 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Wytrzymałość wału korbowego z pręta a wykutego: który wytrzyma Twoje cele mocy
Kluczowa decyzja dotycząca wytrzymałości, przed którą staje każdy budowniczy silnika
Gdy dążysz do naprawdę dużych mocnych, jedno pytanie nie daje spać żadnemu entuzjastowi budowania silników wysokiej wydajności: który sposób produkcji wału korbowego rzeczywiście wytrzyma Twoje cele mocy? Niezależnie od tego, czy budujesz silnik na weekendowe rajdy, czy na specjalistyczny samochód dragster, zrozumienie różnicy między wałem korbowym z litego materiału a wytłaczanym to nie tylko wiedza techniczna — to ubezpieczenie Twojego silnika.
Oto surowa prawda. Awaria wału korbowego nie oznacza tylko uszkodzonej części. Oznacza katastrofalne zniszczenie silnika. Mówimy o zespoле wirującym z prędkością tysięcy obr./min, który nagle ulega zerwaniu, wysyłając odłamki przez blok, głowicę i wszystko inne, w co zainwestowałeś. Pełna budowa silnika może łatwo przekroczyć kwotę 20 000–50 000 USD w poważnych zastosowaniach sportowych, a jedna awaria wału korbowego może zniszczyć wszystko w mgnieniu oka.
Dlaczego wytrzymałość wału korbowego decyduje o przeżyciu silnika
Walec korbowy znajduje się w centrum Twojego silnika, przekształcając gwałtowny ruch posuwisty tłoków w użyteczną moc obrotową. Zgodnie z Engine Labs , doświadczeni konstruktorzy rozumieją, że wybór odpowiedniego wału korbowego wymaga analizy czynników daleko wykraczających poza oczekiwane moce silnika. Każde spalanie przesyła ogromne siły przez ten pojedynczy element, który musi wytrzymać ciągłe gięcie, naprężenia skrętne i cykle termiczne — wszystko przy zachowaniu idealnej równowagi.
Pomyśl o tym, co dzieje się w silniku wysokiej wydajności. Możesz używać nowego silnika V8 typu Boss Nine generującego ekstremalną moc, albo tunowanego samochodu ulicznego osiągającego ponad 20 PSI nadciśnienia. W obu przypadkach wałek korbowy jest narażony na obciążenia, które zniszczyłyby słabsze komponenty. Różnica między kованym a frezowanym wałkiem korbowym często decyduje o tym, czy Twój silnik przetrwa te obciążenia, czy stanie się drogą kupą złomu.
Poważne konsekwencje błędnego wyboru
Błędny wybór to nie tylko utrata wałka korbowego. Jak zauważają eksperci branżowi z SoFi , sama wymiana wałka korbowego może kosztować ponad 3000 dolarów, wliczając części i pracę — a to jedynie dla standardowego pojazdu. W przypadku silnika wysokiej wydajności należy znacznie zwiększyć tę kwotę. Ale rzeczywisty koszt wynika ze szkód ubocznych: zniszczonych tłoków, wygiętych drążków łączących, pękniętych bloków cylindrów i uszkodzonych głowic cylindrów.
Ten przewodnik przebija się przez marketingowy szum, aby zapewnić obiektywną, opartą na danych porównanie metod produkcji wałów korbowych. Dowiesz się:
- Jak metody kute i billet tworzą zasadniczo różne charakterystyki wytrzymałości
- Na jakich konkretnych progi mocy każdy typ wału korbowego staje się konieczny
- Powszechne błędy, które prowadzą budowniczych do przepłacania — lub co gorsza, niedostawiania
- Jasne rekomendacje oparte na Twoich rzeczywistych celach mocy i zamierzanym zastosowaniu
Kolektory wałów korbowych wykonane metodą kucia z pręta oraz tradycyjnie kucone mają uzasadnione zastosowanie w silnikach wysokiej wydajności. Wysokiej jakości kuty wał korbowy doskonale radzi sobie w większości konstrukcji przeznaczonych do ulicy i toru o dużej mocy. Wał korbowy wykonany z pręta (billet) staje się logicznym wyborem, gdy dążysz do ekstremalnego doładowania, niestandardowych specyfikacji lub stabilnej pracy przy bardzo wysokich obrotach. Kluczowe jest dobranie odpowiedniej metody produkcji do konkretnych wymagań Twojej konstrukcji — ponieważ wymagania dotyczące wytrzymałości różnią się znacząco w zależności od poziomu mocy, zamierzonego zastosowania oraz częstotliwości, z jaką planujesz wykorzystywać te granice.
W jaki sposób ocenialiśmy wytrzymałość i trwałość wałów korbowych
Brzmi skomplikowanie? Zrozumienie, jak porównujemy wytrzymałość kutej korbowody do wydajności z blachy nie wymaga stopnia metalurga. Wymaga jednak spojrzenia poza deklaracje producentów i marketingowe frazesy. Nasza metoda oceny koncentruje się na mierzalnych cechach, które bezpośrednio wpływają na to, czy wał korbowy wytrzyma Twoje cele pod względem mocy — czy stanie się słabym ogniwem w układzie wirującym.
Porównując korbowody kutego z procesami toczenia z blachy, priorytetem jest rzeczywista trwałość przy ekstremalnym obciążeniu, a nie teoretyczne maksimum, które ma znaczenie tylko w warunkach laboratoryjnych. Kuty wał korbowy, który stabilnie obsługuje 1200 KM przez 500 przejść, jest bardziej wartościowy niż model z blachy rated na 2000 KM, który niestabilnie ulega awarii przy 1500 KM.
Wskaźniki wytrzymałości, które naprawdę mają znaczenie
Zanim przejdziesz do metod produkcji, musisz zrozumieć, co właściwie oznacza „wytrzymałość” w odniesieniu do wału korbowego. Cztery podstawowe parametry decydują o tym, czy Twój układ wirujący wytrzyma pożądane moce:
Wytrzymałość na rozciąganie mierzy maksymalne naprężenie, jakie materiał może wytrzymać przed zerwaniem podczas rozciągania. W przypadku wałów korbowych ma to największe znaczenie podczas pracy przy wysokich obrotach, gdy siły odśrodkowe próbują oderwać cięgna od głównych panewek.
Wytrzymałość na zginanie wskazuje poziom naprężenia, przy którym zaczyna się trwałe odkształcenie. Wał korbowy, który ugina się – nawet nieznacznie – pod obciążeniem, jest już bezużyteczny. Ten parametr mówi, ile uderzeń wał może wchłonąć, zanim dojdzie do trwałego odkształcenia.
Odporność na zmęczenie reprezentuje zdolność wału korbowego do wytrzymywania cyklicznych obciążeń bez powstawania pęknięć. Zgodnie z High Performance Academy , promień zaokrąglenia, gdzie panewki łączą się z ramionami, to jedno z najbardziej obciążonych miejsc wału korbowego — właśnie tutaj zwykle zaczynają się pękania, co sygnalizuje koniec użytecznego życia wału.
TORSYJNA SZTYWNOŚĆ opisuje odporność na siły skręcające. Każde spalanie generuje obciążenia skręcające, które próbują skręcić wał korbowy jak sprężynę. Niewystarczająca sztywność prowadzi do wibracji harmonicznych, które przyspieszają zużycie zmęczeniowe i mogą uszkodzić łożyska.
Wpływ metod produkcji na strukturę ziarna
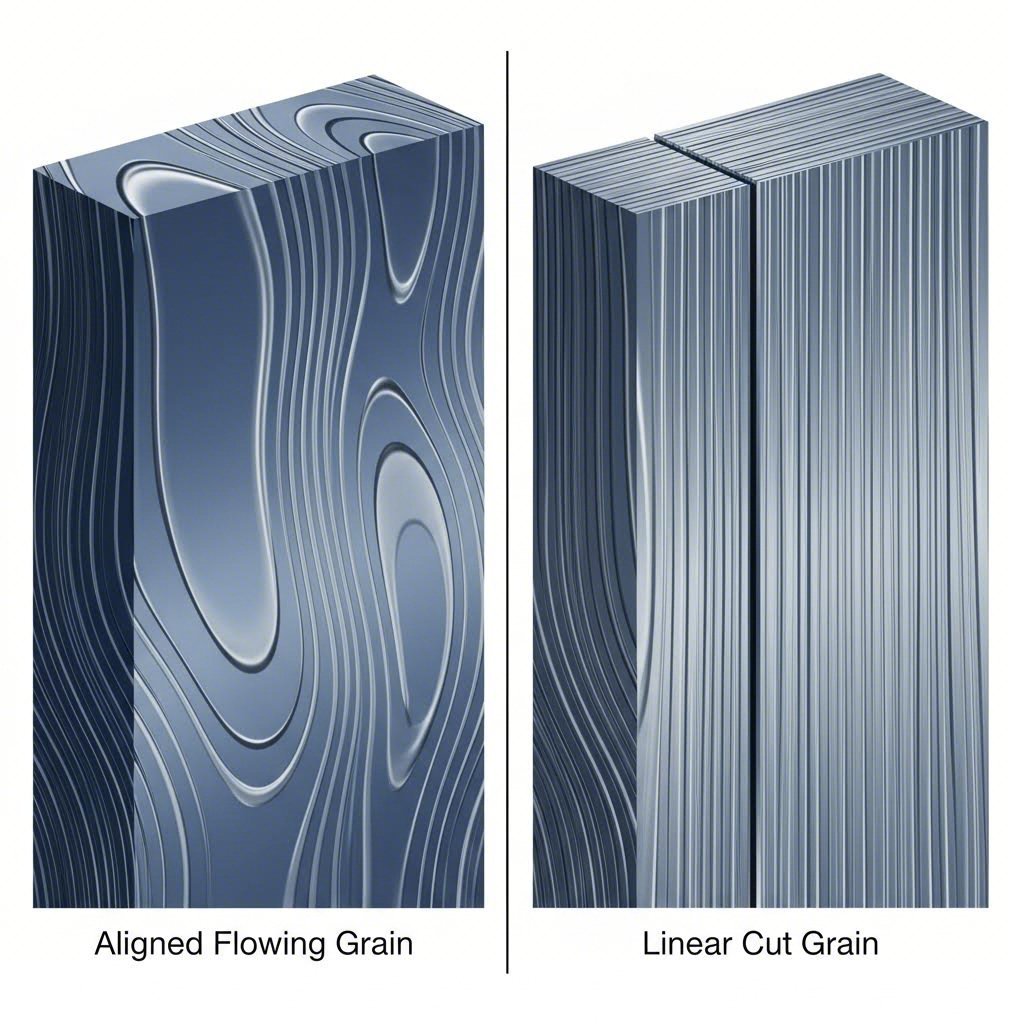
Tutaj pojawia się istotna różnica między wałami korbowymi z litego materiału a kowanymi. Gdy wytwarza się wał z litej belki stalowej poprzez frezowanie, przecina się istniejącą strukturę ziarnową materiału. Podczas kucia wałów za pomocą ciepła i ciśnienia, ziarna płyną nieprzerwanie wzdłuż konturów elementu.
Wyobraź sobie pokrojenie kawałka drewna. Przecięcie poprzecznie do włókien tworzy słabe miejsce, w którym łatwiej dochodzi do rozszczepienia. Natomiast ciągnięcie wzdłuż włókien zapewnia maksymalną wytrzymałość. Ta sama zasada dotyczy stali — choć efekty są bardziej subtelne.
Jak zauważają eksperci od obróbki metali w MetalTek, proces kucia zmienia strukturę ziarnową i może "kierować" lub "ustawiać" ją w określonym kierunku, tworząc element o kierunkowo zwiększonej wytrzymałości. Wykuwane części są anizotropowe — mają różne wartości wytrzymałości w różnych kierunkach — podczas gdy części obrobione z pręta są bardziej izotropowe, cechując się jednolitymi właściwościami w całej objętości.
