 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

OEM-metaalbewerkingspartnerschappen: 8 dure fouten die uw budget aantasten

Inzicht in OEM-metaalbewerking en waarom dit belangrijk is
Wanneer u op maat gemaakte metalen onderdelen nodig hebt voor uw producten, maar niet beschikt over de benodigde productie-infrastructuur om deze zelf te produceren, wat is dan uw beste optie? Dit is het moment waarop Oem metalen fabricage in beeld komt, en biedt een strategische aanpak waar duizenden bedrijven dagelijks op vertrouwen.
Kernachtig gezien betekent OEM-metaalbewerking dat u samenwerkt met een externe fabrikant die metalen onderdelen produceert op basis van uw ontwerpen en specificaties. De fabrikant verzorgt de productie, terwijl u het intellectuele eigendom van het product behoudt en de afgewerkte onderdelen onder uw eigen merk introduceert. Denk hierbij aan een ervaren productieteam zonder de overhead van het bouwen en beheren van uw eigen fabriek.
Wat OEM-metaalbewerking onderscheidt van standaardproductie
Hier is waar veel kopers in de war raken. Standaard metaalbewerking houdt doorgaans in dat standaard- of catalogusonderdelen worden geproduceerd die elke klant kan kopen. In tegenstelling daartoe werken OEM-bewerkers uitsluitend op basis van uw eigen ontwerpen en produceren onderdelen die niet in andermans productlijn voorkomen.
Het verschil met interne productie is eveneens aanzienlijk. Het opzetten van eigen productiefaciliteiten vereist een forse kapitaalinvestering in machines, infrastructuur en gespecialiseerd personeel. Volgens analyse van de maakindustrie wordt de overname van OEM grotendeels gedreven door het kapitaalarme karakter ervan, waardoor bedrijven snel kunnen schalen zonder zware investeringen aan het begin.
Drie belangrijke verschillen definiëren het OEM-metaalbewerkingsmodel:
- Ontwerp-eigendom: U behoudt volledige controle over uw product IP, terwijl de OEM-bewerker de productie uitvoert op basis van uw specificaties. Uw ontwerpen, uw intellectuele eigendom, hun productie-expertise.
- Rechten op merkbeheer: In tegenstelling tot het kopen van standaardcomponenten, dragen OEM-gefabriceerde onderdelen uw merkidentiteit. De eindklant ziet uw product, niet dat van de fabrikant.
- Schaalbare productie: OEM-fabrikanten beschikken over gevestigde toeleveringsketens, geschoolde arbeidskrachten en schaalvoordelen. Dit maakt snelle opstart mogelijk, waardoor ze ideaal zijn voor zowel proefseries als plotselinge markttopjes.
De OEM-partnerschapsmodel uitgelegd
Waarom vertrouwen bedrijven in sectoren als automotive, lucht- en ruimtevaart, elektronica en gezondheidszorg op gespecialiseerde OEM-fabrikanten in plaats van interne capaciteit op te bouwen? Het antwoord ligt in focus en efficiëntie.
OEM-fabrikanten beschikken over de expertise om met diverse metalen te werken, waaronder staal, aluminium, titaan en verschillende legeringen, om zo tegemoet te komen aan de wisselende eisen van verschillende industrieën. Hun knowhow gaat verder dan alleen productie en omvat innovatie en probleemoplossing. Zoals opgemerkt door branchespecialisten , deze fabrikanten werken nauw samen met klanten om ontwerpen te verfijnen, productieprocessen te optimaliseren en technische uitdagingen aan te pakken.
Contractuele metaalbewerking verschilt fundamenteel van het samenwerken met een basismetaalwerkplaats. Terwijl metaalwerkplaatsen korte series of eenmalige producties afhandelen op basis van offertes, zijn contractfabrikanten ingericht rondom langetermijnrelaties en volumegerichte opdrachten. Zij bieden robuuste systemen voor planning, kwaliteitsborging, materiaalbeheer en documentatie die productieomgevingen vereisen.
De kernboodschap? Door OEM-fabrikanten te kiezen, kan uw bedrijf zich richten op kerntaken, zoals productontwerp, marketing of klantrelaties, terwijl ervaren productiepartners het complexe productieproces overnemen. Dit samenwerkingsmodel is onmisbaar geworden voor bedrijven die producten efficiënt op de markt willen brengen zonder in te boeten aan kwaliteit of controle.
De complete OEM-metaalverwerkingsprocesworkflow
Dus u hebt besloten om een samenwerking aan te gaan met een OEM-fabrikant. Wat gebeurt er vervolgens? Het begrijpen van de volledige werkwijze, van het eerste concept tot de geleverde onderdelen, helpt u bij het opstellen van realistische tijdschema's, het voorzien van beslissingsmomenten en het voorkomen van kostbare verrassingen onderweg.
Precisie contractmatige productie volgt een gestructureerde volgorde die snelheid afweegt tegen kwaliteit. Elke fase bouwt voort op de vorige, waarbij controlepunten ontstaan waar u de voortgang kunt verifiëren voordat u extra middelen inzet. Laten we dit proces stap voor stap doorlopen.
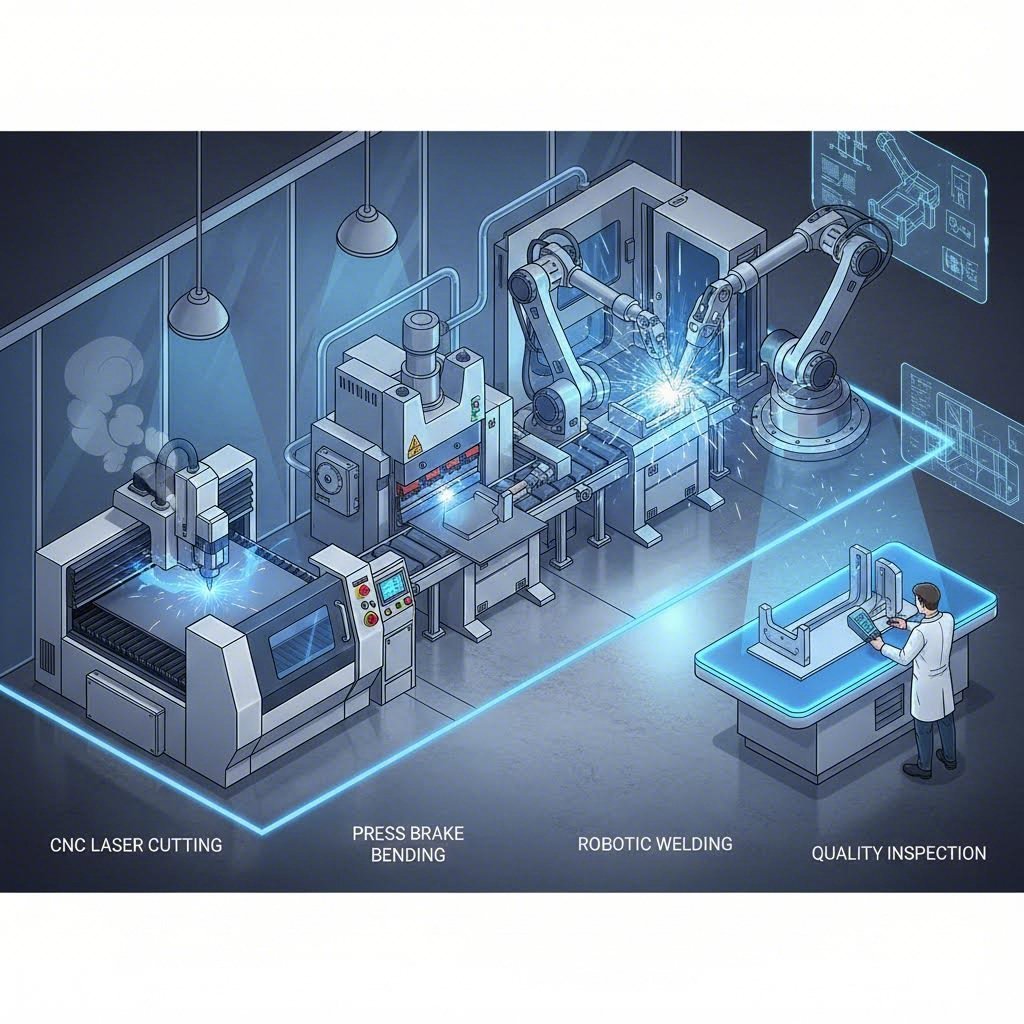
Van concept naar component in acht stappen
De metaalbewerkingsproces via contractproductie ontvouwt zich doorgaans over acht onderling verbonden fasen. Hoewel de duur van elke fase varieert op basis van projectcomplexiteit en volumevereisten, blijft de volgorde consistent in de meeste samenwerkingen op het gebied van metaalbewerking.
