 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

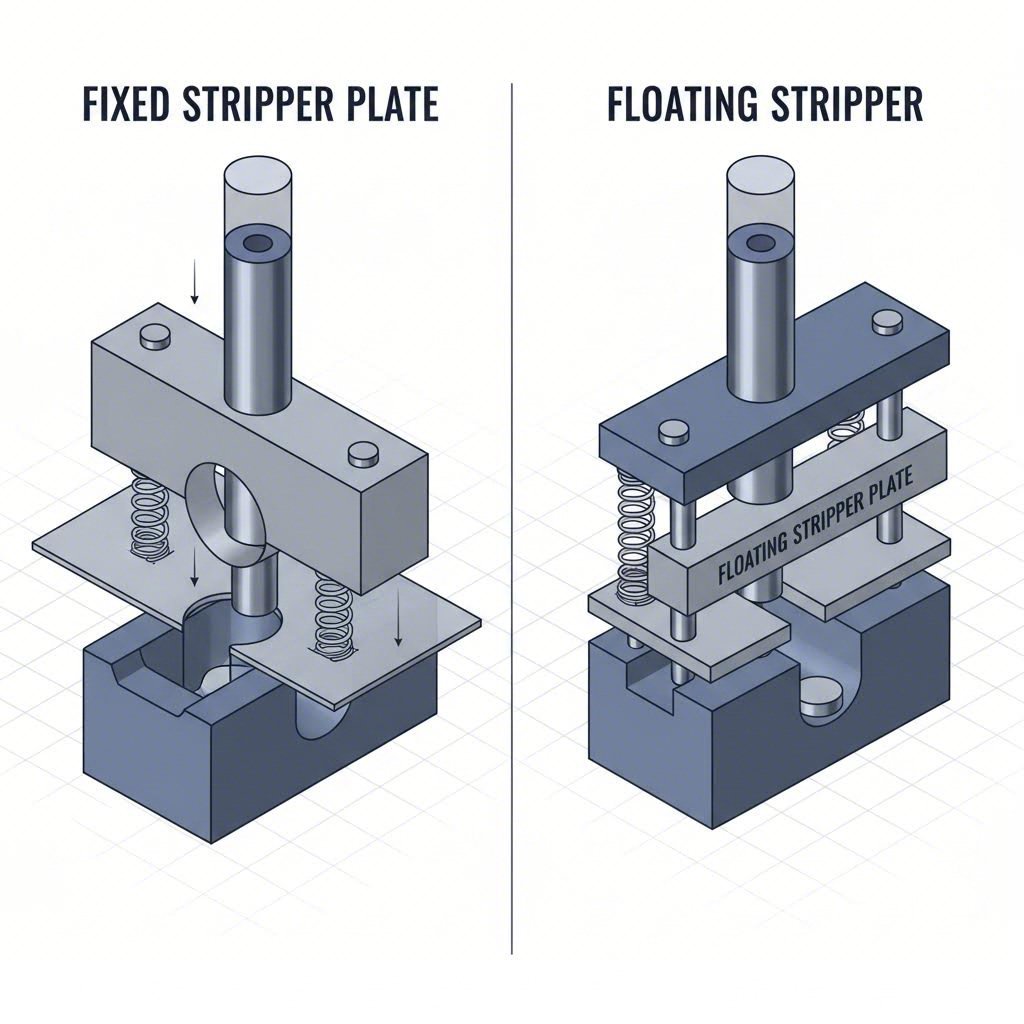
Płyta wybijakowa stała a pływająca: decyzja od której zależy sukces lub porażka Twojego narzędzia

Kluczowa decyzja dotycząca płyty wybijaka, którą każdy projektant matryc musi opanować
Wyobraź sobie pracę w wysokowydajnej operacji tłoczenia, kiedy nagle Twoje części zaczynają się przywierać do tłoków, krawędzie pokazują nieoczekiwane zadziory, a zespół konserwacji spieszy się, aby zdiagnozować problem. Co poszło nie tak? We wielu przypadkach główna przyczyna leży w podstawowym wyborze dokonanym podczas projektowania matrycy: wybraniu niewłaściwego typu płyty wybijaka dla danej aplikacji.
Czy jesteś projektowanie matryc postępowych do komponentów samochodowych lub projektowanie narzędzi do precyzyjnej elektroniki, zrozumienie różnicy między stałą a płytką pływającą jest niezbędne. Ten wybór bezpośrednio wpływa na jakość części, trwałość narzędzi oraz wynik finansowy.
Dlaczego wybór płyty wybijaka określa wydajność matrycy
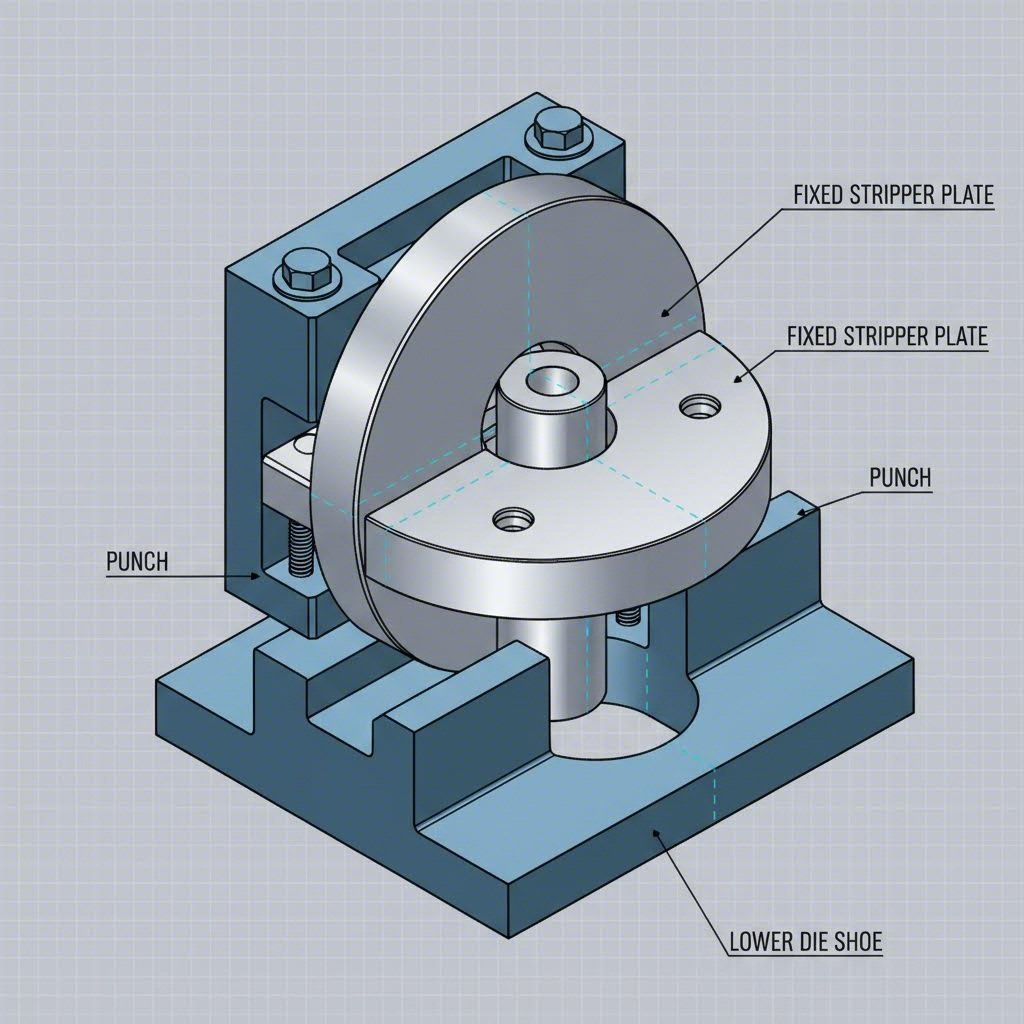
Cóż, czym dokładnie jest płytka wyładowcza? To komponent odpowiedzialny za usuwanie materiału przedmiotu z tłoka po każdym przebiegu. Poprawne wybijanie przez płytkę wyładowczą zapewnia czyste oddzielenie części, zapobiega wyciąganiu odpadków i utrzymuje stałe czasy cyklu. Gdy wybierzesz odpowiednią konfigurację, twoja matryca działa płynnie. Błędny wybór natomiast prowadzi do szeregu problemów w produkcji.
Płyta wyładowcza robi więcej niż tylko oddziela materiał — prowadzi tłoki, kontroluje ruch materiału i wpływa na ogólną stabilność matrycy. To sprawia, że wybór między stałym a pływającym projektem staje się kluczową decyzją, która wpływa na każdy aspekt wydajności matrycy.
Ukryty koszt błędnego wyboru płyty wyładowczej
Wybór nieodpowiedniego typu płyty wyładowczej powoduje skutki wykraczające daleko poza początkowy koszt narzędzi:
- Uszkodzenie części: Zarysowania, odkształcenia i niestabilne wymiary spowodowane nieodpowiednią siłą oddzielania
- Przyspieszone zużycie narzędzi: Nieprawidłowo ustawione wykrojniki i nadmierne tarcie skracają żywotność komponentów
- Niezaplanowany downtime: Częste regulacje i naprawy awaryjne zakłócają harmonogramy produkcji
- Zwiększony wskaźnik odpadów: Słabe wybijanie prowadzi do odrzucania części i marnowania materiału
Ustanawianie warunków dla precyzyjnego powodzenia tłoczenia
Oto wyzwanie, z którym borykają się wielu projektantów matryc: informacje dotyczące doboru płyty wybijaka są rozproszone w różnych podręcznikach technicznych, katalogach dostawców oraz przekazywane ustnie między inżynierami. Dotąd nie istniał jeden kompleksowy zasób, który zebraby te krytyczne porównania wraz z jasnymi, praktycznymi kryteriami decyzyjnymi — aż do teraz.
Niniejszy przewodnik oferuje kompleksową ocenę płyt wybijaków stałych i pływających, wraz z ustrukturyzowanymi ramami doboru oraz praktycznymi rekomendacjami. Dowiesz się, kiedy każdy typ najlepiej sprawdza się w działaniu, zrozumiesz zaangażowane kompromisy i zyskasz pewność siebie w podejmowaniu tej kluczowej decyzji narzędziowej dla swoich konkretnych zastosowań.
Kryteria oceny doboru płyty wybijaka
Przed przejściem do szczegółów dotyczących stałych i pływających płyt wybijakowych, potrzebujesz jasnego ramowego podejścia do podjęcia tej decyzji. Bez określonych kryteriów porównywanie tych dwóch opcji staje się strzelaniem z palca, a nie inżynierią. Ustalmy metodologię oceny, której używają specjaliści przy doborze odpowiedniej konfiguracji płyty wybijakowej dla form z płytą wybijakową oraz zastosowań matryc.
