 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Automatyzacja w przemyśle tłoczenia metalu: Centralny system nerwowy
STRESZCZENIE
Automatyzacja w przemyśle tłoczenia metalu wyewoluowała od prostego mechanicznego manipulowania do roli «ośrodkowego układu nerwowego» współczesnych zakładów produkcyjnych. Już nie chodzi wyłącznie o szybszą produkcję; reprezentuje ona kompleksową integrację trzech podstawowych filarów: zaawansowanego sprzętu (prasy serwo i roboty), inteligentnego oprogramowania (IIoT i predykcyjne dane) oraz zoptymalizowanych procesów (inspekcja wizyjna i bezpieczeństwo). Niniejszy przewodnik omawia, w jaki sposób te technologie współpracują, aby osiągnąć jakość bezdefektową i zmaksymalizować zwrot z inwestycji (ROI).
Dla menedżerów zakładów i inżynierów przejście na automatyzację oznacza wyjście poza samodzielne maszyny ku całkowicie zsynchronizowanemu ekosystemowi. Wykorzystując technologie takie jak systemy transferowe tandemowe od prasy do prasy oraz weryfikację wizyjną w czasie rzeczywistym, producenci mogą pokonać niedobór pracowników, zwiększyć bezpieczeństwo poprzez usunięcie operatorów ze stref niebezpiecznych oraz osiągnąć precyzję wymaganą przez standardy motoryzacyjne i lotnicze.
Ekosystem technologiczny: Więcej niż tylko roboty
Podstawą każdej zautomatyzowanej linii tłoczenia jest jej sprzęt. Choć roboty są najbardziej widocznym elementem, prawdziwa siła tkwi w integracji specjalistycznego sprzętu, który komunikuje się bezproblemowo. Zrozumienie konkretnych ról technologii serwomechanicznych i systemów transferowych jest kluczowe przy doborze odpowiedniego wyposażenia dla Twojego zakładu.
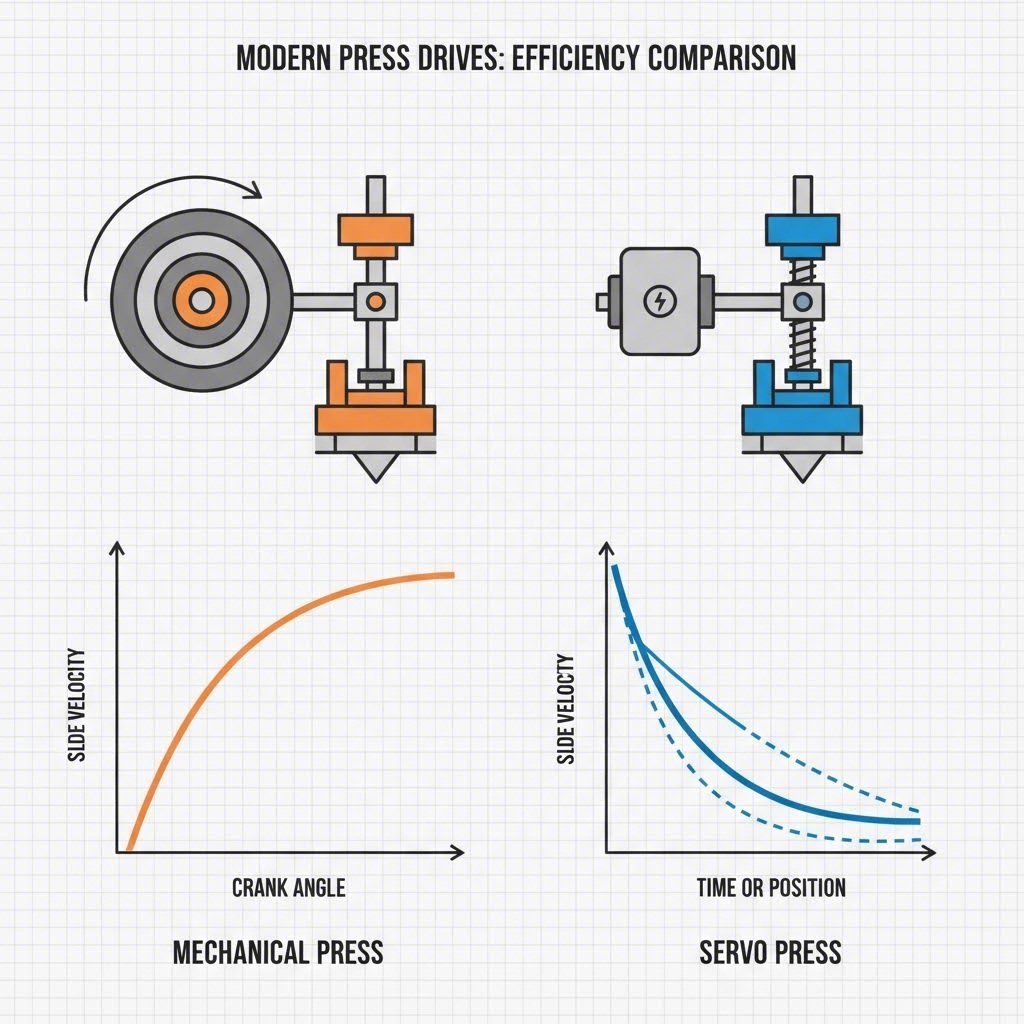
Prasy napędzane serwonapędami vs. systemy mechaniczne
Tradycyjne prasy mechaniczne działają na podstawie stałego koła zamachowego, co ogranicza ich elastyczność. W przeciwieństwie do nich, technologia prasy serwo umożliwia precyzyjną kontrolę prędkości suwaka i jego położenia w dowolnym punkcie suwu. Ta możliwość pozwala producentom dostosować czasy postoju dla konkretnych operacji kształtowania, zmniejszając odbijanie się materiału i poprawiając jakość wyrobów. Dzięki kontroli prędkości ruchu matrycy oraz ciśnienia w czasie rzeczywistym, prasy serwo mogą wytwarzać złożone geometrie, które byłyby niemożliwe do wykonania przy użyciu standardowych systemów mechanicznych.
