 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

CO2 vs vezel vs kristal: Welke lasersnijtechnologie past het beste bij uw project?
Wat is een lasersnijwinkel en hoe werkt deze?
Hebt u zich ooit afgevraagd hoe ingewikkelde metalen borden, nauwkeurig gesneden acrylweergaven of op maat gemaakte auto-onderdelen met zo’n onberispelijke nauwkeurigheid worden vervaardigd? Het antwoord leidt vaak terug naar een lasersnijwinkel — een gespecialiseerde faciliteit die is uitgerust met geavanceerde machines waarmee grondstoffen via geconcentreerde lichtbundels worden omgezet in precieze componenten.
Eenvoudig gezegd gebruiken deze faciliteiten krachtige lasers om materialen te snijden, vormen en aanpassen, van roestvrij staal tot hout. De technologie werkt door een intense laserstraal te richten op het oppervlak van het materiaal , waardoor dit wordt verhit tot het smelt, brandt of verdampt langs een nauwkeurig gecontroleerd pad. Wat overblijft, is een schone snijkant met minimale thermische vervorming en vrijwel geen materiaalafval.
Deze winkels bieden meer dan alleen snijden. Hieronder vindt u de belangrijkste mogelijkheden die u doorgaans aantreft:
- Snijden: Materiaal met extreme precisie snijden, waardoor onderdelen worden gemaakt van eenvoudige vormen tot complexe geometrieën
- Gravure: Materiaal verwijderen om permanente ontwerpen, logo's of tekst onder het oppervlak te maken
- Etcheren: Oppervlakken markeren zonder diepe materiaalverwijdering
- Markering: Zichtbare veranderingen op oppervlakken aanbrengen voor identificatie, merkbevordering of decoratieve doeleinden
Van industriële vloeren tot bij u voor de deur
De geschiedenis van lasercuttechnologie leest als een fascinerend evolutieverhaal. Toen Theodore Maiman in 1960 de eerste werkende laser ontwikkelde , konden weinigen zich voorstellen dat deze ooit toegankelijk zou worden voor kleine bedrijven en hobbyisten. Gedurende decennia bleven deze machines opgesloten in ruimtevaartfaciliteiten en grote productiebedrijven — enorme, dure apparatuur die alleen grote bedrijven zich konden veroorloven.
Snel vooruit naar vandaag, en het landschap ziet er opmerkelijk anders uit. Wat vroeger exclusieve industriële technologie was, is gedemocratiseerd. Moderne laser snijdiensten zijn nu voor iedereen, van Fortune 500 bedrijven tot weekendmakers die werken aan passieprojecten. Je vindt een laser cutter die alles afhandelt van prototype ontwikkeling tot volledige productie, met online bestellingen die het proces zo eenvoudig maken als het uploaden van een ontwerpbestand.
De technologie achter de precieze snijwerkzaamheden
Wat is lasersnijden eigenlijk? Stel je voor dat je zonlicht door een vergrootglas richt, maar duizenden keren versterkt. De laserstraal, gegenereerd door CO2, vezels of kristallaserbronnen, wordt gefocust door middel van gespecialiseerde optica in een ongelooflijk smal punt. Deze geconcentreerde energie verwarmt materialen zo precies dat de snijbreedtes kleiner kunnen zijn dan een menselijk haar.
Het proces begint met uw ontwerpbestand typisch gemaakt in CAD-software dat wordt verzonden naar een computer numerische besturing (CNC) systeem. Deze automatisering zorgt ervoor dat elke snit exact volgens de specificatie wordt gerepliceerd, of je nu één stuk of duizend maakt. Wat is het resultaat? Persoonlijk gemaakt lasersnijden met een consistentie die handmatige methoden niet kunnen evenaren.
Wie maakt tegenwoordig gebruik van lasersnijdiensten
De klantenbasis voor lasersnijden en graveren is drastisch toegenomen. De fabrikanten vertrouwen op deze winkels voor productiecomponenten. Architecten bestellen op maat gemaakte architectonische elementen. Kunstenaars maken ingewikkelde beelden. Kleine ondernemers produceren merkproducten. Zelfs hobbyisten die lasergraveringsdiensten in mijn buurt zoeken, hebben nu toegang tot resultaten van professionele kwaliteit.
Of u nu een enkel prototype of duizenden identieke onderdelen nodig heeft, door te begrijpen hoe deze faciliteiten werken, kunt u hun mogelijkheden beter benutten voor uw specifieke projectbehoeften.
Begrip van CO2-vezel- en kristallasertechnologieën
Nu je begrijpt wat deze faciliteiten bieden, laten we duiken in de technologie die dit mogelijk maakt. Niet alle lasers zijn gelijk geschapen. met een vermogen van niet meer dan 10 W kan u tijd, geld en frustratie besparen bij het kiezen van de juiste lasersnijwerkstroom voor uw project.
Denk er eens over na: het kiezen van een laser is als het kiezen van het juiste gereedschap uit een gereedschapskist. Een hamer werkt goed voor nagels, maar slecht voor schroeven. Op dezelfde manier is elke lasertechnologie uitstekend in specifieke materialen en toepassingen. Het begrijpen van deze onderscheidingen helpt u effectief te communiceren met dienstverleners en zorgt ervoor dat uw project wordt afgestemd op de optimale apparatuur.
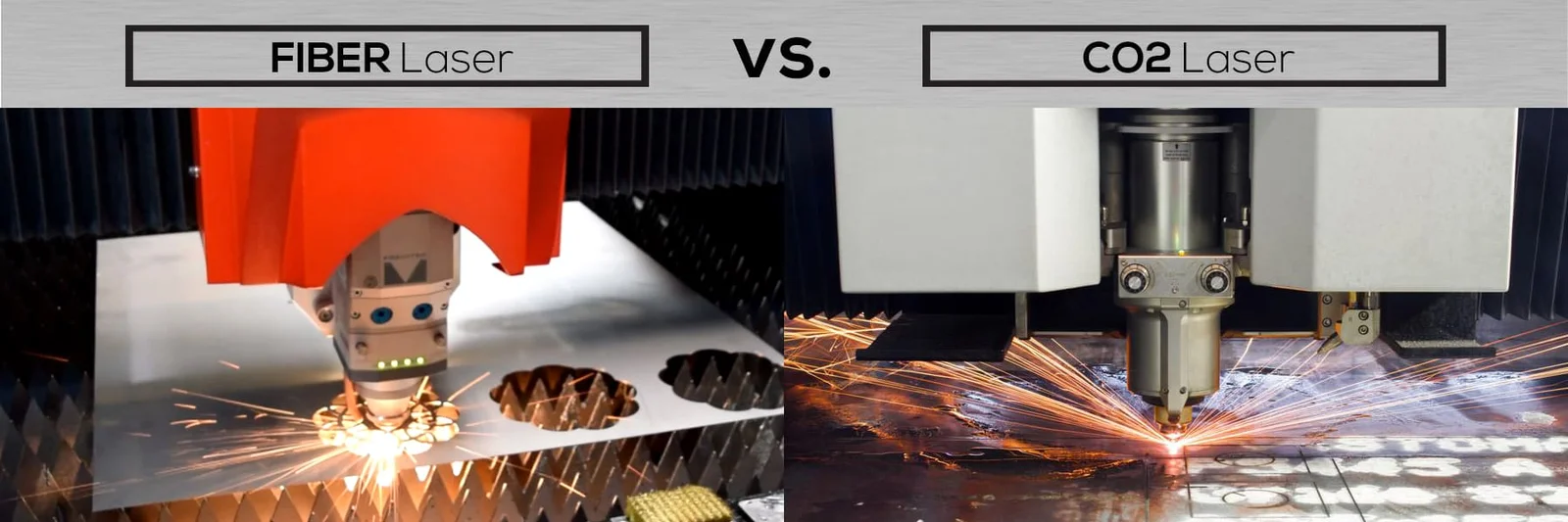
CO2-lasers voor organische materialen
CO2-lasers zijn al decennia lang het werkpaard van de industrie, en met goede reden. Deze gaslasers werken door een kooldioxidegasmengsel elektrisch te stimuleren om een laserstraal te produceren met een golflengte van 10,6 micrometer - Ik ben niet. Deze langere golflengte maakt ze uitzonderlijk effectief voor niet-metalen materialen.