Pięć czynników decydujących o skuteczności płyty wybijakowej
Gdy inżynierowie oceniają, jaka płyta wybijakowa najlepiej nadaje się do ich zastosowania, wracają konsekwentnie do pięciu kluczowych aspektów. Waga każdego czynnika różni się w zależności od konkretnych wymagań produkcyjnych:
- Wymagane siły wybijania :Siła potrzebna do oddzielenia materiału od tłoczków zazwyczaj mieści się w zakresie 10–25% siły tłoczenia. Zastosowania o większych wymaganiach dotyczących wybijania wymagają bardziej solidnych konstrukcji płyty, zdolnej do stabilnego dostarczania ciśnienia.
- Zgodność z grubością materiału: Cienkie materiały zachowują się inaczej niż grube przedmioty podczas wykrawania. Wybór płyty musi uwzględniać konkretny zakres grubości, z jakim będzie pracować, ponieważ niezgodność może prowadzić do uszkodzenia detali lub niepełnego wyduszenia.
- Rozważania dotyczące wielkości produkcji: Wielkoseryjna produkcja wymaga płyt wykrojnych, które utrzymują wydajność przez miliony cykli. Produkcja małoseryjna może tolerować prostsze konfiguracje wymagające częstszych regulacji.
- Wymagania konserwacyjne: Niektóre konstrukcje płyt wykrojnych wymagają regularnej wymiany sprężyn, smarowania lub ponownego ustawienia. Zrozumienie tych bieżących wymagań pomaga obliczyć rzeczywiste koszty eksploatacji.
- Opłacalność: Początkowa cena zakupu mówi tylko część historii. Należy wziąć pod uwagę złożoność instalacji, przestoje związane z regulacjami, częstotliwość wymiany komponentów oraz wpływ na jakość detali przy ocenie całkowitych kosztów posiadania.
W jaki sposób ocenialiśmy poszczególne typy płyt wykrojnych
W trakcie tego porównania ocenimy stalłe i pływające płyty wybijakowe pod kątem każdego z powyższych kryteriów. Zobaczysz szczegółowy podział, gdzie każda z typów odznacza się przewagą oraz gdzie pojawiają się ograniczenia. Takie uporządkowane podejście eliminuje subiektywne preferencje i opiera decyzję na mierzalnych czynnikach wydajności.
Ramy wyboru stosowane przez specjalistów
Doświadczeni projektanci matryc nie wybierają płyt wybijakowych wyłącznie na podstawie przyzwyczajeń czy rekomendacji dostawców. Systematycznie dopasowują wymagania aplikacji do możliwości płyty. Przechodząc przez kolejne szczegółowe porównania, pamiętaj o tych aspektach oceny — poprowadzą Cię one ku konfiguracji, która zapewni optymalną wydajność w przypadku Twoich konkretnych wyzwań tłoczenia.
Stałe płyty wybijakowe dla stabilności i efektywności kosztowej
Teraz, gdy już rozumiesz ramy oceny, przyjrzyjmy się pierwszemu kandydatowi w porównaniu płyty wybijakowej stałej i pływającej. Płyty wybijakowe stałe reprezentują podstawowe podejście do wyrzutu detalu – filozofię projektowania, która stawia na pierwszym miejscu prostotę, sztywność i stabilną wydajność w określonych zakresach zastosowań.
Gdy Twoja operacja tłoczenia wymaga przewidywalnego zachowania i narzędzi przyjaznych budżetowi, wybijaki stałe często okazują się rozumnym wyborem. Jednak dokładne zrozumienie ich działania – oraz tego, gdzie naprawdę się sprawdzają – pozwala odróżnić udane projekty matryc od tych problematycznych.
Jak wybijaki stałe zapewniają spójną wydajność
Płyty wybijakowe stałe są sztywno zamocowane do obuwia matrycy lub zespołu uchwytu tłoka, zachowując stałą pozycję względem elementów matrycy przez cały cykl prasy. W przeciwieństwie do swoich sprężynowych odpowiedników, te płyty nie poruszają się niezależnie – polegają na samym suwie prasy, by oddzielić materiał od tłoków.
Ten sztywny projekt mocowania tworzy kilka cech wydajnościowych, które zauważysz od razu:
- Kierowanie wybijaka: Płyta zapewnia stabilną powierzchnię odniesienia, która prowadzi pilotowe wybijaki do mocowania na płytach wybijakowych, utrzymując prawidłowe wyrównanie podczas szybkich operacji
- Stałe luzowania: Bez zmiennych ugięcia sprężyn, odstęp między wybijakiem a płytą wybijakową pozostaje stały, zapewniając jednolitą akcję wybijania
- Tłumienie wibracji: Sztywne połączenie z konstrukcją matrycy tłumi drgania eksploatacyjne, które mogą wpływać na jakość detali
Podczas pracy ze prostymi wybijkami pilotowymi dla płyt wybijakowych, stała konfiguracja zapewnia, że te kluczowe elementy do centrowania pozostają dokładnie pozycjonowane. Ta stabilność okazuje się szczególnie cenna w zastosowaniach matryc prześlijnych, gdzie stopniowe niewyważenie może się kumulować w wielu stacjach.
Zalecane zastosowania dla stałych płyt wybijakowych
Stacjonarne wybijaki najjaśniej świecą w zastosowaniach odpowiadających ich naturalnym zaletom. Rozważ ten projekt, gdy Twój projekt obejmuje:
- Cienkie materiały: Półprodukt o grubości poniżej 1,5 mm zazwyczaj oddziela się czysto bez konieczności stosowania kontrolowanego ciśnienia, jakie zapewniają rozwiązania pływające
- Wysokoprędkościowe tłoczenie: Operacje przekraczające 400 uderzeń na minutę korzystają z mniejszej liczby ruchomych części i spójnego zachowania
- Precyzyjne komponenty elektroniczne: Ramki wyprowadzeń, zaciski oraz mikrotłoczone elementy wymagają stabilności, jaką zapewniają stacjonarne płyty
- Cienkie komponenty samochodowe: Uchwyty, klipsy i małe elementy konstrukcyjne ze stali lub aluminium o małej grubości
- Proste operacje obcinania: Matryce jednostanowiskowe o prostej geometrii, gdzie zachowanie materiału jest przewidywalne
Kluczowy wzorzec? Stałe płyty dociskowe doskonale sprawdzają się, gdy grubość materiału mieści się w zakresie łatwo kontrolowanym, a oddziaływanie tłoka na materiał pozostaje przewidywalne. Szczególnie skuteczne są, gdy kontakt górnej powierzchni płyty dociskowej z materiałem jest minimalny i dobrze kontrolowany.
Zalety i wady płyt dociskowych stałych
Każda decyzja dotycząca oprzyrządowania wiąże się z kompromisami. Oto rzetelna ocena tego, co płyty dociskowe stałe wprowadzają do projektu matrycy:
Zalety
- Niższy początkowy koszt: Prostsza konstrukcja przekłada się na niższy koszt produkcji — często o 20–30% mniejszy niż w przypadku odpowiedników z układem pływającym
- Prostszy projekt i montaż: Mniejsza liczba elementów oznacza szybsze uruchomienie, łatwiejsze lokalizowanie usterek oraz mniejsze ryzyko błędów podczas montażu
- Minimalne wymagania serwisowe: Brak sprężyn podlegających zmęczeniu, brak mechanizmów regulacyjnych wymagających kalibracji, brak ruchomych części wymagających smarowania
- Doskonała wydajność przy cienkich materiałach: Zapewnia niezawodne oddzielanie materiałów, gdzie kontrolowana siła nie jest krytyczna
- Dłuższa żywotność: Dzięki mniejszej liczbie elementów narażonych na zużycie, odpowiednio zaprojektowane stałe płyty często wytrzymują dłużej niż wersje pływające
- Spójne zachowanie cykl za cyklem: Eliminuje zmienne wprowadzane przez degradację sprężyn lub dryft ustawień
Wady
- Ograniczony zakres grubości materiału: Trudności z grubszymi materiałami, gdzie konieczne staje się kontrolowane ciśnienie oddzielania
- Mniej wyrozumiały dla niewyważenia tłoka: Bez kompensacji sprężystej, nawet niewielkie niewyważenie bezpośrednio przenosi się na elementy tłoka i matrycy
- Brak możliwości pre-oddzielania: Nie może utrzymać materiału przed engagement tłoka, co ogranicza zastosowanie w złożonych operacjach kształtowania
- Zmniejszona adaptacyjność: Trudności w dokładnym dostrojeniu zachowania wybijaka po zakończeniu budowy matrycy
- Problemy ze sprężystością materiału: Grubsze materiały mogą ulegać odkształceniom pod wpływem tłoków, jeśli nie stosuje się pływających konstrukcji zapewniających siłę przeciwdziałającą
Stacjonarne płyty wybijakowe stanowią rozwiązanie typu 80/20 w projektowaniu matryc — obsługują 80% zastosowań przy znacznie mniejszym stopniu skomplikowania. Kluczem jest rozpoznanie, czy dane zastosowanie mieści się w tej większości.
Przy określaniu stacjonarnych płyt wybijakowych wybór materiału ma istotne znaczenie. Stale narzędziowe takie jak D2 oferują doskonałą odporność na zużycie w przypadku produkcji dużych serii, podczas gdy OHNS (stal hartowana olejem, niemieszcząca się) stanowi opłacalną alternatywę dla umiarkowanych partii produkcyjnych. Twardość mieści się zazwyczaj w zakresie 58–62 HRC na powierzchni wybijaka, co gwarantuje trwałość bez nadmiernej kruchości.
Zrozumienie tych cech pozwala na podjęcie świadomej decyzji – lub rozpoznanie sytuacji, w której Twoje zastosowanie wymaga dodatkowych możliwości oferowanych przez płyty wybijaków pływających.
Pływające płyty wybijaków do maksymalnej uniwersalności
Co się dzieje, gdy Twoje zastosowanie przekracza wygodne granice płyt wybijaków stałych? Gdy grubość materiału rośnie, geometria elementu staje się złożona, lub wymagania dotyczące dokładności się zaostrzają, będziesz potrzebował bardziej zaawansowanego rozwiązania. Tutaj pojawiają się płyty wybijaków pływających – napędzane sprężynami workhorses, które radzą sobie z wymagającymi aplikacjami tłoczenia, gdzie rozwiązania stałe okazują się niewystarczające.
Wybijaki pływające reprezentują klasę premium w porównaniu płyt wybijaków stałych i pływających, oferując kontrolowaną siłę działania i dostosowalność, które przekształcają trudne operacje matryc w niezawodne procesy produkcyjne.