Rozwiązania destakowania na początku linii (FOL)
Automatyzacja rozpoczyna się na początku linii. Proces destakowania — oddzielanie surowych blanków i ich podawanie do pierwszej prasy — wymaga absolutnej niezawodności, aby zapobiec podawaniu podwójnych blanków, co może prowadzić do katastrofalnych uszkodzeń matryc. Dwa główne technologie dominują na tym polu:
- Wentylatory magnetyczne: Skuteczne dla materiałów ferromagnetycznych, ale narażone na podnoszenie wielu arkuszy jednocześnie, jeśli warstwa oleju jest zbyt gruba.
- Systemy ssawkowe: Preferowane ze względu na dokładność. Jak zauważają eksperci z JR Automation , miseczki próżniowe minimalizują ryzyko podwójnego pobierania i zapewniają jednorazowe załadowanie arkusza, stanowiąc standard dla linii wysokoprędkościowych.
Zrobotyzowane przenoszenie tandemowe z prasy do prasy (P2P)
Przenoszenie części między stanowiskami w linii tandemowej jest często największym wąskim gardłem. Nowoczesne systemy przenoszenia P2P wykorzystują szybkie roboty wieloosiowe, które synchronizują się z cyklem prasy. W przeciwieństwie do sztywnej twardo zautomatyzowanej technologii, te zrobotyzowane systemy oferują elastyczność niezbędną do obsługi produkcji wieloasortymentowej o niskich nakładach. Mogą być przeprogramowane w ciągu kilku minut, aby dostosować się do różnych geometrii detali, znacząco skracając czas przełożenia — kluczowy wskaźnik KPI dla współczesnych zakładów tłocznia.
Inteligentna produkcja i dane: «Cyfrowy system nerwowy»
Same sprzęty nie wystarczą bez inteligencji, która je napędza. Inteligentna produkcja przekształca zakład tłocznia w przedsiębiorstwo oparte na danych, często nazywane Przemysłem 4.0. Ten „cyfrowy układ nerwowy” polega na czujnikach i łączności, umożliwiających monitorowanie stanu maszyn i stabilności procesów w czasie rzeczywistym.
Konserwacja predykcyjna i IIoT
Konserwacja reaktywna – naprawianie maszyn po ich uszkodzeniu – jest kosztowna i nieskuteczna. Poprzez integrację czujników Przemysłowego Internetu Rzeczy (IIoT), producenci mogą monitorować kluczowe zmienne, takie jak drgania silnika, temperatura oleju czy siła tłoczenia. Ulbrich podkreśla, w jaki sposób algorytmy konserwacji predykcyjnej analizują te dane, aby przewidzieć awarie urządzeń dni lub tygodnie przed ich wystąpieniem. Taki przejście pozwala zespołom serwisowym planować naprawy w trakcie zaplanowanych przestojów, znacząco poprawiając ogólną skuteczność wyposażenia (OEE).
Rola cyfrowych bliźniaków
„Cyfrowy bliźniak” to wirtualna replika fizycznego procesu tłoczenia. Zanim zostanie wykonane pierwsze tłoczenie blachy, inżynierowie mogą przesymulować cały cykl produkcji w środowisku wirtualnym. Pozwala to na wykrywanie potencjalnych kolizji, optymalizację tras robotów oraz weryfikację czasów cyklu. Cyfrowe bliźniaki skracają fazę prób i błędów podczas uruchamiania linii fizycznej, zapewniając, że zautomatyzowana linia od pierwszego dnia będzie pracować z maksymalną wydajnością.
