 7xxx: Stosowany selektywnie w elementach krytycznych podczas kolizji, gdzie wymagane jest maksymalne pochłanianie energii
W miarę jak architektury pojazdów ewoluują w kierunku większej zawartości aluminium, wybór odlewanych gatunków do zastosowań strukturalnych staje się coraz ważniejszy dla spełnienia wymagań bezpieczeństwa podczas zderzeń przy jednoczesnym minimalizowaniu masy.
Skoro teraz wyraźne rekomendacje gatunków są przypisane do każdej kategorii komponentów, pojawia się kolejne kluczowe zagadnienie: w jaki sposób obróbka cieplna zmienia właściwości odlewanego aluminium, aby spełnić konkretne cele wydajnościowe.
Obróbka cieplna i dobór stanu materiału dla części kowanych
Wybrałeś odpowiedni gatunek aluminium dla swojego komponentu samochodowego — ale Twoja praca jeszcze się nie zakończyła. Obróbka cieplna przeprowadzona po kuciu decyduje o tym, czy starannie dobrany stop osiągnie swój pełny potencjał, czy też nie spełni oczekiwań. To właśnie na tym etapie różne rodzaje aluminium przekształcają się z obiecujących materiałów w wysokowydajne komponenty samochodowe.
Brzmi skomplikowanie? Traktuj obróbkę cieplną jako końcowy etap strojenia, który odblokowuje ukryte możliwości stopu. Tak jak gitara wymaga odpowiedniego strojenia, by wydawać właściwe dźwięki, tak kute aluminium wymaga precyzyjnej obróbki termicznej, aby osiągnąć określone właściwości. Zrozumienie typów i właściwości aluminium wymaga poznania, jak oznaczenia stanu (temper) definiują to kluczowe przekształcenie.
Stan T6 dla zastosowań wymagających maksymalnej wytrzymałości
Gdy inżynierowie samochodowi wymagają maksymalnej wytrzymałości od hartowalnych stopów aluminium, niemal zawsze określają stan T6. Zgodnie z Dokumentacja ASM International na temat oznaczeń stanów wyżarzania aluminium , T6 oznacza, że stop został «utwardzony przez hartowanie w stanie uplastycznionym i sztuczne starzenie w celu osiągnięcia wydzielenia fazy utwardzającej», bez istotnego zimnego odkształcania
Co dokładnie obejmuje ten dwuetapowy proces?
- Obróbka cieplna (rozpuszczanie): Wytłoczoną część podgrzewa się do wysokiej temperatury — zazwyczaj 480–540 °C, w zależności od stopu — i utrzymuje wystarczająco długo, aby składniki stopowe jednorodnie rozpuściły się w matrycy aluminiowej
- Gaszenie: Szybkie schłodzenie, zazwyczaj w wodzie, powoduje zamrożenie tych rozpuszczonych składników w nadstężonym roztworze stałym
- Sztuczne starzenie: Następnie część utrzymywana jest w umiarkowanej temperaturze (150–175 °C dla większości stopów) przez kilka godzin, umożliwiając wydzielanie mikroskopijnych cząstek wzmacniających w całej strukturze metalu
Jako dane techniczne produkcji wyjaśnia: „Wygrzewanie T6 przekształca zwykły aluminium w elementy o wysokiej wytrzymałości poprzez staranne etapy ogrzewania i chłodzenia. Ten proces tworzy metale o idealnym balansie wytrzymałości i kutejności, odpowiednich dla wielu branż."
W zastosowaniach motoryzacyjnych wygrzewanie T6 zapewnia poziom wytrzymałości wymagany przez wahacze zawieszenia, piasty kół oraz elementy konstrukcyjne. Dokumentacja potwierdza, że np. aluminium 6061 zwiększa swoją granicę plastyczności ponad trzykrotnie — od około 55 MPa w stanie wyżarzonym do ok. 275 MPa po obróbce cieplnej T6.
Jednak ten wzrost wytrzymałości wiąże się z kompromisem. Wydłużenie zwykle spada z ok. 25% do około 12%, gdy materiał staje się twardszy i wytrzymalszy. W większości zastosowań konstrukcyjnych w motoryzacji takie zmniejszenie ciągliwości jest akceptowane — elementy są projektowane zgodnie z zakresem właściwości materiału T6, a nie z potrzebą maksymalnej formowalności.
Alternatywne wygrzewanienia dla specjalistycznych wymagań
Chociaż oznaczenie T6 dominuje w specyfikacjach kutej stali samochodowej, kilka alternatywnych oznaczeń wyżarzania pełni kluczową rolę, gdy wymagania aplikacyjne wykraczają poza maksymalną wytrzymałość.
Wyżarzanie T651: Relaksacja naprężeń dla stabilności wymiarowej
Gdy widzisz oznaczenie T651 na tabeli gatunków aluminium, masz do czynienia z właściwościami T6 połączonymi z relaksacją naprężeń. Zgodnie z Referencją oznaczeń wyżarzania ASM , przyrost "51" oznacza, że produkt został poddany relaksacji naprężeń poprzez rozciąganie o 1,5–3% po gaszeniu, lecz przed starzeniem.
Dlaczego to ma znaczenie dla komponentów samochodowych? Gaszenie powoduje powstawanie znacznych naprężeń szczątkowych w odlewach. Bez relaksacji naprężeń, te naprężenia wewnętrzne mogą prowadzić do:
- Zniekształceń wymiarowych podczas kolejnych operacji obróbki skrawaniem
- Skrócenia trwałości zmęczeniowej z powodu addytywnych efektów naprężeń
- Zwiększonej podatności na pęknięcia spowodowane korozją naprężeniową w pewnych środowiskach
W przypadku precyzyjnie obrobionych komponentów, takich jak sworznie kierownicze lub złożone ramiona zawieszenia, materiał T651 zapewnia stabilność wymiarową niezbędną do zachowania wąskich tolerancji.
Wyżarzanie T7: Poprawiona odporność na korozję
Gdy istnieje znaczące ryzyko pęknięć od naprężeń korozyjnych — szczególnie w stopach serii 7xxx — inżynierowie wybierają wyżarzanie typu T7. Zgodnie z dokumentacją ASM, oznaczenie T7 oznacza, że stop został "poddany obróbce cieplnej roztworowej i sztucznie starzony do stanu przeostarzałego (poza maksymalną wytrzymałością)".
To celowe przeostarzanie wiąże się ze stratą części wytrzymałości — zazwyczaj o 10–15% niższej niż w stanie T6 — ale znacznie poprawia odporność na pękanie od naprężeń korozyjnych. Istnieją dwie ważne odmiany:
- T73: Maksymalna odporność na pękanie od naprężeń korozyjnych, przy granicy plastyczności około 15% niższej niż w stanie T6
- T76: Zwiększona odporność na korozję warstwową przy jednoczesnym spadku wytrzymałości o jedynie 5–10%
Dla wysokowytrzymałych stopów 7xxx stosowanych w elementach samochodowych o klasie lotniczej, wygięcia T7 często reprezentują optymalny kompromis między wytrzymałością a długoterminową niezawodnością w środowiskach korozyjnych.