- Ontwerpbeoordeling en overleg: De reis begint wanneer u uw productspecificaties deelt met de fabricant. Tijdens deze fase onderzoeken ingenieurs uw CAD-bestanden, tekeningen en technische eisen. Volgens experts in productieprocessen houdt dit in het definiëren van exacte afmetingen, materiaalsoorten, sterkte-eisen, toleranties en kostenoverwegingen. Verwacht gedetailleerde besprekingen over uw toepassing, prestatieverwachtingen en productieaantallen.
- Materiaalkeuze: Op basis van uw ontwerpeisen raadt de fabricant geschikte metalen en legeringen aan. Verschillende materialen bieden unieke eigenschappen zoals sterkte, corrosieweerstand en thermische prestaties. Een ervaren partner voor contractuele metaalbewerking helpt u om prestatie-eisen af te wegen tegen budgetbeperkingen, en stelt vaak alternatieven voor die u zelf mogelijk niet in overweging heeft genomen.
- Prototypemaken: Voordat wordt overgegaan op volledige productie, worden fysieke modellen gemaakt voor testen en evaluatie. CNC-bewerking is de meest gebruikte prototypingmethode, die precisie, veelzijdigheid en korte doorlooptijden biedt. Voor behuizingen, panelen en componenten die buigen en vormen vereisen, kan prototyping met plaatstaal geschikter zijn. In dit stadium kunt u ontwerpgebreken vroegtijdig opsporen, wanneer wijzigingen het minst kosten.
- Gereedschapsontwikkeling: Zodra de prototypen zijn goedgekeurd, maakt de fabrikant de speciale gereedschappen, hulpstukken en matrijzen die nodig zijn voor de productie. Deze investering maakt consistente, herhaalbare massaproductie mogelijk. De complexiteit van uw componenten heeft direct invloed op de gereedschapsvereisten en de daarmee verbonden kosten.
- Productielooptijden: De daadwerkelijke fabricage begint. Knip- en vormbewerkingen kunnen onder andere lasersnijden, waterjetsnijden, plasmasnijden, scheren of zagen omvatten. Componenten die nauwe toleranties vereisen, worden bewerkt met CNC om gladde oppervlakken te verkrijgen. Lassen en voegtechnieken zorgen voor de assemblage van meerdere onderdelen tot afgewerkte componenten.
- Kwaliteitscontrole: Gedurende het productieproces controleert uw partner of de componenten voldoen aan de vereiste specificaties en kwaliteitsnormen. Inspectietechnieken variëren van visuele inspecties tot geavanceerde niet-destructieve testmethoden, afhankelijk van de eisen van uw industrie en de kritische aard van de componenten.
- Oppervlakteafwerking: Na het verbinden hebben metalen componenten vaak scherpe randen, lasmarks of oxidatie die verwijderd moeten worden. Afwerkprocessen verbeteren het uiterlijk, de functionaliteit en de duurzaamheid door middel van slijpen, polijsten, stralen of poedercoaten.
- Logistiek en Levering: De laatste fase omvat verpakken, opslag en verzending om tijdige levering te garanderen. Een betrouwbare fabricagepartner coördineert deze logistieke processen zodat ze aansluiten bij uw productieplanning en voorraadeisen.
Kritieke controlepunten in het fabricageproces
Klinkt complex? Het hoeft niet overweldigend te zijn als u weet waar u uw aandacht op moet richten. Verschillende kritieke controlepunten bepalen het succes van het project, en het missen van één ervan kan leiden tot de kostbare fouten die in dit artikel worden besproken.
Ontwerp voor fabricage (DFM) is wellicht het belangrijkste controlepunt in het gehele proces. DFM-principes dienen reeds in een vroeg stadium van de ontwerpbekijkingsfase te worden geïntegreerd, niet pas nadat prototypen problemen onthullen. Deze proactieve aanpak analyseert uw ontwerp om kenmerken te identificeren die productiemoeilijkheden kunnen veroorzaken, kosten kunnen verhogen of de betrouwbaarheid van componenten kunnen verlagen.
Stel u voor dat u een beugel ontwerpt met een inwendige hoekradius die te strak is voor standaard gereedschap. Zonder DFM-analyse ontdekt u dit probleem pas tijdens de productie, wat leidt tot dure maatwerk gereedschappen of een volledige herontwerp. Met vroegtijdige integratie van DFM wijst de fabricant tijdens het ontwerpoverzicht al op dit punt en stelt een iets grotere radius voor die dezelfde functie vervult tegen een fractie van de kosten.
Effectieve DFM-optimalisatie bespreekt verschillende sleutelgebieden:
- Toegankelijkheid van onderdelen: Zorgen dat freesgereedschap en lasapparatuur toegang hebben tot alle vereiste oppervlakken
- Tolerantie-opstapeling: Analyseren hoe individuele toleranties zich samenstellen over geassembleerde onderdelen
- Materiaaluitnutting: Ontwerpen optimaliseren om afval te minimaliseren en materiaalkosten te verlagen
- Procesconsolidatie: Meerdere bewerkingen combineren waar mogelijk om handelingen en insteltijd te verminderen
De samenwerking in contractuele metaalbewerking werkt het beste wanneer u uw fabrikant beschouwt als een samenwerkingspartner in plaats van slechts een leverancier die opdrachten uitvoert. Hun productie-expertise, gecombineerd met uw productkennis, leidt tot componenten die beter presteren en minder kosten dan wat beide partijen afzonderlijk zouden kunnen bereiken.
Nu de werkstroom is vastgesteld, betreft de volgende cruciale beslissing de keuze van het juiste materiaal voor uw specifieke toepassingsvereisten.
Strategieën voor materiaalkeuze bij OEM-metaalcomponenten
Het kiezen van het verkeerde materiaal voor uw OEM-onderdelenproductieproject is een van de snelste manieren om uw budget te overschrijden. Toch maken veel kopers hierbij haast, waarbij ze zich uitsluitend richten op de initiële kosten en de gevolgen van de materiaalkeuze voor alle daaropvolgende processen negeren.
De realiteit is: het metaal dat u kiest, beïnvloedt niet alleen de prestaties van het onderdeel, maar ook de complexiteit van lassen, afwerkopties, slijtage van gereedschap en zelfs de verzendkosten. Een doordachte materiaalkeuzestrategie houdt rekening met zes belangrijke factoren die fabrikanten verschillend wegen, afhankelijk van hun prioriteiten.
Volgens metallurgie-experts bij Ulbrich omvatten de belangrijkste factoren bij legeringskeuze fysische eigenschappen, mechanische eigenschappen, kosten, levensduur, fabricage-eisen en oppervlakte-eigenschappen. De volgorde van belangrijkheid varieert per project, maar allemaal moeten meewegen in uw beslissing.
Materialen afstemmen op toepassingsvereisten
Voordat u zich verdiept in specifieke metalen, stelt u uzelf een paar cruciale vragen. Zal uw onderdeel blootgesteld worden aan vocht, chemicaliën of extreme temperaturen? Is gewicht belangrijk voor uw toepassing? Welke toleranties en oppervlakteafwerkingen heeft u nodig? De antwoorden sturen u in de richting van de juiste materiaalfamilie.
Fysische eigenschappen bepalen vaak de eerste keuze. Als corrosiebestendigheid belangrijk is, kijkt u waarschijnlijk naar roestvrij staal of bepaalde aluminiumlegeringen. Toepassingen met extreme hoge of lage temperaturen wijzen mogelijk op nikkellegeringen. Consumentenproducten waarbij esthetiek telt, geven mogelijk voorrang aan materialen met uitstekende afwerkopties.
Mechanische eigenschappen verfijnen de keuze verder. Sterkte-eisen, zij het treksterkte of vloeisterkte, ductiliteitseisen voor vormgevingsprocessen en hardheidsspecificaties beïnvloeden allemaal welke specifieke kwaliteit binnen een materiaalfamilie geschikt is. Houd er rekening mee dat deze eigenschappen vaak kunnen worden aangepast via bewerking, aangezien wals- en gloeiprocessen de kenmerken verfijnen om aan uw eisen te voldoen.
Gids voor de selectie van staal, aluminium en specialiteitenmetalen
Laten we de meest voorkomende materiaalcategorieën die u tegenkomt bij de productie van metalen onderdelen analyseren, en wanneer elk type zinvol is.
