 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Tajemnice metali w obróbce CNC: co wykonawcy życzyliby sobie znać już na początku
Co tak naprawdę oznacza obróbka metalu CNC
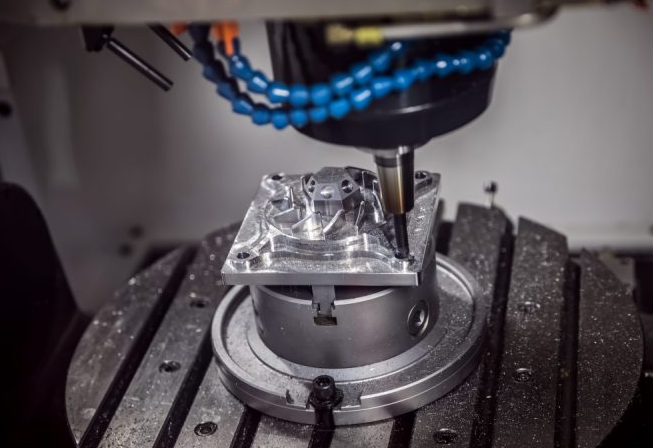
Wyobraź sobie, że mówisz maszynie dokładnie, jak ma ciąć metal z precyzją mistrza rzemieślnika – ale robisz to za pomocą kodu zamiast umiejętności manualnych. To właśnie zapewnia obróbka metalu CNC. Maszyna CNC przekształca surowy materiał metalowy w gotowe elementy, wykonując ścisłe cyfrowe instrukcje i eliminując niepewność oraz błędy ludzkie, które kiedyś charakteryzowały obróbkę metali.
CNC to skrót od Computer Numerical Control , a ta technologia stanowi jeden z najważniejszych przełomów w historii produkcji przemysłowej. Zamiast ręcznego prowadzenia narzędzi tnących po obrabianym przedmiocie, operatorzy programują urządzenie CNC do wykonywania ruchów z powtarzalnością, jakiej ręce ludzkie po prostu nie są w stanie osiągnąć.
Od tokarek ręcznych do cyfrowej precyzji
Zanim pojawiła się technologia CNC, tokarze i frezerci spędzali lata na rozwijaniu pamięci mięśniowej i intuicji niezbędnych do obsługi tokarek i frezarek ręcznych. Każde cięcie zależało od umiejętności operatora, a produkcja identycznych części wymagała stosowania szablonów, uchwytów oraz znacznej wiedzy fachowej. Tokarka sterowana numerycznie zmieniła wszystko, przechowując instrukcje ruchu w formie cyfrowej i umożliwiając maszynom nieograniczoną powtarzalność złożonych operacji.
Ta zmiana nie tylko poprawiła dokładność – zdemokratyzowała również precyzyjne obróbki metalowe. Dziś dobrze zaprogramowana maszyna CNC może produkować elementy, których wytworzenie kilka dekad temu wymagałoby umiejętności mistrza.
Komputerowo kontrolowana rewolucja w obróbce metali
W swojej podstawowej strukturze każdy system CNC do obróbki metalu składa się z czterech kluczowych komponentów działających razem:
- System sterowania komputerowego: Mózg maszyny, który interpretuje zaprogramowane instrukcje i koordynuje wszystkie ruchy maszyny
- Narzędzia tnące: Frezy czołowe, wiertła oraz specjalistyczne narzędzia skrawające, które fizycznie usuwają materiał z przedmiotu obrabianego
- Urzadzenia mocujące: Uchwyty, zaciski i przyrządy mocujące materiał metalowy podczas operacji obróbkowych
- Półwyrobek metalowy: Surowy materiał, który jest przekształcany w gotowy detal
Te komponenty komunikują się za pośrednictwem kodu G – języka programowania, który wydaje się zastraszający, ale opiera się na prostych zasadach. Kod G można porównać do instrukcji nawigacyjnych GPS dla narzędzia tnącego. Polecenia takie jak „G01 X2.0 Y1.5 F10” po prostu nakazują maszynie przesunięcie się po linii prostej do określonych współrzędnych z ustaloną prędkością. Współczesne oprogramowanie CAM generuje ten kod automatycznie na podstawie Twoich projektów 3D, więc rzadko trzeba go tworzyć ręcznie.
Rozbicie technologii CNC dla obróbki metali
To, co wyróżnia maszynę CNC spośród innych urządzeń zautomatyzowanych, to jej zdolność interpretowania danych liczbowych i przekształcania ich w precyzyjne ruchy fizyczne. Gdy w codziennej rozmowie ktoś wspomina o maszynie CMC, zwykle ma na myśli tę samą technologię – terminologia może się różnić, ale podstawowa zasada pozostaje niezmienna.
Nowoczesne maszyny CNC mogą osiągać dokładność pozycjonowania na poziomie 0,0001 cala — czyli około 1/700 grubości ludzkiego włosa, co umożliwia osiągnięcie precyzji, która wcześniej była możliwa jedynie w specjalistycznych laboratoriach.
To właśnie ta zdolność wyjaśnia, dlaczego frezowanie metalu CNC stało się nieodzowne w branżach wymagających ścisłych допусków. Niezależnie od tego, czy wykonujesz elementy do przemysłu lotniczego, czy niestandardowe części samochodowe, zrozumienie tych podstawowych zagadnień przygotowuje Cię do podejmowania świadomych decyzji dotyczących sprzętu, materiałów i procesów.
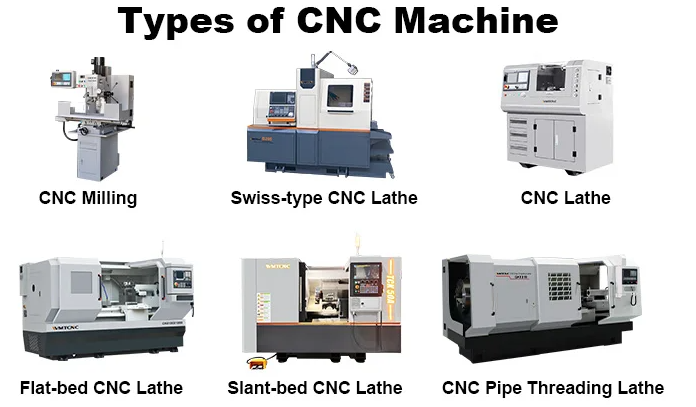
Porównanie typów maszyn CNC przeznaczonych do obróbki metali
Nie wszystkie urządzenia CNC obsługują metale w ten sam sposób. Wybór niewłaściwego typu maszyny do danego projektu prowadzi do marnowania czasu, niskiej jakości wyników oraz rozczarowania. Jak więc dobrać odpowiednie narzędzie do swoich potrzeb związanych z obróbką metali? Zrozumienie kluczowych różnic między frezarkami CNC, tokarkami, frezarkami do drewna (routerami) oraz systemami cięcia stanowi podstawę do podejmowania lepszych decyzji od pierwszego dnia.
Każda kategoria maszyn wyróżnia się w określonych zastosowaniach. Frezarka CNC generująca bezbłędne kontury 3D może być zupełnie nieodpowiednia do cięcia arkuszy w dużych ilościach. Tymczasem cięciarka plazmowa, która błyskawicznie przecina grube płyty stalowe, nie jest w stanie osiągnąć ścisłych tolerancji wymaganych przy produkcji precyzyjnych elementów. Przeanalizujmy, jakie rzeczywiste możliwości oferuje każdy typ maszyny.
Frezarki kontra frezarki routerowe w projektach metalowych
Kiedy producenti omawiają frezarki CNC , mają na myśli zwykle maszyny zaprojektowane do usuwania materiału za pomocą wirujących narzędzi tnących, które zagłębiają się w obrabiane elementy metalowe i przesuwają się po ich powierzchni. Maszyny te świetnie sprawdzają się przy tworzeniu złożonych geometrycznych kształtów trójwymiarowych z wyjątkową dokładnością. Wysokiej klasy frezarka CNC potrafi utrzymywać tolerancje, których metody cięcia arkuszy po prostu nie są w stanie osiągnąć.
Frezarki CNC, w przeciwieństwie do frezarek tokarskich, stawiają na rozmiar obszaru roboczego zamiast na maksymalną sztywność konstrukcji. Znajdują zastosowanie przy obróbce większych płaskich materiałów — np. tablic informacyjnych, elementów obudów lub metalowych wyrobów architektonicznych. Choć frezarki mogą skutecznie ciąć aluminium i miększe metale, to zazwyczaj brakuje im sztywności konstrukcyjnej niezbędnej do agresywnego frezowania stali lub twardszych stopów.
Oto praktyczny sposób myślenia o tym zagadnieniu: jeśli Twoje detale wymagają skomplikowanych kieszeni, precyzyjnych otworów lub wielostronnej obróbki, frezarki CNC są rozwiązaniem pierwszego wyboru. Jeśli natomiast cięcie płaskich konturów z blachy na dużych powierzchniach stanowi główny zakres zadań, lepszym wyborem może okazać się zestaw frezarek typu router.
Gdy obróbka ubytkowa spotyka się z cięciem termicznym
Poza tradycyjnymi procesami usuwania wiórków technologia maszyn CNC do cięcia obejmuje również metody termiczne i ściernicowe, które znacznie poszerzają możliwości cięcia blach i płyt. Cięcie plazmowe, laserowe oraz wodno-ścierne oferują każda swoje unikalne zalety w zakresie obróbki metalowej.
