 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Begrijpen van bedrijven voor precisiebewerking van plaatmetaal: Belangrijke concepten

Wat precisiemetaalplaatbewerking eigenlijk betekent
Wanneer u de term " precisie metaalbewerking ," wat komt er bij u op? Als u denkt aan een willekeurige metaalbewerkingswerkplaats met snijgereedschap en lasapparatuur, ziet u slechts een deel van het geheel. Bedrijven die zich specialiseren in precisieplaatbewerking opereren op een totaal ander niveau—een niveau waarbij microscopische afmetingen het verschil uitmaken tussen succes en mislukking.
Wat maakt fabricage dan precies "precies"? Het komt neer op één cruciale factor: toleranties. Terwijl standaard metaalbewerking werkt binnen toleranties van ±1/16 inch tot ±1/8 inch (ongeveer ±1,6 mm tot ±3,2 mm), vereist precisieplaatbewerking een nauwkeurigheid van ±0,005 inch tot ±0,010 inch (±0,13 mm tot ±0,25 mm). Dat is een verschil dat u nauwelijks met het blote oog kunt zien—maar dat wel het verschil kan betekenen tussen slagen of falen bij kritieke toepassingen.
Nauwkeurigheidstoleranties bij het vervaardigen van plaatmetaal liggen meestal tussen ±0,005" en ±0,010" (±0,13 mm tot ±0,25 mm) — tot tien keer strenger dan de standaardfabricatietoleranties van ±1/16" tot ±1/8".
Wat onderscheidt precisie van standaard fabricage
Stel u voor dat u een complex medisch apparaat in elkaar zet waarbij onderdelen zonder enige speling op elkaar moeten passen. Een standaardfabricatietolerantie van ±1/8" zou het apparaat volledig onbruikbaar maken. Dit is precies waarom nauwkeurigheid bij het vervaardigen van plaatmetaal zo’n grote rol speelt in veeleisende sectoren.
Het belang van nauwkeurigheid bij het vervaardigen van plaatmetaal gaat verder dan alleen zeer strakke toleranties. Bedrijven die gespecialiseerd zijn in nauwkeurige plaatmetaalbewerking onderscheiden zich door:
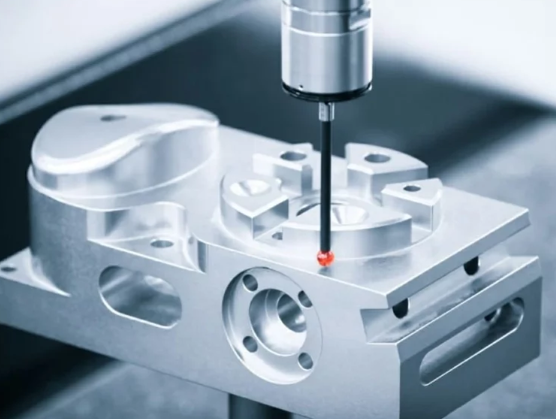
- Geavanceerde apparatuur: Fiberlasersnijinstallaties, robotische CNC-perspotten met hoekmeetystemen en geautomatiseerde lasstations vervangen standaard handmatige gereedschappen
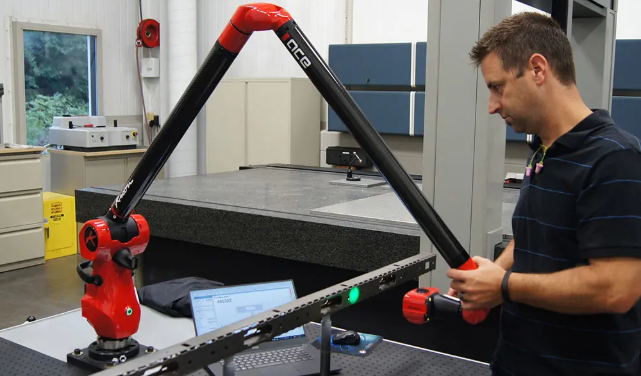
- Geavanceerde kwaliteitssystemen: Coördinatenmeetmachines (CMM), optische vergelijkingsapparaten en lasermeetystemen garanderen consistente nauwkeurigheid
- Materiaal expertise: Diepgaand inzicht in het gedrag van verschillende legeringen tijdens de bewerking, inclusief berekeningen voor veerkrachtigheid en rekening houdend met de korrelrichting
- Volledige documentatie: Volledige traceerbaarheid, statistische procescontrole en inspectie van het eerste artikel ter ondersteuning van gereguleerde sectoren
Standaard fabricagebedrijven kunnen deze mogelijkheden eenvoudigweg niet nabootsen. Hun veelzijdige gereedschappen en basisinspectiemethoden zijn geschikt voor constructiekaders of eenvoudige behuizingen, maar voldoen niet wanneer dimensionele nauwkeurigheid direct van invloed is op productprestaties of veiligheid.
Inzicht in tolerantievereisten bij metaalbewerking
Dit is iets wat veel ingenieurs op de moeilijke manier ontdekken: CAD-programma’s zoals SolidWorks gebruiken standaard verspaningstoleranties, die veel strenger zijn dan wat typisch haalbaar is bij plaatmetaalprocessen. Volgens branche-experts van Herold Precision Metals leidt deze mismatch vaak tot overengineering en onnodige kosten.
Waarom is dit belangrijk? Omdat plaatmetaal zich anders gedraagt dan massieve, gebeitste onderdelen. Dunner materiaal is gevoeliger voor variabelen tijdens het vormgeven. Buigen veroorzaakt lichte uitzetting nabij de vouwlijnen. Meerdere elkaar kruisende buigingen leiden tot meer opvallende vervormingen. Zelfs gaten die dicht bij de vouwlijnen zijn geplaatst, kunnen de lokale vorm beïnvloeden.
Precisieplaatbewerking gaat deze uitdagingen aan via empirische berekeningen, prototypeverwerking en zorgvuldige aanpassingen—niet alleen via programmering. Een typische precisiebuigbewerking kan, wanneer juiste technieken worden toegepast, een hoogtenauwkeurigheid van ±0,25 mm en een lengtenauwkeurigheid na het buigen van ±0,5 mm bereiken.
De kernboodschap? Bedrijven die precisieplaatbewerking uitvoeren, investeren zwaar in apparatuur, opleiding en kwaliteitssystemen die specifiek zijn ontworpen om de inherente uitdagingen van het werken met dunne metalen platen te overwinnen. Deze investering vertaalt zich direct in componenten die perfect passen, betrouwbaar functioneren en voldoen aan de strenge eisen van toepassingen in de lucht- en ruimtevaart, medische technologie, elektronica en andere veeleisende sectoren.

Kernprocessen die precisiebewerking definiëren
Nu u weet wat fabricage 'precisie' maakt, vraagt u zich waarschijnlijk af: hoe bereiken deze bedrijven eigenlijk dergelijke nauwe toleranties? Het antwoord ligt in gespecialiseerde processen — elk zorgvuldig gecontroleerd om consistente, nauwkeurige resultaten te leveren. Laten we de kerntechnieken bespreken waarop elke fabrikant van precisieplaatonderdelen vertrouwt.
In tegenstelling tot standaardwinkels die deze processen mogelijk wel op hun websites vermelden, maar zonder uitleg, helpt het begrijpen van hoe elk proces werkt u om slimmer beslissingen te nemen over uw fabricageprojecten. Dit is wat u moet weten:
- Lasersnijden: Gebruikt een gefocusseerde laserstraal om materiaal te smelten of te verdampen met toleranties tot ±0,1 mm tot ±0,15 mm — ideaal voor ingewikkelde ontwerpen en dikker materiaal tot 25 mm
- CNC-ponsen: Computergeleide gereedschappen persen door plaatmetaal om nauwkeurige gaten en vormen te maken met een tolerantie van ongeveer ±0,2 mm — het beste geschikt voor herhalende patronen in dunner materiaal
- Nauwkeurig buigen: CNC-persbreukmachines met ingebouwde sensoren vormen hoeken binnen ±0,5° tot ±1° met lengtetoleranties van ±0,20 mm per bocht
- Precisielassen: Gecontroleerde verbindingsprocessen, waaronder TIG-, MIG- en robotlassen, die de dimensionale nauwkeurigheid behouden terwijl sterke, schone verbindingen worden gecreëerd
Elk proces heeft zijn eigen specifieke voordelen. Een ervaren bedrijf dat precisieplaatwerk vervaardigt, weet precies wanneer elk van deze technieken moet worden toegepast — en nog belangrijker: hoe ze op de juiste volgorde moeten worden ingezet voor optimale resultaten.
Uitleg over lasersnijden en CNC-ponsen
Stel dat u een ingewikkelde lucht- en ruimtevaartbeugel met gebogen randen en gaten met strakke toleranties moet snijden. Welke methode kiest u dan? Het antwoord hangt af van diverse factoren die bedrijven voor precisieplaatbewerking voor elk project beoordelen.
Volgens branche-experts is lasersnijden bijzonder geschikt voor complexe profielen en dikker materiaal. Vezellasers kunnen zacht staal tot 25 mm dik snijden, terwijl ze toleranties van ±0,1 mm tot ±0,15 mm behouden. Door het contactloze proces ontstaan gladde, nauwkeurige sneden zonder gereedschapssporen — waardoor voor veel toepassingen een secundaire afwerking overbodig wordt. Daarom is lasersnijden de aangewezen keuze voor lucht- en ruimtevaart-, medische en farmaceutische onderdelen, waar de kwaliteit van de snijkant van essentieel belang is.
