 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Kluczowe strategie smarowania matryc samochodowych dla osiągnięcia wysokiej wydajności
STRESZCZENIE
Smorowanie matryc w przemyśle motoryzacyjnym to kluczowy proces nanoszenia specjalistycznego środka w celu utworzenia ochronnej warstwy między matrycą a obrabianym przedmiotem podczas operacji tłoczenia lub odlewania. Skuteczna strategia smarowania jest niezbędna do zmniejszenia tarcia i ogrzewania, zapobiegania przedwczesnemu zużyciu narzędzi, zapewnienia wysokiej jakości wydzielania wyprodukowanych części oraz maksymalizacji czasu pracy drogich matryc.
Kluczowa rola smarowania w operacjach matrycowych w przemyśle motoryzacyjnym
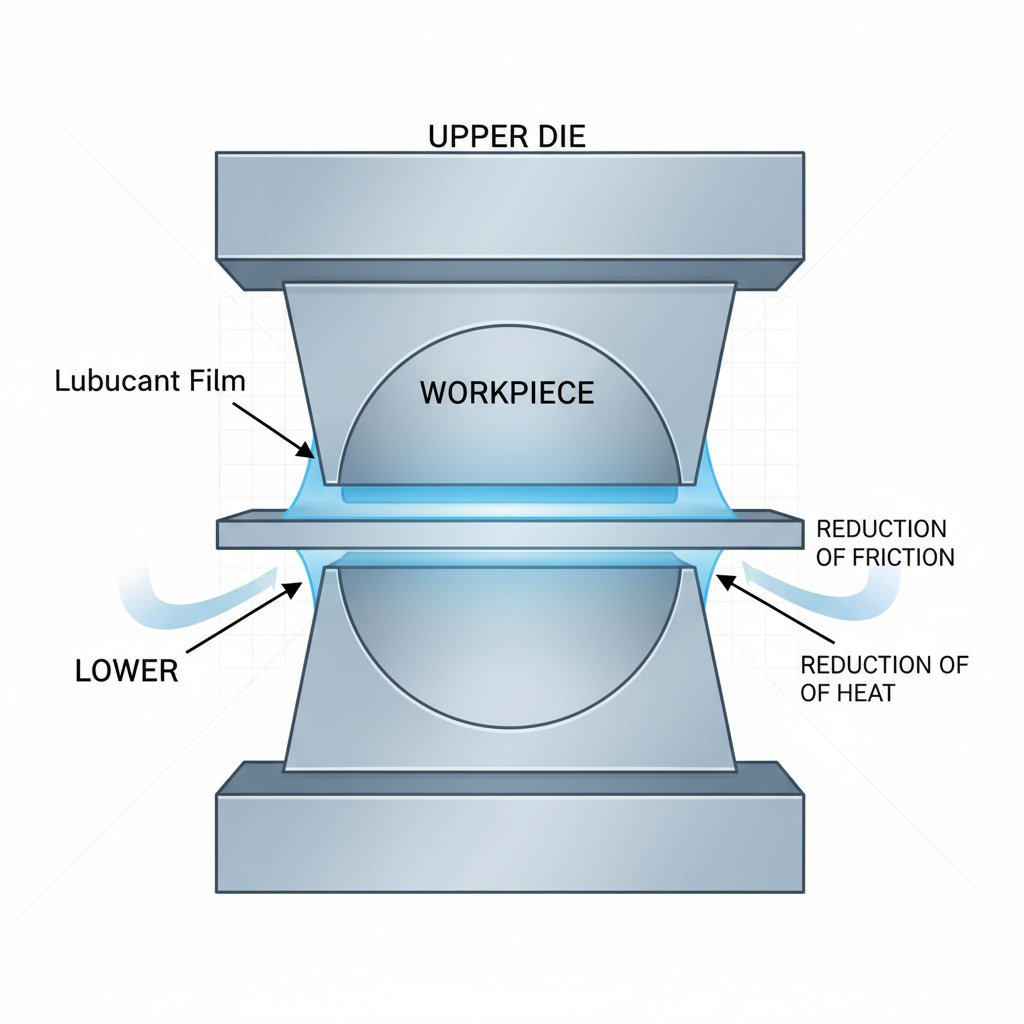
W każdej tłoczni, procesie formowania lub produkcji blacharskiej, oddziaływanie między narzędziem a przedmiotem obrabianym to moment intensywnego tarcia i generowania ciepła. Główne zadanie smarowania matryc polega na wprowadzeniu trwałej warstwy pomiędzy tymi powierzchniami w celu kontrolowania tych sił. Ten proces nie sprowadza się jedynie do naniesienia cieczy; jest podstawowym elementem skutecznej operacji produkcyjnej, wpływającym na wszystko – od jakości wyrobów po koszty operacyjne. Poprawnie zaplanowana strategia smarowania może znacząco zwiększyć efektywność całego cyklu produkcji.