Wat betekent dit voor uw projecten? Als je met hout, acryl, glas, papier, textiel, leer of de meeste kunststoffen werkt, levert een CO2-laser voor snijmachine toepassingen uitstekende resultaten. De balk produceert schone snijwonden met minimale verkooling op organische materialen, en acrylwerk komt vaak met een kenmerkende gepolijste, glanzende randen.
CO2-systemen hebben echter beperkingen. Ze hebben moeite met reflecterende metalen en vereisen meer onderhoud dan nieuwere alternatieven. Een CO2-lasermachine voor het snijden van metaal kan met sommige metaalwerken omgaan, maar het is over het algemeen trager en minder efficiënt dan vezelalternatieven voor dit doel.
Glasvezellasers voor metaaldominatie
Als metaal het primaire materiaal is, zijn vezellasersnijdiensten de gouden standaard. Deze solid state lasers genereren hun straal door middel van speciaal ontworpen glasvezels die worden versterkt door pompdioden, waardoor een golflengte van 1.064 micrometer wordt geproduceerd, ongeveer tien keer korter dan CO2-lasers.
Waarom is de golflengte belangrijk? Die kortere golflengte zorgt voor een extreem kleine brandpuntdiameter met een intensiteit tot 100 keer hoger dan CO2-lasers bij gelijkwaardige vermogen. Dit betekent snellere snij snelheden, superieure precisie en uitstekende prestaties op reflecterende materialen zoals aluminium, messing en koper die CO2-systemen problemen geven.
Uit praktisch oogpunt biedt een metalen lasersnijder met behulp van glasvezeltechnologie extra voordelen: minimale onderhoudsbehoeften en een levensduur van meer dan 25.000 laseruren. Voor elke lasersnijmachine voor metaaltoepassingenof het nu gaat om koolstofstaal, roestvrij staal of titaniumlevert vezeltechnologie doorgaans de beste resultaten.
Een gespecialiseerde variant die het weten waard is, is de MOPA-laser, die een instelbare pulsduring heeft. Deze flexibiliteit maakt het een van de meest veelzijdige opties voor diverse toepassingen binnen een enkele lasermachine voor het snijden van metaal.
Kristallasers: de precisie-specialisten
Kristallasers, waaronder Nd:YAG (neodymium-gedopte yttrium-aluminiumgranat) en Nd:YVO (neodymium-gedopte yttrium-ortho-vanadaat), bezetten een gespecialiseerde niche. Net als vezellasers produceren ze dezelfde golflengte van 1.064 micrometer, waardoor ze geschikt zijn voor metalen en kunststoffen.
De ruil? Kristallasers omvatten pompdioden die na ongeveer 8.000 tot 15.000 laseruren moeten worden vervangen, wat aanzienlijk korter is dan de levensduur van glasvezellasers. De kristallen zelf hebben ook een beperkte levensduur. Hoewel ze uitstekend nauwkeurig werk kunnen verrichten, met name voor het markeren en graveren, zijn hun hogere onderhoudsvereisten en de kosten van onderdelen minder gebruikelijk in algemene toepassingen van lasersnijmachines voor metaal.
De juiste lasertechnologie kiezen voor uw project
Het selecteren van de juiste technologie komt neer op het matchen van uw materiaal en toepassingsvereisten met lasermogelijkheden. De volgende vergelijkende tabel geeft een overzicht van de belangrijkste verschillen:
| Laser Type | Beste Materialen | Typische diktebereik | Snelheidskenmerken | Ideale Toepassingen |
|---|---|---|---|---|
| CO2 | Hout, acryl, glas, papier, textiel, leer, kunststoffen, folie | Tot 25 mm voor niet-metalen; beperkte capaciteit voor metalen | Gematigd; uitstekende lichtkwaliteit | Signalen, tentoonstellingen, gravures, niet-metaal snijwerk, decoratieve werken |
| Vezel | Koolstofstaal, roestvrij staal, aluminium, koper, messing, titanium | Dunne plaat tot 2+ inch afhankelijk van de machine grootte | Snel; tot 100x CO2-intensiteit bij gelijk vermogen | Vervaardiging van platen, auto-onderdelen, industriële onderdelen, reflecterende metalen |
| Crystal (Nd:YAG/Nd:YVO) | Metalen, metalen met een coating, kunststoffen, sommige keramiek | Voornamelijk dunne materialen; met een markeringspunt | Precieze maar langere onderhoudsintervallen | Precieze markering, gravure, gespecialiseerde industriële toepassingen |
Wanneer u met vezellasersnijdiensten of andere leveranciers overlegt, moet u specifiek vragen welke lasersoorten zij gebruiken. Een winkel met zowel CO2- als glasvezelcapaciteit biedt flexibiliteit voor projecten met gemengde materialen, terwijl gespecialiseerde faciliteiten een diepere expertise kunnen bieden in specifieke categorieën materialen.
Het begrijpen van deze technologische basis bereidt je voor op geïnformeerde beslissingen te nemenmaar technologie is slechts een deel van de vergelijking. Even belangrijk is te weten welke materialen het beste werken met elk lasertype en welke resultaten u realistisch kunt verwachten.
Materialen die u kunt snijden bij een lasersnijpunt
U hebt de juiste lasertechnologie gekozen—maar wat is er met de materialen? Het weten welke ondergronden geschikt zijn voor elk systeem, verandert goede resultaten in uitzonderlijke resultaten. Laten we de materiaalcategorieën die u tegenkomt, bekijken en bespreken wat u van elk kunt verwachten.
De relatie tussen lasertype en materiaal gaat niet alleen over compatibiliteit—het draait om optimalisatie. Een vezellaser kan technisch gezien hout snijden, maar levert niet de scherpe, nette randen die een CO2-systeem biedt. Evenzo verspilt het proberen om metaal met een CO2-machine te lasersnijden tijd en levert slechtere resultaten op. De volgende richtlijnen helpen u materialen af te stemmen op de technologie voor optimale resultaten .
Metalen die het beste door lasersnijden worden verwerkt
Lasersnijden van metalen behoort tot de meest veeleisende toepassingen en vereist krachtige vezellasers voor optimale resultaten. Het goede nieuws? Moderne apparatuur verwerkt een indrukwekkend scala aan metalen materialen met een precisie die traditionele methoden niet kunnen evenaren.
Staal en roestvrij staal: Dit blijven de meest veelgebruikte bewerkte metalen. Wanneer u roestvast staal met een laser moet snijden, leveren vezellasers schone, oxidevrije snijkanten — vooral wanneer stikstof als hulpgas wordt gebruikt. Koolstofstaal kan efficiënt worden gesneden in diverse dikten, van dunne plaatmetaal tot platen die meer dan één inch dik zijn.
Aluminium: Laserbewerking van aluminium brengt unieke uitdagingen met zich mee vanwege de hoge reflectiviteit en warmtegeleidingsvermogen. Moderne vezellasersystemen met hoog vermogen kunnen echter effectief omgaan met deze eigenschappen. Verwacht iets bredere snijbreedtes vergeleken met staal, maar de kwaliteit van de snijkant blijft uitstekend voor de meeste toepassingen.
Koper en messing: Deze sterk reflecterende materialen vormden ooit een ernstig risico voor lasermachines — gereflecteerde lichtbundels konden optische componenten beschadigen. De hedendaagse gespecialiseerde vezellasersystemen met geschikte vermogensniveaus kunnen beide materialen betrouwbaar snijden, wat nieuwe mogelijkheden opent voor elektrische componenten, decoratieve artikelen en precisie-onderdelen.
Kunststoffen en acryl voor schone snijkanten
Laserbewerking van kunststofmaterialen vereist zorgvuldige selectie — niet alle kunststoffen reageren veilig op laserbewerking.
Acryl (PMMA/Plexiglas): Dit materiaal is de onbetwiste kampioen voor laserbewerking. Volgens De fabricagehandleidingen van ACRYLITE produceren CO2-lasers randen met vlamgepolijste afwerking en snijtoleranties van minder dan 0,005 inch/voet. Een acrylsnijdservice met geschikte instellingen levert glanzende, professionele randen, ideaal voor borden, displays en sieraden.
POM (Acetaal/Delrin): Deze technische kunststof werkt uitzonderlijk goed voor functionele onderdelen. Wanneer u tandwielen, lagers of mechanische onderdelen nodig hebt, wordt POM schoon gesneden en behoudt het zijn dimensionale stabiliteit.