Cięcie plazmowe wykorzystuje strumień elektrycznie zjonizowanego gazu do stopienia przewodzących metali z imponującą prędkością. Jest to metoda opłacalna przy cięciu grubszych blach stalowych, ale powoduje strefę wpływu ciepła, która może wymagać dodatkowej obróbki. Cięcie laserem zapewnia wyższą jakość krawędzi i umożliwia wykonywanie szczegółowych prac, choć ograniczenia dotyczące grubości materiału zależą od mocy lasera.
Maszyny wodno-ścierne stosują zupełnie inne podejście – wykorzystują wysokociśnieniowy strumień wody zmieszanej z ścierniwem (garnetem), który erozuje niemal każdy materiał. Ponieważ proces ten nie wiąże się z wydzielaniem ciepła, cięcie wodno-ścierne całkowicie eliminuje zagrożenie odkształceń termicznych. Dlatego jest ono idealne do cięcia stopów wrażliwych na ciepło lub w zastosowaniach, w których właściwości materiału muszą pozostać niezmienione.
Dobór typu maszyny do zastosowań metalowych
Maszyna tokarka CNC stanowi osobną kategorię, zaprojektowaną specjalnie do obróbki części cylindrycznych i obrotowych. Podczas gdy frezarki i routery przesuwają narzędzie tnące wokół nieruchomego przedmiotu obrabianego, tokarki obracają sam przedmiot obrabiany względem nieruchomych lub ruchomych narzędzi. Wały, tuleje, elementy z gwintem oraz dowolne części o symetrii obrotowej zwykle poddawane są obróbce na tokarce.
W przypadku złożonych geometrii wymagających obróbki z wielu kierunków możliwości obróbki 5-osowej przekształcają zakres możliwego do wykonania. Te zaawansowane konfiguracje pozwalają narzędziu tnącemu zbliżać się do przedmiotu obrabianego praktycznie z dowolnego kierunku, umożliwiając obróbkę wgłębień, kątów złożonych oraz kształtów organicznych, które na prostszych maszynach wymagałyby wielokrotnych ustawień.
| Typ maszyny | Typowe metale | Poziomica precyzyjna | Prędkość | Maksymalna Grubość | Najlepsze zastosowania |
|---|---|---|---|---|---|
| Frezarka CNC | Wszystkie obrabialne metale | ±0,0005 cala do ±0,005 cala | Umiarkowany | Ograniczone przez obszar roboczy | kontury 3D, precyzyjne części, formy |
| Router CNC | Aluminium, mosiądz, miękkie metale | ±0,005" do ±0,015" | Szybka obróbka profili 2D | Do 1 cala (typowo) | Duże płaskie przedmioty obrabiane, tablice informacyjne, panele |
| Tokarka CNC | Wszystkie obrabialne metale | ±0,0005" do ±0,002" | Wysoka dla części cylindrycznych | Ograniczona pojemnością uchwytu/pręta | Wały, tuleje, części z gwintem |
| Wyciągacz plazmy | Metale przewodzące, stal | ±0,015" do ±0,030" | Bardzo szybko | Do 2"+ ze stali | Cięcie grubych płyt, prace konstrukcyjne |
| Wycinkarka laserowa | Stal, stal nierdzewna, aluminium | ±0,005" do ±0,010" | Szybkie dla cienkich materiałów | Do 1 cala stali typowo | Szczegółowe profile, prace na cienkich blachach |
| Wodny strumień | Dowolny metal, w tym hartowany | ±0,003" do ±0,010" | Wolniejsze niż metody termiczne | Możliwe do 8"+ | Metale wrażliwe na ciepło, materiały grube |
Zrozumienie tych różnic pozwala uniknąć powszechnego błędu polegającego na zmuszaniu frezarki do wykonywania zadań, które lepiej nadają się do innych technologii. Każda z tych platform to rezultat dziesięcioleci inżynierskiej optymalizacji pod kątem konkretnych strategii usuwania materiału — dobranie odpowiedniej kategorii do danego zastosowania zapewnia sukces projektu jeszcze przed załadowaniem przedmiotu obrabianego.
Materiały metalowe i ich zgodność z CNC – wyjaśnienie
Wybrałeś odpowiedni typ maszyny — ale czy rozważyłeś, co dzieje się, gdy ostrze tnące spotka się z wybranym przez Ciebie metalem? Zgodność materiałów to obszar, w którym wielu producentów napotyka nieoczekiwane przeszkody. Różne metale zachowują się w sposób diametralnie różny w warunkach obróbki skrawaniem, a zrozumienie tych zachowań jeszcze przed rozpoczęciem cięcia pozwala zaoszczędzić zarówno czas, jak i koszty narzędzi.
Prawdą jest, że nie każda frezarka CNC do metali radzi sobie z wszystkimi materiałami w jednakowym stopniu. Niektóre metale przeznaczone do obróbki CNC wymagają określonej sztywności maszyny, specjalistycznego narzędziowania lub konkretnych strategii frezowania, aby uzyskać akceptowalne wyniki. Przyjrzymy się, co czyni każdy powszechnie stosowany metal wyjątkowym oraz jak skutecznie go obrabiać.
Aluminium i jego korzystne właściwości podczas obróbki
Jeśli poszukujesz najbardziej wyrozumiałego materiału do cięcia, aluminium znajduje się na szczycie tej listy. Frezarka CNC do aluminium może pracować przy wysokich prędkościach, ponieważ miękkość aluminium pozwala na szybkie usuwanie materiału bez nadmiernego zużycia narzędzi. Zgodnie z opiniami ekspertów z zakresu produkcji z firmy Hubs, stopy aluminium charakteryzują się doskonałą wytrzymałością względną do masy oraz wysoką przewodnością cieplną i elektryczną, co czyni je najbardziej opłacalną opcją zarówno dla prototypów, jak i części produkcyjnych.
Główne kwestie do rozważenia podczas obróbki aluminium obejmują:
- Usuwanie wiórów: Miękkość aluminium powoduje powstawanie długich, nitkowatych wiórków, które mogą owijać się wokół narzędzi i zatykać rowki — prawidłowe usuwanie wiórków oraz stosowanie strumienia powietrza lub chłodziwa są niezbędne
- Narost na krawędzi: Materiał może przyczepiać się do krawędzi tnących w wysokich temperaturach, co wymaga ostrego narzędzia oraz odpowiednich prędkości skrawania
- Wrażliwość na wykończenie powierzchni: Miękki materiał łatwo wykazuje ślady narzędzi, przez co dobór posuwu i geometria narzędzia są kluczowe przy obróbce elementów o charakterze estetycznym
- Warianty stopów: stop 6061 oferuje doskonałą ogólną obrabialność, podczas gdy stop 7075 można hartować cieplnie do wytrzymałości porównywalnej ze stalą
Dla większości maszyn CNC przeznaczonych do obróbki metali aluminium stanowi idealny punkt wyjścia do nabywania umiejętności i weryfikacji programów przed przejściem do bardziej wymagających materiałów.
Gatunki stali i związane z nimi wyzwania w obróbce CNC
Stal stawia inne wymagania, które odróżniają sprzęt przeznaczony dla hobbystów od maszyn zaprojektowanych do profesjonalnej obróbki metali. Maszyna CNC do obróbki stali wymaga znacznie większej sztywności niż maszyna zaprojektowana głównie do obróbki aluminium. Zwiększone siły cięcia powstające podczas obróbki stali mogą powodować ugięcie lekkich konstrukcji ramy, co prowadzi do drgań, gorszej jakości powierzchni oraz niedokładności wymiarowej.
Pracując ze stalami węglowymi i stopowymi, należy pamiętać o następujących czynnikach:
- Wymagania dotyczące sztywności maszyny: Cięższe konstrukcje ramy, większe prowadnice liniowe oraz wytrzymałsze wrzeciona stają się niezbędne do uzyskiwania spójnych rezultatów
- Zarządzanie temperaturą: Niższa przewodność cieplna stali powoduje skupianie się ciepła w strefie cięcia — stosowanie obfitego chłodzenia strumieniowego lub odpowiedniego oleju cięciowego zapobiega degradacji narzędzi
- Obliczenia posuwu i prędkości obrotowej: Zbyt niska prędkość powoduje utwardzanie powierzchni materiału; zbyt wysoka prędkość generuje nadmiarowe ciepło i szybki zużycie narzędzia
- Wybór narzędzi: Narzędzia z węglików spiekanych z odpowiednimi powłokami radzą sobie ze stalą znacznie lepiej niż alternatywne narzędzia ze stali szybkotnącej
Stale węglowe takie jak 1018 zapewniają dobrą obrabialność w zastosowaniach ogólnych, podczas gdy stale stopowe, np. 4140, wymagają bardziej ostrożnego doboru parametrów, ale zapewniają lepsze właściwości mechaniczne w gotowych elementach.
Metale egzotyczne – od tytanu po mosiądz
Ponad powszechne rodziny stali i aluminium kilka specjalistycznych metali stwarza unikalne wyzwania związane z ich obróbką skrawaniem, które jednak nagradzają odpowiednie przygotowanie.
