 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Części Odlewane Pod Ciśnieniem: Balans Formy, Funkcji i Powierzchni

STRESZCZENIE
Różnica między części odlewane pod ciśnieniem – estetyka a funkcjonalność nie jest wyborem dychotomicznym, lecz skalą priorytetów projektowych. Sukces zależy od znalezienia równowagi między atrakcyjnością wizualną a wymaganiami użytkowymi, takimi jak trwałość czy odporność na korozję. Równowagę tę osiąga się przede wszystkim poprzez strategiczny dobór materiału, przestrzeganie zasad projektowania pod kątem możliwości produkcji (DFM) oraz kluczowe zastosowanie odpowiednich powłok powierzchniowych dostosowanych do końcowego zastosowania elementu.
Zdefiniowanie skali: priorytety estetyczne a funkcjonalne
W świecie produkcji przemysłowej debata na temat formy i funkcji towarzyszy nam na bieżąco. W przypadku części odlewanych pod ciśnieniem nie chodzi o wybór jednego na rzecz drugiego, lecz o poruszanie się po skali priorytetów. Prawie każdy komponent wymaga połączenia zarówno atrakcyjności estetycznej, jak i sprawności funkcjonalnej. Kluczem jest określenie głównego celu już na wczesnym etapie projektowania, ponieważ ta decyzja wpływa na wszystkie kolejne wybory – od doboru materiału po końcowe wykończenie powierzchni.
Zagadnienia estetyczne skupiają się na jakościach wizualnych i dotykowych elementu. Są one najważniejsze w produktach kierowanych do konsumentów, gdzie wygląd i wrażenia tactile bezpośrednio wpływają na postrzeganą wartość. Czynniki te obejmują gładkość powierzchni, spójność koloru, fakturę oraz brak wad wizualnych, takich jak linie rozdziału formy czy śladki osiadania. Elegancka obudowa laptopa, polerowane wykończenie wnętrza samochodu lub dekoracyjna obudowa urządzenia wysokiej klasy to przykłady, w których estetyka odgrywa kluczową rolę. Uzyskanie wysokiej jakości wykończenia kosmetycznego często wymaga starannego projektowania form wtryskowych oraz procesów wtórnych, co może zwiększyć koszty.
Wymagania funkcjonalne, z drugiej strony, są dyktowane przez środowisko operacyjne części i jej mechaniczne przeznaczenie. Wśród priorytetów wymienionych wymieniono integralność konstrukcji, odporność na zużycie, ochronę przed korozją, przewodność cieplną i dokładność wymiarową. W przypadku wewnętrznego uchwytu silnika, obudowy skrzynki biegów lub komponentu lotniczego funkcja nie jest negocjowana. Część musi być niezawodna w warunkach naprężenia, zmienności temperatury oraz narażenia na działanie substancji chemicznych lub wilgoci. W tym kontekście wykończenia powierzchni mają mniej na celu wygląd, a raczej zwiększenie trwałości i długowieczności, jak zauważył w przewodniku Kenwalt Die Casting .
Wymiana między tymi priorytetami jest często kwestią inżynieryjną i ekonomiczną. Na przykład projektowanie części o złożonych krzywych z powodów estetycznych może stwarzać wyzwania dla przepływu stopionego metalu, potencjalnie naruszając integralność wewnętrzną. Natomiast optymalizacja części dla maksymalnej wytrzymałości może spowodować mniej atrakcyjne wizualne wykończenie. Celem każdego zespołu produktów jest jasno zdefiniowanie końcowego zastosowania i osiągnięcie najbardziej efektywnej równowagi, zapewniając, że końcowy element jest zarówno atrakcyjny, jak i niezawodny, nie przekraczając ograniczeń budżetowych.
Kluczowa rola wykończeń powierzchniowych
Wykończenia powierzchniowe są najpotężniejszym narzędziem do podnoszenia zarówno jakości estetycznych, jak i funkcjonalnych części odlewanych na maty. Wykończenie nie jest tylko powłoką; jest to krytyczny etap produkcji, który może przekształcić surowy odlewy w wysokiej wydajności, atrakcyjny wizualnie element. Jak Zetwerk wyjaśnia, że wykończenie powierzchni wykracza poza wygląd, znacząco wpływając na wydajność. Wybór wykończenia bezpośrednio odpowiada priorytetom określonym w fazie projektowania, niezależnie od tego, czy celem jest lustrzany połysk, odporność na korozję, czy zwiększone przewodnictwo elektryczne.
