 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Geheime kennis van een gespecialiseerd bedrijf voor gelast plaatmetaal: van ruw staal tot afgewerkte onderdelen

Wat is een gespecialiseerd bedrijf voor gelast plaatmetaal?
Stel dat u een aangepaste beugel, een ingewikkelde behuizing of een constructief onderdeel nodig heeft dat gewoon niet standaard verkrijgbaar is. Waar kunt u dan terecht? Dit is precies waar een gespecialiseerd bedrijf voor gelast plaatmetaal onmisbaar wordt. Deze gespecialiseerde fabricagebedrijven transformeren ruw metalen materiaal in nauwkeurig geconstrueerde onderdelen die volledig zijn afgestemd op uw exacte specificaties — en daarmee de kloof overbruggen tussen ontwerpconcepten en functionele realiteit.
Definitie van gespecialiseerde diensten voor gelast plaatmetaal
Een gespecialiseerd bedrijf voor gelast plaatmetaal richt zich op het maken van aangepaste metalen onderdelen en assemblages via deskundige technieken voor het lassen van plaatmetaal gecombineerd met snij-, vorm- en afwerkprocessen. In tegenstelling tot massaproductiefaciliteiten die gestandaardiseerde producten produceren, werken deze specialisten op basis van CAD-bestanden, technische tekeningen of klantbeschrijvingen om unieke onderdelen te fabriceren, zoals frames, bevestigingsonderdelen, behuizingen en structurele assemblages.
Wat onderscheidt gespecialiseerde fabricagebedrijven?
- Aangepaste mogelijkheden: Elk project ontvangt individuele aandacht, van interpretatie van het ontwerp tot de eindinspectie
- Materiaal expertise: Diepgaand inzicht in het gedrag van verschillende legeringen tijdens plaatmetaallassbewerkingen, inclusief berekeningen voor veerterugslag en rekening houdend met de korrichting
- Precisietoleranties: Terwijl algemene fabricage binnen een tolerantie van ±1/16" tot ±1/8" werkt, halen gespecialiseerde bedrijven vaak toleranties van ±0,005" tot ±0,010"
- Kwaliteitscertificaten: Gedocumenteerde kwaliteitssystemen die voldoen aan de eisen van de lucht- en ruimtevaart-, medische-apparatuur-, automobiel- en andere gereguleerde sectoren
Deze bedrijven beheersen ook gespecialiseerde technieken, zoals het lassen van plaatmetaal met fluxkern voor specifieke toepassingen die diepere doordringing vereisen of waarbij werken buitenshuis plaatsvindt en beschermgas onpraktisch is.
Waarom precisiebewerking zo belangrijk is in de productie
Waarom is precisie dan zo belangrijk? Overweeg het volgende: onderdelen die niet correct passen, vereisen kostbare aanpassingen ter plaatse, wat de arbeidskosten verhoogt en de projecttijdschema's verlengt. Afwijkingen in afmetingen kunnen leiden tot productfalen, garantieclaims en schade aan de reputatie. Voor industrieën die exacte toleranties vereisen, betekent ontoereikende kwaliteit op het gebied van plaatmetaal en lassen kostbare vertragingen of zelfs directe afkeuring.
Kwalitatief hoogwaardige plaatmetaallasdiensten leveren waarde door:
- Vermindering van de totale projectkosten: Eliminatie van herwerk en aanpassingen ter plaatse
- Verbeterde montage-efficiëntie: Precieze onderdelen passen de eerste keer correct op elkaar
- Verbeterde productprestaties: Afmetingsnauwkeurigheid heeft direct invloed op de operationele betrouwbaarheid
- Naleving van de regelgeving: Volledige traceerbaarheid, statistische procescontrole en documentatie van de eerste-artikelinspectie
De investering in gespecialiseerde fabricage levert rendement op door kortere montage-tijden, geëlimineerde herwerkingsactiviteiten en verbeterde productprestaties. Of u nu medische apparatuur ontwikkelt waarbij de menselijke veiligheid afhankelijk is van exacte afmetingsnauwkeurigheid, of elektronische behuizingen produceert die precieze EMI-afscherming vereisen: samenwerken met ervaren plaatmetaal-lasdiensten garandeert dat uw componenten voldoen aan de strenge eisen die uw toepassingen stellen.
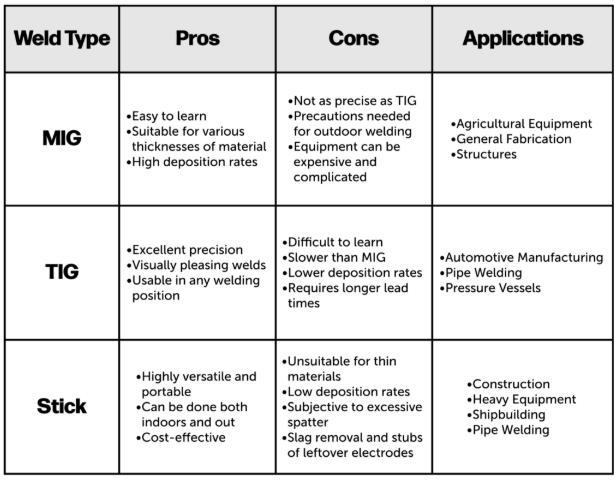
Soorten lasmethoden in plaatmetaalfabricage
Heeft u zich ooit afgevraagd waarom sommige plaatmetaalcomponenten bijna onzichtbare naden vertonen, terwijl andere duidelijke lasverheffingen tonen? Het antwoord ligt in de keuze van de juiste lasmethode voor elke toepassing. Een goed begrip van de verschillende lasmethoden in plaatmetaal helpt u effectief te communiceren met fabricagebedrijven en zorgt ervoor dat uw projecten de optimale verbindingsmethode krijgen voor sterkte, uiterlijk en kosten-efficiëntie.
MIG-lasprocessen voor productie-efficiëntie
Wanneer productiesnelheid belangrijk is, wordt MIG-lassen van plaatmetaal de veelgebruikte keuze voor gespecialiseerde constructeurs . Metaalinertgaslassen (MIG-lassen) — ook wel Gasmetaalbooglassen (GMAW) genoemd — maakt gebruik van een continu toegevoerde draadelektrode die smelt en in de laspoel terechtkomt, terwijl een inert beschermgas beschermt tegen verontreiniging door de atmosfeer.
Waarom is het lassen van plaatmetaal met een MIG-lasser zo populair? Overweeg deze voordelen:
- Snelle lasduur: De continue draadtoevoer stelt lassers in staat om verbindingen snel te voltooien zonder te hoeven stoppen om elektrodes te vervangen
- Veelzijdige materiaalcompatibiliteit: Werkt uitstekend met koolstofstaal, roestvast staal en aluminium
- Eenvoudiger techniek: Operators kunnen met minder opleiding kwalitatief hoogwaardige resultaten behalen dan bij andere methoden
- Schone werking: Minimale slakvorming en spatten betekenen minder nabewerking na het lassen
MIG-lassen blinkt uit bij de fabricage van auto-carrosserieën, de productie van industriële apparatuur en structurele constructies, waarbij het productievolume de hogere lasnelheid rechtvaardigt. Voor dikker materiaal dat diepe doordringing vereist, kiezen fabricagebedrijven soms voor flux-lassen van plaatmetaal, zoals Flukskernbooglassen (FCAW), dat vaak buitenshuis kan worden toegepast zonder externe beschermgasvoorziening, waardoor het zeer veelzijdig is voor verschillende omgevingen.
TIG-lassen voor precisietoepassingen
Wanneer uw project uitzonderlijke laskwaliteit en visuele afwerking vereist, levert TIG-lassen van plaatmetaal ongeëvenaarde resultaten op. Wolfraam-inertgaslassen (TIG), technisch bekend als Gaswolfraambooglassen (GTAW), maakt gebruik van een niet-verbruikbare wolfraamelektrode om de boog te genereren, terwijl de lasser handmatig toevoegmateriaal aanvoert indien nodig.