Wygięcie T5: Opłacalna obróbka
Wygięcie T5 oferuje uproszczoną ścieżkę obróbki cieplnej — wykute części są chłodzone z temperatury kucia, a następnie sztucznie starzone, pomijając oddzielny etap hartowania roztworu. Jak dokumentacja branżowa mówi, T5 jest „najlepsze do zastosowań średniej wytrzymałości, gdzie wymagana jest pewna elastyczność.”
Chociaż T5 zapewnia niższą wytrzymałość niż T6, redukuje koszty i czas obróbki. To czyni je odpowiednimi dla komponentów, gdzie maksymalna wytrzymałość nie jest wymagana — na przykład dla niektórych dekoracyjnych elementów wykończeniowych lub niestrukturalnych wsporników.
Oznaczenie wygięcia
Podczas korzystania z tabeli wygięć aluminium lub tabeli stopów aluminium dla kutych komponentów samochodowych najczęściej napotkasz następujące oznaczenia wygięć:
| Temperament | Procesy leczenia | Powstałe zmiany właściwości | Typowe Zastosowania w Motoryzacji |
|---|---|---|---|
| T4 | Rozwiązanie cieplnie ulepszane, naturalnie starzone w temperaturze pokojowej | Średnia wytrzymałość, większa plastyczność niż T6, dobra formowalność | Elementy wymagające obróbki po kształtowaniu, etapy przetwarzania pośredniego |
| T5 | Schłodzone z temperatury kucia, sztucznie starzone | Wytrzymałość średnia, opłacalna obróbka, odpowiednie dla części niemających znaczenia krytycznego | Wsporniki, osłony, elementy niestrukturalne |
| T6 | Rozwiązanie cieplnie ulepszane, hartowane, sztucznie starzone do maksymalnej wytrzymałości | Maksymalna wytrzymałość i twardość, zmniejszona plastyczność w porównaniu do T4 | Ramiona zawieszenia, piasty, koła, elementy strukturalne pod wysokim obciążeniem |
| T651 | Obróbka T6 plus relaksacja naprężeń przez rozciąganie (1,5–3%) | Właściwości T6 z poprawioną stabilnością wymiarową i zmniejszonym naprężeniem szczątkowym | Składniki precyzyjnie frezowane, elementy o małych dopuszczalnych odchyłkach |
| T7 | Poddane rozpuszczaniu cieplenie, przestarzałe poza maksymalną wytrzymałość | Nieznacznie niższa wytrzymałość niż T6, znacząco poprawiona odporność na korozję naprężeniową | Wysokowytrzymałe stopowe elementy w środowiskach korozyjnych |
| T73 | Poddane rozpuszczaniu cieplenie, specjalnie przestarzałe w celu maksymalnej odporności na pękanie korozyjne | ~15% niższa granica plastyczności niż T6, doskonała odporność na pękanie korozyjne naprężeniowe | konstrukcyjne elementy z serii 7xxx w wymagających środowiskach |
| T76 | Poddane rozpuszczaniu cieplenie, przestarzałe w celu odporności na korozję łuszczącą | o 5-10% niższa wytrzymałość niż T6, zwiększona odporność na korozję odspajanie | elementy serii 7xxx narażone na wilgoć i zawilgocenie |
Łączenie wyboru wygrzewania z wymaganiami dotyczącymi wydajności
Jak wybrać odpowiednie wygrzanie dla konkretnego komponentu samochodowego? Decyzja opiera się na zrozumieniu, jakich trybów uszkodzeń element musi się oprzeć oraz jakie istnieją ograniczenia produkcyjne.
Rozważmy wahacz zawieszenia kute. Ten komponent podlega:
- Milionom cykli obciążeń zmęczeniowych w trakcie eksploatacji pojazdu
- Narażeniu na sól drogową i wilgoć
- Potencjalnemu uszkodzeniu przez uderzenie kamienia
- Precyzyjnym wymaganiom wymiarowym zapewniającym poprawną geometrię zawieszenia
Dla wahacza ze stopu 6082, wygrzanie T6 zapewnia niezbędną wytrzymałość i odporność na zmęczenie. Jeśli proces produkcyjny obejmuje znaczne obróbki skrawaniem po hartowaniu, wygrzanie T651 gwarantuje stabilność wymiarową. Wrodzona odporność na korozję stopów 6xxx zazwyczaj eliminuje potrzebę przestarzalania typu T7.
Rozważmy teraz element ze stopu 7075 wykonywany metodą kucia na gorąco, przeznaczony do zastosowań wysokowydajnych. Ultra wysoka wytrzymałość stopu 7075-T6 zapewnia maksymalną wydajność, jednak podatność tego stopu na pękanie naprężeniowe w warunkach T6 może być niedopuszczalna w przypadku elementów krytycznych pod względem bezpieczeństwa. Określenie stanu 7075-T73 zmniejsza maksymalną wytrzymałość o około 15%, ale zapewnia odporność na korozję naprężeniową niezbędną dla długoterminowej niezawodności.
Kluczowe spostrzeżenie? Wybór odpowiedniego odprężenia nie polega wyłącznie na osiągnięciu maksymalnej wytrzymałości — chodzi o dopasowanie całokształtu właściwości do rzeczywistych wymagań stawianych przez każdy poszczególny komponent. Zrozumienie wpływu obróbki cieplnej przygotowuje do kwestii produkcyjnych, które decydują o tym, czy wykonywane metodą kucia elementy ze stopów aluminium spełniają swoje specyfikacje w sposób spójny.
Parametry procesu kucia i zagadnienia produkcyjne
Zrozumienie, który gatunek aluminium nadaje się do Twojego komponentu, to tylko połowa równania. Druga połowa? Wiedza o tym, jak faktycznie skutecznie kutać ten stop. Parametry procesu — zakresy temperatur, wymagania dotyczące ciśnienia, nagrzewanie matryc i szybkości odkształcenia — znacząco różnią się w zależności od gatunku aluminium. Jeśli zostaną źle dobrane, nawet idealny wybór stopu może skończyć się pękniętymi elementami, niepełnym wypełnieniem matrycy lub komponentami, które przedwcześnie ulegają uszkodzeniu w trakcie eksploatacji.
Dlaczego te szczegóły są tak ważne? W przeciwieństwie do gatunków aluminium przeznaczonych do odlewania, gdzie ciekły metal swobodnie przepływa do form, kucie wymaga precyzyjnej kontroli odkształcenia w stanie stałym. Każdy stop aluminium inaczej reaguje na ciśnienie przy różnych temperaturach, co czyni dobór parametrów procesu kluczowym aspektem w zastosowaniach konstrukcyjnych z aluminium.
Kluczowe parametry kucia według gatunku stopu
Według Badania z Handbook ASM dotyczących kucia aluminium , temperatura przedmiotu może być najważniejszą zmienną procesową. Zalecane zakresy temperatur kucia dla powszechnie stosowanych gatunków używanych w przemyśle motoryzacyjnym są zaskakująco wąskie — zazwyczaj wynoszą ±55°C (±100°F) — a przekroczenie tych granic wiąże się z ryzykiem pękania lub niewystarczającego przepływu materiału.