Materialen die u moet vermijden: Verschillende veelvoorkomende kunststoffen vormen ernstige gevaren. PVC geeft chloorgas af dat zoutzuur vormt—waardoor apparatuur wordt vernietigd en giftige omstandigheden ontstaan. ABS geeft cyanideverbindingen af en smelt in plaats van verdampt te worden. Dik polycarbonaat (Lexan) vlamt op en verkleurt sterk. Elke gerenommeerde faciliteit weigert deze materialen.
Richtlijnen voor hout en composietmaterialen
Hout biedt warmte en veelzijdigheid die synthetische materialen niet kunnen evenaren. CO2-lasers verwerken de meeste houtsoorten effectief, hoewel dichtheidsverschillen aanpassingen van de parameters vereisen.
Natuurlijke hardhoutsoorten: Walnotenhout, esdoorn, kersenhout en eikenhout geven prachtige resultaten, maar vereisen meer vermogen en langzamere snelheden vanwege hun hogere dichtheid. Verwacht een donkerdere randverkooling, wat in veel toepassingen juist als esthetisch kenmerk wordt gewaardeerd.
Zachthout: Balsa, grenen en cederhout worden snel gesneden met lagere vermoeinstellingen. Deze materialen zijn geschikt voor prototyping en projecten waarbij snelheid belangrijker is dan precisie aan de snijrand.
Gemaakte houtproducten: Multiplex en MDF geven aanleiding tot voorzichtigheid. De lijmen die deze materialen binden, kunnen formaldehyde en andere stoffen vrijgeven wanneer ze worden verhit. Goede ventilatie is essentieel en de snijkwaliteit kan variëren vanwege ongelijkmatigheden in de lijm tussen de lagen.
| Materiaalcategorie | Gemeenschappelijke typen | Typische diktebereik | Opmerkingen over Snijkwaliteit | Bijzondere overwegingen |
|---|---|---|---|---|
| Ferrometalen | Koolstofstaal, Roestvrij Staal | 24 gauge tot 1"+ (vezellaser) | Schone snijkanten; stikstofondersteuning voorkomt oxidatie op roestvrij staal | Vereist een vezellaser; CO2-laser is ondoeltreffend |
| Niet-ferro-metalen | Aluminium, koper, messing | Tot 0,5" afhankelijk van de legering | Goede snijkanten; bredere snijspeling bij aluminium | Hoge reflectiviteit vereist gespecialiseerde vezelsystemen |
| Acrylverf | PMMA, Plexiglas, gegoten acrylaat | Tot 1" bij geschikte vermogensoutput | Vlamgepolijste randen; uitstekende helderheid | CO2-laser wordt aanbevolen; afdekken voorkomt oppervlakteschade |
| Technische kunststoffen | POM/Delrin, Mylar | Tot 0,5 inch | Schone sneden geschikt voor functionele onderdelen | Controleer de materiaalsamenstelling; vermijd PVC/ABS |
| Natuurlijke houtsoorten | Eik, esdoorn, walnoot, grenen, balsa | Tot 0,75 inch (typisch) | Karakteristieke gebrande randen; varieert per dichtheid | Brandbaar; nooit onbeheerd laten |
| Gefabriceerd Hout | Multiplex, MDF, hardboard | Tot 0,5 inch | Variabel door de lijmlagen | Toxische dampen van bindmiddelen; vereisen uitstekende ventilatie |
| Stoffen | Katoen, vilt, denim, polyester | Enkele laag tot lichte stapels | Natuurlijke vezels snijden netjes; synthetische stoffen verzegelen de randen | Brandgevaar bij natuurlijke vezels; polyester levert rafelvrije randen op |
| Papier/karton | Karton, golfkarton, chipboard | Tot 0,25" | Uitstekende detailweergave | Hoog brandrisico; houd luchtassistentie en toezicht aan |
Nu de materiaalkeuze duidelijk is, bent u klaar voor de volgende cruciale stap: het correct voorbereiden van uw ontwerpbestanden. Zelfs perfecte materiaalkeuzes kunnen bestandsvoorbereidingsfouten niet compenseren die projecten vertragen en kosten verhogen.
Uw ontwerpbestanden voorbereiden op succesvol lasersnijden
U hebt uw materiaal geselecteerd en begrijpt welke lasertechnologie het beste bij uw project past. Nu komt de stap waar veel klanten die voor het eerst gebruikmaken van lasersnijden tegenaan lopen: bestandsvoorbereiding. Zelfs de meest geavanceerde lasersnij-CNC-machine kan alleen werken met wat u haar geeft, en slecht voorbereide bestanden veroorzaken vertragingen, onnauwkeurige sneden en verspilling van materialen.
Beschouw uw ontwerpbestand als een reeks instructies. Als die instructies fouten, ambiguïteiten of opmaakproblemen bevatten, interpreteert de machine ze letterlijk—vaak met frustrerende resultaten. Het goede nieuws? De meeste problemen met bestandsvoorbereiding zijn volledig te voorkomen zodra u begrijpt wat lasersnijdiensten daadwerkelijk van uw ontwerpen verwachten.
Bestandsformaten die elke lasersnijder accepteert
Lasersnijders maken gebruik van vectorbestanden in plaats van rasterafbeeldingen. Waarom? Vectorbestanden gebruiken wiskundige paden om vormen te definiëren, waardoor oneindig schalen mogelijk is zonder kwaliteitsverlies. Een rasterafbeelding (zoals een JPEG of PNG) bestaat uit pixels die wazig worden bij vergroting en geen nauwkeurige snijpaden bieden die machines vereisen.
De meeste precisie-lasersnijdfaciliteiten accepteren deze standaardformaten:
- DXF (Drawing Exchange Format): De universele standaard voor CAD-bestanden — vrijwel elke werkplaats accepteert dit formaat zonder conversieproblemen
- AI (Adobe Illustrator): Native Illustrator-bestanden werken goed, vooral voor ontwerpen met artistieke elementen
- SVG (Scalable Vector Graphics): Open-sourceformaat dat de vectorintegriteit behoudt over verschillende softwareplatforms
- PDF (Portable Document Format): Wordt geaccepteerd wanneer het vectorafbeeldingen bevat, hoewel sommige werkplaatsen specifieke CAD-formaten verkiezen
- DWG (AutoCAD-tekening): Native AutoCAD-formaat dat veel wordt gebruikt in technische en architectonische toepassingen
Als u twijfelt, blijft DXF de veiligste keuze. Volgens De richtlijnen van SendCutSend het controleren van de afmetingen na conversie van rasterformaten is essentieel—uw ontwerp afdrukken op 100% schaal helpt bevestigen dat alles correct is gemeten voordat u het inlevert.
Ontwerpfouten die uw project vertragen
Zelfs ervaren ontwerpers maken fouten bij het voorbereiden van bestanden. Het begrijpen van de meest voorkomende valkuilen helpt u om de heen-en-weerrevisies te voorkomen die de productie vertragen en de kosten verhogen.
Hieronder vindt u de fouten die het meest frequente problemen veroorzaken:
- Niet-gesloten paden: Elke vorm moet een volledige, gesloten lus vormen. Open paden leiden tot verwarring bij lasersnijsystemen—de machine kan niet bepalen waar het binnenste eindigt en het buitenste begint. Zoals Kirmell opmerkt , kan elk open pad resulteren in onvolledige of onnauwkeurige sneden
- Overlappende of dubbele lijnen: Wanneer twee lijnen dezelfde positie innemen, kan de laser dat pad tweemaal snijden, waardoor het materiaal overmatig wordt doorgesneden of een grotere snijbreedte (kerf) ontstaat dan bedoeld
- Onjuiste schaal of eenheden: Een ontwerp van 10 mm in uw software kan door het snijdsysteem worden geïnterpreteerd als 10 inch. Controleer altijd of uw bestand consistente eenheden gebruikt en overeenkomt met de beoogde fysieke afmetingen
- Ontbrekende toleranties: Laserbewerking bereikt een opmerkelijke precisie—meestal ±0,1 mm—maar productie zonder duidelijke communicatie van kritieke afmetingseisen leidt tot onderdelen die niet correct passen in assemblages
- Actieve tekstvakken: Tekst die niet is omgezet naar contouren (of 'ontploft' in sommige CAD-programma’s) kan onjuist worden weergegeven of helemaal niet worden gesneden. Beweeg de muisaanwijzer over tekstelementen: als ze bewerkbaar zijn, moeten ze worden omgezet naar vectorvormen
- Ingebedde rasterafbeeldingen: Achtergrondafbeeldingen of niet-vectorgrafieken die in uw bestand zijn ingebed, worden ofwel genegeerd of veroorzaken verwerkingsfouten
- Onmogelijk kleine details: Details kleiner dan de kerfbreedte van de laser kunnen niet nauwkeurig worden gesneden. Cirkels, tekst of ingewikkelde patronen onder de minimumgrootte leiden tot verbrande of ontbrekende details
Bestanden instellen voor succes bij de eerste poging
Een goede voorbereiding transformeert uw ontwerp in precisiegesneden onderdelen die exact overeenkomen met uw visie. Volg deze richtlijnen om ervoor te zorgen dat onze lasersnijddiensten uw bestanden zonder wijzigingsverzoeken kunnen verwerken.