CNC-ponsen daarentegen is dominant wanneer u herhaalde vormen met hoge snelheid nodig hebt. Voor dicht opeenliggende gaten in dunne materialen — zoals zacht staal tot 3 mm of aluminium tot 6 mm — werken ponsmachines aanzienlijk sneller dan lasers. Er is nog een ander cruciaal voordeel: ponsen is een warmtevrij proces. Dit behoudt de vlakheid van het materiaal en voorkomt warmtebeïnvloede zones (HAZ), die problemen kunnen veroorzaken tijdens latere buigbewerkingen.
Hoge-nauwkeurigheidspositioneringsdiensten voor plaatmetaalbewerking combineren vaak beide technologieën. Lasersnijden verwerkt de complexe buitenprofielen en ingewikkelde details, terwijl CNC-ponsen snel standaardgaten of sleuven produceert. Deze hybride aanpak maximaliseert zowel precisie als efficiëntie.
Precisiebuigen en -lassen
Hier is iets dat veel ingenieurs verrast: u kunt doorgaans geen echte hoek van 90° bereiken bij het buigen van plaatmetaal. Hoeken hebben altijd een radius, en materialen veerden na het vormgeven licht terug naar hun oorspronkelijke vorm. Het beheersen van deze realiteiten is waar expertise op het gebied van precisiebuigen echt uitblinkt.
Ervaringsdeskundige fabricagebedrijven melden dat de veerterugslag over het algemeen 1–2° bedraagt. Moderne CNC-persremmen met ingebouwde sensoren compenseren automatisch voor materiaalvariabiliteit, wat een consistente productie garandeert. Deze machines berekenen de K-factor voor elke combinatie van materiaal en dikte en voorspellen precies hoeveel overbuiging nodig is om de gewenste hoek te bereiken.
Belangrijke factoren bij precisiebuigen zijn:
- Consistentie van de buigradius: Het gelijk houden van alle buigen op een onderdeel vereenvoudigt de gereedschapinstelling aanzienlijk, verlaagt de kosten en verbetert de nauwkeurigheid
- Afstand van onderdeelkenmerk tot buiging: Gaten of sleuven die te dicht bij bochten zijn geplaatst, kunnen vervormen door geconcentreerde spanningen—ervaren constructeurs kennen de minimale afstandsaanbevelingen
- Buigvolgorde planning: Complexe onderdelen met meerdere bochten vereisen een zorgvuldige volgorde om interferentie met de gereedschappen te voorkomen
- Bewustzijn van de materiaaltoestand: Warmtegevoelige zones van lasersnijden kunnen ongelijkmatige vormen of scheuren veroorzaken tijdens het buigen als ze niet adequaat worden beheerd
Precisielassen voltooit het fabricatieproces. Of u nu TIG-lassen gebruikt voor kritieke verbindingen waarbij maximale controle vereist is, MIG-lassen voor productie-efficiëntie of robotlassen voor consistente resultaten bij grote volumes: het doel blijft hetzelfde — onderdelen verbinden zonder de precisie te verstoren die in eerdere bewerkingen is bereikt.
Hoogprecieze positionering bij het vervaardigen van plaatmetaal vereist dat lassers begrip hebben van thermisch beheer. De constructie van montagevormenten, de volgorde van tijdelijke lasverbindingen (tack welding) en de controle van de toegevoerde warmte voorkomen vervorming, waardoor nauwkeurig gezaagde en nauwkeurig gebogen onderdelen onbruikbaar worden. Hier overlappen precisieplaatmetaalbewerking en bewerkingskundige expertise vaak: gefreesde montagevormenten houden onderdelen in precies de juiste positie tijdens het lassen.
De precisieplaatmetaalbewerkingsapparatuur waarin een bedrijf investeert, zegt veel over diens mogelijkheden. Moderne vezellasers, servoelektrische ponsbanken met real-time hoekmeting en robotlascellen vertegenwoordigen de huidige stand van de techniek. Maar apparatuur alleen is niet voldoende — de expertise om deze systemen te programmeren, te bedienen en te onderhouden bepaalt of zij werkelijk precisieresultaten opleveren of slechts duur middelmatigheid.
Het begrijpen van deze kernprocessen bereidt u voor op inhoudelijke gesprekken met potentiële fabricagepartners. U weet welke vragen u moet stellen – en herkent wanneer een bedrijf echt begrijpt hoe de precisie die uw project vereist, kan worden behaald.
Toepassingen in de industrie en hun specifieke precisie-eisen
Hier is iets wat veel kopers onverwachts treft: een tolerantie die perfect werkt voor consumentenelektronica, kan catastrofaal falen in een vliegtuig. De precisie-plaatbewerkingsindustrie werkt niet met ééngrootte-voor-iedereen-normen. In plaats daarvan brengt elke sector sterk verschillende eisen mee – en het begrijpen van deze verschillen helpt u om te bepalen welke plaatbewerkers daadwerkelijk aan uw behoeften kunnen voldoen.
Waarom is dit zo belangrijk? Omdat het kiezen van een bedrijf voor precisie-plaatbewerking zonder kennis van sector-specifieke eisen vergelijkbaar is met het inhuren van een elektricien voor woningbouw voor industriële energiesystemen. Ze hebben misschien vaardigheden, maar niet de juiste vaardigheden voor uw toepassing.
De onderstaande tabel geeft een overzicht van wat precisiebewerking van plaatmetaal inhoudt in belangrijke sectoren:
| Industrie | Typische toleranties | Belangrijke certificeringen | Kritieke kwaliteitsfactoren |
|---|---|---|---|
| Luchtvaart | ±0,005" tot ±0,010" | AS9100, ITAR, NADCAP | Traceerbaarheid, materiaalcertificaten, vermoeiingsbestendigheid |
| Medische Apparatuur | ±0,005" tot ±0,015" | ISO 13485, FDA-registratie | Biocompatibiliteit, steriliseerbaarheid, oppervlakteafwerking |
| Automotive | ±0,010" tot ±0,020" | IATF 16949, ISO 9001:2015 | Herhaalbaarheid, duurheidstests, PPAP-documentatie |
| Elektronica | ±0,005" tot ±0,015" | ISO 9001:2015, IPC-normen | EMI/RFI-afscherming, thermisch beheer, nauwkeurige assemblagepassingen |
Laten we dieper ingaan op wat deze eisen concreet betekenen voor uw projecten.
Eisen voor de lucht- en ruimtevaart- en medische-apparatuursector
Precisiebewerking van plaatmetaal voor de lucht- en ruimtevaartsector vormt het hoogste niveau van productie-eisen. Wanneer componenten op 30.000 voet vliegen of levenskritische medische procedures ondersteunen, is er geen enkele marge voor fouten.
In toepassingen voor de lucht- en ruimtevaart, AS9100-certificering is niet optioneel—het is de basisverwachting. Deze lucht- en ruimtevaartspecifieke kwaliteitsmanagementsstandaard bouwt voort op ISO 9001:2015 en voegt strenge eisen toe voor productveiligheid, voorkoming van namaakonderdelen en configuratiebeheer. Voor defensiegerelateerde projecten garandeert ITAR-certificering (International Traffic in Arms Regulations) een juiste omgang met gereguleerde technische gegevens.
Wat maakt fabricage voor de lucht- en ruimtevaart zo veeleisend?
- Volledige materiaaltraceerbaarheid: Elk stuk metaal moet terug te voeren zijn naar het oorspronkelijke millecertificaat
- Eis voor eerste-artikelinspectie: Uitputtende documentatie die aantoont dat elke afmeting aan de specificatie voldoet, voordat de productie begint
- Vervatting- en spanningsoverwegingen: Onderdelen moeten herhaalde belastingscycli gedurende decennia van gebruik kunnen weerstaan
- Gewichtsoptimalisatie: Elke gram telt, waardoor ontwerpen worden gestuurd naar dunner materiaal met strengere toleranties
De fabricage van medische apparatuur brengt even strenge, maar andere uitdagingen met zich mee. Volgens branche-experts van Prototek moeten precisie-onderdelen van plaatmetaal voor medisch gebruik voldoen aan strikte biocompatibiliteitsvereisten: materialen mogen geen immuunreacties opwekken of ontstekingen veroorzaken bij contact met het lichaam.
De oppervlakteafwerking wordt cruciaal in medische toepassingen. Gefabriceerde onderdelen moeten voldoende glad zijn om effectief te kunnen worden gereinigd, waardoor bacteriële kolonisatie wordt voorkomen. Roestvrijstaalsoorten 304 en 316L domineren de medische fabricage, omdat zij bestand zijn tegen corrosie door herhaald autoclaveren en krachtige reinigingsmiddelen. Bedrijven die op dit gebied actief zijn in de markten voor precisie-plaatmetaalfabricage in Texas en precisie-plaatmetaalfabricage in Florida behouden vaak specifiek voor medische apparaat-kwaliteitsbeheer de ISO 13485-certificering.
Precisienormen voor de automobiel- en elektronica-industrie
Automotive toepassingen vormen een fascinerende balans: toleranties die iets ruimer zijn dan in de lucht- en ruimtevaart, maar productievolume's die exponentieel hoger zijn. Deze combinatie vereist bedrijven voor precisie-plaatbewerking met sterke herhaalbaarheid en statistische procescontrole.