Oto, co wykazały badania dotyczące konkretnych rodzin stopów:
- aluminium 6061: Zakres temperatur kucia 430–480°C (810–900°F). Stop ten wykazuje niemal 50-procentowy spadek naprężenia uplastyczniającego podczas kucia w temperaturze górnej granicy w porównaniu do niższych temperatur, przez co kontrola temperatury jest kluczowa dla uzyskiwania powtarzalnych wyników.
- aluminium 6082: Podobny zakres temperatur jak w przypadku 6061. Europejscy producenci często kuja ten stop w temperaturach bliższych górnej granicy, aby zoptymalizować wypełnienie matrycy w przypadku złożonych geometrii zawieszeń.
- 7075 Aluminium: Węższy zakres kucia w temperaturze 380–440°C (720–820°F). Seria 7xxx wykazuje najmniejszą wrażliwość na zmiany temperatury, ale oznacza to również mniejszy margines błędu — stop ten nie będzie „wybaczał” błędów procesowych tak jak bardziej plastyczne gatunki.
- aluminium 2014 i 2024: Zakresy temperatur 420–460°C (785–860°F). Te stopy miedziowe wymagają starannego sterowania nagrzewaniem wstępnym, ponieważ są narażone na nagrzewanie od deformacji podczas szybkich uderzeń kucia.
Badania podkreślają, że «osiągnięcie i utrzymanie odpowiedniej temperatury metalu przed kuciem aluminium jest kluczowym parametrem procesu, który ma decydujące znaczenie dla sukcesu operacji kucia». Czasy wygrzewania wynoszące 10–20 minut na każdy cal grubości przekroju zapewniają zazwyczaj jednolitą dystrybucję temperatury przed rozpoczęciem kucia.
Wpływ temperatury matrycy i prędkości odkształcenia
W przeciwieństwie do kucia stali, gdzie matryce często pozostają stosunkowo chłodne, kucie aluminium wymaga podgrzanych matryc — a wymagane temperatury różnią się w zależności od typu procesu:
| Proces/Wyposażenie kucia | Zakres temperatury matrycy °C (°F) | Kluczowe aspekty |
|---|---|---|
| Młotki | 95-150 (200-300) | Niższe temperatury ze względu na szybkie odkształcenie; zmniejsza ryzyko przegrzania wynikającego z ogrzewania adiabatycznego |
| Prasy mechaniczne | 150-260 (300-500) | Umiarkowane temperatury zapewniają równowagę między żywotnością matrycy a przepływem materiału |
| Śrubowe prasy | 150-260 (300-500) | Podobnie jak w prasach mechanicznych; doskonałe dla złożonych łopatek aluminiowych |
| Prasy hydrauliczne | 315-430 (600-800) | Najwyższe temperatury ze względu na powolne odkształcanie — rozwijają się warunki izotermiczne |
| Walcowanie pierścieni | 95-205 (200-400) | Umiarkowane temperatury utrzymują kowalność metali podczas kształtowania stopniowego |
Szybkość odkształcenia również znacząco wpływa na wyniki kucia. Badania przeprowadzone przez ASM wykazują, że przy szybkości odkształcenia 10 s⁻¹ w porównaniu do 0,1 s⁻¹ naprężenie uplastyczniające aluminium 6061 wzrasta o około 70%, podczas gdy aluminium 2014 prawie podwaja swoje naprężenie uplastyczniające. Oznacza to, że kucie młotowe (duże szybkości odkształcenia) wymaga znacznie większego siłownika niż kucie prasą hydrauliczną (niskie szybkości odkształcenia) dla tego samego stopu.
W przypadku wysokowytrzymałych stopów serii 2xxx i 7xxx, urządzenia do kucia przy wysokiej szybkości odkształcenia, takie jak młoty, mogą faktycznie powodować problemy. W dokumentacji ASM zaznaczono, że „niektóre wysokowytrzymałe stopy serii 7xxx nie tolerują zmian temperatury możliwych przy szybkich prędkościach odkształcenia w procesie kucia, wskutek czego tego typu urządzeń nie stosuje się do wyrobu odkuwków z tych stopów”. Producenci często obniżają temperatury nagrzewania wstępne do dolnych granic dopuszczalnych zakresów, gdy używają szybkich urządzeń, aby skompensować ogrzewanie odkształceniowe.
Uwagi dotyczące spawalności i montażu
Po wykonaniu i obróbce cieplnej elementy samochodowe z aluminium muszą być często łączone, aby utworzyć kompletną konstrukcję pojazdu. Zrozumienie stopni spawalności aluminium oraz ich ograniczeń pozwala uniknąć kosztownych awarii podczas montażu i zapewnia integralność konstrukcyjną.
Spawalność wykujonych stopów aluminium różni się znacząco w zależności od rodziny stopu:
- 6061 i 6082: Doskonała spawalność — te stopy mogą być łączone przy użyciu konwencjonalnych procesów MIG i TIG z metalami spawarek 4043 lub 5356. Jednak spawanie powoduje powstanie strefy wpływu ciepła (HAZ), w której właściwości wygrzania T6 znacząco się pogarszają. Zgodnie z Badań spawalności firmy Lincoln Electric , w krytycznych zastosowaniach może być wymagane odpuszczanie po spawaniu w celu przywrócenia wytrzymałości.
- 7075:Słaba spawalność — ta stopa jest narażona na pęknięcia gorące podczas spawania i zazwyczaj nie powinna być łączona metodą stopienia. Połączenia mechaniczne lub klejenie to preferowane metody łączenia elementów kute z aluminium 7075.
- 2024 i 2014: Ograniczona spawalność — choć technicznie możliwe, te stopy miedziowe są narażone na pęknięcia gorące i zazwyczaj wymagają specjalistycznych procedur. Wiele zastosowań motoryzacyjnych przewiduje zamiast tego łączenie mechaniczne.
- serie 5xxx: Doskonała spawalność — te stopy nietylne łatwo się spawają, choć są rzadziej stosowane w kuty aluminium motoryzacyjnym ze względu na niższe wartości wytrzymałości.
Podczas spawania hartowanych stopów aluminium, takich jak 6061-T6 lub 6082-T6, strefa wpływu ciepła (HAZ) może stracić do 40% swojej granicy plastyczności. Badania Lincoln Electric dotyczące zaawansowanej technologii sterowania przebiegiem falowych wskazują, że «zmiany składu chemicznego drastycznie wpływają na właściwości fizyczne stopu» i że możliwe jest zaprojektowanie niestandardowych przebiegów falowych dla konkretnych stopów w celu zminimalizowania tych efektów.
Dla krytycznych aluminiowych konstrukcji nośnych należy rozważyć następujące strategie procesowe:
- Minimalizuj wprowadzanie ciepła: Stosuj procesy MIG impulsowe, aby zmniejszyć całkowitą ilość ciepła przekazywanego do metalu rodzimego
- Projektuj z uwzględnieniem położenia spoin: Umieszczaj spoiny możliwie daleko od obszarów maksymalnego naprężenia
- Określ obróbkę cieplną po spawaniu: W przypadku zastosowań wymagających pełnej regeneracji wytrzymałości, uwzględnij użycie obróbki cieplnej z wygrzewaniem i starzeniem po spawaniu
- Rozważ połączenia mechaniczne: W przypadku wysokowytrzymałych odkuwanych stopów serii 2xxx i 7xxx, połączenia śrubowe lub nitowe często zapewniają lepszą niezawodność
Nowoczesne konstrukcje samochodowe coraz częściej łączą wytłoczone węzły z aluminium z elementami wyciskanymi i blachą aluminiową. Strategia łączenia tych zestawów musi uwzględniać różne odmiany i stopy aluminium – wytłoczony punkt mocowania zawieszenia ze stopu 6082-T6 może być połączony z wyciskanym profilem ze stopu 6063-T6 za pomocą klejenia oraz nitowania samowiercącego.