Waarom raden fabricagebedrijven TIG-lassen aan voor kritieke onderdelen? Het proces biedt:
- Uitstekende precisie en controle: Lassers kunnen de warmte-invoer nauwkeurig regelen, waardoor doorbranden van dunne materialen wordt voorkomen
- Uitzonderlijke lasaesthetiek: Produceert schone, visueel aantrekkelijke lasnaden die vaak geen extra afwerking vereisen
- Materiaalgevoeligheid: Verwerkt een brede verscheidenheid aan metalen, waaronder roestvast staal, aluminium, titanium en exotische legeringen
- Geen spatten: Creëert brandschone werkgebieden en onderdelen
TIG-lassen wordt veel gebruikt voor apparatuur in de levensmiddelenverwerkende industrie, waar hygiëne van cruciaal belang is, brandstofleidingen en -tanks, uitlaatsystemen en lucht- en ruimtevaartcomponenten. Hoewel elektrodelassen van plaatmetaal nog steeds een optie is voor reparaties op locatie en buitentoepassingen, maakt de precisie van TIG-lassen het de voorkeursmethode in gecontroleerde werkplaatsomgevingen waar kwaliteit prioriteit heeft boven snelheid.
Puntlassen voor montagebewerkingen
Puntlassen van plaatmetaal biedt een volledig andere aanpak—gebruik van elektrische weerstand in plaats van een boog om materialen te verbinden. Twee elektroden brengen druk en elektrische stroom aan op overlappende metalen platen, waardoor voldoende warmte wordt opgewekt op het contactpunt om ze met elkaar te verbinden.
Deze methode biedt verschillende duidelijke voordelen:
- Uitzonderlijke snelheid: Elke las wordt binnen fracties van een seconde voltooid
- Geen vulmaterialen vereist: Vermindert de kosten voor verbruiksmaterialen en elimineert zorgen over de keuze van vulmateriaal
- Eenvoudige automatisering: Integreert naadloos in robotgebaseerde productielijnen
- Minimale nabewerking: Lassen vereisen vrijwel geen schoonmaak- of afwerkingsstappen
- Veiliger bediening: Geen open vuur of afschermd gassen nodig
Puntlassen is dominant in de assemblage van auto-carrosserieën, de productie van huishoudelijke apparaten en elke toepassing die vereist dat dunne, overlappende platen snel worden verbonden. Het is de reden waarom moderne auto-carrosserieën kunnen worden geassembleerd met duizenden consistente, betrouwbare verbindingen.
Vergelijking van lasmethoden voor uw project
De keuze van de juiste lasmethode hangt af van uw specifieke eisen. Een laserlasmachine voor plaatmetaal biedt uitzonderlijke precisie voor micro-onderdelen en warmtegevoelige materialen, terwijl traditionele methoden geschikt zijn voor bredere toepassingen. Hieronder vindt u een vergelijking van de belangrijkste methoden:
| Methode | Beste toepassingen | Bereik van Materiaaldikte | Snelheid |
|---|---|---|---|
| MIG Lassen | Auto-carrosserieën, industriële apparatuur, constructieve assemblages, productiefabricage | 24 gauge tot 1/2" (0,6 mm tot 12,7 mm) | Snel—ideaal voor productie in grote volumes |
| TIG Lassen | Lucht- en ruimtevaartcomponenten, apparatuur voor de levensmiddelenverwerking, brandstofsystemen, precisiebehuizingen | 26 gauge tot 1/4" (0,5 mm tot 6,4 mm) | Traag—prioriteert kwaliteit boven snelheid |
| Spotlassen | Automontage, huishoudelijke apparaten, behuizingen, overlappende plaatverbindingen | 28 gauge tot 1/8 inch (0,4 mm tot 3,2 mm) | Zeer snel — seconden per lasverbinding |
| Laserlassen | Medische apparaten, elektronica, precisie-instrumenten, warmtegevoelige materialen | 30 gauge tot 1/8 inch (0,3 mm tot 3,2 mm) | Zeer snel met minimale vervorming |
| Fluxgevulde elektrode (FCAW) | Zware machines, buitensector bouw, dikke constructieve onderdelen | 18 gauge tot 1 inch (1,2 mm tot 25,4 mm) | Snel met diepe doordringing |
Volgens lasindustrie-experts laserlassen werkt bij dunne materialen ongeveer drie tot vijf keer sneller dan traditionele booglasmethoden en levert bijna onzichtbare verbindingen op met een minimale warmtebeïnvloede zone. Dit maakt het ideaal voor toepassingen waarbij zowel snelheid als precisie vereist zijn.
De belangrijkste conclusie? Kies de lasmethode die het beste aansluit bij de prioriteiten van uw project. Hebt u snelle productie nodig voor staalconstructies? Dan is MIG-lassen de oplossing. Vereist u een onberispelijke afwerking voor roestvrijstalen voedselapparatuur? Dan is TIG-lassen uw antwoord. Assembleert u duizenden identieke behuizingen? Dan biedt puntlassen onverslaanbare efficiëntie. Door deze verschillen te begrijpen, kunt u een fabricagepartner kiezen die beschikt over de juiste capaciteiten voor uw specifieke toepassingen.
Materialen die worden verwerkt door specialisten in plaatmetaallassen
Welk materiaal moet u kiezen voor uw volgende fabricageproject? Het antwoord hangt af van de vereisten van uw toepassing op het gebied van sterkte, gewicht, corrosieweerstand en budget. Een ervaren gespecialiseerd bedrijf voor gelaste plaatmetaal werkt met diverse materialen—elk met unieke eigenschappen die het ideaal maken voor specifieke toepassingen. Door deze opties te begrijpen, kunt u weloverwogen beslissingen nemen en effectief communiceren met uw fabricatiepartner.
Staalsoorten en hun industriële toepassingen
Staal blijft de werkpaard van de plaatmetaalfabricage , wat uitstekende verhoudingen tussen sterkte en kosten biedt voor talloze toepassingen. Niet alle staalsoorten zijn echter gelijk. Gespecialiseerde fabricanten werken met verschillende duidelijke categorieën:
- Warmgewalst staal: Vervaardigd bij hoge temperaturen, biedt dit materiaal flexibiliteit en bewerkbaarheid tegen lagere kosten. Het is ideaal voor structurele onderdelen, frames en toepassingen waarbij de oppervlakteafwerking niet kritisch is
- Koudgewalst staal: Verwerkt bij kamertemperatuur voor sterkere, nauwkeuriger geprofileerde producten—ideaal voor de bouw van commerciële gebouwen en opslagsystemen
- Galvaniseerd staal: Gewone staalplaten met een zinklaag voor roestbestendigheid, veelgebruikt in de bouw-, automobiel-, telecommunicatie- en wind- en zonne-energiesectoren
Bij het lassen van verzinkte plaatstaal staan constructeurs voor unieke uitdagingen. Kun je verzinkte plaatstaal succesvol lassen? Absoluut—maar dat vereist gespecialiseerde kennis. De zinklaag kan de lasdoordringing verlagen en porositeit in de afgewerkte lasnaad veroorzaken. Vaak verwijderen ervaren lassers de zinklaag van het directe lasgebied en worden de onderdelen na het lassen opnieuw verzinkt om de corrosiebescherming te herstellen.
Het MIG-lassen van verzinkte plaatstaal brengt ook gezondheidsrisico’s met zich mee. Volgens veiligheidsdeskundigen op het gebied van metaalbewerking zink verdampt tijdens het lassen, waardoor zinkoxide-dampen ontstaan die 'metaaldampkoorts' kunnen veroorzaken — een griepachtige aandoening met symptomen zoals misselijkheid, hoofdpijn en koude rillingen. Bovendien kunnen kleine hoeveelheden lood in verzinkte coatings verdampen, wat op de lange termijn gezondheidsproblemen kan veroorzaken. Goede ventilatie, ademhalingsbescherming en veiligheidstraining zijn essentieel bij het lassen van verzinkte plaatmetaal.