De IATF 16949-certificering — de kwaliteitsmanagementsnorm voor de automobielindustrie — benadrukt het voorkomen van gebreken boven het opsporen ervan. Fabricagebedrijven moeten geschiktheidsindexen (Cpk) aantonen die bewijzen dat hun processen consistent onderdelen leveren binnen de specificaties. De documentatie voor het Productieonderdeel Goedkeuringsproces (PPAP) biedt klanten vertrouwen in het feit dat de massaproductie dezelfde kwaliteit zal hebben als het prototype.
Voor chassiscomponenten, ophangingsbeugels en structurele elementen voegt duurzaamheidstesting nog een extra laag validatie toe. Precisie-plaatbewerkte onderdelen voor automotive toepassingen moeten jarenlang trillingen, temperatuurwisselingen en blootstelling aan wegensalt doorstaan zonder te falen.
De fabricage van elektronica richt zich op andere prioriteiten. Behuizingen en chassis moeten elektromagnetische interferentie (EMI) afschermen, terwijl ze tegelijkertijd nauwkeurige afmetingen behouden voor het monteren van componenten. Een montagegat dat zelfs 0,5 mm van de doelpositie af zit, kan de installatie van een printplaat verhinderen of knelpunten in de assemblagelijn veroorzaken.
Thermisch beheer voegt complexiteit toe aan toepassingen in de elektronica. Vereisten voor warmteafvoer bepalen vaak de keuze van materialen — de uitstekende thermische geleidbaarheid van aluminium maakt het een favoriet voor elektronica-behuizingen. Maar het 'springback'-gedrag van aluminium verschilt van dat van staal, wat vereist dat fabricanten beschikken over materiaalspecifieke expertise.
De elektronicasector stelt ook eisen aan cosmetische perfectie. Producten die rechtstreeks aan consumenten worden aangeboden, vereisen een onberispelijke oppervlakteafwerking, consistente poedercoating en nauwkeurige uitlijning van ventilatiepatronen. Deze combinatie van functionele precisie en esthetische kwaliteit onderscheidt geschikte fabricanten van diegene die slechts beweren ervaring te hebben met elektronica.
Begrijpen van deze branchespecifieke eisen helpt u potentiële fabricagepartners effectiever te beoordelen. Een bedrijf dat uitblinkt in de productie van automobielonderdelen, kan moeite hebben met de documentatievereisten voor de lucht- en ruimtevaartsector. Een specialist op het gebied van medische hulpmiddelen heeft mogelijk niet de capaciteit voor grote volumes die automobielprojecten vereisen. Als u de branchespecifieke eisen van uw project afstemt op de bewezen expertise van een fabricant, verhoogt u uw kans op succes aanzienlijk.
Hoe u bedrijven voor precisieplaatbewerking kunt beoordelen
U hebt de precisie-eisen van uw project geïdentificeerd en begrijpt welke processen u nodig hebt. Nu komt het lastige gedeelte: hoe kiest u daadwerkelijk het juiste bedrijf voor precisieplaatbewerking uit tientallen opties? Hierbij stuiten de meeste kopers op problemen — en is een verkeerde keuze ook echt kostbaar.
Het probleem? De websites van de meeste fabricagebedrijven zien er opvallend gelijk uit. Iedereen claimt "kwaliteit" en "nauwkeurigheid." Maar onder die marketingtermen varieert de werkelijke capaciteit sterk. Hieronder vindt u een systematische aanpak om echt bekwaam werkende precisiefabricagebedrijven voor plaatmetaal te onderscheiden van bedrijven die alleen goed kunnen praten.
- Controleer relevante certificeringen — Bevestig niet alleen of ze certificeringen hebben; zorg ervoor dat deze certificeringen voldoen aan de eisen van uw sector
- Beoordeel de capaciteiten van de apparatuur — Moderne machines zijn belangrijk, maar expertise van de operators en onderhoudsprogramma's zijn nog belangrijker
- Evalueer de kwaliteitscontrolesystemen — Kijk verder dan inspectieapparatuur: bestudeer gedocumenteerde procedures en traceerbaarheidspraktijken
- Bekijk de levertijden — Informeer uzelf over zowel standaardlevertijden als mogelijkheden voor versnelde levering, afgestemd op uw productieplanning
- Bestudeer de technische ondersteuning — DFM-expertise kan duizenden besparen bij het optimaliseren van het ontwerp voordat de productie begint
- Controleer klantreferenties — Praat met klanten uit vergelijkbare sectoren over hun praktijkervaringen
Laten we elk van deze criteria grondig bekijken, zodat u precies weet welke vragen u moet stellen.
Essentiële certificaten waarop u moet letten
Certificaten zijn niet zomaar letters aan de muur—ze zijn risicoverlagende factoren die daadwerkelijke procesdiscipline aantonen . Het begrijpen van wat elke certificering daadwerkelijk vereist, helpt u om te beoordelen of een bedrijf dat precisieplaatmetaalbewerking uitvoert echt aan uw behoeften kan voldoen.
ISO 9001:2015 vormt de basis van kwaliteitsmanagementsystemen. Volgens branche-experts van Northstar Metal Products toont deze certificering aan dat een bedrijf een effectief kwaliteitssysteem heeft geïmplementeerd met gedocumenteerde procedures voor elke productiefase—van introductie van nieuw product tot eindinspectie en verzending. Daarnaast stelt het duidelijke richtlijnen vast voor continue verbetering, waardoor medewerkers worden aangemoedigd om innovatieve oplossingen te zoeken.
Wat vereist ISO 9001:2015 eigenlijk? Gecertificeerde fabricagebedrijven moeten het volgende in stand houden:
- Gedocumenteerde procedures voor fabricage, inspectie en traceerbaarheid
- Regelmatige interne en externe audits door derden
- Gecontroleerde materialen met geijkte apparatuur
- Schone documentatietrajecten voor elk project
ITAR (International Traffic in Arms Regulations) certificering is van belang als uw project betrekking heeft op defensietoepassingen. Faciliteiten die zijn ingeschreven bij ITAR kunnen beheerde technische gegevens verwerken en onderdelen voor militaire systemen vervaardigen. Zelfs als uw huidige project geen ITAR-certificering vereist, biedt samenwerking met een geregistreerde faciliteit flexibiliteit voor toekomstige defensiecontracten.
AWS-certificaten (American Welding Society) geven aan dat men bekwaam is in lasmethoden. De titel ‘Certified Welding Fabricator’ (CWF) garandeert dat een bedrijf aantoonbaar competent is in het vervaardigen van gelaste constructies met integriteit en duurzaamheid. Voor projecten waarbij structurele laskwaliteit vereist is, biedt de AWS D1.1-certificering voor structureel staal extra zekerheid.
Branchspecifieke certificaten voegen een extra laag validatie toe. Of u nu IATF 16949 voor de automobielindustrie, AS9100 voor de lucht- en ruimtevaartindustrie of ISO 13485 voor medische hulpmiddelen nodig heeft: het kiezen van certificaten die aansluiten bij uw branchespecifieke eisen zorgt ervoor dat de fabricant uw regelgevende context begrijpt.
Beoordelen van apparatuur en kwaliteitssystemen
Wat moet u opmerken tijdens een bezoek aan de fabriek van een potentiële leverancier van precisieplaatmetaalbewerking — of bij het online bekijken van diens capaciteiten? Apparatuurlijsten geven slechts een gedeelte van het verhaal weer.
Moderne vezellasers, servoelektrische perspotten en robotlascellen wijzen op kapitaalinvesteringen in precisiecapaciteiten. Stel echter diepergaande vragen: Hoe vaak wordt de apparatuur geijkt? Welke preventieve onderhoudsprogramma’s zijn van kracht? Wie voert de programmeerwerkzaamheden uit en welke ervaring heeft die persoon?
Een LLC voor precisiebewerking van plaatmetaal met oudere apparatuur, bediend door meesterambachtslieden, kan beter presteren dan een werkplaats met gloednieuwe machines en onervaren operators. De combinatie van kwalitatief hoogwaardige apparatuur, vakbekwame medewerkers en gedocumenteerde procedures zorgt voor consistente precisie—niet één enkele factor alleen.
Kwaliteitscontrolesystemen verdienen evenveel aandacht. Coördinatemeetmachines (CMM’s) en optische vergelijkingsapparaten geven inzicht in de inspectiemogelijkheden, maar de werkelijke vraag is: hoe zijn zij geïntegreerd in de productiewerkstromen? Let op:
- Inspectie van het eerste artikel: Gedocumenteerde verificatie voordat productielopen van start gaan
- Tussentijdse inspectiepunten: Kwaliteitscontroles in cruciale fasen, niet alleen bij de eindinspectie
- Statistische procesbeheersing: Data-gestuurde bewaking om afwijkingen te detecteren voordat onderdelen buiten de toleranties vallen
- Materiaalspoorbaarheid: Mogelijkheid om elk onderdeel terug te traceren naar de oorspronkelijke millecertificaten
De doorlooptijdcapaciteiten variëren aanzienlijk tussen leveranciers van precisieplaatmetaalbewerking. Standaardlevertijden van 2–4 weken zijn gebruikelijk, maar het begrijpen van versnelde leveringsmogelijkheden is belangrijk wanneer de planning zich inkort. Sommige OEM-partners voor precisieplaatmetaalbewerking beschikken over een toegewezen capaciteit voor snelle reactie; anderen vragen aanzienlijke toeslagen voor versnelde levering.