Po zrozumieniu parametrów procesu i kwestii spawalności, logicznym następnym pytaniem jest: jak aluminium wytłoczone porównuje się z alternatywnymi metodami produkcji dla tych samych komponentów? To porównanie pokazuje, kiedy wytłaczanie rzeczywiście zapewnia wyższą wartość.

Wytłacane vs Odlewane vs Maszywne Aluminium w Zastosowaniach Samochodowych
Zapoznałeś się z podstawowymi gatunkami kutej aluminium i ich parametrami wytwarzania. Ale pojawia się pytanie, z którym często mierzą się specjaliści ds. zakupów i inżynierowie: czy ten element w ogóle powinien być kuty? Zrozumienie, kiedy kucie przynosi wyższą wartość – a kiedy lepszym rozwiązaniem jest odlewanie lub obróbka skrawaniem z pręta – może zaoszczędzić znaczne koszty, zapewniając jednocześnie optymalną wydajność.
Prawda jest taka, że każda metoda wytwarzania istnieje, ponieważ lepiej rozwiązuje określone problemy niż alternatywy. Wybierając odpowiedni materiał na elementy nadwozia, zespoły napędowe lub zawieszenia, proces produkcyjny ma takie samo znaczenie jak gatunek stopu. Przeanalizujmy dokładnie, jak te trzy podejścia się porównują.
Porównanie wydajności poszczególnych metod wytwarzania
Co naprawdę dzieje się wewnątrz metalu podczas każdego z tych procesów? Różnice są fundamentalne – i bezpośrednio decydują o tym, jak każdy element będzie działał w Twoim pojeździe.
Wykańczona aluminiowa
Zgodnie z badaniami przemysłu motoryzacyjnego, kucie wytwarza części poprzez „deformację nagrzanego metalu pod wpływem ciśnienia, co zmienia jego strukturę wewnętrzną i zwiększa wytrzymałość”. Ten proces wyrównuje strukturę ziarnową metalu, tworząc znacznie silniejszy materiał w porównaniu z odlewniczymi alternatywami.
Proces kucia oferuje kilka wyraźnych zalet:
- Wyższa integralność mechaniczna: Wyrównanie struktury ziarnowej pozwala kowanych komponentom wytrzymywać większe obciążenia
- Zwiększona odporność na zmęczenie: Kluczowe dla elementów narażonych na miliony cykli naprężeń
- Minimalna liczba wad wewnętrznych: Proces prasowania eliminuje wolne przestrzenie i porowatość występujące często w odlewach
- Doskonała odporność na pękanie: Idealna do zastosowań narażonych na uderzenia, takich jak koła i elementy zawieszenia
Formowane aluminium
Odlewanie polega na wlewie roztopionego aluminium do form i umożliwieniu mu skrzepnięcia. W miarę analiza produkcji wyjaśnia, że ten proces „umożliwia tworzenie złożonych kształtów poprzez kontrolowane krzepnięcie” i oferuje niezrównaną elastyczność projektowania.
Podczas oceny gatunków odlewniczych aluminium i stopów aluminium w odlewach pod ciśnieniem, rozważ te cechy:
- Możliwość realizacji złożonej geometrii: Możliwe jest wykonanie skomplikowanych wewnętrznych przelotów i szczegółowych elementów
- Niższe koszty narzędzi dla złożonych części: Formy odlewnicze często kosztują mniej niż matryce kute dla równowartościowej złożoności
- Ryzyko porowatości: Uwiedzione gazy mogą tworzyć wewnętrzne wolne przestrzenie, które osłabiają wytrzymałość
- Zmienne właściwości mechaniczne: Odlewy ze stopów aluminium wykazują większą zmienność właściwości niż odpowiedniki kute
Badania wskazują, że postępy w technologii odlewania pod wysokim ciśnieniem znacznie poprawiły jakość odlewów ze stopów aluminium, «co pozwala tworzyć komponenty zarówno lekkie, jak i trwałe». Jednak dla zastosowań krytycznych pod względem bezpieczeństwa, istotne pozostają wewnętrzne ograniczenia procesu odlewania
Lite aluminium
Obróbka frezarska billetów rozpoczyna się od pełnego materiału aluminiowego — zazwyczaj wytłoczonego lub walcowanego — a następnie usuwa materiał za pomocą urządzeń CNC, aby uzyskać końcową geometrię. Zgodnie z dokumentacja branżowa , to podejście «pozwala na bardzo dokładne tolerancje, czyniąc je idealnym dla części o wysokiej wydajności»
Główne cechy billetów to:
- Maksymalna precyzja: Obróbka CNC osiąga tolerancje, których nie mogą bezpośrednio dorównać odlewanie ani kucie
- Jednolita struktura ziarnista: Materiał wyjściowy ma jednorodne właściwości w całej objętości
- Duża ilość odpadów materiałowych: Znaczna ilość aluminium jest doczyszczana, co zwiększa efektywne koszty materiału
- Brak inwestycji w formy: Zmiany programowania zastępują fizyczne modyfikacje matryc
Porównanie metod produkcji
| Kryteria | Wykańczona aluminiowa | Formowane aluminium | Lite aluminium |
|---|---|---|---|
| Wytrzymałość | Najwyższy — odpowiednio ułożona struktura ziarna maksymalizuje właściwości mechaniczne | Niższy — struktura ziarna jest przypadkowa; potencjalna porowatość osłabia materiał | Wysoki — spójny materiał bazowy, jednak obróbka skrawaniem usuwa korzystny przepływ ziarna |
| Optymalizacja wagi | Doskonały — wytrzymałość pozwala na cieńsze ścianki przy zachowaniu wydajności | Dobry — skomplikowane kształty umożliwiają optymalizację rozmieszczenia materiału | Umiarkowany — ograniczony przez geometrię początkowego materiału i ograniczenia obróbki |
| Koszt jednostkowy | Umiarkowany do wysokiego — zależy od złożoności i wielkości partii | Niskie przy dużych wolumenach — koszty form odzyskane przy dużych seriach produkcyjnych | Wysokie — znaczny czas pracy maszyn i odpady materiału na poszczególne elementy |
| Inwestycja w narzędzia | Wysokie — precyzyjne matryce kucia wymagają dużych nakładów wstępnego inwestycyjnych | Umiarkowane do wysokich — zależy od metody odlewania i złożoności | Niskie — programowanie CNC zastępuje fizyczne wyposażenie technologiczne |
| Przydatność w zależności od objętości produkcji | Średnie do duże — inwestycja w oprzyrządowanie opłaca się przy większych seriach | Duże serie — odlewanie pod ciśnieniem doskonale sprawdza się w produkcji masowej | Małe serie — idealne dla prototypów i części specjalnych |
| Złożoność projektu | Umiarkowane — ograniczone możliwościami projektowania matryc i przepływem materiału | Wysokie — możliwe wykonanie wewnętrznego przebiegu kanałów i skomplikowanych detali | Bardzo wysoka — praktycznie każda geometria, do której może dotrzeć narzędzie CNC |
| Typowe Zastosowania w Motoryzacji | Ramiona zawieszenia, koła, drążki łączące, trzpienie zwrotnic | Blok silnika, obudowy skrzyni biegów, kolektory dolotowe | Części prototypowe, elementy o niskiej produkcji seryjnej przeznaczone do zastosowań wysokowydajnych, niestandardowe wsporniki |
Kiedy kucie zapewnia wyższą wartość
Biorąc pod uwagę powyższe kompromisy, kiedy kucie staje się jednoznacznie lepsze? Kryteria decyzyjne stają się oczywiste, gdy zrozumie się rzeczywiste wymagania każdej aplikacji.