Precyzja z napędem sprężynowym do wymagających zastosowań
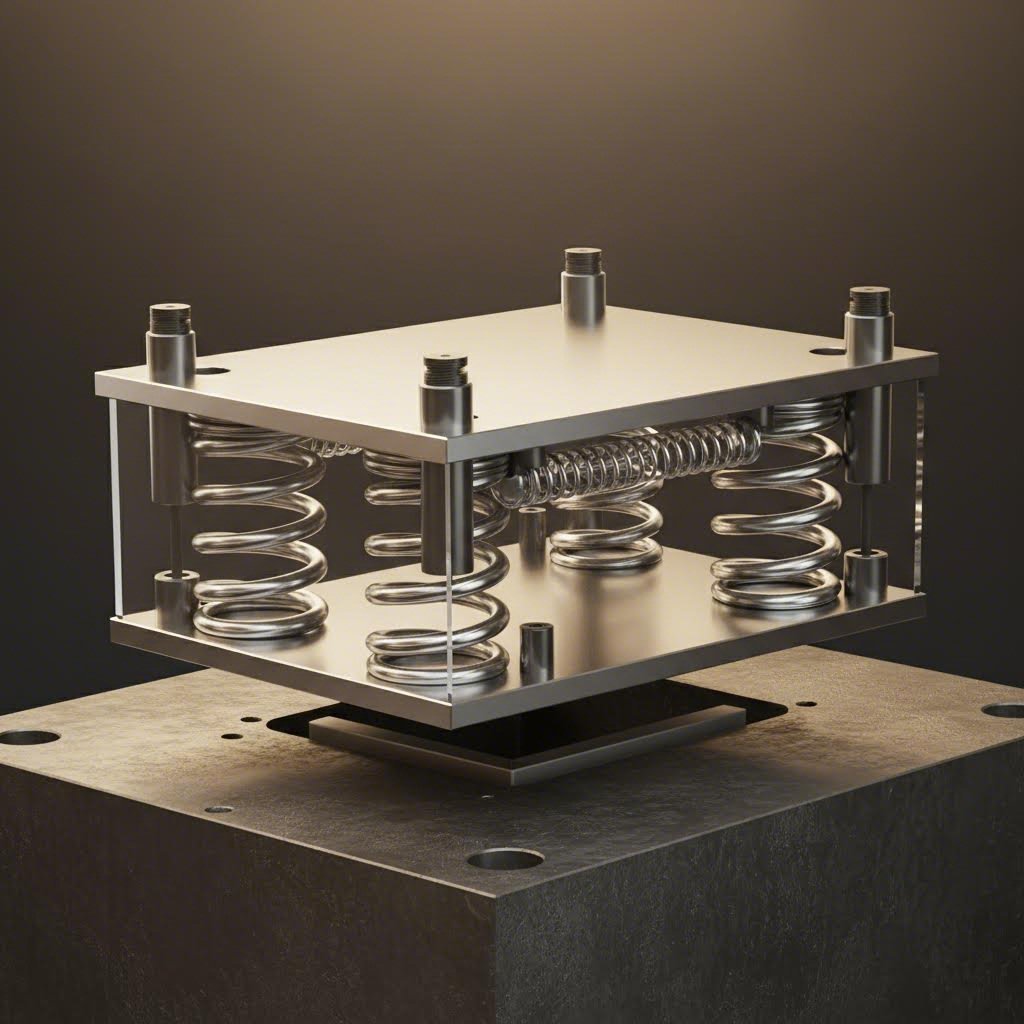
W przeciwieństwie do ich sztywnych odpowiedników, płyty wyładowcze pływające są montowane na sprężynach lub innych elementach sprężystych, które pozwalają na niezależny ruch pionowy. Ten pozornie prosty szczegół zasadniczo zmienia sposób, w jaki płytka wyładowcza oddziałuje z materiałem przedmiotu.
Oto jak działa projekt z napędem sprężynowym w praktyce:
- Kontakt przed zaangażowaniem: Gdy prasa opuszcza się, płyta pływająca kontaktuje się z materiałem i przytrzymuje go, zanim wykrojniki zaangażują się — stabilizując przedmiot dla czystszych cięć
- Skontrolowane ciśnienie podczas przebijania: Sprężyny uginają się, gdy wykrojniki przenikają materiał, utrzymując stałą siłę docisku w dół na całym stroke cięcia
- Aktywne wyładowanie przy powrocie: Podczas stroke powrotnego, siła sprężyny aktywnie zrzuca materiał z wykrojników, zamiast polegać wyłącznie na grawitacji i tarcie
- Automatyczna kompensacja zużycia: Konstrukcja z obciążeniem sprężynowym kompensuje niewielkie zużycie wykrojników bez konieczności regulacji matrycy
Sprzęgła sprężynowe płyty wybijaka odgrywają kluczową rolę w tym systemie, zapewniając ustalenie sprężyn w pozycji przy jednoczesnym umożliwieniu odpowiedniego skoku kompresji. Te elementy muszą wytrzymać miliony cykli bez poluzowania się ani uszkodzenia — dlatego wybór wysokiej jakości sprzęgieł jest niezbędny dla długotrwałej niezawodności.
Magia kryje się w kontrolowanej podawaniu ciśnienia. Gdzie stałe płyty oferują jedno, statyczne połączenie z materiałem, konstrukcje pływające tworzą interakcję dynamiczną, która dostosowuje się do zmian materiału, stanu tłoków oraz wymogów eksploatacyjnych.
Kiedy pływające wybijaki przewyższają rozwiązania stałe
Niektóre zastosowania praktycznie wymagają stosowania pływających płyt wybijaka. Jeśli Twój projekt odpowiada któremuś z poniższych scenariuszy, dodatkowa inwestycja zazwyczaj przekłada się na jakość i wydajność:
- Przetwarzanie grubych materiałów: Materiał o grubości powyżej 1,5 mm wymaga kontrolowanej siły, która zapobiega unoszeniu materiału i gwarantuje pełne przebicie przez tłok
- Operacje matryc progresywnych: Wielostanowiskowe matryce korzystają z płyt pływających, które zapewniają kontrolę materiału, utrzymując dokładne ustawienie między kolejnymi operacjami
- Zapobieganie wyciąganiu slugów: Aktywne naciskowe oddziaływanie podczas wybijania znacząco zmniejsza tendencję do wyciągania slugów przez matrycę
- Wysoka precyzja pozycjonowania części: Regulowane płyty wybijaków pozwalają na dokładne dostrojenie przytrzymywania materiału w zastosowaniach wymagających ścisłych tolerancji położenia
- Zmienne warunki materiału: Podczas przetwarzania materiałów o różnej grubości lub różnej twardości, sprężystość sprężyn kompensuje te zmiany
- Złożone geometrie części: Części ze strefami formowanymi, tłoczonymi lub o skomplikowanych kształtach obwodu korzystają z kontrolowanego prowadzenia materiału
Rozważ zastosowanie płyt wyjmujących formowanych w aplikacjach form wtryskowych — pełnią one podobną funkcję, wykorzystując siłę sprężyn do czystego wypychania elementów ze złożonych geometrii wnęk. Podstawowa zasada ma bezpośrednie przełożenie na tłoczenie metalu: kontrolowane zastosowanie siły rozwiązuje problemy, których nie potrafią rozwiązać sztywne systemy.
Zalety i ograniczenia płyty wyjmującej pływającej
Podjęcie świadomej decyzji wymaga szczerej oceny zarówno zalet, jak i ograniczeń. Płyty wyjmujące pływające oferują przekonujące korzyści, ale wiążą się również z pewnymi kompromisami.
Zalety
- Lepsza kontrola nad częścią: Materiał pozostaje mocno ustalony przez cały skok tłoka, eliminując przesuwanie się, które powoduje zmienność wymiarową
- Skuteczne działanie na grubszych materiałach: Siła sprężyny przeciwdziała odpружynieniu materiału i siłom unoszącym, które przytłaczają nieruchome płyty
- Znacznie redukuje wyciąganie slugów: Aktywne ciśnienie wyjmujące utrzymuje slugi w otworze matrycy, zamiast wyciągać je wraz z tłokiem
- Umożliwia kompensację zużycia tłoczków: Gdy krawędzie tnące stają się tępe, sprężysta podatność zapewnia skuteczne wybijanie bez konieczności natychmiastowej regulacji
- Regulowana siła wybijania: Wstępne obciążenie i dobór sprężyn pozwalają dostosować siłę wybijania do konkretnych wymagań aplikacji
- Chroni wykrojniki przed uszkodzeniem: Kontrolowane zaangażowanie materiału zmniejsza obciążenia boczne, które mogą uszkodzić lub usunąć kawałki krawędzi tnących
- Poprawia jakość krawędzi: Odpowiednie przytrzymanie materiału minimalizuje powstawanie załamań i odkształceń wokół wykrojonych elementów
Wady
- Wyższy początkowy koszt: Sprężyny, uchwyty oraz wymagania dotyczące precyzyjnego obróbki zwiększają początkowe koszty oprzyrządowania
- Wymagana konserwacja sprężyn: Sprężyny śrubowe ulegają zmęczeniu w czasie, co wymaga okresowej kontroli i wymiany
- Złożona konfiguracja: Poprawne ustawienie wstępnej sprężystości i skoku wymaga wykwalifikowanych operatorów matryc oraz dłuższego czasu przygotowania
- Dodatkowe punkty zużycia: Kieszenie sprężyn, prowadnice i powierzchnie dociskowe wprowadzają elementy wymagające monitorowania
- Możliwość niekonsekwencji: Wynoszone lub niesparowane sprężyny mogą powodować nierównomierne siły oddzielania na całej powierzchni płyty
- Zwiększona wysokość matrycy: Wymagany skok sprężyn zwiększa całkowitą wysokość zestawu matrycy, co może ograniczyć kompatybilność z prasą
Prawidłowy dobór sprężyn jest kluczowy dla skutecznego działania płyty nośnej z funkcją pływającą. Sprężyny muszą zapewniać wystarczającą siłę w całym zakresie pracy, jednocześnie wytrzymując miliony cykli ściskania — co wymaga precyzyjnego inżynierii, a nie dowolnego doboru.
Podczas określania pływających płyt wybijakowych szczególną uwagę należy poświęcić obliczeniom siły sprężyn. Siła wybijania musi pokonać przyczepność materiału do stempla oraz wszelkie efekty podciśnienia, pozostając jednocześnie wystarczająco delikatna, by uniknąć odkształcenia detalu. To obliczenie zależy od typu materiału, jego grubości, obwodu stempla oraz luzu cięcia – zmiennych charakterystycznych dla każdego konkretnego zastosowania. Zamiast stosować ogólne wzory, skonsultuj się z doświadczonymi inżynierami matryc lub producentami sprężyn, którzy będą w stanie ocenić Twoje specyficzne wymagania.
