 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Wat niemand u vertelt over servicebewerkingskosten en -tijdschema’s

Inzicht in servicebewerking en waarom dit belangrijk is
Hebt u zich ooit afgevraagd waarom sommige fabrikanten miljoenen investeren in machines, terwijl andere identieke onderdelen produceren zonder ook maar één machine te bezitten? Het antwoord ligt in servicebewerking — een strategische aanpak die de manier waarop bedrijven over productie denken, opnieuw vormgeeft.
Wat servicebewerking eigenlijk betekent voor fabrikanten
Servicebewerking verwijst naar het uitbesteden van precisieproductiewerk naar gespecialiseerde externe faciliteiten die zijn uitgerust met geavanceerde CNC-technologie. In plaats van dure machines aan te kopen en geschoolde operators in dienst te nemen, sluiten bedrijven een samenwerking aan met toegewijde bewerkingsaanbieders die het volledige productieproces van begin tot eind verzorgen.
Denk er zo over: u hebt precisiecomponenten nodig, maar u hoeft de fabriek niet per se in eigendom te hebben. Volgens onderzoek van de industrie door Technavio zal de markt voor bewerkingsdiensten tussen 2023 en 2028 met 17,4 miljard dollar groeien, met een samengestelde jaarlijkse groeivoet van 4,5%. Deze groei weerspiegelt een fundamentele verschuiving in de productiestrategie: bedrijven erkennen steeds meer dat externe partners uitstekende resultaten kunnen leveren zonder de last van kapitaalinvesteringen.
Wanneer u zoekt naar een 'CNC-machinebedrijf bij mij in de buurt' of CNC-precisiebewerkingsdiensten verkent, bent u in feite op zoek naar deze gespecialiseerde partners. Of u nu een startup bent die uw eerste product prototypeert of een gevestigde fabrikant die de productie opschroeft, dienstverleners bieden dezelfde hoogwaardige output die u zou verwachten van interne operaties.
Het kernverschil tussen uitbestuurde en interne bewerking
Het verschil tussen deze benaderingen komt neer op eigendom en verantwoordelijkheid. Bij interne bewerking draagt u de volledige last van aankoop van machines, onderhoudsplanningen, opleiding van operators en kwaliteitscertificaten.
Overweeg wat interne activiteiten daadwerkelijk vereisen:
- Aanzienlijk startkapitaal voor CNC-machines die variëren van tienduizenden tot miljoenen dollars
- Voortdurende onderhoudskosten die zich in de loop van de tijd opstapelen en gespecialiseerde technici vereisen
- Geschoolde bedieners die hoge salarissen ontvangen en voortdurend moeten worden bijgeleerd
- Kwaliteitscertificaten zoals ISO 9001, die strenge documentatie en audits vereisen
Servicebewerking elimineert deze vereisten. Een professionele machinefabriek of elke andere gekwalificeerde leverancier heeft deze investeringen al gedaan. Zij onderhouden de nieuwste machines, hebben ervaren machinisten in dienst en bezitten de certificaten die uw branche vereist. U profiteert eenvoudig van hun capaciteiten wanneer u dat nodig hebt.
Waarom vertrouwen bedrijven uit alle sectoren — van de lucht- en ruimtevaart tot medische apparatuur — op externe bewerkingspartners? De waardepropositie is overtuigend. Diensten voor precisiebewerking geven u toegang tot meervoudige CNC-apparatuur, ervaren operators en gevestigde kwaliteitssystemen, zonder dat u kapitaal hoeft vast te leggen. Veel bewerkingsbedrijven in Californië en andere productiecentra zijn gespecialiseerd in specifieke sectoren en bieden expertise die jaren zou kosten om intern op te bouwen.
Deze flexibiliteit blijkt vooral waardevol wanneer projectvereisten wisselen. In plaats van apparatuur onbenut te laten tijdens periodes van lage vraag of in een haast extra capaciteit toe te voegen tijdens pieken in de vraag, stelt outsourcing u in staat om productie naadloos aan te passen. Het is een strategisch voordeel dat u in staat stelt zich te concentreren op wat u het beste doet — producten ontwerpen, klanten van dienst zijn en uw bedrijf laten groeien. 
Soorten CNC-bewerkingsprocessen en hun toepassingen
Wanneer u samenwerkt met een servicebedrijf voor bewerking, krijgt u niet alleen toegang tot machines—u profiteert ook van een divers gereedschapskist aan productieprocessen. Maar hier ligt de uitdaging: hoe weet u welk proces het beste bij uw project past? Een goed begrip van de verschillen tussen frezen, draaien en gespecialiseerde technieken helpt u effectief te communiceren met uw bewerkingspartner en weloverwogen beslissingen te nemen over uw onderdelen.
CNC-frezen uitgelegd
Stel u een roterend snijgereedschap voor dat over een stationair werkstuk beweegt, waarbij materiaal laag na laag wordt weggefrezen . Dat is CNC-frezen in actie. In tegenstelling tot processen waarbij het onderdeel draait, blijft uw werkstuk bij frezen vastgezet terwijl meerpuntige snijgereedschappen over meerdere assen werken.
Deze aanpak is bijzonder geschikt voor het maken van complexe 3D-vormen die onmogelijk zouden zijn met eenvoudigere methoden. Volgens het productieonderzoek van 3ERP kunnen freesmachines werken met 3-, 4- of 5-assige mogelijkheden, waarbij elke extra as nieuwe meetkundige mogelijkheden ontsluit.
Wat maakt freesbewerking bijzonder veelzijdig? Overweeg deze veelvoorkomende toepassingen:
- Vlakke oppervlakken en vlakken — vlakfreesbewerking creëert nauwkeurige horizontale vlakken op de bovenzijde van werkstukken
- Uitsparingen en holten — zakfreesbewerking verwijdert materiaal uit binnenste gedeeltes en vormt ingesneden kenmerken
- Naden en groeven — omtrekfreesbewerking snijdt kanalen langs de randen van onderdelen met gecontroleerde dieptes
- Complexe 3D-contouren — bolvormige freesgereedschappen volgen organische curves voor mallen en prototypes
- Gehoekte kenmerken — afschuinfreesgereedschappen en hoekbewerkingen creëren afgeschuinde randen
Wanneer u 5-assige CNC-bewerkingsdiensten verkent, kijkt u naar de meest geavanceerde freesmogelijkheid die momenteel beschikbaar is. Deze machines kunnen het gereedschap of de tafel kantelen, waardoor ze in één opspanning ondersnijdingen en complexe oppervlakken kunnen bereiken. Voor CNC-bewerking van grote onderdelen of ingewikkelde lucht- en ruimtevaartcomponenten leveren aanbieders van 5-assige CNC-diensten een precisie die eenvoudiger opstellingen niet kunnen evenaren.
Wanneer draaien beter presteert dan frezen
Draai nu het script om. Bij CNC-draaien draait het werkstuk snel rond terwijl een stationaire enkelpunt-snijtool het oppervlak bewerkt. Deze omkering van de beweging leidt tot een fundamenteel verschil in wat elk proces het beste doet.
Klinkt eenvoudig? Dat is het ook — en die eenvoud vertaalt zich direct in efficiëntie. Draaibewerkingen zijn van nature sneller voor cilindrische onderdelen, omdat de roterende beweging vanzelf ronde profielen oplevert. Als uw onderdeel eruitziet als een as, pen, bus of schroefdraadstang, dan is draaien bijna zeker de beste optie.
Dit zijn de situaties waarin draaien beter presteert dan frezen:
- Cilindrische en kegelvormige vormen —het roterende werkstuk levert van nature ronde profielen met uitstekende concentriciteit
- Grote series productie —staafvoeders maken continu bewerken mogelijk met minimale ingreep van de operator
- Buitengewinden en binnengewinden —schroefdraadbewerkingen integreren naadloos in draaicycli
- Strikte rondheidstoleranties —het proces behoudt consistente diameters over lange onderdelen
- Kostgevoelige projecten —eenvoudiger gereedschapsopzet en kortere cyclustijden verlagen de kosten per onderdeel
Moderne CNC-draaibanken vervagen de grens tussen bewerkingen. Veel modellen zijn nu uitgerust met actieve gereedschapsopzet—roterende gereedschappen die freesbewerkingen kunnen uitvoeren terwijl het onderdeel nog in de draaibank is ingeklemd. Deze hybride functionaliteit betekent dat één machine dwarsgaten kan boren, vlakken kan frezen of sleufjes kan frezen zonder dat het onderdeel naar een andere opspanning hoeft te worden overgebracht.
Voor CNC-bewerkingsprojecten van onderdelen met zowel ronde als prismatische kenmerken, vraag uw dienstverlener naar mill-turn-mogelijkheden. Deze hybride machines kunnen de doorlooptijd aanzienlijk verkorten en de dimensionele nauwkeurigheid verbeteren door meerdere opspanningen te elimineren.
Gespecialiseerde processen voor complexe geometrieën
Wat gebeurt er wanneer conventionele snijgereedschappen de gewenste geometrie niet kunnen bereiken? Dan treden gespecialiseerde bewerkingsmethoden zoals elektrische ontladingsbewerking (EDM) en precisieslijpen op het toneel.
Electrisch Ontladingsmachineren (EDM) verwijdert materiaal via gecontroleerde elektrische vonken in plaats van fysiek snijden. Volgens De technische documentatie van OpenLearn eDM werkt op elk elektrisch geleidend materiaal, ongeacht de hardheid—waardoor het ideaal is voor geharde gereedschapsstaalsoorten en exotische legeringen die conventionele snijgereedschappen zouden vernietigen.
EDM blinkt uit in specifieke toepassingen:
- Kleine gaten met een hoge verhouding tussen diepte en diameter —draad-EDM kan openingen maken van slechts 0,05 mm
- Complexe matrijsvormen —diep-EDM vormt ingewikkelde matrijskenmerken zonder speling of buren
- Geharde materialen —vonkerosie negeert de materiaalhardheid volledig
- Scherpe inwendige hoeken —bereikt radiuswaarden tot 0,4 mm waar snijgereedschappen niet kunnen komen
De afweging? EDM werkt trager dan conventionele bewerking, met verwijderingssnelheden van metaal die meestal worden uitgedrukt in kubieke centimeter per uur. Het laat ook een herstolagen van 0,0025–0,15 mm diep achter, die bij toepassingen waar vermoeiingsweerstand cruciaal is, mogelijk moeten worden verwijderd.
Nauwkeurig Slijpen gebruikt slijpwielen om oppervlakteafwerkingen en toleranties te bereiken die verder gaan dan wat snijgereedschappen kunnen leveren. Wanneer uw project spiegelgladde oppervlakken of micronnauwkeurigheid vereist, wordt slijpen essentieel.