Controleer of elk pad gesloten is: Gebruik de padanalysefuncties van uw software om gaten te identificeren. In Illustrator verbindt de opdracht "Verbinden" open eindpunten. De meeste CAD-programma's bieden vergelijkbare controlefuncties.
Verwijder alle dubbele geometrie: Overlappende lijnen ontstaan vaak door kopieer-plakbewerkingen of het importeren van bestanden uit andere programma's. Gebruik de opruim- of samenvoegfuncties van uw software om overbodige elementen te verwijderen.
Converteer tekst naar contouren: Selecteer, voordat u exporteert, alle tekstelementen en converteer ze naar vectorpaden. In Illustrator betekent dit "Omvormen tot contouren". SolidWorks-gebruikers hoeven zich geen zorgen te maken — de meeste systemen negeren automatisch het watermerk "Student Version".
Rekening voor kerf: De laserstraal verwijdert materiaal tijdens het snijden, meestal 0,1 mm tot 0,4 mm, afhankelijk van het materiaal en de vermoeinstellingen. Voor nauwkeurige passingen moet u uw snijlijnen verschuiven met de helft van de verwachte kerfbreedte.
Controleer op ingesloten uitsparingen: Interne onderdelen die niet zijn verbonden met het hoofdontwerp vallen tijdens het snijden weg en kunnen niet worden behouden. Als u deze elementen nodig hebt, voeg dan kleine bruggen (tabs) toe om ze vast te houden, of dien ze in als afzonderlijke ontwerpen.
Geef toleranties duidelijk aan: Voor precisie bij lasersnijden van kritieke afmetingen, vermeldt u specifieke tolerantievereisten in uw bestand of in de bestelopmerkingen. De standaardnauwkeurigheid ligt rond ±0,1 mm, maar door aan te geven welke afmetingen het belangrijkst zijn, helpt u de operators om de nauwkeurigheid daar te prioriteren waar u die het meest nodig hebt.
Controleer de afmetingen op elkaar: Print uw ontwerp op 100% schaal en meet de belangrijkste kenmerken met een schuifmaat of liniaal. Deze eenvoudige stap onderschept schaalafwijkingen voordat ze dure fouten worden.
Professionele tip: Veel diensten voor lasersnijden bieden een bestandsbeoordeling aan voordat de productie begint. Profiteer hiervan—een snelle controle vóór de productie ontdekt problemen die anders kostbare herhalingen zouden vereisen.
Met goed voorbereide bestanden in de hand bent u klaar om kwalitatief hoogwaardige resultaten te ontvangen. Maar hoe verhoudt lasersnijden zich tot alternatieve technologieën? Begrijpen waar dit proces uitblinkt—en waar andere methoden mogelijk beter van pas komen—helpt u de slimste keuze te maken voor elk project.
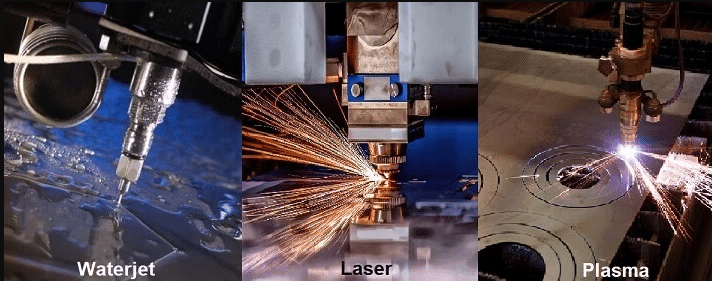
Lasersnijden versus waterstraalsnijden, plasmasnijden en CNC-freesbewerking
Uw ontwerpbestanden zijn gereed en u weet welke materialen het beste geschikt zijn voor lasertechnologie. Maar hier is een vraag die de moeite waard is om te stellen: is lasersnijden eigenlijk de juiste keuze voor uw specifieke project? Soms is het antwoord een duidelijk ja—maar soms leveren alternatieve technologieën betere resultaten tegen lagere kosten.
Het kiezen van de verkeerde snijmethode kan duizenden euro's kosten aan verspilde materialen en verloren tijd. Of u nu een metaalbedrijf runt of op maat gemaakte onderdelen bestelt voor een hobbyproject: het kiezen van de juiste snijtechnologie die aansluit bij uw specifieke eisen maakt alle verschil. Laten we bekijken hoe CNC-lasersnijden zich verhoudt tot drie belangrijke alternatieven: waterstraalsnijden, plasmasnijden en CNC-freesbewerking.
| TECHNOLOGIE | Nauwkeurigheidsniveau | Snelheid | Materiële verenigbaarheid | Kwaliteit van de snede | Kostfactoren | Beste gebruiksgevallen |
|---|---|---|---|---|---|---|
| Laser snijden | ±0,001 mm tot ±0,1 mm; uitstekend voor fijne details | Snel bij dunne materialen; vertraagt bij toenemende dikte | Metalen, kunststoffen, hout, stoffen; beperkt bij dikke of spiegelende materialen zonder vezellaser | Schone, gladde snijkanten; minimale nabewerking | Matige apparatuurkosten; efficiënt voor series dunne platen | Ingewikkelde ontwerpen, dunne plaatmetaal, precisie-onderdelen, elektronica, bewegwijzering |
| Waterstraal | typisch ±0,1 mm; uitstekend bij dikke materialen | Langzamer dan lasersnijden en plasmasnijden; 3–4 keer langzamer bij 1 inch staal vergeleken met plasmasnijden | Virtueel elk materiaal, inclusief steen, glas en composieten; tot 24 inch dik voor ruwe sneden | Zijdezacht; geen warmtegevoelige zones | Hogere apparatuurkosten (~$195.000 versus $90.000 voor plasma); hogere bedrijfskosten | Warmtegevoelige materialen, dikke platen, steen/glas, lucht- en ruimtevaartcomponenten |
| Plasma | Minder nauwkeurig dan lasersnijden; geschikt voor constructiewerk | Snelst op dikke geleidende metalen | Alleen geleidende metalen (staal, aluminium, koper) | Vervuiling door slak/dross; vereist vaak een secundaire afwerking | Laagste apparatuur- en bedrijfskosten | Constructiestaal, zwaar materieel, scheepsbouw, werk met dikke platen |
| CNC Fрезеровка | ±0,01 mm; uitzonderlijk geschikt voor complexe 3D-geometrie | Langzamer in zijn geheel; verwijdert materiaal geleidelijk | Metalen, kunststoffen, hout, composieten; verwerkt dikke en dichte materialen goed | Gladde afwerking; mogelijk vereist schuren of polijsten | Hogere initiële investering; kosteneffectief voor precisie-3D-onderdelen | Complexe 3D-onderdelen, lucht- en ruimtevaart, medische apparatuur, bewerking van dik materiaal |
Wanneer lasersnijden beter presteert dan alternatieven
Laser-CNC-technologie straalt het felst wanneer precisie en snelheid samenkomen. Volgens Het vergelijkend onderzoek van Makera bereikt lasersnijden toleranties tot ±0,001 mm — waardoor het ideaal is voor toepassingen die fijne details en scherpe randen vereisen. Denk aan sieradenonderdelen, behuizingen voor elektronica, op maat gemaakte borden en ingewikkelde decoratieve werkzaamheden.