Toepassingen van aluminium en andere lichtgewicht metalen
Wanneer gewicht belangrijk is, levert aluminium uitzonderlijke prestaties. Aluminium weegt ongeveer een derde van staal en is daardoor onmisbaar geworden in diverse industrieën. Plaatmetaal voor lasprojecten bevat vaak aluminium wanneer toepassingen vereisen:
- Verminderd onderdeelgewicht: Kritiek voor lucht- en ruimtevaart, automobiel- en vervoersapplicaties, waarbij elk pond invloed heeft op het brandstofverbruik
- Natuurlijke corrosieweerstand: Aluminium vormt een beschermende oxide-laag die beschermt tegen milieuafbraak
- Uitstekende thermische en elektrische geleidbaarheid: Maakt het ideaal voor warmtewisselaars, behuizingen voor elektronica en elektrische componenten
- Recyclebaarheid: Aluminium kan herhaaldelijk worden gerecycled zonder eigenschappen te verliezen, wat bijdraagt aan duurzaamheidsdoelstellingen
Volgens industriële materiaalrichtlijnen varieert de treksterkte van aluminium tussen 40 en 690+ MPa, afhankelijk van de legeringscompositie; toegevoegde legeringselementen verhogen de sterktekenmerken aanzienlijk. Fabrikanten van levensmiddelen en dranken vertrouwen op aluminium voor verpakkingen, terwijl voertuigfabrikanten het uitgebreid gebruiken voor carrosseriedelen om het totaalgewicht te verminderen.
Het lassen van aluminium vereist andere technieken dan het lassen van staal. Aangezien professionele lassers opmerken , heeft aluminium een lagere smelttemperatuur en geleidt het warmte snel, wat nauwkeurige controle tijdens lasbewerkingen vereist. TIG-lassen levert doorgaans de beste resultaten bij aluminium, hoewel MIG-lassen goed werkt voor dikker materiaal en productieomgevingen.
Rostbestendige staal voor corrosiebestendigheid
Wanneer uw toepassing zowel sterkte als uitstekende corrosiebestendigheid vereist, wordt roestvast staal het materiaal van keuze. Het chroomgehalte vormt een zelfherstellende oxide-laag die beschermt tegen roest en chemische aanvallen. Gespecialiseerde fabricagebedrijven werken veelal met de volgende soorten roestvast staal:
- Austenitisch (300-serie): Het meest voorkomende type, met uitstekende corrosiebestendigheid en vormbaarheid — ideaal voor apparatuur in de levensmiddelenverwerking, medische hulpmiddelen en architectonische toepassingen
- Ferritisch (400-serie): Magnetisch met goede corrosiebestendigheid tegen lagere kosten — geschikt voor auto-accessoires en huishoudelijke apparaten
- Martensitisch: Hittebehandelbaar voor hoge hardheid — gebruikt in snijgereedschap en chirurgische instrumenten
Roestvrij staal blinkt uit in omgevingen waar hygiëne van belang is. Commerciële keukens, farmaceutische faciliteiten en voedselverwerkende bedrijven vertrouwen op zijn niet-poreuze oppervlak dat bacteriële groei weerstaat en gemakkelijk schoon te maken is. Het materiaal biedt ook esthetische aantrekkelijkheid dankzij zijn glanzende, moderne afwerking—waardoor het populair is voor zichtbare architecturale elementen en consumentenapparatuur.
Hoewel roestvrij staal doorgaans duurder is dan koolstofstaal of aluminium, levert zijn duurzaamheid vaak langetermijnbesparingen op door minder onderhoud en een langere levensduur.
Koper en speciale metalen
Naast de primaire materialen werken gespecialiseerde fabricagebedrijven ook met koper en andere metalen voor specifieke toepassingen:
- Koper: Biedt uitzonderlijke elektrische en thermische geleidbaarheid, waardoor het essentieel is voor bedrading, elektronica, sanitaircomponenten en decoratieve toepassingen. Koperplaten bevatten onvoldoende ijzer om te roesten en worden sterker wanneer ze gelegeerd worden met andere elementen.
- Messing en brons: Koperlegeringen die unieke esthetische kwaliteiten bieden en bestand zijn tegen corrosie voor maritieme hardware, decoratieve armaturen en muziekinstrumenten
- Titanium: Uitzonderlijke sterkte-op-gewichtverhouding met uitstekende corrosiebestendigheid voor lucht- en ruimtevaart, medische implantaten en toepassingen met hoge prestatie-eisen
Elk materiaal vereist specifieke lasparameters, toevoegmaterialen en hanteringsprocedures. Samenwerken met een ervaren fabricagepartner zorgt ervoor dat uw materiaalkeuze aansluit bij zowel uw prestatievereisten als de haalbaarheid van de productie — wat de basis vormt voor succesvolle projectresultaten in elke industriële toepassing.

Industrieën waarvoor gespecialiseerde plaatbewerkers diensten verlenen
Wie heeft de capaciteiten van een gespecialiseerde lasservice voor plaatstaal eigenlijk nodig? Het antwoord kan u verrassen. Van het voertuig dat u bestuurt tot het gebouw waar u werkt: plaatstaalbewerking en lassen spelen bijna in elk aspect van het moderne leven een rol. Begrijpen welke industrieën op deze diensten vertrouwen, helpt u om te herkennen welke expertise en welke gespecialiseerde apparatuur uw fabricagepartner nodig heeft om kwalitatief hoogwaardige resultaten te leveren voor uw specifieke toepassing.
Auto- en transportonderdelen
De automobielindustrie is een van de grootste afnemers van lasservices voor plaatstaalbewerking. branchexperts volgens [bron], is moderne plaatstaalbewerking in de automobielindustrie verder geëvolueerd dan eenvoudig stansen en lassen, en is uitgegroeid tot een precisiegerichte discipline die innovatie op het gebied van materiaalkunde en beheersing van digitale simulatie vereist.
Welke componenten vereist deze industrie? De lijst is uitgebreid:
- Chassisonderdelen: Frame rails, dwarsbalken en subframe-assen die de structurele ruggengraat van het voertuig vormen
- Ophangingonderdelen: Stuurarmen, beugels en montageplaten die nauwkeurige toleranties vereisen voor juiste uitlijning
- Structurele onderdelen: A-stijlen, B-stijlen, drempels en vloerplaten die bescherming bieden bij een botsing
- Carrosseriepanelen: Motorkappen, spatborden, deuren, zijpanelen en daken die het uiterlijk van het voertuig bepalen
- Batterijbehuizingen: Kritieke onderdelen voor elektrische voertuigen die fungeren als dragende chassisonderdelen, warmtebeheersingscentra en veiligheidsstructuren
Het vinden van de beste lasmachine voor autolichaamplaten vereist inzicht in het feit dat automotive toepassingen zowel sterkte als precisie vereisen. Veel constructeurs gebruiken hybride verbindingsmethoden — waarbij puntlassen, laserlassen, zelfboorende klinknagels en structurele lijm worden gecombineerd om gemengde-materialenconstructies te ondersteunen. Bij het overwegen van de beste lasmachine voor automotive plaatstaalprojecten, let dan op de mogelijkheden voor zowel traditioneel weerstandlassen als geavanceerde technieken zoals laserlassen op afstand, wat snelheden bereikt die ongeveer vijf keer hoger zijn dan conventioneel puntlassen.
Industriële Apparatenbouw
Zwaar materieel, machines en industriële systemen zijn sterk afhankelijk van laskundige en plaatmetaalvaardigheden. Deze toepassingen vereisen vaak een robuuste structurele integriteit in combinatie met nauwkeurige dimensionale precisie.
Fabrikanten van industrieel materieel vertrouwen op gespecialiseerde constructeurs voor:
- Machinebehuizingen en -beveiligingen: Beschermende behuizingen die operators afschermen tegen bewegende onderdelen, maar tegelijkertijd toegang bieden voor onderhoud
- Besturingskasten en elektrische behuizingen: Precisiebehuizingen die EMI-afscherming en milieubescherming bieden voor gevoelige elektronica
- Transportbandsystemen: Transportbuizen, trechters en structurele frames voor materiaalhandeling
- Landbouwapparatuur: Uitvoeringsonderdelen, tractorcarrosserie-onderdelen en opslagsystemen
- HVAC-componenten: Luchtkanalen, plenumkamers en luchtbehandelingsunits voor commerciële en industriële klimaatregeling
- Behuizingen voor medische apparatuur: Chassis en behuizingen voor complexe diagnostische apparatuur, chirurgische instrumenten en ziekenhuisinfrastructuur
Volgens bronnen uit de maakindustrie worden veel medische apparaten – van complexe machines tot operatiegereedschap – vervaardigd uit plaatmetaal. Metalen chirurgische instrumenten kunnen in nauwkeurige afmetingen worden geproduceerd en in gewenste hoeveelheden besteld, zodat ziekenhuizen nooit tekortkomen aan cruciale hulpmiddelen.