Obróbka stali nierdzewnej sprawia wiele trudności wielu wykonawcom ze względu na jej skłonność do utwardzania się w wyniku obróbki. Zgodnie z opiniami specjalistów ds. obróbki skrawaniem z firmy Lamina Technologies , stal nierdzewna jest znacznie trudniejsza w obróbce i bardziej „gumowa” niż stal węglowa, szybko utwardzając się podczas obróbki skrawaniem, co tłumaczy jej niską ocenę obrabialności. Rozwiązanie obejmuje:
- Stałe zaangażowanie narzędzia: Nigdy nie pozostawiaj narzędzia w stanie postoju ani nie dopuszczaj do jego tarcia – utrzymuj stałą akcję skrawania, aby zapobiec utwardzaniu się powierzchni
- Niższe prędkości obrotowe: Narzędzia pracujące poniżej 4000 obr./min minimalizują nagrzewanie się, które przyspiesza utwardzanie powierzchniowe
- Ostrość narzędzi: Zmatowione krawędzie generują tarcie zamiast skrawania, pogarszając problem utwardzania
- Właściwe dociskanie: Unikaj nadmiernego obciążenia, które powoduje przegrzewanie i uszkadza zarówno materiał, jak i narzędzie skrawające
Brąz i miedź reprezentują przeciwne skrajne miejsce w spektrum obrabialności. Te materiały świetnie poddają się obróbce skrawaniem przy minimalnym zużyciu narzędzi, co czyni je ulubionymi w produkcji masowej. Miedziowcówka C36000 charakteryzuje się szczególnie dobrą obrabialnością w połączeniu z naturalną odpornością na korozję oraz wysoką wytrzymałością na rozciąganie. Główne zagadnienie związane z tymi miększymi metalami dotyczy kontroli powstawania zalotów oraz uzyskiwania czystych załamów krawędzi.
Tytan wymaga szacunku i zastosowania specjalistycznych metod. Choć zapewnia wyjątkowe stosunki wytrzymałości do masy w zastosowaniach lotniczych i medycznych, tytan wymaga:
- Specjalistyczne oprzyrządowanie: Ostrych geometrii z dodatnimi kątami natarcia zaprojektowanych specjalnie dla stopów tytanu
- Intensywnego chłodzenia: Dostawa chłodziwa pod wysokim ciśnieniem bezpośrednio do strefy skrawania
- Zmniejszone prędkości przy zachowaniu posuwu: Niższe prędkości wrzeciona, ale stała obciążenie wióra w celu zapobiegania tarciu
- Sztywne ustawienia: Każde drgania lub drżenie szybko niszczą drogie narzędzia
Zrozumienie, jak wybrany przez Ciebie metal zachowuje się w warunkach skrawania, ma bezpośredni wpływ na każdą decyzję — od wyboru maszyny CNC do obróbki metali, przez zakup narzędzi, po strategie programowania. Właściwości materiału określają, co jest możliwe — oraz jakie przygotowania zapewniają sukces.

Precyzja i możliwości tolerancji — wyjaśnione w prosty sposób
Dobrałeś typ maszyny do swojego zastosowania oraz wybrałeś kompatybilne materiały — ale czy Twoje wyposażenie rzeczywiście zapewnia dokładność wymaganą przez Twoje detale? Precyzja oddziela funkcjonalne elementy od drogiego odpadu metalowego, jednak wielu producentów niedoszacowuje, jak bardzo możliwości tolerancji różnią się w zależności od konfiguracji różnych maszyn CNC.
Zrozumienie rzeczywistych poziomów dokładności osiągalnych przy użyciu danego zestawu urządzeń pozwala uniknąć rozczarowania i marnowania zasobów. Frezarka stołowa zaprojektowana do projektów hobbystycznych po prostu nie jest w stanie dorównać możliwościom sprzętu przemysłowego, a oczekiwanie czegoś innego prowadzi do rozczarowania. Przyjrzyjmy się czynnikom determinującym te różnice oraz rzeczywistej wydajności poszczególnych kategorii maszyn.
Zrozumienie tysięcznych i dziesięciotysięcznych
Gdy tokarze lub frezercy mówią o tolerancjach, posługują się jednostką równą tysięcznej części cala — zapisywaną jako 0,001" i często nazywaną w potocznym żargonie „thou” (czyli „tysięczna”). W bardziej wymagających zastosowaniach konieczne są dziesięciotysięczne, zapisywane jako 0,0001" i nazywane w warsztatowym żargonie „tenths” (czyli „dziesięciotysięcznymi”). Te pomiary wydają się abstrakcyjne, dopóki nie uświadomimy sobie, że średnica ludzkiego włosa wynosi około 0,003", co czyni precyzyjną obróbkę metali działaniem polegającym na kontrolowaniu wymiarów mniejszych niż te, na które przygotowuje nas codzienne doświadczenie.
Zgodnie z badaniami nad precyzyjną obróbką skrawaniem przeprowadzonymi przez CNC Cookbook osiągnięcie takich ścisłych tolerancji wymaga zrozumienia dwóch odrębnych pojęć: dokładności (jak blisko maszyna pozycjonuje się względem zadanej lokalizacji) oraz powtarzalności (jak spójnie wraca do tej samej pozycji). Maszyna może wielokrotnie trafiać w to samo miejsce, ale systematycznie odchylać się od celu – albo może osiągać średnio poprawną pozycję, lecz w sposób nieprzewidywalny odchylać się między poszczególnymi frezowaniami.
Różne kategorie maszyn CNC zapewniają diametralnie różne możliwości osiągania tolerancji:
- Maszyny hobbystyczne stacjonarne: ±0,005 cala – typowe; odpowiednie do elementów niestrykturalnych, uchwytów i projektów edukacyjnych
- Profesjonalne maszyny frezarki stołowe: ±0,002 cala – wystarczające do funkcjonalnych prototypów i części produkcyjnych o niewielkim obciążeniu
- Sprzęt przemysłowy: ±0,0005 cala lub lepsze – wymagane w zastosowaniach lotniczych, medycznych oraz precyzyjnej inżynierii
Podane zakresy zakładają prawidłową konfigurację i eksploatację. Pominięcie podstawowych czynników, takich jak sztywność uchwytu materiału lub zarządzanie temperaturą, szybko obniża wydajność nawet najbardziej zaawansowanych urządzeń do poziomu maszyn hobbystycznych.
Ile naprawdę kosztuje precyzja w obróbce CNC
Kilka czynników mechanicznych decyduje o położeniu danej maszyny w zakresie precyzji. Zrozumienie tych czynników pozwala realistycznie ocenić wyposażenie oraz zidentyfikować ścieżki ulepszeń, które przynoszą istotne korzyści.
Sztywność maszyny stanowi podstawę możliwości precyzyjnych. Według ekspertów z zakresu obróbki skrawaniem najlepsze maszyny narzędziowe ważą znacznie więcej niż tańsze alternatywy, ponieważ „nie ma innego sposobu na zapewnienie ich sztywności poza zastosowaniem bardzo masywnej konstrukcji.” Ramy ze żeliwa odciągają drgania lepiej niż wykonane z aluminium lub stali konstrukcje spawane, co wyjaśnia, dlaczego profesjonalne urządzenia do obróbki metali wydają się znacznie bardziej masywne niż maszyny przeznaczone dla hobbystów.
Śruby kulkowe kontra śruby trapezowe stanowią jeden z najważniejszych czynników różnicujących precyzję. Badania przeprowadzone przez Rockford Ball Screw pokazuje, że śruby kulkowe osiągają sprawność na poziomie 90% przy minimalnym luzie, podczas gdy śruby trapezowe ACME osiągają średnio zaledwie 44% sprawności i mogą wykazywać luz w zakresie od 0,005" do 0,025". Szlifowane śruby kulkowe zapewniają dokładność skoku poniżej 0,0003" przy praktycznie zerowym luzie — co stanowi znaczącą poprawę w porównaniu z tanimi alternatywami.
Dodatkowe czynniki wpływające na precyzję obejmują:
- Przewodnice liniowe: Wysokiej jakości prowadnice liniowe zapewniają stałą dokładność ruchu w całym zakresie przebiegu, podczas gdy zużyte prowadnice piórkowe powodują narastające błędy.
- Jakość wrzeciona: Biój wrzeciona przekazywany jest bezpośrednio do każdego cięcia — precyzyjne wrzeciona z łożyskami wstępnie obciążonymi zapewniają dokładność rzędu dziesiątych tysięcznych cala, podczas gdy tanie wrzeciona mogą wykazywać wibracje o wartości kilku tysięcznych cala.
- Stabilność termiczna: Podczas pracy maszyny nagrzewają się, a poszczególne elementy rozszerzają się w różnym tempie, co powoduje przesunięcia ich wzajemnych położeń — maszyny przemysłowe są wyposażone w kompensację cieplną lub konstrukcje zapewniające stabilną temperaturę.
- Płytki stalowe: Precyzyjne wyrównanie podczas montażu przy użyciu wysokiej jakości wkładek dystansowych zapewnia zachowanie poprawnych zależności geometrycznych pod wpływem obciążeń tnących
Każdy z tych czynników wzmacnia wpływ pozostałych. Frezarka stołowa wyposażona w wysokiej jakości śruby kulowe, ale z przeciętnym wrzecionem, nie osiągnie swojego teoretycznego potencjału — precyzja wymaga uwagi poświęconej całemu systemowi.
Narastanie tolerancji i rzeczywista dokładność
Ponad indywidualnymi możliwościami maszyny zrozumienie sposobu, w jaki tolerancje kumulują się w przypadku wielu cech, pomaga w projektowaniu części, które rzeczywiście można wykonać. Każda wymiar ma swoją własną tolerancję, a tolerancje te kumulują się w całym projekcie.