Funkcje smarowania matryc są wieloaspektowe i wykraczają daleko poza proste zmniejszanie tarcia. Odpowiedni środek smarny tworzy fizyczną barierę separującą powierzchnię matrycy od detalu, co ma kluczowe znaczenie dla zapobiegania uszkodzeniom oraz zapewnienia czystego wydzielania. Długość żywotności precyzyjnych narzędzi, takich jak specjalistyczne matryce stosowane w przemyśle motoryzacyjnym opracowywane przez ekspertów takich jak Shaoyi (Ningbo) Metal Technology Co., Ltd. , jest bezpośrednio zależne od starannie wykonanego programu smarowania. Bez niego nawet najbardziej wytrzymałe matryce ulegają przedwczesnemu zużyciu.
Skuteczne smarowanie matryc zapewnia kilka kluczowych korzyści:
- Kontrola tarcia i ciepła: Poprzez minimalizację oporu między matrycą a obrabianym materiałem, środki smarne odprowadzają intensywne ciepło powstające podczas procesu kształtowania, co ma zasadnicze znaczenie dla zachowania stabilności wymiarowej zarówno narzędzia, jak i detalu.
- Ochrona matrycy: Warstwa środka smarnego działa jako osłona, zapobiegając zacinaniu, zadzieraniu i innym formom zużycia spowodowanym bezpośredniym kontaktem metal-metal. Przekłada się to bezpośrednio na dłuższą żywotność narzędzi i skrócony czas przestojów konserwacyjnych.
- Poprawa jakości części: Prawidłowe smarowanie zapewnia płynny przepływ materiału po powierzchni matrycy, zapobiegając pęknięciom, rozdartiom i wadom estetycznym. Ułatwia również czyste wyjęcie detalu z matrycy, unikając deformacji.
- Kontrola korozji: Wiele środków smarowych do kształtowania zawiera dodatki, które chronią zarówno matrycę, jak i gotowy element przed utlenianiem i rdzą podczas, jak i po procesie wytwarzania.
Z drugiej strony, skutki niewystarczającego smarowania są poważne. Niewystarczające lub nieprawidłowe naniesienie cieczy prowadzi do zwiększenia wskaźnika odpadów, kosztownych napraw matryc oraz nieplanowanych przestojów produkcyjnych. W przemyśle motoryzacyjnym, gdzie coraz częściej stosuje się lekkie materiały, takie jak aluminium, w celu poprawy oszczędności paliwa, wymagania stawiane technologii smarowania są jeszcze większe. Materiały te wymagają specjalistycznych strategii smarowania, aby radzić sobie z ich unikalnymi cechami kształtowania oraz zapobiegać problemom, takim jak przypalanie się w procesach odlewania pod ciśnieniem.