Ta różnica w strukturze ziarnowej prowadzi do ciekawego paradoksu. Przy równych pozostałych warunkach, odpowiednio wykuty wał korbowy zachowuje lepszy przepływ ziarna niż obrobiony z pręta. Jednak producenci wałów z pręta kompensują to lepszymi materiałami oraz precyzyjną obróbką, eliminującą wady związane z kuciem. Rezultat? Oba podejścia mogą dać wyjątkowe wały korbowe, jeśli zostaną odpowiednio wykonane — ale najlepiej sprawdzają się w różnych zastosowaniach.
Podczas dobierania wału korbowego do innych komponentów układu wirującego, takich jak wysokiej jakości wały rozrządu Lunati lub wydajne wały rozrządu Bullet, zrozumienie różnic materiałowych pozwala stworzyć spójny zestaw. Dyskusja na temat tłoków typu H a I opiera się na podobnych zasadach metalurgicznych – chodzi o dopasowanie odpowiedniej konstrukcji do indywidualnych wymagań dotyczących mocy i obrotów.
Materiał ma znaczenie: porównanie stopów stali
Poza metodą produkcji, materiał bazowy znacząco wpływa na końcową wydajność wału korbowego. Oto z czym możesz się spotkać na rynku aftermarketowym:
stal 4340: Standard przemysłowy dla wyrzutni wysokiej wydajności. Ten stop niklu, chromu i molibdenu oferuje doskonałą wytrzymałość na rozciąganie (zwykle 180 000–200 000 PSI przy odpowiednim hartowaniu), dobrą odporność udarową oraz odporność na zmęczenie materiału. Większość wysokiej jakości kutej i frezowanej (billet) stali korbowej używa stali 4340.
stal 5140: Stal chromowa występująca w wielu fabrycznie kowanych wałach korbowych. Niższa zawartość stopów oznacza niższy koszt, ale również mniejszą wytrzymałość graniczną w porównaniu do 4340. Wystarczająca dla umiarkowanych wersji wysokowydajnych, ale nieidealna w zastosowaniach ekstremalnych.
stal 4130: Często stosowana w zastosowaniach lotniczych i niektórych lekkich konstrukcjach wałów korbowych. Dobre stosunku wytrzymałości do masy, ale mniejsza odporność na zmęczenie niż 4340 w zastosowaniach wałów korbowych.
Stal EN40B: Gdy materiał 4340 nie wystarcza, poważni konstruktorzy sięgają po ten materiał o wyższych specyfikacjach. Zgodnie z badaniami High Performance Academy przeprowadzonymi wraz z Nitto Performance Engineering, silniki generujące ponad 2500 KM na kole potrzebowały większej sztywności niż oferuje materiał 4340. Wał korbowy ulegał odkształceniom pod wpływem ekstremalnych ciśnień w cylindrach i przy wysokich obrotach, co prowadziło do kontaktu metal–metal pomiędzy szyjkami a łożyskami – co skutkowało katastrofalnym uszkodzeniem. Materiał EN40B eliminuje to ograniczenie w najbardziej ekstremalnych zastosowaniach.
Nasze Kryteria Oceny w Pięciu Punktach
W trakcie tego porównania oceniamy wały korbowe według następujących kryteriów:
- Wytrzymałość zmęczeniowa przy obciążeniach cyklicznych: Po ilu cyklach mocy pojawiają się pęknięcia, testowane przy realistycznych poziomach mocy
- Stabilność skrętna przy docelowych obrotach: Odporność na skręcanie i wibracje harmoniczne w zakładanym zakresie pracy
- Jednorodność materiału i wskaźnik wad: Zapewnienie jakości, które gwarantuje, że każdy wał korbowy spełnia specyfikacje
- Efektywność obróbki cieplnej: Prawidłowe hartowanie maksymalizujące właściwości materiału bez powodowania kruchości
- Wartość względem poziomu mocy: Kosztoefektywność dla konkretnych celów związanych z mocą—ponieważ przepłacanie za wytrzymałość wału korbowego, której nigdy nie potrzebujesz, marnuje zasoby, które lepiej można wydać gdzie indziej
Te kryteria priorytetyzują to, co naprawdę ma znaczenie, gdy silnik wytwarza moc: przetrwanie w warunkach rzeczywistych. Mając ten ramy ustalone, możemy teraz przeanalizować konkretne opcje wałów korbowych i określić, która metoda produkcji najlepiej służy różnym poziomom mocy i zastosowaniom.
Wysokiej jakości Wały Korbowe z Bloku dla Maksymalnej Mocy
Gdy budowa silnika wymaga absolutnej maksymalnej wytrzymałości bez jakichkolwiek kompromisów, wał korbowy z bloku staje się ostatecznym rozwiązaniem. Wyobraź, że zaczynasz od solidnego pręta wysokiej jakości stali—sprawdzonego, potwierdzonego i gwarantowanego wolnego od wewnętrznych wad—który następnie jest obrabiany na walec dokładnie odpowiadający wymaganiom Twojej budowy. To przewaga wału z bloku w jego najczystszej formie.
Korb wytłoczony reprezentuje szczyt inżynierii zespołu wirującego. W przeciwieństwie do kutej konstrukcji formowanej za pomocą stempli, korbowód wytłoczony zaczyna się jako jednorodny pręt stalowy, zazwyczaj ze stali 4340 lub EN40B, a następnie poddawany jest precyzyjnej obróbce CNC w celu stworzenia gotowego elementu. Według ekspertów z Engine Builder Magazine , "Wytłoczenie oznacza rozpoczęcie od zera. To czysta kartka. Nie jesteś ograniczony przez istniejące kształty stempli ani ograniczenia kucia."
Gdy maksymalna wytrzymałość jest warunkiem bezwzględnym
Tutaj budowa z wytłoczenia naprawdę się pojawia: zastosowania, w których granice zmęczeniowe kutej wału korbowego po prostu nie nadążają za obciążeniami. Mówimy o silnikach wytwarzających ponad 2000 KM, systemach tlenku azotu dostarczających ogromne chwilowe skoki momentu obrotowego, albo o samochodach dragsterowych z podwójnym turbosprężarkami startujących z pełnym nadciśnieniem i przekładnią lencodrive absorbującą obciążenia.
Korb LS Billet Reaper firmy Howards Cams stanowi przykład tej ekstremalnej możliwości. Jak podano przez Dragzine , ten wał korbowy jest "w stanie wytrzymać ponad 2000 koni mechanicznych", wykorzystując materiał E4230 z pełnej tulei, zapewniający wyjątkową wytrzymałość i dłuższą żywotność łożysk głównych. Jest obrabiany numerycznie z dokładnymi tolerancjami, a jego przeciwwagi zaprojektowane komputerowo zmniejszają obciążenia łożysk i poprawiają precyzję równoważenia.
Co czyni budowę z pełnej tulei szczególnie odpowiednią dla tych ekstremalnych zastosowań? Trzy kluczowe zalety:
Inspekcja materiału przed obróbką: Zanim rozpocznie się jakakolwiek obróbka, producenci mogą zweryfikować, czy pręt spełnia dokładnie określone specyfikacje. Nie ma ukrytych wtrąceń, porowatości ani nieregularności ziarna wewnątrz — problemów, które mogą wystąpić podczas kucia i pozostawać niewykryte aż do awarii.
Pełna swoboda projektowania: Potrzebujesz niestandardowego skoku dla wału korbowego SBC z litego materiału? Niestandardowe rozmieszczenie cylindrów w silniku big block Chevy? Nietypowe ułożenie cięgieł? Lity materiał to rozwiązanie. Jak wyjaśnia Steve Arent z firmy Scat Crankshafts: "Wały korbowe z litego materiału mogą być w pełni dostosowane pod względem skoku, konfiguracji cięgieł, wymiarów szyjek, układu smarowania lub specjalnych zastosowań."
Wyższa spójność materiału: Struktura ziarna w stali litej jest liniowa i jednolita na całej długości, zapewniając przewidywalną odporność na zmęczenie całego elementu. Ta jednolitość staje się kluczowa, gdy obciążenia skrętne osiągają poziom, który przekracza granice zmęczeniowe kutej korbowody.
Zastosowania idealne dla konstrukcji z litego materiału
Kiedy więc wydawanie dodatkowych pieniędzy na lity materiał naprawdę się opłaca? Zastosowania te mieszczą się w konkretnych kategoriach, w których kute alternatywy po prostu nie są w stanie zapewnić wymaganej wydajności:
Dedykowane drag racing powyżej 1800–2000 KM: Gdy Twoja konfiguracja z doładowaniem mechanicznym lub turbodoładowaniem generuje naprawdę dużą moc, wał korbowy ze stali wyciętej z litego kawałka materiału oferuje niezbędną wytrzymałość. Wielu kierowców szukających skrzyni biegów Lenco CS1 4-speed do sprzedaży buduje właśnie tego typu silniki, które wymagają wytrzymałości wału korbowego na poziomie billet.
Zastosowania tlenku azotu: Chwilowe szpilki momentu obrotowego wynikające z zastosowania tlenku azotu tworzą unikalne wzorce naprężeń, które obciążają wały korbowe inaczej niż w przypadkach z doładowaniem. Jednolite właściwości materiału billet lepiej radzą sobie z takimi nagłymi obciążeniami w sposób bardziej przewidywalny.
Niestandardowe wymagania skoku tłoka: Budujesz silnik o niestandardowej długości skoku tłoka? Materiał billet to często jedyna praktyczna opcja. Brook Piper z Callies Performance Products zauważa: „Tylko w świecie dużych bloków Chevroleta mieliśmy przez lata odstęp między cylindrami od 4,840", 4,900", 5,000", 5,250" aż do 5,300". Nie opłaca się robić osobnego odlania dla każdej z tych kombinacji — billet to jedyna praktyczna alternatywa."
Ciągnięcie traktora i ekstremalne obciążenia długotrwałe: Zastosowania wymagające długotrwałego maksymalnego wysiłku korzystają z wytrzymałości wałków kutej konstrukcji. Zgodnie z danymi branżowymi, niektóre konfiguracje ciągników wyścigowych wymagają od 25 do 32 godzin pracy maszyny na pojedynczym wale kutej konstrukcji, aby osiągnąć wymagane specyfikacje.
Zalety wałów korbowych kutej konstrukcji
- Ostateczny potencjał wytrzymałości: Zweryfikowana jakość materiału przed obróbką gwarantuje maksymalną możliwą wytrzymałość z wybranego stopu
- Pełne opcje niestandardowego skoku: Dowolny skok, dowolna rozwartość cylindrów, dowolna konfiguracja przeciwwag — wałek kutych zapewnia dokładnie to, czego wymaga Twoja konstrukcja
- Spójność materiału: Liniowa, jednolita struktura ziarna na całej długości zapewnia przewidywalną odporność na zmęczenie
- Optymalizacja stref o wysokim obciążeniu: Inżynierowie mogą dokładnie wzmocnić miejsca łożysk tłokowych, ramion głównych i zaokrągleń, zgodnie z potrzebami
- Dokładne tolerancje: Obróbka CNC zapewnia lepszą współosiowość, równowagę i wymiary journal niż dopuszczają to matryce kute
- Wyjątkowa trwałość: Korbaki z litego materiału, odpowiednio konserwowane, regularnie wytrzymują ponad 20 lat w warunkach intensywnego użytkowania
Wady korbaków z litego materiału
- Najwyższy koszt: Korbaki z litego materiału zazwyczaj kosztują o 1000–1200 USD więcej niż ich kute odpowiedniki od producentów takich jak Callies, a wersje wysokiej niestandardowości od Scat mogą być droższe o 2000–8000 USD od opcji kuty
- Dłuższe czasy realizacji: Cały proces produkcyjny trwa od kilku dni do kilku tygodni, w zależności od skomplikowania i obciążenia zakładu
- Potencjalne zagrożenie powstawaniem koncentratorów naprężeń podczas obróbki: Nieprawidłowo wyprodukowane korbaki z litego materiału mogą wykazywać koncentracje naprężeń na powierzchniach obrobionych — kontrola jakości ma ogromne znaczenie
- Nie są z natury silniejsze niż kute: Jak stwierdza Brook Piper z Callies: „Jeśli masz dwa wały korbowe wykonane z dokładnie tego samego materiału – jeden kowany, drugi frezowany z litego pręta – to walec kowany będzie za każdym razem silniejszy" dzięki kompresji struktury ziarnistej
- Wymaga odpowiedniego usunięcia naprężeń: Metal ma pamięć, dlatego podczas obróbki konieczne jest staranne usuwanie naprężeń, aby zapobiec niestabilności wymiarowej
Główny wniosek? Wale korbowe frezowane z litego pręta stają się niezbędne, gdy poziom mocy generuje obciążenia skrętne przekraczające granice zmęczenia wałów kowanych. Poniżej tych progów płacisz premiową cenę za możliwośc, której nigdy nie wykorzystasz. Jak szczerze przyznaje Piper: „Dziewięć razy na dziesięć nasz walek kowany poradzi sobie z zadaniem. Dlatego omawiamy to szczegółowo z klientami."