Maszyna CNC o 3 osiach radzi sobie z większością prostych zadań, ale wymaga wielu ustawień, gdy części należy obrabiać z różnych orientacji. Zgodnie z analizą produkcyjną przeprowadzoną przez YCM Alliance , każde ustawienie wprowadza potencjalne odchylenia dokładności — błędy ponownego pozycjonowania, które dodają się do ogólnego narastania tolerancji. W przypadku skomplikowanych części obrabianych przy użyciu czterech lub pięciu ustawień mogą się kumulować znaczne błędy położenia między cechami obrabianymi w różnych orientacjach.
obróbka na 5 osi rozwiązuje ten ograniczenie, umożliwiając kompleksową obróbkę części w jednym ustawieniu. Dzięki dwóm dodatkowym osiom obrotowym narzędzie tnące może zbliżyć się do przedmiotu obrabianego praktycznie pod dowolnym kątem bez konieczności jego przemieszczania. Wszystkie cechy odnoszą się do jednego punktu odniesienia, eliminując całkowicie błędy wynikające z ustawienia. Ta możliwość umożliwia:
- Wcięcia i kąty złożone: Geometrie fizycznie niemożliwe do osiągnięcia przy użyciu ścieżek narzędzia na 3 osie
- Ulepszone wykończenie powierzchni: Optymalna orientacja narzędzia względem powierzchni tnącej zmniejsza efekt falistości (scalloping) oraz ślady po narzędziu
- Dłuższa żywotność narzędzi: Utrzymanie idealnych kątów cięcia zmniejsza naprężenia i zużycie narzędzia
- Złożone kształty organiczne: Łopatki turbin, wirniki i powierzchnie rzeźbione, które w przeciwnym razie wymagałyby intensywnej obróbki ręcznej
Dla producentów elementów o złożonej geometrii funkcjonalność 5 osi często uzasadnia wyższy koszt dzięki poprawie dokładności, skróceniu czasu cyklu oraz wyeliminowaniu operacji wtórnych. Jednak prostsze części, których cechy można obrabiać wyłącznie z jednego kierunku, rzadko przynoszą wystarczające korzyści, aby usprawiedliwić dodatkowe inwestycje.
Znajomość wymaganych parametrów dokładności przed wybraniem sprzętu oraz rzetelna ocena tego, czy budżet i umiejętności pozwalają na spełnienie tych wymagań, pozwala uniknąć typowego błędu polegającego na oczekiwaniu wyników charakterystycznych dla urządzeń warsztatowych przy użyciu sprzętu hobbystycznego lub nadmiernym wydatkowaniu na możliwości przemysłowe, których nigdy w pełni nie wykorzysta się.
Branże zależne od frezowania metalu CNC
Zapoznałeś się z rodzajami maszyn, zgodnością materiałową oraz możliwościami zapewniającymi precyzję — ale gdzie właściwie znajdują one zastosowanie? Poznanie branż, które w znacznym stopniu opierają się na frezowaniu metalu CNC, wyjaśnia, dlaczego określone specyfikacje są istotne, oraz pomaga zidentyfikować obszary, w których Twoje umiejętności lub usługi mogą spotkać się z największym popytem.
Od bloków silnikowych napędzających pojazdy na autostradach po instrumenty chirurgiczne ratujące życia w salach operacyjnych – frezowanie CNC metali stało się nieodłącznym elementem nowoczesnej produkcji przemysłowej. Każda branża stawia przed technologią CNC unikalne wymagania, które kierują jej rozwój w różnych kierunkach, tworząc zastosowania specjalistyczne – od masowej produkcji po pojedyncze prototypy.
Skalowane komponenty motocyklowe i samochodowe
Sektor motocyklowy i samochodowy od dawna jest jednym z najważniejszych beneficjentów technologii CNC do cięcia metali. Według ekspertów z zakresu produkcji przemysłowej z American Business Magazine , producenci motocykli i samochodów wykorzystują efektywność CNC przy produkcji komponentów takich jak bloki silnikowe, skrzynie biegów oraz głowy cylindrów, zapewniając niespotykaną spójność jakości nawet przy produkcji milionów sztuk.
Dlaczego CNC jest niezastąpione w zastosowaniach motocyklowych i samochodowych?
- Elementy silników: Głowy cylindrów, kolektory dolotowe oraz bloki silnikowe wymagają precyzyjnych średnic otworów i odpowiednich chropowatości powierzchni, które bezpośrednio wpływają na wydajność i trwałość silnika
- Części skrzyni biegów: Zębatki, wały i obudowy wymagają ścisłych tolerancji w celu zapewnienia płynnej pracy i minimalnego poziomu hałasu
- Podwozie i zawieszenie: Ramy wahaczy, uchwyty oraz elementy układu kierowniczego wymagają spójnej wytrzymałości i dokładności wymiarowej przy dużych objętościach produkcji
- Zestawy niestandardowe: Modyfikacje drugiego stopnia oraz specjalistyczne komponenty pojazdów korzystają z możliwości CNC pozwalających ekonomicznie produkować małe serie
Ponad standardową produkcję masową, frezarka CNC do cięcia metali okazuje się niezbędna w zakresie szybkiego prototypowania w rozwoju motocyklowym i samochodowym. Projektanci mogą testować i modyfikować części przed zatwierdzeniem narzędzi do produkcji seryjnej, co znacznie zmniejsza kosztowne błędy. Ta zdolność stała się szczególnie wartościowa w segmencie pojazdów elektrycznych (EV), gdzie cykle innowacji przebiegają szybciej niż tradycyjne harmonogramy rozwoju motocyklowego i samochodowego.
Dla producentów szukających niezawodnych rozwiązań z zakresu produkcji motocyklowej i samochodowej, specjalistyczne warsztaty CNC posiadające certyfikaty branżowe, takie jak IATF 16949, zapewniają gwarancję jakości wymaganą w tych wymagających zastosowaniach. Obiekty takie jak Shaoyi Metal Technology łączą precyzyjne frezowanie CNC z kontrolą statystyczną procesu (SPC), aby zapewnić spójność w całym cyklu produkcji, oferując czas realizacji nawet do jednego dnia roboczego dla złożonych zespołów nadwoziowych oraz elementów niestandardowych.
Wymagania przemysłu lotniczego i rozwiązania CNC
Żadna inna branża nie stawia tak wysokich wymagań co do precyzji jak przemysł lotniczy. Zgodnie ze specjalistami z LG Metal Works, części lotnicze – takie jak łopatki turbin, elementy silników oraz uchwyty konstrukcyjne – wymagają tolerancji nawet do ±0,0005 cala – poziomu, który nie pozostawia żadnej marginesu na błędy.
Zastosowania lotnicze stawiają unikalne wyzwania, które oddzielają warsztaty potrafiące spełnić te wymagania od tych, które nie są przygotowane na potrzeby tego sektora:
- Egzotyczne materiały: Stopy tytanu, Inconel i inne metale o wysokiej wydajności są trudne w obróbce i wymagają specjalistycznych narzędzi, zoptymalizowanych ścieżek narzędzia oraz doświadczonego nadzoru operatora
- Ekstremalna precyzja: Elementy krytyczne dla bezpieczeństwa lotu muszą spełniać surowe wymagania dotyczące wymiarów, przy czym najmniejsze odchylenie może mieć katastrofalne skutki
- Złożone geometrie: Łopatki turbiny oraz elementy konstrukcyjne często charakteryzują się złożonymi krzywiznami i skomplikowanymi wewnętrznymi kanałami
- Wymagania dotyczące śledzenia: Pełna dokumentacja materiałów, procesów i kontroli zapewnia zgodność ze standardami bezpieczeństwa lotniczego
Możliwość obróbki zaawansowanych materiałów, takich jak Inconel 625, tytan stopu Grade 5 oraz aluminium 7075-T6, odróżnia zakłady zdolne do produkcji elementów lotniczych od ogólnych zakładów produkcyjnych. Każdy z tych materiałów wykazuje unikalne zachowanie pod względem rozszerzalności cieplnej, twardości oraz formowania wiórków, co wymaga precyzyjnej kalibracji i ciągłego monitorowania.
Wymagania precyzyjne dotyczące urządzeń medycznych
Gdy komponenty trafiają do wnętrza ludzkiego ciała lub w ręce chirurgów wykonujących zabiegi ratujące życie, precyzja nabiera głębokiego znaczenia. Produkcja urządzeń medycznych łączy tolerancje na poziomie przemysłu lotniczego i kosmicznego z wymogami biokompatybilności, które ograniczają wybór materiałów oraz wymagają wyjątkowo gładkich powierzchni.
Zgodnie z analizą branżową opublikowaną w amerykańskim magazynie biznesowym American Business Magazine, maszyny CNC doskonale nadają się do produkcji kluczowych urządzeń medycznych, takich jak narzędzia chirurgiczne, protezy i implanty – aplikacje, w których najmniejszy defekt może mieć konsekwencje wpływające na całe życie.
Zastosowania medyczne wymagają określonych możliwości:
- Materiały biokompatybilne: Stal chirurgiczna nierdzewna, tytan oraz specjalne tworzywa polimerowe przeznaczone do zastosowań medycznych, które nie wywołują niepożądanych reakcji w środowisku biologicznym
- Indywidualna personalizacja dla pacjenta: Implanty niestandardowe, np. tytanowe płytki kostne frezowane zgodnie z anatomią konkretnego pacjenta
- Wymagania dotyczące jakości powierzchni: Implanty i instrumenty chirurgiczne wymagają powierzchni polerowanych, które hamują kolonizację bakteryjną oraz zapewniają prawidłową integrację z tkankami
- Uwagi dotyczące sterylności: Procesy produkcyjne muszą uwzględniać sterylizację po przetwarzaniu oraz przepływy robocze zgodne z wymogami czystych pomieszczeń
Sektor medyczny coraz częściej korzysta z możliwości prototypowania CNC przy opracowywaniu nowych narzędzi chirurgicznych i projektów implantów. Szybka iteracja umożliwia projektantom doskonalenie ergonomii, testowanie funkcjonalności oraz weryfikację dopasowania przed podjęciem decyzji o produkcji narzędzi — co przyspiesza cykl rozwoju innowacji ratujących życie.