Możliwość regulacji, jaką oferują pływające płyty, okazuje się szczególnie cenna podczas uruchamiania matrycy i optymalizacji produkcji. Jeżeli wydajność wybijania nie jest jeszcze idealna, można dostosować wstępną napiętość sprężyn lub zmienić ich sztywność bez konieczności dokonywania dużych modyfikacji matrycy – elastyczność, której stałe płyty po prostu nie posiadają.
Skoro zarówno opcje stałe, jak i pływające zostały już dokładnie przeanalizowane, możesz teraz przejść do badania, w jaki sposób zaawansowane możliwości inżynieryjne mogą dalej poprawić wydajność płyt wybijakowych.
Precyzyjne rozwiązania tłoczników do wyciskaczy dla doskonałości motoryzacyjnej
Teraz widzisz, jak stałe płyty wyciskające zapewniają efektywność kosztową przy cienkich materiałach, a konstrukcje pływające radzą sobie z wymagającymi aplikacjami grubego materiału. Ale co się dzieje, gdy Twój projekt wymaga połączenia zalet obu rozwiązań? Gdy producenci OEM z branży motoryzacyjnej domagają się elementów bez defektów, tolerancje zmniejszają się do poziomu mikronów, a wielkość produkcji osiąga miliony sztuk — standardowe podejścia osiągają swoje granice.
Właśnie tutaj pojawiają się precyzyjnie zaprojektowane rozwiązania płyt wyciskających. Nowoczesna technologia narzędziowa łączy zaawansowaną technologię symulacji, certyfikowane procesy produkcyjne i ekspertowsze metody projektowania, aby tworzyć systemy wyciskaczy zoptymalizowane pod kątem konkretnych wymagań aplikacyjnych. Niezależnie od tego, czy potrzebujesz płyty wyciskającej formy wtryskowej do komponentów z tworzyw sztucznych, czy płyty wyciskającej tłocznika do części metalowych, zasady inżynieryjne napędzające doskonałość pozostają niezmienne.
Doskonałość inżynieryjna w nowoczesnym projektowaniu płyt wyciskających
Co oddziela przeciętne wyniki pracy płyty wybijakowej od wyjątkowych rezultatów? Odpowiedź tkwi w zrozumieniu, że każde zastosowanie stawia inne wymagania. Właściwości materiałów różnią się w zależności od dostawcy. Geometrie elementów powodują lokalne koncentracje naprężeń. Intensywność produkcji wpływa na zachowanie termiczne. Doświadczona inżynieria bierze pod uwagę te zmienne poprzez analizę systematyczną, a nie ogólne specyfikacje.
Rozważmy, czym jest płyta wybijakowa w kontekście formowania wtryskowego – musi wytrzymać cykliczne zmiany temperatury, odpierać zużycie spowodowane polimerami wypełnionymi oraz zapewniać stałą siłę wybijania na całej powierzchni detalu. Płyty wybijakowe stosowane w tłoczeniu metalu stoją przed innymi wyzwaniami: obciążeniem udarowym o wysokiej częstotliwości, ścieraniem podczas kontaktu z materiałem oraz precyzyjnymi wymaganiami dotyczącymi wyrównania. Profesjonalna inżynieria matryc rozwiązuje te specyficzne dla zastosowania problemy poprzez:
- Optymalizację doboru materiału: Dopasowanie gatunków stali narzędziowej do konkretnych wzorców zużycia, warunków obciążenia oraz wymagań dotyczących wykończenia powierzchni
- Analizę geometryczną: Ocenianie rozkładu siły wytrząsania wzdłuż złożonych obwodów części w celu zapobiegania lokalnemu przeciążeniu
- Zarządzanie cieplne: Uwzględnianie generowanego ciepła podczas szybkich operacji, które wpływa na luz i zachowanie materiału
- Planowanie integracji: Projektowanie systemów wytrząsających działających harmonijnie z innymi komponentami matrycy dla optymalnej ogólnej wydajności
Podejście do płyty wytrząsającej w projektowaniu form wtryskowych oferuje cenne lekcje dla zastosowań tłoczenia. Projektanci form rutynowo używają narzędzi symulacyjnych do przewidywania zachowania wyrzutnika przed obróbką stali — metodologię, którą inżynierowie matryc progresywnych coraz częściej przejmują w przypadku złożonych wyzwań związanych z płytą wytrząsającą.
Jak symulacja CAE optymalizuje wydajność wytrząsacza
Brzmi skomplikowanie? Nie musi tak być. Symulacja inżynieryjna wspomagana komputerowo (CAE) zamienia optymalizację płyty wytrząsającej z domysłów w naukę. Przed rozpoczęciem produkcji inżynierowie mogą wirtualnie testować różne konfiguracje, przewidywać potencjalne problemy i doskonalić projekty w celu osiągnięcia optymalnej wydajności.
Symulacja CAE odpowiada na kluczowe pytania, na które tradycyjne metody nie potrafią wiarygodnie odpowiedzieć:
- Mapowanie rozkładu sił: Wizualizacja sposobu rozkładu sił wyrywania na powierzchni płyty ujawnia obszary wymagające wzmocnienia lub ulgi
- Analiza ugięcia: Prognozowanie ugięcia płyty pod obciążeniem pozwala zidentyfikować konstrukcje zachowujące krytyczne luzы przez cały ruch prasy
- Optymalizacja sztywności sprężyn: W przypadku konstrukcji pływających symulacja pomaga dobrać kombinacje sprężyn zapewniające stałą siłę w całym zakresie pracy
- Prognozowanie zużycia: Identyfikacja stref intensywnego zużycia kieruje decyzjami dotyczącymi obróbki powierzchni i planowania konserwacji
- Modelowanie efektów termicznych: Zrozumienie zmian wymiarów spowodowanych temperaturą pozwala uniknąć problemów z luzami podczas produkcji
Firmy takie jak Shaoyi wykorzystują zaawansowaną symulację CAE do optymalizacji projektów płyt wyjmujących przed przystąpieniem do produkcji form. Takie podejście pozwala wczesnie wykryć potencjalne problemy — gdy wprowadzenie zmian kosztuje ułamek kwoty potrzebnej na późniejsze modyfikacje — i przyspiesza przejście od koncepcji do gotowej do produkcji formy.
Metodologia oparta na symulacji okazuje się szczególnie przydatna przy ocenie decyzji dotyczącej stałej lub pływającej płyty wyjmującej. Zamiast polegać wyłącznie na doświadczeniu, inżynierowie mogą modelować obie konfiguracje dla konkretnego zastosowania i obiektywnie porównać przewidywaną wydajność. Czasem analiza pokazuje, że dobrze zaprojektowana płyta stała radzi sobie z zastosowaniem, które tradycyjnie było przypisywane rozwiązaniom pływowym — lub odwrotnie.
Precyzyjna produkcja dla wyników pozbawionych wad
Nawet najbardziej zaawansowany projekt nie przynosi efektów bez precyzyjnej produkcji, która nadaje mu życia. Zastosowania motoryzacyjne szczególnie wymagają możliwości produkcyjnych, które konsekwentnie zapewniają wyroby spełniające rygorystyczne specyfikacje. To właśnie tutaj certyfikaty takie jak IATF 16949 odgrywają istotną rolę, a nie są jedynie ozdobą.
Certyfikat IATF 16949 wskazuje na system zarządzania jakością specjalnie zaprojektowany dla potrzeb łańcucha dostaw motoryzacyjnych. W kontekście produkcji płyt wybijakowych oznacza to:
- Udokumentowane sterowanie procesami: Każdy etap produkcji podlega zweryfikowanym procedurom gwarantującym powtarzalność
- Weryfikacja systemu pomiarowego: Sprzęt kontrolny jest regularnie kalibrowany, a jego zdolność pomiarowa jest potwierdzana
- Śledzenie: Certyfikaty materiałów i dokumentacja procesów pozwalają powiązać gotowe komponenty z materiałami wyjściowymi
- Ciągłe doskonalenie: Systematyczna analiza danych jakościowych napędza ciągłe doskonalenie procesów
Gdy dokładność płyty wyżymowej bezpośrednio wpływa na jakość wyrobów — i producenci OEM w branży motoryzacyjnej wykorzystują łańcuch dostaw do śledzenia wad — te formy kontroli produkcji stają się niezbędne, a nie opcjonalne. Na przykład powłoka wyżymowej z srebrnej płyty wymaga konsekwentnej przygotowania powierzchni i kontrolowania grubości powłoki, którą tylko rygorystyczne procesy produkcyjne mogą zapewnić.
Różnica między akceptowalną a wyjątkową wydajnością płyty wyżymowej często sprowadza się do precyzji w produkcji — zdolności do konsekwentnego wytwarzania komponentów zgodnych z projektem, z dokładnością do mikronów, a nie dziesiątek mikronów.
Profesjonalne usługi inżynieryjne dotyczące matryc łączą te kompetencje — symulację CAE, certyfikowaną produkcję oraz wiedzę aplikacyjną — aby dostarczać rozwiązania płyt wybijakowych zoptymalizowane pod kątem konkretnych wymagań. Zespół inżynieryjny Shaoyi jest przykładem takiego kompleksowego podejścia, oferując szybkie prototypowanie już w ciągu 5 dni oraz osiągając 93% wskaźnik pierwszego zatwierdzenia dzięki metodologii projektowania opartej na symulacjach. Ich kompleksowe możliwości projektowania i wykonywania form obsługują wymagające zastosowania w branży motoryzacyjnej, gdzie zarówno stałe, jak i pływające konstrukcje wybijaków wymagają ekspertowskiej inżynierii w celu spełnienia standardów OEM.
Kluczowe korzyści ze współpracy z precyzyjnymi specjalistami ds. inżynierii matryc obejmują:
- Szybkie wytwarzanie prototypów: Przyspieszenie harmonogramu rozwoju dzięki szybkim narzędziom do testów weryfikacyjnych
- Wysoki wskaźnik pierwszego zatwierdzenia: Projekty zweryfikowane symulacjami zmniejszają liczbę iteracji próbnych i przyspieszają uruchomienie produkcji
- Narzędzia zgodne ze standardem OEM: Spełnienie wymagań klientów motoryzacyjnych dotyczących dokumentacji, jakości i śledzenia produktów
- Optymalizacja dla konkretnych zastosowań: Skorzystaj z doświadczenia inżynieryjnego, które dostosowuje projekt płyty wybijaka do Twoich indywidualnych wymagań
Nie ważne, czy Twoje zastosowanie wymaga powłoki srebrnej na powierzchni płyty wybijaka zapewniającej odporność na korozję, czy specjalnego hartowania dla materiałów ściernych – precyzyjna inżynieria gwarantuje, że gotowy sprzęt będzie działał zgodnie z założeniami od pierwszego wyrzutu aż do końca cyklu życia produkcji.
Gdy doskonałość inżynierska stanowi podstawę optymalnej wydajności płyty wybijaka, przyjrzyjmy się niezbędnym komponentom i akcesoriom uzupełniającym cały system.