Wysokiej jakości wał korbowy w parze z wałem korbowym uzupełnia układ obrotowy, jednak wybór wału korbowego pozostaje najważniejszy. Zrozumienie, kiedy zalety wału billet uzasadniają inwestycję – a kiedy wysokiej klasy alternatywa kowana zapewnia równie dobre właściwości w praktyce – pozwala odróżnić świadomych budowniczych od tych, którzy gonią za specyfikacjami, których nigdy nie będą potrzebować.

Kowane wały korbowe ze stali 4340 do zastosowań wydajnościowych
Oto realistyczna ocena, która może was zaskoczyć: dla ogromnej większości konstrukcji wysokich osiągów, wysokiej jakości kowany wał korbowy ze stali 4340 oferuje wszystko, czego potrzebujecie – i to bez wyższej ceny typowej dla wersji billet. Kiedy zrozumiecie, dlaczego proces kucia tworzy od początku wytrzymalsze wały korbowe, zauważycie, dlaczego producenci tacy jak Callies cranks oparli swoją renomę na tej sprawdzonej technologii.
Kowany wał korbowy reprezentuje optymalny punkt równowagi, w którym siła, niezawodność i wartość się spotykają. Według Callies Performance Products , "Dziewięć razy na dziesięć nasze kucie wykona robotę." To nie żaden marketingski bełkot — to doświadczenie zdobyte przez lata wyścigów, sprecyzowane w praktycznych wskazówkach dla poważnych budowniczych.
Punkt słodyczy dla poważnych konstrukcji wysokiej wydajności
Co czyni wał korbowy Callies lub podobny wysokiej klasy kute wał korbowy tak atrakcyjnym wyborem? Zaczyna się od samego procesu produkcyjnego. W przeciwieństwie do odlewania, polegającego na wlewaniu stopionego metalu do form, czy frezowania z pełnego pręta, kucie kształtuję nagrzany stalowy materiał pod ogromnym ciśnieniem. Ten proces fundamentalnie zmienia wewnętrzną strukturę metalu w pozytywny sposób.
Gdy stal jest nagrzewana i kompresowana w wykrojnikach kowanych na prasie wielotonowej, struktura ziarna przepływa w sposób ciągły wzdłuż konturów wałka. Jak wyjaśnia Brook Piper z Callies: „Jeśli masz dwa wałki wykonane z dokładnie tego samego materiału – jeden kowany, drugi frezowany z pełnej bryły – kowany wałek będzie za każdym razem silniejszy.” Dzieje się tak, ponieważ kucie kompresuje i wyrównuje strukturę ziarna, tworząc kierunkową wytrzymałość dokładnie tam, gdzie jest najbardziej potrzebna.
Liczby mówią same za siebie. Wysokiej jakości kowane wałki 4340 z renomowanych producentów bezpiecznie wytrzymują od 1200 do 1800 koni mechanicznych w odpowiednio zaprojektowanych zastosowaniach. Dla silników ulicznych/trasowych o mocy 800–1200 KM – co obejmuje znaczną większość poważnych silników wysokiej wydajności – kowane wałki oferują nadzwyczajną wartość. Zgodnie z Spool Imports , ich kowane wałki LS o stroke’ach 3,622” i 4,000” pięknie radzą sobie z tymi poziomami mocy, gdy są zrównoważone z wysokiej jakości kowanymi tłokowodami typu H-beam lub Drag Pro.
Dlaczego przepływ ziarna ma znaczenie dla odporności na zmęczenie
Wyobraź sobie wiązkę stalowych linek skręconych razem, a następnie wygiętych, aby śledziły określony kształt. Każdy kabel zachowuje swoje właściwości, podczas gdy wiązka zyskuje zbiorową wytrzymałość dzięki wspólnemu kierunkowi. Dokładnie to samo dzieje się ze strukturą ziarnową stali podczas kucia – struktura krystaliczna ustawia się i płynie zgodnie z kształtem elementu.
To uporządkowane przepływanie ziarna zapewnia lepszą odporność na zmęczenie w porównaniu do detali obrabianych z pręta w wielu zastosowaniach. Oto dlaczego to ma znaczenie:
Umocnienie odkształceniowe: Sam proces kucia powoduje umocnienie stali przez odkształcanie. Gdy metal jest ściskany i formowany, jego struktura krystaliczna staje się gęstsza i bardziej odporna na odkształcenia. To wewnętrzne wzmocnienie zachodzi w całym procesie kucia – nie tylko kształtujesz metal, ale także czynisz go silniejszym.
Ciągłe granice ziarnowe: W korbach kutej granice ziaren ciągną się nieprzerwanie od czopa głównego przez ramię korbowe do ciężarka równoważącego. Nie ma gwałtownych przejść, w których mogłaby skupiać się naprężenia. W porównaniu do toczenia z pełnej tulei, które przecina istniejącą strukturę ziarnową niezależnie od końcowego kształtu korby.
Odporność na pęknięcia zmęczeniowe: Zwykle pęknięcia zmęczeniowe powstają na granicach ziaren tam, gdzie występują skupienia naprężeń. Dzięki wyrównanej przepustowości ziaren, następującej za konturami korby, kutym wałom udaje się równomierniej rozprowadzać naprężenia i lepiej zapobiegać inicjowaniu pęknięć niż elementom o przerwanej strukturze ziarnowej.
Jakość zależy również w dużym stopniu od pochodzenia materiału i sposobu jego przetwarzania. Jak zauważa Brook Piper z Callies: "Wyrażenie «stal 4340» to bardzo szerokie określenie. W wielu częściach świata istnieją trudności z czystością materiału, mimo to nadal spełnia on parametry stali 4340". Dlatego tak ogromne znaczenie ma wybór kutych wałów korbowych od producentów kontrolujących łańcuch dostaw materiałowych.
Callies, na przykład, pozyskuje surowce na całym świecie, aby stworzyć to, co uznaje za najczystszy pręt SAE 4340 przeznaczony do linii wałów korbowych Magnum. Ich seria Compstar oferuje tańsze rozwiązanie — wykucie za granicą w należących do Callies matrycach, obróbka zgrubna do wymiarów przedwykańczających, a następnie dokończenie produkcji w Ohio. Takie podejście zapewnia opłacalną wartość dla zastosowań wyścigowych o mocy do około 1 000 koni mechanicznych.
Poziomy jakości kutej wały korbowego
Nie wszystkie kute wały korbowe są równe sobie. Zrozumienie poziomów jakości pozwala dopasować inwestycję do zakładanej mocy silnika:
Premium kuty krajowy (Callies Magnum, podobne): Wyprodukowane w USA z krajowego materiału 4340 o maksymalnej zawartości niklu i optymalnym hartowaniu cieplnym. Niezawodne przy mocy od 1 500 do 1 800 koni mechanicznych we właściwie zaprojektowanych zastosowaniach. Wyższa twardość powierzchni dzięki zaawansowanym procesom azotowania.
Kuty średniej półki (Callies Compstar, podobne): Wykute za granicą w kontrolowanych jakościowo matrycach, wykończone krajowo. Brook Piper sugeruje, że są idealne dla "entuzjasty, który chce korbowodu big-block do 800 koni mechanicznych. Nasz Compstar poradzi sobie z tym przez cały dzień." Opłacalne przy budowie silników o mocy poniżej 1000 KM.
Wykonane metodą kucia – oszczędne: Kuć importowane z niższymi standardami materiałowymi. Nadają się do łagodnych wersji pod nânganiem wydajności, ale nie są zalecane do poważnych zastosowań wymagających dużej mocy, gdzie liczy się trwałość zmęczeniowa.
Łącząc wykuty korbowód z wysokiej jakości tłokami Carrillo lub podobnymi kowanymi tłokami, tworzysz zestaw obrotowy o dopasowanych cechach wytrzymałości. Ta synergia między komponentami maksymalizuje niezawodność, jednocześnie utrzymując rozsądny poziom kosztów.
Zalety wykutych korbowodów ze stali 4340
- Doskonała trwałość zmęczeniowa: Wyrównana struktura ziarna zapewnia doskonałą odporność na inicjowanie i propagację pęknięć pod wpływem cyklicznych naprężeń
- Zapewnia niezawodność: Dekady sukcesów w wyścigach dowodzą, że wykute korbowody radzą sobie z dużą mocą, o ile zostały odpowiednio dobrane
- Lepsza wartość niż frezowane (billet): Korbany kute premium kosztują o 1000–1200 USD mniej niż odpowiedniki z materiału maszynowego, oferując jednocześnie wystarczającą wydajność do 90% zastosowań
- Szeroka dostępność: Wielu producentów oferuje wersje kute do popularnych konstrukcji silników, z rozsądnymi czasami dostawy
- Zwiększone twardość użytkową: Sam proces kucia zapewnia naturalne zalety wytrzymałościowe wykraczające poza właściwości podstawowego materiału
- Ustalone progi mocy: Istnieją jasne, sprawdzone wytyczne określające, kiedy korbanie kute są odpowiednie, a kiedy należy dokonać ulepszenia
Wady kutej wałków korbowych ze stali 4340
- Ograniczone opcje niestandardowych skoków: Kucie wymaga drogich form, przez co niestandardowe skoki są nieopłacalne przy małych seriach produkcyjnych
- Potencjalne wady kucia: Jeśli kontrola jakości jest niewystarczająca, wady wewnętrzne mogą ujść wykryciu aż do awarii – zawsze wybieraj renomowanych producentów
- Zmiennosc źródła materiału: Kuźnie zagraniczne mogą używać stali 4340, która formalnie spełnia specyfikacje, ale ma niższą zawartość niklu lub gorszą czystość
- Ograniczenie mocy: Powyżej 1800 koni mechanicznych nawet wysokiej jakości kute wały korbowe zbliżają się do granic zmęczenia przy długotrwałym użytkowaniu
Podsumowanie? Dla 90% pojazdów wysokiej wydajności generujących poniżej 1500 koni mechanicznych, wysokiej jakości kuty wał korbowy ze stali 4340 to rozsądny wybór. Inwestujesz w sprawdzoną technologię o potwierdzonej niezawodności, oszczędzając budżet na inne elementy zespołu wirującego, gdzie ta oszczędność naprawdę ma znaczenie.
Jak mówi Brook Piper z Callies: „Powiedzmy, że entuzjasta chce korbowodu big-block do 800 koni mechanicznych. Nasz Compstar wytrzyma to bez problemu. Jeśli chcą amerykańskiego produktu o dłuższej żywotności, będą musieli wydać 3000 dolarów na korbowód ze stali wyciętej z litego pręta, ale właśnie to jest naszą specjalnością. Siadamy i próbujemy dostosować się do potrzeb klienta." Tego rodzaju szczery podejście – dobieranie korbowodów zgodnie z rzeczywistymi wymaganiami, a nie maksymalnymi specyfikacjami – to właśnie to, co odróżnia kompetentnych budowniczych od tych, którzy po prostu szukają powodów do chełplenia się.