Wybierz kucie, gdy:
- Odporność na zmęczenie jest krytyczna: Elementy poddawane cyklom obciążeń powtarzalnych — ramiona zawieszenia, koła, drążki łączące — najbardziej korzystają ze struktury ziarna uzyskanej w procesie kucia. Badania potwierdzają, że części kute „charakteryzują się lepszą odpornością na zmęczenie i większą odpornością na pękanie”, co czyni je „szczególnie odpowiednimi dla pojazdów wysokowydajnych”.
- Maksymalny stosunek wytrzymałości do masy ma znaczenie: Wśród metali stosowanych w nadwoziach i elementach konstrukcyjnych samochodów, kute aluminium osiąga najwyższą wytrzymałość przy minimalnej wadze. Gdy każdy gram ma znaczenie dla wydajności lub efektywności, kucie uzasadnia swoją wyższą cenę.
- Wielkość produkcji uzasadnia koszty narzędzi: Dla rocznych wielkości przekraczających kilka tysięcy sztuk, inwestycja w matryce kuźnicze amortyzuje się skutecznie. Poniżej tego progu, obróbka z materiału masowego może okazać się bardziej opłacalna, mimo wyższych kosztów na sztukę.
- Zastosowania krytyczne dla bezpieczeństwa wymagają niezawodności: Brak wewnętrznej porowatości w odkuwkach zapewnia pewność, której alternatywy odlewane nie są w stanie dorównać. W przypadku komponentów, gdzie skutki awarii są poważne, stała jakość kucia zmniejsza ryzyko.
Rozważ alternatywy, gdy:
- Wymagane są złożone geometrie wewnętrzne: Odlewanie umożliwia kanały i komory, których nie można wykonać metodą kucia. Bloki silników i obudowy skrzyni biegów są przykładami, gdzie elastyczność projektowania odlewów okazuje się niezbędna.
- Wielkości produkcji są bardzo wysokie: W przypadku komponentów masowych produkowanych rocznie w milionach sztuk, koszty jednostkowe odlewania pod ciśnieniem stają się atrakcyjne mimo niższej wytrzymałości.
- Produkcja prototypowa lub niskoseryjna: Obróbka z pełnego materiału całkowicie eliminuje potrzebę inwestycji w formy, co czyni ją idealną dla części rozwojowych lub zastosowań specjalistycznych o nakładach poniżej rentownego progu kucia.
- Powierzchnie estetyczne są najważniejsze: Powierzchnie odlewane i frezowane często wymagają mniejszego wykończenia w zastosowaniach dekoracyjnych niż powierzchnie po kuciu.
Wybór materiału do nadwozia samochodu w przemyśle motoryzacyjnym coraz częściej odzwierciedla te kompromisy. Węzły konstrukcyjne o wysokim obciążeniu często wykorzystują aluminium kute, podczas gdy skomplikowane obudowy opierają się na zaawansowanych technikach odlewania, a programy prototypowe korzystają z obróbki z pełnego materiału dla szybkiego rozwoju.
Zrozumienie, kiedy kucie sprawdza się lepiej niż inne metody, pozwala od początku określić odpowiedni proces. Jednak nawet przy tej wiedzy nadal zdarzają się błędy w doborze gatunku — a znajomość sposobów ich unikania lub substytucji gatunków w razie potrzeby może zapobiec kosztownym problemom produkcyjnym.
Najlepsze praktyki w zakresie doboru i substytucji gatunków
Nawet przy idealnej znajomości właściwości stopów aluminium i parametrów kucia, w rzeczywistym środowisku produkcyjnym pojawiają się nieoczekiwane wyzwania. Przerwy w dostawach, problemy z dostępnością materiałów lub presja kosztów czasem zmuszają inżynierów do rozważenia alternatyw dla preferowanego gatunku aluminium. To właśnie wiedza na temat tego, które substytucje działają — a które powodują problemy — decyduje o sukcesie programów i pozwala uniknąć kosztownych porażek.
Poza scenariuszami zamiennictwa, wiele błędów w doborze gatunków występuje po prostu dlatego, że inżynierowie stosują myślenie typowe dla konstrukcji stalowych również do konstrukcji aluminiowych. Zrozumienie tych powszechnych pułapek pomaga uniknąć kosztownej przebudowy i uszkodzeń komponentów zanim do nich dojdzie.
Wytyczne dotyczące zamiennictwa gatunków
Gdy wybrany stop aluminium staje się niedostępny, powstrzymaj się od pokusy, by po prostu wziąć kolejny dostępny gatunek z listy. Różne gatunki aluminium różnią się zachowaniem podczas kucia, obróbki cieplnej oraz w warunkach eksploatacyjnych. Skuteczne zamiennictwo wymaga dopasowania najważniejszych wymagań eksploatacyjnych przy jednoczesnym zaakceptowaniu kompromisów dotyczących wtórnych właściwości.
Poniżej przedstawione są sprawdzone pary zamiennicze dla powszechnie stosowanych gatunków używanych w kowalstwie motoryzacyjnym:
- 6082 → 6061: Najczęstsza zamiana w kucie motoryzacyjnym. Należy spodziewać się nieco niższej granicy plastyczności (około 5–10% zmniejszenie) oraz nieco gorszych właściwości zmęczeniowych w środowiskach korozyjnych. Oba stopy charakteryzują się doskonałą spawalnością i odpornością na korozję. Akceptowalne do większości zastosowań w zawieszeniach i konstrukcjach, gdzie 6082 został określony głównie ze względu na dostępność, a nie niewielką przewagę wytrzymałości.
- 6061 → 6082: Działa dobrze, gdy materiał jest dostępny – 6082 zapewnia nawet nieco lepszą wytrzymałość. Brak znaczących obniżek właściwości, choć koszt 6082 może być wyższy w zależności od dostępności regionalnej. Łańcuchy dostaw w Europie często preferują 6082, podczas gdy w Ameryce Północnej źródła zwykle łatwiej dostępne mają 6061.
- 7075 → 7050: Oba zapewniają ekstremalnie wysoką wytrzymałość, ale 7050 oferuje lepszą odporność na pękanie w skorodowanym stanie naprężenia oraz większą ciągliwość. Ta zamiana często reprezentuje ulepszenie, a nie kompromis. Można spodziewać się podobnej lub nieco niższej maksymalnej wytrzymałości przy poprawionej odporności na pękanie.