Opracowanie kompleksowej strategii smarowania
Osiągnięcie doskonałości w smarowaniu wymaga odejścia od przypadkowego, reaktywnego podejścia na rzecz zaplanowanej, kompleksowej strategii. Przy opracowywaniu planu smarowania, szczególnie w środowisku Quick Die Change (QDC), przedsiębiorstwa nigdy nie powinny traktować poszczególnych komponentów izolacyjnie. Skuteczna strategia zapewnia, że wszystkie elementy — od doboru i rozcieńczania środków smarnych, przez metody nanoszenia, po kontrolę procesów — współpracują, aby skrócić czasy przygotowań i zapobiegać błędom.
Kompleksowa strategia zaczyna się od zrozumienia, że różne stanowiska pracy mają różne wymagania. Na przykład producenci OEM często posiadają specyficzne, zatwierdzone płyny do swoich narzędzi. Kluczowym elementem strategii jest wybór między reaktywnym podejściem opartym na harmonogramie a bardziej zaawansowanym systemem opartym na stanie technicznym. Choć smarowanie według harmonogramu jest prostsze, strategia oparta na stanie monitoruje rzeczywisty stan środka smarnego i maszyn w celu zoptymalizowania jego stosowania, co zmniejsza marnowanie i poprawia wydajność. Takie proaktywne podejście jest kluczowe dla nowoczesnej produkcji o dużej różnorodności wyrobów.
Aby opracować skuteczną strategię smarowania, rozważ poniższy wykaz czynności:
- Przeanalizuj zastosowanie: Oceń materiał obrabiany (np. stal o wysokiej wytrzymałości, aluminium), złożoność elementu oraz rodzaj operacji (np. tłoczenie, głębokie wyciąganie, odlewanie pod ciśnieniem).
- Skonsultuj się z dostawcami: Współpracuj z dostawcą środków smarnych, aby dobrać odpowiedni płyn. Mogą oni dostarczyć kluczowe informacje na temat właściwości kształtowania oraz kompatybilności ze wstępnym procesowaniem, takim jak malowanie czy powlekanie.
- Zdefiniuj parametry aplikacji: Określ optymalną metodę nanoszenia (np. natrysk, wałek), rozmieszczenie dysz, objętość oraz moment naniesienia. Integrowane sterowniki mogą przechowywać te „profile natrysku”, zapewniając powtarzalność i eliminując konieczność domyślania się ustawień podczas przełączania produkcji.
- Ustal właściwe rozcieńczenie i monitorowanie: Skorzystaj z wykresu stężenia dostarczonego przez dostawcę środka smarnego, aby ustalić poprawne proporcje rozcieńczenia. Regularnie sprawdzaj stężenie refraktometrem, aby zagwarantować spójność.
- Zintegruj z pracą prasy: W celu osiągnięcia maksymalnej efektywności, szczególnie przy QDC, stosuj systemy takie jak szybkozłącza dla rur prowadzących środek smarny. Nie tylko przyspieszają one wymianę, ale również zapobiegają błędom, takim jak podłączenie nieprawidłowej wężyki do danej dyszy.
Poniższa tabela porównuje dwa strategiczne podejścia, podkreślając korzyści z proaktywnego, opartego na systemach podejścia.
| Czynnik | Strategia reaktywna (skoncentrowana na komponentach) | Strategia proaktywna (skoncentrowana na systemie) |
|---|---|---|
| Aplikacja smaru | Ręczne stosowanie lub według ustalonego harmonogramu; często prowadzi do nadmiernego lub niedostatecznego smarowania. | Zautomatyzowane stosowanie oparte na stanie systemu z precyzyjną kontrolą ilości i momentu aplikacji. |
| Proces zmiany serii | Indywidualne połączenia wężowe; duże ryzyko błędu ludzkiego i zanieczyszczenia. | Zastosowanie kolektorów z szybkimi łączami i zaprogramowanymi przepisami; minimalizuje błędy i przestoje. |
| Monitorowanie | Rzadkie lub nieistniejące kontrole stężenia i stanu środka smarnego. | Regularne monitorowanie stosunków rozcieńczenia i wydajności systemu; korekty oparte na danych. |
| Wynik | Niestabilna jakość części, większe zużycie środka smarnego, zwiększony zużycie matrycy oraz dłuższe przestoje. | Stabilna jakość części, zmniejszone zużycie, wydłużona żywotność matrycy oraz poprawiona efektywność operacyjna. |
Wybór odpowiedniego środka smarnego: Przewodnik po typach i właściwościach
Sam środek smarny jest fundamentem każdej strategii smarowania matryc. Wybór odpowiedniego typu jest kluczowy i zależy przede wszystkim od konkretnego zastosowania, w tym rodzaju formowanego materiału, temperatur roboczych oraz ciśnień. Cztery główne kategorie środków przemysłowych oferują różne właściwości dostosowane do różnych sytuacji.