Kluczowe punkty integracji: magazynowanie i kontrola jakości
Najbardziej złożone wyzwania związane z automatyzacją często występują na końcu linii (EOL). Gdy gotowe elementy opuszczają prasę, muszą zostać sprawdzone, umieszczone na stojakach i przygotowane do wysyłki, bez powodowania wąskiego gardła.
Strategie magazynowania na końcu linii (EOL)
Zautomatyzowanie procesu magazynowania jest notorycznie trudne ze względu na różnorodność opakowań transportowych. Stosuje się zazwyczaj dwa podejścia:
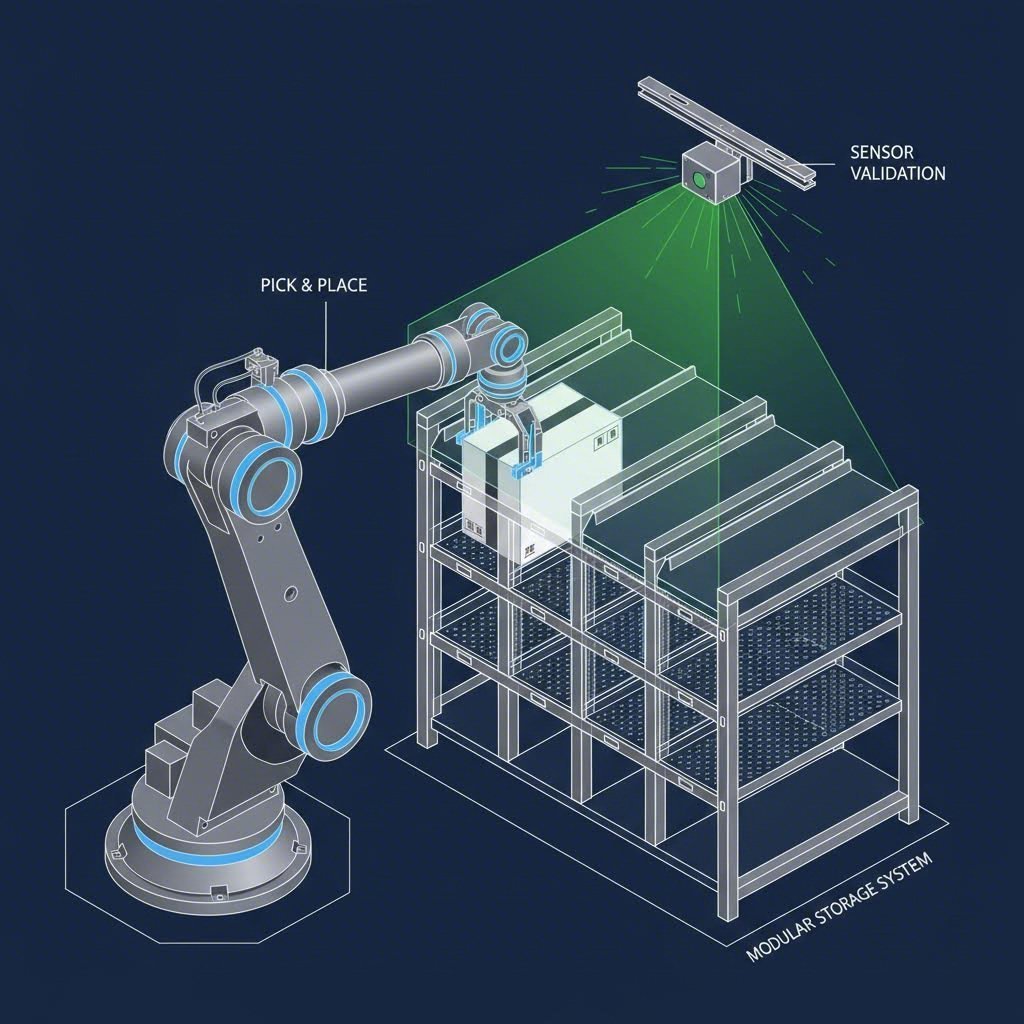
- Pełna automatyzacja magazynowania: Ramiona robotów podnoszą ukończone elementy i umieszczają je bezpośrednio w paletach wysyłkowych. Wymaga to precyzyjnego ustalenia położenia kratek i stojaków.
- Systemy hybrydowe: Te systemy umożliwiają zarówno ręczne, jak i automatyczne pakowanie na palety, zapewniając elastyczność. Wymagają jednak zaawansowanego zabezpieczenia stref bezpieczeństwa (za pomocą kotar świetlnych i skanerów), aby operatorzy ludzie mogli bezpiecznie pracować obok robotów.