Beoordeel ten slotte de technische ondersteuning. Kan de bewerkingspartner uw ontwerpen beoordelen en verbeteringsvoorstellen doen voordat hij een offerte uitbrengt? DFM-ervaring (Design for Manufacturability) identificeert kostenbesparingsmogelijkheden — bijvoorbeeld alternatieve buigvolgordes, geoptimaliseerde nesting of materiaalvervangingen die de prestaties behouden terwijl de prijs daalt. Deze samenwerkende aanpak onderscheidt vaak echte partners van transactionele leveranciers.
Met deze beoordelingscriteria kunt u potentiële fabricagepartners met vertrouwen beoordelen. Het doel is niet om het goedkoopste offerte te vinden, maar om precisie-schijfmetaalverwerkers te identificeren wier capaciteiten, certificaten en kwaliteitssystemen aansluiten bij de specifieke eisen van uw project.
Materiaalkeuze voor precisiefabricatieprojecten
U hebt fabricagepartners beoordeeld en begrijpt de betrokken processen. Maar hier is een vraag die zelfs ervaren ingenieurs in de war brengt: welk materiaal moet u specificeren voor uw precisieproject? Het antwoord is niet zo eenvoudig als het materiaal kiezen dat de laatste keer werkte—want het gedrag van het materiaal heeft direct invloed op haalbare toleranties, bewerkingsmethoden en uiteindelijke kosten.
Denk er eens over na op deze manier: aluminium en roestvast staal voldoen mogelijk allebei aan uw sterktevereisten, maar gedragen zich volkomen anders tijdens het buigen. De ene veert sterker terug. De andere verhardt sneller door bewerking. Het negeren van deze verschillen leidt tot afgewezen onderdelen en gefrustreerde telefoongesprekken met uw constructeur.
Begrip materiaaleigenschappen voordat u specificeert helpt u om weloverwogen beslissingen te nemen. Dit zijn de belangrijkste factoren voor maatwerkprecisiebewerking van metalen platen:
| Materiaal | Precisie-eigenschappen | Typische toepassingen | Verwerkingsaspecten |
|---|---|---|---|
| Roestvrij staal (304/316) | Uitstekende dimensionale stabiliteit; matige veerkracht; nauwe toleranties haalbaar | Medische apparatuur, voedselverwerking, architectuur, maritiem | Vereist gespecialiseerde lasmethoden; verhardt sneller door bewerking tijdens vormgeven |
| Aluminium (5052/6061) | Goede vormbaarheid; hogere veerkracht dan staal; lichtgewicht precisie-onderdelen | Behuizingen voor elektronica, lucht- en ruimtevaart, automobielindustrie, warmtewisselaars | Gevoelig voor warmte; uitstekende bewerkbaarheid; vereist geschikte gereedschappen |
| Koolstofstaal | Voorspelbaar gedrag; matige toleranties; kosteneffectief bij grotere volumes | Machines, bouw, constructieve auto-onderdelen | Vereist oppervlaktebehandeling voor corrosiebescherming; goede lasbaarheid |
| Titanium | Uitzonderlijke sterkte-op-gewichtverhouding; moeilijk om nauwkeurig te vormen | Lucht- en ruimtevaart, medische implantaten, defensie | Matige bewerkbaarheid; vereist gespecialiseerde gereedschappen en expertise |
| Koper/Brons | Hoge ductiliteit; goede vervormbaarheid; matig nauwkeurigheidsniveau haalbaar | Elektrische componenten, decoratieve toepassingen, sanitair | Produceert gevaarlijke lasdampen; koper kan moeilijk te bewerken zijn |
Precisie-plaatmetaalbewerking van 0,004 tot 0,250 inch dikte omvat de meest voorkomende toepassingen, maar de keuze van materiaal beïnvloedt aanzienlijk wat binnen dat bereik haalbaar is. Laten we de meest veelgevraagde opties bekijken.
Overwegingen voor roestvast staal en aluminium
Roestvast staal domineert precisie-bewerking om goede redenen. Zijn dimensionele stabiliteit, corrosiebestendigheid en voorspelbaar vormgedrag maken het de eerste keuze voor veeleisende toepassingen. Maar niet alle roestvast staal is gelijk.
Volgens experts op het gebied van precisieproductie bieden austenitische kwaliteiten zoals 304 en 316 de beste combinatie van vormbaarheid en corrosieweerstand. Het lagere koolstofgehalte van type 316L maakt het ideaal voor gelaste constructies in medische en farmaceutische toepassingen, waar sensitisatie (chromiumcarbide-afscheiding) moet worden vermeden.
Voor fabricage van hoogprecieze positionerende roestvrijstalen plaatmaterialen is het essentieel om te begrijpen hoe dit materiaal zich verhardt tijdens het vormgeven. Elke bocht verhoogt de hardheid in de betrokken zone, wat mogelijk leidt tot scheuren indien daaropvolgende bewerkingen niet zorgvuldig zijn gepland. Ervaren fabricanten plannen de bewerkingen zodanig dat cumulatieve verhardingseffecten tot een minimum worden beperkt.
Belangrijke overwegingen bij roestvrij staal zijn:
- Corrosiemilieu: 304 is geschikt voor de meeste binnenlandse toepassingen; 316 is essentieel bij blootstelling aan chloriden of in mariene omgevingen
- Eisen aan oppervlakteafwerking: Roestvrij staal accepteert geborstelde, gepolijste of elektrogepolijste afwerkingen — specificeer dit vroegtijdig om extra bewerkingen te voorkomen
- Loodsbaarheid: Vereist gespecialiseerde technieken en geschikte vulmaterialen om de corrosieweerstand te behouden
- Kostenfactor: Meestal 2–3 keer zo duur als koolstofstaal, maar vaak worden afwerkingskosten hierdoor overbodig
Aluminium stelt een andere precisie-uitdaging. De uitstekende sterkte-op-gewichtverhouding maakt het essentieel voor toepassingen in de lucht- en ruimtevaart en elektronica, maar het grotere veerterug effect vereist compensatie tijdens het buigen. Brancherichtlijnen suggereren dat het handhaven van consistente buigradii over alle onderdelen de gereedschapsvorming vereenvoudigt en de nauwkeurigheid verbetert.
Voor behuizingen van elektronica zorgt de thermische geleidbaarheid van aluminium voor natuurlijke warmteafvoer — een functioneel voordeel dat roestvrij staal niet kan evenaren. Precisie plaatbewerking Seattle en precisie plaatbewerkers Seattle werken veelal met aluminium voor de lucht- en ruimtevaart- en technologiebedrijven in de regio, waar gewichtsbesparing en thermisch beheer samenkomen.
De gevoeligheid van aluminium voor warmtegevoelige zones bij lasersnijden vereist zorgvuldige planning. Als buigingen in de buurt van gesneden randen plaatsvinden, kunnen de gewijzigde materiaaleigenschappen leiden tot ongelijkmatige vorming. Ervaren constructeurs passen ofwel de snijparameters aan of vergroten de afstand tussen onderdelen en buigingen om de nauwkeurigheid te behouden.
Specialistische materialen voor veeleisende toepassingen
Wanneer standaardmaterialen niet aan uw eisen voldoen, komen speciale legeringen in beeld. Deze materialen vereisen constructeurs met specifieke ervaring—niet elke precisiebedrijf kan titanium of exotische nikkellegeringen succesvol verwerken.
Titanium verdient zijn reputatie als 'wondermetaal' dankzij zijn uitzonderlijke sterkte-op-gewichtverhouding en uitstekende corrosieweerstand. Volgens materiaalspecialisten , maakt de unieke eigenschap van titanium om zich te binden met bot- en levend weefsel het onvervangbaar voor orthopedische implantaat. In de lucht- en ruimtevaart rechtvaardigen de voordelen op het gebied van sterkte-op-gewicht de hogere kosten voor motorelementen en structurele onderdelen.
Titanium heeft echter een lage thermische geleidbaarheid en de neiging om te verharden tijdens bewerking, wat aanzienlijke fabricage-uitdagingen oplevert. De snijsnelheden moeten zorgvuldig worden geregeld om oververhitting te voorkomen. Vormgeven vereist gespecialiseerde gereedschappen en vaak warmvormprocessen voor complexe geometrieën. Deze factoren leiden doorgaans tot kosten die 3–5 keer hoger zijn dan bij fabricage van roestvast staal.
Andere speciale materialen die het waard zijn om te begrijpen:
- Inconel en Hastelloy: Nickelgebaseerde superlegeringen voor extreme temperaturen en corrosieve omgevingen; moeilijk te bewerken en te vormen
- Veerstaal: Hoge sterkte bij vloeien voor onderdelen die elasticiteit vereisen; nauwkeurige warmtebehandeling bepaalt de eigenschappen
- Met een breedte van meer dan 50 mm Combineert austenitische en ferrietische eigenschappen voor verbeterde sterkte en weerstand tegen chloride
- Berylliumkoper: Uitzonderlijke geleidbaarheid en veereigenschappen voor elektrische contacten; vereist zorgvuldige behandeling vanwege toxiciteitsrisico's
De materiaaldikte beïnvloedt ook de nauwkeurigheid. Dunne materialen (onder de 0,030 inch) zijn gevoeliger voor vervorming tijdens het snijden en hanteren. Dikkere materialen (boven de 0,125 inch) vereisen apparatuur met een hoger vermogen en kunnen de haalbare buigradii beperken. Bespreek uw diktevereisten met potentiële fabricagepartners om ervoor te zorgen dat hun apparatuur aan uw behoeften voldoet.