Bedrijven zoals Odyssey Machining en andere gespecialiseerde aanbieders combineren vaak meerdere processen in opeenvolging — ruw bewerken met frezen, afwerken met slijpen en detailbewerking met EDM. Deze geïntegreerde aanpak levert de beste eigenschappen van elk proces op, terwijl de totale productietijd wordt geminimaliseerd.
Het begrijpen van deze procesverschillen helpt u effectiever samen te werken met uw bewerkingspartner. Wanneer u duidelijk kunt aangeven of uw onderdeel flexibiliteit bij frezen, efficiëntie bij draaien of gespecialiseerde precisie nodig heeft, ontvangt u nauwkeurigere offertes en kortere levertijden.
Gids voor materiaalkeuze voor bewerkte onderdelen
U hebt uw bewerkingsproces gekozen. Nu volgt een even cruciale beslissing: uit welk materiaal moet uw onderdeel worden vervaardigd? Deze keuze heeft gevolgen voor elk aspect van uw project — van bewerkingstijd en gereedschapsverslijting tot de uiteindelijke prestatie van het onderdeel en de totale kosten. Neemt u de juiste keuze, dan verkrijgt u componenten die de verwachtingen overtreffen. Maakt u een verkeerde keuze, dan loopt u vertraging op, overschrijdt u uw budget of krijgt u onderdelen die in gebruik falen.
Dit maakt materiaalkeuze lastig: het is altijd een afweging. Volgens productieonderzoek van Tops Best Precision hebben zachte metalen zoals aluminium en messing uitstekende bewerkbaarheid, maar missen ze mogelijk sterkte en duurzaamheid. Daarentegen zijn hardere materialen zoals titanium en roestvast staal moeilijker te bewerken, maar bieden ze hogere sterkte, corrosiebestendigheid en duurzaamheid.
Laten we uw opties bekijken, zodat u weloverwogen beslissingen kunt nemen voor uw aluminium cnc-machineringdiensten of eventuele andere materiaaleisen.
Aluminiumlegeringen voor lichtgewichtprestaties
Wanneer fabrikanten snel onderdelen nodig hebben zonder in te boeten op kwaliteit, staat aluminium vaak bovenaan de lijst. Met een bewerkbaarheidsscore van 90–95% ten opzichte van de koperlegeringsstandaard bieden aluminiumbewerkingsdiensten snelle levertijden en uitstekende oppervlakteafwerking.
Waarom is aluminium zo goed bewerkbaar? Zijn hoge thermische geleidbaarheid zorgt ervoor dat warmte snel uit de snijzone wordt afgevoerd, waardoor hogere bewerkningssnelheden mogelijk zijn zonder de levensduur van het gereedschap in gevaar te brengen. Volgens de materiaalkeuzegids van Ethereal Machines biedt aluminiumlegering 6061 een goede balans tussen sterkte en bewerkbaarheid, wat veelzijdigheid garandeert in toepassingen van de automobielindustrie tot consumentengoederen.
Veelvoorkomende aluminiumlegeringen die u tegenkomt in offertes voor aluminium CNC-freesdiensten zijn:
- 6061-T6 —de veelzijdige standaardlegering met goede sterkte, lasbaarheid en corrosieweerstand voor algemene toepassingen
- 7075-T6 —hogere sterkte, die sommige staalsoorten benadert, ideaal voor structurele luchtvaartcomponenten en toepassingen met hoge belasting
- 2024-T3 —uitstekende vermoeiingsweerstand voor vliegtuigromp en structurele onderdelen
- 5052—superieure corrosieweerstand voor mariene en chemische verwerkingsomgevingen
De afweging? De lagere hardheid van aluminium betekent dat het niet geschikt is voor extreme slijtage of toepassingen bij hoge temperaturen. Voor die situaties moet u kijken naar staal of exotische legeringen.
Staal- en roestvrijstaalopties voor duurzaamheid
Wanneer sterkte en duurzaamheid belangrijker zijn dan gewicht, worden staalvarianten uw eerste keuze voor materialen. De staalfamilie omvat echter een breed prestatiespectrum — en eveneens een breed bereik aan bewerkbaarheid.
Koolstof- en legeringsstaal (zoals 1018, 4140 en 4340) bieden een redelijk evenwicht tussen sterkte en bewerkbaarheid. Met een score van ongeveer 70% zijn zij aanzienlijk moeilijker te bewerken dan aluminium, maar nog steeds haalbaar met standaard gereedschap. Deze materialen zijn uitstekend geschikt voor structurele onderdelen, machineonderdelen en tandwielen, waarbij de sterkte de extra bewerkingstijd rechtvaardigt.
Rostvast staal stellen een andere uitdaging. Volgens materiaalonderzoek hebben kwaliteiten zoals 304 en 316 slechts een bewerkbaarheid van 30–40%. Waarom is dat zo moeilijk? Roestvast staal verhardt tijdens bewerking — wat betekent dat het steviger wordt naarmate u erin snijdt. Dit vereist langzamere snijsnelheden, stijvere opstellingen en vaker wisselen van gereedschap.
Ondanks de bewerkingsuitdagingen rechtvaardigen de eigenschappen van roestvast staal de inspanning in specifieke toepassingen:
- van de soort gebruikt voor de vervaardiging van elektrische apparaten — algemene corrosiebestendigheid voor toepassingen in de voedingsmiddelenverwerking, architectuur en chemische industrie
- 316 roestvrij — superieure corrosiebestendigheid voor maritieme, medische en farmaceutische omgevingen
- 17-4 PH — uithardende kwaliteit (precipitation-hardening) met hoge sterkte voor lucht- en ruimtevaart- en defensiecomponenten
- 303 roestvrijstaal — vrijbewerkbare kwaliteit met toegevoegde zwavel voor verbeterde spaanbreking en langere gereedschapslevensduur
Als uw project roestvrij staal vereist, kunt u langere levertijden en hogere kosten per onderdeel verwachten in vergelijking met offertes voor aluminium freesbewerking. Het materiaal zelf is duurder, de machines werken trager en de gereedschappen slijten sneller — alle factoren die uw dienstverlener in zijn prijsopstelling zal verwerken.
Technische kunststoffen en exotische materialen
Niet elk onderdeel hoeft van metaal te zijn. Technische kunststoffen bieden unieke voordelen, zoals een lager gewicht, chemische weerstand en elektrische isolatie. Exotische legeringen daarentegen kunnen extreme omstandigheden aan waar conventionele materialen het begeven.
Veelgebruikte technische kunststoffen voor bewerkte onderdelen zijn:
- Delrin (Acetaal) —zeer gemakkelijk te bewerken met uitstekende dimensionale stabiliteit, ideaal voor tandwielen, lagers en mechanische onderdelen
- Peek —hoogwaardige thermoplast die temperaturen tot 250 °C aankan, veelgebruikt in de lucht- en ruimtevaart en medische implantaten
- UHMW —uitstekende slijtvastheid en lage wrijving voor transportbandonderdelen en slijtstrips
- Polycarbonaat —hoge slagvastheid en optische helderheid voor veiligheidsramen en beschermende afdekkingen
Kunststofmachines werken snel, maar vereisen wel andere overwegingen. Sommige kunnen smelten of vervormen onder de hitte van het snijden, terwijl andere splinteren als ze te agressief worden bewerkt. Uw bewerkingspartner moet de snelheden, voedingssnelheden en koelstrategieën dienovereenkomstig aanpassen.
Exotische legeringen bevinden zich aan het tegenovergestelde uiteinde van het spectrum — moeilijk te bewerken, maar essentieel voor extreme omgevingen. Primo Medical Group merkt op dat materialen zoals titanium en andere exotische legeringen gespecialiseerde bewerkingsmethoden vereisen vanwege hun unieke eigenschappen, zoals hardheid, corrosiebestendigheid en biocompatibiliteit.
Titanium heeft een bewerkbaarheidsindex van slechts 20–25%. De lage warmtegeleidingscoëfficiënt houdt warmte vast in de snijzone, wat langzame snelheden en gespecialiseerde gecoate gereedschappen vereist. Inconel en andere nikkel-superalloy’s scoren nog lager, namelijk 10–15%, en vereisen uiterste zorg om gereedschapbreuk te voorkomen.
Wanneer rechtvaardigen deze materialen hun bewerkingsmoeilijkheid? Titanium komt voor in lucht- en ruimtevaartstructuren, medische implantaten en sportartikelen voor hoogwaardige prestaties, waarbij zijn sterkte-op-gewichtverhouding ongeëvenaard is. Inconel wordt gebruikt voor onderdelen van straaljagers en nucleaire toepassingen, waar extreme hitte en corrosie andere materialen zouden vernietigen.
Materialenvergelijking op een rij
Gebruik deze naslagtabel bij het bespreken van materiaalopties met uw dienstverlenende verspaningspartner:
| Materiaal | Bewerkbaarheidsgraad | Typische toepassingen | Kostenevaluatie |
|---|---|---|---|
| Brass c36000 | 100% (standaard) | Aansluitstukken, elektrische componenten, decoratieve hardware | Matige materiaalkosten, laagste bewerkingskosten |
| Aluminium 6061 | 90-95% | Lucht- en ruimtevaart, automotive, elektronische behuizingen | Lage materiaalkosten, snelle bewerking |
| Koolstofstaal 1018 | 70% | Structurele onderdelen, assen, machinecomponenten | Lage materiaalkosten, matige bewerkingstijd |
| Van roestvrij staal | 30-40% | Voedingsmiddelenverwerking, medische toepassingen, mariene omgevingen | Hogere materiaalkosten, langzamere bewerking |
| Titaan 6Al-4V | 20-25% | Lucht- en ruimtevaartstructuren, medische implantaten, defensie | Hoge materiaalkosten, gespecialiseerde gereedschappen vereist |
| Inconel 718 | 10-15% | Stralingsmotoren, kernreactoren, extreme omgevingen | Zeer hoge materiaalkosten, langzaamste bewerking |
| Delrin (Acetaal) | Hoge | Tandwielen, lagers, precisie-mechanische onderdelen | Matige materiaalkosten, snelle bewerking |
| Peek | Matig | Medische implantaten, lucht- en ruimtevaart, chemische verwerking | Hoge materiaalkosten, vereist temperatuurregeling |
Branchespecifieke materiaaleisen
Uw sector bepaalt waarschijnlijk de materiaalkeuzes buiten zuivere prestatieoverwegingen om. Wetgevingseisen en certificeringsnormen beperken uw opties aanzienlijk.
