 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Keuze van leveranciers voor autostansen: De risico- en auditgids 2025
TL;DR
Het selecteren van een leverancier voor auto-dieptrekken is een strategische beslissing met hoge risico's, die veel verder gaat dan het vergelijken van prijs-per-onderdeel. De ideale partner moet aantonen IATF 16949-certificering (niet alleen ISO 9001), beschikken over strikte kwaliteitskaders zoals PPAP en APQP , en een afkeurpercentage nabij 0,01% PPM handhaven. Besluitvormers moeten prioriteit geven aan leveranciers met schaalbare perscapaciteit (tot 600+ ton), eigen gereedschapsonderhoud en controleerbare financiële stabiliteit om tegenslagen in de toeleveringsketen te doorstaan. Deze gids biedt een uitgebreid auditkader om potentiële partners te beoordelen op lange-termijnbetrouwbaarheid.
De onvervreemdbare eis: certificeringen en kwaliteitssystemen
In de automobieltoeleveringsketen is kwaliteitsmanagement het primaire filter. Een leverancier zonder de juiste certificeringen vormt een risico, geen kostenbesparing. Het onderscheid tussen algemene productiestandaarden en autosector-specifieke eisen is het eerste punt op uw auditchecklist.
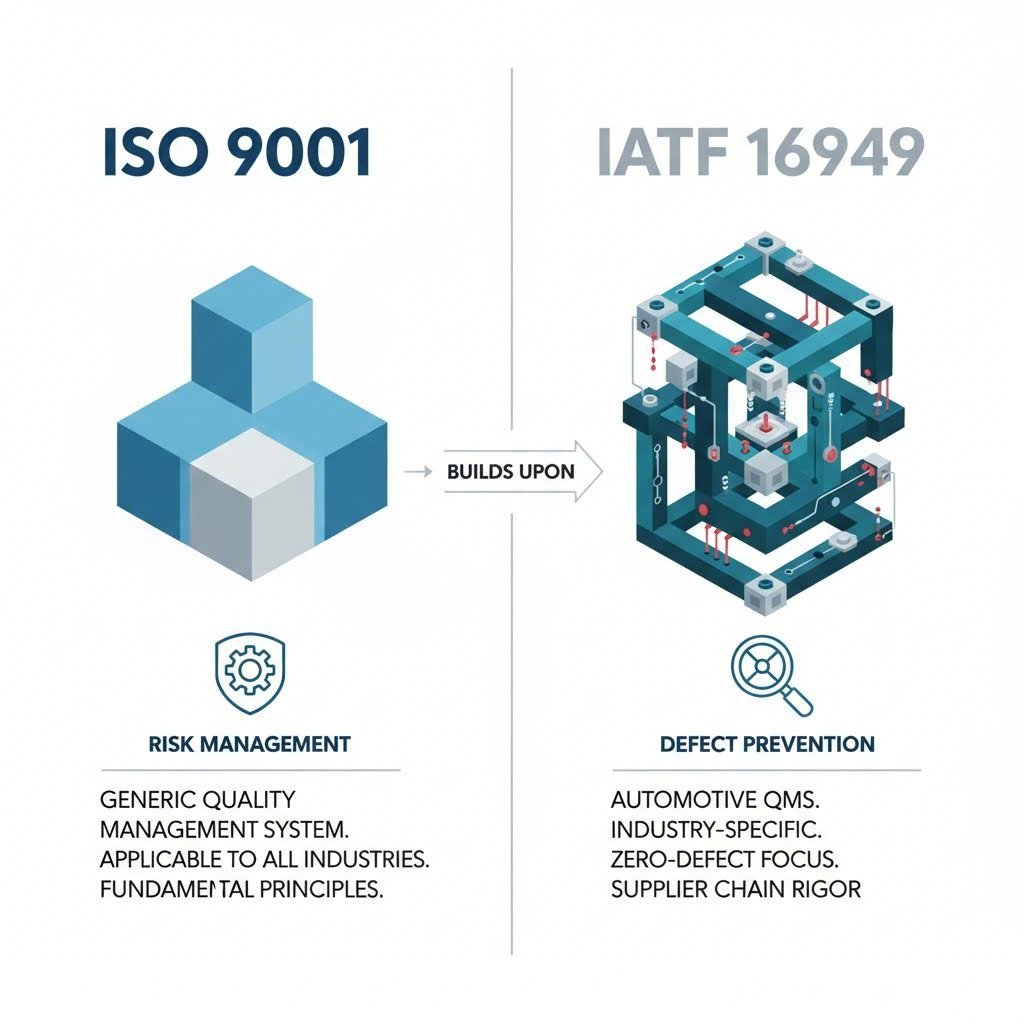
IATF 16949 versus ISO 9001: Het cruciale onderscheid