Conclusie? Materiaalkeuze gaat niet alleen over het voldoen aan functionele eisen — het draait erom materialen te kiezen die uw fabricagepartner nauwkeurig en consistent kan verwerken. Een open gesprek over ervaring met materialen geeft vaak meer inzicht in de werkelijke capaciteiten van een fabricant dan elke certificering of lijst met apparatuur.
Kwaliteitscontrole en inspectie in precisiefabricage
U hebt het juiste materiaal geselecteerd en een bekwaam fabricagebedrijf gekozen. Maar hier is de cruciale vraag: hoe weet u dat de afgewerkte onderdelen daadwerkelijk voldoen aan uw specificaties? Hier wordt of breekt de precisie bij de fabricage van plaatmetaal—namelijk in de kwaliteitscontroleprocessen die elke afmeting, oppervlakte en functie verifiëren voordat de onderdelen worden verzonden.
Kwaliteitscontrole bij precieze plaatmetaalfabricage is geen enkel controlepunt aan het einde van de productie. Het is een uitgebreid systeem dat door het gehele fabricatieproces heen is geweven. Een goed begrip van deze systemen helpt u fabricagebedrijven effectiever te beoordelen en zorgt ervoor dat uw kritieke componenten exact overeenkomstig de specificaties worden geleverd.
Hieronder vindt u de belangrijkste kwaliteitscontrolepunten tijdens een typiek precisiefabricatieproces:
- Inkomende materiaalinspectie: Verificatie van materiaalcertificaten, diktemetingen en oppervlaktoestand voordat de bewerking begint
- Eerste Artikel Keuring: Uitgebreide dimensionele verificatie van initiële monsters voordat de productielopen worden gestart
- Tijdensproductiecontrole: Controle van kritieke afmetingen na elke belangrijke bewerking — snijden, vormen, lassen
- Verificatie oppervlakteafwerking: Ruwhedemetingen en visuele inspectie voor esthetische eisen
- Eindinspectie: Volledige dimensionele verificatie tegen de tekeningen vóór verpakking
- Documentatiebeoordeling: Bevestiging dat alle vereiste certificaten, rapporten en traceerbaarheidsdocumenten compleet zijn
Elk controlepunt detecteert potentiële problemen voordat deze zich opstapelen tot kostbare complicaties. Een buighoek die licht buiten de tolerantie valt, lijkt misschien onbeduidend — totdat u ontdekt dat deze de definitieve assemblage verhindert.
Inspectiemethoden die nauwkeurigheid garanderen
Klinkt dat ingewikkeld? Dat kan het inderdaad zijn. Moderne inspectietechnologieën hebben echter zowel de snelheid als de nauwkeurigheid aanzienlijk verbeterd ten opzichte van traditionele methoden. Begrip van wat er beschikbaar is, helpt u om geschikte inspectie-eisen voor uw projecten vast te leggen.
Volgens de inspectierichtlijnen van Xometry , bieden fabricagebedrijven doorgaans meerdere inspectieniveaus:
- Standaardinspectie: QC controleert materiaal, kenmerken en afwerking tegen de vereisten; meet kritieke afmetingen zoals totale afmetingen, gaten en dieptes—meestal tot 20 afmetingen op klantleverings-tekeningen
- Formele inspectie met dimensionaal rapport: 100% van alle afmetingen gedocumenteerd met geijkte meetinstrumenten volgens statistische steekproefplannen; inclusief in verband gebrachte (geballoonde) tekeningcorrelatie
- CMM-inspectie: Verificatie van alle afmetingen met een coördinatenmeetmachine (CMM) met micronnauwkeurigheid; essentieel voor complexe geometrieën
- Eerste-artikelinspectierapport (FAIR AS9102): Lucht- en ruimtevaartstandaard-documentatie die objectief bewijs levert dat alle technische eisen begrepen en geverifieerd zijn
Coördinatenmeetmachines (CMM’s) vormen de gouden standaard voor dimensionale verificatie. Zoals kwaliteitscontrole-experts uitleggen cMM's gebruiken meettasters om de afmetingen van onderdelen in kaart te brengen ten opzichte van digitale modellen, met een nauwkeurigheid op micronniveau voor complexe vormen en kenmerken. Ze zijn bijzonder waardevol voor lucht- en ruimtevaart- en medische componenten, waarbij tolerantieverificatie onbetwistbaar moet zijn.
Optische inspectiesystemen vullen CMM's aan door snelle, contactloze metingen te bieden. Camera's, lasers en sensoren beoordelen afmetingen, contouren en oppervlakkwaliteit — ideaal voor gevoelige onderdelen of wanneer snelheid van belang is. Voor het detecteren van oppervlaktegebreken op cosmetische componenten kunnen optische methoden vaak problemen opsporen die contactgebaseerde benaderingen misschien over het hoofd zien.
De verificatie van de oppervlakteafwerking maakt gebruik van ruwheidstesters om de textuur te kwantificeren volgens de specificaties. Dit is vooral belangrijk voor onderdelen met wrijvingsinterfaces — zoals tandwielen, afdichtingen en lagers — waarbij de oppervlakkwaliteit direct van invloed is op prestatie en levensduur.
Documentatie- en Traceerbaarheidsnormen
Stel je voor dat een medisch apparaat ter plaatse uitvalt. Onderzoekers moeten dat onderdeel kunnen traceren tot aan het grondstofniveau, elke verwerkingsstap begrijpen en eventuele andere onderdelen identificeren die mogelijk zijn aangetast. Daarom zijn documentatie en traceerbaarheid geen bureaucratische last — ze vormen essentiële kwaliteitsinfrastructuur.
Eerste-artikelinspectierapporten vormen de basis voor productiekwaliteit. De in de lucht- en ruimtevaartsector gebruikte AS9102-norm definieert drie cruciale formulieren: Formulier 1 registreert onderdeelinformatie en revisiegeschiedenis; Formulier 2 geeft gedetailleerde informatie over grondstoffen, speciale processen en leveranciers; Formulier 3 documenteert de inspectieresultaten voor elk kenmerk, inclusief de gebruikte meetinstrumenten.
Opgeblazen tekeningen gaan deze rapporten vergezellen, met genummerde aantekeningen die precies aangeven welke afmetingen zijn gecontroleerd. Elke opgeblazen aantekening correspondeert met inspectiegegevens, waardoor een duidelijke traceerbaarheid ontstaat tussen tekeningen en meetresultaten. Deze correlatie is onbetaalbaar tijdens audits of bij het onderzoeken van kwaliteitsproblemen.
Kwaliteitsfabrikanten houden gedurende het hele proces documentatie bij:
- Materiaalcertificeringen: Materiaaltestrapporten die grondstoffen koppelen aan specifieke warmtepartijen en chemische samenstellingen
- Procesregistraties: Machine-instellingen, identificatie van de operator en tijdstempels voor elke bewerking
- Kalibratiegegevens: Bewijs dat meetapparatuur voldoet aan nauwkeurigheidsnormen
- Rapporten over niet-conformiteit: Documentatie van eventuele afwijkingen en genomen corrigerende maatregelen
- Eindinspectierapporten: Volledige dimensionele gegevens met bepalingen van ‘goed’ of ‘afgekeurd’
Statistische steekproefplannen bepalen hoeveel onderdelen van elke partij moeten worden geïnspecteerd. Op basis van de ASQC Z1.4-2008-niveau-II-normen vereist een partij van 26–50 onderdelen doorgaans 8 geïnspecteerde steekproeven, waarbij nul afkeuringen zijn toegestaan. Voor grotere partijen van 501–1.200 onderdelen zijn 80 geïnspecteerde steekproeven vereist. Deze steekproefplannen bieden een evenwicht tussen grondigheid van inspectie en praktische productiebeperkingen.
Veelvoorkomende precisieproblemen die kwaliteitssystemen moeten opsporen, omvatten dimensionele drift tijdens lange productieruns, springback-variatie tussen materiaalbatches, lasvervorming die de vlakheid beïnvloedt en oppervlakteverontreiniging door hantering. Kwaliteitsgerichte fabricagebedrijven passen preventieve maatregelen toe—zoals regelmatige controle tijdens het proces, materiaalspecifieke vormparameters en lasvolgordes met behulp van vastzetvorment—en vertrouwen niet uitsluitend op eindinspectie om problemen te detecteren.
De investering in uitgebreide kwaliteitscontrole onderscheidt echt bekwaamde bedrijven voor precisie-bout- en plaatbewerking van diegenen die slechts adequaat service aanbieden. Bij het beoordelen van potentiële partners dient u te vragen om voorbeeldinspectierapporten te zien, hun documentatiepraktijken te begrijpen en te verifiëren of hun meetcapaciteiten voldoen aan de vereisten van uw project. Deze zorgvuldige due diligence levert rendement op wanneer uw onderdelen klaar zijn voor direct gebruik, in plaats van dat ze moeten worden gesorteerd, herbewerkt of afgewezen.
Prototyping en ondersteuning bij productontwikkeling
U hebt een innovatief product ontworpen, het concept gevalideerd en de marktvraag bevestigd. Nu rijst de cruciale vraag: hoe transformeert u dat ontwerp naar fysieke onderdelen die precies zoals bedoeld functioneren? Hier worden bedrijven voor precisie-bout- en plaatbewerking echte ontwikkelingspartners—niet alleen leveranciers die orders uitvoeren.