Medische Apparatuur Fabricage vereist materialen met bewezen biocompatibiliteit en traceerbaarheid. Titanium, roestvrij staal 316L en gespecialiseerde polymeren zoals PEEK voldoen aan de FDA-eisen voor implanteerbare apparaten. Uw bewerkingspartner moet documentatie bijhouden die de oorsprong van het materiaal en de naleving van normen zoals ISO 13485 aantoont.
Lucht- en ruimtevaarttoepassingen vereisen gecertificeerde legeringen met volledige materiaaltraceerbaarheid. U kunt niet zomaar elk aluminium gebruiken — het moet luchtvaartkwaliteit zijn, met millecertificaten die de chemische samenstelling en mechanische eigenschappen documenteren. Veelgebruikte specificaties zijn AMS (Aerospace Material Specifications) en ASTM-normen.
Automotive Componenten balanceren vaak kosten-efficiëntie met prestatievereisten. Productie in grote volumes geeft doorgaans de voorkeur aan gemakkelijk bewerkbare materialen zoals aluminium en vrijbewerkende staalsoorten om de kosten per onderdeel te minimaliseren, terwijl tegelijkertijd wordt voldaan aan de duurzaamheidseisen.
Het begrijpen van deze materiaaldynamiek helpt u effectiever samen te werken met uw bewerkingspartner. Wanneer u de afwegingen tussen bewerkbaarheid en prestaties kunt bespreken, neemt u betere beslissingen over waar u uw budget moet investeren – en waar u kunt besparen. 
De volledige servicebewerkingsworkflow uitgelegd
U hebt uw proces geselecteerd en uw materiaal gekozen. Wat nu? Voor veel eerstekopers voelt de reis van eerste aanvraag tot ontvangst van de afgewerkte onderdelen als een ‘zwarte doos’. Wat gebeurt er nadat u uw bestandsgegevens heeft ingediend? Hoe lang duurt elke fase? Het begrijpen van de volledige workflow helpt u realistische verwachtingen te stellen en kostbare misverstanden te voorkomen.
Of u nu werkt met een machinefabriek in San Jose of met een leverancier in een andere regio van het land, de meeste gerenommeerde CNC-bewerkingsfaciliteiten in Californië volgen een vergelijkbaar gestructureerd proces. Laten we elk van de stappen bekijken, zodat u precies weet wat u kunt verwachten.
Uw ontwerpbestanden voorzien voor indiening
Uw project begint op het moment dat u uw ontwerpbestanden indient — en hoe u deze bestanden voorbereidt, heeft direct invloed op de nauwkeurigheid van de offerte en de levertijd. Volgens de documentatie van de standaard werkwijze in de branche moet een typisch aanvraagpakket CAD-modellen, technische tekeningen, materiaalspecificaties, aantallen en levertermijnen bevatten.
Welke bestandsformaten geven machinefabrieken in San Jose (CA) en andere professionele faciliteiten de voorkeur?
- STEP (.stp, .step) — de universele norm voor uitwisseling van 3D-modellen, leesbaar door vrijwel elke CAM-software
- IGES (.igs, .iges) — een oudere, maar wijdverspreide indeling voor oppervlak- en massieve meetkunde
- DXF/DWG — 2D-tekeningsbestanden die essentieel zijn voor vlakke onderdelen en aanvullende afmetingen
- Native CAD-bestanden —SolidWorks-, Inventor- of Fusion 360-bestanden behouden de volledige ontwerpintentie wanneer uw werkplaats dezelfde software gebruikt
- PDF-tekeningen —geannoteerde 2D-tekeningen met toleranties, oppervlakteafwerkingen en speciale vereisten
Hier is iets wat veel kopers over het hoofd zien: alleen 3D-modellen zijn niet voldoende. Uw machinefabriek in Californië heeft gedimensioneerde 2D-tekeningen nodig die toleranties, eisen voor oppervlakteafwerking en kritieke kenmerken specificeren. Het 3D-model vertelt hen welke vorm ze moeten maken; de tekening vertelt hen hoe nauwkeurig ze het moeten maken.
Controleer voordat u verzendt deze veelvoorkomende problemen:
- Zijn alle afmetingen duidelijk gespecificeerd met de juiste toleranties?
- Hebt u aangegeven welke kenmerken kritiek zijn en welke onder algemene toleranties vallen?
- Is de materiaalsoort expliciet vermeld (niet alleen ‘aluminium’, maar bijvoorbeeld ‘6061-T6’)?
- Zijn de eisen voor oppervlakteafwerking aangegeven met behulp van standaard Ra-waarden?
- Hebt u de benodigde hoeveelheid en de gewenste leverdatum opgenomen?
Het offerteproces en beoordelingsproces
Zodra uw bestanden zijn aangekomen, begint het offerteproces – en dit is ingewikkelder dan veel klanten beseffen. Volgens de RFQ-gids van Stecker Machine beoordelen ervaren medewerkers van de werkplaats het pakket, beginnend met een haalbaarheidsanalyse op basis van capaciteiten en expertise.
Wat gebeurt er tijdens deze beoordeling? Ingenieurs onderzoeken uw tekeningen op inconsistenties, strakke toleranties, mogelijke problemen en uitdagingen in het productieproces. Ze zoeken naar potentiële problemen voordat deze dure fouten worden.
De beste bewerkingsdienstverleners bieden niet alleen een offerte voor wat u vraagt – ze stellen ook verbeteringen voor. Een analyse voor ontwerp voor fabricage (Design for Manufacturability, DFM) identificeert kansen om:
- Kosten te Verlagen via materiaalvervanging of vereenvoudigde vormgeving
- De kwaliteit te verbeteren door toleranties aan te passen op niet-kritieke kenmerken
- Verminder doorlooptijden door processen te kiezen die beter geschikt zijn voor uw vormgeving
- Potentiële fouten te elimineren door dunne wanden, scherpe binnenhoeken of andere problematische kenmerken te identificeren
Complexiteit en volume bepalen hoe onderdelen moeten worden verwerkt. Met behulp van deze informatie werken schatters samen met engineers om tijdstudie per gereedschap en per bewerking uit te voeren. Deze cyclustijdramingen zijn doorslaggevend voor alles—de capaciteit van de operator, de benodigde machines en uiteindelijk uw offerteprijs.
De formele offerte die u ontvangt, bevat doorgaans:
- Stukprijs en gedetailleerde kostenopdeling
- Geschatte levertijd vanaf bevestiging van de bestelling tot verzending
- Materiaalkosten (soms afzonderlijk vermeld)
- Instelkosten en gereedschapsvereisten
- Eventuele toelichtende opmerkingen over toleranties of specificaties
Productie tot en met de eindinspectie
Nadat u de offerte heeft goedgekeurd en uw bestelling heeft bevestigd, begint de productieplanning. Uw opdracht wordt in een wachtrij geplaatst op basis van complexiteit, beschikbaarheid van materialen en machineplanning. Hier ontstaan uw onderdelen daadwerkelijk.
De productiefase omvat meerdere gecoördineerde stappen:
- Materialisering —uw winkel koopt grondstof aan die overeenkomt met de door u opgegeven kwaliteit, vaak met certificaten van de fabrikant voor traceerbaarheid
- CNC-programmering —ingenieurs maken gereedschapsbanen met behulp van CAM-software, geoptimaliseerd voor snelheid, nauwkeurigheid en gereedschapslevensduur
- Machineopstelling —operators monteren spanvorzieningen, laden gereedschappen en kalibreren de machine voor uw specifieke onderdeel
- Productie van het eerste artikel —het eerste onderdeel wordt bewerkt en grondig geïnspecteerd voordat wordt doorgewerkt
- Productierun —zodra het eerste monster voldoet aan de inspectie, worden de overige onderdelen bewerkt
- Kwaliteitscontroles tijdens het proces —operators controleren kritieke afmetingen gedurende de hele productierun
- Secundaire bewerkingen —indien nodig ondergaan de onderdelen ontbraming, oppervlaktebehandeling of warmtebehandeling
- Eindinspectie —de afgewerkte onderdelen worden gemeten volgens uw specificaties met geijkte meetapparatuur
- Verpakking en verzending —de onderdelen worden adequaat beschermd en verzonden met de vereiste documentatie
Kwaliteitscontroles vinden continu plaats, niet alleen aan het einde. De inspectie van het eerste monster is bijzonder cruciaal — hier worden eventuele programmeerfouten, instelfouten of ontwerpproblemen opgespoord voordat materiaal verspild wordt bij een volledige productierun.
De volledige werkstroom in één oogopslag
Van begin tot eind: hieronder vindt u de typische route die uw project aflegt via een professionele bewerkingsfaciliteit:
- Indienen ontwerp —u verstrekt CAD-bestanden, tekeningen en specificaties
- Offerteaanvraag —ingenieurs beoordelen de uitvoerbaarheid en stellen een prijsopgave op
- Ontwerpbeoordeling en DFM —mogelijke verbeteringen worden geïdentificeerd en besproken
- Orderbevestiging —u keurt het offerte goed en verleent aankoopautorisatie
- Productieplanning —uw opdracht wordt in de wachtrij geplaatst op basis van de beloofde levertijd
- Materiaal inkoop —grondstof wordt ingekocht conform uw specificaties
- Bewerkingsoperaties —CNC-apparatuur transformeert grondstof in afgewerkte onderdelen
- Inspectie en kwaliteitscontrole — onderdelen worden gecontroleerd op afmetingen en kwaliteitseisen
- Verzending en levering — afgewerkte onderdelen arriveren bij uw faciliteit met bijbehorende documentatie
Het begrijpen van deze werkwijze helpt u projecten effectiever te plannen. U weet wanneer u updates kunt verwachten, welke informatie uw werkplaats op elk stadium nodig heeft en hoe u vertragingen kunt voorkomen die uw leverdatum kunnen uitstellen.
Nu u het proces begrijpt, rijst de volgende logische vraag: wat gaat dit eigenlijk kosten? Verschillende factoren beïnvloeden de prijs op manieren die niet direct duidelijk zijn — en het kennen ervan kan u helpen slimmer te ontwerpen en nauwkeuriger te budgetteren.
Wat beïnvloedt de kosten voor bewerkingsdiensten
Dit is wat de meeste leveranciers u niet direct vertellen: de prijs die u betaalt voor gefreesde onderdelen hangt af van beslissingen die u zelf in de hand hebt. De keuze van materiaal, tolerantiespecificaties, eisen aan de oppervlakteafwerking en de bestelhoeveelheid beïnvloeden allemaal uw eindfactuur—soms aanzienlijk. Door deze variabelen te begrijpen, hebt u de volledige controle over de begroting van uw projecten en de onderhandelingen met leveranciers.