Od projektów hobbystycznych do produkcji przemysłowej
Zrozumienie różnicy między zastosowaniami hobbystycznymi a wymaganiami przemysłowymi pomaga producentom odpowiednio określić swoją pozycję na rynku oraz ustalić realistyczne oczekiwania dotyczące inwestycji w sprzęt.
Zastosowania hobbystyczne i w małych warsztatach obejmują zwykle:
- Części niestandardowe i naprawy: Elementy jednostkowe do projektów odnawiania sprzętu, napraw maszyn lub osobistych potrzeb produkcyjnych
- Rozwój prototypu: Testowanie koncepcji przed poszukiwaniem partnerów produkcyjnych lub inwestycją w przemysłowy sprzęt
- Produkcja małoseryjna: Ograniczone serie artykułów specjalistycznych, gdzie czas przygotowania ma mniejsze znaczenie niż elastyczność
- Rozwój umiejętności: Nauka programowania i obsługi maszyn CNC przed przejściem do pracy komercyjnej
Wymagania przemysłowe, w przeciwieństwie do nich, wymagają umiejętności uzasadniających znacznie wyższe inwestycje w sprzęt. Zgodnie z opiniami specjalistów od prototypowania w firmie Nabell , profesjonalne prototypowanie CNC oferuje wyższą dokładność, większą uniwersalność materiałową oraz skalowalność, dzięki czemu staje się preferowanym wyborem dla branż dążących do podniesienia poziomu projektowania i produkcji.
Przejście od pracy hobbystycznej do zawodowej często ujawnia luki w zakresie możliwości sprzętu, dokumentacji procesów oraz systemów zapewnienia jakości wymaganych przez klientów przemysłowych. Producentom skupiającym się na branży lotniczej, medycznej lub motocyklowej należy nie tylko inwestować w wydajne maszyny, ale także w sprzęt pomiarowy, systemy zarządzania jakością oraz certyfikaty potwierdzające kontrolę procesów.
Ten zakres zastosowań — od projektów weekendowych po komponenty krytyczne dla bezpieczeństwa lotu — wyjaśnia, dlaczego rynek maszyn CNC oferuje tak różnorodne opcje wyposażenia. Zrozumienie, gdzie w tym zakresie mieści się Twoja praca, kieruje zarówno natychmiastowymi decyzjami zakupowymi, jak i długoterminowymi strategiami rozwoju firmy. 
Koszty maszyn CNC do obróbki metali i analiza inwestycji
Określiłeś już, które branże wymagają precyzyjnej obróbki metali oraz jakie są związane z tym wymagania dotyczące dopuszczalnych odchyłek — ale czy rzeczywiście możesz sobie pozwolić na zakup sprzętu niezbędnego do osiągnięcia tych wyników? Pytanie o cenę maszyny CNC staje się przeszkodą dla większej liczby producentów niż prawie każdy inny czynnik. Wielu nabywców koncentruje się wyłącznie na cenie wywieszonej na tabliczce, by później odkryć, że rzeczywisty koszt posiadania maszyny CNC wykracza znacznie poza tę początkową kwotę zakupu.
Zrozumienie, ile kosztuje maszyna CNC, wymaga spojrzenia na pełny obraz finansowy. Zgodnie z ekspertami z zakresu produkcji z firmy CNC WMT, cena obrabiarek CNC zależy od kilku czynników, w tym typu maszyny, jej rozmiaru, wyposażenia, marki, poziomu automatyzacji oraz długoterminowych kosztów eksploatacji. Przeanalizujmy, na jakie wydatki należy faktycznie przygotować budżet w poszczególnych kategoriach inwestycyjnych.
Początkowe punkty inwestycji wejściowej
Koszt maszyny CNC różni się znacznie w zależności od zamierzonych zastosowań. Tania maszyna CNC przeznaczona do pracy amatorskiej z aluminium należy do zupełnie innej kategorii niż sprzęt przemysłowy zaprojektowany do ciągłej obróbki stali. Poniżej przedstawiamy rzeczywiste możliwości oferowane przez poszczególne poziomy budżetowe:
| Kategoria Maszyny | Zakres cenowy | Typowe możliwości | Najlepszy dla |
|---|---|---|---|
| Maszyny frezarki CNC stołowe | 2 000–8 000 USD | Obróbka aluminium, mosiądzu i lekkich gatunków stali; typowa dokładność ±0,005 cala | Hobbysta, prototypowanie, nauka podstaw CNC |
| Maszyny warsztatowe (na stół) | $8000 – $25 000 | Możliwość obróbki stali; poprawna sztywność konstrukcji; osiągalna dokładność ±0,002 cala | Małe sklepy, prototypowanie produkcji, części niestandardowe |
| Przemysł lekki | $25 000 – $75 000 | Pełna produkcja stalowa; opcje automatyzacji; dokładność do ±0,001 cala | Warsztaty kontraktowe, środowiska produkcyjne, materiały wymagające specjalnego podejścia |
| Pełny sprzęt przemysłowy | $75 000 - $500 000+ | Ciągła praca; materiały egzotyczne; dokładność ±0,0005 cala lub lepsza | Przemysł lotniczy, medyczny oraz masowa produkcja |
Zadając pytanie, ile kosztuje frezarka CNC, należy pamiętać, że marki premium, takie jak Haas, Mazak i DMG Mori, mają wyższe ceny, ale oferują dziesięciolecia doskonalenia inżynierskiego oraz wsparcie techniczne, dokumentację i szkolenia. Zgodnie z analizą branżową, choć początkowe inwestycje w te marki premium są większe, niższy poziom przestoju i dłuższy okres eksploatacji maszyn często przekładają się na lepszą wartość długoterminową.
Ukryte koszty poza ceną maszyny
Cena zakupu stanowi jedynie widoczną część całkowitej inwestycji. Zgodnie z analizą własności opracowaną przez XProCNC szeroko przyjętą zasadą kciuka jest założenie dodatkowego budżetu w wysokości 15–25% ceny zakupu maszyny na koszty eksploatacji w pierwszym roku. Dla maszyny o wartości 20 000 USD oznacza to odłożenie dodatkowo 3 000–5 000 USD poza ceną katalogową.
Bieżące koszty operacyjne wpływające na rzeczywistą cenę frezowania CNC obejmują:
- Wymiana narzędzi: Frezy końcowe, wiertła i płytki tnące są materiałami eksploatacyjnymi – należy założyć miesięczny budżet w wysokości 100–400 USD w zależności od rodzaju obrabianych materiałów i objętości produkcji
- Płyn chłodząco-smarujący i smary: Wysokiej jakości płyn tnący wydłuża żywotność narzędzi i poprawia jakość powierzchni, ale wymaga regularnej wymiany oraz prawidłowej utylizacji
- Elektryczność: Wrzeciony przemysłowe pobierają znaczne moce, szczególnie podczas intensywnego frezowania stali
- Materiały konserwacyjne: Smary, oleje do prowadnic, filtry oraz środki czyszczące sumują się w ciągu jednego roku eksploatacji
- Subskrypcje oprogramowania: Oprogramowanie CAD/CAM często kosztuje 100–500 USD miesięcznie w przypadku profesjonalnych pakietów
- Części zamienne: Zarezerwuj rocznie 1–3% ceny zakupu na zużywające się elementy, takie jak łożyska, uszczelki i paski napędowe
Po pierwszym roku przyjęcie budżetu w wysokości 5–10% wartości maszyny rocznie na bieżące konserwacje i wymianę narzędzi stanowi zrównoważony model, który zapobiega gromadzeniu się zaległych konserwacji i przekształcaniu ich w kosztowne naprawy.
Obliczanie rzeczywistego kosztu pojedynczej części
Zrozumienie ceny obróbki CNC na pojedynczą część pozwala na dokładne wycenianie zleceń oraz realistyczną ocenę inwestycji w wyposażenie. Do obliczeń kosztów należy uwzględnić:
- Czas maszynowy: Podziel roczne koszty maszyny (amortyzacja, konserwacja, koszty pośrednie) przez liczbę godzin produkcyjnych, aby ustalić stawkę godzinową
- Zużycie narzędzi: Śledź żywotność narzędzi w stosunku do konkretnych materiałów, które obrabiasz, i rozdziel koszty ich wymiany pomiędzy wyprodukowane części
- Czas przygotowania: Uwzględnij w obliczeniach przygotowanie uchwytów, weryfikację programu oraz inspekcję pierwszego egzemplarza
- Odpady materiałowe: Weź pod uwagę wióry, odpadki i części odrzucone przy obliczaniu kosztów materiału
- Praca: Uwzględnij czas operatora na załadunek, nadzór i rozładunek — nawet przy sprzęcie zautomatyzowanym
Koszt obróbki CNC na operację różni się znacznie w zależności od rodzaju procesu. Zgodnie z analizą produkcyjną cięcie laserem i plazmą oferuje przewagę prędkości przy obróbce 2D, podczas gdy frezowanie jest droższe za godzinę, ale umożliwia realizację złożonych geometrii 3D, których nie są w stanie osiągnąć prostsze procesy. Dostosowanie wyposażenia do rzeczywistego obciążenia pozwala uniknąć nadpłacania za funkcje, których rzadko się używa.
Decyzja między nowym a używanym sprzętem
Używany sprzęt CNC może przynieść znaczne oszczędności — czasem nawet 40–60% w porównaniu z cenami nowych urządzeń — ale wymaga starannego przeanalizowania. Przy ocenie maszyn sprzedawanych z drugiej ręki należy wziąć pod uwagę następujące czynniki:
- Licznik godzin pracy i dokumentacja konserwacji: Maszyny o niskim czasie pracy z udokumentowaną historią konserwacji zapewniają najlepszą wartość wśród sprzętu używanego
- Inspekcja przed zakupem: Uruchomienie programów testowych oraz sprawdzenie luzów, biobiegu wrzeciona i dokładności geometrycznej
- Wiek systemu sterowania: Starsze systemy sterowania mogą brakować funkcji, mieć ograniczoną kompatybilność oprogramowania lub napotykać problemy z niedostępnością części zamiennych
- Wsparcie producenta: Niektóre marki zapewniają dostępność części i wsparcie przez dziesięciolecia; inne szybko wycofują się z obsługi.