Systemy wizyjnej walidacji
Robot nie może „zobaczyć” źle ustawionej palety ani elementu śmieci bez pomocy zewnętrznej. Zaawansowane systemy wizyjne 3D są niezbędne do zweryfikowania położenia i stanu palet przed umieszczeniem na nich detalu. Te systemy skanują pojemnik, aby upewnić się, że jest wolny od przeszkód i prawidłowo ustawiony. Dodatkowo kontrola wizyjna inline sprawdza detale pod kątem wad powierzchniowych, pęknięć lub odchyleń wymiarowych bezpośrednio po tłoczeniu, zapewniając dostarczanie klientowi wyłącznie detali bezdefektowych.
Uzasadnienie biznesowe: Zwrot z inwestycji, bezpieczeństwo i zdolność produkcyjna
Inwestycje w automatyzację to znaczne wydatki kapitałowe, ale zwrot z inwestycji (ROI) wynika ze mierzalnych korzyści w zakresie efektywności, jakości oraz wykorzystania siły roboczej.
Bezpieczeństwo i podnoszenie kwalifikacji pracowników
Jednym z najważniejszych argumentów za automatyzacją jest bezpieczeństwo. Poprzez usunięcie operatorów z linii prasowej producenci eliminują ryzyko poważnych urazów rąk i kończyn. Co więcej, Manor Tool podkreśla, że automatyzacja niekoniecznie prowadzi do utraty miejsc pracy; raczej sprzyja podnoszeniu kwalifikacji pracowników. Operatorzy przechodzą od powtarzalnych, ręcznych zadań ładowania do bardziej wartościowych ról, takich jak programowanie systemów, kontrola jakości czy stanowiska techników konserwacji.
Współpraca dla sukcesu w produkcji seryjnej
Dla producentów OEM z branż samochodowej i przemysłowej wybór partnera w zakresie tłoczenia często zależy od jego możliwości automatyzacji i posiadanych certyfikatów jakości. W pełni zautomatyzowane zakład może zagwarantować przepustowość niezbędną do produkcji masowej, zachowując jednocześnie ścisłe tolerancje. Na przykład, Shaoyi Metal Technology wykorzystuje precyzję z certyfikatem IATF 16949 oraz możliwości prasowania do 600 ton, by pokonać lukę między szybkim prototypowaniem a produkcją seryjną. Ich podejście pokazuje, jak zaawansowane usługi obróbki mogą dostarczać kluczowe komponenty, takie jak wahacze i podwozia, spełniające rygorystyczne normy międzynarodowe.
Przyszłość to synchronizacja
Automatyzacja w przemyśle tłoczenia metali wyewoluowała ze względnego atutu konkurencyjnego do podstawowego standardu operacyjnego. Przyszłość należy do zakładów, które potrafią zsynchronizować serwonapędową precyzję z danymi opartymi na analizach. Traktując linię tłoczni jako spójny, inteligentny system, producenci mogą osiągnąć ideał produkcji: większą szybkość, niższy koszt i idealną jakość. Wraz z postępem technologicznym można się spodziewać jeszcze głębszej integracji sztucznej inteligencji i uczenia maszynowego, co dalej zatrze granice między fizyczną produkcją a optymalizacją cyfrową.
Często zadawane pytania
1. Jaka jest różnica między automatyzacją sztywną a transferem robotycznym?
Automatyzacja sztywna wykorzystuje stałe systemy mechaniczne do przemieszczania części między prasami. Jest bardzo szybka, ale ma niewielką elastyczność, co czyni ją idealną dla produkcji dużoseryjnej o niskiej różnorodności. Przeniesienie robota polega na zastosowaniu programowalnych ramion robotów, oferujących nieco wolniejsze działanie, ale ogromną elastyczność w operacjach wysokomieszanych, gdzie projekty części często się zmieniają.
2. W jaki sposób technologia prasy serwomatycznej poprawia jakość detali?
Prasy serwomatyczne pozwalają na programowanie ruchu suwaka, co oznacza możliwość dostosowania prędkości i ciśnienia w różnych punktach skoku. To umożliwia funkcje "dwell" (zatrzymania), które redukują odbijanie materiału oraz zapewniają lepszy przepływ metalu, co przekłada się na wyższą dokładność wymiarową i lepszą jakość powierzchni w porównaniu do tradycyjnych pras mechanicznych.
3. Jakie są główne korzyści bezpieczeństwa wynikające z automatyzacji linii tłoczenia?
Główną korzyścią w zakresie bezpieczeństwa jest fizyczne oddzielenie operatora od maszyny prasowej. Systemy zautomatyzowane obsługują załadunek, transport i rozładunek ciężkich, ostrych metalowych elementów, znacząco zmniejszając ryzyko urazów typu ugniatanie, cięć oraz przeciążeń ergonomicznych związanych z ręcznym manipulowaniem.