Volgens de uitgebreide kostenverdeling van Unionfab variëren de CNC-freeskosten aanzienlijk, afhankelijk van factoren zoals onderdeelgeometrie, materiaalkeuze, freesstrategie, tolerantie-eisen en productievolume. Laten we elk van deze factoren bekijken, zodat u weloverwogen beslissingen kunt nemen voordat u uw volgende offerteaanvraag indient.
Hoe uw materiaalkeuze uw budget beïnvloedt
Uw keuze van materiaal heeft gevolgen voor elke kostenpost—de prijs van de grondstof, de bewerkingstijd, slijtage van de gereedschappen en zelfs het gewicht bij verzending. Kies verstandig, en u optimaliseert de waarde. Kies ondoordacht, en u betaalt extra kosten die geen verbetering opleveren voor uw product.
Neem alleen de grondstofkosten in overweging. Volgens de prijsgegevens uit de industrie vallen materialen in duidelijke kostenklassen:
- Lage kosten ($) —Aluminium en PMMA (acryl) bieden het meest economische uitgangspunt
- Matige kosten ($$) —POM, PTFE, nylon en composietmaterialen zoals FR4
- Hogere kosten ($$$) —Koper, messing, brons, staal, roestvaststaal en technische kunststoffen zoals PC en ABS
- Premiumkosten ($$$$$) —Magnesium, titanium, PEEK en technische keramieken
Maar de prijs van de grondstof vertelt slechts een deel van het verhaal. Een machinebouwbedrijf in de Bay Area houdt ook rekening met de bewerkbaarheid — hoe snel en gemakkelijk het materiaal kan worden gebeiteld. Aluminium kan tot 3–4 keer sneller worden bewerkt dan roestvaststaal. Dit verschil in snelheid vertaalt zich direct naar lagere arbeids- en machinekosten.
Dit is de praktische conclusie: specificeer geen titanium als aluminium aan uw eisen voldoet. Kies niet standaard voor roestvast staal als koolstofstaal voldoende corrosieweerstand biedt. Elke onnodig hoge specificatie verhoogt de kosten zonder toegevoegde waarde te leveren voor uw toepassing.
De relatie tussen tolerantie en kosten
Striktere toleranties zijn altijd duurder — maar de relatie is niet lineair. Volgens het onderzoek van Fictiv naar constructie voor fabricage worden ontwerpen in de tolerantiezone van "minimale inspanning" uitgevoerd volgens de ISO 2768-middelstandaard, wat een goed evenwicht vormt tussen wat gemakkelijk haalbaar is met standaard CNC-machines en wat nodig is voor functionele onderdelen.
Waarom leiden strikte toleranties tot hogere kosten? Verschillende factoren versterken elkaar:
- Langzamere bewerkingsnelheden — bereiken van precisie vereist zorgvuldige, doordachte sneden in plaats van agressieve materiaalverwijdering
- Extra bewerkingen — onderdelen kunnen ruw-bewerkingspassen nodig hebben, gevolgd door afzonderlijke afwerkingspassen
- Gespecialiseerd gereedschap — precisiewerk vereist vaak hoogwaardigere snijgereedschappen met kleinere run-out
- Langere inspectietijd —elke strakke tolerantie vereist verificatie met geijkte meetapparatuur
- Hogere afkeurpercentages —onderdelen buiten de specificatie moeten worden afgekeurd of herbewerkt
De slimste aanpak? Pas strakke toleranties alleen toe waar de functie dit vereist. Een precisiefreesbedrijf in Mass Precision San Jose of elders zal u hetzelfde vertellen: specificeer slechts ±0,001 inch op kritieke aansluitoppervlakken en laat niet-kritieke kenmerken op de standaardtolerantie van ±0,005 inch of ruimer.
Volgens de kostenanalyse van Exact Machine Service is het belangrijk om de noodzakelijke toleranties en oppervlakteafwerkingen te bepalen op basis van de functionele eisen van de onderdelen, om een evenwicht te vinden tussen precisie en kosten.
Volumepraktijken en insteloverwegingen
Elke productierun begint met het instellen—het laden van spanmiddelen, het monteren van gereedschappen, het kalibreren van de machine en het produceren van een eerste exemplaar. Deze kosten blijven relatief vast, ongeacht of u 10 of 1.000 onderdelen produceert. Het begrijpen van deze dynamiek verklaart waarom de prijs per onderdeel sterk daalt naarmate de aantallen toenemen.
Neem het volgende scenario: een machinewerkplaats in San Jose (CA) geeft een offerte van $500 aan instelkosten plus $20 per onderdeel voor bewerkingstijd. Bestel 10 onderdelen en bedraagt uw instelkostenlast $50 per eenheid. Bestel 100 onderdelen en daalt deze tot $5 per eenheid. De bewerkingskosten blijven constant, maar uw totale kosten per onderdeel dalen van $70 naar $25.
Hieronder vindt u de kostenfactoren gerangschikt van grootste tot kleinste impact op uw totale projectkosten:
- Onderdeelcomplexiteit en geometrie —ingewikkelde ontwerpen die meerdere instellingen, speciaal gereedschap of 5-assige bewerking vereisen, leiden tot een hogere prijs
- Materiaalkeuze —exotische legeringen en moeilijk bewerkbare materialen verhogen zowel de grondstof- als de bewerkingskosten
- Tolerantie-eisen —elk extra decimaal bij de nauwkeurigheid voegt onevenredig veel toe aan de kosten
- Bestelhoeveelheid —hogere volumes brengen de instelkosten terug en kunnen in aanmerking komen voor batchprijzen
- Specificaties voor de oppervlakteafwerking —afwerkingen die verder gaan dan 'zoals gefreesd' (Ra 3,2 μm) vereisen extra bewerkingen
- Secundaire bewerkingen —warmtebehandeling, anodiseren, plateren of lakken voegen kosten na de verspaning toe
- Doorlooptijdseisen —versnelde levering leidt vaak tot spoedkosten
Wilt u kosten verminderen zonder functionaliteit in te boeten? Volgens de productiebest practices van Fictiv leveren deze ontwerpmodificaties de grootste besparingen:
- Vereenvoudig de Geometrie —minimaliseer scherpe binnenhoeken, diepe uitsparingen en ingewikkelde kenmerken die de verspaningstijd verlengen
- Gebruik standaard gereedschapsmaten —ontwerp kenmerken die compatibel zijn met gangbare freesgereedschappen en boren om instel- en gereedschapskosten te verlagen
- Ontwerp voor minder instellingen —onderdelen die in twee of minder instellingen bewerkt kunnen worden, voorkomen herpositioneringstijd en tolerantie-opstapeling
- Specificeer alleen functionele afwerkingen —verzoek alleen gepolijste oppervlakken waar esthetiek of functie dit vereisen
- Overweeg iets grotere series —een sprong van 25 naar 50 stuks levert vaak onevenredige besparingen per onderdeel op
Machinewerkplaatsen in de Bay Area en precisiebewerkingsbedrijven landelijk hanteren vergelijkbare kostenstructuren. Door te begrijpen wat hun prijsvorming bepaalt, kunt u slimmer ontwerpen, beter voorbereide offertes indienen en onderhandelen vanuit kennis in plaats van giswerk.
Deze kostenfactoren worden vooral kritisch wanneer uw project sector-specifieke certificeringen vereist. Toepassingen in de lucht- en ruimtevaart, automobiel- en medische sectoren brengen nalevingsvereisten met zich mee die zowel de prijsvorming als de keuze van partners beïnvloeden — onderwerpen die we vervolgens zullen behandelen.

Toepassingen in de industrie en certificeringsvereisten
Denkt u dat alle bewerkingsleveranciers gelijk zijn? Denk nog eens goed na. De werkplaats die decoratieve hardware produceert, werkt volgens geheel andere regels dan een werkplaats die vliegtuigbeugels of chirurgische implantaten vervaardigt. Uw sector beïnvloedt niet alleen wat u maakt—het bepaalt ook hoe uw bewerkingspartner moet opereren, documenteren en elke productiestap moet verifiëren.
Het begrijpen van deze certificatievereisten helpt u potentiële partners te beoordelen en kostbare fouten te voorkomen. Volgens onderzoek naar productiecertificeringen zijn certificaten op het gebied van bewerking niet zomaar een formaliteit—ze zijn een essentiële vereiste die de selectie van leveranciers, de geschiktheid voor contracten en de naleving van regelgeving beheerst.
Eisen en certificeringen voor automotive-onderdelen
De automobielindustrie vereist consistentie op grote schaal. Wanneer u duizenden identieke onderdelen produceert die bestemd zijn voor montagelijnen van voertuigen, is variatie niet alleen ongewenst—het is onaanvaardbaar. Daarom eisen automobiel-OEM’s dat leveranciers voldoen aan strenge certificeringsnormen voordat zij contracten toekennen.
IATF 16949-certificering iATF 16949 staat als de gouden standaard voor kwaliteitsbeheer in de automobielindustrie. Deze door de International Automotive Task Force (IATF) gepubliceerde norm bouwt voort op ISO 9001 en voegt daar automobiel-specifieke eisen aan toe. Volgens De certificeringsrichtlijnen van AIAG , definieert IATF 16949:2016 de eisen voor kwaliteitsmanagementsystemen van organisaties in de wereldwijde automobielindustrie.
Wat maakt IATF 16949 anders dan algemene kwaliteitscertificeringen? De norm benadrukt:
- Defect Preventie —systematische aanpakken om potentiële fouten te identificeren en te elimineren voordat zij optreden
- Variatievermindering —protocollen voor continue verbetering die de procescontrole geleidelijk versterken
- Afvaleliminatie —principes van slanke productie geïntegreerd in het kwaliteitsmanagement
- Klantenspecifieke vereisten —flexibiliteit om individuele OEM-specificaties op te nemen
Statistische Procesbeheersing (SPC) speelt een cruciale rol in de automobielproductie. In plaats van onderdelen pas na de productie te inspecteren, bewaakt statistische procescontrole (SPC) processen in real-time om afwijkingen te detecteren voordat deze leiden tot defecte componenten. Regelkaarten, capaciteitsindexen en trendanalyse worden standaardhulpmiddelen voor gecertificeerde faciliteiten.
Voor CNC-machinebedrijven in Californië en aerospace-CNC-machinebedrijven die automotiveklanten bedienen, zijn deze certificaten geen optionele extra’s — ze zijn vereisten om zaken te kunnen doen. Belangrijke OEM’s zoals General Motors, Ford en Stellantis eisen IATF 16949-certificering van hun bewerkingsleveranciers.