Architectonische en bouwtoepassingen
De bouwsector heeft lassen van plaatmetaal omarmd als essentiële elementen voor zowel structurele als decoratieve toepassingen. Plaatmetaalbewerking biedt de sterkte, duurzaamheid en aanpasbaarheid die moderne architectuur vereist.
Bouwtoepassingen omvatten:
- Structuuronderdelen: Ondersteunende kolommen, modulaire constructiekaders, vloerafvoeren, roosters, geflanste kanalen en industriële loopwegen
- Daksystemen: Metalen panelen, afdichtingslijsten, goten en afvoercomponenten
- Gevelonderdelen: Decoratieve panelen, zonneschermen en weerbestendige luifels
- Interieurkenmerken: Leuningssystemen, timmerwerk, spitsen en op maat gemaakte decoratieve panelen
- Infrastructuur: Structurele onderdelen voor bruggen, behuizingen voor telecommunicatieapparatuur en nutsvoorzieningsbehuizingen
Zoals bouwspecialisten opmerken, gebruiken architecten en ontwerpers plaatmetaalbewerking om elementen toe te voegen die niet alleen bescherming bieden, maar ook de visuele aantrekkelijkheid versterken. De mogelijkheid van het materiaal om in complexe vormen te worden gevormd, terwijl het zijn structurele integriteit behoudt, maakt het onmisbaar voor zowel functionele als esthetische toepassingen.
Aanvullende sectoren die gespecialiseerde bewerking vereisen
Naast deze primaire sectoren leveren gespecialiseerde bewerkers diensten aan talloze andere industrieën:
- Lucht- en ruimtevaart: Onderdelen voor vliegtuigen en ruimtevaartuigen die nauwkeurige toleranties en exotische materialen vereisen, zoals titanium en speciale aluminiumlegeringen
- Elektronica: Chassis, kasten en panelen met specifieke eisen op het gebied van warmteafvoer, elektromagnetische afscherming en esthetiek
- Voedselverwerking: Roestvrijstalen apparatuur die hygiënische lassen en oppervlakken vereist die resistent zijn tegen bacteriële groei
- Huishoudelijke apparaten: Behuizingen en interne structurele onderdelen voor koelkasten, wasmachines, airco’s en andere huishoudelijke apparaten
- Meubelproductie: Metalen tafelpoten, stoelruggen en decoratieve elementen die duurzaamheid combineren met moderne esthetiek
- Automatisering en robotica: Duurzame onderdelen en componenten voor gespecialiseerde machines en gereedschappen
Elke sector stelt unieke eisen — van de corrosiebestendigheid die wordt vereist voor maritieme toepassingen tot de biocompatibiliteitsnormen die gelden voor medische implantaatmaterialen. Een gekwalificeerde gespecialiseerde fabricagepartner begrijpt deze uiteenlopende eisen en beschikt over de benodigde certificaten, apparatuur en expertise om aan de diverse behoeften van klanten te voldoen. Deze diversiteit binnen de industrie verklaart ook waarom het kiezen van de juiste fabricagepartner — met ervaring in uw specifieke sector — zo belangrijk is voor het succes van uw project.
Het proces van maatwerkfabricage uitgelegd
U hebt dus een gespecialiseerd bedrijf voor gelaste plaatmetaal gevonden met de juiste capaciteiten voor uw project. Wat gebeurt er vervolgens? Het begrijpen van de fabricageworkflow helpt u realistische verwachtingen te stellen, de juiste documentatie voor te bereiden en effectief te communiceren met uw productiepartner gedurende het hele proces. Van eerste aanvraag tot definitieve levering: hieronder vindt u wat u in elke fase kunt verwachten.
Ontwerpreview en DFM-analyse
Elk succesvol project begint met een grondige ontwerpbepaling. Wanneer u uw CAD-bestanden, technische tekeningen of conceptschetsen indient, beoordeelt het engineeringteam van de fabricant uw ontwerp op maakbaarheid — vaak aangeduid als DFM-analyse.
Wat onderzoekt deze beoordeling? Volgens specialisten in precisie-plaatmetaal houdt een juiste DFM-analyse rekening met de vormbaarheid van het materiaal, de mogelijkheden van de machines, de levertijd en kostenoptimalisatie. Echter, hier is een bedrijfsgeheim: als u hoogwaardige onderdelen met een korte doorlooptijd wilt, is het begrijpen van DFM niet voldoende. Door uw CAD-modellen zo vroeg mogelijk bij een precisie-plaatmetaalbedrijf te brengen, kunt u profiteren van hun expertise om uw ontwerpbeslissingen te beïnvloeden.
Tijdens deze fase kunt u verwachten dat uw fabricagepartner het volgende behandelt:
- Materiaalkeuze: Aanbevelen van optimale materialen op basis van uw toepassingsvereisten en budget
- Tolerantiebeoordeling: Identificeren van afmetingen die mogelijk moeten worden aangepast voor betrouwbare productie
- Optimalisatie van buigradii: Zorgen dat de buispecificaties overeenkomen met de eigenschappen van het materiaal en de beschikbare gereedschappen
- Lastechnische overwegingen: Advies over het lassen van plaatmetaal met een MIG-lasser of andere geschikte methoden voor uw assemblage
- Kansen voor kostenverlaging: Suggesties voor ontwerpmodificaties die de productiecomplexiteit verminderen zonder de functie te compromitteren
Deze samenwerkingsaanpak voorkomt kostbare wijzigingsopdrachten en herwerkingen later in het proces. Zoals branche-experts opmerken, heeft uw plaatbewerkingsbedrijf een zekere flexibiliteit nodig om de beste beslissingen te nemen voor uw project—zowel wat betreft materialen als aanpak.
Prototyping en monsterproductie
Zodra de ontwerpoptimalisatie is voltooid, gaan de meeste projecten over op prototyping. Deze cruciale fase stelt u in staat om uw ontwerp fysiek te valideren voordat u zich bindt aan productievolumes.
Welke prototypingmethoden gebruiken gespecialiseerde fabricagebedrijven? Volgens handleidingen voor metaalbewerkingsprocessen zijn veelgebruikte benaderingen:
- CNC-snijden: Biedt precisie, veelzijdigheid en snelle levering—ideaal voor het maken van onderdelen met strakke toleranties en complexe geometrieën
- Prototyping van plaatmetaal: Gebruikt voor behuizingen, panelen en onderdelen die buig- en vormbewerkingen vereisen
- Laserbewerking met handmatige vorming: Biedt snelle iteratiemogelijkheden voor validatie van het initiële concept
Prototypen vervullen meerdere doeleinden buiten eenvoudige pasvormcontrole. Ze maken functionele tests mogelijk, helpen bij het identificeren van de beste manier om plaatstaalonderdelen te lassen en onthullen potentiële problemen voordat deze zich ontwikkelen tot dure productieproblemen. Veel klanten doorlopen twee of drie prototyperevisies voordat ze de productie goedkeuren — en deze investering betaalt zich doorgaans vele malen terug door fieldfailures te voorkomen.
Productie en montage
Zodra de prototypen zijn goedgekeurd, begint de productie. De productievolgorde volgt doorgaans deze stroom:
- Inkoop van materialen: Bestellen van gespecificeerde materialen met vereiste certificaten en matrijsrapporten
- Snijoperaties: Laserbewerking, waterstraalbewerking of scheren van ruwe platen tot componentenblanks
- Vormgevingsoperaties: CNC-persbreekbewerking, stempelen of rolvormen om driedimensionale vormen te creëren
- Lassen en verbinden: Toepassen van geschikte las- en snijtechnieken voor plaatstaal op basis van materiaal- en toepassingsvereisten
- Oppervlakteafwerking: Slijpen, polijsten, stralen of poedercoaten om de gespecificeerde uitstraling en bescherming te bereiken
- Montage: Het installeren van hardware, bevestigingsmiddelen en het integreren van onderdelen in complete assemblages
Gedurende de productie kunt u regelmatige communicatie verwachten van uw fabricagepartner. Kwaliteitsgerichte bedrijven verstrekken statusupdates bij belangrijke mijlpalen en waarschuwen u onmiddellijk indien zich problemen voordoen die van invloed kunnen zijn op de levertijden of specificaties.