- Koszty instalacji: Montaż, prace elektryczne oraz uruchomienie zwiększają całkowite koszty zakupu.
Dobrze utrzymywana używana maszyna renomowanej marki często zapewnia lepszą wartość niż nowa maszyna budżetowa o wątpliwej trwałości w długiej perspektywie czasowej. Jednak zakup używanej maszyny bez odpowiedniej inspekcji lub od niegodziwych źródeł może skończyć się sprzętem, którego naprawa kosztuje więcej niż oszczędzone pieniądze na zakupie.
Podjęcie uzasadnionych decyzji inwestycyjnych wymaga zrównoważenia kosztów początkowych z wartością długoterminową — należy rozumieć nie tylko, ile kosztuje dane wyposażenie, ale także jakie są koszty jego produktywnego użytkowania przez lata eksploatacji.
Elementy narzędziowe i uchwyty do obróbki metali
Oceniliście koszty maszyn i wiecie, jakie rezultaty przynosi każdy poziom inwestycji — jednak nawet najbardziej zaawansowane urządzenia CNC dają rozczarowujące efekty bez odpowiednich narzędzi i uchwytników. Warto to sobie wyobrazić w ten sposób: maszyna zapewnia ruch i moc, ale narzędzia skrawające oraz przyrządy montażowe decydują o tym, czy jej możliwości przekładają się na wysokiej jakości detale czy też na frustrujące odpadki.
Wielu producentów niedoszacowuje wpływu decyzji dotyczących uchwytników i narzędzi na końcowe rezultaty. Źle zamocowany przedmiot obrabiany przesuwa się w trakcie frezowania, niszcząc wymagane tolerancje. Nieodpowiednie frezy do danego materiału powodują zbyt szybki zużycie lub gorszą jakość powierzchni. Zrozumienie tych podstawowych kwestii jeszcze przed rozpoczęciem obróbki pozwala uniknąć drogich błędów, których nauka wiąże się z dużymi kosztami.
Imaki, zaciski i specjalne przyrządy montażowe
Uchwyty służą jednemu kluczowemu celowi: zapobieganiu przesuwaniu się materiału metalowego podczas frezowania, gdy siły cięcia próbują go przesunąć. Każdy ruch — nawet tysięczne części cala — bezpośrednio przenosi się na gotowy detal jako błąd wymiarowy. Wybór metody uchwytu zależy od geometrii detalu, wymaganego dostępu narzędzia CNC oraz objętości produkcji.
Popularne metody zamocowania obejmują:
- Imaki maszynowe: Podstawowe uchwyty stosowane w operacjach frezowania — imaki wysokiej jakości z hartowanymi szczękami zapewniają sztywne uchwycenie materiału prostokątnego i mogą być wyposażone w miękkie szczęki frezowane tak, aby dopasować się do konkretnych profili detali
- Zaciski czołowe i bloki stopniowe: Wielofunkcyjne zaciskanie dla detali o nieregularnym kształcie lub w przypadkach, gdy szczęki imaka zakłócałyby dostęp ścieżki narzędzia
- Stoły próżniowe: Idealne do cienkich arkuszy materiału, gdzie tradycyjne zaciskanie mogłoby spowodować odkształcenie detalu — ciśnienie atmosferyczne przyssaje elementy do powierzchni roboczej bez zakłócania krawędzi
- Uchwyty niestandardowe: Specjalnie zaprojektowane uchwyty przeznaczone dla konkretnych detali, często zawierające nakrętki sprzęgające i wkładki gwintowane umożliwiające szybkie załadowanie i precyzyjne pozycjonowanie
- Bloki uchwytów i przyrządy pozycjonujące: Umożliwiają obróbkę wielu stron bez usuwania detalu z maszyny
Przy projektowaniu przyrządów należy rozważyć, jak płytki metalowe (szczyty) mogą służyć do ustalania precyzyjnych powierzchni odniesienia lub kompensowania niewielkich różnic w grubości surowego materiału. Doświadczeni tokarzy i frezercy mają zawsze pod ręką różnej grubości płytki szczytowe, aby dopasować ustawienie bez konieczności ponownego wykonywania przyrządu.
Wkładki frezów czołowych oraz dobór narzędzi tnących
Frezy stosowane w frezarce bezpośrednio decydują o prędkości cięcia, jakości chropowatości powierzchni oraz trwałości narzędzia. Zrozumienie różnic między poszczególnymi typami narzędzi pozwala podejmować świadome decyzje zakupowe, a nie wybierać przypadkowo najtańszych ofert.
Wiertła frezarskie obsługują większość zadań frezarskich. Te wirujące narzędzia są dostępne w niezliczonych wariantach:
- Frez końcowy płaski: Narzędzia o kwadratowych krawędziach przeznaczone do frezowania kieszonek, konturów oraz operacji docinania
- Frez końcowy kulisty: Narzędzia o zaokrąglonych końcówkach do frezowania trójwymiarowych konturów, zaokrągleń oraz powierzchni rzeźbiarskich
- Frezy końcówkowe z zaokrąglonymi narożnikami: Łączą wytrzymałość płaskich końcówek z obniżonymi skupieniami naprężeń w narożnikach
- Frezy do toczenia ścisłego: Ząbkowane rowki łamią wióry i umożliwiają agresywne usuwanie materiału
Frezy czołowe doskonale nadają się do szybkiego usuwania dużych ilości materiału podczas frezowania powierzchni płaskich. Wykorzystują one wymienne płytki karbidowe zamiast konstrukcji monolitycznej, co czyni je opłacalnym rozwiązaniem w operacjach ciężkiego frezowania czołowego.
Wiertła i gwintowniki stanowią uzupełnienie podstawowego zestawu frezów końca wałka. Wiertła punktowe tworzą precyzyjne punkty startowe, wierty spiralne wiercą otwory, a gwintowniki tną gwinty wewnętrzne. W produkcji śruby kształtujące gwint mogą czasem całkowicie zastąpić operacje gwintowania, tworząc gwint podczas montażu zamiast jego tnącego wytwarzania w trakcie obróbki skrawaniem.
Strategie mocowania przedmiotów o różnych kształtach geometrycznych
Podstawowy zestaw narzędzi do obróbki metali powinien obejmować najczęściej wykonywane operacje bez przekraczania przyjętego budżetu:
- frezy czołowe o 2 i 4 ostrzach w średnicach 1/4 cala, 3/8 cala oraz 1/2 cala
- Zestaw wierteł ślimakowych o standardowej długości obejmujący najczęściej stosowane średnice otworów
- Wiertło do znaczników lub wiertło centrujące do wykonywania początkowych otworów
- Frez karbidowy do fazowania krawędzi
- Frez czołowy z odpowiednimi płytkami tnącymi do głównych materiałów obrabianych
- Zestaw gwintownic wraz z odpowiadającymi im wiertłami pod gwint dla najczęściej stosowanych skoków gwintu
- Poszukiwacz krawędzi lub sondę do lokalizacji położenia przedmiotu obrabianego
Powłoki narzędzi znacznie wpływają na wydajność w różnych metalach. Karbid niepowlekany wystarczająco dobrze sprawdza się przy frezowaniu aluminium, ale szybko zużywa się przy stalach. Azotek tytanu (TiN) zwiększa twardość i odporność na temperaturę, co czyni go odpowiednim do ogólnego frezowania stali. Azotek glinu i tytanu (AlTiN) wytrzymuje wyższe temperatury i nadaje się do obróbki twardszych materiałów oraz frezowania suchego. Powłoki typu DLC (diamond-like carbon) doskonale sprawdzają się przy aluminium, zapobiegając tworzeniu się przyklejonego warstewkowego materiału (built-up edge).
Karbid kontra HSS reprezentuje podstawowy wybór wpływający zarówno na koszty, jak i możliwości. Frezy ze stali szybkotnącej (HSS) są tańsze i mogą być ostrzone ponownie, co czyni je opłacalnym rozwiązaniem przy okazjonalnym użytkowaniu lub obróbce miękkich materiałów. Narzędzia z węglików spiekanych są droższe w początkowej inwestycji, ale pracują z wyższymi prędkościami, mają dłuższą żywotność i radzą sobie z twardszymi materiałami — zazwyczaj szybko się amortyzują w środowiskach produkcyjnych.
Właściwy usuwanie wiórków i systemy chłodzenia wydłużają żywotność narzędzi i poprawiają jakość obrabianych części. Wiórki pozostawione w strefie cięcia są ponownie przecinane, co uszkadza zarówno przedmiot obrabiany, jak i narzędzie. Chłodzenie strumieniem (flood coolant) usuwa wiórki i jednocześnie obniża temperaturę w strefie cięcia. W przypadku operacji, w których chłodzenie strumieniem nie jest praktyczne, alternatywą stanowią systemy dmuchawy powietrznej lub mgiełkowe. Niektóre materiały — w szczególności aluminium — korzystają z konkretnych środków chłodząco-smarujących zapobiegających tworzeniu się warstwy przyklejonej (built-up edge).
Inwestycja w wysokiej jakości uchwyty obróbkowe i odpowiednie narzędzia przynosi korzyści przy produkcji każdego elementu. Oszczędzanie w tym zakresie podważa możliwości nawet najbardziej zaawansowanych maszyn, podczas gdy przemyślane wybory maksymalizują potencjał sprzętu.