Gecertificeerde faciliteiten zoals Shaoyi Metal Technology voldoen aan deze eisen van de automobielindustrie met IATF 16949-certificering en strikte SPC-protocollen. Hun productie levert chassisassemblages met hoge toleranties en precisiecomponenten, terwijl de vereiste documentatie en traceerbaarheid voor de toeleveringsketen in de automobielindustrie worden gehandhaafd.
Lucht- en ruimtevaart precisienormen
Als de automobielindustrie consistentie vereist, dan vereist de lucht- en ruimtevaartindustrie perfectie—met bewijsstukken. Elk materiaal, elke processtap en elke meting moeten worden gedocumenteerd en traceerbaar zijn. Wanneer componentenfalen catastrofale gevolgen kan hebben, weerspiegelen de certificeringseisen deze risico’s.
AS9100-certificering bouwt voort op ISO 9001 door strenge kwaliteitseisen toe te voegen die specifiek zijn afgestemd op lucht- en ruimtevaart-, defensie- en ruimtesystemen. Volgens brancheonderzoek vereisen meer dan 80% van de wereldwijde lucht- en ruimtevaartbedrijven AS9100-certificering van CNC-leveranciers.
Wat onderscheidt AS9100 van algemene kwaliteitsnormen?
- Volledige materiaalspoorbaarheid —elk onderdeel is gekoppeld aan gecertificeerd grondmateriaal met gedocumenteerde warmte-nummers en walserijcertificaten
- Eerste artikelinspectie (FAI) —AS9102-conforme documentatie bewijst dat de eerste productie aan alle specificaties voldoet
- Configuratiebeheer —streng revisiebeheer zorgt ervoor dat onderdelen overeenkomen met de huidige technische releases
- Risicobeheer —formele processen identificeren, beoordelen en minimaliseren potentiële kwaliteitsproblemen
- Voorkoming van namaakonderdelen —verificatieprocedures waarborgen de echtheid van materialen
De documentatieverplichting strekt zich uit over de gehele productie. Een CNC-machinebouwbedrijf in Californië dat lucht- en ruimtevaartklanten bedient, moet registraties bijhouden die aantonen:
- Certificaten voor grondstoffen en verificatie van de bron
- Gereedschapsbanen en CNC-programma’s die voor elke bewerking zijn gebruikt
- Kwalificaties en opleidingsregistraties van operators
- Kalibratiestatus van alle meetapparatuur
- Volledige inspectiegegevens voor elke kritieke afmeting
Voor metaalbewerkingsbedrijven in San Jose (CA) en andere regionale werkplaatsen vereist het behalen van AS9100-certificering een aanzienlijke investering in documentatiesystemen, opleiding en auditvoorbereiding. Certificering geeft echter toegang tot lucht- en ruimtevaartcontracten die niet-gecertificeerde concurrenten niet mogen nastreven.
Overwegingen voor de productie van medische hulpmiddelen
De productie van medische hulpmiddelen voegt een extra laag regelgevende complexiteit toe. Wanneer bewerkte onderdelen onderdeel worden van diagnostische apparatuur of implanteerbare hulpmiddelen, is patiëntveiligheid de drijfveer achter elke eis.
Volgens FDA-regelgevende richtlijnen , moeten fabrikanten kwaliteitssystemen opzetten en naleven om te waarborgen dat hun producten consistent voldoen aan de toepasselijke eisen en specificaties. Deze kwaliteitssystemen voor door de FDA gereguleerde hulpmiddelen staan bekend als huidige goede fabricagepraktijken (CGMP).
ISO 13485 Certificatie richt zich specifiek op kwaliteitsbeheer voor medische hulpmiddelen. Hoewel deze norm qua structuur vergelijkbaar is met ISO 9001, voegt hij eisen toe voor:
- Ontwerpbesturing —systematische verificatie dat apparaten voldoen aan de vereisten voor het beoogde gebruik
- Procesvalidatie —gedocumenteerd bewijs dat productieprocessen consistent aanvaardbare resultaten opleveren
- Biocompatibiliteitsdocumentatie —bewijs dat materialen geen nadelige reacties bij patiënten zullen veroorzaken
- Sterilisatievalidering —verificatie dat sterilisatieprocessen de vereiste sterieliteitszekerheidsniveaus bereiken
- Klachtenafhandeling —formele systemen voor het traceren en onderzoeken van productproblemen
De Quality System Regulation (QS-regelgeving) van de FDA (21 CFR Deel 820) biedt het regelgevende kader in de Verenigde Staten. Volgens de documentatie van de FDA omvat de QS-regelgeving een 'paraplu'-aanpak waarbij fabrikanten procedures moeten opstellen en volgen die geschikt zijn voor hun specifieke apparaten.
Wat betekent dit voor uw bewerkingspartner?
- Volledige apparaatgeschiedenisregistraties voor elke geproduceerde partij
- Gevalideerde productieprocessen met gedocumenteerde parameters
- Gekalibreerde meetapparatuur met traceerbaarheid naar nationale normen
- Gecontroleerde omgevingen die geschikt zijn voor de productvereisten
- Personeelstrainingregistraties die bekwaamheid aantonen
De FDA heeft onlangs de eindregel voor de kwaliteitsmanagementsysteemregelgeving (QMSR) uitgevaardigd, waarbij ISO 13485:2016 is opgenomen in het regelgevende kader. Deze harmonisatie betekent dat leveranciers van bewerkte medische hulpmiddelen in toenemende mate moeten voldoen aan zowel de vereisten van de FDA als aan internationale normen.
De juiste gecertificeerde partner kiezen
Uw sector bepaalt welke certificeringen het meest van belang zijn. Hieronder vindt u een snelle referentie:
| Industrie | Primaire certificering | Belangrijke Eisen |
|---|---|---|
| Automotive | IATF 16949 | Statistische procescontrole (SPC), gebrekenpreventie, klantspecifieke vereisten |
| Lucht- en ruimtevaart\/defensie | AS9100 | Volledige traceerbaarheid, eerste artikelinspectie (FAI), configuratiebeheer |
| Medische Apparatuur | ISO 13485 | Ontwerpcontroles, procesvalidatie, klachtbehandeling |
| Algemene Industrie | ISO 9001 | Fundamenten van kwaliteitsmanagement, continue verbetering |
Neem niet aan dat een bedrijf dat is gecertificeerd voor één sector automatisch ook geschikt is voor een andere. Leveranciers uit de lucht- en ruimtevaart die zijn gecertificeerd volgens AS9100, beschikken mogelijk niet over de productiesystemen voor grote volumes die de automobielindustrie vereist. Specialistische leveranciers van medische hulpmiddelen hebben mogelijk geen ervaring met de exotische legeringen die de lucht- en ruimtevaartsector vraagt.
Controleer bij het beoordelen van potentiële partners certificaten direct. Vraag om kopieën van de certificaten, controleer de vervaldatum en bevestig dat het toepassingsgebied uw specifieke producttypen omvat. Certificatie-instellingen onderhouden openbare databases waarin u de status van een leverancier onafhankelijk kunt verifiëren.
Deze certificatievereisten voegen kosten en complexiteit toe aan servicebewerkingen — maar ze bestaan om goede redenen. Wanneer uw componenten worden ingezet in voertuigen, vliegtuigen of medische hulpmiddelen, rechtvaardigen de risico’s de investering in strenge kwaliteitssystemen. Een goed begrip van wat elke sector vereist, helpt u partners te vinden die daadwerkelijk kunnen leveren wat zij beloven.
Certificaten stellen basiskwaliteitssystemen vast, maar hoe controleren bewerkingsleveranciers in de praktijk of afzonderlijke onderdelen aan uw specificaties voldoen? Het antwoord ligt in inspectiemethoden en kwaliteitsborgingsprotocollen — ons volgende onderwerp.
Kwaliteitsborging en tolerantiecontrole
Uw bewerkingspartner beschikt over een indrukwekkende certificering. Maar hier is de essentiële vraag: hoe bewijst hij of zij in de praktijk dat uw onderdelen aan de specificaties voldoen? Certificaten leggen systemen vast — inspectie controleert de resultaten. Door te begrijpen hoe professionele faciliteiten afmetingen meten, documenteren en verifiëren, kunt u kwaliteitsclaims beoordelen en de inspectierapporten die u bij uw zendingen ontvangt, correct interpreteren.
Of u nu samenwerkt met een machinebouwbedrijf in Santa Clara of onderdelen inkoopt bij machinebouwbedrijven in Santa Clara (CA), de fundamentele principes van kwaliteitsborging blijven bij betrouwbare leveranciers hetzelfde.
Inzicht in tolerantie-eisen
Voordat er enige meting plaatsvindt, moet iedereen het eens zijn over wat "aanvaardbaar" betekent. Tolerantiespecificaties definiëren de toegestane afwijking van de nominale afmetingen — en het begrijpen van deze terminologie helpt u effectief te communiceren met uw bewerkingspartner.
Toleranties komen op technische tekeningen in verschillende vormen voor:
- Bilaterale toleranties — afwijking toegestaan in beide richtingen (bijv. 25,00 ±0,05 mm)
- Unilaterale toleranties — afwijking toegestaan in slechts één richting (bijv. 25,00 +0,00/−0,10 mm)
- Grenswaarden — expliciete maximale en minimale waarden (bijv. 24,95–25,05 mm)
- GD&T-aanduidingen — symbolen voor geometrische afmetingen en toleranties die vorm, oriëntatie en positie beheersen
Waarom is dit belangrijk voor kwaliteitscontrole? Volgens CMM-metrologieonderzoek geavanceerde systemen kunnen complexe geometrieën met uitzonderlijke nauwkeurigheid meten, vaak met meetonzekerheden binnen de micrometer. Maar zelfs de meest geavanceerde apparatuur is niets waard als de tolerantiespecificaties niet duidelijk zijn gedefinieerd.
Het inspectieproces begint met uw tekening. Elke afmeting die als kritiek is aangegeven, wordt gemeten en gedocumenteerd. Kenmerken met standaardtoleranties worden mogelijk steekproefsgewijs in plaats van volledig geïnspecteerd — een praktische aanpak die zorgvuldigheid combineert met kostenbesparing.
Inspectiemethoden en -apparatuur
Professionele servicebewerkingsfaciliteiten maken gebruik van een scala aan inspectietechnologieën, waarbij elke technologie is afgestemd op specifieke meetuitdagingen. Het begrijpen van deze instrumenten helpt u om te waarderen wat er nodig is om uw onderdelen te verifiëren.
Coördinatemeetmachines (CMM's) vertegenwoordigen de goudstandaard voor dimensionele verificatie. Volgens de industriedocumentatie registreren CMM's datapunten die door software worden verwerkt om afmetingen, toleranties en geometrische relaties te berekenen. Deze geavanceerde instrumenten werken binnen een driedimensionaal coördinatensysteem en gebruiken de X-, Y- en Z-assen om exacte posities te bepalen.