Niezbędne komponenty i akcesoria płyty wybijaka
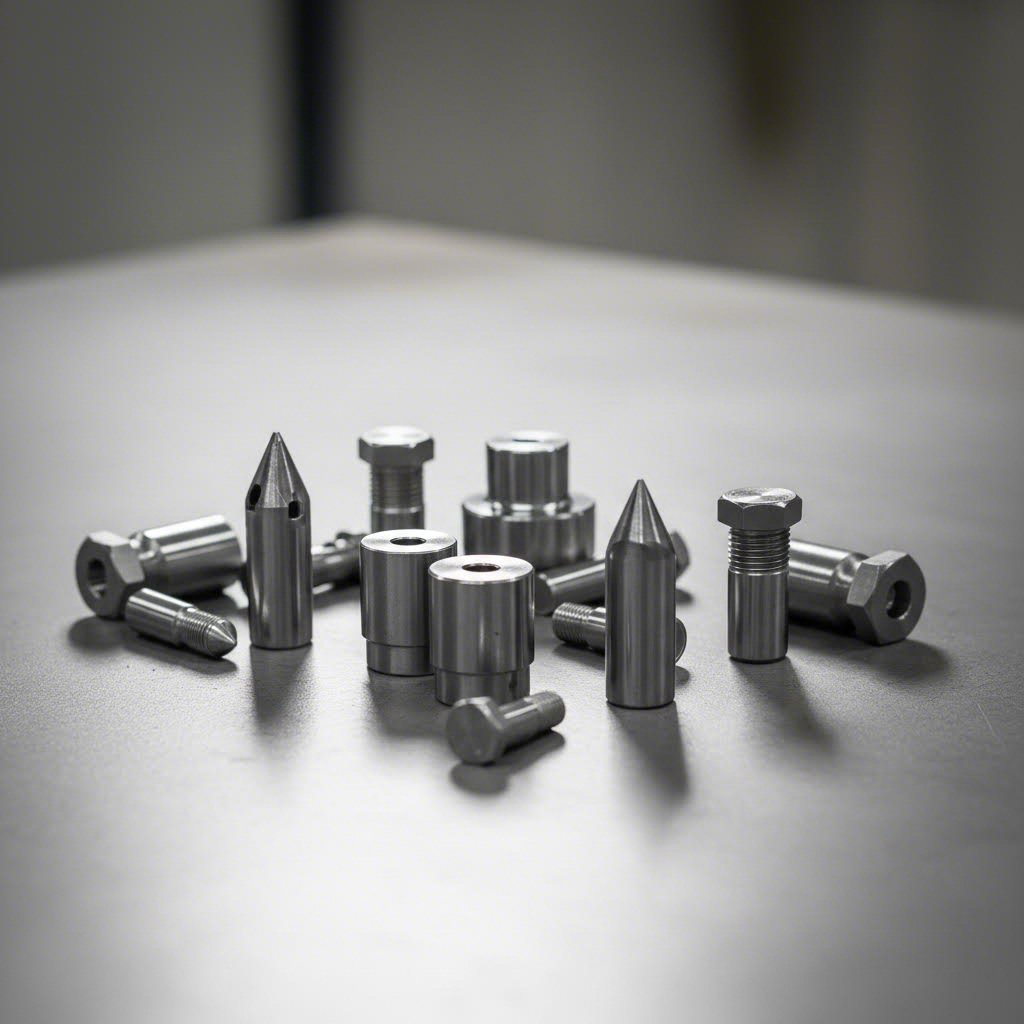
Wybór płyty wybijaka – stałej lub pływającej – to tylko część kompletnego systemu. Komponenty otaczające tę płytę znacząco wpływają na ogólną wydajność matrycy, trwałość narzędzia oraz jakość wyrobów. Gwintniki prowadzące, trzpienie sprężynowe, tuleje sprężyn i śruby płyty wybijaka współpracują z wybranym projektem płyty, tworząc niezawodny system wybijania.
Pomyśl o tym w ten sposób: nawet najdoskonalsza płyta wybijaka pływa źle, gdy jest połączona z nieadekwatnymi prowadniczymi punchami lub nieprawidłowo dobranymi sprężynami. Zrozumienie tych wspierających komponentów pozwala tworzyć kompletne systemy, a nie izolowane rozwiązania.
Wybór prowadniczych punchów dla systemów płyt wybijaka
Prowadnicze punchy pełnią kluczową funkcję, która wykracza poza proste wykonywanie otworów. Te precyzyjne komponenty utrzymują rejestrowanie taśmy podczas całej operacji tłocznika progresywnego, zapewniając, że każdy stanowisko oddziałuje z półwyrobkiem dokładnie w odpowiedniej pozycji. Wybierając karbidowe prowadnicze punchy do montowania na płytach wybijaka, inwestujesz w dokładność wyrównania, która się kumuluje na każdym stanowisku tłocznika.
Prowadnicze punchy proste dla płyt wybijaka muszą spełniać rygorystyczne wymagania:
- Koncentryczność: Średnica prowadniczego puncha musi być dokładnie współosiowa z trzonem w zakresie mikronów, aby zapobiec kumulowaniu błędów pozycjonowania
- Wykończenie powierzchni: Gładkie powierzchnie prowadniczego puncha zmniejszają tarcie podczas przesuwania taśmy i minimalizują zużycie otworów prowadniczych
- Twardość: Koniec prowadzący musi wykazywać odporność na zużycie spowodowane wielokrotnym kontaktem z materiałem, zachowując jednocześnie stabilność wymiarową
- Dokładność długości: Odpowiednia głębokość zaangażowania prowadnicy zapewnia prawidłowe wyśrodkowanie paska przed kontaktem tłoców tnących z materiałem
Związek między zaangażowaniem prowadnicy a typem płyty dociskowej wymaga szczególnej uwagi. W konstrukcjach z nieruchomą płytą dociskową prowadnice muszą całkowicie zaangażować się w pasek przed przebiciem się tłoców tnących przez powierzchnię płyty. Płyty pływające oferują większą elastyczność — sprężynowa płyta utrzymuje materiał, podczas gdy prowadnice lokalizują go, tworząc kontrolowaną sekwencję zaangażowania, co zmniejsza ryzyko nieprawidłowego ułożenia
Kluczowe komponenty poprawiające wydajność płyty dociskowej
Oprócz prowadnic tnących kilka kategorii komponentów wpływa na skuteczność działania systemu płyty dociskowej w trakcie całego cyklu produkcji:
- Opcje uchwytów sprężyn: Te elementy zabezpieczają sprężyny śrubowe w zastosowaniach pływających płyt wybijakowych. Wysokiej jakości oporniki utrzymują pozycję sprężyn przez miliony cykli, zapobiegając poluzowaniu się lub niewłaściwemu ustawieniu, które powodują nierównomierne siły wybijania. Rozważ zastosowanie oporników typu shoulder (z łbem powiększonym) dla dokładnego ustalenia sprężyny lub konstrukcji z głową gniazdową umożliwiającą łatwy dostęp do regulacji.
- Konfiguracje śrub wybijakowych: Śruby łączące płyty pływające z elementami matrycy muszą zapewniać równowagę między wytrzymałością a możliwością regulacji. Konstrukcje z gwintem drobnozwojnym umożliwiają precyzyjną kontrolę wciasnienia, podczas gdy gwinty standardowe ułatwiają wymianę. Dobór materiału śrub – od standardowej stali stopowej po gatunki wysokiej jakości – wpływa na trwałość zmęczeniową przy obciążeniach cyklicznych.
- Systemy prowadnic i bużków: Poprawne prowadzenie płyty zapobiega ruchom bocznym, które powodują tarcie płyty wybijaka o górne powierzchnie stempli. Dokładnie szlifowane prowadnice w połączeniu z wysokiej jakości bużkami zachowują prawidłowe ustawienie nawet przy postępującym zużyciu.
- Płyty dociskowe i bloki podpierające: Te wspierające elementy rozprowadzają siły wybijania na całej powierzchni płyty, zapobiegając lokalnemu ugięciu, które wpływa na jakość detali.
Dystans przesunięcia tłoczka—długość skoku, o jaką tłoczki przemieszczają się poza płytę wybijaka—znacząco wpływa na wybór komponentów. Dłuższy skok tłoczka wymaga bardziej solidnego prowadzenia pilotującego oraz większej zdolności przejścia sprężyny w konstrukcjach pływających. Gdy płyta wybijaka tarcie powierzchni górnej podczas niewspółosiowości, oba komponenty ulegają przyspieszonemu zużyciu.
Porównanie pilotów z węglików spiekanych i standardowych pilotów
Jedną z najważniejszych decyzji dotyczących komponentów jest wybór materiału pilota tłocznika. Wybór między pilotami z węglików spiekanych a standardowej stali narzędziowej wpływa na trwałość narzędzia, częstotliwość konserwacji oraz długoterminowe koszty eksploatacji.
| Cechy | Węglikowe proste punchy pilotowe | Standardowe pilory ze stali narzędziowej |
|---|---|---|
| Odporność na zużycie | Wyjątkowa—utrzymuje średnicę przez miliony cykli | Dobra—stopniowe zużycie wymaga okresowej wymiany |
| Koszt początkowy | 3-5 razy wyższa niż standardowe alternatywy | Nizsze koszty początkowe |
| Najlepsze zastosowania | Produkcja o dużej objętości, materiały ściernie, wąskie tolerancje | Średnie objętości, materiały nieściernie, standardowe tolerancje |
| Ryzyko uszkodzenia | Wyższa kruchość wymaga ostrożnego obchodzenia się | Bardziej wyrozumiały dla uderzeń i niewspółosiowości |
| Możliwość przetaczania | Ograniczona — zazwyczaj wymieniana zamiast przetaczania | Wielokrotne przetaczanie przedłuża czas użytkowania |
Twardospiwowe prowadniki proste do mocowania na płytach dociskowych oferują istotne zalety w wymagających zastosowaniach. Podczas przetwarzania materiałów ściernych, takich jak stal nierdzewna lub stal krzemowa, twardospiwowe prowadnice utrzymują swoją precyzyjną średnicę znacznie dłużej niż standardowe rozwiązania alternatywne. W przypadku procesów trzyzmianowych z minimalnym planowanym przestojem, mniejsza częstotliwość wymian często uzasadnia wyższy początkowy koszt inwestycji.
Jednak kruchość węglików wymaga szacunku. Nieprawidłowe obsłużenie podczas montażu matrycy, przypadkowe uderzenie lub poważne niedokładne wycentrowanie mogą natychmiast spowodować pęknięcie prowadnic węglikowych—podczas gdy alternatywy ze stali narzędziowej mogłyby przetrwać takie obciążenie, doznając jedynie uszkodzeń powierzchniowych. Ta cecha wpływa nie tylko na wybór materiału, ale także na wybór typu płyty dociskowej: kontrolowany sekwencyjny ruch pływających płyt dociskowych zmniejsza obciążenia udarowe, które zagrażają komponentom węglikowym.