Precyzyjne korbowody wykonane metodą gorącego kucia z certyfikowaną jakością
Co odróżnia dobry kute wał korbowy od wyjątkowego? Nie chodzi tylko o stop stali ani podstawowy proces kucia – liczy się precyzja, spójność i zapewnienie jakości za każdym razem, gdy element opuszcza linię produkcyjną. Dla profesjonalnych budowniczych silników i zespołów wyścigowych, którzy nie mogą sobie pozwolić na zmienność, precyzyjne kute na gorąco wały korbowe produkowane zgodnie z certyfikatem IATF 16949 stanowią rozwiązanie profesjonalnej klasy, które wypełnia lukę pomiędzy standardowymi opcjami kowanymi a premium konstrukcjami z blachy.
Gdy porównuje się odlewane wały korbowe z kowanymi, różnice są oczywiste. Jednak nawet wśród kowanych rozwiązań jakość produkcji różni się diametralnie. Precyzyjny wał kuty na gorąco, wyprodukowany przy zastosowaniu zaawansowanych kontroli procesu i certyfikowanego zarządzania jakością, oferuje spójność, której zwykłe kowanki po prostu nie mogą dorównać – i to po cenie odpowiadającej poważnym projektom.
Certyfikowany kontrola jakości dla komponentów krytycznych
Prawdopodobnie spotkałeś się z certyfikatem IATF 16949, nie wiedząc dokładnie, co oznacza dla jakości wału korbowego. Ten międzynarodowy, uznawany standard zarządzania jakością dotyczy specjalnie wymagań produkcji motoryzacyjnej i nakłada rygorystyczne kontrole procesów, udokumentowane procedury oraz protokoły ciągłej poprawy. Gdy producent posiada ten certyfikat, otrzymujesz więcej niż tylko wał korbowy – otrzymujesz gwarancję spójności produkcji.
Dlaczego to ma znaczenie dla Twojego zespołu wirującego? Rozważ, co się dzieje podczas odlewania wału lub podstawowych operacji kucia bez surowych kontroli:
- Wahania temperatury podczas nagrzewania powodują niestabilną strukturę ziarna
- Zużycie matrycy powoduje różnice wymiarowe między partiami produkcyjnymi
- Niewystarczająca kontrola pozwala na wysyłanie wadliwych komponentów
- Substytucja lub zanieczyszczenie materiału przechodzą niezauważone
Certyfikowana precyzyjna kucia eliminuje te zmienne. Zgodnie z Queen City Forging, proces kucia promuje bardziej jednorodną strukturę materiału, zmniejszając obecność wtrąceń lub segregacji, które mogą działać jako skupiska naprężeń i prowadzić do uszkodzeń. Połączone z protokołami jakości IATF 16949, każdy wał korbowy spełnia udokumentowane specyfikacje — nie tylko większość z nich.
Certyfikacja gwaruje również śledzenie. Gdyby wystąpił jakikolwiek problem, certyfikowani producenci mogą śledzić materiały, procesy i kontrole przez cały łańcuch produkcji. Dla zespołów wyścigowych pracujących z wieloma silnikami lub budowniczych silników mających zawodowe reputacje do strzeczenia, ta dokumentacja zapewnia nieocenione spokój umyślowy.
Jak precyzyjne kucie maksymalizuje korzyści ze struktury ziarna
Zaawansowane procesy wytłaczania na gorąco wykorzystują wewnętrzne zalety konstrukcji kutej i wzmacniają je poprzez optymalizację inżynieryjną. Gdy stal jest nagrzewana do precyzyjnych temperatur i kształtowana w starannie zaprojektowanych matrycach w kontrolowanych warunkach, korzyści związane ze strukturą ziarnową, o których wcześniej wspomnieliśmy — uporządkowany przepływ, umocnienie odkształceniem oraz wytrzymałość kierunkowa — osiągają swój maksymalny potencjał.
Oto, co precyzyjne kucie oferuje w porównaniu do standardowych procesów:
Optymalizowany projekt matryc: Wewnętrzne zespoły inżynieryjne wykorzystują modelowanie komputerowe do projektowania matryc kutek, które maksymalizują przepływ ziarna przez obszary podatne na duże naprężenia. Promienie zaokrągleń, przejścia wrzecion oraz nasady cięgiew otrzymują zamierzoną orientację ziarna, a nie przypadkowy wzór wynikający z podstawowego procesu kucia.
Kontrolowane prędkości odkształcenia: Prędkość i ciśnienie stosowane podczas kucia wpływają na końcowe właściwości. Jak wspomniano w badaniach dotyczących kucia, stopień umocnienia odkształceniowego można kontrolować poprzez dostosowanie stopnia odkształcenia i temperatury podczas kucia, co pozwala na optymalizację własności mechanicznych materiału. Wysokiej precyzji zakłady kuźnicze dokładnie kontrolują te zmienne.
Spójne hartowanie: Procesy cieplnej obróbki końcowej po kuciu, takie jak gaszenie, odpuszczanie i wyżarzanie, dalszą poprawiają własności mechaniczne. Certyfikowane zakłady dokumentują i kontrolują te procesy, aby zapewnić, że każdy wał korbowy otrzyma identyczną obróbkę — eliminując różnice między partiami, które występują w przypadku mniej rygorystycznych operacji.
Optymalizacja jakości powierzchni: Proces kucia pozwala na wytwarzanie elementów o doskonałej jakości powierzchni, co ma istotne znaczenie dla wytrzymałości zmęczeniowej. Gładka, bezdefektowa powierzchnia zmniejsza ryzyko inicjowania pęknięć, przyczyniając się do ogólnej wytrzymałości i dłuższej trwałości. Precyzyjne kucie zapewnia tę jakość powierzchni w sposób spójny.
Dla profesjonalnych budowniczych silników zakupujących komponenty od producentów takich jak ci, których można znaleźć poprzez callies com lub poszukujących odpowiedników drążków Carrilo, znalezienie partnera od kucia z takimi możliwościami rozwiązuje problem spójności, który utrudnia seryjną produkcję.
Szybkie prototypowanie do produkcji
Zespoły wyścigowe i profesjonalni budownicze silników często stykają się z napiętymi terminami rozwoju. Szybko potrzebujecie komponentów prototypowych, aby zweryfikować projekty, a następnie płynnego przejścia do produkcji seryjnej po finalizacji specyfikacji. Nowoczesne zakłady precyzyjnego kucia na gorąco z wewnętrznym działaniem inżynieryjnym skutecznie realizują ten proces.
Na przykład, Shaoyi (Ningbo) Metal Technology oferta szybkiego prototypowania w ciągu zaledwie 10 dni, popartej certyfikatem IATF 16949 oraz doświadczeniem inżynierskim niezbędnym do optymalizacji projektów pod kątem wytrzymałości i nadających się do produkcji. Położenie w pobliżu portu Ningbo umożliwia szybką wysyłkę międzynarodową dla programów wyścigowych lub budowniczych silników, którzy sourcingują komponenty na całym świecie.
Ta możliwość prototypowania ma znaczenie, ponieważ projektowanie wału korbowego wiąże się z kompromisami. Położenie cięgier wpływa na równowagę i opory aerodynamiczne. Wymiary panwi wpływają na grubość warstwy oleju i nośność łożysk. Wielkość skoku określa kąty tłokowe i prędkości tłoków. Posiadanie wsparcia inżynierskiego na etapie projektowania — zamiast po prostu przyjmowania tego, co dają formy kucane — prowadzi do zoptymalizowanych komponentów, które maksymalizują stosunek wytrzymałości do masy dla danego zastosowania.
Zalety precyzyjnych kutej gorąco wałów korbowych
- Certyfikowana gwarancja jakości: Certyfikat IATF 16949 gwarantuje spójność procesów produkcyjnych oraz udokumentowaną śledzalność
- Optymalna struktura ziarna: Zaawansowane projektowanie matryc i kontrolowane parametry kucia maksymalizują wewnętrzne zalety wytrzymałościowe konstrukcji kutej
- Konkurencyjne ceny przy dużych nakładach: Profesjonalni budowniczowie silników i zespoły wyścigowe korzystają z efektów skali bez utraty jakości
- Szybki czas realizacji od prototypu do produkcji: Własne możliwości inżynieryjne i szybkie prototypowanie skracają harmonogramy rozwoju
- Eliminacja wad kucia: Ścisła kontrola jakości wykrywa wtrącenia, porowatość i nieregularności ziarna, które osłabiają wytrzymałość standardowych wyrobów kuty
- Globalne Zgodność: Certyfikowana produkcja spełnia międzynarodowe normy jakości dla organizacji wyścigowych i programów OEM
Wady precyzyjnych wałów korbowych wykonanych metodą gorącего kucia
- Może wymagać minimalnych ilości zamówienia: Niestandardowe specyfikacje zazwyczaj wymagają minimalnych zamówień (MOQ), aby uzasadnić koszty oprzyrządowania i przygotowania produkcji
- Nieidealne dla pojedynczych konstrukcji: Hobbystom indywidualnym potrzebującym jednego wału korbowego lepiej sprawdzą się gotowe rozwiązania
- Czas realizacji na niestandardowe oprzyrządowanie: Chociaż prototypowanie jest szybkie, rozwój nowych matryc dla unikalnych projektów wymaga dodatkowego planowania
Wybór zawodowego budowniczego
Dokładnie kute na gorąco wały korbowe z certyfikowaną kontrolą jakości zajmują wyjątkową pozycję w sporze dotyczącym wytrzymałości wałów lite (billet) a kuty. Zapewniają korzyści struktury ziarnistej wynikające z procesu kucia — umocnienie odkształcenia, wyrównany przepływ ziarna oraz brak wewnętrznych pustek — jednocześnie oferując spójność produkcyjną wymaganą w zastosowaniach profesjonalnych.
Dla zespołów wyścigowych prowadzących wiele samochodów, producentów silników o dużych wymaganiach co do wolumenu produkcji lub dla każdego, kto nie może zaakceptować zmienności komponentów, ta kategoria oferuje optymalne połączenie wytrzymałości, spójności i wartości. Nie płacisz cen typowych dla elementów frezowanych z litego materiału za możliwości, których nigdy może nie potrzebować, ale jednocześnie nie ryzykujesz tanich odkuwek o niepewnej jakości.
Kluczem jest nawiązanie współpracy z producentami łączącymi wiedzę z zakresu kucia z certyfikowanymi systemami jakości oraz wsparciem inżynieryjnym. Gdy Twoja reputacja – czy cały sezon wyścigowy – zależy od niezawodności wału korbowego, precyzyjne gorące kucie wykonane w certyfikowanym zakładzie zapewnia pewność, że każdy komponent spełnia dokładne specyfikacje.

Wały korbowe ze stali odlewanej i ich granice wydajności
Zanim zainwestujesz w wysokiej klasy kute lub lite wały korbowe, musisz zrozumieć, co dokładnie zamierzasz wymienić – i dlaczego. Wały korbowe odlewane to rozwiązanie podstawowe, które jest standardem w większości seryjnych pojazdów. Choć doskonale sprawdzają się w fabrycznych zastosowaniach, poznanie ich ograniczeń pozwala na bardziej świadome decyzje przy budowie silników o mocy przekraczającej fabryczne parametry.
Wyobraź to sobie w ten sposób: każdy silnik, który opuścił linię montażową – niezależnie od tego, czy chodzi o mały blok Chevya, zastosowanie wału 283, czy nawet prosty sześciocylindrowiec Forda 300 – najprawdopodobniej posiada odlewany wał korbowy. Producenci wybierają odlewanie, ponieważ jest to metoda ekonomiczna w produkcji masowej, a nie dlatego, że oferuje lepszą wytrzymałość. Gdy Twoje cele mocy przekraczają projektowane przez inżynierów fabrycznych, właśnie odlewany wał staje się najsłabszym ogniwem w układzie wirującym.
Zrozumienie ograniczeń odlewanych wałów korbowych
Co czyni wały korbowe odlewane zasadniczo różnymi od ich odpowiedników kowanych lub frezowanych z litego materiału? Sprawa sprowadza się do sposobu formowania metalu oraz wynikającej z tego struktury wewnętrznej.