Hoewel ISO 9001 een basis stelt voor algemeen kwaliteitsmanagement, is dit ontoereikend voor de strenge eisen van autofabrikanten (OEM's) en Tier 1-leveranciers. IATF 16949 is de sectorstandaard, speciaal ontworpen om gebreken te voorkomen, variatie te verminderen en verspilling in de automobieltoeleveringsketen te minimaliseren. Een IATF-gecertificeerde leverancier beschikt over systemen om veiligheidskritieke onderdelen te beheren, terwijl een leverancier met alleen ISO-certificering mogelijk tekortschiet in traceerbaarheid en risicobeheersing die vereist zijn voor onderdelen zoals remonderdelen of chassisverstevigingen.
Wees voorzichtig met de term "compliant" bij het beoordelen van leveranciers. Een leverancier die beweert 'IATF compliant' te zijn zonder daadwerkelijk over de certificering te beschikken, heeft geen streng derdepartij-audit ondergaan om naleving van de standaard te garanderen. Vraag altijd om een actuele kopie van het certificaat en verifieer de geldigheid ervan.
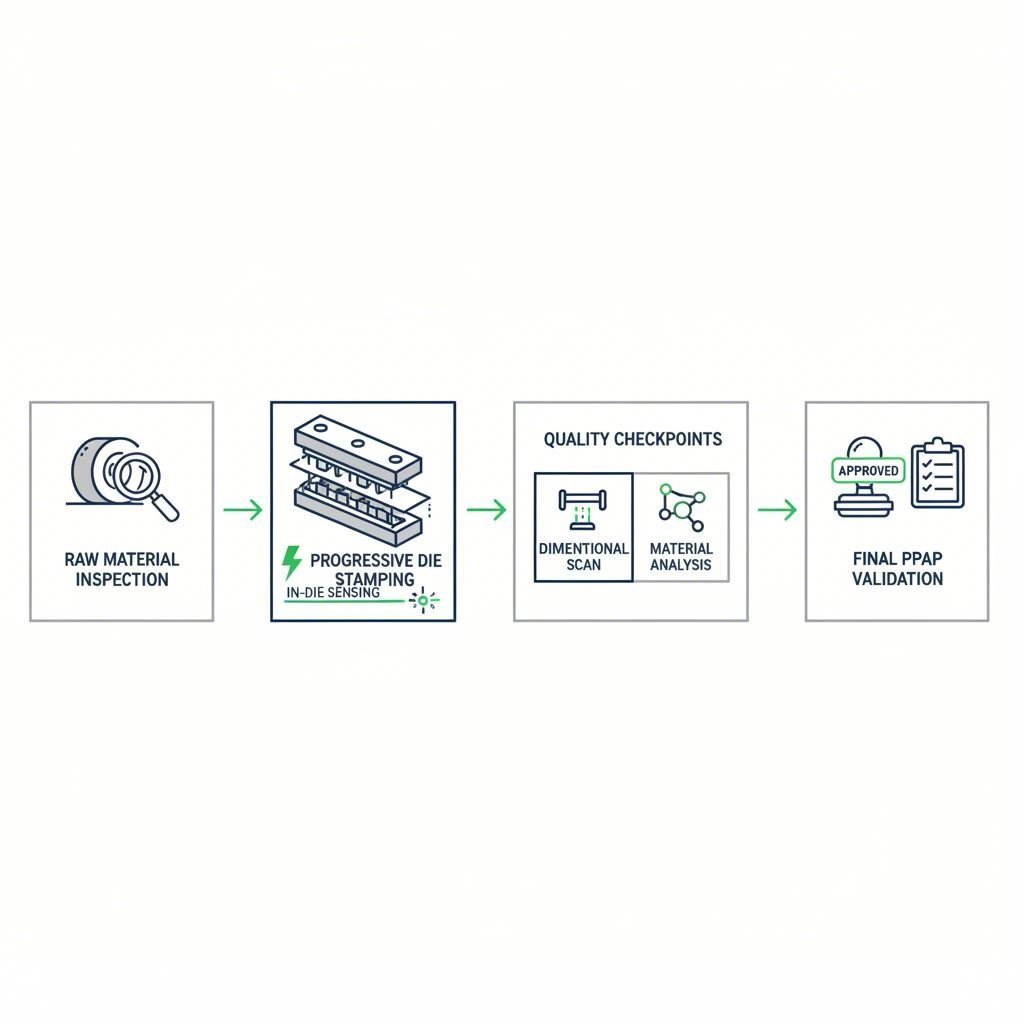
De Kwaliteitstrilogie: PPAP, APQP en FAI
Naast het certificaat aan de muur moet u ook de operationele kwaliteitskaders van de leverancier beoordelen. Een betrouwbare automobielstamper werkt volgens drie acroniemen:
- APQP (Advanced Product Quality Planning): Dit kader zorgt ervoor dat kwaliteit al in het proces wordt ingebakken voordat er één onderdeel is gestanst. Het omvat risicoanalysetools zoals FMEA (Failure Mode and Effects Analysis) om defecten te voorspellen en te voorkomen.