Koolstofstaal blijft het werktuig van industriële fabricage. Het biedt uitstekende sterkte tegen relatief lage kosten, waardoor het ideaal is voor structurele toepassingen waar corrosie geen primair bezorgdheid is. Koolstofarm staal zoals 1018 laat zich goed bewerken en is gemakkelijk lasbaar. Het vereist echter een beschermende coating of afwerking in omgevingen met vochtopname.
Roestvrij staal komt in beeld wanneer corrosieweerstand kritiek wordt. De 300-serie kwaliteiten, met name 304 en 316, domineren OEM-toepassingen. Voor omgevingen boven de 2.000°F raadt Ryerson 310 roestvrij staal aan vanwege de oxidatiebestendigheid en hoge temperatuursterkte. Wanneer gelast wordt, biedt 316L weerstand tegen interkristallijne corrosie na het last proces.
OEM Aluminium biedt de beste verhouding tussen sterkte en gewicht in de categorie algemene metalen. Van alle aluminiumlegeringen valt 6061 op vanwege structurele toepassingen die uitstekende sterkte, corrosieweerstand en bewerkbaarheid vereisen. Daarentegen biedt aluminiumlegering 6063 een superieure oppervlaktekwaliteit, waardoor het de voorkeur geniet voor architectonische toepassingen en onderdelen waarbij esthetiek belangrijk is. Zoals de experts van Ryerson opmerken: als u sterkte nodig hebt, kies dan voor 6061; voor esthetiek en vormbaarheid kiest u voor 6063.
Speciallegeringen komen in beeld voor veeleisende toepassingen. Titanium biedt uitzonderlijke prestaties qua sterkte ten opzichte van gewicht en corrosieweerstand voor lucht- en ruimtevaart en medische apparatuur. Inconel en andere nikkel superlegeringen weerstaan extreme temperaturen en corrosieve omgevingen die conventionele staalsoorten zouden vernietigen.
| Materiaal | Treksterkte | Relatief gewicht | Corrosiebestendigheid | Relatieve kosten | Typische toepassingen |
|---|---|---|---|---|---|
| Koolstofstaal (1018) | Hoge | Zwaar | Laag | $ | Structurele frames, beugels, machineonderstellen |
| Rostbestendige staal (304) | Hoge | Zwaar | Uitstekend | $$ | Voedingsmiddelenverwerking, chemische apparatuur, medische toepassingen |
| Roestvrij staal (316) | Hoge | Zwaar | Superieur | $$$ | Maritieme toepassingen, farmaceutische industrie, omgevingen met hoge corrosie |
| Aluminium (6061-T6) | Medium | Licht | Goed | $$ | Automobiel-, lucht- en ruimtevaartstructuren, machines |
| Aluminium (5052-H32) | Middelmatig-Laag | Licht | Uitstekend | $$ | Behuizingen van plaatstaal, onderdelen voor de maritieme industrie |
| Titanium (Ti 6Al-4V) | Zeer hoog | Licht | Uitstekend | $$$$ | Lucht- en ruimtevaart, medische implantaten, racen |
Hoe materiaalkeuze gevolgen heeft voor downstream-processen
Uw materiaalkeuze bestaat niet op zich. Het doorloopt alle daaropvolgende productieprocessen en beïnvloedt zowel kwaliteit als kosten op manieren die veel kopers verrassen.
Lassamenstelbaarheid: Niet alle metalen lassen op dezelfde manier. Aluminium direct aan staal lassen is onmogelijk vanwege hun verschillende metallurgische eigenschappen. In sectoren zoals scheepsbouw en lucht- en ruimtevaart worden bimetallische overgangsstukken gebruikt om deze ongelijke metalen te verbinden. Zelfs binnen dezelfde materiaalfamilie zijn er legeringen die makkelijker lassen dan andere, wat invloed heeft op arbeidstijd en defectpercentages.
Oppervlaktebewerkingsopties: Verschillende materialen accepteren verschillende afwerkingen. Aluminium kan een matrijzafwerking, geborstelde afwerking of geanodiseerde behandeling krijgen, waardoor zowel het uiterlijk als de corrosieweerstand verbeteren. Staal vereist vaak lakken of poedercoaten voor bescherming. Het van tevoren begrijpen van uw eisen aan de afwerking helpt om de materiaalkeuze te verfijnen.
Machinaal bewerken en slijtage van gereedschappen: Hardere materialen veroorzaken snellere slijtage van gereedschappen, wat op termijn de productiekosten verhoogt. Sommige legeringen zijn makkelijker te bewerken dan andere, wat invloed heeft op cyclusduur en oppervlaktekwaliteit. Houd bij het specificeren van toleranties rekening met het feit dat strakkere toleranties op moeilijk te bewerken materialen de kosten aanzienlijk kunnen verhogen.
De conclusie? De materiaalkeuze draait niet alleen om het metaal zelf. Het gaat erom hoe die keuze elke stap in uw OEM-onderdelenproductieproces beïnvloedt. Werk samen met een fabricant die deze downstreameffecten tijdens de ontwerpfase kan beoordelen, voordat materiaalkeuzes onvermijdbare kosten vastzetten.
Nu de materialen zijn geselecteerd, wordt de volgende overweging even cruciaal: zorgen dat uw fabricagepartner beschikt over de kwaliteitscertificeringen en inspectienormen die uw sector vereist.

Kwaliteitscertificeringen en inspectienormen uitgelegd
U hebt het perfecte materiaal geselecteerd en het ontwerp definitief gemaakt. Maar hoe weet u zeker dat uw gefabriceerde OEM-onderdelen daadwerkelijk voldoen aan de kwaliteitseisen die uw toepassing stelt? Hier zijn certificeringen en inspectieprotocollen het onderscheid tussen betrouwbare partners en risicovolle relaties.
Hier is iets wat veel kopers over het hoofd zien: een certificering is niet zomaar een plaquette aan de muur. Het staat voor een geverifieerd kwaliteitsmanagementsysteem met gedocumenteerde procedures, opgeleid personeel en audits door derden die bevestigen dat de fabrikant consequent levert wat wordt beloofd. Begrip van wat elke certificering werkelijk betekent, helpt u om potentiële partners effectiever te beoordelen.
Industriële certificeringen voor metaalbewerking ontcijferen
Loop een metalen fabricagebedrijf binnen en u ziet waarschijnlijk overal logo's van diverse certificeringen prominent weergegeven. Maar wat garanderen deze acroniemen eigenlijk? Laten we de meest voorkomende bekijken die u tegenkomt bij het beoordelen van leveranciers van contractuele metalen producten.
ISO 9001:2015 dient als basis voor de meeste kwaliteitsmanagementsystemen. Volgens experts in industriële certificering vereist deze internationaal erkende norm dat organisaties een kwaliteitsmanagementsysteem definiëren en hanteren dat zowel passend als doeltreffend is, en ook vereist dat zij verbeterpunten identificeren. Beschouw dit als de basiscertificering die aantoont dat een fabrikant systematische kwaliteitscontroles heeft ingesteld.
AWS-certificering (American Welding Society) richt zich specifiek op laskwaliteit. Deze certificering is een bewijs van het vermogen van een constructeur om stalen lassen van hoge kwaliteit te produceren volgens sectornormen. Het certificeringsproces omvat het slagen voor zowel schriftelijke examens als praktijktoetsen op het gebied van laskunde, afgenomen door door AWS gecertificeerde docenten. Veel bedrijven werken uitsluitend met door AWS gecertificeerde constructeurs, waardoor deze kwalificatie essentieel is voor metaalconstructieopdrachten die gelaste onderdelen betreffen.
AISC-certificering (American Institute of Steel Construction) biedt onafhankelijke verificatie dat een staalconstructor beschikt over het personeel, de organisatie, ervaring, capaciteit en toewijding om te voldoen aan strenge kwaliteitsnormen voor structurele staalproducten. Zoals wordt opgemerkt door certificeringsspecialisten, wordt AISC-certificering in geheel de Verenigde Staten erkend als het kenmerk van een bekwame en betrouwbare staalconstructor.
AS9100D stelt kwaliteitseisen op aerospace-niveau. Deze certificering bouwt voort op ISO 9001, maar voegt specifieke eisen voor de lucht- en ruimtevaartindustrie toe, waaronder verbeterde traceerbaarheid, configuratiebeheer en risicogedreven denken. Als uw componenten terechtkomen in vliegtuigen of ruimtetoepassingen, is deze certificering verplicht.
IATF 16949 vertegenwoordigt de kwaliteitsnorm voor de automobielindustrie. Bovenop basisbeheer van kwaliteit legt het de nadruk op voorkoming van gebreken, vermindering van variatie en eliminatie van verspilling in de toeleveringsketen. Automobiele OEM's vereisen deze certificering doorgaans van hun tier-leveranciers.