Jak wspomniano przez Street Muscle Magazine , wały odlewane tworzy się poprzez zalewanie stopionego materiału—zazwyczaj żeliwa—do formy, aby uzyskać surowy odlew. Korzyści z tej metody to niższy koszt, tania oprawka oraz minimalna obróbka skrawaniem wymagana do wytworzenia gotowego produktu. Dlatego też większość wałów producentów oryginalnych (OEM) jest wykonywana właśnie tą metodą.
Tutaj właśnie zaczynają się problemy dla budowniczych układów wysokiej wydajności. Gdy metal krzepnie ze stanu ciekłego w formie, struktura ziarnista powstaje w sposób przypadkowy. Nie ma tu uporządkowanego przepływu following konturów wału korbowego, jak to ma miejsce przy kuciu, ani potwierdzonej jednorodności materiału, jaką oferuje materiał billet. Ten losowy kierunek ułożenia ziaren powoduje kilka krytycznych słabości:
Niższa odporność na zmęczenie: Losowe granice ziaren działają jako punkty koncentracji naprężeń, w których mogą inicjować się pęknięcia. Pod wpływem cyklicznie powtarzających się obciążeń – dokładnie takich, jakie wał korbowy doświadcza podczas normalnej pracy – te słabe punkty gromadzą uszkodzenia szybciej niż uporządkowane struktury ziarniste.
Zmniejszona wytrzymałość na rozciąganie: Według tego samego źródła odlewy wałów korbowych charakteryzują się początkową wytrzymałością na rozciąganie bliską 60 000 PSI, podczas gdy kucane mogą podwoić tę wartość, osiągając nawet 125 000 PSI. To znacząca różnica, gdy silnik generuje dużą moc.
Kruchość pod wpływem naprężeń: Wartość wydłużenia – czyli w zasadzie to, jak bardzo materiał może się odkształcić przed pęknięciem – mówi całą prawdę. Odlewane wały korbowe produkcji seryjnej mają wydłużenie rzędu 3 procent, co oznacza, że są stosunkowo kruche. Nawet odlewy z żeliwa sferoidalnego poprawiają ten wynik jedynie do około 6 procent, w porównaniu z ponad 20-procentowym wydłużeniem oferowanym przez wysokiej klasy kucane wały korbowe.
W przypadku dużych bloków lub każdego projektu, w którym dąży się do znaczącego zwiększenia mocy, te ograniczenia stają się ryzykiem uszkodzenia, a nie tylko teoretycznym problemem.
Kiedy korbowody odlewane z fabryki są wystarczające
Mimo swoich ograniczeń, korbowody odlewane mają uzasadnione zastosowanie. Nie każdy silnik wymaga komponentów premium, a zrozumienie sytuacji, w których korbowody odlewane są nadal wystarczające, pozwala uniknąć wydatków na możliwości, których nigdy nie wykorzysta się.
Według Eksperci techniczni Summit Racing , korbowody odlewane ze żeliwa szarego lub sferoidalnego są zazwyczaj solidne przy mocy 300–400 KM i mogą wytrzymać okazjonalne wyjazdy na tor w weekend. Carl Pritts z działu technicznego Summit zauważa, że korbowody odlewane są idealne dla standardowych lub lekko zmodyfikowanych zastosowań ulicznych.
Ogólnie przyjęte wytyczne branżowe sugerują, że wały korbowe odlewane stają się kandydatami do wymiany przy budowie silników o mocy powyżej 450–500 koni mechanicznych. Ten próg nie jest przypadkowy — reprezentuje punkt, w którym poziom naprężeń zaczyna zbliżać się do granicy zmęczenia konstrukcji odlewanych przy wielokrotnym użytkowaniu.
Poniżej praktyczne wytyczne dotyczące zastosowań wałów korbowych odlewanych:
- Odnowa standardowa: Jeśli odnawiasz silnik zgodnie ze specyfikacją fabryczną, oryginalny walec odlewany jest całkowicie wystarczający
- Umiarkowana wydajność miejska: Modyfikacje typu bolt-on, takie jak kolektor dolotowy, kolektory wydechowe i rozrząd, które utrzymują moc poniżej 400–450 koni mechanicznych, świetnie współpracują z wałami odlewanymi
- Silniki użytkowe o niskim obciążeniu: Silniki rzadko osiągające czerwone tło i nigdy nie pracujące długotrwałe pod dużym obciążeniem mogą bezpiecznie używać wałów odlewanych w nieskończoność
- Budowa przy ograniczonym budżecie: Gdy środki są ograniczone, fabryczny walec odlewany pozwala przeznaczyć budżet na głowice, wałek rozrządu lub nadmuch
Jak wyjaśnia Mike McLaughlin z Street Muscle Magazine z Lunati, wytrzymałość wału korbowego to coś więcej niż tylko kwestia tego, co przeżyje w jednym heroicznych uruchomieniu. Wale korbowe produkowane przez producentów oryginalnego wyposażenia zostały zaprojektowane tak, aby służyć 100 000 mil lub więcej – dosłownie miliony cykli – a ta długość życia zależy od czynników innych niż tylko wytrzymałość na rozciąganie. Nawet najbardziej pospolite odlewy wałów mogą trwać w nieskończoność, jeśli pracują przy niższych obrotach i poziomach mocy.
Kluczowa różnica? Czas spędzony przy wysokim obciążeniu i wysokich obrotach decyduje o potrzebie użycia kutego wału korbowego równie mocno jak maksymalny poziom mocy. Mały blok o mocy 400 koni mechanicznych w samochodzie użytkowanym na co dzień może dobrze działać z odlewanym wałem, ale ten sam silnik napędzający łódź rekreacyjną – pracujący przez godziny pod stałym dużym obciążeniem – będzie wymagał kutej konstrukcji.
Zalety odlewniczych wałów korbowych ze stali
- Najniższy koszt: Odlewane wały są znacznie tańsze niż opcje kute lub frezowane z pełnej tulei, co czyni je atrakcyjnymi cenowo rozwiązaniem dla łagodnych konstrukcji
- Dostępne w wersjach standardowych: Zamienniki OEM odlewanych wałów korbowych są szeroko dostępne dla większości popularnych platform silnikowych
- Wystarczające dla łagodnych wersji: Poziom mocy poniżej 400-450 konnych w zastosowaniach ulicznych działa niezawodnie z konstrukcją odlewaną
- Nie wymaga specjalnego hartowania: Naszczepne powierzchnie z odlewu żelaza ulegają utwardzeniu powierzchniowemu podczas obróbki, co eliminuje etap hartowania wymagany dla kutej wersji wałów
- Łatwe pozyskanie: Składy złomów, sklepy z częściami i dostawcy internetowi utrzymują obszerny zapas odlewanych wałów korbowych
Wady stalowych odlewanych wałów korbowych
- Najniższa wytrzymałość: Wytrzymałość na rozciąganie około 60 000-80 000 PSI znacząco ogranicza zdolność przenoszenia mocy w porównaniu do kutej wersji
- Nieprzewidywalne tryby uszkodzeń: Losowa struktura ziarna oznacza, że pęknięcia mogą powstawać w różnych miejscach, co utrudnia przewidywanie awarii
- Nieodpowiedni do poważnych zastosowań sportowych: Każda konstrukcja zaprojektowana na osiągnięcie ponad 500 koni mechanicznych lub długotrwałą pracę przy wysokich obrotach wymaga zastosowania wału korbowego innego niż odlewany
- Kruchość: Niskie wartości wydłużenia oznaczają, że odlewane wały korbowe mają tendencję do nagłego pękania zamiast gięcia się lub sygnalizowania awarii
- Ograniczona trwałość zmęczeniowa pod obciążeniem: Cykle powtarzanych dużych obciążeń szybciej powodują uszkodzenia niż w przypadku wersji kutej
Jak odróżnić wał korbowy odlewany od kutego
Zanim rozpoczniesz budowę, musisz wiedzieć, z czym masz do czynienia. Odróżnienie wału korbowego odlewanego od kutego wymaga kilku prostych technik inspekcji:
Poszukaj śladów formowania: Typowe wały korbowe odlewane wykazują widoczną linię rozdziału, w miejscu, gdzie spotkały się dwie połowy formy. Linia ta przebiega wzdłuż ciężarów i często jest widoczna bez czyszczenia. W przypadku wałów kute może również występować linia rozdziału, jednak zazwyczaj jest ona węższa i czystsza.
Sprawdź wykończenie powierzchni: Wały odlewane często mają nieco chropowatszą i bardziej porowatą strukturę powierzchni w obszarach nieobrabianych mechanicznie. Wały kute charakteryzują się zazwyczaj gładniejszymi i gęstszymi powierzchniami, nawet przed końcową obróbką.
Zbadaj numery części: Fabryczne numery części zazwyczaj wskazują, czy wał jest odlewany czy kuty. W silnikach Chevrolet numer odlewu na wale można porównać z znanymi zastosowaniami odlewów i kutek. Wiele wałów kutyh z pręta stalowego 4340 będzie wyraźnie oznaczonych przez producentów aftermarketowych.
Porównanie wagi: Wały kute ze stali są zazwyczaj nieco cięższe niż odpowiedniki odlewane z żeliwa o tym samym skoku, ze względu na większą gęstość materiału. Jeśli masz dostęp do specyfikacji, porównanie rzeczywistej masy z danymi znanymi może potwierdzić typ konstrukcji.
Test magnesem: Choć nie jest to ostateczne, odlewane żelazne wały reagują nieco inaczej na magnesy niż kute stalowe. Ta metoda wymaga doświadczenia, aby poprawnie interpretować wyniki, ale może dostarczyć dodatkowego potwierdzenia.
Gdy budujesz poważny silnik wysokiej wydajności — niezależnie, czy to 300 ford straight six stroker, czy potwór na dużym bloku — poznanie punktu wyjścia pomaga zaplanować odpowiednie ulepszenia. Odlewanego wału w silniku przeznaczonym na 600+ konie mechaniczne trzeba wymienić niezależnie od jego aktualnego stanu. Ten sam odlewany wał w łagodnej ulicznej wersji może służyć idealnie przez wiele lat.
Inteligentne podejście polega na dopasowaniu konstrukcji wału korbowego do rzeczywistych celów mocy i zamierzonego zastosowania. Odlewane wały mają swoje miejsce w spektrum wydajności — po prostu upewnij się, że to miejsce odpowiada wymaganiom Twojej konstrukcji, zanim założysz, że fabryczny komponent przetrwa Twoje ambicje.
Kompletna tabela porównania wytrzymałości i progi mocy
Teraz, gdy przeanalizowaliśmy każdą metodę produkcji wału korbowego oddzielnie, porównajmy wszystkie opcje bezpośrednio. Gdy obliczasz pojemność za pomocą kalkulatora cali sześciennych lub wyliczasz, jak obliczyć cale sześcienne dla swojego silnika stroker, wał korbowy, który wybierzesz, musi odpowiadać Twoim celom pod względem mocy – nie tylko obecnym wartościom, ale także tym, do których dążysz.
To szczegółowe porównanie podsumowuje wszystko, co omówiliśmy, w postaci praktycznych wytycznych. Niezależnie od tego, czy budujesz łagodny samochód uliczny, czy dedykowany pojazd do wyścigów na ślizg, znajdziesz jasne progi do dopasowania konstrukcji wału korbowego do swoich konkretnych wymagań.