Kwaliteitscontrole en certificering
Voordat onderdelen worden verzonden, zorgt uitgebreide kwaliteitscontrole ervoor dat ze aan uw specificaties voldoen. Volgens kwaliteitsmanagementexperts , omvat een effectieve kwaliteitsborging grondige inspectie van grondstoffen, bewakingscontroles tijdens de productie, dimensionele verificatie en testen na fabricage.
Welke inspectiemethoden kunt u verwachten?
- Visuele controle: Het onderzoeken van lasnaden, oppervlakken en de algehele afwerking op gebreken
- Dimensionele verificatie: Het gebruik van schuifmaat, micrometer, CMM-machines en maatstift om kritieke afmetingen te verifiëren
- Eerste Artikel Keuring: Uitgebreide documentatie van de eerste geproduceerde onderdelen ten opzichte van alle tekeningsvereisten
- Functioneel testen: Het verifiëren dat assemblages functioneren zoals bedoeld onder werkelijke gebruiksomstandigheden
- Niet-destructieve test: Methoden zoals kleurstofdoordringing of ultrasoon onderzoek voor de verificatie van de integriteit van kritieke lassen
Voor gereguleerde sectoren moet uw constructeur volledige documentatiepakketten leveren, inclusief materiaalcertificaten, inspectierapporten en conformiteitscertificaten. Samenwerken met ervaren constructeurs die begrijpen hoe ze dunne plaatmetaal volgens de toepasselijke normen kunnen lassen met MIG-zwakstroomlasapparatuur, zorgt ervoor dat uw componenten vanaf het begin aan de sectorstandaarden voldoen.
Verwachtingen ten aanzien van de tijdlijn en communicatie
Hoe lang moet u het proces verwachten te duren? De tijdlijnen variëren sterk afhankelijk van de projectcomplexiteit, maar hieronder vindt u een algemeen kader:
| Projectfase | Typische Looptijd | Belangrijkste resultaten |
|---|---|---|
| Offertes | 24-72 uur | Gedetailleerde kostenverdeling en schatting van de levertijd |
| DFM review | 2–5 werkdagen | Technische feedback en suggesties voor optimalisatie van het ontwerp |
| Prototyping | 5-15 werkdagen | Fysieke monsters voor validatie en testen |
| Productie | 2–6 weken | Klaarstaande onderdelen die aan alle specificaties voldoen |
| Eindinspectie | 1-3 werkdagen | Kwaliteitsdocumentatie en voorbereiding voor verzending |
Communicatievoorkeuren moeten vroeg worden vastgesteld. De beste lassen voor plaatmetaalprojecten ontstaan bij samenwerkingen waarbij beide partijen gedurende het hele proces open communiceren. Verwacht dat uw constructeur proactief communiceert over de beschikbaarheid van materialen, de voortgang van de productie en eventuele nodige verduidelijkingen van het ontwerp.
Begrip van deze werkwijze stelt u in staat om van tevoren de juiste informatie te verstrekken, beslispunten te anticiperen en uw eigen planning dienovereenkomstig in te richten. Maar welke apparatuur en technieken maken kwalitatief hoogwaardige lassen van plaatmetaal eigenlijk mogelijk? Dat is precies waar gespecialiseerde constructeurs in uitblinken — en begrip van hun mogelijkheden helpt u bij het beoordelen van potentiële productiepartners.

Apparatuur en technieken voor kwalitatief hoogwaardige lassen van plaatmetaal
U hebt uw fabricagepartner geselecteerd en begrijpt het proces—maar wat maakt eigenlijk het verschil tussen een matige lasverbinding en een verbinding die jarenlang vlekkeloos functioneert? Het antwoord ligt in de juiste keuze van apparatuur en het beheersen van de techniek. Of u nu een gespecialiseerde lasservice voor plaatmetaal evalueert of uw eigen werkplaats opzet, het begrijpen van deze basisprincipes helpt u om kwalitatief hoogwaardig vakmanschap te herkennen en uw verwachtingen effectief over te brengen.
De juiste lassmachine kiezen voor uw materiaal
De keuze van de beste lassmachine voor plaatmetaal hangt af van meerdere factoren: het type materiaal, de dikte, het productievolume en de vereiste laskwaliteit. Hieronder vindt u wat ervaren fabricagebedrijven in aanmerking nemen bij het koppelen van apparatuur aan toepassingen:
- Voor dun koolstofstaal (24 gauge en dunner): Een MIG-lassmachine voor plaatmetaal met instelbare spanning en draadvoersnelheid biedt de controle die nodig is om doorglommen te voorkomen. Kies machines die een soepele boogstart en consistente draadtoevoer bieden.
- Voor roestvrij staal: TIG-lasmachines leveren de precisie en warmtecontrole die nodig zijn voor schone, corrosiebestendige lasnaden zonder de materiaaleigenschappen te compromitteren
- Voor aluminium: Gespecialiseerde MIG-apparatuur met spoellassen of push-pull-systemen, of AC-TIG-lasmachines die zijn ontworpen voor de unieke eigenschappen van aluminium
- Voor productie in grote volumes: Geautomatiseerde of semi-geautomatiseerde systemen die consistente parameters handhaven over duizenden lasslagen
De keuze van draaddiameter heeft een aanzienlijke invloed op de laskwaliteit bij plaatmateriaal. Volgens de lasrichtlijnen van Miller Electric dient u de draaddiameter af te stemmen op uw stroomsterktebereik:
- 0,023 inch-draad: 30–130 A — ideaal voor dunne materialen
- 0,030 inch-draad: 40–145 A — veelzijdig geschikt voor licht tot middelzwaar plaatmateriaal
- 0,035 inch-draad: 50–180 ampère — geschikt voor werk met middelmatige dikte
- 0,045 inch draad: 75–250 ampère — geschikt voor zwaardere materialen
Bij het lassen van plaatmetaal met TIG-lasstaven moet het toevoegmateriaal doorgaans overeenkomen met de samenstelling van het basismetaal. Voor kritieke toepassingen dient u de aanbevelingen van uw materiaalleverancier te raadplegen om metallurgische compatibiliteit te waarborgen.
Gaskeuze voor optimale resultaten
Beschermgas heeft een grote invloed op laskwaliteit, doordringing en uiterlijk. Om het beste gas voor MIG-lassen van plaatmetaal te vinden, moet u begrijpen hoe verschillende mengsels zich gedragen bij diverse materialen.
Volgens richtlijnen voor beschermgassen in de industrie , dit werkt het beste:
| Materiaal | Dikte | Aanbevolen gas | Voordelen |
|---|---|---|---|
| Koolstofstaal | Tot 14 gauge | 92% Argon / 8% CO2 | Goede doordringing en vervormingscontrole |
| Koolstofstaal | 14 gauge – 1/8" | 75% Argon / 25% CO2 | Hoge las snelheden, minimale vervorming en spatten |
| Roestvrij staal | Alle diktes | 92% Argon / 8% CO2 | Goede controle waar corrosieweerstand niet kritisch is |
| Aluminium | Tot 3/8" | 100% Argon | Beste metaaloverdracht, boogstabiliteit en minimale spatten |
Waarom is het beste gas voor het lassen van plaatmetaal zo belangrijk? Een verkeerde mengverhouding kan overmatig spatten, slechte doordringing of porositeit veroorzaken, waardoor de verbinding verzwakt. Zuivere CO2 biedt diepe doordringing, maar veroorzaakt meer spatten — aanvaardbaar voor structureel werk dat verborgen blijft, maar problematisch voor zichtbare onderdelen die een schone afwerking vereisen.