Wat maakt CMM's bijzonder waardevol?
- Het meten van complexe 3D-geometrieën waartoe handmatige meetinstrumenten geen toegang hebben
- Het leveren van reproduceerbare, onafhankelijke resultaten van de operator
- Het genereren van geautomatiseerde inspectierapporten met volledige documentatie van de meetgegevens
- Het verifiëren van GD&T-specificaties, inclusief ware positie en profieltoleranties
Optische comparators projecteren vergrote profielen van onderdelen op schermen voor visuele vergelijking met referentieoverlays. Deze contactloze systemen werken goed bij:
- Breekbare of gemakkelijk vervormbare onderdelen
- Schroefdraadprofielen en tandwieltanden
- Randafgerondingen en afschuiningen
- Snelle visuele verificatie tijdens de productie
Oppervlakteruwheidstesters meet de microscopische textuur van bewerkte oppervlakken. Wanneer uw tekening Ra-waarden (rekenkundig gemiddelde ruwheid) specificeert, verifiëren deze instrumenten de naleving door een voeler over het oppervlak te laten lopen en het resulterende profiel te analyseren.
Hieronder vindt u een vergelijking van veelgebruikte inspectiemethoden:
| Inspectiemethode | Typische nauwkeurigheid | Beste toepassingen | Beperkingen |
|---|---|---|---|
| CMM (contact) | ±0,001–0,003 mm | Complexe 3D-geometrie, GD&T-verificatie, productieonderdelen | Langzamer bij eenvoudige metingen, vereist een gecontroleerde omgeving |
| Optische comparator | ±0,01–0,025 mm | Profielinspectie, draadverificatie, visuele vergelijking | alleen 2D, interpretatie door de operator vereist |
| Micrometers/Calipers | ±0,01–0,025 mm | Snelle controles, externe afmetingen, eenvoudige kenmerken | Handbediening, beperkt tot toegankelijke oppervlakken |
| Hoogtemeters | ±0,01mm | Stap hoogten, referentievlakken, werk op een vlakke plaat | Vereist een vlak referentieoppervlak |
| Oppervlakruwheidsmeter | Resolutie tot 0,001 μm Ra | Controle van oppervlakteafwerking, validatie van proces | Meet alleen textuur, niet de dimensionele nauwkeurigheid |
| 3D Scannen | ±0,025–0,1 mm | Complexe vormen, reverse engineering, afwijkingen in kaart brengen | Lagere nauwkeurigheid dan CMM, nabewerking vereist |
Een machinebouwbedrijf in Santa Clara, CA, of elke andere kwaliteitsgerichte faciliteit combineert doorgaans meerdere methoden. CMM’s (coördinatenmeetmachines) worden gebruikt voor de eindinspectie van kritieke kenmerken, terwijl handmatige meetinstrumenten ondersteuning bieden bij tussencontroles tijdens bewerkingsprocessen.
Documentatie en traceerbaarheid
Meetgegevens betekenen niets zonder juiste documentatie. Professionele kwaliteitsborging gaat verder dan het uitvoeren van metingen — zij omvat volledige traceerbaarheid van het grondmateriaal tot en met de definitieve verzending.
Eerste artikelinspectie (FAI) vormt de basis van de productiekwaliteit. Volgens onderzoek op het gebied van productie van PMP Metals is een FAI (First Article Inspection) een formele, schriftelijke procedure die waarborgt dat de fabricage van een onderdeel of assemblage voldoet aan de door de klant of engineering vastgestelde ontwerpspecificaties, tekeningen en vereisten.
Wat omvat een grondige FAI?
- Balloon teken —elke afmeting genummerd voor verwijzing
- Tabel Dimensionele Resultaten —gemeten waarden vergeleken met de gespecificeerde toleranties
- Materiaalcertificaten —documentatie die aantoont dat de juiste legering en warmtebehandeling zijn toegepast
- Procesregistraties —informatie over de machines en gereedschappen die bij de productie zijn gebruikt
- Goedkeuringen —handtekeningen van operator en inspecteur ter bevestiging van de verificatie
FAI vindt plaats op kritieke momenten: bij de eerste productieruns, na technische wijzigingen, bij wijziging van productielocaties of na langdurige onderbrekingen in de productie. Dit controlepuntsysteem detecteert problemen voordat zij zich verspreiden over de volledige productieomvang.
Inspectie tijdens proces biedt voortdurende verificatie tijdens productieruns. Operatoren controleren kritieke afmetingen met regelmatige tussenpozen—bijvoorbeeld bij elk 10e of 25e onderdeel—om te bevestigen dat het proces stabiel blijft. Elke afwijking activeert een onderzoek voordat afwijkende onderdelen zich ophopen.
Eindinspectie protocollen verifiëren afgewerkte onderdelen vóór verzending. Afhankelijk van uw eisen en branchestandaarden kan dit omvatten:
- 100% inspectie van alle kritieke kenmerken
- Statistische steekproefneming op basis van partijgrootte en aanvaardbare kwaliteitsniveaus (AQL)
- Conformiteitscertificaat waarin naleving van de specificaties wordt gedocumenteerd
- Volledige dimensionale rapporten met de daadwerkelijk gemeten waarden
Kwaliteitsmanagementsystemen verbindt deze elementen met elkaar. Volgens onderzoek naar ISO 9001:2015 stelt deze internationaal erkende norm de maatstaf waaraan bedrijven moeten voldoen – en bovendien moeten overstijgen – om aan de verwachtingen van hun klanten te voldoen. Een ISO-gecertificeerde machinefabriek heeft een degelijk kwaliteitsmanagementsysteem (KMS) geïmplementeerd dat consistente kwaliteit en betrouwbaarheid garandeert.
Wat betekent ISO 9001:2015-certificering eigenlijk voor uw onderdelen?
- Gedocumenteerde procedures waarborgen consistente processen, ongeacht welke operator uw opdracht uitvoert
- Kalibratieprogramma’s verifiëren dat meetapparatuur haar nauwkeurigheid behoudt
- Correctieactiesystemen pakken problemen systematisch aan, in plaats van herhaaldelijk
- Managementreview zorgt voor continue verbetering in plaats van stagnatie
Naast ISO 9001 voegen branspecifieke certificaten gespecialiseerde eisen toe. AS9102 regelt de documentatie voor eerste-artikelinspectie (FAI) in de lucht- en ruimtevaartsector. IATF 16949 stelt protocollen voor statistische procescontrole (SPC) in de automobielindustrie vast. ISO 13485 richt zich op de traceerbaarheid van medische hulpmiddelen. Uw toepassing bepaalt welke normen van toepassing zijn – en welke documentatie u van uw bewerkingspartner kunt verwachten.
Kwaliteitsborging komt uiteindelijk neer op vertrouwen dat wordt ondersteund door bewijs. Certificaten leggen systemen vast. Meetapparatuur biedt de benodigde capaciteit. Documentatie bewijst de resultaten. Bij het beoordelen van dienstverlenende bewerkingsbedrijven dient u niet alleen te kijken naar de aangegeven mogelijkheden, maar ook te begrijpen hoe zij daadwerkelijk verifiëren wat zij leveren.
Vergelijking van dienstverlenende bewerking met alternatieve productiemethoden
U hebt onderzocht hoe servicebewerking werkt, wat het kost en hoe de kwaliteit wordt gecontroleerd. Maar hier is de vraag die operationele managers ’s nachts wakker houdt: is uitbestede bewerking daadwerkelijk de juiste keuze voor uw project? Of levert productie in eigen beheer, 3D-printen of gieten betere resultaten op?
Het antwoord hangt af van uw specifieke situatie — volume-eisen, tolerantiebehoeften, materiaalbeperkingen en tijdsdruk beïnvloeden allemaal het optimale traject. Laten we een beslissingskader opstellen dat u helpt deze afwegingen objectief te beoordelen.
Servicebewerking versus interne operaties
De keuze tussen uitbesteden of investeren vormt een van de meest doorslaggevende beslissingen waarmee fabrikanten worden geconfronteerd. productieonderzoek volgens [bron], is het doorgaans verstandiger om in eerste instantie uit te besteden, tenzij u meer dan ongeveer 4.000–5.000 onderdelen per jaar nodig hebt, zeer strenge eisen hebt met betrekking tot intellectueel eigendom of certificering, of u kunt omgaan met een initiële investering van $200.000 tot $700.000 plus kosten voor operatoropleiding.
Wat maakt deze berekening zo complex? Overweeg wat in-house bewerking daadwerkelijk vereist:
- Capitaalinvestering —een enkele 5-assige CNC-machine kan $200.000 tot $700.000 kosten, exclusief installatie, gereedschap en opleiding
- Geschoolde bedieners —CNC blijft een zeer gespecialiseerd proces dat voortdurend bijgehouden moet worden op het gebied van vaardigheden
- Doorlopend onderhoud —apparatuur vereist regelmatige kalibratie, reparatie en uiteindelijk vervanging
- Vloerruimte en nutsvoorzieningen —machinegereedschappen hebben geschikte funderingen, stroomvoorziening en klimaatbeheersing nodig
Wanneer is uitbesteding verstandiger? Bij jaarlijkse volumes onder de 1.000 stuks wijst de berekening duidelijk in de richting van externe partners. Een typische contractfabrikant zou bijvoorbeeld $18 per onderdeel kunnen vragen voor CNC-bewerking van aluminium in lage volumes — aanzienlijk minder dan de geamortiseerde kosten van eigen apparatuur die gedeeltelijk onbenut blijft.
De berekening verandert echter bij schaalvergroting. Wanneer de productieomvang meer dan 5.000 eenheden per jaar bedraagt en standaard toleranties worden gehandhaafd, leidt interne investering tot lagere kosten per eenheid. De instelkosten worden verspreid over voldoende onderdelen, waardoor interne productie economisch wordt.
Als u op zoek bent naar 'CNC-monteurs in mijn buurt' omdat u af en toe prototypen of productie in middelgrote volumes nodig hebt, biedt contractbewerking bijna zeker meer waarde dan een kapitaalinvestering.
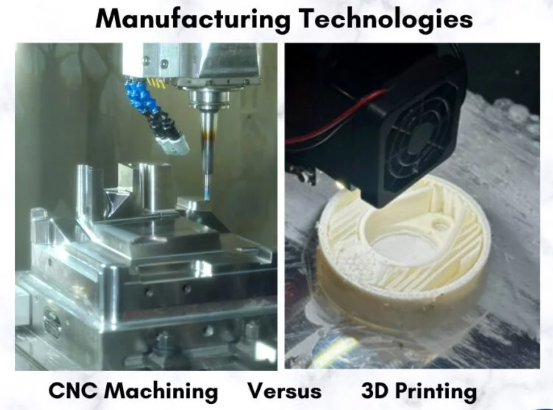
Wanneer additieve fabricage meer zinvol is
3D-printen heeft de productiekostenstructuur verstoord — maar het heeft bewerking niet vervangen. Een goed begrip van waar elke methode het beste presteert helpt u bij een gepaste keuze.