Główne typy obejmują oleje, smary, smarowanie suche oraz środki nasączające. W większości zastosowań w matrycach samochodowych najczęściej stosuje się oleje i specjalistyczne związki syntetyczne. Na przykład w procesie odlewu aluminium w wysokiej temperaturze, wodne środki smarne dla form są projektowane tak, aby skutecznie chłodzić powierzchnię formy i zapobiegać spawaniu, powszechnemu problemowi spowodowanemu efektem Leidenfrosta, gdy ciecz paruje zanim zdąży zwilżyć gorącą powierzchnię. Podobnie, podczas tłoczenia aluminiowych części nadwozia (BIW), smary termoplastyczne mogą zapewniać lepsze smarowanie graniczne niż tradycyjne oleje.
Podjęcie właściwej decyzji wymaga starannego przeanalizowania kilku czynników. Środek smarny, który dobrze działa w niskich temperaturach, może ulec rozkładowi pod wpływem ekstremalnego ciepła podczas operacji kucia lub odlewania pod ciśnieniem. Poniższa tabela przedstawia porównanie najczęstszych typów środków smarnych używanych w obróbce metali:
| Rodzaj smaru | Podstawowe właściwości | Najlepszy dla | Wnioski |
|---|---|---|---|
| Na bazie oleju (mineralny/syntetyczny) | Doskonałe chłodzenie, szeroki zakres lepkości, może zawierać dodatki przeciwzużyciowe (EP). | Ogólne tłoczenie, wykrawanie, operacje wysokoprędkościowe. | Może powodować problemy z higieną; lepkość zmienia się wraz z temperaturą. |
| Emulsje/syntetyki na bazie wody | Doskonałe właściwości chłodzące, czyste, niepalne. | Odlewanie pod ciśnieniem w wysokiej temperaturze, zastosowania wymagające odporności na ogień. | Wymaga starannego monitorowania stężenia; istnieje ryzyko rozwoju bakterii. |
| Smarniki w postaci suchych warstw (grafit, PTFE) | Wytrzymuje skrajne temperatury i ciśnienia; zapewnia czystą, nieoleistą powierzchnię. | Kucie, wyciskanie i zastosowania, w których istnieje zagrożenie zanieczyszczeniem cieczami. | Może być trudne do równomiernego nałożenia; może wymagać przygotowania powierzchni. |
| Smarniki topnione | Nakładane w postaci stałej i topniejące pod wpływem ciepła; zapewnia doskonałe smarowanie graniczne. | Wykrawanie trudnych materiałów, takich jak stopy aluminium. | Wymaga specjalistycznego sprzętu do aplikacji. |
Aby poprowadzić proces doboru, zadaj następujące pytania:
- Jaki jest materiał obrabianego przedmiotu i jego grubość?
- Jakie są maksymalne temperatury i ciśnienia występujące podczas pracy?
- Czy istnieją określone wymagania dotyczące wykończenia powierzchni gotowego elementu?
- Jakie są aspekty środowiskowe, higieny i bezpieczeństwa?