Ranking wytrzymałości według metody produkcji
Poniższa tabela uporządkowuje opcje wałów korbowych od najlepszego połączenia wytrzymałości i wartości, aż po wersje wejściowe z istotnymi ograniczeniami. Użyj tego jako punktu wyjścia, a następnie rozważ konkretne czynniki omówione dla każdej kategorii:
| Metoda produkcji | Typowy materiał | Wytrzymałość na rozciąganie (psi) | Odporność na zmęczenie | Zalecany zakres mocy | Typyczny zakres cenowy |
|---|---|---|---|---|---|
| Precyzyjne gorące kucie (certyfikowane IATF) | stal 4340 | 180,000-200,000 | Doskonały | 600–1 800 KM | $1,200-$2,500 |
| Premium Billet | stal 4340/EN40B | 180,000-220,000 | Doskonały | 1 500–3 000+ KM | $2,500-$8,000+ |
| Standardowy kute 4340 | stal 4340 | 125,000-180,000 | Bardzo dobrze. | 500–1 500 KM | $800-$1,800 |
| Kute ekonomiczne | stal 5140/4130 | 95,000-125,000 | Dobre | 400–800 KM | $400-$900 |
| Stal odlewna/Żeliwo | Żelazo kulkiowe | 60,000-80,000 | Sprawiedliwe | Poniżej 500 KM | $150-$400 |
Zauważ, że precyzyjnie gorącokute wały korbowe zajmują najwyższą pozycję – a nie premium z blachy. To uporządkowanie odzwierciedla rzeczywistą wydajność, w której certyfikowany kontrolą jakości i zoptymalizowana struktura ziarna zapewniają wyjątkową niezawodność w najszerszym zakresie mocy. Wyroby z blachy wyróżniają się na najwyższym poziomie, ale dla większości poważnych konstrukcji wysokiej wydajności precyzyjne kucie oferuje optymalny balans.
Progi mocy dla każdego typu wału korbowego
Te konkretne progi mocy w koniach mechanicznych odzwierciedlają konsensus branżowy oparty na dziesięcioleciach doświadczeń w wyścigach i udokumentowanych awariach. Używaj ich jako wytycznych, pamiętając jednak, że rodzaj zastosowania jest równie ważny jak maksymalna moc:
Poniżej 500 KM: Wały korbowe odlewane są nadal dopuszczalne w pojazdach użytkowych jeżdżących czasem po torze. Inżynierowie zaprojektowali te komponenty pod kątem niezawodności w tym zakresie mocy. Jeśli jednak planujesz przyszłe modernizacje, inwestycja w konstrukcję kute teraz pozwoli uniknąć kosztownych rozbierek w przyszłości.
500–1 200 KM: Wały korbowe kute stają się minimalną rekomendacją. Zgodnie z danymi Engine Labs, producenci wyposażenia dodatkowego zwykle zalecają swoje wały odlewane do zastosowań o mocy do 500 KM – ten próg istnieje z dobrzego powodu. Wysokiej jakości kute konstrukcje ze stali 4340 bezpiecznie wytrzymują ten zakres mocy w zastosowaniach uliczno-torowych.
1 200–1 800 KM: Premiumowe kute wały korbowe z certyfikowanym kontrolowaniem jakości stają się konieczne. Jak zauważa Callies Performance Products, ich premium kute opcje niezawodnie wytrzymują ten zakres mocy, gdy są łączone z odpowiednimi komponentami zespołu wirującego. Oszczędne odmiany kute lackują wymaganej jakości materiału i kontroli procesu niezbędnymi do długotrwałej pracy na tych poziomach.
Ponad 1 800 konne Wały korbowe z materiału litego stają się zalecanym wyborem, szczególnie w zastosowaniach wykorzystujących tlenek azotu, agresywne systemy sprężarek lub długotrwałą pracę przy wysokich obrotach. Możliwość weryfikacji jakości materiału przed obróbką oraz osiągnięcie niestandardowych wymiarów stroke uzasadnia wyższe inwestycje na tych poziomach mocy.
W jaki sposób obróbka cieplna wpływa na końcową wytrzymałość
Niezależnie od metody produkcji, procesy obróbki cieplnej znacząco wpływają na końcowe właściwości wału korbowego. Jak wyjaśniają eksperci branżowi , "Kluczem do odlewanego wału korbowego jest obróbka cieplna. Odlewy wymagają innego typu obróbki cieplnej niż odkuwki." Zasada ta dotyczy wszystkich typów konstrukcji.
Obróbka cieplna obejmuje trzy kluczowe etapy:
- Gaszenie: Szybkie chłodzenie z wysokiej temperatury utwardza strukturę krystaliczną stali
- Hartowanie: Kontrolowane ponowne nagrzanie zmniejsza kruchość, zachowując jednocześnie twardość
- Usuwanie naprężeń: Ostateczna obróbka eliminuje naprężenia wewnętrzne powstałe podczas toczenia lub kucia
Niektórzy producenci stosują dodatkowo obróbkę kriogeniczną — ochładzanie do około -300°F bezpośrednio po wstępnym procesie hartowania. Ten etap pomaga dokończyć proces gaszenia i zwiększa gęstość materiału. Szanujące się firmy produkujące wały korbowe wersje aftermarketowe albo posiadają własne zakłady obróbki cieplnej, albo współpracują z blisko położonymi specjalistami, u których możliwe jest bezpośrednie monitorowanie kontroli jakości.
Tom Lieb z firmy Scat Crankshafts zauważa, że «Kiedy sami wykonujemy obróbkę cieplną, skutecznie testujemy wały. Ponieważ jeśli materiał ma wadę, wały wracają pęknięte, odkształcone lub napuchnięte». To wbudowane sprawdzanie jakości wyjaśnia, dlaczego obróbki cieplnej nigdy nie należy zlecać nieznanym zakładom.
Powszechny błąd dotyczący wałów frezowanych i kowanych
Oto fakt, który przeczy temu, w co wielu entuzjastów wierzy: wał frezowany nie jest automatycznie silniejszy od kowanego. Ten błędny pogląd kosztował budowniczych pieniądze, a w niektórych przypadkach prowadził do awarii silników, gdy zakładano, że droga konstrukcja frezowana gwarantuje lepsze wyniki.
Jak wyraźnie stwierdza Brook Piper z Callies Performance Products: «Jeśli masz dwa wały wykonane z dokładnie tego samego materiału – jeden kowany, drugi frezowany – to kowany będzie za każdym razem silniejszy». Proces kucia spręża i wyrównuje strukturę ziarnową, tworząc wytrzymałość kierunkową, której nie można osiągnąć przy frezowaniu.
W czym polega przewaga billetu? Trzy konkretne obszary:
- Wybór materiału: Producenci billetu mogą wykorzystać bardziej zaawansowane stopy, takie jak EN40B, które nie są praktyczne w przypadku wykrojników do kucia
- Inspekcja przed obróbką skrawową: Wstępny pręt może zostać sprawdzony pod kątem wad, zanim rozpocznie się jakakolwiek obróbka
- Wolność projektu: Możliwe są niestandardowe stroke i konfiguracje przeciwwag bez konieczności drogiego rozwoju wykrojników
Jednak słabo obrobiony billet wału korbowego bez odpowiedniego odprowadzenia naprężeń może wykazywać gorszą odporność na zmęczenie niż odpowiednio kuty alternatyw. Sam proces obróbki może stworzyć strefy nasycenia naprężeń, jeśli nie zostanie wykonany poprawnie, a cięcie przez strukturę ziarna eliminuje korzyści związane z kierunkową wytrzymałością, jaką zapewnia kucie.
Wniosek praktyczny? Nie zakładaj wyższości wałka frezowanego z pełnego kawałka metalu tylko na podstawie ceny. Precyzyjny wałek kute na gorąco od certyfikowanego producenta często sprawuje się lepiej niż tańszy wałek frezowany z mniej rygorystycznego źródła. Dostosuj wybór do rzeczywistych wymagań mocy i inwestuj w wysoką jakość produkcji niezależnie od metody wykonania.
Rozważania specyficzne dla aplikacji
Szczczytowe wartości mocy w koniach mechanicznych opowiadają tylko część historii. Równie ważne jest, jak wykorzystujesz tę moc przy doborze konstrukcji wałka:
Długotrwała praca przy wysokich obrotach: Silniki wyścigowe NASCAR pracujące przez 500 mil przy ponad 9000 obr./min wymagają konstrukcji frezowanej z pełnego kawałka metalu nie ze względu na maksymalną moc, ale z powodu liczby cykli zmęczeniowych. 900-konnym silnikom NASCAR stosuje się wałki frezowane, podczas gdy w 1500-konnym silniku dragsterowym może być używany kuty — różnica polega na czasie działania obciążenia.
Chwilowe szpilki momentu obrotowego: Tlenek azotu i agresywne zastosowania nadmiaru powietrza generują obciążenia udarowe, które różnią się od charakterystyk mocy silników ssących atmosferycznie. Te nagłe siły mogą przekraczać granicę plastyczności materiału, nawet gdy średnie poziomy mocy sugerują, że konstrukcja kowana byłaby wystarczająca.
Zastosowanie dwufunkcyjne ulica/trasa: Silniki wykorzystywane zarówno na co dzień, jak i okazjonalnie na torze, korzystają z odporności na zmęczenie zapewnianej przez konstrukcję kowaną. Powtarzające się cykle termiczne oraz różne warunki obciążenia sprzyjają strukturze ziarnistej zamiast frezowanej z bloku.
Dedykowane zawody: Silniki wyścigowe o jednym celu mogą zoptymalizować dobór wału korbowego pod konkretne warunki. Mały blok w rajdzie pasującym do kategorii z konsekwentnymi przejazdami w zakresie 10 sekund ma inne wymagania niż pojazd startujący bezpośrednio, wykonujący pełne przyspieszenia przy minimalnym czasie chłodzenia między seriami.
Zrozumienie tych niuansów pozwala uniknąć zarówno przepłacania za możliwości, których nigdy nie wykorzystasz, jak i stosowania podzespołów niewystarczająco wytrzymałych, które ulegną awarii przy ekstremalnym obciążeniu. Tabela porównawcza wytrzymałości oferuje punkt wyjścia, jednak rzetelne zastosowanie tych zasad gwarantuje, że wybór wału korbowego będzie rzeczywiście odpowiadał Twoim celom budowy.
Zrozumienie sposobów uszkodzeń wału korbowego i ich zapobieganie
Wiedza na temat tego, która metoda produkcji wału korbowego odpowiada Twoim celom mocy, to tylko połowa równania. Zrozumienie, w jaki sposób te komponenty faktycznie ulegają uszkodzeniu — oraz rozpoznawanie sygnałów ostrzegawczych przed katastrofalnym zniszczeniem — może uratować całą inwestycję w silnik. Niezależnie od tego, czy używasz kutego, czy frezowanego wału korbowego, sposoby uszkodzeń znacząco różnią się w zależności od metody produkcji, a wcześniejsze wykrycie problemów to najlepsza forma ochrony.
Oto niewygodna prawda: nawet najwytrzymalszy wał korbowy w końcu ulegnie uszkodzeniu, jeśli zostanie narażony na warunki wykraczające poza jego granice projektowe. Według ekspertów motoryzacyjnych , dodatkowe obciążenie, któremu poddajesz silnik, stale wychodząc z miejsca z pełnym gazem, zmusza wał korbowy do pochłaniania gwałtownych szczytów momentu obrotowego, których nie może wytrzymać wiecznie. Ostatecznie temperatura rośnie zbyt szybko, a obciążenie łożysk staje się zbyt duże. Zrozumienie tych mechanizmów uszkodzeń pomaga ich zapobiegać.
Jak wały korbowe ulegają uszkodzeniu przy ekstremalnych obciążeniach
Wały korbowe kute i frezowane z bloku awaryjne ulegają uszkodzeniu w odmiennych mechanizmach — wiedza, która może pomóc Ci zidentyfikować problemy, zanim staną się katastrofą.
Schematy uszkodzeń wałów kowanych: Kute wały ulegają zwykle pęknięciom zmęczeniowym, które powstają w punktach koncentracji naprężeń. Najczęstsze miejsca inicjacji uszkodzeń to:
- Przejścia otworów olejowych: Tam, gdzie kanały olejowe spotykają się z powierzchniami piast, naprężenia koncentrują się w strefie przejściowej. Powtarzające się cykle obciążenia mogą wywołać mikroskopijne pęknięcia, które z czasem się rozprzestrzeniają.
- Promienie zaokrągleń: Zakrzywione przejścia między łożyskami a ramionami wału korbowego podlegają największym koncentracjom naprężeń podczas pracy. Niewystarczający promień zaokrąglenia lub słaba jakość powierzchni w tych miejscach przyspieszają powstawanie pęknięć.