- 7075 → 2024: Stosować ostrożnie — choć oba są stopami o wysokiej wytrzymałości, ich profile właściwości różnią się znacząco. 2024 zapewnia doskonałą odporność na zmęczenie, ale niższą maksymalną wytrzymałość niż 7075. Nadaje się, gdy obciążenia cykliczne dominują w przypadzie projektowym, ale nie, gdy wymagana jest maksymalna statyczna wytrzymałość.
- 2024 → 2014: Oba stopy miedzi o podobnych właściwościach kucia. 2014 oferuje nieco lepsze możliwości kucia przy zbliżonej wytrzymałości. Akceptowalne w większości zastosowań napędowych, gdzie pierwotnie określono 2024.
- 6061 → 5083: Ogólnie niezalecane dla elementów kowanych. Chociaż 5083 oferuje doskonałą odporność na korozję, nie nadaje się do hartowania i nie może osiągnąć poziomu wytrzymałości 6061-T6. Rozważaj tę zamianę jedynie w zastosowaniach niestrukturalnych, gdzie odporność na korozję jest ważniejsza niż wymagania dotyczące wytrzymałości.
Przy ocenie każdej możliwej zamiany sprawdź, czy alternatywna gatunek spełnia wszystkie kluczowe specyfikacje – w tym temperaturę kompatybilną z kuciem, odpowiedź na obróbkę cieplną oraz wszelkie wymagania montażowe, takie jak spawalność. Gatunek, który jest odpowiedni pod względem metalurgicznym, może nadal zawieść, jeśli Twoje urządzenie produkcyjne nie będzie mogło go prawidłowo przetworzyć.
Unikanie typowych błędów przy wyborze
Według Wytyczne inżynieryjne Lincoln Electric , jednym z najczęstszych błędów projektowych dotyczących aluminium jest wybór najmocniejszego dostępnego stopu bez uwzględnienia innych istotnych czynników. Jak podaje ich dokumentacja techniczna: „Bardzo często projektant wybiera najmocniejszy dostępny stop. Jest to zła praktyka projektowa z kilku powodów."
Dlaczego wybór najsilniejszego stopu aluminium czasem działa na odwrót?
- Odkształcenie często decyduje o projektowaniu, a nie wytrzymałość: Moduł sprężystości większości stopów aluminium — słabszych i silniejszych — jest mniej więcej taki sam (wynosi jedną trzecią wartości stali). Jeśli krytycznym ograniczeniem Twojego elementu jest sztywność, a nie granica plastyczności, to płacenie premii za 7075 zamiast 6061 nic Ci nie daje.
- Wiele wysokowytrzymałościowych stopów nie nadaje się do spawania: Badania przeprowadzone przez Lincoln Electric podkreślają, że «wiele najsilniejszych stopów aluminium nie nadaje się do spawania przy użyciu konwencjonalnych technik». Określenie 7075 dla elementu, który musi być spawany w większym zestawieniu, prowadzi do niemożliwości wykonania. W dokumentacji wyraźnie zaznaczono, że 7075 «nigdy nie powinno być spawane w zastosowaniach konstrukcyjnych».
- Właściwości strefy spoiny różnią się od materiału podstawowego: Nawet przy stopach nadających się do spawania, takich jak 6061, „spoina rzadko będzie równie wytrzymała jak materiał podstawowy”. Projektowanie oparte na właściwościach materiału podstawowego w stanie T6, z pominięciem degradacji strefy wpływu ciepła, prowadzi do niedoszacowania spoin i potencjalnych uszkodzeń.
Oto dodatkowe błędy w doborze, których należy unikać:
- Określanie stanów wyżarzonych poprzez odkształcanie plastyczne dla zestawów spawanych: Dla stopów niepodlegających hartowaniu cieplnemu (1xxx, 3xxx, 5xxx), spawanie działa jako lokalna operacja wyżarzania. Badania potwierdzają: „niezależnie od początkowego stanu, właściwości w strefie wpływu ciepła będą odpowiadać materiałowi w stanie O (wyżarzonemu)”. Zakup drogich materiałów w stanie wyżarzonym poprzez odkształcanie plastyczne, które mają być spawane, jest marnotrawstwem – strefa wpływu ciepła i tak wraca do stanu wyżarzonego.
- Ignorowanie wymagań dotyczących obróbki końcowej po spawaniu: Stopy poddawane hartowaniu, takie jak 6061-T6, wykazują znaczne osłabienie wytrzymałości w strefie spawanej. Badania wykazują, że „minimalna wytrzymałość na rozciąganie w stanie spawanym wynosząca 24 ksi” porównuje się do „40 ksi” dla podstawowego materiału w stanie T6 — redukcja o 40%. Nieokreślenie procesu starzenia po spawaniu, gdy jest wymagana regeneracja wytrzymałości, narusza integralność konstrukcyjną.
- Ignorowanie podatności na korozję naprężeniową: Wysokowytrzymałe stopy 7xxx w stanie T6 mogą być podatne na pękanie spowodowane korozją naprężeniową. Określenie 7075-T6 dla elementów narażonych na wilgoć i obciążenia trwałe, bez rozważenia stanów T73 lub T76, zwiększa ryzyko przedwczesnych uszkodzeń w eksploatacji.
- Mieszanie stopów odlewniczych z kowanymi: Niektóre specyfikacje błędnie wskazują gatunki aluminium przeznaczone do odlewania, podczas gdy są wymagane elementy kowane. A356 i A380 są doskonałymi stopami do odlewania pod ciśnieniem, ale nie nadają się do kucia — ich skład chemiczny jest zoptymalizowany pod kątem lejności w stanie stopionym, nie deformacji w stanie stałym.
Współpraca z wykwalifikowanymi partnerami w zakresie kucia
Wiele wyzwań związanych z wyborem gatunku stali staje się łatwych do rozwiązania, gdy współpracuje się z doświadczonymi dostawcami odkuwanych, którzy rozumieją wymagania branży motoryzacyjnej. Stopy specjalne przeznaczone do zastosowań motoryzacyjnych często wymagają precyzyjnej kontroli procesu, którą konsekwentnie mogą zapewnić jedynie ugruntowani producenci.
Oceniając potencjalnych partnerów odkształceniowych, należy wziąć pod uwagę ich możliwości wsparcia inżynieryjnego. Czy potrafią doradzić w kwestii optymalnego wyboru gatunku stali dla Twojego konkretnego elementu? Czy mają doświadczenie w zakresie hartowania i obróbki cieplnej po kuciu, wymaganej przez Twoje zastosowanie? Producentów certyfikowanych zgodnie z IATF 16949, takich jak Shaoyi charakteryzuje system jakości oraz wiedza techniczna, które pomagają w praktycznym wdrożeniu decyzji dotyczących wyboru gatunku stali w niezawodnej produkcji komponentów.