- Czy środek smarny jest kompatybilny z procesami dalszej obróbki, takimi jak spawanie, malowanie lub powlekanie?
Optymalizacja wydajności poprzez strategiczne smarowanie
Ostatecznie skuteczne smarowanie matryc samochodowych to coś znacznie więcej niż tylko czynność konserwacyjna — jest to strategiczna konieczność dla każdej nowoczesnej operacji kształtowania metali. Przejście od podejścia polegającego na po prostu nanoszeniu cieczy do zarządzania kompletnym systemem smarowania jest kluczowe dla osiągnięcia szczytowej wydajności. Skuteczna strategia zakłada, że wybór środka smarnego, metoda jego nanoszenia oraz monitorowanie procesu to powiązane ze sobą elementy, które bezpośrednio wpływają na produktywność, jakość i zyskowność.
Dokładnie analizując specyficzne wymagania każdej aplikacji, współpracując z doświadczonymi dostawcami oraz wykorzystując technologię zapewniającą precyzję i powtarzalność, producenci mogą osiągnąć znaczące korzyści. Wyniki są namacalne: dłuższa żywotność matryc, niższy poziom odpadów, szybsze przejścia oraz czystsze i bezpieczniejsze środowisko pracy. W konkurencyjnym środowisku motoryzacyjnym opanowanie smarowania matryc jest kluczowym czynnikiem wyróżniającym, który przyczynia się do doskonałości operacyjnej.
Często zadawane pytania dotyczące smarowania matryc
1. Jaki jest środek smarny do odlewania pod ciśnieniem?
W odlewnictwie, szczególnie przy stosowaniu metali o wysokiej temperaturze, takich jak aluminium, zazwyczaj wykorzystuje się specjalistyczne smary wodne. Produkty te są projektowane tak, aby zarówno smarować formę, ułatwiając wyjmowanie detalu, jak i – co szczególnie ważne – chłodzić powierzchnie formy między cyklami. Muszą one wytrzymać skrajne temperatury i zapobiegać problemom takim jak przylepianie się metalu. Niektóre specjalistyczne produkty, na przykład zawierające grafit, stosuje się również ze względu na ich stabilność w wysokich temperaturach.
2. Jakie są 4 typy smarów?
Cztery główne rodzaje smarów przemysłowych to oleje, smary plastyczne, smary przenikające oraz smary suche. Oleje są ciekłe i doskonale nadają się do odprowadzania ciepła. Smary plastyczne są półstałe i dobrze przylegają do powierzchni. Smary przenikające charakteryzują się bardzo niską lepkością, dzięki czemu przedostają się w wąskie szczeliny. Smary suche, takie jak grafit lub PTFE, są substancjami stałymi, które zmniejszają tarcie w warunkach wysokiej temperatury lub w czystych środowiskach.
3. Co to jest metoda smarowania typu 3?
Ogólnie odnosi się to do jednej z trzech powszechnych metod smarowania maszyn, takich jak przekładnie. Główne metody to smarowanie plastycznym smarem, smarowanie cieczowe (gdzie elementy zanurzają się w łaźni olejowej) oraz wymuszone obiegi oleju (gdzie pompa aktywnie rozprowadza olej do kluczowych punktów). Wybór metody zależy od prędkości, obciążenia i wymagań konstrukcyjnych maszyny.
4. Jakie są trzy lub cztery typy systemów smarowania?
W kontekście maszyn przemysłowych systemy smarowania odnoszą się do metody dostarczania środka smarnego. Obejmują one systemy ręczne (np. smarownicę tłokową), systemy scentralizowane, które automatycznie dostarczają środek smarny do wielu punktów z jednego zbiornika, systemy mgły olejowej, które rozpylają rozpylony środek smarny, oraz systemy obiegowe, które ciągle filtrują i ponownie używają oleju. W zastosowaniach matryc systemem jest często automatyczny system rozpylający lub wałkowy, zaprojektowany do precyzyjnego nanoszenia.