Voorzien in warping en vervorming
Verwarping vormt een van de meest frustrerende uitdagingen bij het lassen van plaatmetaal. Begrijpen waarom dit gebeurt, helpt u om het te voorkomen. Volgens specialisten in plaatmetaalbewerking zijn er meerdere factoren die bijdragen aan vervorming:
- Materiaal eigenschappen: Thermische geleidbaarheid, uitzettingscoëfficiënt en vloeigrens beïnvloeden allemaal hoe metaal reageert op laswarmte
- Warmte-invoer: Snelle of ongelijkmatige verwarming en afkoeling veroorzaken thermische spanningen die het materiaal uit zijn vorm trekken
- Mechanische krachten: Onjuiste klemming of onvoldoende ondersteuning laat het materiaal bewegen tijdens het lassen
Effectieve warmtebeheersingstechnieken omvatten:
- Stikstoflassen: Korte lasnaden aanbrengen met koelperioden tussen de passes in plaats van continue lasdraden
- Achterwaartse stapmethode: In segmenten lassen die zich in tegengestelde richting bewegen ten opzichte van de algemene lasrichting
- Gebalanceerd lassen: Wisselen van zijde bij symmetrische constructies om thermische spanningen te egaliseren
- Warmtezinks: Gebruik van koperen of aluminium steunprofielen om warmte weg te leiden van dunne materialen
- Gereguleerde stroomsterkte: Gebruik van de minimale warmte-invoer die nodig is voor voldoende doordringing
Zoals in de richtlijnen voor lasparameters wordt opgemerkt, leidt te langzaam bewegen tot overmatige warmte, wat resulteert in te brede lasnaden en slechte doordringing; bij dunner materiaal veroorzaakt dit bovendien doorbranding. Het vinden van de juiste bewegingssnelheid zorgt voor een evenwicht tussen doordringing en warmtebeheersing.
Essentiële klemmen en spanmiddelen
Kwalitatief hoogwaardige klemmen en spanmiddelen voor plaatmetaallassen maken het verschil tussen een werkstuk waar je mee worstelt en een werkstuk dat je volledig onder controle hebt. Juiste spanmiddelen vervullen meerdere functies:
- Handhaaft de uitlijning: Houdt componenten tijdens het hele lasproces in de juiste positie
- Werkt tegen vervorming: Compenseert thermische spanningen die anders de onderdelen uit hun vorm zouden trekken
- Verbeterd consistentie: Zorgt voor reproduceerbare resultaten tijdens productielopen
- Verbeterde Veiligheid: Voorkomt beweging van het werkstuk, wat letsel of lasfouten kan veroorzaken
Aanbevolen lasklemmen voor plaatmetaal, geordend op toepassing:
- Voor algemene positionering: Vergrendelbare C-klemmen met draaibare onderlegstukken die zich aanpassen aan onregelmatige oppervlakken
- Voor randlassen: Kantoorstijl-klemmen die langs de rand van de plaat grijpen zonder de toegang tot de las te belemmeren
- Voor stootnaden: Magnetische vierkanten en hoekklemmen die een nauwkeurige uitlijning behouden
- Voor paneelwerk: Intergrip- of paneelklemmen specifiek ontworpen voor carrosserieën en vergelijkbare toepassingen
- Voor productieruns: Op maat gemaakte spanvorzieningen met kantelklemmen voor snelle belasting en lossing
Volgens de beste fabricagepraktijken moet u zorgen dat plaatmetaalcomponenten tijdens bewerkingen veilig worden ingeklemd of gefixeerd—dit stabiliseert het materiaal en voorkomt verplaatsing of vervorming door laskrachten. Gebruik geschikte klemmen, malen of spanvorzieningen om een gelijkmatige drukverdeling te waarborgen.
Ook ondersteuningssystemen zijn van essentieel belang. Pas effectieve ondersteuning toe om vervorming tot een minimum te beperken—dit kan onder andere bestaan uit het gebruik van ondersteuningsblokken, achtermaatgevers of mandrels tijdens buig- of vormbewerkingen die aan lassen voorafgaan. Een juiste ondersteuning verdeelt de krachten en vermindert de kans op vervorming nog voordat het lassen begint.
Begrip van deze apparatuur- en techniekgrootheden geeft u de terminologie om kwaliteitseisen met fabricagebedrijven te bespreken. Maar wat gebeurt er als alles niet perfect verloopt? Zelfs ervaren lassers ondervinden uitdagingen — weten hoe professionals veelvoorkomende problemen oplossen, helpt u geschikte partners en realistische oplossingen te herkennen.
Het overwinnen van veelvoorkomende lastechnische uitdagingen bij plaatmetaal
Zelfs de meest ervaren lassers ondervinden problemen bij het werken met dunne materialen. Doorbranding, vervorming en onaantrekkelijke gebreken kunnen projecten vertragen en zowel fabricagebedrijven als klanten frustreren. Begrip van de manier waarop professionals deze uitdagingen aanpakken, helpt u kwalitatief hoogwaardig vakmanschap te herkennen en realistische verwachtingen te stellen bij samenwerking met een gespecialiseerd bedrijf voor gelast plaatmetaal. Laten we de meest voorkomende problemen en hun bewezen oplossingen bekijken.
Beheersen van de warmtetoevoer bij dunne materialen
Waarom veroorzaakt het lassen van dun plaatmateriaal zo veel problemen? Het antwoord ligt in de natuurkunde. Dunne materialen – meestal 3,2 mm of minder – nemen warmte snel op, maar hebben weinig massa om deze af te voeren. Dit leidt tot een zeer smalle werkvenster tussen voldoende smeltverbinding en volledig doorbranden van het werkstuk.
Volgens professionele lasgidsen , de beste manier om dun plaatmateriaal te lassen omvat verschillende cruciale strategieën:
- Lagere ampèrestellingen: De meeste TIG-laswerkzaamheden op dun metaal vinden plaats bij 50 A of minder, waarbij sommige toepassingen slechts 5–10 A vereisen
- Hogere voortbewegingssnelheden: Te langzaam bewegen zorgt ervoor dat warmte zich ophoopt, waardoor het risico op doorbranden sterk toeneemt
- Kleinere verbruiksartikelen: Het gebruik van 0,023 tot 0,030 inch (0,6–0,8 mm) draad bij MIG-lassen vermindert de warmte-invoer vergeleken met dikker draad
- Pulslasmodi: Wisselen tussen hoge en lage stroompulsen zorgt ervoor dat de lasbad tussen de pieken licht afkoelt
Hoe zit het met booglassen van dun plaatmateriaal specifiek? Deze techniek vereist uitzonderlijke boogcontrole. Start de boog indien mogelijk op dikker materiaal en verplaats deze vervolgens snel naar het dunne gedeelte. Deze aanpak helpt u de boog te ontwikkelen zonder direct oververhitting van gevoelige gebieden.
Tussenstuklassen biedt een andere effectieve oplossing. In plaats van continue lasnaden aan te brengen, maken ervaren lassers korte steken met koelperioden tussen de doorgangen. Dit voorkomt dat warmte zich concentreert op bepaalde plaatsen, terwijl toch volledige verbindingdoordringing wordt bereikt.
Het aanpakken van vervorming na het lassen
Wat gebeurt er dus als vervorming optreedt, ondanks al uw beste preventiemaatregelen? Panikeer niet — professionele constructeurs hebben betrouwbare methoden ontwikkeld om vervormd plaatmateriaal na het lassen te herstellen.
Ten eerste moet u begrijpen waarom vervorming optreedt. Tijdens het lassen zet het verwarmde gebied uit, terwijl het omliggende koude metaal deze uitzetting tegenhoudt. Naarmate de las afkoelt en krimpt, trekt deze het omliggende materiaal mee, waardoor vervorming ontstaat. Hoe dunner het materiaal is, des te duidelijker wordt dit effect.
Correctietechnieken omvatten:
- Mechanische rechtstrekking: Gebruik van hamers, steunblokken en vlakmakende gereedschappen om het metaal voorzichtig terug in vorm te brengen
- Verwarmingskrimp: Strategisch toepassen van warmte op uitgerekte gebieden veroorzaakt een gecontroleerde krimp die de vervorming compenseert
- Stressverlichting: Gecontroleerd verwarmen en langzaam afkoelen kan de interne spanningen die vervorming veroorzaken, verminderen
- Vlakmaken: Licht hameren waardoor metaal op gerichte plaatsen wordt uitgerekt om de krimp door lassen te compenseren
Preventie blijft eenvoudiger dan correctie. Volgens laspecialisten helpt het aanbrengen van warmteafvoerders, zoals aluminium- of koperstaven die dicht bij het lasgebied zijn geklemd, om warmte snel af te voeren. Voor grotere onderdelen bieden watergekoelde koelplaten nog effectievere thermische beheersing.