Ich możliwości szybkiego prototypowania — dostarczanie pierwszych części już w ciągu 10 dni — pozwalają na zweryfikowanie wyboru gatunku przed inwestycją w formy produkcyjne dla dużych serii. W przypadku komponentów takich jak ramiona zawieszenia i wały napędowe, gdzie jakość aluminium bezpośrednio wpływa na bezpieczeństwo pojazdu, współpraca z partnerami inżynieryjnymi znającymi zarówno metalurgię, jak i wymagania branży motoryzacyjnej, okazuje się nieoceniona.
Połączenie wiedzy na temat odpowiedniego doboru gatunku z kwalifikowanymi partnerstwami produkcyjnymi stanowi podstawę skutecznych programów wykucia aluminium. Mając te elementy na miejscu, jesteś przygotowany, by podjąć ostateczne decyzje materiałowe, które skutecznie równoważą wymagania dotyczące wydajności, ograniczenia produkcyjne oraz aspekty kosztowe.
Wybieranie odpowiedniego gatunku wykucia aluminium dla Twojego zastosowania
Zapoznałeś się już z kompletnym zakresem gatunków kutej aluminium stosowanego w samochodach — od zrozumienia oznaczeń serii stopów, przez dopasowanie konkretnych gatunków do wymagań komponentów, po zagadnienia obróbki cieplnej i parametry produkcji. Jak jednak połączyć całą tę wiedzę w skuteczne decyzje? Spójrzmy na kluczowe wskazówki, które przekształcą techniczną wiedzę w udane wyniki zakupów.
Nie ważne, czy określasz aluminium do samochodów w ramach nowego programu pojazdu, czy optymalizujesz istniejące łańcuchy dostaw, proces wyboru gatunku podlega logicznej sekwencji. Poprawne przejście tej sekwencji zapobiega kosztownym błędom i gwarantuje, że Twoje aluminiowe części samochodowe będą spełniać wymagania dotyczące wydajności stawiane Twoim pojazdom.
Kluczowe wnioski dotyczące wyboru gatunku
Po przeanalizowaniu pełnej gamy opcji aluminium do samochodów kilka czynników decyzyjnych systematycznie decyduje o sukcesie:
- Rozpocznij od wymagań dotyczących naprężeń, a nie preferencji materiałowych: Zdefiniuj, na jakie obciążenia będzie narażony Twój komponent – obciążenia statyczne, zmęczeniowe, udarowe lub kombinację tych czynników. Ramię zawieszenia wytrzymujące miliony cykli jazdy drogą wymaga innych właściwości niż wspornik poddawany wyłącznie obciążeniom statycznym. Dopasuj rodzinę stopu do tych rzeczywistych warunków: 6xxx do zrównoważonych właściwości, 7xxx do maksymalnej wytrzymałości, 2xxx do lepszej odporności na zmęczenie.
- Wczesne uwzględnienie objętości produkcji: Ekonomia kucia sprzyja średnim i wysokim wolumenom produkcji, gdzie inwestycja w formy technologiczne może być skutecznie rozłożona. Dla rocznych wolumenów poniżej kilku tysięcy sztuk, sprawdź, czy kucie pozostaje konkurencyjne pod względem kosztów w porównaniu z obróbką z pełnej bryły. Programy o wysokiej produkcji najbardziej korzystają z połączenia lepszych właściwości i efektywnej produkcji, jaką oferuje kucie.
- Uwzględnij przetwarzanie w kolejnych etapach: Jeśli twój komponent wymaga spawania w większy zespół, to jedno wymaganie wyklucza całe rodziny stopów z rozważań. Określ 6061 lub 6082, gdy ważna jest spawalność; unikaj 7075 w każdej konstrukcyjnej aplikacji spawanej. Podobnie rozważ wymagania dotyczące obróbki skrawaniem po kuciu — stany T651 zapewniają stabilność wymiarową niezbędną do precyzyjnej obróbki.
- Oceń całkowity koszt, a nie tylko cenę materiału: Najtańszy aluminium do samochodów nie zawsze jest najbardziej opłacalnym wyborem. Stopy wysokiej jakości, które pozwalają na cieńsze ścianki, zmniejszenie wykańczania lub uproszczone hartowanie, mogą zapewnić niższy całkowity koszt komponentu niż tańszy gatunek wymagający dodatkowej obróbki. Przed ustaleniem specyfikacji oblicz pełny obraz.
- Buduj odporność łańcucha dostaw: Zidentyfikuj akceptowalne gatunki zamienników przed rozpoczęciem produkcji. Wiedza, że 6061 może zastąpić 6082 lub że 7050 oferuje ulepszenie w stosunku do 7075, daje Ci opcje w przypadku zakłóceń dostaw. Udokumentuj te alternatywy w swoich specyfikacjach, aby zespoły zaopatrzenia mogły szybko reagować na zmiany dostępności.
Najważniejsza zasada wyboru: wybierz stop, który najlepiej odpowiada rzeczywistym wymaganiom użytkowania Twojego komponentu – a nie ten najmocniejszy dostępny. Nadmierna specyfikacja marnuje pieniądze i może powodować komplikacje produkcyjne, podczas gdy niedospecyfikowanie wiąże się z ryzykiem awarii w eksploatacji, co szkodzi zarówno pojazdom, jak i reputacji.
Współpraca dla sukcesu w kuciu samochodowym
Oto rzeczywistość, którą każdy doświadczony inżynier rozumie: nawet idealny wybór gatunku nic nie znaczy bez partnera produkcyjnego, który potrafi skutecznie i konsekwentnie realizować zamówienia. Przepaść między specyfikacją materiału a jakościowymi komponentami wymaga wiedzy, którą tylko wykwalifikowani dostawcy kuźni mogą pokonać.
Gdy aluminium stosowane w samochodach musi spełniać rygorystyczne standardy wydajności, wybór dostawcy staje się równie ważny jak wybór stopu. Zgodnie z wytycznymi branżowymi dotyczącymi oceny dostawców wyrobów kute , najważniejsze są trzy czynniki: certyfikaty i systemy jakości, możliwości produkcyjne oraz wyposażenie i rygorystyczne standardy kontroli jakości.
W przypadku zastosowań motoryzacyjnych certyfikat IATF 16949 świadczy o tym, że dostawca wdrożył system zarządzania jakością zgodny z wymogami przemysłu motoryzacyjnego. Ten certyfikat — oparty na normie ISO 9001, uzupełniony o wymagania specyficzne dla branży motoryzacyjnej — potwierdza, że producent rozumie zagadnienia związane z prześledzeniem procesów, kontrolą produkcji oraz ciągłym doskonaleniem na poziomie wymaganym przez programy produkcyjne Twoich pojazdów.
Poza certyfikacją należy ocenić praktyczne możliwości pozwalające na przekształcenie specyfikacji w gotowe elementy:
- Wsparcie inżynieryjne: Czy dostawca może doradzić optymalny wybór gatunku dla Twojej konkretnej geometrii i warunków obciążenia? Czy rozumie konsekwencje hartowania i potrafi zalecić odpowiednie odmiany twardości?
- Szybkość prototypowania: Nowoczesne harmonogramy rozwoju pojazdów wymagają szybkiego iterowania. Partnerzy oferujący prototypowe wyroby kute w skróconych terminach — niektórzy nawet w ciągu 10 dni — umożliwiają weryfikację projektu przed inwestowaniem w narzędzia produkcyjne.