De gefocusseerde straal creëert uitzonderlijk schone randen die vaak geen extra afwerking nodig hebben. Voor dun plaatmetaal en gedetailleerde patronen levert een metaalsnijlaser resultaten op die plasma eenvoudigweg niet kan evenaren. De beste laser voor het snijden van dunne materialen valt over het algemeen in de lasercategorie wanneer randkwaliteit en precisie het belangrijkst zijn.
Snelheidsvoordelen worden vooral merkbaar bij dunne materialen en complexe ontwerpen. Waar CNC-freesbewerking materiaal geleidelijk verwijdert (een tijdrovend proces voor ingewikkelde 2D-patronen), vindt lasersnijden van metaal bijna onmiddellijk plaats langs het snijpad. Producties in grote volumes met korte levertijden profiteren aanzienlijk van deze efficiëntie.
Laserstralen hebben echter praktische beperkingen. Industriële tests bevestigt dat lasers moeite hebben met oppervlakken die dikker zijn dan één inch — en de tijdens het snijden gegenereerde warmte kan brand- of spanningsmarkeringen veroorzaken, wat bij bepaalde materialen een secundaire afwerking vereist.
Waterstraalsnijden versus lasersnijden voor dikke materialen
Wanneer de materiaaldikte toeneemt of warmtegevoeligheid een zorg wordt, komt waterstraalsnijden als een overtuigend alternatief naar voren. Dit koudsnijproces gebruikt water onder hoge druk (vaak vermengd met schurende deeltjes) om materialen te doorsnijden zonder warmtegevoelige zones te vormen.
De veelzijdigheid is opmerkelijk. Volgens de technische vergelijking van Flow Waterjet kan slijtwaterstraalsnijden vrijwel elk materiaal verwerken — metaal, steen, glas, composieten en zelfs voedsel — met diktes tot 61 cm voor ruwe sneden. Geen andere snijtechnologie biedt deze mate van materiaalflexibiliteit.
Voor toepassingen die gevoelig zijn voor warmte wordt de keuze duidelijker. Lasersnijden genereert geconcentreerde thermische energie die dunne materialen kan vervormen of geharde zones in metalen kan veroorzaken. Waterstraalsnijden levert een zijdezacht snijoppervlak op zonder thermische vervorming, waardoor het de voorkeur geniet voor luchtvaartcomponenten, medische apparatuur en materialen waarbij de metallurgische eigenschappen ongewijzigd moeten blijven.
De afweging? Snelheid en kosten. Tests tonen aan dat plasma-snippen van staal met een dikte van 1 inch ongeveer 3 tot 4 keer sneller verloopt dan waterstraalsnijden, met bedrijfskosten die per voet ongeveer de helft bedragen. Volledige waterstraalsystemen kosten ongeveer $195.000, vergeleken met $90.000 voor vergelijkbare plasma-installaties. Voor de meeste metaalbewerkingsbedrijven die zich richten op staal en aluminium, bieden plasma- of lasersnijden vaak een betere return on investment — maar waterstraalsnijden blijft onvervangbaar vanwege zijn unieke mogelijkheden.
De juiste technologie kiezen voor uw project
Na bestudering van deze technologieën wordt één waarheid duidelijk: er bestaat geen enkele ‘beste’ snijmethode. Elke methode blinkt uit in specifieke situaties.
Kies voor lasersnijden en CNC-lasersnijden wanneer:
- U ingewikkelde ontwerpen met fijne details op dunne materialen nodig hebt
- Randkwaliteit belangrijk is en u minimale nabewerking wenst
- Productiesnelheid op plaatmateriaal een prioriteit is
- Er zijn nauwe toleranties (±0,1 mm of beter) vereist
Kies waterstraalsnijden wanneer:
- Het materiaal geen warmte kan verdragen (luchtvaartlegeringen, warmtebehandelde metalen)
- U snijdt niet-metalen zoals steen, glas of composieten
- De dikte meer dan één inch bedraagt
- Warmtebeïnvloede zones zijn onaanvaardbaar voor uw toepassing
Kies voor plasma als:
- Dikke geleidende metalen (staal, aluminium, koper) domineren uw werk
- Budgetbeperkingen zijn belangrijker dan de afwerking van de rand
- Snelheid bij zwaar plaatmateriaal is belangrijker dan precisievereisten
- U zoekt plasma-snijden in uw buurt met een snelle doorlooptijd voor constructiewerk
Kies voor CNC-frezen als:
- Er zijn complexe driedimensionale vormen vereist
- Dichte of dikke materialen vereisen nauwkeurige bewerking
- De kwaliteit van de oppervlakteafwerking vereist na-snijbewerking
- De toepassingen vereisen het verwijderen van materiaal uit massieve blokken in plaats van plaatbewerking
Veel succesvolle constructiebedrijven integreren uiteindelijk meerdere technologieën — en terecht. Het is logisch om te beginnen met het systeem dat uw meest voorkomende projecten ondersteunt, maar het uitbreiden van uw mogelijkheden in de loop van de tijd stelt u in staat om aan bredere klantbehoeften te voldoen.
Begrijpen welke technologie het beste bij uw project past, is één aspect van de puzzel. Even belangrijk? Weten wat deze diensten daadwerkelijk kosten en hoe de prijsstelling werkt — een onderwerp dat vaak frustratie oproept bij klanten die voor het eerst transparantie zoeken.
Kosten van lasersnijden en prijsbepalende factoren begrijpen
Als u ooit op zoek bent geweest naar een lasersnijdservice in uw buurt en gefrustreerd raakte door vaag prijsinformatie, dan bent u niet alleen. In tegenstelling tot het kopen van een product van de plank, variëren de kosten voor lasersnijden sterk op basis van tientallen variabelen — en de meeste aanbieders publiceren geen vaste prijslijsten, en dat om goede redenen.
Begrijpen wat uw eindprijs bepaalt, stelt u in staat om slimmere beslissingen te nemen, uw ontwerpen te optimaliseren voor kostenbesparing en effectief te communiceren bij het aanvragen van een offerte voor lasersnijden. Laten we de factoren bekijken die daadwerkelijk bepalen wat u zal betalen.
Wat bepaalt uw eindprijs
Elk lasersnijproject is uniek, maar de kostenberekening volgt voorspelbare patronen. Volgens de prijsanalyse van Komacut omvatten de belangrijkste factoren het materiaaltype, de dikte, de ontwerpcomplexiteit, de snijtijd, de arbeidskosten en de afwerkprocessen. Hieronder leest u hoe elk van deze elementen invloed heeft op uw lasersnijdkosten:
- Materiaalsoort en kosten: Verschillende materialen hebben verschillende basiskostende kosten van roestvrij staal zijn hoger dan die van mild staal, en speciale legeringen hebben een hogere prijs. De kosten van grondstoffen vormen de basis van elke offerte
- Materiaaldikte: Dikkere materialen vergen meer energie, sneller snijden en een hogere slijtage van de machine. Een 1 mm staal onderdeel kan in een tot drie seconden worden gesneden, terwijl dikkere bestanddelen aanzienlijk meer tijd en energie verbruik vereisen
- Ontwerpcomplexiteit: Ingewikkelde patronen met talrijke uitsnijdingen vereisen meer piercingpunten, die elk een extra snijtijd in beslag nemen. Volgens gegevens uit de industrie verhogen meer piercingpunten en langere snijpaden de kosten rechtstreeks als gevolg van de langere machinewerking
- Totaal snijpadlengte: De laser moet elke lijn in je ontwerp doorlopen. Meer bezuinigingen betekenen meer tijd, en tijd is geld als machines met $60-100+ per uur draaien
- Aanvullende afwerkingseisen: Het afschuren, polijsten, slijpen, poederbekleden of monteren van een werkstuk voegt arbeid, tijd voor de uitrusting en materialen toe aan uw totale kosten
- Doorlooptijd: Bij spoedopdrachten wordt voor dezelfde dag of weekendwerk een premie van 20-50% betaald. Standaard doorlooptijden houden de kosten lager
Slim ontwerptips: Het verminderen van het aantal uitsnijdingen en het vereenvoudigen van de geometrie kan uw kosten aanzienlijk verlagen zonder afbreuk te doen aan de functionaliteit.
Kosten voor prototypes versus besparingen op productievolume
Een van de meest gestelde vragen van klanten is: waarom kost mijn prototype zoveel meer per stuk dan de productiehoeveelheid? Het antwoord ligt in de verdeling van de kosten over het volume.