- Korzenie ciężarków przeciwutrudzeniowych: Strefa połączenia ciężarków z głównym ciałem wału korbowego jest narażona na znaczne naprężenia zginające, szczególnie w zastosowaniach o wysokiej prędkości obrotowej.
Ponieważ kute wały mają uporządkowaną strukturę ziarna, pęknięcia zazwyczaj propagują się po przewidywalnych ścieżkach. To faktycznie daje niewielką przewagę – pęknięcia zmęczeniowe często rosną wystarczająco powoli, aby dać sygnały ostrzegawcze przed całkowitą awarią. Kuty wał korbowy może pracować przez dziesiątki cykli lub tysiące mil z rozwijającym się pęknięciem, dając szansę wykrycia problemu.
Schematy uszkodzeń wałów frezowanych z bloku (billet): Wały frezowane z bloku mogą ulec uszkodzeniu bardziej gwałtownie i nieregularnie, gdy istnieją problemy. Dominują dwa główne tryby uszkodzeń:
Strefy koncentracji naprężeń spowodowane obróbką skrawaniem: Gdy obróbka CNC przecina strukturę ziarnową materiału, wszelkie ślady narzędzi, ostre narożniki wewnętrzne lub wady powierzchniowe stają się potencjalnymi punktami inicjacji pęknięć. W przeciwieństwie do kucia, gdzie ziarno ciągnie się nieprzerwanie przez obszary obciążone, powierzchnie frezowane przerywają strukturę ziarnową przy każdym cięciu. Jeżeli jakość obróbki jest niska, te przerwania stają się punktami uszkodzeń pod wpływem obciążenia.
Niewykryte wady materiału: Chociaż konstrukcja z pełnego pręta pozwala na inspekcję materiału przed obróbką, wady wewnętrzne mogą ujść wykryciu. Wtrącenia, puste przestrzenie lub nierównomierne stężenia stopu głęboko wewnątrz pręta mogą ujawnić się dopiero w momencie, gdy wał korbowy doświadcza maksymalnego naprężenia – często prowadząc do nagłego, katastrofalnego uszkodzenia bez ostrzeżenia.
Tryb awarii zależy również w dużym stopniu od tego, czy silnik pracuje długotrwałe przy wysokich obrotach, czy występują nagłe szpilki momentu obrotowego. Silnik 351w z określonym kolejnością zapłonu, pracujący przy stałych obrotach podczas wyścigów po okręgu, stopniowo gromadzi uszkodzenia zmęczeniowe. Kolejność zapłonu 351 Windsor generuje przewidywalne impulsy zapłonu, które obciążają wał korbowy w powtarzalnych wzorcach, umożliwiając postępujący rozwój pęknięć zmęczeniowych.
W przeciwieństwie do tego, silnik dragsterowy wyposażony w system nitrous doświadcza ogromnych, chwilowych szpilk momentu obrotowego, które nagle mogą przekroczyć granicę plastyczności materiału. Dla silnika 351 Windsor kolejność zapłonu – niezależnie od jej typu – jest mniej istotna niż nagłe obciążenia udarowe, które mogą spowodować natychmiastową awarię, jeśli wał korbowy był już uszkodzony.
Ostrzeżenia przed katastroficzną awarią
Wykrycie uszkodzonego wału korbowego przed całkowitą awarią silnika wymaga czujności. Poniższe objawy wskazują na rozwijające się problemy, które wymagają natychmiastowej interwencji:
- Nietypowe wibracje: Nowe drgania, które wcześniej nie występowały, szczególnie w określonych zakresach prędkości obrotowej, mogą wskazywać rozwijające się pęknięcia lub problemy z łożyszkami. Zwracaj uwagę na harmoniczne częstotliwości, które zmieniają się charakterem w czasie.
- Wzorce zużycia łożyszek: Podczas demontażu dokładnie sprawdź łożyska główne i łącznikowe. Nierównomierne zużycie, zadziory lub widoczna warstwa miedzi przebijająca się przez materiał łożyska wskazują problemy z osiowaniem lub uszkodzenia czopów, które powodują nierównomierne obciążenie wału korbowego.
- Wskaźniki analizy oleju: Regularna analiza oleju może wykryć podwyższone stężenie żelaza, chromu lub cząstek materiału łożyskowego przed zaistnieniem widocznych uszkodzeń. Śledzenie tych wartości w czasie ujawnia rozwijające się problemy.
- Nietypowe dźwięki: Stuk, dudnienie lub rytmiczne dźwięki odpowiadające prędkości silnika często wskazują luzy w łożyskach lub uszkodzenia czopów wpływające na obciążenie wału korbowego.
- Problemy z tłumikiem drgań: Uszkodzony lub nieprawidłowo dopasowany tłumik drgań skrętnych pozwala drganiom skrętnym uszkodzić wał korbowy. Regularnie sprawdzaj tłumiki pod kątem uszkodzeń gumy lub wycieków płynu.
- Fluktuacje ciśnienia oleju: Niestabilne ciśnienie oleju, szczególnie na biegu jałowym lub podczas hamowania silnikiem, może wskazywać na zmiany luzów łożysk spowodowane zużyciem powierzchni trzpieni lub gięciem wału korbowego.
Jak wspomniano przez eksperci branżowi , tanie łożyska, niewybrane śruby oraz słabo obrobione komponenty nie utrzymują odpowiednich luzów, co zwiększa ryzyko niewyrównania, nieprawidłowych luzów olejowych oraz nierównomiernego obciążenia powierzchni trzpieni wału korbowego. Wał korbowy jest wart tyle, ile wartości części go wspierających.
Zapobieganie poprzez prawidłowe przygotowanie
Najlepszą awarią wału korbowego jest ta, która nigdy się nie zdarza. Kilka czynników znacząco wydłuża żywotność wału korbowego niezależnie od metody jego produkcji:
Prawidłowe wyważenie: Dokładnie wyważony układ obrotowy eliminuje naprężenia spowodowane wibracjami, które przyspieszają pękanie zmęczeniowe. Profesjonalne wyważenie uwzględnia tłoki, palce, pierścienie, tłoki i całą masę obrotową, aby osiągnąć możliwie najmniejsze nierównowagi.
Wybór tłumika drgań skrętnych: Tłumik drgań harmonicznych kontroluje drgania skrętne, które inaczej naciskałyby na wał korbowy jak sprężyna przy każdym impulsie zapłonu. Dopasowanie charakterystyki tłumika do konkretnych częstotliwości harmonicznych silnika jest krytyczne — niewłaściwy tłumik może faktycznie wzmacniać szkodliwe wibracje.
Obróbka cieplna i wykończenie powierzchni: Prawidłowa obróbka cieplna maksymalizuje właściwości materiału, podczas gdy odpowiednie wykończenie powierzchni eliminuje koncentratory naprężeń. Kielichowanie — proces umacniający obszary promieniowe — znacząco poprawia odporność na zmęczenie zarówno w odlewniczych, jak i składanych wałach korbowych.
Jakość wspomagających komponentów: Wał korbowy zależy od łożysk głównych, łożysk tłokowych oraz odpowiedniego smarowania, aby przetrwać. Używanie oryginalnych lub najwyższej jakości komponentów zamiennych, wykonanych zgodnie z dokładnymi specyfikacjami, zapewnia gładkie obroty wału korbowego wokół prawdziwej osi, w pełni wspartego przez warstwę oleju.
Podczas budowania poważnych kombinacji mocy — niezależnie od tego, czy używasz pompy paliwa Holley Blue do zaspokajania agresywnych zapotrzebowań na paliwo, czy badasz opcje dodatkowej pompy paliwa w aplikacjach z turbodoładowaniem na forach C6 — pamiętaj, że możliwości systemu paliwowego nie znaczą nic, jeśli Twój układ wirujący ulegnie uszkodzeniu. Wał korbowy musi wytrzymać moc, którą umożliwia system paliwowy.
Porady doświadczonych konstruktorów są spójne: unikaj gwałtownego przyspieszania, nagłego hamowania i niepotrzebnych wysokich obrotów podczas docierania. Te niewielkie nawyki kumulują się z czasem, pomagając wałowi korbowemu, łożyskom i całemu dolnemu zespołowi pracować znacznie dłużej. Gdy silnik zostanie odpowiednio docierany, dostosuj styl jazdy do możliwości wału korbowego — i nigdy nie zakładaj, że którykolwiek element jest niezniszczalny.
Ostateczne rekomendacje dla każdego poziomu mocy
Po przeanalizowaniu metalurgii, procesów produkcyjnych, sposobów uszkodzeń oraz danych o rzeczywistej wydajności, nadszedł czas, by przebić się przez szum i dostarczyć Ci jednoznacznych wskazówek. Niezależnie od tego, czy budujesz samochód weekendowy z silnikiem Ford 460, czy dedykowany pojazd do wyścigów drag racing generujący moc na poziomie czterech cyfr, dobranie odpowiedniego wału korbowego do Twoich rzeczywistych celów mocy pozwala uniknąć zarówno nadmiernych wydatków, jak i katastrofalnych uszkodzeń.
Spór dotyczący wytrzymałości wałów korbowych typu billet i kute ostatecznie sprowadza się do jednego pytania: czego wymaga konkretnie Twoja konstrukcja? Nie tego, co brzmi imponująco na wystawie samochodowej, ale tego, co będzie trwałe i niezawodne przy zakładanej mocy przez dłuższy czas. Przeanalizujmy to szczegółowo według zastosowań.
Dopasowanie typu wału korbowego do Twoich celów budowy
Wybór wału korbowego powinien opierać się na logicznym drzewie decyzyjnym, uwzględniającym poziom mocy, planowane zastosowanie oraz priorytety budżetowe. Oto jednoznaczne rekomendacje uporządkowane według zastosowania:
- Konstrukcje poniżej 600 koni mechanicznych: Wysokiej jakości korbowody kute ze stali 4340 oferują doskonałą wartość i niezawodność w tym zakresie mocy. Niezależnie od tego, czy budujesz silnik Ford 460 do jazdy ulicznej, czy mały blok na weekendowe wyścigi z klasyfikacją, wysokiej klasy konstrukcja kuta radzi sobie z tymi poziomami mocy, zapewniając znaczny zapas bezpieczeństwa. Wydasz 800–1800 dolarów na korbownik, który bezpiecznie wytrzyma zakładaną moc, pozostawiając budżet na inne elementy zespołu wirującego. Korzyści struktury ziarnistej wynikające z kucia — umocnienie odkształcenia plastycznego i wyrównany przepływ ziarna — zapewniają odporność na zmęczenie przekraczającą wymagania większości konstrukcji ulicznych/trasowych.
- budowy uliczne/trasowe o mocy 600–1500 KM: Wysokiej jakości korbowody kute z certyfikowaną kontrolą jakości stają się optymalnym wyborem. Tutaj ogromne znaczenie ma spójność produkcji – potrzebna jest potwierdzona jakość materiału, odpowiednie hartowanie oraz udokumentowane kontrole procesu. Niezależnie od tego, czy używasz silnika Ford 460 z doładowaniem mechanicznym, czy platformy z turbodoładowaniem, certyfikowane korbowody kute od renomowanych producentów zapewniają niezbędną wytrzymałość bez cen charakterystycznych dla wersji frezowanych z litego pręta. Jak podaje Engine Labs, producenci tacy jak Callies udowodnili, że korbowody kute skutecznie wytrzymują od 1200 do 1800 koni mechanicznych w odpowiednio zaprojektowanych aplikacjach.
- Dedykowane wyścigom dragsterowym ponad 1500 koni mechanicznych: Rozważ wały korbowe ze stali wyciętej z litego kawałka, gdy niestandardowe skoki tłoka, ekstremalne ciśnienia doładowania lub zastosowanie podtlenku azotu przekraczają granice zmęczeniowe wytwarzanych wałów. Jeśli szukasz silnika blokowego Ford 460, aby stworzyć poważny egzemplarz do zawodów lub opracować niestandardową kombinację z wydłużonym skokiem, swoboda projektowania i potwierdzona jakość materiału w wale ze stali wyciętej z litego kawałka uzasadniają inwestycję w wysokości 2500–8000 USD lub więcej. Możliwość precyzyjnego określenia wymiarów skoku, położenia ciężarków przeciwutległych oraz rozmiarów filców staje się praktyczną koniecznością, a nie luksusem przy takich poziomach mocy.