Volgens Xometry's procesvergelijking levert 3D-printen snel netvormige onderdelen op, terwijl CNC-bewerking individuele instelling vereist en over het algemeen handmatige programmering en toezicht behoeft. Het is gebruikelijk dat CNC-onderdelen voor lage volumes en complexe vormen tien keer zo duur zijn als 3D-geprinte onderdelen.
Waar blinkt additieve fabricage uit?
- Complexe interne geometrieën —roosterstructuren, conformele koelkanalen en organische vormen die niet bereikbaar zijn voor snijgereedschap
- Snelle iteratie —wijzigingen vereisen alleen bestandsaanpassingen, geen nieuwe gereedschappen of programmeerwerk
- Productie in kleine series —instelkosten zijn minimaal, waardoor het produceren van één enkel onderdeel economisch is
- Mogelijkheden voor consolidatie —assemblages kunnen worden omgezet in één enkel geprint onderdeel
Maar 3D-printen kent aanzienlijke beperkingen. Verschillende printprocessen leveren uiteenlopende sterkte-eigenschappen op vergeleken met de oorspronkelijke materiaaleigenschappen — bij FFF in ABS bijvoorbeeld slechts 10% van de maximale treksterkte van het materiaal, maar wel tot 100% bij SLS van nylon. CNC-bewerking produceert onderdelen uit ononderbroken, oorspronkelijk materiaal, zodat de sterkte over het algemeen hoog is.
Ook de oppervlakteafwerking vormt een uitdaging. Bij 3D-printen wordt de afwerking over het algemeen beïnvloed door de procesmechanica — met name de Z-resolutie veroorzaakt trapvormige oppervlakken en zichtbare oneffenheden. De CNC-oppervlakteafwerking kan zeer uniform en uiterst nauwkeurig zijn, mits de gereedschapsbanen zijn geprogrammeerd voor een gladde afwerking.
Het praktische beslispunt? Kies voor additieve fabricage voor prototypes, complexe geometrieën en volumes onder de 50 stuks. Schakel over naar servicebewerking wanneer u materiaaleigenschappen van productiekwaliteit, nauwe toleranties of gladde oppervlakken nodig hebt.
Alternatieven voor gieten en vormgeven
Voor productie in grote volumes zijn noch bewerking noch 3D-printen mogelijk uw beste optie. Gieten en spuitgieten bieden aanzienlijk lagere kosten per onderdeel—zodra u de investering in gereedschap hebt gedragen.
Spuitgieten kan identieke plastic onderdelen in seconden in plaats van uren produceren. De mal zelf kost echter duizenden tot honderdduizenden euro’s, afhankelijk van de complexiteit. Deze investering is alleen zinvol wanneer u tienduizenden identieke componenten produceert.
Spuitgieten biedt vergelijkbare kostenvoordelen voor metalen onderdelen. Complexe aluminium- of zinkonderdelen kunnen snel worden geproduceerd zodra de malwerken beschikbaar zijn. Spuitgieten kan echter de nauwkeurigheid van bewerking niet evenaren zonder secundaire bewerkingen, en ontwerpveranderingen vereisen duurzame aanpassingen van de matrijzen.
Wanneer zijn deze methoden voordeliger dan servicebewerking?
- Aantallen boven de 10.000 stuks —de malkosten worden gespreid, waardoor de kosten per onderdeel verwaarloosbaar worden
- Stabiele ontwerpen —wijzigingen zijn duur, dus de onderdelen moeten direct productieklaar zijn
- Matige toleranties —de nauwkeurigheid direct na het gieten of spuitgieten voldoet aan de eisen
- Langdurige productielopen —hetzelfde ontwerp wordt maanden of jarenlang geproduceerd
Vergelijking van productiemethoden op een oogopslag
Gebruik deze referentietabel bij het beoordelen van productiebenaderingen voor uw volgende project:
| Criteria | Dienstverlenende bewerking | Interne bewerking | 3D-printen | Injectiemolden | Drukstempelgieten |
|---|---|---|---|---|---|
| Ideaal volumebereik | 1-5.000 eenheden | 5.000+ eenheden per jaar | 1-50 eenheden | 10.000+ units | 5.000+ eenheden |
| Materiaalopties | Virtueel onbeperkt aantal metalen en kunststoffen | Beperkt door eigen apparatuur | Processpecifieke polymeren, sommige metalen | Thermoplastieken voornamelijk | Aluminium-, zink- en magnesiumlegeringen |
| Tolerantienauwkeurigheid | ±0,001" haalbaar | ±0,001" haalbaar | ±0,005–0,010 inch (typisch) | ±0,002–0,005 inch (typisch) | ±0,005 inch (typisch), bewerking voor nauwkeuriger toleranties |
| Levertermijn | Dagen tot weken | Uren tot dagen | Uren tot dagen | Weken voor gereedschap, daarna snel | Weken voor gereedschap, daarna snel |
| Inrichtingskosten/gereedschapskosten | Laag-Temiddenmatig | Hoge kapitaalinvestering | Minimaal | $5.000–$100.000+ voor mallen | $10.000–$100.000+ voor stempels |
| Kost per onderdeel (lage volume) | Matig | Hoge | Laag-Temiddenmatig | Zeer hoog | Zeer hoog |
| Kost per onderdeel (hoge volume) | Matig | Laag | Hoge | Zeer laag | Zeer laag |
| Flexibiliteit van het ontwerp | Hoge | Hoge | Zeer hoog | Laag na gereedschapsaanmaak | Laag na gereedschapsaanmaak |
| Materiaalsterkte | Volledige, eigen eigenschappen | Volledige, eigen eigenschappen | 10-100%, afhankelijk van het proces | Bijna volledige polymeereigenschappen | Bijna volledige legeringseigenschappen |
De Juiste Keuze Maken voor Uw Project
De optimale productiemethode hangt af van de positie van uw project op meerdere beslissingsassen. Overweeg de volgende scenario’s:
Kies bewerkingsdiensten wanneer:
- U hebt metalen onderdelen van productiekwaliteit nodig in volumes van 10 tot enkele duizenden
- Toleranties strenger dan ±0,005 inch zijn vereist
- Uw ontwerp kan zich ontwikkelen op basis van tests of feedback van klanten
- U beschikt niet over het kapitaal voor investeringen in machines of voor geschoolde operators
- U wilt toegang hebben tot 5-assige bewerkingsbedrijven of gespecialiseerde processen, zonder deze zelf in bezit te hoeven hebben
Kies voor interne bewerking wanneer:
- De jaarlijkse volumes consequent meer dan 5.000 eenheden van vergelijkbare onderdelen bedragen
- Controle over de levertijd cruciaal is—u hebt onderdelen nodig binnen uren, niet dagen
- IP-beschermingskwesties het uitbesteden riskant maken
- U beschikt al over, of kunt u een geschoolde werknemersgroep opbouwen om de machines te bedienen
Kies voor 3D-printen wanneer:
- Geometrieën omvatten interne kanalen, roosters of organische vormen
- U werkt snel door verschillende ontwerpen en hebt snelle feedback nodig
- De aantallen zijn zeer laag—vooral bij afzonderlijke prototypes
- De eisen aan materiaalsterkte zijn matig
Kies voor spuitgieten of gieten wanneer:
- De ontwerpen zijn definitief en stabiel voor langdurige productie
- De volumes rechtvaardigen de investering in gereedschap—meestal 10.000+ stuks
- De kosten per onderdeel de voornaamste drijfveer zijn
- De tolerantie-eisen kunnen worden gehaald zonder secundaire bewerking
Veel projecten profiteren van hybride aanpakken. Maak prototypes met 3D-printen, valideer met servicebewerking en schaal op naar spuitgieten zodra de ontwerpen stabiel zijn. Een machine shop San Francisco of een machine shop San Francisco CA-faciliteit kan u helpen bij deze overgangen—veel bedrijven bieden zowel bewerking als begeleiding over het moment waarop alternatieve methoden zinvol zijn.
Voor fabrikanten die CNC-bewerkingsmogelijkheden in de buurt van mij in Californië onderzoeken, blijft het beslissingskader onveranderd, ongeacht de locatie. Beoordeel uw volumeprognoses, tolerantievereisten, tijdsdruk en kapitaalbeperkingen. De juiste productiemethode volgt uit een eerlijke beoordeling van deze factoren — niet uit aannames over welke technologie het 'beste' is.
Met dit beslissingskader op zak is de laatste stap het selecteren van de juiste bewerkingspartner om uw gekozen aanpak uit te voeren. De criteria voor beoordeling — en de vragen die u dient te stellen — bepalen of uw project slaagt of tegemoetloopt aan problemen.
De juiste servicebewerkingspartner kiezen
U hebt de processen geanalyseerd, productiemethoden vergeleken en begrepen wat de kosten bepaalt. Nu komt de beslissing die bepaalt of uw project slaagt of struikelt: het selecteren van de juiste bewerkingspartner. Deze keuze heeft invloed op alles — kwaliteit, levering, kosten en uw vermogen om op te schalen naarmate de vraag groeit.
Volgens de partnerselectiegids van Principal Manufacturing Corporation zorgt het kiezen van de juiste CNC-bewerkingspartner voor het succes van uw project. Een ervaren bedrijf kan positief invloed uitoefenen op elk aspect van het productieproces, van kwaliteit tot tijdige levering.
Of u nu machinebedrijven in San Jose evalueert of machinebedrijven in Oakland (CA) onderzoekt, deze criteria helpen u uitzonderlijke partners te onderscheiden van voldoende partners.