- PPAP (Production Part Approval Process): Dit is het bewijs dat de leverancier consistent onderdelen kan produceren volgens specificatie en met de vereiste productiesnelheid. Vraag om geredigeerde PPAP-dossiers van recente projecten om de grondigheid en aandacht voor detail te beoordelen.
- FAI (First Article Inspection): Dit bevestigt dat de eerste productierun voldoet aan alle technische eisen.
Volgens branchegegevens bereiken metaalstansers van topkwaliteit afkeurpercentages zo laag als 0,01% (100 PPM) , terwijl gemiddelde leveranciers rond de 0,53% (5.300 PPM) blijven. Dit verschil kan het verschil uitmaken tussen een soepele assemblagelijn en kostbare stilstanden.
Technische Mogelijkheden: Materiaal Afstemmen op Behoeften
Zodra de kwaliteitssystemen zijn geverifieerd, verschuift de aandacht naar de hardware. Beschikt de leverancier over de benodigde machines en technische expertise om uw specifieke geometrie en volume uit te voeren? Deze beoordeling moet drukperscapaciteit, matrijstypen en schaalbaarheid omvatten.
Drukperscapaciteit en Matrijscomplexiteit
De trend in de automobielindustrie richting verlichting heeft het gebruik van hoogwaardige, laaggelegeerde staalsoorten (HSLA) en aluminium doen toenemen, wat hogere perskrachten en gespecialiseerd gereedschap vereist. Zorg ervoor dat uw potentiële leverancier beschikt over een scala aan perscapaciteiten — doorgaans van 100 tot 600+ ton —om zowel kleine precisiebeugels als grotere structurele onderdelen zoals stuurbekkens of subframes te kunnen verwerken.