- Zespoły wyścigowe profesjonalne i producenci seryjni: Precyzyjne elementy gorącokute z certyfikatem IATF 16949 oferują najlepszy stosunek wytrzymałości, spójności i wartości. Gdy budujesz wiele silników lub Twój sezon wyścigowy zależy od niezawodności komponentów, certyfikowane procesy produkcyjne eliminują zmienność, która charakteryzuje standardowe odkuwki. Partnerzy tacy jak Shaoyi (Ningbo) Metal Technology dostarczaj szybkie prototypowanie w ciągu zaledwie 10 dni, łącznie z możliwościami produkcji seryjnej — dokładnie tego wymagają profesjonalne programy rozwojowe i konkurencyjność.
Podstawowy wniosek dotyczący doboru wytrzymałości
Oto co doświadczeni budowniczy silników rozumieją, a co często umyka przypadkowym entuzjastom: przewaga wytrzymałościowa frezowanego materiału (billet) staje się istotna tylko powyżej określonych progów mocy. Jak mówi Brook Piper z Callies Performance Products: "Dziewięć razy na dziesięć nasze odkuwki wykonają swoją rolę." To nie jest niedocenianie billetu — to uczciwe uznanie faktu, że większość konstrukcji nigdy nie zbliża się do granic, w których budowa z billetu daje rzeczywiste korzyści.
Weź pod uwagę rachunek. Premium kute wały korbowe kosztują o 1000–1200 dolarów mniej niż odpowiednik z blachy. Jeśli Twój silnik generuje 1200 koni mechanicznych, a stosujesz kute wały wytrzymałe do 1800 KM, gdzie dodatkowa inwestycja w wersję z blachy przynosi wartość? Nie przynosi. Te 1200 dolarów można lepiej przeznaczyć na lepsze tłoki, wysokiej jakości pistony lub precyzyjny tłumik drgań—elementy, które rzeczywiście poprawiają niezawodność i wydajność Twojego układu.
Wyjątek potwierdza regułę. Gdy dążysz do osiągnięcia poziomu mocy dużych bloków 460, które sięgają zakresu 2000+ KM, lub budujesz silniki, w których kolejność zapłonu ford 460 powoduje gwałtowne skoki ciśnienia w cylindrach przy doładowaniu, konstrukcja z blachy staje się rozsądnym wyborem. Zweryfikowana jakość materiału i swoboda projektowania uzasadniają inwestycję, ponieważ faktycznie wykorzystujesz te możliwości.
Większość budujących będzie lepiej zabezpieczona poprzez inwestycję w wysokiej jakości kute wały i komponenty wspierające, zamiast purszować specyfikacje lite, których nigdy nie będą potrzebować.
Strategia Kompletnego Zespołu Rotującego
Wybór wału korbowego nigdy nie powinien następować w izolacji. Zespół rotujący działa jako system — wał korbowy, taczki łączące, tłoki, łożyska i tłumik drgań muszą działać razem, aby przetrwać Twoje cele mocy. Niezgodne komponenty tworzą słabe ogniwa, które podważają sens inwestycji w wysokiej jakości wał korbowy.
Oto jak warto myśleć o tym strategicznie:
- Dopasuj Wytrzymałość Taczek do Możliwości Wału Korbowego: Używanie wysokiej jakości kutej wału korbowego z taczkami oszczędnościowymi tworzy niepotrzebny punkt awarii. Zarezerwuj budżet na taczki typu H lub wysokiej jakości kute taczki, które uzupełniają wybór wału korbowego.
- Wybór Tłoków Wpływa na Obciążenie Wału Korbowego: Cięższe tłoki zwiększają masę drgającą oraz obciążenie wału korbowego. Lżejsze tłoki kute zmniejszają obciążenia, ale wymagają starannego doboru zestawu pierścieni. Zważ te kompromisy w odniesieniu do zakładanych obrotów.
- Jakość łożysk ma ogromne znaczenie: Twój wał korbowy pracuje na warstwie oleju utrzymywanej przez łożyska główne i łożyska korbowodu. Zgodnie z Tomorrow's Technician , zanieczyszczenia są najczęstszą przyczyną uszkodzeń łożysk i wałów korbowych. Wysokiej jakości łożyska trójwarstwowe lub powlekane zapewniają ochronę wymaganą przez poważne projekty silników.
- Wybór tłumika drgań skrętnych: Niewłaściwy tłumik może faktycznie wzmacniać szkodliwe wibracje zamiast je kontrolować. Dostosuj charakterystykę tłumika do konkretnych częstotliwości harmonicznych Twojego silnika – szczególnie ważne w miarę wzrostu mocy.
Dla profesjonalnych budowniczych silników, którzy pozyskują komponenty do wielu jednostek lub zespołów wyścigowych wymagających spójnej jakości w ramach swoich programów, współpracując z producentami certyfikowanymi zgodnie z IATF 16949, upraszcza zakupy, jednocześnie gwarantując spełnienie specyfikacji. Wsparcie inżynieryjne na etapie projektowania optymalizuje stosunek wytrzymałości do masy dla konkretnego zastosowania, zamiast korzystania z gotowych form odlewniczych produkujących uniwersalne elementy.
Twoja ramowa decyzja
Gdy będziesz gotowy dokonać wyboru wału korbowego, przeanalizuj następujące pytania:
- Jaki jest Twój realistyczny cel pod względem maksymalnej mocy – nie ta liczba, którą podajesz znajomym, ale rzeczywista moc, jaką wytworzy Twoje połączenie?
- Do czego będzie używany silnik? Do codziennego użytku, weekendowych rajdów, dedykowanych zawodów czy profesjonalnych wyścigów?
- Jaki jest całkowity budżet na zespół obrotowy? Czy możesz sobie pozwolić na wysokiej jakości kute elementy wraz z odpowiednimi komponentami towarzyszącymi, czy cena frezowanych (billet) zmusiłaby Cię do kompromisów w innych miejscach?
- Czy potrzebujesz niestandardowych specyfikacji tłoków, czy standardowe opcje kucia pokrywają Twoje wymagania?
- Jak ważna jest spójność produkcji? Pojedyncze wykonania tolerują większą zmienność niż profesjonalne programy wymagające identycznych komponentów we wielu silnikach.
Odpowiedz szczerze na te pytania, a wybór wału korbowego stanie się oczywisty. Spór dotyczący wytrzymałości wałów z litego materiału i kowanych rozwiązuje się sam, gdy dopasujesz metodę produkcji do rzeczywistych wymagań, zamiast gonić za specyfikacjami, które brzmią imponująco, ale nie dają żadnych praktycznych korzyści.
Nie ważne, czy budujesz łagodny silnik uliczny, czy potwora do wyścigów na ślizg, cel pozostaje ten sam: złożyć zestaw obrotowy, który wytrzyma Twoje cele mocy w sposób niezawodny przez długi czas. Wybieraj rozważnie, inwestuj w wysokiej jakości produkcję, a Twój wał korbowy będzie ostatnią rzeczą, o której będziesz się martwił, gdy naciśniesz pedał gazu.
Często zadawane pytania dotyczące wytrzymałości wału korbowego
1. Jaki jest najmocniejszy wał korbowy?
Najmocniejszy wał korbowy zależy od zastosowania. Premium wały korbowe frezowane z materiału billet wykonanego z stali EN40B lub 4340 oferują największą wytrzymałość dla ekstremalnych zastosowań przekraczających 2 000 konnych. Jednak wysokiej jakości kute wały korbowe 4340 od producentów takich jak Callies zapewniają lepszą odporność na zmęczenie dzięki wyrównanemu przepływowi ziarna i materiałowi utwardzonemu poprzez kucie. Dla większości aplikacji wydajnościowych poniżej 1 500 konnych, precyzyjne gorąco-kute wały korbowe z certyfikacją IATF 16949 zapewniają optymalną wytrzymałość i niezawodność. Producenci certyfikowani zgodnie z IATF, takie jak Shaoyi Metal Technology, gwarantują spójną jakość poprzez rygorystyczne kontrole procesów oraz zweryfikowane specyfikacje materiałów.
2. Czy billet jest z natury silniejszy niż kute?
Nie, wałek z pręta nie jest z natury silniejszy niż kute. Zgodnie z opinią ekspertów branżowych, jeśli dwa wały korbowe wykonane są z identycznego materiału – jeden kuty, drugi z pręta – to wersja kuta będzie silniejsza dzięki skompresowanej, ułożonej strukturze ziarna, która podąża za konturami elementu. Zalety wałka z pręta wynikają z większej swobody projektowania, możliwości inspekcji materiału przed obróbką oraz możliwości stosowania stopów o wyższych parametrach. Proces kucia tworzy stal uplastycznioną, charakteryzującą się wytrzymałością kierunkową, podczas gdy frezowanie wałka z pręta przecina istniejącą strukturę ziarna. Oba procesy pozwalają na wytworzenie wyjątkowych wałów korbowych, jeśli są odpowiednio wykonane, jednak najlepiej sprawdzają się w różnych zakresach mocy i zastosowaniach.
3. Przy jakiej mocy należy przejść z wału korbowego odlewanego na kuty?
Konsensus branżowy zaleca przejście z wałów korbowych odlewanych na kute podczas budowania silników o mocy powyżej 450–500 KM. Odlewane wały korbowe mają wytrzymałość na rozciąganie rzędu 60 000–80 000 PSI, podczas gdy kute – 125 000–200 000 PSI. Dla poziomów mocy między 500 a 1200 KM, wysokiej jakości stal kuta 4340 staje się minimalną rekomendacją. Powyżej 1200 KM wymagane są wały kute premium z certyfikowaną kontrolą jakości. Zastosowania przekraczające 1800 KM zazwyczaj wymagają konstrukcji z blachy (billet) zapewniającej maksymalną wytrzymałość i możliwości dostosowania do specyfikacji.
4. Co powoduje uszkodzenie wału korbowego w silnikach wysokiej wydajności?
Uszkodzenia wału korbowego zazwyczaj wynikają z pęknięć zmęczeniowych w miejscach koncentracji naprężeń, takich jak miejsca przecięcia otworów olejowych, promienie zaokrągleń i podstawy ciężarów. Wale korbowe kute ulegają zwykle stopniowemu pękaniu zmęczeniowemu, które daje sygnały ostrzegawcze, natomiast wale wykonane z materiału maszynowego mogą ulec nagłemu uszkodzeniu z powodu naprężeń wywołanych obróbką mechaniczną lub niezauważonych wad materiałowych. Czynniki sprzyjające awarii to nieprawidłowe hartowanie, niska jakość łożysk, niezgodność tłumików drgań skrętnych oraz przekroczenie dopuszczalnej mocy dla wału korbowego. Regularna analiza oleju, kontrole łożysk oraz obserwacja nietypowych wibracji pomagają wykryć problemy przed katastrofalnym uszkodzeniem.
5. W jaki sposób struktura ziarna wpływa na trwałość wału korbowego?
Struktura ziarna ma znaczący wpływ na odporność i trwałość wału korbowego na zmęczenie. Kucie wyrównuje przepływ kryształowych ziaren metalu wzdłuż konturów wału korbowego, tworząc wytrzymałość kierunkową tam, gdzie naprężenia są największe. Taka uporządkowana struktura lepiej opiera się inicjowaniu i propagacji pęknięć niż przypadkowe lub przerwane wzorce ziaren. Tokarka obrabiające wycinają istniejącą liniową strukturę ziarnową, potencjalnie tworząc punkty koncentracji naprężeń na powierzchniach obrabianych. Odlewy wałów korbowych mają losową orientację ziaren z nieprzewidywalnymi słabymi punktami. Odpowiednia obróbka cieplna dodatkowo wzmocnia korzyści wynikające ze struktury ziarna, niezależnie od metody produkcji.