ISO 13485:2016 reguleert de productie van medische hulpmiddelen. Volgens regelgevingsexperts bij NSF legt deze norm de nadruk op naleving van regelgeving en risicobeheersing om de veiligheid en effectiviteit van medische hulpmiddelen te waarborgen. Het vormt de basis voor naleving van de regelgeving voor medische hulpmiddelen in de EU, Canada, Japan, Australië en steeds vaker de Verenigde Staten.
Certificeringsvereisten per bedrijfstak
Welke certificeringen zijn belangrijk voor uw specifieke toepassing? De eisen van de industrie verschillen sterk, en het kiezen van een partner zonder de juiste certificaten kan projecten volledig dwarsbomen.
- Automobielsector: IATF 16949-certificering is meestal verplicht voor directe leveranciers. ISO 9001 kan volstaan voor leveranciers lager in de keten, maar autofabrikanten leggen steeds vaker certificeringsvereisten op aan hun toeleveringsketen. AWS-certificering wordt cruciaal voor chassis- en structurele onderdelen met gelaste onderdelen.
- Luchtvaartsector: AS9100D-certificering is de minimale verwachting. Afhankelijk van de specifieke toepassing kunnen aanvullende certificeringen zoals Nadcap (voor speciale processen) vereist zijn. Traceerbaarheidseisen strekken zich uit tot certificeringen van grondstoffen en volgnummertoevoeging.
- Medische hulpmiddelen: ISO 13485:2016 is essentieel voor fabrikanten, leveranciers en serviceverleners. Zoals NSF opmerkt, stelt deze norm kwaliteits- en veiligheidsprocessen vast van ontwerp tot productie, installatie en onderhoud. De FDA heeft haar eisen afgestemd op ISO 13485, met volledige handhaving van de nieuwe regelgeving voor kwaliteitsmanagementsystemen vanaf februari 2026.
- Maritieme sector: Certificeringen van classificatiemaatschappijen van organisaties zoals ABS (American Bureau of Shipping) of Lloyd's Register bevestigen dat vervaardigde componenten voldoen aan maritieme veiligheidsnormen. Deze certificeringen omvatten regelmatige audits en materialen traceerbaarheidseisen die specifiek zijn voor maritieme toepassingen.
- Algemene Industrie: ISO 9001:2015 biedt een solide basis. CRSI-certificering (Concrete Reinforcing Steel Institute) is belangrijk voor wapeningsstaaltoepassingen en zorgt voor strenge normen op het gebied van kwaliteitscontrole, productie en inspectie.
Kwaliteitscontrolepunten die uw producten beschermen
Certificeringen vormen het kader, maar wat er op de werkvloer gebeurt, bepaalt of uw geproduceerde OEM-onderdelen daadwerkelijk voldoen aan de specificaties. Effectieve kwaliteitscontrole omvat meerdere inspectiemethoden die op strategische momenten tijdens het productieproces worden toegepast.
Afmetingsverificatie bevestigt dat afgewerkte onderdelen overeenkomen met uw ontwerpspecificaties. Dit varieert van handmatige metingen met schuifmaten en micrometers tot geavanceerde coördinatenmeetmachines (CMM's) voor complexe geometrieën. Kritieke afmetingen worden voor 100% geïnspecteerd, terwijl minder kritieke kenmerken kunnen worden gecontroleerd volgens statistische steekproefplannen.
Materiaal testen verifieert dat het gespecificeerde metaal daadwerkelijk is wat u hebt ontvangen. Dit omvat chemische analyse om de legeringsamenstelling te bevestigen, mechanische tests voor treksterkte en hardheid, en certificaten die het materiaal terugleiden naar de fabrikant. Voor kritieke toepassingen biedt onafhankelijke testen door derden extra zekerheid.
Weldcontrole gebruikt meerdere technieken, afhankelijk van de kritische aard. Visuele inspectie vangt oppervlakdefecten op, terwijl niet-destructieve onderzoeksmethoden zoals ultrasone inspectie, radiografisch onderzoek of magnetisch poederonderzoek inwendige gebreken zichtbaar maken die met het blote oog niet te zien zijn. AWS-gecertificeerde inspecteurs brengen gestandaardiseerde beoordelingscriteria aan op dit proces.
Oppervlakteanalyse zorgt ervoor dat componenten voldoen aan esthetische en functionele eisen. Profilometers meten de oppervlakteruwheid kwantitatief, terwijl visuele normen de laagdikte, kleurconsistentie en het uiterlijk verifiëren. Voor geanodiseerde of gegalvaniseerde onderdelen bevestigt hechtingstesting de duurzaamheid van de afwerking.
Inzicht in Tolerantienormen
Tolerantiespecificaties hebben directe invloed op zowel de prestaties van componenten als de productiekosten. Strakkere toleranties vereisen precisere apparatuur, langzamere bewerkingssnelheden en meer inspectie, wat allemaal extra kosten met zich meebrengt. Het begrijpen van industriestandaardtoleranties helpt u om passend specificaties vast te stellen zonder overengineering.
Algemene machinaal bewerkings toleranties vallen meestal binnen +/- 0,005 inch voor de meeste commerciële toepassingen. Precisietoepassingen kunnen +/- 0,001 inch of nauwer vereisen. Bij plaatwerkfabricage wordt over het algemeen +/- 0,015 inch gehandhaafd voor gevormde afmetingen, hoewel dit varieert met materiaaldikte en buigcomplexiteit.
Het belangrijkste is om toleranties af te stemmen op functionele eisen. Vraag uzelf af: welke tolerantie heeft dit onderdeel daadwerkelijk nodig om zijn functie uit te voeren? Het specificeren van onnodig strakke toleranties voor niet-kritieke onderdelen verspilt geld zonder verbetering van de productprestaties.
Kwaliteitsgerichte fabrikanten helpen u tolerantiespecificaties te optimaliseren tijdens de Design for Manufacturability-beoordeling. Zij identificeren welke afmetingen daadwerkelijk strakke controle vereisen en welke standaard fabricagetoleranties kunnen accepteren, waarbij een balans wordt gezocht tussen prestatie-eisen en productiekosten.
Nu de kwaliteitskaders bekend zijn, wordt de volgende overweging hoe deze normen verschillend van toepassing zijn op specifieke bedrijfstakken, elk met unieke fabricage-eisen en nalevingsvereisten.

Sector-specifieke OEM-fabricage-eisen
Hier is een vraag die veel inkoopafdelingen parten speelt: waarom kost hetzelfde type beugel dramatisch andere bedragen, afhankelijk van of het in een auto, een vliegtuig of een ziekenhuisapparaat wordt geplaatst? Het antwoord ligt in sector-specifieke eisen die fundamenteel bepalen hoe partners voor contract manufacturing op metaalverwerking elk project aanpakken.
Elke sector stelt unieke eisen. Deze verschillen gaan veel verder dan enkel het halen van strengere toleranties of het verkrijgen van extra certificeringen. Ze beïnvloeden de materiaalkeuze, documentatievereisten, testprotocollen en zelfs de manier waarop uw fabricant de productiehal organiseert. Het begrijpen van deze verschillen helpt u om de juiste contractfabrikant voor plaatwerk te kiezen voor uw specifieke toepassing en kostbare mismatch te voorkomen.
Eisen en conformiteitseisen in de automobelsector
Wanneer u chassiscomponenten, ophangingsbeugels of structurele onderdelen vervaardigt voor auto's, komt u terecht in een wereld waar volume, consistentie en kostenrendement bovenaan staan. Automobiele OEM's eisen IATF 16949-certificering als basisvoorwaarde, maar daar houdt het niet op.
De automobelsector werkt met zeer kleine marge en productiehoeveelheden die de meeste andere industrieën ver overtreffen. Uw OEM-partner voor plaatwerkfabricage moet capaciteit aantonen voor hoge productieaantallen, terwijl statistische procescontrole wordt gehandhaafd over duizenden identieke onderdelen. Volgens specialisten in contract manufacturing maakt branchegerichte expertise een snellere projectopstart, verkorte ontwikkelingstijd en naleving van sectorregelgeving mogelijk, allemaal cruciale factoren nu de introductietijden in de auto-industrie voortdurend korter worden.