Elke laser snijbaan heeft vaste installatiekosten, ongeacht de hoeveelheid, de voorbereiding van het bestand, de programmering van de machine, het laden van het materiaal en de kwaliteitscontrole, of je nu één deel of duizend snijdt. Als je een enkel prototype bestelt, absorbeer je 100% van deze installatiekosten. Bestel 100 stuks, en diezelfde installatie kosten verdeeld over alle eenheden.
De economie werkt als volgt:
- Prototype-rondes (1-10 stuks): Instelkosten domineren uw prijs per stuk. Verwacht hogere laser-snijtarieven per stuk, maar een lagere totale projectinvestering voor het testen van concepten
- Kleine productiebatch (10–100 stuks): Instelkosten beginnen zich op zinvolle wijze te verspreiden. Dit ‘zoete punt’ is vaak logisch voor beperkte oplages, gespecialiseerde onderdelen of markttesten
- Productievolume (100+ stuks): Vaste kosten worden per stuk verwaarloosbaar. Het materiaalgebruik wordt efficiënter door geoptimaliseerde nesting, en bedrijven bieden vaak volumekortingen op zowel machinegebruik als materialen
Efficiënte nesting – het dicht bij elkaar plaatsen van onderdelen op materiaalplaten – wordt bij hogere volumes steeds waardevoller. Volgens de beste praktijken in de branche minimaliseert geavanceerde nestingsoftware materiaalafval, verkort de snijtijd en verlaagt de kosten per stuk aanzienlijk bij productielopen.
Veel diensten voor lasersnijden in mijn omgeving en binnen de hele sector vereisen geen minimale bestelhoeveelheden, waardoor prototyping toegankelijk is. Het begrijpen van de kostenstructuur helpt u echter om realistische budgetten te plannen voor verschillende projectfasen.
Snel accurate offertes krijgen
Klaar om concrete cijfers voor uw project te ontvangen? De meeste bedrijven bieden via hun websites een systeem voor directe offertes voor lasersnijden, maar de nauwkeurigheid van geautomatiseerde offertes hangt sterk af van de informatie die u verstrekt. Hieronder vindt u hoe u dit proces kunt versnellen:
- Verstuur schone, correct opgemaakte bestanden: DXF-bestanden met gesloten paden en juiste afmetingen stellen geautomatiseerde offertesystemen in staat om de snijtijd nauwkeurig te berekenen. Fouten leiden tot handmatige herziening en vertragingen.
- Geef exacte materialen op: "Staal" is niet voldoende — geef het kwaliteitsniveau aan (roestvast staal 304, zacht staal A36, enz.), de dikte en eventuele speciale eisen zoals voorbehandeling of certificeringen.
- Geef duidelijk de aantallen op: Neem behoeften voor prototypes en verwachte productiehoeveelheden op. Sommige bedrijven bieden gestructureerde prijzen waarbij wordt aangegeven hoe de kosten dalen bij verschillende aantallengrenzen.
- Let op alle afwerkingsvereisten: Secundaire bewerkingen zoals ontbramen, buigen, lassen of coaten beïnvloeden de totaalprijs. Het vermelden van deze bewerkingen van tevoren voorkomt onverwachte extra kosten later.
- Communiceer verwachtingen over de tijdlijn: De standaard doorlooptijd houdt de kosten lager. Als u een versnelde levering nodig hebt, vermeld dit dan vroegtijdig, zodat bedrijven dienovereenkomstig kunnen offreren.
Bij het vergelijken van offertes van meerdere leveranciers moet u ervoor zorgen dat u gelijkwaardige specificaties evalueert. Een aanzienlijk lagere prijs kan duiden op andere materiaalkwaliteiten, andere tolerantie-aannames of uitgesloten afwerkingsstappen. Stel verduidelijkende vragen voordat u een keuze maakt — transparante bedrijven staan open voor dit gesprek.
Het begrijpen van de basisprincipes van prijsbepaling stelt u in staat om nauwkeurig te budgetteren en uw ontwerpen te optimaliseren op kosten-efficiëntie. Maar kosten zijn slechts één overweging — weten welke sectoren op deze diensten vertrouwen en hoe zij de technologie toepassen, kan nieuwe mogelijkheden inspireren voor uw eigen projecten.

Industrieën en toepassingen die afhankelijk zijn van lasersnijden
Nu u de prijsdynamiek begrijpt, laten we onderzoeken waar deze technologie daadwerkelijk wordt toegepast. Van fabrieksvloeren waar duizenden automotive componenten worden geproduceerd tot garagewerkplaatsen waar unieke kunstwerken worden gemaakt: lasersnijden wordt op een opmerkelijk diverse manier ingezet. Het bekijken van hoe verschillende sectoren deze mogelijkheden benutten, kan inspiratie geven voor uw eigen projecten.
De veelzijdigheid van industrieel lasersnijden reikt verder dan de meeste mensen zich kunnen voorstellen. Volgens brancheonderzoek van Accurl heeft lasertechnologie sectoren getransformeerd die variëren van lucht- en ruimtevaartproductie tot juwelendesign—elk met andere eisen op het gebied van precisie, materialen en productievolume.
Automotive- en transporttoepassingen
Als u denkt aan lasersnijden van metaal in actie, dan vormt de automobielindustrie een van de meest veeleisende toepassingsgebieden. Precisie en consistentie zijn hier geen keuzemogelijkheden—het zijn vereisten die van invloed zijn op de veiligheid en prestaties van voertuigen.
Moderne voertuigproductie is sterk afhankelijk van lasersnijden van plaatmetaal voor onderdelen die elke keer weer aan zeer nauwkeurige toleranties moeten voldoen.
- Chassisonderdelen: Frameversterkingen, dwarsbalken en structurele beugels die consistente dimensionale nauwkeurigheid vereisen over duizenden eenheden heen
- Carrosseriepanelen: Deurpanelen, spatbordonderdelen en interieurafwerkingselementen waarbij de kwaliteit van de snijkant van invloed is op pasvorm en afwerking
- Uitlaatsysteemonderdelen: Hitteafschermingen, montagebeugels en pijponderdelen gesneden uit roestvrij staal
- Ophangingselementen: Wielophangingsarmen, veerbevestigingen en uitlijnbeugels die nauwe toleranties vereisen
- Motorcompartimentonderdelen: Kleppendeksel, inlaatmanifolds en accessoirebeugels gesneden uit aluminiumlegeringen
De spoor- en vervoerssector profiteert eveneens van lasersnijden van metalen platen voor trenonderdelen, tramonderdelen en infrastructuurelementen. Volgens SENFENG's sectoranalyse hoge-sterkte staal en aluminiumlegeringen die via vezellasersystemen worden bewerkt, waarborgen de betrouwbaarheid en veiligheid die deze toepassingen vereisen.
Van prototypen tot productielopjes
Wat lasersnijden bijzonder waardevol maakt in diverse industrieën, is zijn schaalbaarheid: dezelfde technologie die een enkel prototype produceert, kan worden opgevoerd om productiebestellingen van duizenden exemplaren te vervullen.
Lucht- en ruimtevaart en defensie: Weinig industrieën stellen hogere eisen aan precisie dan de lucht- en ruimtevaart. Tubesnijddiensten met laser produceren structurele elementen, motorbehuizingonderdelen en vliegtuigbeugels uit titanium, hoogwaardig treksterk staal en speciale aluminiumlegeringen. Het vermogen van de technologie om de materiaalsterkte tijdens het snijden te behouden, is van essentieel belang wanneer onderdelen onder extreme omstandigheden moeten functioneren.
- Structurele beugels en versterkingen voor vliegtuigen
- Motorbehuizingonderdelen
- Onderdelen voor satellieten en ruimtevaartuigen
- Pantserplaten en onderdelen voor defensievoertuigen
Elektronica en behuizingen: De miniaturiseringstrend in de elektronica vereist snijcapaciteiten die aansluiten bij de krimpende afmetingen van componenten. Lasersystemen maken precieze uitsparingen voor ventilatie, bevestigingsgaten en kabelrouting in servershelves, besturingspanelen en behuizingen van consumententoestellen.