U moet ook hun matrijsmogelijkheden in kaart brengen op basis van uw volumebehoeften:
| Kenmerk | Progressieve stempelmatrijs | Transfer stempeling |
|---|---|---|
| Bestemd Voor | Hoge volume, kleinere, complexe onderdelen | Grote onderdelen, diepe trekkingen of complexe geometrieën |
| Snelheid | Hoge snelheid (continue strip) | Langzamer (onderdeel verplaatst zich station per station) |
| Materiaal efficiëntie | Minder afval bij bepaalde ontwerpen | Kan grotere platen verwerken |
| Ideale oplage | 250.000+ onderdelen per jaar | 50.000–250.000 onderdelen per jaar |
De kloof overbruggen: van prototype naar massaproductie
Een veelvoorkomend pijnpunt in de automobielbinnenlandse aankoop is de kloof tussen prototypewerkplaatsen en productiehuizen. Veel leveranciers zijn uitstekend in één aspect, maar slagen er niet in om over te schakelen naar het andere. Ideaal gezien zoekt u een partner die de gehele levenscyclus kan beheren. Fabrikanten zoals Shaoyi Metal Technology overbruggen deze kloof door uitgebreide stansoplossingen aan te bieden die schalen van snel prototyperen (het leveren van 50 onderdelen in slechts vijf dagen) tot hoge-volume massaproductie. Hun IATF 16949-gecertificeerde installatie maakt gebruik van persen tot 600 ton, waardoor ze kritieke veiligheidscomponenten zoals subframes en stuurstangen kunnen produceren met precisie op OEM-niveau.
Resilientie van de supply chain en financiële gezondheid
In het tijdperk van Just-in-Time (JIT) productie is de financiële stabiliteit van een leverancier een risicofactor voor de supply chain. Een stansbedrijf met een slechte financiële gezondheid kan moeite hebben met het kopen van grondstoffen tijdens marktvolatiliteit, wat leidt tot stilstand van de productielijn in uw faciliteit.
Financiële Audit en Inkoopmacht
Tijdens uw audit dient u de herinvesteringsgewoonten van de leverancier te beoordelen. Verbeteren zij hun apparatuur, of draaien zij op afgeschreven activa? Een leverancier die blijft investeren in servopressen , geautomatiseerde inspectiecamera's en robotische transportsystemen, geeft aan dat hij op lange termijn levensvatbaar is. Vraag bovendien naar hun relaties met grondstoffenfabrieken. Leveranciers met sterke financiële ondersteuning en langdurige relaties hebben vaak een betere 'inkoopmacht', waardoor ze staal of aluminium kunnen bemachtigen, zelfs tijdens wereldwijde tekorten.
Werkkrachtenstabiliteit
De technische kennis die nodig is om complexe progressieve matrijzen te onderhouden, zit in de werknemers. Hoge verloopcijfers kunnen duiden op verlies van ervaringskennis, wat vaak samenhangt met kwaliteitsdalingen. Vraag specifiek naar de gemiddelde diensttijd van hun mallen- en matrijzenbouwers en projectmanagers. Een stabiele werkkracht is vaak een indicatie van consistente kwaliteit.
De Selectiegids: 10 Kritieke Vragen om te Stellen
Om van een passieve beoordeling over te stappen op een actieve audit, gebruik deze tien vragen tijdens uw sitebezoek of RFI-proces (Request for Information). Luister niet alleen naar het antwoord, maar ook naar de gegevens die dit ondersteunen.
- "Ontwerpt en bouwt u uw matrijzen in eigen beheer of outsourcet u dit?" (Eigen matrijzenbouw betekent vaak snellere reparaties en engineeringwijzigingen.)
- "Wat is uw huidige bezettingsgraad vergeleken met piekcapaciteit?" (U hebt een buffer nodig voor vraagpieken.)
- "Kunt u mij een recent voltopt PPAP-dossier tonen?" (Controleer de diepgang van hun documentatie.)
- "Wat is uw interne en externe afkeurpercentage (PPM) van de afgelopen 12 maanden?" (Let op trends, niet alleen op een momentopname.)