De reis van het eerste concept naar massaproductie omvat veel meer dan alleen het snijden en buigen van metaal. Volgens branche-experts van PEKO Precision hangt een succesvolle productlancering af van gestructureerde New Product Introduction (NPI)-processen die systematisch aandacht besteden aan ontwerp, prototyping, validatie en schaalvergroting van de productie. Een goed begrip van deze levenscyclus helpt u om op elk moment gebruik te maken van de expertise van uw fabricagepartner.
Dit is de typische projectlevenscyclus voor maatwerk precisie-plaatmetaalbewerkingsprojecten:
- Conceptdefinitie: Transformeer eerste ideeën in een beheersbare projectomvang met duidelijke mijlpalen en specificaties
- Prototypemaken: Bouw functionele monsters om het concept te bewijzen en de haalbaarheid van het ontwerp te beoordelen
- Ontwerpverfijning: Pas de geleerde lessen toe via DFM-optimalisatie en technische updates
- Pilotproductie: De definitieve 'dress rehearsal' om productieklaar processen en kwaliteitssystemen te valideren
- Productiefreigave: Formele ontwerpbevriezing met configuratiebeheer en volledige kwaliteitsdocumentatie
- Continue verbetering: Voortdurende verfijning op basis van klantfeedback en verbeteringen voor de volgende generatie
Elke fase bouwt voort op de vorige, waarbij de precisie-eisen steeds kritischer worden naarmate u dichter bij de productie komt. Laten we bekijken hoe ervaren fabricagebedrijven deze voortgang ondersteunen.
Van Prototypering tot Productie
Stel u eens voor dat u maanden investeert in productontwikkeling, om pas tijdens de productie te ontdekken dat uw ontwerp niet consistent kan worden gefabriceerd. Dit scenario—helaas veelvoorkomend—is precies wat adequaat prototyping voorkomt.
Volgens de prototyping-experts van Fictiv stelt prototyping in plaatstaal ingenieurs in staat om de vorm, pasvorm en functie van een onderdeel te beoordelen voordat zij zich committeren tot volledige productie. Moderne innovaties op het gebied van fabricagetools en digitale werkstromen hebben prototyping sneller en nauwkeuriger gemaakt—sterk afgestemd op de productiedoelstellingen, zodat teams snel kunnen itereren zonder afbreuk te doen aan de kwaliteit.
Waarom is dit belangrijk voor projecten voor op maat gemaakte precisie-blikwerk behuizingen? Omdat prototypes die zijn gebouwd met productiekwaliteit materialen en processen problemen blootleggen die CAD-modellen eenvoudigweg niet kunnen voorspellen:
- Montageproblemen: Onderdelen die er in 3D-modellen perfect uitzien, passen mogelijk niet zoals verwacht op elkaar
- Materiaalgedrag: Springback, verharding door bewerking en thermische effecten worden tastbare problemen
- Productiebeperkingen: Afstanden tussen onderdelen en bochten, minimale boogstralen en beperkingen ten aanzien van toegang voor gereedschap worden duidelijk
- Realiteiten rond afwerking van het oppervlak: De esthetiek van lasnaden, hechting van coatings en cosmetische vereisten worden gevalideerd
Het belangrijkste voordeel van samenwerken met een fabriek voor precisie-blikwerk voor prototyping—i.p.v. een algemene werkplaats—is de afstemming op productie. Technieken zoals lasersnijden, CNC-ponsen, buigen en lassen komen overeen met wat u bij massaproductie zult gebruiken. Dit betekent dat uw prototype de kenmerken van het eindproduct nauwkeurig weerspiegelt, waardoor realistisch prestatietesten mogelijk zijn.
Snelle prototypingmogelijkheden hebben de ontwikkelingstijdschema’s veranderd. Moderne fabricatiemethoden kunnen prototype-onderdelen van plaatmetaal binnen enkele dagen in plaats van weken produceren. Deze versnelling maakt meerdere ontwerpitaties mogelijk binnen dezelfde tijdsperiode waarin traditionele aanpakken slechts één prototype vereisten.
Contractfabricage-relaties beginnen vaak tijdens het prototyping. Door vroegtijdig samen te werken met een fabricant die zich richt op NPI (New Product Introduction), krijgt u toegang tot technisch expertise die uw ontwerp vormgeeft voor succesvolle productie. Deze partners kunnen samenwerken met concepten in verschillende stadia—van schetsen op een servet tot volledig uitgewerkte 3D-modellen—en bieden begeleiding die kostbare herzieningen later voorkomt.
DFM-ondersteuning en technische samenwerking
Dit is wat goede fabricatiepartners onderscheidt van uitzonderlijke partners: ondersteuning bij Design for Manufacturability (DFM). DFM gaat niet alleen over goedkoper maken van onderdelen, maar over het verbeteren van onderdelen terwijl tegelijkertijd kosten en risico’s worden verminderd.
Volgens productie-experts van Advantage Metal Products is DFM voor plaatmetaal een strategische aanpak die het onderdeelontwerp afstemt op de complexiteiten van het fabricageproces. Deze optimalisatie verlaagt de productiekosten, verbetert de efficiëntie en verhoogt de kwaliteit van het eindproduct—zonder daarbij het oorspronkelijke ontwerpconcept in te boeten.
Hoe ziet een zinvolle DFM-samenwerking eruit? Houd rekening met deze cruciale factoren die ervaren fabricagebedrijven beoordelen:
- Optimalisatie van buigradius: Het in evenwicht brengen van materiaaldikte en buigradius voorkomt scheuren en vervorming, terwijl het tegelijkertijd de gereedschapsvoorbereiding vereenvoudigt
- Strategie voor gatplaatsing: De positie van gaten ten opzichte van buigen en randen behoudt de structurele integriteit en de fabricage-efficiëntie
- Rationalisatie van toleranties: Het vaststellen van realistische toleranties die precisie ondersteunen zonder over-engineering
- Overwegingen rond hoekradius: Afgeronde hoeken verminderen spanningsconcentraties en verbeteren de veiligheid
- Begeleiding bij materiaalkeuze: Het afstemmen van materiaaleigenschappen op zowel ontwerpvereisten als verwerkingskenmerken
Digitale tools versterken de effectiviteit van DFM. 3D CAD-modellering ondersteunt de visualisatie, waardoor teams potentiële problemen kunnen identificeren voordat er enig metaal wordt bewerkt. Simulatie- en prototypingssoftware voorziet uitdagingen, zodat ontwerpers tijdig optimalisaties kunnen doorvoeren. Samenwerkingsplatforms vergemakkelijken het real-time delen van inzichten tussen engineeringteams en fabricagespecialisten.
Bij precisieprojecten voor behuizingen van plaatmetaal onthult DFM vaak mogelijkheden die ontwerpers aanvankelijk over het hoofd zien. Misschien leidt het samenvoegen van meerdere componenten tot één gevormd onderdeel tot een vermindering van de montage-inspanning. Of misschien voorkomt een aanpassing van de buigvolgorde gereedschapsinterferentie. Deze inzichten komen naar voren wanneer fabricanten met diepgaande proceskennis de ontwerpen beoordelen voordat de productie wordt goedgekeurd.
De pilootproductiefase—vaak een 'finale droogloop' genoemd—valideert of de DFM-aanbevelingen in de praktijk daadwerkelijk werken. Volgens NPI-specialisten vormt deze fase de laatste gelegenheid voor ontwerpveranderingen voordat de productie wordt gestart. Kwaliteitssystemen worden geactiveerd, wettelijke en regelgevende vereisten worden geverifieerd en het volledige productieproces wordt uitgevoerd onder productieomstandigheden.
Zodra u met succes de prototyping- en pilootproductiefase hebt doorlopen, wordt het ontwerp vastgelegd bij de productiefreigave. Tekeningen worden officieel vrijgegeven, configuratiebeheer wordt ingevoerd en elke daaropvolgende eenheid moet exact overeenkomen met de gevalideerde specificaties. Deze discipline zorgt ervoor dat onderdeelnummer 1.000 identiek functioneert als onderdeelnummer 1.
De relatie tussen nauwkeurigheidseisen en productontwikkeling wordt duidelijk: investeren in adequate NPI-processen met geschikte fabricagepartners vermindert de productierisico's aanzienlijk. Volgens onderzoek van Forbes, geciteerd door PEKO, vinden 73% van de respondenten het bijhouden van risico’s en kansen tijdens de ontwikkeling en NPI cruciaal om de doelen voor lancering en marge te bereiken.
Of u nu op maat gemaakte precisie-onderdelen van plaatmetaal ontwikkelt voor medische apparatuur, elektronische behuizingen of industriële apparatuur: de weg van concept naar productie volgt vergelijkbare patronen. Het kiezen van fabricagepartners met echte NPI-expertise—niet alleen productiecapaciteit—versnelt uw planning en vermindert de kostbare verrassingen die productlanceringen kunnen dwarsbomen. 
Lokale en wereldwijde inkoop voor precisieprojecten
U hebt uw precisievereisten geïdentificeerd, fabrikanten beoordeeld en begrijpt de materiaaloverwegingen. Nu komt een strategische vraag die steeds meer invloed heeft op productiebeslissingen: moet u lokaal inkopen of naar het buitenland kijken? Deze keuze heeft veel meer gevolgen dan alleen de stukprijs — het beïnvloedt levertermijnen, communicatie, kwaliteitscontrole en uiteindelijk het succes van uw project.