De belangrijkste inzicht? Monitor de temperatuur gedurende het hele lasproces. Gebruik temperatuuraanduidende krijtstiften of infraroodthermometers om de temperatuur tussen de laslagen (interpass-temperatuur) te volgen. Het handhaven van lagere interpass-temperaturen bij dunne materialen voorkomt de opeenhoping van warmte die ernstige vervorming veroorzaakt.
Gaten opvullen en gebreken herstellen
Of u nu verouderde montagegaten dichtmaakt of per ongeluk ontstane doorbrandingen repareert: het lassen van gaten in plaatmetaal vereist specifieke technieken die verschillen van standaard verbindinglassen.
Voor kleine gaten onder de 1/4 inch, professionele carrosserieherstelgidsen aanbevolen wordt om een koperen steunplaat te gebruiken. Klem de koper achter het gat vast—dit absorbeert de warmte van de las en biedt een oppervlak waarop u kunt lassen. De MIG-draad blijft niet aan koper plakken, waardoor u een schone binnenkant krijgt in plaats van een lelijke bal die aan de achterzijde uitsteekt.
Voor grotere gaten hebt u plakschijven of op maat gesneden vulplaten nodig:
- Kies de juiste afmeting voor de plak: Snijd de plakken iets kleiner dan het gat om volledige smeltverbinding rondom de rand te garanderen
- Strategisch plaatsen: Als u de plakken licht ingezakt plaatst, kunt u de lasnaden vlak slijpen zonder verhoogde gebieden te creëren
- Maak eerst tijdelijke laspunten: Plaats de eerste tijdelijke laspunten op tegenovergestelde punten (180 graden uit elkaar) om de plak op zijn plaats te houden
- Las de omtrek met steeklassen: Voltooi de las met korte steeklassen die om de plak heen wisselen om de warmte gelijkmatig te verdelen
Om gaten in plaatmetaal succesvol te lassen, is de juiste techniek belangrijker dan duur materiaal. Begin uw boog op het dikker patchmateriaal en trek vervolgens snel naar het dunner basismetaal. Deze aanpak regelt de warmte-invoer in het kwetsbaardere materiaal. Let op de karakteristieke blauwe warmtering op het basismetaal: hoe kleiner deze ring, hoe minder vervorming u zult ervaren.
Branddoorbrand tijdens reparatie van gaten leert eigenlijk waardevolle lessen. Zoals ervaren constructeurs opmerken, dwingt branddoorbrand u om herstelvaardigheden te ontwikkelen en onthult verborgen problemen zoals door roest verzwakt materiaal dat toch niet goed zou lassen.
Na voltooiing van de reparaties moet u de lasnaden zorgvuldig bewerken met flap schijven in plaats van agressieve slijpschijven. Flap schijven verwijderen materiaal geleidelijker en voeren minder warmte in — wat cruciaal is voor het behoud van de integriteit van uw reparatie. Het doel? Een glad oppervlak dat slechts minimale lakvuller of afwerkingsbehandeling vereist.
Deze probleemoplossende vaardigheden onderscheiden amateurwerk van professionele resultaten. Maar weten hoe problemen moeten worden opgelost, is slechts één factor bij het kiezen van een fabricagepartner. Het begrijpen van welke certificeringen, capaciteiten en service-normen u moet zoeken, zorgt ervoor dat uw projecten de expertise krijgen die ze verdienen.

De juiste partner voor metaalbewerking kiezen
U hebt geleerd over lasmethoden, materialen en probleemoplossende technieken—maar hoe vindt u eigenlijk een fabricagepartner die voldoet aan uw projectvereisten? Het selecteren van de juiste lassers voor plaatmetaal gaat niet alleen om het vinden van iemand met apparatuur. Het draait om het identificeren van een partner met de benodigde certificeringen, capaciteiten en toewijding aan kwaliteit die uw toepassingen vereisen. Laten we de cruciale beoordelingscriteria onderzoeken die uitzonderlijke fabricanten onderscheiden van gemiddelde leveranciers.
Certificeringen en kwaliteitsnormen waarop u moet letten
Kunt u plaatmetaal lassen volgens strenge normen zonder gedocumenteerde kwaliteitssystemen? Technisch gezien ja—maar het bewijzen ervan voor klanten, auditors en toezichthouders wordt bijna onmogelijk. Certificaten leveren objectief bewijs dat een constructeur de processen, opleidingen en kwaliteitscontroles onderhoudt die nodig zijn voor consistente resultaten.
Hieronder vindt u de belangrijkste certificaten om te beoordelen:
- ISO 9001:2015: De fundamentele norm voor kwaliteitsmanagement die systematische processen vaststelt voor consistente productkwaliteit—essentieel voor elke serieuze constructeur
- IATF 16949:2016: Kritiek voor automotive-toepassingen; deze certificering harmoniseert kwaliteitseisen over de wereldwijde automotive-toeleveringsketen heen. Volgens branche-experts van Master Products richt IATF 16949 zich op het voorkomen van gebreken en productieafwijkingen, terwijl afval en verspilling worden geminimaliseerd
- AWS D9.1 Plaatmetaallasmethode: De AWS-plaatstaallasscode stelt minimumvereisten vast voor lassers die plaatstaalconstructies fabriceren—waardoor wordt gewaarborgd dat het personeel zijn vakbekwaamheid heeft aangetoond.
- AWS D1.2 Structuurlasscode – Aluminium: Geeft richtlijnen voor materiaal en constructie, fabricage, inspectie en kwalificatie voor aluminiumlaswerk
- AS9100: Verplicht voor lucht- en ruimtevaarttoepassingen waarbij storing geen optie is
Waarom is IATF 16949-certificering zo belangrijk voor automobielgerelateerd werk? De norm vereist een versterkte aandacht voor klantspecifieke productiebehoeften, verwachtingen en eisen. Zoals gecertificeerde fabrikanten opmerken, vestigt IATF-certificering de status van "leverancier van keuze" bij toonaangevende automobielproducenten, waardoor sterkere en betrouwbaardere toeleveringsketens ontstaan.
Bijvoorbeeld, Shaoyi (Ningbo) Metal Technology behoudt de IATF 16949-certificering voor hun automobielstempel- en precisieassemblageactiviteiten—wat aantoont dat zij beschikken over de kwaliteitsinfrastructuur die nodig is voor de productie van onderstel-, ophangings- en constructiecomponenten. Dit certificeringsniveau geeft aan dat een fabrikant automobielkwaliteitseisen serieus neemt.
Beoordeling van productiecapaciteiten
Certificaten bevestigen kwaliteitssystemen, maar u moet ook beoordelen of een fabricagebedrijf over de juiste apparatuur en expertise beschikt voor uw specifieke project. De beste plaatmetaallasser voor uw toepassing hangt af van de overeenstemming tussen capaciteiten en vereisten.
Belangrijke capaciteitsfactoren om te beoordelen:
- Uitrustingsspectrum: Beschikt de fabriek over de snij-, vorm- en lasapparatuur die uw project vereist? Let op CNC-lasers, persremmen en meerdere lasstations
- Materiaal expertise: Hebben zij eerder met uw gespecificeerde materialen gewerkt? Vraag naar voorbeelden van vergelijkbare projecten
- Capaciteit en schaalbaarheid: Kunnen zij aan uw volumevereisten voldoen—zowel de huidige als de verwachte toekomstige groei?
- Automatiseringsniveau: Voor productie in grote volumes zorgt geautomatiseerd of robotisch lassen voor consistentie bij duizenden onderdelen
- Secundaire bewerkingen: Biedt de fabriek afwerking, assemblage en montage van hardware om de complexiteit van uw toeleveringsketen te verminderen?
Volgens richtlijnen voor de fabricage-industrie investeren topaanbieders in de nieuwste CNC-bewerkingscentra, lasstations, snijgereedschappen en geavanceerde fabricageapparatuur. Let op de staat van onderhoud van de fabriek: een schone, geordende werkruimte wijst op trots op vakmanschap en toewijding aan kwaliteitscontrole.