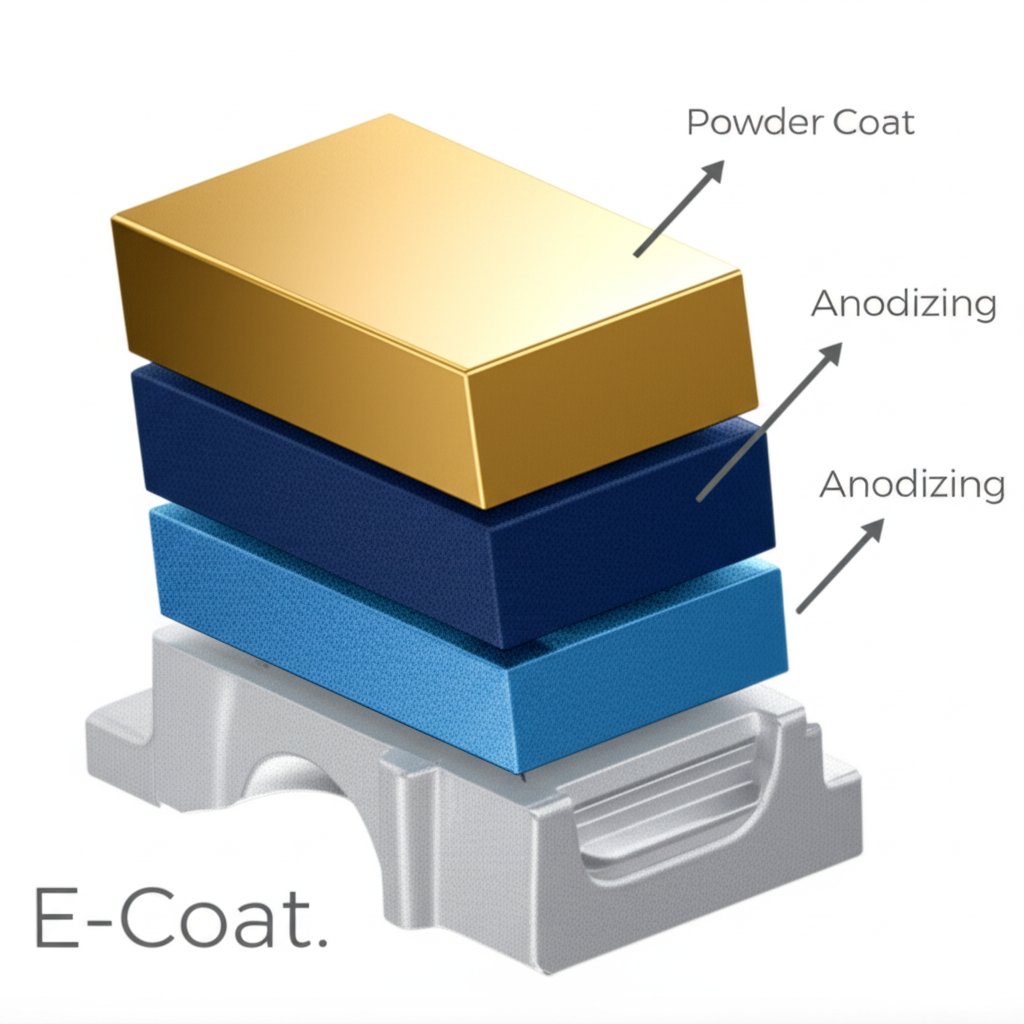
Dostępnych jest kilka popularnych opcji wykończenia, z których każda oferuje unikalny zestaw zalet. Anodowanie jest procesem elektrochemicznym, który tworzy twardą, odporną na korozję warstwę tlenkową na elementach aluminiowych, idealną dla urządzeń elektronicznych konsumenckich wymagających trwałości i prestiżowego wrażenia. Malowanie proszkowe zapewnia grube, trwałe i dekoracyjne wykończenie w szerokim zakresie kolorów, co czyni je idealnym dla części samochodowych i sprzętu zewnętrznego. Dla najwyższych wymagań estetycznych, polerowanie tworzy gładką, odbijającą powierzchnię, podczas gdy elektroliterowanie dodaje cienką warstwę innego metalu (takiego jak chrom lub nikiel) dla piękna, odporności na zużycie oraz przewodnictwa.
W przypadku bardziej przemysłowych lub funkcjonalnych potrzeb, takie zabiegi jak powieka przekształcająca chromaty oferta doskonałą odporność na korozję przy niskim koszcie, co czyni je odpowiednimi do zastosowań w lotnictwie i elektronice, gdzie wydajność jest ważniejsza niż wygląd. Podobnie, piaskowanie lub kulowanie to opłacalny sposób oczyszczenia elementu i nadania mu jednolitej matowej powierzchni, co stanowi również doskonały etap przygotowawczy przed malowaniem lub powlekanie.