- Ekspertyza komponentów: Dostawcy z udokumentowanym doświadczeniem w danej kategorii komponentów — czy to ramion zawieszenia, wałów napędowych, czy węzłów konstrukcyjnych — przynoszą wiedzę specyficzną dla zastosowania, której często brakuje ogólnym zakładom kucia.
- Infrastruktura kontroli jakości: Zaawansowane technologie inspekcji, monitorowanie procesów oraz kompleksowe systemy dokumentacji zapewniają, że każdy komponent spełnia określone normy. Materiały źródłowe podkreślają, że czołowi dostawcy inwestują w maszyny pomiarowe współrzędnościowe, urządzenia do badań nieniszczących oraz możliwości analizy materiałów.
Dla inżynierów i specjalistów ds. zakupów poszukujących producenta komponentów samochodowych z aluminium Shaoyi (Ningbo) Metal Technology stanowi przykład profilu partnera, jaki wymagają udane programy. Ich certyfikat IATF 16949 potwierdza systemy jakości na poziomie motoryzacyjnym, podczas gdy własny zespół inżynieryjny zapewnia wsparcie techniczne, które pomaga w przekształcaniu decyzji dotyczących doboru stopu w specyfikacje gotowe do produkcji. Położeni w pobliżu portu Ningbo, łączą możliwości szybkiego prototypowania – z pierwszymi częściami dostępnymi już w ciągu 10 dni – z dużą zdolnością produkcyjną dla dojrzałych programów.
Ich wykazane doświadczenie w produkcji wymagających aluminiowych elementów samochodowych, takich jak ramiona zawieszenia i wały napędowe, odzwierciedla specyficzne dla komponentów wiedza, która czyni wskazówki dotyczące doboru gatunków możliwymi do wdrożenia. Gdy specyfikacje przewidują dźwignie sterujące ze stopu 6082-T6 lub komponenty wysokiej wydajności ze stopu 7075-T6, posiadanie partnera produkcyjnego, który rozumie zarówno metalurgię, jak i wymagania jakościowe branży motoryzacyjnej, zapewnia, że dobór materiału przekłada się na niezawodne komponenty.
Droga od specyfikacji stopu do osiągów pojazdu prowadzi przez wykonanie procesu produkcyjnego. Łącząc zdobytą wiedzę na temat doboru gatunków stopów, przedstawioną w tym przewodniku, z wykwalifikowanymi partnerami kowalniczymi, którzy dzielą Twoje zaangażowanie w jakość, zapewniasz sukces swoim programom motoryzacyjnym – dostarczając wytrzymałość, oszczędność masy oraz niezawodność, których współczesne pojazdy wymagają od kowanych komponentów aluminiowych.
Często zadawane pytania dotyczące gatunków aluminium kowanego w motoryzacji
1. Jakie są gatunki aluminium kowanego?
Najczęściej kute gatunki aluminium stosowane w zastosowaniach samochodowych to 6061, 6063, 6082 z serii 6000 oraz 7075 z serii 7000. Stopy serii 6xxx charakteryzują się doskonałą kowalnością, odpornością na korozję oraz zrównoważoną wytrzymałością, co czyni je idealnym wyborem do ramion zawieszenia i kół. Seria 7xxx oferuje ekstremalnie wysoką wytrzymałość dla komponentów kluczowych pod względem wydajności. Dodatkowo, gatunki 2024 i 2014 z serii 2xxx zapewniają doskonałą odporność na zmęczenie materiału, co jest ważne dla części układu napędowego, takich jak tłoki i szpilki tłokowe. Producentów certyfikowanych według normy IATF 16949, takich jak Shaoyi, mogą doradzić optymalny wybór gatunku aluminium w zależności od konkretnych wymagań komponentu.
2. Jaki gatunek aluminium jest stosowany w samochodach?
Zastosowania samochodowe wykorzystują różne gatunki aluminium w zależności od wymagań dotyczących komponentów. Do najczęstszych należą gatunki 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 i 2024. W przypadku komponentów kowanych szczególnie dominuje gatunek 6082-T6 w zastosowaniach zawieszenia i podwozia w Europie ze względu na doskonałą odporność na zmęczenie w środowiskach korozyjnych. Gatunek 6061-T6 pozostaje popularny w Ameryce Północnej dzięki dobrej spawalności. Wymagające zastosowania często wymagają gatunku 7075-T6 dla maksymalnego stosunku wytrzymałości do masy, podczas gdy 2024-T6 wyróżnia się w elementach układu napędowego krytycznych pod względem zmęczeniowym.
3. Który gatunek aluminium jest silniejszy: 5052 czy 6061?
aluminium stopu 6061 jest znacznie silniejszy niż 5052. W stanie wyżarzonym T6, 6061 osiąga wytrzymałość na rozciąganie około 310 MPa w porównaniu do około 220 MPa dla 5052. Jednak wytrzymałość to nie wszystko — 5052 oferuje lepszą odporność na korozję oraz lepsze właściwości kształtowania, ponieważ jest stopem nietermicznie hartowanym. W przypadku kutej aluminiowej części samochodowej wymagającej integralności strukturalnej, preferowany jest stop 6061-T6, ponieważ może być poddany obróbce cieplnej w celu osiągnięcia wyższych poziomów wytrzymałości niezbędnych dla ramion zawieszenia, kół i elementów szkieletu.
4. Jaka jest różnica między kutymi a odlewanymi kołami aluminiowymi?
Koła kute z aluminium są wytwarzane przez sprężanie podgrzanego aluminium pod ekstremalnym ciśnieniem, co wyrównuje strukturę ziarnową, zapewniając wyższą wytrzymałość i odporność na zmęczenie. Koła odlewane powstają przez zalewanie stopionego aluminium do form, co prowadzi do przypadkowej struktury ziarnowej i potencjalnej porowatości. Koła kute ważą typowo o 15–30% mniej niż ich odlewane odpowiedniki, oferując jednocześnie lepszą odporność na uderzenia i większą trwałość. W pojazdach sportowych koła kute ze stopów 6061-T6 lub 7075-T6 zapewniają stosunek wytrzymałości do masy, którego nie są w stanie osiągnąć wersje odlewane.
5. Jak wybrać odpowiedni stop aluminium do kucia elementów samochodowych?
Zacznij od określenia rzeczywistych wymagań dotyczących obciążeń Twojego komponentu — obciążenia statyczne, zmęczeniowe cykliczne lub siły udarowe. W zastosowaniach konstrukcyjnych wymagających równowagi dobrych właściwości, stopy serii 6xxx, takie jak 6082-T6 lub 6061-T6, oferują doskonałą wydajność. Gdy kluczowa jest maksymalna wytrzymałość, wybierz stop 7075-T6. W przypadku elementów układu napędowego wymagających szczególnej odporności na zmęczenie, rozważ stop 2024-T6. Weź pod uwagę potrzebę spawalności (stopy serii 6xxx świetnie nadają się do spawania; 7075 nie), wielkość produkcji oraz wymagania dotyczące obróbki cieplnej. Współpraca z doświadczonymi partnerami w zakresie kucia, takimi jak Shaoyi, oferującymi szybkie prototypowanie i certyfikat IATF 16949, pomaga zweryfikować wybór stopu przed przejściem do produkcji narzędzi.