- Behuizingen voor datacenters en onderdelen voor servershelves
- Uitsparingen in besturingspanelen voor schakelaars en displays
- EMI afschermcomponenten
- Koellichamen
Bord-en weergave: De reclamebranche maakt gebruik van lasersnijden om opvallende driedimensionale borden te maken. Kanaalletters, metalen logo’s, verlichte paneelborden en decoratieve displays profiteren allemaal van het vermogen van deze technologie om complexe patronen met scherpe randen te verwerken. Volgens branche-experts leveren vezellasers met een klein tot middelmatig vermogen (1000 W–3000 W) de nauwkeurigheid die nodig is voor ingewikkelde lettertypes en gedetailleerde grafische elementen.
Architectonische Elementen: Moderne architectuur integreert in toenemende mate aangepast metaalwerk—decoratieve schermen, leuningen, gevelpanelen en binnenscheidingen die functionele elementen omvormen tot ontwerpuitingen. Roestvrij staal, koper en aluminiumplaten worden omgevormd tot ingewikkelde patronen die hedendaagse ruimtes definiëren.
Creatieve en artistieke projecten met lasersnijden
Hier wordt het interessant voor individuele makers. Een lasersnijdservice voor hobbyisten opent mogelijkheden die vroeger uitsluitend voorbehouden waren aan industriële fabrikanten—en de toepassingen worden slechts beperkt door de verbeelding.
Volgens Projectdocumentatie van Full Spectrum Laser , hobbyisten en kunstenaars gebruiken lasertechnologie voor een indrukwekkend breed scala aan creatieve toepassingen:
- Sieraden en accessoires: Ingewikkelde oorbellen, hangers en decoratieve stukken uit acryl, hout of dunne metalen
- Home Decor: Aangepaste wandkunst, gelaagde sculpturen, gepersonaliseerde geschenken en functionele items zoals onderzetters en dienbladen
- Modelbouw: Architectonische modellen, miniatuur-gamingterrein en schaalreproducties met nauwkeurige details
- Meubelonderdelen: Aangepaste ladekrukken, decoratieve inlegstukken en structurele elementen voor doe-het-zelfprojecten
- Evenement- en bruiloftsartikelen: Tafelkaartjes, taarttoppers, aangepaste uitnodigingen en herdenkingsstukken
De doe-het-zelfgemeenschap heeft CO2-lasersystemen met name omarmd voor bewerking van hout, acryl en leer. Deze materialen worden schoon gesneden met minimale nabewerking, waardoor ze ideaal zijn voor projecten die variëren van eenvoudige prototypes tot afgewerkte producten die klaar zijn voor verkoop.
Wat professionele resultaten onderscheidt van amateuristische pogingen, hangt vaak af van het begrip van materiaaleigenschappen en juiste bestandsvoorbereiding — kennis die u al hebt opgedaan in de eerdere secties van deze gids.
Of u nu een fabrikant bent die productie-op-schaal mogelijkheden zoekt of een hobbyist die creatieve mogelijkheden verkent, dezelfde fundamentele technologie dient beide uitersten van het spectrum. Het belangrijkste verschil ligt in het vinden van een dienstverlener wiens apparatuur, expertise en kwaliteitsnormen aansluiten bij uw specifieke eisen—een onderwerp dat zeker verdient te worden uitgebreid onderzocht voordat u een bestelling plaatst.
Hoe kiest u de juiste lasersnijdienstverlener
U hebt laser-technologieën, materialen, bestandsvoorbereiding en kostenfactoren onderzocht. Nu komt de beslissing die alles samenvoegt: het selecteren van een dienstverlener die daadwerkelijk resultaten kan leveren die aan uw verwachtingen beantwoorden. Deze keuze heeft gevolgen voor alles, van de kwaliteit van de onderdelen tot de projecttijdschema’s—neem de juiste keuze, en uw productie verloopt soepel; maak een verkeerde keuze, en u staat voor vertragingen, herwerkzaamheden en frustratie.
Het vinden van metalen lasersnijddiensten die aansluiten bij uw specifieke behoeften vereist meer dan een snelle internetzoekopdracht naar 'lasersnijden in mijn buurt'. Het beoordelingsproces vereist zorgvuldige overweging van technische mogelijkheden, kwaliteitssystemen en communicatiepraktijken. Laten we stap voor stap een systematische aanpak doornemen om potentiële partners te beoordelen.
Beoordeling van technologie en materiaalmogelijkheden
Niet elke lasersnijder gebruikt dezelfde apparatuur of bedient dezelfde markten. Volgens California Steel Services is de eerste stap bij het kiezen van een leverancier om te verifiëren of deze daadwerkelijk kan werken met uw gewenste materiaal — verschillende dienstverleners zijn gespecialiseerd in het snijden van diverse materialen, variërend van metalen en kunststoffen tot hout en glas.
Bij het beoordelen van CNC-lasersnijddiensten dient u dieper in te gaan op de specifieke kenmerken van hun apparatuur:
- Lasertype en -vermogen: Gebruiken zij CO2-, vezel- of beide lasers? Vezellasers met hoger vermogen (in het bereik van 6 kW–12 kW) kunnen dikker metaal en reflecterende materialen bewerken waar lagere-vermogensystemen niet mee kunnen omgaan.
- Afmetingen en capaciteit van het werkbed: Grotere tafels bieden ruimte voor grotere onderdelen en efficiëntere nesting voor productieruns. Sommige precisielasersnijddiensten gebruiken tafels met een lengte van meer dan 7,6 meter.
- Nauwkeurigheidsspecificaties: Kwalitatief hoogwaardige aanbieders publiceren hun toleranties—zoek naar mogelijkheden van ongeveer ±0,013 mm voor precisiewerk.
- Bereik van materiaaldikte: Controleer of zij uw specifieke plaatdikte (gauge) of plaatdikte kunnen verwerken, en niet alleen het materiaaltype.
Een staallasersnijddienst kan uitstekend zijn in koolstofstaal, maar weinig ervaring hebben met roestvast staal of aluminiumlegeringen. Evenzo brengt een werkplaats die zich specialiseert in lasersnijden van buizen gespecialiseerde expertise mee voor ronde, vierkante en rechthoekige buizen, wat faciliteiten met uitsluitend vlakbedmachines niet kunnen evenaren. Vraag specifiek naar de ervaring met uw materiaaltype—het kiezen van een dienst met gedemonstreerde expertise zorgt voor betere resultaten.
Waarom certificeringen belangrijk zijn voor kwaliteitsborging
Kwaliteitsborging onderscheidt professionele aanbieders van metaal lasersnijden van werkplaatsen die eenvoudigweg lasersnijmachines bezitten. Volgens de evaluatiegids van Wrightform onthult het stellen van vragen over kwaliteitscontroleprocessen hoe serieus een aanbieder dimensienauwkeurigheid, materiaalverificatie en onderdeelconsistentie neemt.
Voor industriële toepassingen—met name in de automobiel-, lucht- en ruimtevaart- en medische sector—leveren certificaten objectieve validatie van kwaliteitssystemen:
- IATF 16949: De norm voor de automobielindustrie die uitgebreide kwaliteitsmanagementsystemen aantoont. Fabrikanten zoals Shaoyi (Ningbo) Metal Technology behouden deze certificering specifiek omdat automobielklanten voor chassis-, ophangings- en constructie-onderdelen geverifieerde kwaliteitsprocessen eisen
- ISO 9001: De basiscertificering voor kwaliteitsmanagement die gedocumenteerde procedures en praktijken voor continue verbetering aangeeft
- AS9100: Een certificering specifiek voor de lucht- en ruimtevaartsector, vereist voor leveranciers van defensie- en luchtvaartcomponenten
- ISO 13485: Een certificering voor de productie van medische hulpmiddelen met strenge traceerbaarheidseisen
Waarom zijn certificaten in de praktijk belangrijk? Ze geven aan dat de leverancier vastgelegde inspectieprocedures volgt, geijkte apparatuur onderhoudt en traceerbaarheid gedurende het hele productieproces kan aantonen. Voor kritieke toepassingen elimineert samenwerken met gecertificeerde fabrikanten de onzekerheid over of onderdelen consistent aan de specificaties zullen voldoen.
Naast certificaten kunt u ook vragen stellen over specifieke maatregelen voor kwaliteitscontrole: voeren zij dimensionele inspecties uit? Welke meetapparatuur gebruiken zij? Hoe gaan zij om met materiaalverificatie? Transparante leveranciers verwelkomen dergelijke vragen—ontwijkende antwoorden suggereren mogelijke kwaliteitsachterstanden.