Wybór odpowiedniego wykończenia wymaga starannego przeanalizowania zastosowania, środowiska pracy i budżetu elementu. Kompleksowy przewodnik porównawczy kosztów może być nieoceniony przy podejmowaniu świadomej decyzji. Aby uprościć ten wybór, poniższa tabela porównuje najczęstsze rodzaje wykończeń pod względem ich głównych zalet i typowych zastosowań.
| Typ wykończenia | Główna korzyść | Odporność na korozję | Koszt względny | Wspólne zastosowania |
|---|---|---|---|---|
| Anodowanie | Estetyczny & Funkcjonalny | Wysoki | Średni | Elektronika użytkowa, urządzenia medyczne, wykończenia architektoniczne |
| Malowanie proszkowe | Funkcjonalne i estetyczne | Bardzo wysoki | Średni | Części samochodowe, meble ogrodowe, obudowy przemysłowe |
| Polerowanie | Estetyka | Niski (chyba że powlekany) | Wysoki | Premiowe elementy dekoracyjne, luksusowa armatura, reflektory |
| Galwanizacja (np. chromowanie) | Estetyczny & Funkcjonalny | Bardzo wysoki | Wysoki | Wykończenia samochodowe, armatura łazienkowa, złącza elektryczne |
| Powłoka chromatowa | Funkcjonalne | Średni | Niski | Części lotnicze, elektronika, grunt pod farbę |
| Wystrzał | Funkcjonalna (Przygotowanie) | Brak | Niski | Przygotowanie powierzchni przed powłokę, komponenty przemysłowe |
Podstawowe zasady projektowania dla optymalizowanych części
Znacznie wcześniej niż zostanie naniesione wykończenie powierzchniowe, podstawowy projekt części w odlewie precyzyjnym decyduje o jej ostatecznym sukcesie. Przestrzeganie zasad Projektowania dla Technologii (DFM) jest niezbędne przy tworzeniu komponentów zarówno funkcjonalnych, jak i estetycznych. Te zasady zapewniają, że część może być produkowana wydajnie, z minimalną liczbą wad i w niższych kosztach. Jak szczegółowo omówiono w kompleksowym przewodniku projektowym , kluczowe zmienne, takie jak grubość ścianek, zaokrąglenia i kąty wyciągu, są krytyczne.
Jednym z najważniejszych zasad jest zachowanie jednolita grubość ścianek . Nagłe zmiany grubości mogą powodować nierównomierne chłodzenie się metalu w stanie ciekłym, co prowadzi do wad takich jak porowatość (wnętrzne puste przestrzenie) i zapadnięcia (wgłębienia na powierzchni). Oba te defekty nie tylko osłabiają element (awaria funkcjonalna), ale również psują jego wygląd (awaria estetyczna). Utrzymując jednolitą grubość ścianek, projektanci zapewniają gładki przepływ metalu oraz integralność strukturalną.
Zaokrąglenia i promienie —zaokrąglanie ostrych wewnętrznych i zewnętrznych narożników—są kolejnym kluczowym elementem. Ostre wewnętrzne narożniki tworzą skupiska naprężeń, przez co część staje się podatna na pękanie pod obciążeniem. Poprzez dodanie odpowiednio dużego zaokrąglenia naprężenia są rozłożone bardziej równomiernie, co znacząco poprawia wytrzymałość i trwałość zmęczeniową elementu. Z punktu widzenia estetyki, zaokrąglone krawędzie nadają części gładniejszy, bardziej dopracowany wygląd. Podobnie, pochylenia odformowania (lekki pochylenie pionowych ścianek) są konieczne, aby wyrzucić detal z formy bez uszkodzeń, zachowując starannie zaprojektowaną fakturę powierzchni.
Wybór materiału odgrywa również kluczową rolę. Stopy aluminium są popularne ze względu na doskonałą równowagę między lekką wagą a wytrzymałością, co czyni je idealnym wyborem w wielu zastosowaniach motoryzacyjnych i elektronicznych. Stopy cynku charakteryzują się wysoką fluidnością, umożliwiając skomplikowane detale i bardzo cienkie ścianki, co jest idealne dla małych, złożonych komponentów. W przypadku zastosowań wymagających ekstremalnej wytrzymałości i trwałości, szczególnie w sektorze motoryzacyjnym, warto rozważyć alternatywne procesy. Na przykład niektóre elementy obciążone dużym naprężeniem korzystają z kucia na gorąco. Firmy takie jak Shaoyi (Ningbo) Metal Technology specjalizują się w precyzyjnie opracowanych kowanych częściach samochodowych, oferując solidne rozwiązania tam, gdzie wydajność mechaniczna jest najwyższym priorytetem.
Aby zapewnić sukces projektu, inżynierowie powinni przejrzeć listę kontrolną tych podstawowych zasad przed ostatecznym sfinalizowaniem modelu:
- Grubość ścianki: Czy jest on możliwie najbardziej jednolity? Czy przejścia są stopniowe?