- "Hoe gaat u om met prijsschommelingen van grondstoffen?" (Hebben zij afscherkingsstrategieën of doorbetalingsafspraken?)
- "Wat is uw rampenherstelplan bij beschadiging van gereedschappen?" (Hebben zij sensorscherm om matrijsschade te voorkomen?)
- "Hebt u specifieke ervaring met hoogwaardig staal of aluminium?" (Deze vereisen andere smerings- en tonnage-strategieën.)
- "Hoe vaak kalibreert u uw inspectieapparatuur?" (Naleving vereist strenge kalibratieschema's.)
- "Wat is uw tijdige leveringspercentage?" (Alles onder de 98% is een waarschuwingssignaal voor JIT-lijnen.)
- "Bent u bereid te investeren in speciaal kapitaalgoed voor dit programma?" (Test hun betrokkenheid bij een langetermijnpartnerschap.)
Conclusie
Het kiezen van een leverancier voor auto-onderdelenponsen is zoveel een kwestie van risicobeheer als van inkoop. De laagste stukprijs brengt vaak de hoogste verborgen kosten met zich mee in de vorm van gebreken, late leveringen en beheerskosten. Door prioriteit te geven aan IATF 16949-certificering, technische redundantie te controleren en de financiële gezondheid te verifiëren, bouwt u een toeleveringsketen die veerkrachtig is, en niet alleen goedkoop. De juiste partner fungeert als een uitbreiding van uw eigen engineeringteam en lost ontwerpuitdagingen proactief op voordat ze productienachtmerries worden.
Veelgestelde Vragen
1. Wat is het verschil tussen ISO 9001 en IATF 16949 voor ponsen?
ISO 9001 is een algemene kwaliteitsmanagementstandaard die van toepassing is op elke industrie. IATF 16949 is een aanvulling die specifiek voor de automobielindustrie is bedoeld, met strengere eisen voor het voorkomen van gebreken, vermindering van variatie in de supply chain en klantspecifieke eisen. Voor autodeelponsen is IATF 16949 meestal verplicht.
2. Waarom is PPAP vereist voor leveranciers van auto-onderdelen door middel van ponsen?
Het Productieonderdeel Goedkeuringsproces (PPAP) bevestigt dat het productieproces van de leverancier in staat is om tijdens een daadwerkelijke productierun, tegen de geciteerde productiesnelheid, continu het product te produceren dat voldoet aan alle eisen. Het verkleint het risico op falen voordat de serieproductie begint.
3. Hoe bepaal ik de juiste perscapaciteit voor mijn onderdelen?
De perskracht wordt bepaald door de omtrek van het onderdeel, de dikte van het materiaal en de schuifsterkte van het metaal. Hogesterkte staalsoorten en grotere diktes vereisen aanzienlijk hogere perskrachten. Een kundige leverancier berekent de benodigde perskracht inclusief een veiligheidsmarge om de levensduur van de matrijs en de kwaliteit van het onderdeel te waarborgen.
wat zijn de risico's van het inschakelen van buitenlandse leveranciers voor autotransformaties?
Hoewel buitenlandse inkoop lagere stukprijzen kan opleveren, lopen bedrijven risico's op langere doorlooptijden, hogere voorraadkosten, communicatiebarrières, mogelijke problemen met intellectuele eigendom en verstoringen in de supply chain door logistieke of geopolitieke problemen. Een analyse van de totale inkoopkosten is essentieel.
welke vragen moet ik stellen tijdens een audit van een transformatieleverancier?
Belangrijke vragen zijn onder andere hun PPM (parts per million) afkeurpercentages, hun capaciteit voor piekvraag, hun mogelijkheden voor intern gereedschapsonderhoud en hun rampenherstelplannen. Het is ook essentieel om te vragen naar hun financiële stabiliteit en strategieën voor de aanvoer van grondstoffen.