Typische auto-onderdelen zijn:
- Chassis- en frameonderdelen: Structurele beugels, dwarsliggers en montageplaten die een hoog sterkte-gewichtverhouding vereisen
- Ophangingonderdelen: Regelarmen, veerbevestigingen en veerzadels die nauwkeurige dimensionele controle vereisen
- Carrosseriestructuuronderdelen: Versterkingen, zuilen en botsingsstructuren waarbij materiaalconsistentie invloed heeft op veiligheidsbeoordelingen
- Aandrijflijnbeugels: Motorsteunen en transmissiebevestigingen die trillingsweerstand en thermische stabiliteit vereisen
Levertijden in de automobielindustrie volgen vaak just-in-time leveringsmodellen, wat betekent dat uw fabricant robuuste logistieke capaciteiten en de flexibiliteit moet hebben om productieplanningen snel aan te passen. Komt u een levertermijn te kort, dan riskeert u een assemblagelijn stil te leggen, een scenario dat leveranciersrelaties onmiddellijk verwoest.
Lucht- en ruimtevaart: waar precisie samenkomt met traceerbaarheid
Betreedt u de wereld van lucht- en ruimtevaartfabricage, dan veranderen de regels drastisch. Hier telt elke gram, nemen de documentatie-eisen exponentieel toe en is kwaliteit niet zomaar belangrijk; het is letterlijk een kwestie van leven of dood.
Structurele samenstellingen voor de lucht- en ruimtevaart zijn onderhevig aan extreme bedrijfsomstandigheden: temperatuurschommelingen van -65°F op hoogte tot 300°F in de buurt van motoren, constante trillingen en spanningscycli die worden gemeten in miljoenen. Materialen zoals titaniumlegeringen, hoogwaardige aluminium en speciale staalsoorten domineren het terrein, elk vereisend om specifieke verwerkingskennis die algemene fabrikanten vaak ontberen.
AS9100D-certificering wordt verplicht, maar lucht- en ruimtevaartbedrijven voeren ook vaak eigen leveranciersaudits uit en kunnen Nadcap-accreditatie vereisen voor speciale processen zoals lassen, warmtebehandeling of niet-destructief onderzoek. Alleen al de eisen aan traceerbaarheid onderscheiden de lucht- en ruimtevaart van andere sectoren. Elk stuk grondmateriaal moet terug te voeren zijn naar de oorspronkelijke certificering van de staalfabriek, en die documentatie volgt het onderdeel gedurende de gehele levensduur.
Productiehoeveelheden zijn meestal kleiner, maar met een aanzienlijk hogere waarde per onderdeel. Een fabricant die gemakkelijk 50.000 auto-beugels per maand produceert, kan moeite hebben met een lucht- en ruimtevaartorder van 200 complexe assemblages die uitgebreide documentatiepakketten per unit vereisen.
Fabricage van medische hulpmiddelen: steriliteit ontmoet precisie
De productie van medische hulpmiddelen stelt eisen die fabrikanten zonder ervaring in de zorg vaak verrassen. Zoals gespecialiseerde medische fabrikanten opmerken, is precisiefabricage onontbeerlijk wanneer zelfs de kleinste fout ernstige gevolgen kan hebben voor de gezondheid en veiligheid van patiënten.
Biocompatibiliteit is de belangrijkste overweging voor onderdelen die in contact komen met patiënten. Deze eis bepaalt de materiaalkeuze, die doorgaans uitloopt op specifieke kwaliteiten roestvrij staal, titanium en andere legeringen die bewezen veilig zijn bij contact met menselijk weefsel. Oppervlakteafwerking is van groot belang, omdat ruwe oppervlakken bacteriën kunnen bevatten of weefselirritatie kunnen veroorzaken.
Belangrijkste eisen voor medische fabricage zijn:
- Corrosiebestendigheid: Apparaten worden regelmatig gesteriliseerd met behulp van agressieve chemicaliën en hoge temperaturen
- Normen voor oppervlakteafwerking: Ra-waarden vaak gespecificeerd onder de 32 microinch voor oppervlakken die in contact komen met vloeistoffen
- Volledige materiaaltraceerbaarheid: Volledige documentatie van grondstof tot afgewerkt apparaat
- Schone productieomgevingen: Sommige onderdelen moeten worden vervaardigd in gecontroleerde omgevingen
ISO 13485:2016-certificering regelt kwaliteitssystemen voor de productie van medische hulpmiddelen. Volgens experts op het gebied van medische fabricage moeten fabrikanten ervaring, expertise en de nieuwste technologie combineren bij de productie van precisie plaatwerkonderdelen om kwaliteit, veiligheid en prestaties te garanderen voor elk geproduceerd onderdeel.
Behuizingen voor elektronica: EMV-afscherming en thermisch beheer
De fabricage van elektronica stelt specifieke eisen met betrekking tot elektromagnetische compatibiliteit en thermische prestaties. Precisiebehuizingen moeten gevoelige componenten beschermen en tegelijkertijd warmteafvoer beheren, een delicate balans die invloed heeft op materiaalkeuze en ontwerpproces.
De toleranties worden aanzienlijk strakker voor elektronica-applicaties. Paneelafstanden moeten consistent blijven voor een effectieve EMI-afscherming, terwijl montagevoorzieningen precisie vereisen om correcte componentuitlijning te garanderen. Aluminium domineert deze sector vanwege zijn uitstekende thermische geleidbaarheid, lichte gewicht en natuurlijke EMI-afschermende eigenschappen.
Oppervlakteafwerkeisen omvatten vaak geleidende coatings of behandelingen die elektrische continuïteit over verbonden oppervlakken behouden. In tegenstelling tot decoratieve afwerkingen bij consumentenproducten, dienen afwerkingen in elektronica een functioneel doel dat van invloed is op de productprestaties.
Hoe de industrie fabricagespecificaties bepaalt
Stel u voor dat u dezelfde tekening naar vier verschillende fabrikanten stuurt, elk gespecialiseerd in een andere industrie. U zou vier sterk uiteenlopende offertes, levertijden en beoordelingen van mogelijkheden ontvangen. De onderstaande tabel illustreert waarom deze variaties optreden.
| Eise | Automotive | Luchtvaart | Medisch | Elektronica |
|---|---|---|---|---|
| Typische toleranties | +/- 0,010" standaard | +/- 0,005" of nauwkeuriger | +/- 0,005" gebruikelijk | +/- 0,005" voor kritieke passingen |
| Vereiste certificeringen | IATF 16949, ISO 9001 | AS9100D, NADCAP | ISO 13485, FDA-registratie | ISO 9001, UL-conformiteit |
| Veelvoorkomende materialen | Hoogsterk staal, aluminium | Titaan, aluminiumlegeringen, Inconel | roestvrij staal 316L, titaan | Aluminium, koper, gegalvaniseerd staal |
| Productiehoeveelheden | Hoog (10.000+ eenheden) | Laag tot gemiddeld (50-500 eenheden) | Laag tot gemiddeld (100-5.000 eenheden) | Gemiddeld tot hoog (1.000-50.000 eenheden) |
| Gewenste doorlooptijd | productie van 4-8 weken | 12-20 weken inclusief documentatie | 8-16 weken met validatie | 6-10 weken gebruikelijk |
| Documentatieniveau | PPAP-pakketten vereist | Uitgebreide, op onderdeelniveau traceerbaarheid | Apparaatmasterdocumenten, validatie | Standaard inspectierapporten |
Contractfabrikanten passen hun processen aan om te voldoen aan de unieke eisen van elke sector via gespecialiseerde opleidingen, investeringen in apparatuur en wijzigingen in kwaliteitssystemen. Een fabrikant met uitgebreide ervaring in de automobielindustrie heeft waarschijnlijk geïnvesteerd in statistische procescontrole software, geautomatiseerde inspectiesystemen en lean manufacturing methodologieën die de consistentie waarborgen die grote productieomstanden vereisen.
Een op lucht- en ruimtevaart gerichte werkplaats legt daarentegen de nadruk op documentatiesystemen, certificeringen voor speciale processen en inspectiemogelijkheden die overdreven zouden zijn voor algemeen industrieel werk, maar essentieel zijn voor vluchtcritieke componenten.
De les? Het aanpassen van uw project aan een fabrikant met relevante branche-ervaring draait niet alleen om certificeringen op papier. Het gaat erom samen te werken met een partner wiens gehele bedrijfsvoering aansluit bij de specifieke eisen van uw sector. Deze afstemming vermindert leercurves, voorkomt verrassingen op het gebied van conformiteit en levert uiteindelijk componenten die aan uw eisen voldoen, zonder kostbare herwerking of vertragingen.
Het begrijpen van deze sector-specifieke eisen helpt u betere vragen te stellen tijdens de evaluatie van partners. Maar zelfs met de juiste branche-afstemming kunnen valkuilen in de samenwerking uw fabricageprojecten nog steeds ontregelen als u niet proactief voorbereid bent om ze aan te pakken.