Wybór odpowiedniej maszyny CNC do obróbki metali
Zapoznałeś się z podstawami — rodzajami maszyn, zgodnością z materiałami, możliwościami dokładności, kosztami oraz niezbędnymi informacjami o narzędziach. Nadszedł teraz moment decyzji, która łączy wszystkie te aspekty: wybór odpowiedniej konfiguracji maszyny CNC do obróbki metali dostosowanej do Twojej konkretnej sytuacji. Ta decyzja wpływa na każdy projekt, który podejmiesz w najbliższych latach, dlatego jej poprawne podjęcie jest ważniejsze niż pośpieszne zakupienie maszyny, która nie odpowiada rzeczywistym potrzebom.
Niezależnie od tego, czy jesteś hobbystą marzącym o domowym maszynie CNC, czy profesjonalistą oceniającym sprzęt do zastosowań produkcyjnych, proces wyboru opiera się na podobnej logice. Zaczynaj od określenia swoich wymagań, dopasuj je do realistycznych opcji, a także weź pod uwagę pełny ekosystem wspierający skuteczne frezowanie. Przeanalizujmy praktyczną ramę działania, która pozwala uniknąć żalu zakupowego.
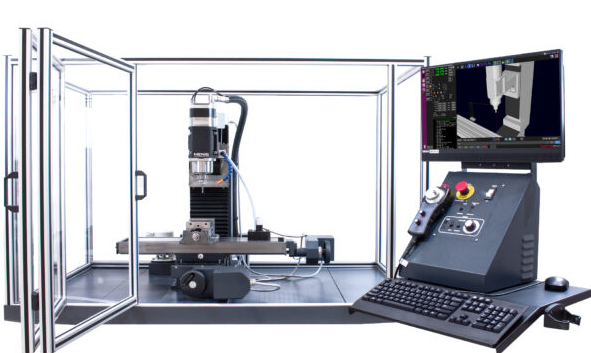
Dopasowanie rozmiaru maszyny do Twojej przestrzeni roboczej
Zanim zakochasz się w możliwościach maszyny, upewnij się najpierw, że faktycznie zmieści się ona w miejscu, w którym planujesz ją używać. Komputerowo sterowana frezarka stołowa może wydawać się kompaktowa, dopóki nie uwzględnisz ograniczeń związanych z zawieraniem wiórków, przechowywaniem narzędzi oraz dostępu operatora. Ograniczenia fizyczne eliminują konkretne modele szybciej niż jakikolwiek inny czynnik.
Skorzystaj z poniższej listy kontrolnej, aby ocenić kluczowe kryteria wyboru przed porównaniem konkretnych maszyn:
- Wymagania dotyczące obszaru roboczego: Jakie są największe części, które rzeczywiście będziesz musiał/a frezować? Dodaj zapas na uchwyty i luz technologiczny.
- Możliwości materiałowe: Czy głównie będziesz frezować aluminium, czy od samego początku potrzebujesz sztywności pozwalającej na obróbkę stali?
- Potrzeby precyzyjne: Jakie tolerancje rzeczywiście wymagają Wasze zastosowania — nie te, których byście sobie życzyli, ale te, których naprawdę potrzebujecie?
- Ograniczenia budżetowe: Do całkowitego budżetu należy włączyć koszty narzędzi, oprogramowania oraz koszty eksploatacji w pierwszym roku — nie tylko cenę maszyny
- Dostępna przestrzeń: Zmierz rzeczywistą powierzchnię roboczą, uwzględniając wolne przestrzenie niezbędne do usuwania wiórków, obsługi materiałów oraz dostępu do konserwacji
- Wymagania energetyczne: Sprawdź, czy Wasze zasilanie elektryczne jest w stanie obsłużyć daną maszynę — sprzęt przemysłowy często wymaga napięcia 220 V lub zasilania trójfazowego
- Pojemność masy: Upewnij się, że podłoga wytrzyma ciężar maszyny, szczególnie w przypadku przemysłowych urządzeń wykonanych z żeliwa
- Hałas i wentylacja: Weź pod uwagę sąsiadów, wentylację warsztatu w celu odprowadzania mgły chłodziwa oraz wymagania dotyczące zbierania wiórków
Mała maszyna CNC przeznaczona do użytku biurkowego może idealnie spełniać Wasze bieżące potrzeby projektowe i zmieścić się w narożniku garażu. Jednak jeśli planujecie już uaktualnienie sprzętu w ciągu dwóch najbliższych lat, to taki pośredni krok może okazać się marnotrawstwem zasobów, które lepiej byłoby od razu przeznaczyć na bardziej zaawansowane wyposażenie.
Ocenianie sztywności dla docelowych materiałów
Podstawowy materiał określa minimalne wymagania dotyczące sztywności. Mała frezarka CNC przeznaczona do prototypowania z aluminium będzie mieć trudności – lub w ogóle nie poradzi sobie – przy intensywnym frezowaniu stali. Dostosowanie konstrukcji maszyny do celów związanych z obrabianymi materiałami zapobiega rozczarowaniom i marnowaniu narzędzi.
Dla hobbystów i prac o niewielkim natężeniu:
- Opcje frezarek stołowych: Wystarczające do obróbki aluminium, mosiądzu, tworzyw sztucznych oraz lekkich frezowań stali węglowej
- Typowa konstrukcja: Ramki z aluminium, mniejsze prowadnice liniowe, napęd paskowy lub śrubowy
- Realistyczne oczekiwania: Poznanie podstaw CNC, tworzenie prototypów, wykonywanie funkcjonalnych elementów z miększych materiałów
- Możliwości ulepszeń: Rozważ, czy dana platforma umożliwia wymianę wrzeciona, zamianę śruby pociągowej na kulkową lub dodanie obudowy
Dla środowisk profesjonalnych i produkcyjnych:
- Budowa Przemysłowa: Ramy z żeliwa lub stalowe konstrukcje spawane o znacznej masie
- Precyzyjne systemy ruchu: Śruby kulowe, wysokiej jakości prowadnice liniowe, serwosilniki z sprzężeniem zwrotnym za pośrednictwem enkodera
- Możliwości wrzeciona: Wyższa moc silnika przy sztywnych systemach mocowania narzędzi, takich jak CAT40 lub BT30
- Funkcje produkcyjne: Automatyczne wymienniki narzędzi, systemy sondowania, zarządzanie chłodziwem
Mini maszyna CNC może wydawać się ograniczająca w porównaniu do pełnowymiarowego sprzętu, ale ograniczenia wymuszają kreatywność i pogłębiają proces uczenia się. Wielu poważanych frezarków zdobyło swoje umiejętności właśnie na skromnym sprzęcie, zanim przeszło na większe maszyny — podstawy pozostają te same niezależnie od rozmiaru maszyny.
Ekosystem oprogramowania oraz uwagi dotyczące krzywej uczenia się
Przepływ pracy od pomysłu do gotowego elementu odbywa się na każdym etapie za pośrednictwem oprogramowania. Zrozumienie tego łańcucha pomaga ocenić nie tylko samą maszynę, ale także kompletny ekosystem, w który się inwestuje.
CAD (projektowanie wspomagane komputerowo) tworzy model 3D lub rysunek 2D. Opcje obejmują darmowe narzędzia, takie jak Fusion 360 dla hobbystów, aż po profesjonalne pakiety, takie jak SolidWorks lub Inventor. Wybór oprogramowania CAD wpływa na zgodność plików oraz dostępność funkcji w dalszych etapach projektowania.
CAM (wytwarzanie wspomagane komputerowo) przekształca projekt w ścieżki narzędziowe – precyzyjne ruchy, które wykona maszyna. Oprogramowanie CAM oblicza parametry posuwu, obrotów i strategie frezowania na podstawie materiału, narzędzi oraz możliwości maszyny. Jakość oprogramowania CAM ma istotny wpływ na jakość powierzchni, czas cyklu oraz trwałość narzędzi.
Przetwarzanie przekształca uniwersalne ścieżki narzędziowe w kod G dostosowany do sterownika konkretnej maszyny. Różne sterowniki interpretują polecenia w różny sposób, dlatego odpowiednie procesory post-procesingowe są niezbędne do bezawaryjnej pracy.
Sterowanie maszyną wykonuje kod G, koordynując pracę silników, wrzeciona i chłodziwa w celu wyprodukowania detalu. Sterowniki obejmują proste systemy oparte na GRBL w przypadku stołowych maszyn CNC, aż po zaawansowane sterowniki Fanuc lub Siemens w przemysłowych urządzeniach.
Rozważ następujące czynniki związane z ekosystemem oprogramowania:
- Oprogramowanie dołączone: Niektóre maszyny są dostarczane w zestawie z oprogramowaniem CAM; inne wymagają osobnych zakupów
- Krzywa uczenia się: Złożone oprogramowanie profesjonalne oferuje większe możliwości, ale wymaga większych inwestycji w szkolenia
- Wsparcie społeczności: Popularne platformy oferują obszerne samouczki, fora dyskusyjne oraz udostępniane zasoby
- Subskrypcja kontra licencja dożywotnia: Kontynuujące się koszty oprogramowania wpływają na długoterminowe koszty eksploatacji
- Możliwości symulacji: Weryfikacja wirtualna pozwala wykryć błędy programowania jeszcze przed uszkodzeniem maszyn lub części
Wsparcie producenta i zasoby społecznościowe
Co dzieje się, gdy coś ulegnie awarii lub napotkasz problem, którego nie możesz rozwiązać samodzielnie? Wsparcie producenta i zasoby społecznościowe często decydują o tym, czy maszyna stanie się produktywnym narzędziem, czy drogim przedmiotem do dekoracji.