Het debat over lokaal versus internationaal inkopen draait niet om het uitroepen van een winnaar. Het gaat erom de afwegingen te begrijpen en uw inkoopstrategie af te stemmen op de specifieke behoeften van uw project. Laten we bekijken wat echt belangrijk is bij het beoordelen van fabrikanten voor precisieplaatmetaalbewerking in verschillende regio’s.
| Factor | Lokaal (VS) | Buitenland (China) |
|---|---|---|
| Levertijden | 2–4 weken, typisch; versnelde levering meestal mogelijk | 4–8 weken inclusief verzending; vertragingen in de haven mogelijk |
| Communicatie | Zelfde tijdzone; geen taalbarrières | tijdverschil van 12 uur of meer; mogelijke taalproblemen |
| Kwaliteitscontrole | Gemakkelijke bezoeken aan de fabriek; directe toegang tot inspectie | Vereist inspectie door derden of reizen |
| Eenheidsprijs | Hogere arbeidskosten ($25+ per uur) | Lagere loonkosten ($5–7/uur) |
| Totale kosten | Voorspelbaar; minder verborgen kosten | Verzending, tarieven en invoerrechten kunnen 15–30% extra bedragen |
| Flexibiliteit | Snelle ontwerpwijzigingen; snelle aanpassingen | Wijzigingen vereisen langere implementatiecycli |
| CERTIFICERINGEN | ITAR direct beschikbaar; vertrouwde normen | ISO/IATF beschikbaar; sommige certificaten zijn moeilijker te verifiëren |
Het begrijpen van deze afwegingen helpt u om weloverwogen beslissingen te nemen in plaats van automatisch uit te gaan van aannames over één van beide inkoopbenaderingen.
Voordelen van binnenlandse productie
Wanneer u inkoopt bij een fabrikant van precisie-plaatmetaalbewerking in de Verenigde Staten, worden snelheid en eenvoud uw bondgenoten. Volgens deskundigen op het gebied van binnenlandse inkoop bij Mead Metals , kortere levertijden en verminderde verzendrisico's houden projecten op schema zonder onverwachte vertragingen door douane, havenvolheid of wereldwijde logistieke verstoringen.
Het communicatievoordeel is moeilijk te overschatten. Werken in dezelfde tijdzone elimineert de frustrerende vertragingen van e-mailcyclus van 12 uur. Wanneer er problemen ontstaan — en dat gebeurt altijd — kan het snel opnemen van de telefoon en het direct oplossen van problemen voorkomen dat kleine zorgen uitgroeien tot grote tegenslagen. Voor precisiebewerking van plaatmetaal, waarbij nauwe coördinatie tussen engineeringteams vereist is, blijkt deze responsiviteit onmisbaar.
Kwaliteitscontrole wordt aanzienlijk eenvoudiger met binnenlandse partners. U kunt de faciliteiten bezoeken, processen observeren en relaties opbouwen met de mensen die uw onderdelen vervaardigen. Deze directe toegang maakt het mogelijk om:
- Faciliteitsaudits: Controleer apparatuurcapaciteiten en kwaliteitssystemen uit eerste hand
- Procesobservatie: Bekijk kritieke bewerkingen en identificeer verbetermogelijkheden
- Snelle probleemoplossing: Adres kwaliteitsproblemen onmiddellijk, in plaats van over tijdzones heen
- Relatiebeheer: Ontwikkel partnerschappen die de resultaten op termijn verbeteren
Kostentransparantie bevoordeelt ook binnenlandse sourcing. Hoewel de eenheidsprijzen hoger lijken, kunnen verborgen kosten bij outsourcing naar het buitenland—verzendkosten, invoerrechten, douanerechten, wisselkoersschommelingen—schijnbare besparingen omzetten in onverwachte uitgaven. Wat oorspronkelijk leek op een gunstige prijs voor precisieplaatmetaalbewerking ziet er vaak anders uit wanneer de totale afgifteprijzen worden berekend.
Voor defensiegerelateerde projecten die ITAR-conformiteit vereisen, wordt binnenlandse productie essentieel in plaats van optioneel. Evenzo wordt, wanneer bescherming van intellectueel eigendom van belang is, het risico op blootstelling verminderd door de productie binnen de Amerikaanse grenzen te houden.
Overwegingen bij wereldwijde inkoop
Dit is de realiteit: het volledig afwijzen van productie in het buitenland betekent dat u legitieme voordelen negeert. De Chinese precisieproductie van plaatmetaal is sterk geëvolueerd, waarbij veel fabrikanten kwaliteitsniveaus bereiken die gelijkwaardig zijn aan of zelfs superieur zijn aan die van hun westerse concurrenten. De sleutel ligt in het selecteren van de juiste partners en het adequaat beheren van relaties.
Volgens productieanalisten , blijven de kostenvoordelen van China aanzienlijk—arbeidskosten tot 70% lager dan in de VS, gecombineerd met schaalvoordelen dankzij enorme productiefaciliteiten. Voor prijsgevoelige projecten of bestellingen in grote volumes bieden deze economische factoren aantrekkelijke kansen.
Een Chinese fabriek voor precisie-bewerking van plaatmetaal onderscheidt zich vaak door snelle prototyping en flexibele aanpassing. Meer dan 60% van de Chinese kleine en middelgrote industriële bedrijven biedt aangepaste productiediensten aan, waardoor snelle aanpassingen en ontwerpwijzigingen mogelijk zijn—iets waar grotere westerse bedrijven vaak moeite mee hebben. Deze soepelheid is voordelig voor R&D-intensieve projecten waarbij frequent ontwerpveranderingen worden verwacht.
De kwaliteitskloof die ooit het buitenlandse inkopen kenmerkte, is aanzienlijk verkleind. Toonaangevende Chinese fabrikanten van precisie-bewerkte plaatmetaal beschikken nu over certificaten die gelijkwaardig zijn aan die van binnenlandse concurrenten—zoals ISO 9001:2015, IATF 16949 voor de automobielindustrie en sector-specifieke kwaliteitssystemen. De uitdaging ligt niet bij de capaciteit, maar bij de verificatie en de continue kwaliteitsborging.
Overweeg Chinese partners voor precisie-gevormde plaatmetaalbewerking die traditionele zorgen rond buitenlandse leveranciers wegnemen via specifieke capaciteiten:
- Snelle prototypingdiensten: een doorlooptijd van vijf dagen maakt validatie van het ontwerp mogelijk voordat de productie wordt gestart
- Uitgebreide DFM-ondersteuning: Technische samenwerking die ontwerpen optimaliseert voor succesvolle productie
- Certificering van automobielkwaliteit: Conformiteit met IATF 16949, wat procesdiscipline aantoont
- Snelle communicatie: Snelle offerteopstelling die tijdzoneverschillen tot een minimum beperkt
Bijvoorbeeld, Shaoyi (Ningbo) Metal Technology vertegenwoordigt de nieuwe generatie Chinese fabrikanten van precisie-plaatmetaalbewerking — met IATF 16949-gecertificeerde kwaliteit, snelle prototyping binnen vijf dagen en offerteopstelling binnen 12 uur, waarmee traditionele zorgen rond buitenlandse inkoop worden aangepakt. Hun uitgebreide DFM-ondersteuning helpt klanten om ontwerpen te optimaliseren vóór de productie, waardoor herhalingen worden verminderd die vaak de planning van projecten met buitenlandse leveranciers vertragen.
De slimste fabrikanten van precisie-plaatmetaalbewerking adviseren vaak hybride aanpakken. Strategische inkoopexperts suggereren om de flexibiliteit van China in te zetten voor vroege productiefasen en prototyping, en vervolgens beroep te doen op lokale capaciteiten voor eindmontage, kwaliteitsborging of toepassingen met strenge wettelijke vereisten.
Risicomitigeringsstrategieën worden essentieel voor succesvolle inkoop uit het buitenland:
- Leverancierskwalificatie: Grondig onderzoek van certificaten, capaciteiten en referenties voordat er een verbintenis wordt aangegaan
- Duidelijke specificaties: Gedetailleerde documentatie die niets aan interpretatie overlaat
- Derde-linie inspectie: Onafhankelijke kwaliteitscontrole vóór verzending
- Investering in relaties: Regelmatige communicatie en periodieke bezoeken om afstemming te behouden
- Diversificatie van de toeleveringsketen: Meerdere gekwalificeerde leveranciers om het risico van één enkele bron te verminderen
De keuze tussen binnenlandse en buitenlandse levering hangt uiteindelijk af van uw specifieke prioriteiten. Projecten die ITAR-conformiteit vereisen, snelle iteraties of strakke planning nodig hebben, profiteren vaak van binnenlandse partners. Voor grootschalige productie, kostengevoelige toepassingen of projecten met stabiele ontwerpen kan inkoop uit het buitenland voordelen bieden — met name wanneer u samenwerkt met gecertificeerde fabrikanten van precisieplaatmetaalbewerking die een consistente kwaliteit hebben aangetoond.
Wat uw inkoopstrategie ook moge zijn, de beoordelingscriteria uit de eerdere secties blijven van toepassing. Certificaten, apparatuurcapaciteiten, kwaliteitssystemen en technische ondersteuning zijn van belang, ongeacht de geografische locatie. Het verschil ligt in de manier waarop u deze capaciteiten verifieert en langdurige relaties op afstand en over verschillende tijdzones heen beheert.
Nu uw inkoopstrategie duidelijk is, kunt u concrete stappen ondernemen voor uw fabricageproject. De laatste stap bestaat uit het opstellen van effectieve aanvragen die uw vereisten duidelijk weergeven en fabrikanten in staat stellen om met nauwkeurige en concurrerende offertes te reageren.