Veelvoorkomende valkuilen in OEM-fabricagepartnerschappen voorkomen
U hebt de juiste gespecialiseerde fabrikant geïdentificeerd met indrukwekkende certificeringen. De eerste gesprekken verliepen vlot en de offerte leek concurrerend. Toch liep het project uiteindelijk mis. De reden hiervoor ligt vaak in samenwerkingsdynamieken die niet te voorspellen zijn aan de hand van alleen certificeringen en capaciteiten.
Hier is een realiteitscheck: zelfs goed afgestemde relaties met contractfabrikanten in de metaalverwerking mislukken wanneer kopers en leveranciers de menselijke en procedurele aspecten negeren die bepalend zijn voor dagelijks succes. Volgens experts op het gebied van contractproductie omvat succes in deze samenwerkingen het volgen van bewezen werkwijzen zoals duidelijke communicatie, grondig onderzoek naar fabrikanten en het opbouwen van sterke partnerships. Laten we de vijf meest schadelijke valkuilen bekijken en hoe u ze kunt voorkomen voordat ze uw budget aantasten.
Vijf valkuilen in samenwerking die fabricageprojecten doen mislukken
Beschouw deze uitdagingen als verborgen rotsen onder kalme water. Ze kondigen zich niet aan totdat uw project vastloopt. Vroegtijdig herkennen geeft u de kans om er volledig omheen te navigeren.
- Onduidelijke specificaties die leiden tot herwerkzaamheden: Vage tekeningen, onvolledige tolerantie-aanduidingen of dubbelzinnige materiaaleisen creëren interpretatiekloven die uw fabricant opvult met aannames. Wanneer die aannames niet overeenkomen met uw verwachtingen, volgen dure herwerkzaamheden. Preventie begint met grondige ontwerpdo-documentatie en een formeel ontwerpbeoordelingsproces. Zoals sectorexperts opmerken, houdt het duidelijk definiëren van eisen in dat de specificaties van het te produceren product worden beschreven, inclusief materialen, ontwerp en prestatienormen. Vraag uw fabricant om de interpretatie van kritieke kenmerken schriftelijk vast te leggen en vraag om uw schriftelijke goedkeuring voordat de productie begint.
- Communicatieproblemen tijdens de productie: Projecten verlopen zelden precies volgens planning. Vertragingen in materialen, problemen met apparatuur en onduidelijkheden over ontwerpen doen zich voor tijdens de gehele productie. Wanneer communicatiekanalen uitvallen, kunnen kleine problemen uitgroeien tot grote storingen. De oplossing? Zorg voor een sterke communicatiekanaal dat regelmatige statusvergaderingen omvat, aangewezen contactpersonen, duidelijke escalatieprocedures en gedefinieerde reactietijden. Ga er niet van uit dat wekelijkse e-mailupdates voldoende zijn wanneer dagelijkse coördinatie nodig is tijdens kritieke fasen.
- Kwaliteitsverschillen tussen batches: Uw eerste productierun voldoet perfect aan de specificaties. De derde partij vertoonde afwijkingen in afmetingen. De vijfde partij liet variaties in oppervlakteafwerking zien. Inconsistentie tussen partijen ondermijnt het vertrouwen en veroorzaakt problemen in latere assemblageprocessen. Voorkom dit door duidelijke kwaliteitsnormen van tevoren vast te stellen en ervoor te zorgen dat alle leveranciers deze begrijpen en er zich aan houden. Vraag kwaliteitscertificeringen aan, overweeg bezoeken ter plaatse om processen te beoordelen, en voer regelmatig kwaliteitsaudits uit om problemen vroegtijdig op te sporen.
- Intellectuele Eigendomszorgen: Uw eigen ontwerpen vertegenwoordigen een aanzienlijke investering. Het delen ervan met een contractfabrikant brengt inherente risico's met zich mee, met name bij OEM-fabrikanten in de Verenigde Staten die ook uw concurrenten kunnen bedienen, of bij buitenlandse partners die opereren onder andere juridische stelsels. Bescherming vereist vertrouwelijkheidsclausules in uw contract, regelmatige monitoring van het gebruik van uw eigendomsinformatie en een zorgvuldige beoordeling van de klantenbasis van een fabricagepartner voordat u zich bindt. Sommige kopers segmenteren hun productie, waarbij ze de gevoeligste componenten bij vertrouwde partners produceren en minder kritieke onderdelen breder uitbesteden.
- Capaciteitsbeperkingen tijdens pieken in vraag: Uw productlancering overtrof de verwachtingen, of een grote klant verhoogde onverwacht de bestellingen. Plotseling kan uw fabricant de pas niet meer bijbenen. Deze capaciteitsknelpunten komen vaker voor dan kopers verwachten, met name bij kleinere Amerikaanse metaalfabricagebedrijven die weinig productieflexibiliteit hebben. Ga hier proactief mee om door tijdens de selectie van partners capaciteitsplanning te bespreken. Begrijp hun huidige bezettingsgraad, mogelijkheid om extra ploegen in te zetten en relaties met partnerbedrijven voor overloopopdrachten. Het opbouwen van volumecommitments met flexibiliteitsclausules beschermt beide partijen wanneer de vraag schommelt.
Proactieve strategieën voor soepelere OEM-relaties
Het vermijden van valkuilen vereist meer dan alleen bewustzijn; het vereist systematische preventie. De meest succesvolle samenwerkingen stellen duidelijke kaders op voordat problemen zich voordoen, niet als reactie op problemen.
Documentatie die geschillen voorkomt: Elke veronderstelling, elk mondeling akkoord en elke ontwerpverduidelijking moet schriftelijk vastgelegd worden. Stel een projectdocumentatiepakket op dat goedgekeurde tekeningen met revisiebeheer, materiaalspecificaties met genoteerde aanvaardbare alternatieven, inspectiecriteria en steekproefplannen, verpakkings- en verzendvereisten, en escalatieprocedures met genoemde contactpersonen omvat. Deze documentatie dient als referentiekader wanneer vragen rijzen, waardoor gesprekken als "Ik dacht dat je bedoelde" worden voorkomen, die projecten vertragen en relaties beschadigen.
Goedkeuringsworkflows die problemen vroegtijdig signaleren: Stel formele goedkeuringstrappen in op cruciale mijlpalen binnen het project. Geef pas definitieve goedkeuring voor het starten van matrijzenbouw. Keur eerste artikelsamples goed alvorens productieruns te starten. Controleer alvorens te verzenden of de inspectierapporten voldoen aan de acceptatiecriteria. Elke controlepoort stelt een kans voor om problemen op te sporen wanneer correctiekosten minimaal zijn.
Prestatiemetingen die aanspreekbaarheid bevorderen: Zoals de beste praktijken in contract manufacturing aangeven, helpt het vaststellen van prestatie-indicatoren om het succes van de overeenkomst te meten. Denk hierbij aan het volgen van nalevingstermijnen voor leveringen, kwaliteitspercentages bij eerste keuring, reactietijden op vragen en kostenafwijkingen ten opzichte van offertes. Bespreek deze indicatoren regelmatig met uw fabricagepartner en gebruik de gegevens om verbetermogelijkheden te identificeren in plaats van eenvoudig schuld te toewijzen.
Partners evalueren voordat u zich bindt
De beste manier om valkuilen in partnerschappen te voorkomen? Kies partners die vanaf het begin kenmerken van laag risico tonen. Volgens specialisten in leverancierevaluatie is het kwalificeren van leveranciers een uiterst belangrijke stap die helpt bij het meten en analyseren van het risicopotentiële van elke leverancier, het monitoren van hun capaciteiten en het zoeken naar manieren om uw supply chain te verbeteren.
Voordat u een partnerschap definitief maakt, onderzoek dan deze cruciale aspecten:
- Klantreferenties: Wie zijn hun huidige klanten? Hoe lang werken ze al samen? Hebben ze problemen ondervonden en hoe zijn die problemen opgelost?
- Capaciteit en groeimogelijkheden: Hoeveel kunnen ze voor u produceren? Kunnen ze meegroeien met uw bedrijf? Welke soorten middelen willen ze toevoegen?
- Communicatiesystemen: Hoe goed communiceren ze tijdens uw beoordeling? Welke systemen en processen zorgen voor tijdige en nauwkeurige informatie-uitwisseling?
- Kwaliteitsinfrastructuur: Welke kwaliteitssystemen, normen of certificeringen zijn van toepassing? Voeren ze interne audits uit? Hoe gaan ze om met niet-conformiteiten?