Belangrijkste criteria voor het beoordelen van bewerkingspartners
Wat onderscheidt een betrouwbare bewerkingspartner van een partner die problemen veroorzaakt? Kijk verder dan de offerteprijzen en beoordeel deze essentiële factoren:
- Relevante certificeringen — controleer of ze minimaal ISO 9001-certificering hebben, plus branche-specifieke normen zoals IATF 16949 voor de automobielindustrie, AS9100 voor de lucht- en ruimtevaartindustrie of ISO 13485 voor medische hulpmiddelen
- Uitrusting Mogelijkheden — controleer of ze over de juiste machines beschikken voor uw onderdelen, of dat nu 5-assige freesbewerking, Swiss-draaien of gespecialiseerde EDM is
- Doorlooptijdprestaties — vraag naar de gebruikelijke doorlooptijd voor uw volumebereik en naar hun staat van dienst op het gebied van het nakomen van leverafspraken
- Communicatiebereidheid —let op hoe snel ze reageren op eerste aanvragen, aangezien dit vaak een voorspeller is van de verdere projectcommunicatie
- Kwaliteitshistorie —verzoek om referenties van vergelijkbare projecten en vraag naar afkeurpercentages en geschiedenis van correctieve maatregelen
- Technische expertise —beoordeel hun vermogen om DFM-feedback te geven en verbeteringen voor te stellen, in plaats van alleen uw tekeningen blindelings uit te voeren
- Capaciteit en schaalbaarheid —zorg ervoor dat ze aan uw huidige behoeften kunnen voldoen én met u mee kunnen groeien naarmate de volumes stijgen
Volgens brancheonderzoek werkt een klantgericht bedrijf nauw samen met de klant om waardevolle inzichten te bieden, ontwerpverbeteringen te bespreken en kostenbesparende maatregelen voor te stellen. De partners moeten fungeren als vertrouwde adviseurs die hun expertise delen om te helpen de best mogelijke resultaten te bereiken.
Bij het zoeken naar een machinefabriek in Fremont (CA) of elders, vraag dan getuigenissen aan van klanten die met het bedrijf hebben samengewerkt aan vergelijkbare projecten. Hun ervaringen zeggen meer dan elke verkooppresentatie.
Uw project voorbereiden op succes
Zelfs de beste bewerkingspartner kan niet compenseren voor slecht voorbereide projecten. Zorg voor uw eigen succes door deze elementen aan te pakken voordat u uw eerste offerteaanvraag indient:
- Volledige ontwerpbestanden —lever zowel 3D CAD-modellen (STEP-formaat wordt verkozen) als gedimensioneerde 2D-tekeningen met duidelijk gespecificeerde toleranties
- Materiaalspecificaties —geef specifieke legeringstypen op, niet alleen materiaalfamilies (bijv. "6061-T6" in plaats van alleen "aluminium")
- Identificatie van kritieke kenmerken —geef duidelijk aan welke afmetingen en kenmerken functioneel kritiek zijn ten opzichte van algemene toleranties
- Hoeveelheid en planningseisen —geef duidelijk de volumes, leverdata en of de eisen mogelijk kunnen wijzigen
- Kwaliteitsdocumentatievereisten —specificeer welke inspectierapporten, certificaten of traceerbaarheid u vereist
Volgens de productiegids van Fictiv biedt het vanaf het begin samenwerken met een ervaren productiepartner een gestroomlijnd traject voor de inkoop van onderdelen tijdens het productontwikkelingsproces en helpt dit risico’s op latere stadia te beperken.
Hoe meer context je vooraf geeft, hoe nauwkeuriger je citaten worden. Laat potentiële partners niet raden aan de vereistenduidelijkheid leidt tot opgeblazen prijzen (ze dekken onbekende zaken) of verrassingen later wanneer aannames verkeerd blijken.
Lokale winkels zoals de werkplaats van jose of de werkplaats van diaz kunnen voordelen bieden voor face-to-face samenwerking tijdens complexe projecten. Beperk uw zoekopdracht echter niet geografisch als gespecialiseerde mogelijkheden belangrijker zijn dan nabijheid.
Uitschalen van prototype naar productie
Dit is wat veel fabrikanten overrompelt: de winkel die uitblinkt in prototypes kan worstelen met productievolumesen vice versa. Een partner die beide overgangen afhandelt, bespaart je pijnlijke middenproject leverancierswisselingen.
Volgens onderzoek in de productie is het essentieel om met een bedrijf te werken dat toekomstige groei kan opvangen. Naarmate uw bedrijf uitbreidt of de projectvereisten toenemen, kan een betrouwbare partner naadloos omgaan met grotere productievolumes en veranderende eisen.
Hoe ziet schaalbaarheid in de praktijk eruit?
- Flexibiliteit van prototypen —mogelijkheid om kleine hoeveelheden snel te produceren, vaak met levertijden van één dag voor dringende behoeften
- Brugproductiecapaciteit —verwerking van lage oplages (tientallen tot honderden eenheden) tijdens het valideren van ontwerpen
- Productiecapaciteit —apparatuur en personeel om duizenden onderdelen per maand te leveren zodra de vraag zich voordoet
- Procesconsistentie —behoud van identieke kwaliteitsnormen, ongeacht de grootte van de partij
- Vraaggerichtheid —schaalbaarheid van de productiehoeveelheden naar boven of beneden, indien nodig, zonder dat de levertijden in gevaar komen
Schaalbare bewerkingspartners begrijpen ook het belang van investeren in geavanceerde technologie. Zij upgraden voortdurend hun apparatuur, software en productieprocessen om concurrerend te blijven en te voldoen aan de veranderende eisen van de industrie.
Voor automotive-toepassingen specifiek: Shaoyi Metal Technology is een voorbeeld van dit schaalbaarheidsmodel. Hun faciliteit levert precisie-CNC-bewerkingsdiensten met levertijden van slechts één werkdag voor dringende prototypes, terwijl ze tegelijkertijd de productiecapaciteit, de IATF 16949-certificering en strikte SPC-protocollen behouden die automobieltoeleveringsketens eisen. Deze combinatie van snelheid en schaal betekent dat u uw partner niet zult ‘uitgroeien’ naarmate projecten zich ontwikkelen van concept naar volledige productie.
Vragen om te stellen voordat u zich bindt
Voordat u die eerste inkooporder ondertekent, verkrijgt u duidelijke antwoorden op de volgende cruciale vragen:
- Welke certificeringen heeft u en wanneer zijn deze voor het laatst gecontroleerd?
- Kunt u referenties delen van klanten in mijn branche?
- Wat is uw gebruikelijke levertijd voor mijn volumebereik?
- Hoe gaat u om met ontwerpveranderingen tijdens de productie?
- Welke inspectiemogelijkheden heeft u intern?
- Hoe communiceert u de voortgang van het project en eventuele problemen die zich voordoen?
- Wat gebeurt er als onderdelen niet voldoen aan de specificatie?
De antwoorden onthullen niet alleen de capaciteit, maar ook het karakter. Partners die vragen ontwijken of te veel beloven, moeten reden tot bezorgdheid geven. Degene die duidelijke, specifieke antwoorden geven — inclusief een eerlijke erkenning van beperkingen — tonen de transparantie die succesvolle samenwerkingen vereisen.
Het succes van servicebewerking hangt uiteindelijk evenzeer af van de kwaliteit van de samenwerking als van de technische capaciteit. De juiste partner brengt expertise mee die u zelf niet heeft, detecteert problemen voordat ze duur worden en groeit mee met uw bedrijf. Investeer de tijd om zorgvuldig te kiezen, en uw bewerkingsprojecten zullen de gewenste resultaten opleveren—op tijd, binnen budget en volgens specificatie.
Veelgestelde vragen over servicebewerking
1. Wat is het uurtarief voor een CNC-machine?
De uurprijzen voor CNC-bewerking liggen doorgaans tussen de $30 en $100, afhankelijk van de locatie, de complexiteit van de machine en het te bewerken materiaal. Factoren zoals 5-assige bewerkingsmogelijkheden, strakke toleranties en exotische materialen leiden tot hogere tarieven. Insteltijden worden vaak afzonderlijk gefactureerd en gespreid over de productieomvang, waardoor grotere orders per onderdeel kosteneffectiever zijn. Snelleveropdrachten leveren meestal een toeslag op van 15–50% boven de standaardtarieven.
2. Wat betekent bewerking?
Bewerken is een subtraktief productieproces waarmee gewenste vormen worden gecreëerd door ongewenst materiaal te verwijderen van grotere werkstukken. In tegenstelling tot 3D-printen, waarbij materiaal laag voor laag wordt toegevoegd, gebruikt bewerken roterende snijgereedschappen of slijpwiel om materiaal met precisie weg te snijden. CNC-bewerken (Computer Numerical Control) automatiseert dit proces met behulp van geprogrammeerde gereedschapspaden, waardoor consistente productie van complexe onderdelen mogelijk is met toleranties tot ±0,001 inch in metalen, kunststoffen en composieten.
3. Hoe lang duurt CNC-bewerken van bestelling tot levering?
De levertijden voor servicebewerking variëren afhankelijk van de complexiteit, het volume en de capaciteit van de werkplaats. Eenvoudige prototypes kunnen binnen 1-3 dagen worden verzonden vanuit faciliteiten die snelle doorlooptijden bieden. Standaardproductieruns vergen doorgaans 1-3 weken, inclusief ontwerpreview, programmering, bewerking en inspectie. Complexe onderdelen die secundaire bewerkingen vereisen, zoals warmtebehandeling of anodiseren, nemen extra dagen in beslag. Gecertificeerde automobielleveranciers zoals Shaoyi Metal Technology bieden levertijden aan van slechts één werkdag voor urgente prototypes.
4. Welke bestandsformaten accepteren CNC-bewerkingsbedrijven?
De meeste professionele machinebedrijven geven de voorkeur aan STEP-bestanden (.stp, .step) als universele standaard voor het uitwisselen van 3D-modellen, die door vrijwel elke CAM-software kunnen worden gelezen. IGES-bestanden blijven wijdverspreid ondersteund voor oppervlak- en massieve meetkunde. 2D-DXF/DWG-bestanden zijn essentieel voor vlakke onderdelen en aanvullende afmetingen. Native CAD-bestanden van SolidWorks, Inventor of Fusion 360 behouden de volledige ontwerpintentie wanneer bedrijven dezelfde software gebruiken. Voeg altijd gedimensioneerde PDF-tekeningen toe waarin toleranties, oppervlakteafwerkingen en kritieke kenmerken zijn gespecificeerd.
5. Hoe kies ik tussen CNC-bewerking en 3D-printen?
Kies voor CNC-bewerking wanneer u productiekwaliteit materiaalsterkte, nauwe toleranties onder ±0,005 inch, een glad oppervlak en metalen onderdelen in volumes van meer dan 50 stuks nodig hebt. 3D-printen is uitstekend geschikt voor complexe interne geometrieën, snelle ontwerpitaties, zeer lage aantallen en organische vormen die niet machinaal kunnen worden bewerkt. CNC-onderdelen behouden 100% van de oorspronkelijke materiaaleigenschappen, terwijl sommige 3D-printprocessen slechts 10–50% van de materiaalsterkte bereiken. Veel projecten profiteren van het gebruik van 3D-printen voor prototyping, gevolgd door overgang naar bewerking voor productie.