Decyzje na poziomie poszczególnych komponentów sumują się w całym systemie matryc. Inwestycja w wysokiej jakości węglikowe punchy prowadzące mocowane do płyt dociskowych przy jednoczesnym pominięciu jakości elementów zatrzymujących sprężyny tworzy system ograniczony przez swój najsłabszy element.
Podczas określania wybójników pilotowych i akcesoriów dla systemu płyty wybijakowej należy wziąć pod uwagę pełen otoczenie robocze. Dostosuj poziom jakości komponentów w całym systemie, wybierz materiały odpowiednie do objętości produkcji oraz zapewnij, że wszystkie elementy współpracują harmonijnie z wybranym rozwiązaniem – stałą lub pływającą płytą.
Belki wybijakowe i pierścienie wybijakowe jako rozwiązania alternatywne
Do tej pory skupialiśmy się na wyborze między stałą a pływającą płytą wybijakową — ale co, jeśli płyta wcale nie jest odpowiednim rozwiązaniem? Czasem najlepszym rozwiązaniem nie jest wybór między konstrukcją stałą a pływającą. Chodzi o to, by cofnąć się i zdać sobie sprawę, że belki wybijakowe lub pierścienie wybijakowe mogą lepiej spełniać wymagania Twojej aplikacji.
Te alternatywne metody wybijania zajmują ważne miejsce w projektowaniu matryc. Zrozumienie, kiedy każda z metod działa najlepiej, pozwala uniknąć nadmiernego komplikowania prostych zastosowań, jednocześnie zapewniając, że skomplikowane matryce otrzymają odpowiednie rozwiązania.
Kiedy belki wybijakowe działają lepiej niż płyty
Wyobraź sobie prostą operację tłoczenia — pojedynczy tłok wytłaczający proste okrągłe lub prostokątne elementy z arkusza. Czy ta aplikacja naprawdę wymaga pełnej płyty dociskowej ze wszystkimi związanymi z nią skomplikowanymi rozwiązaniami i kosztami? Często odpowiedź brzmi nie.
Paski wyładowcze oferują uproszczone rozwiązanie dla prostszych konfiguracji matryc. Te wąskie paski z hartowanej stali narzędziowej mocuje się nad otworem matrycy, stykając się z obrabianym materiałem po obu stronach tłoka. Gdy prasa wraca, paski utrzymują materiał, podczas gdy tłok się cofa.
Rozważ zastosowanie pasków wyładowczych, gdy Twoja aplikacja obejmuje:
- Proste matryce tłoczne: Operacje jednostanowiskowe z prostą geometrią części korzystają z ograniczonej złożoności
- Duże powierzchnie tłoka: Gdy potrzebne byłyby płyty wyładowcze szersze niż dostępny materiał, paski rozciągające się nad otworem matrycy stanowią praktyczne rozwiązanie
- Narzędzia szybkiej wymiany: Paski umożliwiają szybszy dostęp do tłoków w celu wymiany lub ostrzenia w porównaniu z demontażem pełnych płyt
- Ograniczona wysokość matrycy: Minimalny profil pionowy listw zachowuje wysokość zamknięcia w zastosowaniach z ograniczeniem prasy
- Projekty wrażliwe na koszty: Listwy wymagają mniej materiału i obróbki niż pełne płyty, co zmniejsza inwestycję w oprzyrządowanie
Jaka jest kompromisowa strona? Listwy dociskowe zapewniają mniejszą kontrolę nad materiałem niż płyty. Stykają się z przedmiotem tylko wzdłuż wąskich linii, a nie na całej powierzchni. Dla cienkich materiałów lub operacji, w których płaskość części nie jest krytyczna, to ograniczenie rzadko ma znaczenie. W zastosowaniach wymagających precyzyjnego przytrzymywania materiału, pełne płyty dociskowe pozostają lepszym wyborem.
Dociskacze pierścieniowe do zastosowań specjalistycznych
A co z okrągłymi tłokami pracującymi izolacyjnie? Dociskacze pierścieniowe — nazywane również pierścieniami dociskowymi lub tulejami dociskowymi — otaczają indywidualne tłoki koncentrycznie, zapewniając lokalizowaną siłę docisku dokładnie tam, gdzie jest potrzebna.
Ta alternatywa dla płyty dociskowej doskonale sprawdza się w określonych sytuacjach:
- Operacje przebijania pojedynczym tłokiem: Gdy jedno otwór cylindryczny dominuje funkcję matrycy, wybijak pierścieniowy zapewnia skuteczne wybijanie bez konieczności stosowania pełnej płyty nadprogramowej
- Narzędzia tłoczyskowe wieżyczki: Poszczególne stanowiska tłoczenia korzystają z samodzielnego systemu wybijania, który przemieszcza się razem z każdym narzędziem
- Tłoki o dużej średnicy: Duże tłoki okrągłe generują znaczne siły wybijania skoncentrowane na małej powierzchni — pierścienie skutecznie radzą sobie z takimi obciążeniami
- Zastosowania w modernizacji: Dodanie funkcji wybijania do istniejących matryc często okazuje się łatwiejsze przy użyciu pierścieni niż instalacja pełnych systemów płytowych
- Wersje ze sprężynami wciskanymi: Pierścieniowe wybijaki mogą być wyposażone w indywidualne sprężyny, umożliwiające ruchome działanie dla każdego tłoka osobno
Pierścieniowe wybijaki zazwyczaj mocowane są w formie lub uchwycie płyty wybijaka z lekkim naciągiem lub za pomocą śrub ustalających. Średnica wewnętrzna pierścienia zapewnia prowadzenie tłoka, podczas gdy jego dolna powierzchnia styka się z przedmiotem podczas wybijania. Ta podwójna funkcja — prowadzenie oraz wybijanie — czyni pierścienie szczególnie cennymi w przypadku długich, smukłych tłoków narażonych na odchylenie
Wybór między płytami, belkami a pierścieniami
Jak określić, która metoda wybijania nadaje się do Twojej aplikacji? Decyzja zależy od złożoności matrycy, geometrii elementu oraz wymagań produkcyjnych:
| Metoda wybijania | Najlepsze zastosowania | Kluczowe zalety | Główne ograniczenia |
|---|---|---|---|
| Płyty wybijakowe (stałe/pływające) | Matryce progresywne, złożone geometrie, precyzyjne części | Pełna kontrola materiału, prowadzenie tłoczników, uniwersalność | Wyższy koszt, bardziej złożony projekt |
| Belki wybijakowe | Proste wykrawanie, duże części, szybko zmieniane matryce | Niższy koszt, łatwy dostęp do wykroju, minimalna wysokość | Ograniczone przytrzymywanie materiału, mniejsza precyzja |
| Wybijaki pierścieniowe | Wykroje okrągłe, narzędzia wieżowe, zastosowania w modernizacji | Skoncentrowana siła, prowadzenie wykroju, konstrukcja modułowa | Tylko wykroje okrągłe, wymagane indywidualne ustawienie |
Podczas oceny dostępnych opcji zadaj sobie następujące pytania:
- Ile wykrojów wymaga wybijania? Wiele wykrojów w bliskiej odległości sprzyja płytom; pojedyncze wykroje mogą lepiej pasować do belek lub pierścieni
- Jaką geometrię części produkuję? Złożone obwody wymagają płyt; proste kształty działają z prętami lub pierścieniami
- Jak ważna jest płaskość materiału? Wysokie wymagania dotyczące płaskości skłaniają do stosowania pełnych płyt wybijakowych
- Jaki jest mój limit budżetowy? Ograniczony budżet może sprzyjać prostszym rozwiązaniom z prętami w odpowiednich zastosowaniach
- Jak często będę zmieniał stemple? Częste zmiany sprzyjają prętom lub pierścieniom ze względu na łatwy dostęp
Najlepsze rozwiązanie wybijakowe odpowiada rzeczywistym wymaganiom aplikacji — a nie najbardziej zaawansowanemu dostępnemu rozwiązaniu. Proste matryce tłoczne z płytami wybijakowymi są nadmiernie skomplikowane; matryce postępowe z tylko prętami wybijakowymi są niedopracowane.
Wiele matryc produkcyjnych łączy te metody strategicznie. Matryca postępowa może używać pływającej płyty wybijakowej w większości stacji, jednocześnie stosując wybijaki pierścieniowe dla odosobnionych dużych stempli generujących wyjątkowo duże siły wybijania. Takie podejście hybrydowe optymalizuje system wybijaka w każdej stacji pod kątem jej konkretnych wymagań.
Teraz, gdy znane są alternatywne rozwiązania do wyjmowania, możesz przeprowadzić kompleksowe porównanie, które łączy wszystkie te opcje w jednym ujednoliconym ramach wyboru.
Kompleksowe porównanie nieruchomej i pływającej płyty wyjmującej
Zapoznałeś się z nieruchomymi płytami wyjmującymi, konstrukcjami pływającymi, precyzyjnie zaprojektowanymi rozwiązaniami oraz alternatywnymi metodami wyjmowania. Teraz czas połączyć wszystko razem w wyczekiwane, kompleksowe porównanie — analizę obok siebie, która konsoliduje wszystkie kluczowe czynniki w praktycznych wskazaniach decyzyjnych.
Nie o to chodzi, by wskazać jednego, uniwersalnego zwycięzcy. Zamiast tego uzyskasz przejrzysty schemat dopasowania każdego typu płyty wyjmującej do konkretnych wymagań aplikacji. Optymalny wybór zależy wyłącznie od Twoich specyficznych wymagań produkcji, charakterystyki materiału oraz priorytetów wydajności.