- Kąty wysunięcia: Czy wszystkie powierzchnie równoległe do otwarcia formy mają odpowiedni pochylenie (zazwyczaj 1–3 stopnie)?
- Zaokrąglenia i promienie: Czy wszystkie ostre narożniki wewnętrzne i zewnętrzne zostały zaokrąglone z odpowiednim promieniem?
- Linia rozdzielająca: Czy linia rozdzielcza została umieszczona w niewystającego lub mniej widocznym miejscu, aby zminimalizować jej wpływ estetyczny?
- Żebra i wybrzuszenia: Czy zastosowano żebra w celu wzmocnienia cienkich ścianek zamiast zwiększania całkowitej grubości? Czy są one odpowiednio proporcjonalne (np. 50–60% grubości ścianki)?
Znalezienie właściwego balansu dla Twojego projektu
Ostatecznie stworzenie skutecznego elementu odlewanego metodą ciśnieniową to zadanie wymagające strategicznych kompromisów i inteligentnego projektowania. Chodzi nie o wybór między estetyką a funkcjonalnością, lecz o określenie idealnego połączenia obu aspektów dla konkretnego zastosowania. Poprzez wcześniejsze ustalenie priorytetów projektanci mogą podejmować świadome decyzje kierujące całym procesem produkcyjnym. Produkt konsumencki może być bardziej skoncentrowany na bezwadnym wykończeniu powierzchni, podczas gdy element przemysłowy będzie stawiał na pierwszym miejscu wytrzymałość materiału i odporność na korozję.
Droga od koncepcji do gotowego elementu opiera się na kompleksowym podejściu. Zaczyna się od podstawowych zasad projektowania, które zapobiegają wadom i gwarantują możliwość produkcji. Następnie przechodzi do starannego doboru materiałów zgodnego z wymaganiami dotyczącymi wydajności i kosztów. Ostatecznie kończy się wyborem wykończenia powierzchni, które podkreśla naturalne cechy elementu, zapewniając niezbędną trwałość, ochronę oraz estetyczny wygląd. Dzięki opanowaniu wzajemnych zależności między tymi elementami producenci mogą wytwarzać części odlewane metodą ciśnieniową, które nie tylko spełniają swoje przeznaczenie, ale są również wyjątkowe pod względem jakości.
Często zadawane pytania
1. Jaki materiał jest najbardziej odpowiedni do odlewania pod ciśnieniem?
Stopy aluminium są jednymi z najpopularniejszych materiałów stosowanych w odlewnictwie pod ciśnieniem, ponieważ oferują doskonałą równowagę wytrzymałości, lekkiej wagi i odporności na korozję. Dzięki temu są doskonałym wyborem do szerokiego zakresu zastosowań, od części samochodowych po elektronikę użytkową. Stopy cynku są również powszechne i cenione za możliwość tworzenia skomplikowanych, szczegółowych elementów z wysoką precyzją.
2. Jaka jest różnica między odlewaniem pod ciśnieniem a zwykłym odlewaniem?
Główna różnica polega na procesie i materiałach. Odlewanie pod ciśnieniem wykorzystuje wysokie ciśnienie, aby wstrzyknąć stopiony metal do wielokrotnego formularza stalowego (formy), co czyni je idealnym rozwiązaniem do produkcji dużych serii metali nieżelaznych, takich jak aluminium czy cynk. Inne metody odlewania, takie jak odlewanie w piasku lub odlewanie precyzyjne, wykorzystują formy jednorazowe i są często lepiej nadające się do mniejszych partii lub odlewania metali żelaznych, takich jak żeliwo czy stal.
3. Jakie są wady odlewania pod wysokim ciśnieniem (HPDC)?
Znaczącą wadą HPDC jest możliwość wystąpienia porowatości. Ze względu na bardzo szybkie wtryskiwanie stopionego metalu może dojść do uwięzienia powietrza, tworząc drobne puste przestrzenie wewnątrz elementu. Porowatość ta może osłabić właściwości mechaniczne komponentu i naruszyć jego integralność strukturalną. Wysoki początkowy koszt form (formy stalowej) sprawia również, że proces ten jest mniej opłacalny przy małoseryjnej produkcji.
4. Czy odlewanie do form to wytwarzanie przyrostowe?
Nie, odlewanie do form jest procesem kształtującym, a nie przyrostowym. Wytwarzanie przyrostowe, takie jak druk 3D, polega na budowaniu obiektu warstwa po warstwie od zera. Natomiast odlewanie do form nadaje kształt detalu poprzez wtrysk roztopionego materiału do istniejącej wcześniej formy lub matrycy, nadając mu ostateczną formę.