Vragen om te stellen voordat u uw bestelling plaatst
Voordat u zich bij een leverancier bindt, verzamelt u de informatie die nodig is om een weloverwogen beslissing te nemen. Gebruik deze stapsgewijze evaluatielijst om potentiële partners systematisch te beoordelen:
- Bevestig compatibiliteit van het materiaal en relevante ervaring: "Welke materialen verwerkt u regelmatig, en welke diktes kunt u verwerken voor [uw specifiek materiaal]?" Zoek naar leveranciers met gedemonstreerde expertise op uw materiaaltype—niet alleen theoretische mogelijkheden
- Controleer de technologische specificaties: "Welke lasertypes gebruikt u, en bij welke vermogensniveaus?" Voor metaalbewerking wijzen vezellasers in het bereik van 6 kW en hoger op een serieuze capaciteit. Sommige leveranciers, zoals California Steel Services, gebruiken vezellasers met een vermogen tussen 6 en 12 kW en een nauwkeurigheid van ±0,0005 inch
- Begrijp de levertijdcapaciteiten: "Wat is uw standaardlevertijd, en biedt u versnelde opties aan?" De productiecapaciteit verschilt aanzienlijk—sommige werkplaatsen kunnen spoedopdrachten binnen enkele dagen afhandelen, terwijl anderen weken nodig hebben
- Bekijk de kwaliteitscertificaten: "Welke certificaten heeft u in onderhoud, en kunt u documentatie daarvan verstrekken?" Voor automotive-toepassingen toont de IATF 16949-certificering—zoals die van Shaoyi voor hun snelle prototyping en geautomatiseerde productie—de kwaliteitsinfrastructuur die serieuze projecten vereisen
- Beoordeel de beschikbaarheid van ontwerpondersteuning: "Biedt u bestandsbeoordeling of hulp bij ontwerpoptimalisatie?" Volgens de beste praktijken in de sector kunnen bedrijven die ontwerpondersteuning bieden projecten verfijnen en kostbare fouten voorkomen
- Verduidelijk aanvullende servicecapaciteiten: "Biedt u secundaire bewerkingen zoals ontbramen, buigen, afwerken of assemblage?" Één-stopaanbieders stroomlijnen de logistiek en waarborgen consistentie over alle productiefasen heen
- Beoordeel de reactiesnelheid in communicatie: "Wat is uw gebruikelijke doorlooptijd voor offertes?" Aanbieders die snelle reacties leveren—sommigen verstrekken offertes binnen 12 uur—toon een klantgerichte instelling die zich doorgaans uitstrekt over het gehele project
- Controleer de schaalbaarheid: "Kunt u zowel prototype-aantallen als productiehoeveelheden verwerken?" Flexibele leveranciers passen zich aan bij uw groei, zonder dat u nieuwe partners hoeft te zoeken naarmate uw behoeften veranderen
- Begrijp geografische overwegingen: "Waar bent u gevestigd en welke verzendopties biedt u aan?" Nabijheid verlaagt de verzendkosten en levertijden, hoewel veel precisielasersnijddiensten efficiënt landelijk verzenden
- Vraag referenties of monsters aan: "Kunt u voorbeelden van vergelijkbaar werk of klantreferenties verstrekken?" Kwalitatief hoogwaardige leveranciers delen hun trackrecord met vertrouwen—terughoudendheid kan wijzen op beperkte relevante ervaring
Professionele tip: De beste indicator voor toekomstige prestaties is het gedrag in het verleden. Vraag referenties aan van klanten met vergelijkbare projectvereisten en neem contact met hen op voordat u omvangrijke bestellingen plaatst.
De communicatiekwaliteit tijdens het offerteproces voorspelt vaak de gehele werksamenwerking. Leveranciers die snel reageren, vragen grondig beantwoorden en proactief mogelijke problemen identificeren, tonen de aandacht die nodig is om projecten op schema te houden. Omgekeerd verbeteren trage reacties en vaag geformuleerde antwoorden tijdens de verkoopfase zich zelden zodra de productie is begonnen.
Voor automobiel- of industriële toepassingen met een hoog volume, waarbij consistente kwaliteit over duizenden onderdelen vereist is, worden de beoordelingscriteria nog strenger. Uitgebreide DFM-ondersteuning (Design for Manufacturability), snelle prototypemogelijkheden en gecertificeerde kwaliteitssystemen onderscheiden geschikte partners van basisbewerkingsdiensten. Fabrikanten die snelle prototyping binnen vijf dagen aanbieden in combinatie met geautomatiseerde massaproductie—ondersteund door de IATF 16949-certificering voor hun kwaliteitsclaims—bieden de betrouwbaarheid die deze veeleisende toepassingen vereisen.
Tijd nemen om potentiële partners grondig te beoordelen voordat u bestellingen plaatst, voorkomt de kostbare cyclus van gefaalde onderdelen, vertragingen in de planning en het wisselen van leveranciers. De bovenstaande checklist biedt een kader—pas deze aan uw specifieke vereisten aan en aarzel niet om vervolgvragen te stellen totdat u volledig vertrouwen hebt in uw keuze.
Veelgestelde vragen over lasergravure- en lasersnijbedrijven
1. Met welke materialen kan een lasergravure- en lasersnijbedrijf werken?
Professionele lasergravure- en lasersnijbedrijven verwerken een breed scala aan materialen, waaronder metalen (staal, roestvast staal, aluminium, koper, messing), kunststoffen (acryl, POM/Delrin), hout (hardhout, zachthout, multiplex, MDF), stoffen, papier en karton. Vezellasers zijn bijzonder geschikt voor het snijden van metalen, terwijl CO2-lasers het beste presteren bij organische materialen zoals hout en acryl. Bepaalde materialen, zoals PVC en ABS, moeten echter worden vermeden vanwege de uitstoot van giftige dampen.
2. Hoeveel kost lasersnijden?
De kosten voor lasersnijden hangen af van verschillende factoren: het type en de dikte van het materiaal, de ontwerpcomplexiteit (aantal uitsparingen en lengte van het snijpad), de bestelde hoeveelheid, de levertijd en de eisen voor afwerking. Prototypen zijn per stuk duurder vanwege de vaste instelkosten, terwijl productieomvang van 100 stuks of meer de prijs per stuk aanzienlijk verlaagt. De meeste bedrijven bieden directe online offertes aan zodra u correct geformatteerde ontwerpbestanden uploadt.
3. Wat is het verschil tussen CO2- en vezellasersnijden?
CO2-lasers gebruiken een koolstofdioxidegas-mengsel dat een golflengte van 10,6 micrometer produceert, waardoor ze ideaal zijn voor niet-metalen zoals hout, acryl, glas en textiel. Vezellasers genereren een golflengte van 1,064 micrometer met tot wel 100 keer hogere intensiteit en zijn uitstekend geschikt voor het snijden van metalen, inclusief reflecterende materialen zoals aluminium en koper. Vezellasers vereisen ook minder onderhoud en hebben een levensduur van meer dan 25.000 uur.
4. Welke bestandsformaten accepteren lasersnijdbedrijven?
De meeste laser-snijbedrijven accepteren vectorbestandsformaten, waaronder DXF (de universele standaard), AI (Adobe Illustrator), SVG, PDF (met vectorafbeeldingen) en DWG (AutoCAD). Rasterafbeeldingen zoals JPEG of PNG kunnen niet direct worden gebruikt. Uw ontwerpbestanden moeten gesloten paden bevatten, geen overlappende lijnen, de juiste schaal en eenheden hebben, en tekst moet zijn omgezet naar contouren voor een succesvolle verwerking.
5. Hoe kies ik de juiste leverancier van lasersnijdiensten?
Beoordeel leveranciers op basis van hun lasertechnologie en vermogensniveaus, materiaalkennis, kwaliteitscertificaten (IATF 16949 voor de automobielindustrie, ISO 9001 voor algemene kwaliteit), levertijden en communicatievermogen. Vraag naar hun specifieke ervaring met uw materiaalsoort, vraag de tolerantiespecificaties aan en informeer naar secundaire diensten zoals ontbramen of afwerking. IATF 16949-gecertificeerde fabrikanten zoals Shaoyi bieden uitgebreide DFM-ondersteuning en snelle prototyping voor veeleisende toepassingen.