Nieruchoma vs Pływająca — szczegółowe porównanie
Podczas oceny decyzji dotyczącej płyty wybijakowej stałej a pływającej, najważniejsze są sześć wymiarów. Poniższa tabela porównawcza przedstawia wszystkie trzy poziomy rozwiązań — precyzyjnie zaprojektowane, pływające i stałe — pod kątem tych kluczowych czynników wydajności:
| Czynnik oceny | Dokładnie zaprojektowane rozwiązania | Płyny wybijakowe pływające | Płyny wybijakowe stałe |
|---|---|---|---|
| Możliwość siły wybijania | Zoptymalizowana poprzez symulację CAE dla dokładnych wymagań aplikacji; obsługuje 10–25% siły tłoka przy precyzyjnej kalibracji | Dostosowywalna poprzez dobór sprężyn; zazwyczaj skutecznie radzi sobie z wyższymi siłami wybijania | Ograniczona do sił możliwych do obsłużenia przez sztywne mocowanie; najlepsza w zastosowaniach o niskiej sile |
| Zakres grubości materiału | Pełen zakres możliwości — od cienkich do grubych materiałów z optymalizacją dostosowaną do konkretnego zastosowania | Doskonale sprawdza się w materiałach powyżej 1,5 mm; radzi sobie z grubym półfabrykatem wymagającym kontrolowanego ciśnienia | Optymalna dla cienkich materiałów o grubości poniżej 1,5 mm; ma problemy z grubszym półfabrykatem |
| Wymogi w zakresie utrzymania | Konserwacja predykcyjna włączona poprzez dane symulacyjne; zoptymalizowane interwały serwisowe | Regularna kontrola wiosenna i wymiana; wymagana okresowa regulacja | Minimalna konserwacja; mniej elementów podatnych na zużycie do monitorowania lub wymiany |
| Koszt początkowy | Inwestycja premium; najwyższy koszt początkowy rekompensowany optymalizacją wydajności | Umiarkowany do wysokiego; o 20-40% więcej niż rozwiązania stałe | Najniższy początkowy nakład inwestycyjny; opłacalny dla odpowiednich zastosowań |
| Najlepsze zastosowania | Wymagania producentów OEM motoryzacyjnych, produkcja bez defektów, złożone matryce progresywne | Grube materiały, matryce progresywne, zapobieganie wyciąganiu odpadów, precyzyjne pozycjonowanie | Blacharkaria cienkościenna, operacje wysokoprędkościowe, proste tłoczenie, komponenty elektroniczne |
| Przydatność w zależności od objętości produkcji | Produkcja wielkoseryjna z wysokimi wymaganiami jakościowymi; miliony cykli | Średnie do wysokich wolumeny; wymiana sprężyn dodaje okresowe okna konserwacji | Wszystkie wolumeny; szczególnie opłacalne dla szybkich, wysokich wolumenów cienkich materiałów |
Zauważ, jak każda opcja zajmuje odrębny zakres wydajności. Rozwiązania precyzyjnie skonstruowane zapewniają maksymalne możliwości, ale wymagają odpowiednich inwestycji. Konstrukcje pływające zapewniają równowagę między uniwersalnością a przystępną złożonością. Stałe płyty oferują prostotę i oszczędność w zastosowaniach odpowiadających ich zaletom.
Macierz selekcji według typu zastosowania
Poza ogólnym porównaniem, konkretne scenariusze zastosowań wskazują na wyraźne rekomendacje. Skorzystaj z tej macierzy, aby dopasować charakterystyki Twojego projektu do najodpowiedniejszego typu płyty wybijaka:
| Scenariusz zastosowania | Zalecane Rozwiązanie | Uzasadnienie |
|---|---|---|
| Komponenty strukturalne pojazdów samochodowych z wymaganiami IATF | Precyzyjnie zaprojektowane | Wymagania producenta oryginalnego dotyczące śledzenia, oczekiwania zerowych wad i złożone geometrie uzasadniają zastosowanie wysokiej jakości narzędzi |
| Matryce progresywne z 5+ stanowiskami | Pływające lub Precyzyjnie Skonstruowane | Kontrola materiału w wielu operacjach zapobiega kumulacyjnym błędom pozycjonowania |
| Blachy ze stali grubej (powyżej 2 mm) | Izolowany | Siła sprężyny przeciwdziała odbiciu materiału; zapobiega wyciąganiu slugów |
| Wysokoprędkościowe tłoczenie końcówek złączy | Zapewnione | Cienkie materiały i ekstremalne prędkości wymagają sztywnej stabilności zamiast elastyczności sprężynowej |
| Prototypowanie i produkcja małoseryjna | Zapewnione | Niższe inwestycje są odpowiednie, gdy narzędzia mogą ulec zmianie przed uruchomieniem produkcji seryjnej |
| Zastosowania płyt wybijakowych z podgrzewaniem | Precyzyjnie zaprojektowane | Zarządzanie temperaturą wymaga projektowania opartego na symulacji w celu zachowania luzów |
| Rozwój płyt wybijakowych do form prototypowych | Pływające lub Precyzyjnie Skonstruowane | Możliwość regulacji umożliwia iteracje projektowe; kontrolowane wyrzucanie chroni powierzchnie elementów |
| Proste operacje tłoczenia okrągłych blanków | Stacjonarne (lub pierścieniowe wybijaki) | Prosta geometria nie uzasadnia zastosowania bardziej złożonych rozwiązań pływających |
Gdy Twoje zastosowanie obejmuje wiele kategorii — na przykład matryca postępowo-cięta przetwarzająca cienkie materiały z dużą prędkością — należy odpowiednio dobrać czynniki. Zazwyczaj decydujące znaczenie ma podstawowy wymóg, a czynniki drugorzędne potwierdzają lub dostosowują początkowy wybór
Ujawnienie kompromisów między kosztem a wydajnością
Początkowa cena zakupu to tylko ułamek całkowitych kosztów. Mądre decyzje dotyczące narzędzi biorą pod uwagę pełny obraz ekonomiczny na całym cyklu produkcji:
- Inwestycja wstępna: Płyty stacjonarne są o 20–30% tańsze niż rozwiązania pływające; rozwiązania precyzyjnie skonstruowane mają wyższą cenę rynkową
- Czas przygotowania: Płyty stacjonarne montuje się szybko, z minimalną koniecznością regulacji; konstrukcje pływające wymagają kalibracji napięcia sprężyn; rozwiązania precyzyjne zawierają zoptymalizowane procedury uruchamiania
- Częstotliwość konserwacji: Sprężyny w systemach pływających wymagają kontroli co 500 000–1 000 000 cykli; płyty stałe mogą działać bez konserwacji przez wiele lat
- Koszty przestojów: Przestoje związane z wybijakiem powodują utratę czasu produkcyjnego niezależnie od początkowych nakładów inwestycyjnych — wybór niewłaściwego typu generuje ciągłe koszty
- Redukcja odpadów: Prawidłowy dobór wybijaka bezpośrednio wpływa na wydajność produkcji przy pierwszym przebiegu; rozwiązania premium często się amortyzują dzięki niższemu współczynnikowi odrzuceń
- Wpływ na żywotność narzędzi: Odpowiednia siła wybijania przedłuża żywotność tłocznika i matrycy; niesparowane systemy przyspieszają zużycie wszystkich elementów tnących
Rozważ podejście z wykorzystaniem płyt wybijakowych z układem ejection u tube stosowanym w niektórych zastosowaniach form wtryskowych — początkowe nakłady związane ze złożonością umożliwiają stałą jakość wyrobów, co zmniejsza operacje wtórne oraz reklamacje klientów. Ta sama zasada dotyczy tłoczenia: odpowiednia inwestycja w systemy płyt wybijakowych często przynosi dodatni zwrot z inwestycji poprzez poprawę jakości na dalszych etapach.
Najdroższa płytą wybijaka jest ta zła — niezależnie od jej ceny zakupu. Tania, stała płyta powodująca dodatkowe 2% odpadów w serii miliona sztuk generuje znacznie większe koszty niż wysokiej klasy system pływający zapewniający stałą jakość.
Podczas obliczania zwrotu z inwestycji w płyty wybijaka uwzględnij te często pomijane czynniki:
- Czas inżynieryjny: Złożone zastosowania mogą wymagać wielokrotnych prób z prostszymi wybijakami — czas, który eliminują precyzyjne rozwiązania inżynieryjne
- Koszt utraconych możliwości: Opóźnienie uruchomienia produkcji związane z usuwaniem problemów z wybijakiem wiąże się z utratą pozycji rynkowej i zaufania klientów
- Efekty kaskadowe: Uszkodzenia części spowodowane przez wybijak mogą prowadzić do problemów w późniejszych etapach montażu, roszczeń gwarancyjnych i uszczerbku dla reputacji
- Wartość elastyczności: Regulowalność wybijaków pływających pozwala na dostosowanie się do różnic w partiach materiału i zużycia stempli bez konieczności modyfikacji matrycy
W zastosowaniach o wysokich ryzykach—komponenty bezpieczeństwa pojazdów, urządzenia medyczne, elementy lotnicze i lotnicze—zapewnienie wydajności precyzyjnie zaprojektowanych lub odpowiednio dobranych systemów pływających zazwyczaj uzasadnia ich wyższą cenę. W przypadku komodowych części o wyrozumiałych tolerancjach, nieruchome wykrojniki zapewniają skuteczne wyniki przy niższych kosztach.
Mając kompleksywną ramę porównawczą, jesteś teraz gotów przełożyć analizę na działania za pomocą konkretnych rekomendacji dostosowanych do typowych scenariuszy produkcji.
Ostateczne rekomendacje dotyczące wyboru płyty wykrojnika
Przeanalizowałeś szczegółowe aspekty techniczne, oceniłeś kompromisy i przebadasz pełen zakres rozwiązań wykrojowych. Nadszedł najważniejszy moment — przekształcenie tej wiedzy w pewne działania dostosowane do Twojego konkretnego zastosowania. Niezależnie od tego, czy projektujesz nowy tłoczek progresywny, rozwiązujesz problemy w istniejącej operacji tłoczenia, czy planujesz uruchomienie produkcji o dużej wielkości, te uporządkowane zalecenia poprowadzą Cię ku właściwemu wyborowi płyty wykrojowej.
Pamiętaj: celem nie jest znalezienie „najlepszej” płyty wykrojowej w sensie absolutnym. Chodzi o dopasowanie unikalnych wymagań Twojego zastosowania do rozwiązania, które zapewni optymalną wydajność, niezawodność i wartość dla Twojej konkretnej sytuacji.
Twoja mapa wyboru płyty wykrojowej
Po przeanalizowaniu licznych aplikacji i dogłębnym porównaniu płyt wykrojowych stałych i pływających, wyraźnie ujawniają się pewne wzorce. Te uporządkowane zalecenia odzwierciedlają proces decyzyjny, którego używają doświadczeni inżynierowie projektanci tłoczników:
- Dla precyzyjnego tłoczenia samochodowego wymagającego zgodności z IATF: Współpracuj z certyfikowanymi specjalistami ds. projektowania matryc, którzy łączą możliwości symulacji CAE z produkcją objętą certyfikatem jakości. Wymagania w zastosowaniach samochodowych — konsekwencje dla bezpieczeństwa, wymogi OEM dotyczące śledzenia produktu oraz oczekiwania zerowej wadliwości — wymagają rozwiązań zaprojektowanych z precyzją, a nie gotowych rozwiązań. Firmy takie jak Shaoyi są przykładem tej kompetencji, oferując szybkie prototypowanie już w ciągu 5 dni i osiągając 93% wskaźnik akceptacji za pierwszym razem dzięki metodologii projektowej opartej na symulacjach. Ich certyfikat IATF 16949 oraz kompleksowa wiedza z zakresu projektowania form czynią z nich cenną pomoc, gdy Twoje zastosowanie wymaga profesjonalnego wsparcia w dziedzinie projektowania matryc.