De volgende stap nemen met uw fabricageproject
U hebt een schat aan informatie opgedaan over bedrijven die precisieplaatbewerking uitvoeren – van tolerantievereisten en kernprocessen tot kwaliteitssystemen en inkoopstrategieën. Nu komt het moment dat het meest telt: deze kennis in de praktijk brengen. Of u nu op zoek bent naar precisieplaatbewerking in uw buurt of wereldwijde leveranciers evalueert, een goed voorbereid offerte-aanvraagformulier maakt het verschil tussen succesvolle projecten en frustrerende ervaringen.
Het verschil tussen het ontvangen van nauwkeurige, concurrerende offertes en het vastlopen in eindeloze opheldringscycli hangt vaak af van de voorbereiding. Volgens experts op het gebied van plaatbewerkingsinkoop , vertraagt niets het offerteproces meer dan het noodzakelijk zijn om tussentijds vragen te stellen. De tijd die u upfront besteedt aan het voorbereiden van volledige documentatie, wordt ruimschoots vergoed door de resultaten aan het einde van het proces.
Uw offerte-aanvraag optimaal voorbereiden
Wat moet u opnemen wanneer u contact opneemt met precisieplaatmetaalbewerkers in uw regio of met buitenlandse partners? Hieronder vindt u de essentiële informatie die bewerkers in staat stelt snel en nauwkeurig te reageren:
- Volledige ontwerpgegevens: Actuele onderdeeltekeningen en 3D CAD-modellen (STEP- of SolidWorks-bestanden) met toleranties, belangrijke kenmerken en volledige afmetingsgegevens
- Materiaalspecificaties: Materiaalsoort, nominale dikte, kwaliteit en eventuele speciale inkoopvereisten (DFARS, uitsluitend binnenlandse levering)
- Afwerkingdetails: Specifieke poederfabrikant en productnummer, of ten minste een RAL-nummer voor kleurafstemming
- Verpakkingsvereisten: Hoe de onderdelen moeten worden geleverd — uitgerekt verpakt, los in bulk of in maatwerkverpakking voor bescherming
- Kwaliteitsvalidatievereisten: Eerste-artikelinspectie (FAI) of PPAP-vereisten voor toepasselijke onderdelen
- Productievolume en tijdlijn: Geschatte productiehoeveelheden en verwachte deadlines
Door deze complete informatie aan leveranciers van precisie-bewerkte plaatmetaal te verstrekken, elimineert u de heen-en-weercommunicatie die offertes vertraagt en fouten introduceert. Kwalitatief hoogwaardige fabricagepartners waarderen uitgebreide offerteaanvragen (RFQ’s) — dit geeft aan dat u een serieuze klant bent die het proces begrijpt.
Ontwerpbestanden en communicatietips
Uw CAD-bestanden en tekeningen vormen de basis voor nauwkeurige offertes. Volgens brancherichtlijnen kunnen onvolledige documenten leiden tot prijsschommelingen of vertragingen wanneer fabricanten nadere verduidelijkingen nodig hebben. Zorg ervoor dat uw bestanden buiglijnen, gatposities, kritieke afmetingen en eventuele speciale aanduidingen bevatten.
Communicatiepraktijken zijn even belangrijk. Beantwoord vragen van fabricanten tijdig. Wees transparant over uw tijdschema-beperkingen — als u onderdelen snel nodig hebt, vermeld dit dan vanaf het begin, zodat zij hun capaciteit kunnen beoordelen en realistische planningen kunnen voorstellen. Aarzel niet om vragen te stellen als u onzeker bent over welke details nodig zijn.
Wat kunt u verwachten van kwalitatieve fabricagepartners? Responsieve service zet geschikte bedrijven op een rij. Bijvoorbeeld, Shaoyi (Ningbo) Metal Technology biedt een offertetermijn van 12 uur—wat aantoont welk niveau van responsiviteit projectvertragingen minimaliseert. Bij het beoordelen van potentiële partners let u op hoe snel zij reageren op eerste aanvragen; dit is vaak een indicatie voor de kwaliteit van hun communicatie tijdens de gehele productie.
Voordat u zich bindt, dient u niet achter kortingsprijzen voor precisieplaatmetaalbewerking aan te jagen zonder te begrijpen wat erbij inbegrepen is. Zoals we in dit artikel hebben besproken, verbergen de laagste prijzen vaak compromissen op het gebied van kwaliteit, documentatie of service. Beoordeel de totale waarde—capaciteiten, certificeringen, communicatie en betrouwbaarheid—en niet alleen de stukprijs.
Of u nu op zoek bent naar precisiebewerkingsopdrachten voor plaatmetaal voor lucht- en ruimtevaartcomponenten of behuizingen voor consumentenelektronica, de beginselen blijven hetzelfde: bereid u grondig voor, communiceer duidelijk en werk samen met bewerkers wiens capaciteiten aansluiten bij de eisen van uw project. De kennis die u hier hebt opgedaan, stelt u in staat om zelfverzekerd door het bewerkingslandschap te navigeren en de precisieresultaten te behalen die uw toepassing vereist.
Veelgestelde vragen over precisieplaatwerk
1. Wat is precisieplaatwerk?
Precisieplaatbewerking omvat de productie van metalen onderdelen met uiterst nauwe toleranties, meestal tussen ±0,005 inch en ±0,010 inch (±0,13 mm tot ±0,25 mm). Dit is tot tien keer strenger dan standaard fabricatietoleranties. Het proces vereist geavanceerde apparatuur zoals vezellasers, CNC-persremmen met hoekmeetystemen en geavanceerde kwaliteitscontrole, inclusief inspectie met een coördinatenmeetmachine (CMM). Sectoren zoals lucht- en ruimtevaart, medische apparatuur en elektronica zijn afhankelijk van precisieplaatbewerking voor onderdelen waarbij dimensionele nauwkeurigheid direct van invloed is op prestaties en veiligheid van het product.
2. Hoe kies ik een bedrijf voor precisieplaatbewerking?
Evalueer potentiële partners aan de hand van zes belangrijke criteria: controleer relevante certificaten (ISO 9001:2015, IATF 16949 voor de automobielindustrie, AS9100 voor de lucht- en ruimtevaart), beoordeel de capaciteiten van de apparatuur en de onderhoudsprogramma’s, onderzoek de kwaliteitscontrolesystemen, inclusief procedures voor inspectie van het eerste artikel, bekijk de doorlooptijden voor zowel standaard- als spoedorders, controleer het aanbod aan technische ondersteuning en DFM-ondersteuning, en vraag klantreferenties aan uit uw sector. Het doel is om de bewezen capaciteiten van een constructeur af te stemmen op de specifieke eisen van uw project, in plaats van simpelweg de laagste prijs te kiezen.
3. Welke certificaten moeten precisie-blikkenfabrikanten bezitten?
Essentiële certificaten zijn afhankelijk van uw sector. ISO 9001:2015 vormt de basis voor kwaliteitsmanagement. ITAR-registratie is vereist voor defensiegerelateerde projecten. AS9100-certificering is verplicht voor lucht- en ruimtevaarttoepassingen, terwijl IATF 16949 van toepassing is op automobielgerelateerd werk. ISO 13485 geldt voor de productie van medische hulpmiddelen. AWS-certificaten, zoals Certified Welding Fabricator (CWF), geven aan dat men voldoende bekwaam is in lassen. Deze certificaten tonen aan dat er gedocumenteerde procedures bestaan, regelmatig audits worden uitgevoerd, apparatuur nauwkeurig is geijkt en volledige traceerbaarheid is gewaarborgd — allemaal essentieel voor consistente precisie-uitkomsten.
4. Wat is het verschil tussen binnenlandse en buitenlandse precisie-blikwerkproductie?
Lokale fabricage biedt kortere levertijden (2–4 weken versus 4–8 weken bij buitenlandse leveranciers), communicatie in dezelfde tijdzone, gemakkelijkere bezoeken aan de fabriek voor kwaliteitscontrole en voorspelbare totale kosten. Buitenlandse sourcing, met name uit China, biedt lagere arbeidskosten en kan snelle prototyping met flexibiliteit op het gebied van aanpassingen bieden. Buitenlandse sourcing brengt echter extra kosten met zich mee voor verzending en douanerechten (mogelijk 15–30%) en vereist inspectie door een externe partij. Toonaangevende buitenlandse fabrikanten beschikken tegenwoordig over certificaten zoals IATF 16949; sommigen bieden zelfs prototyping binnen vijf dagen en offertes binnen twaalf uur om traditionele bezorgdheid te verminderen.
5. Welke materialen zijn het beste voor precisie-plaatmetaalbewerking?
De keuze van het materiaal hangt af van uw toepassingsvereisten. Roestvaststaal (304/316) biedt uitstekende dimensionale stabiliteit en corrosiebestendigheid, ideaal voor medische toepassingen en voedingsmiddelenverwerking. Aluminium (5052/6061) biedt een lichtgewicht oplossing met hoge precisie voor elektronica en de lucht- en ruimtevaart, maar heeft een hogere veerkracht (springback), wat compensatie vereist. Koolstofstaal levert voorspelbaar gedrag tegen lagere kosten voor toepassingen in de machinebouw. Speciale materialen zoals titanium bieden een uitzonderlijke sterkte-gewichtsverhouding voor toepassingen in de lucht- en ruimtevaart en voor medische implantaat, maar vereisen bewerkers met specifieke expertise en zijn doorgaans 3 tot 5 keer duurder dan bewerking van roestvaststaal.