Oceń wsparcie producenta, zadając sobie następujące pytania:
- Jak szybko działają wsparcie techniczne telefoniczne i e-mailowe?
- Czy części zamienne są łatwo dostępne i mają rozsądne ceny?
- Czy producent udostępnia materiały szkoleniowe, filmy instruktażowe lub dokumentację?
- Od jak dawna firma działa na rynku i jaka jest jej reputacja w zakresie gwarancji i wsparcia produktów?
- Czy udostępniane są aktualizacje oprogramowania układowego oraz ulepszenia, czy maszyna pozostaje w konfiguracji z momentu zakupu?
Zasoby społecznościowe mają takie samo znaczenie, szczególnie w przypadku mniejszych producentów, którzy nie posiadają rozbudowanych działów obsługi klienta. Aktywne fora użytkowników, grupy na Facebooku oraz kanały na YouTube tworzą bazy wiedzy, które pomagają w diagnozowaniu problemów oraz wymianie wskazówek dotyczących optymalizacji. Popularne marki, takie jak Tormach, Haas oraz różne marki frezarek CNC do zastosowań biurowych, korzystają z zaangażowanych społeczności użytkowników, które skutecznie rozszerzają wsparcie zapewniane przez producenta.
Dla zakupujących profesjonalnych poszukujących gotowych do produkcji rozwiązań z udowodnionym wsparciem, ugruntowani producenci zapewniają spokój umysłu, którego alternatywy budżetowe nie potrafią zapewnić. Obiekty takie jak Shaoyi Metal Technology przedstawić, jak certyfikacja zgodnie z normą IATF 16949 oraz statystyczna kontrola procesów przekładają specyfikacje możliwości na spójne, rzeczywiste rezultaty — taką dojrzałość operacyjną, która rozwija się przez lata doświadczenia produkcyjnego.
Rekomendacje według segmentu użytkowników
Twoja sytuacja decyduje o tym, które kompromisy są uzasadnione. Poniżej znajdziesz praktyczne wskazówki oparte na typowych profilach zakupowych:
Hobbystyczni użytkownicy i osoby uczące się:
- Zacznij od frezarki CNC do użytku biurowego lub mini frezarki CNC w przedziale cenowym 2 000–5 000 USD
- Skup się na maszynach zdolnych do obróbki aluminium, które potrafią czasem przetwarzać także mosiądz lub zwykłą stal węglową
- W pierwszej kolejności wybierz platformy z aktywnymi społecznościami użytkowników oraz obszernymi materiałami edukacyjnymi
- Zarezerwuj budżet na wysokiej jakości uchwyty obróbkowe oraz podstawowy zestaw narzędzi — nie wydawaj całej kwoty wyłącznie na maszynę
- Zaakceptuj fakt, że późniejsza modernizacja jest czymś normalnym; Twoja pierwsza maszyna nauczy Cię, czego naprawdę potrzebujesz
Małe warsztaty i zaawansowani entuzjaści:
- Rozważ urządzenia stołowe lub lekkie przemysłowe w zakresie cenowym 10 000–30 000 USD
- W pierwszej kolejności zapewnij sztywność i precyzję umożliwiające obróbkę stali, co jest kluczowe przy wykonywaniu płatnych zleceń
- Zainwestuj w profesjonalne oprogramowanie CAM, które w pełni wykorzystuje możliwości maszyny
- Dokładnie oceniaj wsparcie producenta — przestoje generują koszty, gdy klienci czekają na realizację zleceń
- Planuj rozwój z wykorzystaniem maszyn akceptujących ulepszenia z zakresu automatyzacji, takie jak sondy pomiarowe i automatyczne wymienniki narzędzi
Środowiska produkcyjne i profesjonalne:
- Określ wyposażenie na podstawie udokumentowanych wymagań, a nie wyłącznie potencjalnych możliwości
- Weź pod uwagę całkowity koszt posiadania, w tym umowy serwisowe i szkolenia
- Sprawdź stabilność producenta oraz dostępność części zamiennych na cały przewidywany okres eksploatacji maszyny
- Rozważ użycie sprawdzonych przemysłowych urządzeń używanych od renomowanych marek jako alternatywę dla nowych maszyn budżetowych
- Upewnij się, że infrastruktura Twojego zakładu obsługuje dane wyposażenie — zasilanie, systemy montażowe, sterowanie warunkami środowiskowymi
Niezależnie od punktu wyjścia pamiętaj, że najlepszym ustawieniem maszyny CNC do obróbki metali jest to, którego rzeczywiście używasz do wytwarzania elementów. Analiza paraliżująca utrzymuje wielu potencjalnych wykonawców poza grą, podczas gdy inni zdobywają umiejętności dzięki praktycznemu doświadczeniu. Rozpocznij tam, gdzie pozwalają na to Twój budżet i dostępna przestrzeń, opanuj podstawy, a następnie dokonaj ulepszenia wtedy, gdy prawdziwe ograniczenia – a nie wyimaginowane – uniemożliwiają Ci realizację niezbędnych zadań.
Najczęściej zadawane pytania dotyczące frezowania metalu CNC
1. Do czego służy maszyna CNC do obróbki metali?
Maszyna CNC do metali wykorzystuje sterowanie numeryczne komputerowe (CNC) do zautomatyzowania cięcia, kształtowania i wytwarzania części metalowych z wyjątkową precyzją. Maszyny te wykonują zaprogramowane instrukcje w kodzie G, które kierują narzędziami tnącymi po obrabianych przedmiotach, usuwając materiał w celu uzyskania gotowych elementów. Typowymi rodzajami maszyn CNC są frezarki CNC do tworzenia trójwymiarowych konturów, tokarki do części cylindrycznych oraz noże plazmowe lub laserowe do cięcia blachy. Nowoczesne maszyny CNC do metali osiągają dokładność pozycjonowania na poziomie 0,0001 cala, co czyni je niezwykle ważnymi w przemyśle lotniczym, motocyklowym i medycznym, gdzie kluczowe są ścisłe допусki.
2. Jakie metale można obrabiać na maszynach CNC?
Maszyny CNC obsługują szeroki zakres metali, w tym aluminium, stal, stal nierdzewną, mosiądz, miedź i tytan. Aluminium charakteryzuje się najbardziej łagodnymi właściwościami obrabialności, umożliwiając szybkie prędkości skrawania i minimalne zużycie narzędzi. Stal wymaga bardziej sztywnych maszyn oraz starannego zarządzania ciepłem. Stal nierdzewna stwarza wyzwania związane z utwardzaniem powierzchni podczas obróbki, co wymaga stałego zanurzenia narzędzia w materiał i użycia ostrych narzędzi. Mosiądz i miedź są doskonałe do obróbki, zapewniając doskonałą jakość powierzchni. Tytan wymaga specjalistycznych narzędzi, intensywnego chłodzenia oraz obniżonych prędkości skrawania. Wybór materiału ma bezpośredni wpływ na dobór narzędzi, parametry skrawania oraz wymagania stawiane maszynom.
3. Czy frezowanie CNC jest trudne do opanowania?
Frezowanie CNC wymaga pewnego czasu na naukę, ale pozostaje dostępne dla wytrwałych początkujących. Podstawowe części można stworzyć w ciągu kilku godzin przy użyciu nowoczesnego oprogramowania CAD/CAM, które automatycznie generuje ścieżki narzędziowe na podstawie projektów 3D. Jednak opanowanie tej umiejętności — zrozumienie zachowania materiałów, optymalizacja parametrów frezowania oraz rozwiązywanie problemów — zwykle wymaga trzech lub więcej lat praktycznego doświadczenia. Rozpoczęcie nauki na frezarce CNC typu desktop z obróbką aluminium zapewnia łagodne środowisko do poznania podstaw przed przejściem do twardszych materiałów i bardziej rygorystycznych tolerancji.
4. Czy taniej jest zbudować maszynę CNC, niż ją zakupić?
Budowa maszyny CNC jest tańsza pod względem surowców, ale wymaga znacznych nakładów czasu na projektowanie, montaż, regulację i dostrajanie. Dla hobbystów ceniących doświadczenie edukacyjne, samodzielne budowy oferują korzyści edukacyjne wraz z oszczędnościami finansowymi. Jednak zakup komercyjnie produkowanej maszyny zapewnia sprawdzoną wydajność, wsparcie producenta, dokumentację oraz gwarancję. Środowiska produkcyjne zwykle bardziej skorzystają z zakupu wysokiej jakości sprzętu, który minimalizuje przestoje. Przy podejmowaniu tej decyzji należy wziąć pod uwagę wartość własnego czasu, umiejętności techniczne oraz zamierzone zastosowania.
5. Ile kosztuje maszyna CNC do obróbki metali?
Ceny frezarek CNC do metali wahają się od 2000 USD za stołowe urządzenia hobbystyczne do ponad 500 000 USD za przemysłowe wyposażenie produkcyjne. Stołowe frezarki CNC przeznaczone do obróbki aluminium i lekkich stali kosztują od 2000 do 8000 USD. Maszyny warsztatowe o zwiększonej zdolności cięcia stali kosztują od 8000 do 25 000 USD. Lekkie wyposażenie przemysłowe kosztuje od 25 000 do 75 000 USD, podczas gdy pełne maszyny produkcyjne firm takich jak Haas lub Mazak zaczynają się od około 75 000 USD. Poza ceną zakupu należy założyć dodatkowe wydatki w wysokości 15–25% na koszty eksploatacji w pierwszym roku, w tym na narzędzia, chłodziwo, oprogramowanie oraz konserwację.