- Dla cienkich materiałów o grubości poniżej 1,5 mm: Stacjonarne płyty dociskowe oferują opłacalną i niezawodną wydajność. Sztywna konstrukcja mocowania zapewnia doskonałe prowadzenie tłocznika, minimalne wymagania konserwacyjne oraz spójne działanie przez miliony cykli. Do tej kategorii zaliczają się typowo operacje szybkiego tłoczenia elektroniki, tłoczenie cienkich elementów karoseryjnych oraz proste operacje wycinania. Nie należy nadmiernie komplikować tych zastosowań — oszczędź zaawansowane narzędzia na projekty, które rzeczywiście wymagają rozwiązań pływających lub precyzyjnie zaprojektowanych.
- Dla grubych materiałów lub matryc wielostanowiskowych: Pływające płyty dociskowe zapewniają kontrolowany nacisk i odpowiednie traktowanie materiału, jakiego wymagają te aplikacje. Konstrukcja ze sprężynami kompensuje odbijanie się materiału, zapobiega wyciąganiu odpadów i uwzględnia zużycie tłoczników podczas długotrwałej produkcji. W przypadku przetwarzania materiału o grubości powyżej 1,5 mm lub pracy na matrycach wielostanowiskowych, możliwości regulacji oraz aktywne siły oddzielania charakterystyczne dla pływających rozwiązań zazwyczaj uzasadniają ich wyższy początkowy koszt inwestycji.
- Do prac prototypowych i rozwojowych: Rozpocznij od nieruchomych wybijaków, chyba że szczególne wymagania aplikacji wyraźnie wskazują inaczej. Niższy początkowy koszt inwestycji ma sens, gdy projekt może się zmieniać przed uruchomieniem produkcji. Zawsze można przejść na systemy pływające podczas przygotowania narzędzi produkcyjnych, jeśli wyniki prób to uzasadnią.
- Do zastosowań specjalistycznego wyposażenia: Weź pod uwagę konkretne wymagania Twojego urządzenia. Na przykład płyta wybijaka dla rozdzieracza drewna marki Yardmax staje przed zupełnie innymi wymaganiami niż precyzyjne narzędzia tłocznikowe — duże obciążenia udarowe, narażenie na warunki atmosferyczne oraz inne cechy materiału. Dostosuj wybór wybijaka do rzeczywistego środowiska pracy, a nie stosuj uniwersalnie zasad dotyczących tłociszek. Podobnie zastosowania płyt wybijaków firmy Ingun w urządzeniach testowych wymagają precyzyjnego dopasowania, co może sprzyjać rozwiązaniom stałym, mimo że inne czynniki mogłyby sugerować wersje pływające.
Dopasuj swoje zastosowanie do odpowiedniego typu wybijaka
Oprócz uprzyorytetizowanych rekomendacji, weź pod uwagę te specyficzne dla zastosowania spostrzeżenia, które dokładniej dopasowują wybór:
- Gdy płaskość elementu jest krytyczna: Unoszone wygiski zapewniają kontrolowany nacisk dociskający, który zapobiega podnoszeniu materiału powodującemu odkształcenia wymiarowe podczas cięcia
- Gdy przetwarza się różne grubości materiału: Regulowane płyty wygiskowe sprawdzają się dzięki możliwości dostosowania do różnych materiałów bez konieczności modyfikacji matrycy
- Gdy wyciąganie slugów powoduje problemy jakościowe: Aktywny nacisk w dół w rozwiązaniach unoszonych znacząco zmniejsza zatrzymanie slugów na powierzchni tłoczników
- Gdy wysokość matrycy jest ograniczona: Stałe wygiski o minimalnej wysokości w kierunku pionowym oszczędzają cenną przestrzeń w aplikacjach z ograniczoną wysokością zamknięcia prasy
- Gdy okna serwisowe są ograniczone: Zmniejszona liczba komponentów w ustalonych konstrukcjach oznacza mniej części do inspekcji, regulacji lub wymiany
- Podczas przetwarzania materiałów ściernych: Dobierz wybór wybijaka do odpowiednich powłok powierzchniowych oraz wysokiej jakości materiałów prowadniczych tłoczników, aby wydłużyć żywotność
Należy pamiętać, że specjalistyczne zastosowania, takie jak wymiana płyt wybijaka w rozszczepiaczach typu Yardmax, podlegają zupełnie innym kryteriom doboru — skupiając się na trwałości i odporności na uderzenia, a nie na precyzji, która dominuje przy decyzjach dotyczących tłoczników
Rekomendacje ekspertów dla typowych sytuacji
Dla Czytelników stojących przed konkretnymi wyborami, poniżej znajdują się wskazówki oparte na najbardziej powszechnych scenariuszach zastosowań:
- Wprowadzenie nowego programu tłocznika progresywnego: Zainwestuj w symulację CAE na etapie projektowania, aby zoptymalizować konfigurację płyty wybijaka przed rozpoczęciem obróbki stali. Koszt symulacji stanowi jedynie niewielką część kosztów modyfikacji podczas uruchamiania
- Doświadczasz niestabilnej jakości wyrobów: Oceń, czy obecny typ wybijaka odpowiada wymaganiom dotyczącym grubości materiału i jego złożoności. Modernizacja z wybijaka stałego na pływający często rozwiązuje trwałe problemy z jakością.
- Planowanie produkcji seryjnej w branży motoryzacyjnej: Skonsultuj się wcześnie w toku projektu z wyspecjalizowanymi inżynierami matryc posiadającymi certyfikat IATF. Zespół inżynieryjny Shaoyi dostarcza opłacalne, wysokiej jakości narzędzia dostosowane do standardów OEM, z możliwościami produkcji seryjnej skalowalnymi zgodnie z potrzebami Twojej produkcji.
- Balansowanie ograniczeń budżetowych z potrzebami wydajności: Wykorzystuj wybijaki stałe tam, gdzie jest to stosowne, aby oszczędzić budżet na rozwiązania pływające lub precyzyjnie zaprojektowane tam, gdzie są rzeczywiście wymagane.
- Modernizacja istniejących matryc: Wybijaki pierścieniowe oferują praktyczną ścieżkę modernizacji, umożliwiając wprowadzenie funkcji wybijania pływającego w konkretnych lokalizacjach tłoków bez konieczności pełnej wymiany płyty.
Decyzja między nieruchomą a pływającą płytą wywijakową w końcowym efekcie sprowadza się do jednej zasady: dostosuj swoje rozwiązanie do rzeczywistych wymagań. Zbyt skromne projektowanie powoduje problemy z jakością; nadmierne projektowanie marnuje zasoby. Optymalne rozwiązanie leży w uczciwej ocenie tego, co naprawdę wymaga Twoje zastosowanie.
Przy podejmowaniu decyzji dotyczącej wyboru płyty wywijakowej pamiętaj, że decyzja ta wiąże się ze wszystkimi innymi aspektami projektowania matrycy. Najlepszy wybór płyty wywijakowej uwzględnia geometrię tłoków, cechy materiału, wielkości produkcji, wymagania dotyczące jakości oraz możliwości konserwacji jako powiązane czynniki, a nie odizolowane zmienne. W razie wątpliwości skonsultuj się z doświadczonymi inżynierami matryc, którzy będą w stanie ocenić kompletny obraz Twojego zastosowania i zalecić rozwiązania zoptymalizowane pod kątem Twojego konkretnego sukcesu.
Często zadawane pytania dotyczące nieruchomych i pływających płyt wywijakowych
1. Czym jest płyta wywijakowa w narzędziu tłocznikowym?
Płyta wybijaka to kluczowy element matrycy, który po każdym ruchu tłoka usuwa materiał z obrobionej części z tłocisk. Może być ona stała (sztywno zamocowana) lub pływająca (z sprężyną). Płyty stałe odprowadzają materiał, ale nie przytrzymują go podczas pracy, natomiast płyty pływające aktywnie przyciskają materiał podczas tłoczenia i wykorzystują siłę sprężyny do kontrolowanego wyrzucania. Wybór typu ma bezpośredni wpływ na jakość wyrobu, trwałość narzędzi oraz efektywność produkcji.
2. Co to jest siła wybijania w zastosowaniach narzędzi tłoczarskich?
Siła wybijania to siła potrzebna do odklejenia materiału przyczepionego do tłociska po procesie cięcia. Zazwyczaj wynosi ona od 10% do 25% siły przebijania. Płyty wybijaka pływające zapewniają regulowaną siłę wybijania poprzez dobór sprężyn, podczas gdy płyty stałe zależą od samego ruchu prasy. Poprawna siła wybijania zapobiega wyciąganiu slugów, gwarantuje czyste oddzielenie części i utrzymuje stałą długość cyklu w operacjach tłoczenia.
3. Kiedy należy używać płyty wybijaka stałej zamiast pływającej?
Stacjonarne płyty wybijakowe są idealne do cienkich materiałów o grubości poniżej 1,5 mm, operacji tłoczenia wysokiej prędkości przekraczających 400 uderzeń na minutę oraz prostych matryc blankingowych. Kosztują o 20–30% mniej niż wersje pływające, wymagają minimalnej konserwacji i zapewniają doskonałą stabilność przy precyzyjnym tłoczeniu elementów elektronicznych. Wybieraj stacjonarne wybijaki, gdy zachowanie materiału jest przewidywalne, a kontrolowana siła docisku nie jest kluczowa.
4. Jakie są główne zalety pływających płyt wybijakowych?
Pływające płyty wybijakowe świetnie sprawdzają się przy grubszych materiałach powyżej 1,5 mm, matrycach postępowych oraz zastosowaniach wymagających precyzyjnego pozycjonowania detali. Główne zalety to lepsza kontrola materiału podczas przebijania, zmniejszone wyciąganie sztab (slug pulling) dzięki aktywnej sile docisku skierowanej w dół, automatyczna kompensacja zużycia tłoków oraz regulowana siła sprężyn. Są niezbędne, gdy odskok materiału, złożone geometrie lub wymagania produkcji bezdefektowej wymagają kontrolowanej siły wybijania.
5. W czym różnią się listwy i pierścienie wybijakowe od płyt wybijakowych?
Listwy wybijakowe to wąskie, hartowane paski stalowe rozciągające się nad otworem matrycy — idealne do prostego tłoczenia, dużych elementów oraz narzędzi o szybkiej wymianie przy niższych kosztach. Wybijaki pierścieniowe otaczają pojedyncze okrągłe tłoki, doskonale sprawdzają się w operacjach jednotłokowych i narzędziach wieżowych. Płyty zapewniają pełną kontrolę nad materiałem w złożonych matrycach progresywnych. Wybieraj w zależności od złożoności matrycy: płyty do precyzyjnych prac wielostanowiskowych, listwy do prostych operacji, pierścienie do odosobnionych okrągłych tłoków.