Houd er rekening mee dat bestaande leveranciers regelmatig opnieuw moeten worden gekwalificeerd. Maak hiervan een standaardprocedure, waarbij de frequentie afhangt van de kritische aard van de onderdelen die ze leveren en de algehele prestaties van de relatie.
Het aanpakken van deze basisprincipes voor samenwerking zorgt ervoor dat uw fabricageprojecten succesvol verlopen. Maar zelfs met de juiste partner en solide processen op hun plaats, is het begrijpen van de echte kostenfactoren in OEM-fabricage essentieel voor realistische budgettering en om financiële verrassingen te voorkomen die anders succesvolle projecten kunnen dwarsbomen.
Kostenfactoren en budgettering voor OEM-projecten
Waarom biedt één fabrikant €15 per onderdeel terwijl een andere €45 vraagt voor hetzelfde component? Het begrijpen van de prijsvorming in OEM-fabricage vereist dat u voorbij het eindbedrag kijkt om te zien wat de werkelijke kostendrijvers zijn. Zonder deze kennis bent u tijdens onderhandelingen en budgetplanning in wezen blind.
Hier is wat de meeste kopers niet beseffen: de prijs op een offerte vertegenwoordigt slechts één onderdeel van een complex kostenspel. Materiaalkosten, gereedschapsinvesteringen, productiehoeveelheden, afwerkeisen, kwaliteitstests en logistiek dragen allemaal bij aan uw totale projectkosten. Laten we elk aspect analyseren, zodat u realistisch kunt plannen en echte besparingsmogelijkheden kunt identificeren.
Inzicht in de werkelijke kostenfactoren bij OEM-bewerking
Denk aan kostenfactoren voor metaalbewerking als lagen van een ui. Elke laag draagt bij aan uw eindprijs, en het begrijpen ervan helpt u om weloverwogen keuzes te maken over waar u kunt optimaliseren.
Materialenkosten: Grondstof vertegenwoordigt doorgaans 30-50% van uw totale onderdeelkosten. Volgens specialisten in plaatwerkfabricage is het selecteren van het juiste materiaal essentieel, omdat dit direct invloed heeft op zowel kosten als prestaties. Aluminium heeft een hogere prijs per kilogram dan zacht staal, maar kan de kosten voor downstream verwerking verlagen. Roestvrij staal biedt corrosieweerstand die coatingkosten overbodig maakt. De sleutel ligt in het beoordelen van de totale levenscycluskosten, niet alleen de grondstofprijs.
Gereedschapsinvesteringen: Hier ervaren veel projecten schok door de prijs. Aangepaste malen, gereedschappen en mallen vereisen een aanzienlijke investering vooraf, die moet worden afgeschreven over uw productierun. opmerken productieanalisten , is de grootste kostenfactor bij plaatwerkproductie de afschrijving van gereedschappen. Massaproductie vereist dure malen, waardoor echte besparingen pas ontstaan wanneer deze kosten worden verdeeld over grote hoeveelheden.
Productievolume heeft invloed op: Volume herschikt fundamenteel uw kosten per eenheid. Insteltijd, programmering en kwaliteitsdocumentatie zijn vaste kosten, ongeacht of u 100 of 10.000 onderdelen bestelt. Hogere volumes spreiden deze vaste kosten over meer eenheden, waardoor de prijs per stuk sterk daalt. Het kantelpunt waarbij productiegereedschap rendabel wordt, ligt meestal tussen een paar dozijn en een paar honderd onderdelen, afhankelijk van materiaal en complexiteit.
Afgewerkteisen: Oppervlaktebehandelingen voegen zowel kosten als tijd toe. Poedercoaten, anodiseren, plateren en gespecialiseerde afwerkingen hebben elk verschillende prijzen en verwerkingstijden. Striktere eisen aan oppervlakteafwerking verhogen de bewerktijd en inspectiecomplexiteit.
Kwaliteitstesten: De inspectiediepte heeft rechtstreeks invloed op de kosten. Statistische steekproeven zijn goedkoper dan 100% inspectie. Standaard dimensionele controles zijn goedkoper dan niet-destructief onderzoek. Uw sectorvereisten en de kritikaliteit van componenten bepalen de minimale testniveaus, maar te veel kwaliteitscontroles specificeren voor niet-kritieke kenmerken verspilt budget zonder verbetering van resultaten.
Logistiek: Verpakking, opslag en verzending vormen samen uw totale inkoopkosten. Spoedverzending om productievertragingen in te halen kan gemakkelijk 15-25% aan componentkosten toevoegen. Realistische doorlooptijden plannen voorkomt deze toeslagkosten.
Budgetplanning van prototype tot productie
Stel u voor dat u een project offerteert op basis van prototypenprijzen, om daarna te ontdekken dat de productiekosten per stuk eigenlijk 60% lager zijn. Of erger nog, dat u aannames over productiekosten toepast op een proefproductie en uw budget ziet verdampen. Inzicht in hoe kosten evolueren van prototype naar volledige productie voorkomt beide scenario's.
Snelle prototypen en massaproductie werken volgens fundamenteel verschillende economische modellen. Prototypering is kosteneffectiever bij lage volumes omdat er geen kosten voor gereedschappen zijn. CNC-bewerking, lasersnijden en handmatige vormgeving produceren functionele onderdelen zonder investering in speciale matrijzen. Per stuk blijven de kosten echter relatief hoog omdat u betaalt voor flexibiliteit in plaats van efficiëntie.
Massaproductie keert deze vergelijking om. Gereedschapsinvesteringen die bij 50 onderdelen nog afschrikkend leken, worden verwaarloosbaar wanneer ze worden uitgesmeerd over 50.000 eenheden. Geautomatiseerde processen verlagen de arbeidskosten per stuk. Het inkopen van materialen in grote hoeveelheden geeft toegang tot kortingen die niet beschikbaar zijn voor prototype-quantiteiten.
Veel bedrijven volgen een hybride aanpak: beginnen met snelle prototypen voor ontwerpvalidering, overstappen op tijdelijke of overbruggingsgereedschappen voor middelgrote series, en pas daarna investeren in definitieve productiegereedschappen naarmate de vraag en ontwerpstabiliteit toenemen. Deze trapsgewijze aanpak beheert risico's en optimaliseert tegelijkertijd de kosten in elke fase.
Kostenoptimalisatiestrategieën die werkelijk werken
U hoeft offertes niet zomaar te accepteren. Strategische inkopers verminderen actief de fabricagekosten via diverse bewezen aanpakken:
- DFM-optimalisatie: Analyse van ontwerp voor fabricage identificeert verborgen kostenfactoren in uw ontwerp. Volgens specialisten in fabricagekosten kan het vereenvoudigen van uw ontwerp de kosten aanzienlijk verlagen. Vermijd al te complexe sneden, onnodige lassen en ingewikkelde details die veel arbeid en tijd vergen, omdat dit direct invloed heeft op uw winstgevendheid. Het gebruik van standaardmateriaalafmetingen vermindert bovendien verspilling en kosten.
- Materiaalvervanginganalyse: Beoordeel of de gespecificeerde materialen echt voldoen aan de toepassingsvereisten. Hoewel roestvrij staal superieure corrosieweerstand biedt, kan aluminium kosteneffectiever zijn voor lichtgewichttoepassingen waarbij de blootstelling aan de omgeving beperkt is. Uw fabricant moet alternatieven kunnen identificeren die voldoen aan de prestatie-eisen tegen lagere kosten.
- Hoeveelheidsafspraken: Het toezeggen van jaarlijkse volumes, zelfs met geplande releases, zorgt voor betere prijzen dan het inkopen van productielopjes op korte termijn. Uw fabricant kan de inkoop van materialen optimaliseren, de productie efficiënt plannen en de kosten per eenheid verlagen wanneer hij zicht heeft op toekomstige vraag.
- Procesconsolidatie: Minder handelingen tussen operaties besparen tijd en kosten. Kunnen gelaste onderdelen worden vervangen door één gevormd stuk? Kunnen meerdere bewerkingsinstellingen worden samengevoegd tot minder operaties? Elke keer dat een onderdeel van werkstation wisselt, nemen de kosten toe.
- Batchproductie: Het produceren van componenten in batches in plaats van losse maatwerkstukken verlaagt de kosten aanzienlijk door kortere insteltijden en hogere arbeidsefficiëntie, terwijl de kwaliteitsconsistentie behouden blijft.