Onderlaat de inspectiemogelijkheden niet. Geavanceerde plaatmetaal- en lasbewerkingen vereisen verificatieapparatuur, waaronder:
- Coördinatenmeetmachines (CMM): Voor nauwkeurige dimensionele verificatie van complexe geometrieën
- Optische comparators: Voor profiel- en contourinspectie
- Oppervlakteafwerkingstesters: Wanneer specificaties voor het uiterlijk van belang zijn
- Lasinspectiegereedschap: Inclusief visuele inspectieapparatuur en niet-destructieve testmogelijkheden voor kritieke toepassingen
Snelle prototyping en doorlooptijden
In de huidige snellevende productontwikkelingsomgeving is snelheid van belang. Hoe snel kan een potentiële partner van uw eerste aanvraag naar fysieke onderdelen in uw handen gaan?
Beoordeel deze tijdsfactorfactoren:
- Offertebehandeling: Kwalitatief hoogwaardige fabricagebedrijven verstrekken gedetailleerde offertes binnen 24–72 uur. Sommige fabrikanten, zoals Shaoyi Metal Technology , bieden een offerteomslagtijd van 12 uur voor klanten die versnelde reactietijden nodig hebben
- Snelheid van prototyping: Hoe snel kunnen zij monsteronderdelen produceren voor validatie? Zoek naar snelle prototypemogelijkheden binnen vijf dagen wanneer de ontwikkelingstijdschema’s kritiek zijn
- Responsiviteit van DFM-ondersteuning: Snelle ontwerpfedback voorkomt knelpunten tijdens de productontwikkeling. Uitgebreide DFM-ondersteuning identificeert vroegtijdig problemen met betrekking tot de produceerbaarheid, voordat deze zich ontwikkelen tot kostbare problemen
- Productiedoorlooptijden: Begrijp de standaardlevertijden en of er versnelde opties beschikbaar zijn voor dringende eisen
Zoals branche-experts aanbevelen, communiceer vroegtijdig uw tijdschema en budgetbeperkingen. Zorg ervoor dat het fabricagebedrijf uw planning kan naleven en nauwkeurige kostenramingen kan verstrekken voordat u een samenwerking aangaat.
Projectmanagement- en communicatiestandaarden
Zelfs technisch zeer bekwaam fabricerende bedrijven kunnen teleurstellen als zij zwak projectmanagement hebben. Beoordeel hoe potentiële partners de klantervaring hanteren:
- Toegewezen projectmanagers: Eén aanspreekpunt dat uw project kent en tijdige updates kan geven
- Proactieve communicatie: Nemen zij proactief contact met u op met statusupdates, of moet u altijd zelf informatie opvragen?
- Behandeling van wijzigingsverzoeken: Hoe efficiënt kunnen zij ontwerpwijzigingen tijdens de productie verwerken?
- Kwaliteit van de documentatie: Kunnen zij materiaalcertificaten, inspectierapporten en conformiteitscertificaten verstrekken die uw branche vereist?
Volgens experts op het gebied van fabricatiekeuze de beste leveranciers tonen een klantgerichte aanpak met responsieve communicatie en bereidheid om extra te doen. Let tijdens de offertefase op het volgende: reageren ze snel? Nemen ze de tijd om uw eisen volledig te begrijpen?
Het maken van uw definitieve keuze
Om het geheel samen te vatten, hieronder vindt u een uitgebreide evaluatielijst:
| Evaluatiecriteria | Wat te controleren | Waarom het belangrijk is |
|---|---|---|
| Kwaliteitscertificaten | ISO 9001, IATF 16949, AWS D9.1-richtlijn voor plaatmetaallassen | Gaarandeert gedocumenteerde kwaliteitssystemen en opgeleid personeel |
| Technische mogelijkheden | Lijst van apparatuur, ervaring met materialen, capaciteit | Bevestigt het vermogen om aan uw specifieke eisen te voldoen |
| Snelheid prototyping | Levertijden voor monsters en eerste artikelen | Heeft invloed op uw ontwikkelingstijd en time-to-market |
| DFM Ondersteuning | Technische ondersteuning en kwaliteit van ontwerpinformatie | Voorkomt kostbare herontwerpen en productieproblemen |
| Communicatie | Responsiviteit, aanpak van projectmanagement | Bepaalt de kwaliteit van de dagelijkse werksamenwerking |
| Branchenervaring | Portefeuille van vergelijkbare projecten, klantreferenties | Vermindert de leercurve en het risico voor uw project |
Onthoud dat de keuze van een fabricagepartner een strategische beslissing is die van invloed is op de kwaliteit van uw product, de ontwikkelingstijdschema’s en uiteindelijk uw concurrentiepositie. Neem de tijd om de opties grondig te beoordelen, vraag indien mogelijk monsteronderdelen aan en controleer certificaten voordat u zich verbindt tot productieomvang.
De juiste partner levert meer dan alleen apparatuur — zij brengen expertise, probleemoplossend vermogen en een oprechte betrokkenheid bij uw succes mee. Of u nu precisie-automotive-onderdelen nodig hebt die voldoen aan de IATF 16949-norm of aangepaste behuizingen voor industriële apparatuur, het afstemmen van uw eisen op de bewezen sterke punten van een fabricant legt de basis voor een succesvolle samenwerking en uitstekende resultaten.
Veelgestelde vragen over gespecialiseerde bedrijven voor gelaste plaatmetaal
1. Wat zijn de 5 bewerkingen bij plaatbewerking?
De vijf primaire plaatbewerkingsprocessen zijn scheren, uitsnijden, ponsen, buigen en dieptrekken. Specialisatiebedrijven combineren deze processen met lasmethoden zoals MIG-, TIG- en puntlassen om complete onderdelenassen te vervaardigen. Aanvullende bewerkingen omvatten reliëfvormen, perforeren en afkanten, waarmee complexe onderdelen voor automotive-, industriële en architectonische toepassingen worden geproduceerd.
2. Hoeveel kost op maat gemaakte plaatbewerking?
Op maat gemaakte plaatbewerking kost doorgaans tussen de 418 en 3.018 USD per project, met een gemiddelde van ongeveer 1.581 USD. De kosten liggen tussen de 4 en 48 USD per vierkante voet, afhankelijk van het materiaaltype, de dikte, de complexiteit en het niveau van aanpassing. Factoren zoals vereisten voor IATF 16949-certificering, nauwkeurigheidstoleranties en productieomvang beïnvloeden eveneens de eindprijs. Vraag offertes aan bij gecertificeerde fabricagebedrijven zoals Shaoyi Metal Technology voor nauwkeurige prijsindicaties.
3. Wat verdient de best betaalde plaatwerker?
Loodgietersmeesters verdienen de hoogste salarissen, variërend van $57.000 tot $77.000 per jaar. Loodgietersambachtslieden volgen met $51.000 tot $64.500, terwijl technici $43.500 tot $61.000 verdienen. Specialis-lasmedewerkers die met TIG-lassen werken aan lucht- en ruimtevaart- of medische onderdelen ontvangen vaak premiesalarissen vanwege de precisievaardigheden die voor deze toepassingen vereist zijn.
4. Welke lasmethode is het beste voor dun plaatmetaal?
TIG-lassen wordt beschouwd als de beste methode voor dun plaatstaal vanwege de nauwkeurige warmtecontrole en minimale vervorming. Voor productieomgevingen werkt MIG-lassen met kleinere draaddiameters (0,023–0,030 inch) en geschikte afdekgasmengsels effectief. Beide methoden voorkomen doorbranding wanneer ze worden gecombineerd met technieken zoals stiklas, achterwaarts lassen en het gebruik van warmteafvoerders of koperen ondersteuningsstaven.
5. Welke certificeringen moet een partner voor plaatbewerking hebben?
Zoek naar ISO 9001:2015 als basisnorm voor kwaliteit, plus IATF 16949 voor toepassingen in de automobielindustrie. Conformiteit met de AWS D9.1-richtlijn voor plaatmetaallassen garandeert dat het personeel adequaat is opgeleid. Voor lucht- en ruimtevaarttoepassingen is certificering volgens AS9100 essentieel. Deze certificaten bevestigen gedocumenteerde kwaliteitssystemen, consistente processen en gebrekenpreventie—belangrijke factoren bij het selecteren van partners voor precisie-onderdelen.