Overwegingen over doorlooptijd en prijsstelling spoedbestellingen
Tijd is geld bij fabricage, letterlijk gesproken. Spoedbestellingen die de normale doorlooptijd verkorten, brengen doorgaans toeslagkosten met zich mee van 15% tot 50%, afhankelijk van de urgentie en capaciteitsbeperkingen.
Standaard doorlooptijden bestaan omdat fabrikanten uw opdracht moeten inplannen naast het werk van andere klanten, materialen moeten inkopen en apparatuur efficiënt moeten inzetten. In de wachtrij voorrang krijgen vereist overwerk, versnelde materiaallevering en het verzetten van ander gepland werk. Dit alles brengt reële kosten met zich mee die aan u worden doorberekend.
De slimmere aanpak? Plan fabricagebehoeften met realistische tijdschema's die zijn opgenomen in uw productontwikkelingsplanning. Volgens experts in fabricagekosten gaan last-minuteprojecten vaak gepaard met hogere prijzen vanwege versnelde arbeid en materiaalinkoop. Vooruit plannen voorkomt spoedkosten en zorgt voor een soepelere, kostenefficiëntere productie.
Wanneer spoed onvermijdelijk is, communiceer dan vroegtijdig met uw fabrikant. Vaak is gedeeltelijke versnelling mogelijk, waardoor kritieke componenten snel worden geleverd terwijl minder dringende items volgens het standaardtijdschema worden uitgevoerd. Deze selectieve aanpak is goedkoper dan volledige versnelling en helpt u toch uw essentiële deadlines te halen.
Als u deze kostenstructuren begrijpt, kunt u effectief onderhandelen en budgetten opstellen die gebaseerd zijn op de realiteit in plaats van op optimistische aannames. Maar weten wat de kosten beïnvloedt, is slechts de helft van de oplossing. De keuze van een fabricagepartner die aansluit bij uw eisen en haar beloften kan waarmaken, bepaalt of uw budgetplanning daadwerkelijk leidt tot succesvolle projecten.
De juiste OEM-metaalbewerkingspartner kiezen
U hebt uw huiswerk gedaan wat betreft kosten, kwaliteitsnormen en sectorvereisten. Nu komt het besluit dat bepaalt of al die voorbereiding vruchten afwerpt: het kiezen van de juiste OEM-metaalbewerkingspartner. Deze keuze is meer dan alleen een leveranciersselectie; het is een OEM-productiepartnerschap dat gedurende jaren invloed zal hebben op de kwaliteit van uw product, de betrouwbaarheid van de leveringen en uw winstgevendheid.
Hoe transformeer je nu alles wat in dit artikel is besproken naar een praktisch selectieproces voor een metaalbewerkingsleverancier? De sleutel ligt in een systematische evaluatie op meerdere vlakken, het stellen van de juiste vragen en het herkennen van de kenmerken die uitzonderlijke partners onderscheiden van adequaat presterende leveranciers.
Evaluatie van OEM-metaalbewerkingspartners aan de hand van uw eisen
Bij het kiezen van een leverancier voor metaalbewerking, weersta de verleiding om uitsluitend te focussen op prijs. Volgens specialisten in contract manufacturing bij GMI Solutions , roept het evalueren van contractfabrikanten praktische vragen op die verder gaan dan de offerteprijzen: Is de geciteerde orderprijs volledig inclusief, of zullen er toeslagen en extra kosten worden berekend? Welke processen garanderen efficiëntie, kwaliteit en consistentie? Is er een vast aanspreekpunt, en welk communicatieniveau kunt u verwachten?
Uw evaluatie moet systematisch zes cruciale dimensies beoordelen:
Technische vaardigheden: Het begrijpen van de diensten en soorten werk die een contractfabrikant aanbiedt, is een fundamentele eerste stap bij het bepalen van de mogelijke samenwerking. Beschikt de fabrikant over de specifieke apparatuur, processen en expertise die uw componenten vereisen? Dit omvat niet alleen huidige capaciteiten, maar ook hun inzet voor technologische investeringen die wijzen op toekomstbestendigheid.
Certificeringsafstemming: Stel certificeringen in overeenstemming met de eisen van uw sector. Een leverancier voor de automobielindustrie zonder IATF 16949-certificering loopt compliantierisico's, ongeacht hun technische vaardigheden. Een fabrikant van medische hulpmiddelen zonder ISO 13485-certificering kan die markt simpelweg niet effectief bedienen.
Snelheid van prototyping: Hoe snel kunnen zij van uw ontwerpbestanden naar fysieke samples in uw handen overgaan? Snelle prototypingmogelijkheden, zoals een doorlooptijd van vijf dagen, versnellen productontwikkelingscycli aanzienlijk en maken snellere ontwerpiteraties mogelijk.
Productiecapaciteit: Zelfs als de contractfabrikant aansluit bij de behoeften van uw project, is het punt irrelevant als ze de productie niet kunnen faciliteren. Begrijp hun huidige bezetting, schaalbaarheid en bewezen vermogen om volume-eisen te halen tijdens pieken in de vraag.
Kwaliteitssystemen: Kijk verder dan certificeringslogo's om te begrijpen hoe kwaliteit daadwerkelijk functioneert op hun werkvloer. Welke inspectiemethoden gebruiken ze? Hoe gaan ze om met afwijkingen? Hoe ziet hun defectpercentage er historisch gezien uit?
Communicatieresponsiviteit: Volgens experts op het gebied van fabricagepartnerships moeten fabrikanten de keuze van de juiste fabricagepartner serieus nemen, omdat dit cruciaal is voor succes. Hoe snel reageren ze tijdens uw evaluatiefase? Die reactiesnelheid weerspiegelt doorgaans de ervaring die u als klant zult hebben.
| Evaluatiecriteria | Vragen om te stellen | Groene vlaggen | Waarschuwende signalen |
|---|---|---|---|
| Technische mogelijkheden | Welke diensten worden intern verzorgd en welke zijn uitbesteed? Welke recente investeringen in apparatuur hebt u gedaan? | Uitgebreide interne capaciteiten; voortdurende investeringen in technologie | Sterke afhankelijkheid van onderaannemers; verouderde apparatuur |
| Certificeringsafstemming | Welke certificeringen bezit u? Wanneer was uw laatste audit? | Huidige certificeringen die overeenkomen met uw sector; schone auditgeschiedenis | Verlopen certificeringen; auditvaststellingen niet aangepakt |
| Snelheid prototyping | Wat is uw gebruikelijke doorlooptijd voor prototypen? Kunt u versnellen indien nodig? | snel prototypen in 5-7 dagen; flexibele versnellingsmogelijkheden | Meerweken durende doorlooptijden voor prototypen; geen mogelijkheid tot versnelling |
| Productiecapaciteit | Wat is uw huidige bezettingsgraad? Hoe zou u kunnen schalen bij toenemende vraag? | Capaciteitsmarge; duidelijke schaalplannen; meerdere ploegen mogelijk | Bijna volledige capaciteitsbenutting; vaagheid over groeimogelijkheden |
| Kwaliteitsystemen | Wat is uw eerste-doorlooptarief? Hoe gaat u om met niet-conformiteiten? | Gedocumenteerde kwaliteitskentallen; systematisch correctieactieproces | Geen kwaliteitsgegevens beschikbaar; reactieve aanpak van kwaliteit |
| Communicatie | Wie zal mijn primaire contactpersoon zijn? Wat is uw gebruikelijke offertetermijn? | Toegewijde projectmanager; offertetermijn van 12-24 uur | Wisselende contactpersonen; offertetermijn van meerdere dagen |
| DFM Ondersteuning | Biedt u analyse voor fabricagevriendelijk ontwerp aan? Is dit inbegrepen bij het offreren? | Uitgebreide DFM-beoordeling als standaardpraktijk | DFM als extra kostenpost of niet aangeboden |
| Branchenervaring | Welke vergelijkbare projecten heeft u voltooid? Kunt u referenties verstrekken? | Bewezen staat in uw sector; bereid referenties te geven | Beperkte relevante ervaring; terughoudendheid om referenties te delen |
Belangrijke vragen om te stellen voordat u een fabrikant kiest
Naast de evaluatielijst kunnen bepaalde vragen onthullen of een potentiële OEM-partner voor metaalbewerking echt aan uw eisen voldoet. Deze vragen gaan dieper dan oppervlakkige mogelijkheden en brengen aan het licht hoe de samenwerking daadwerkelijk zal functioneren.
Ervaring en trackrecord: Een contractfabrikant kan goed gevestigd zijn, maar jarenlange ervaring betekent niet noodzakelijk dat hij geschikt is voor u. Kennis van uw branche en een bewezen staat in het produceren van producten vergelijkbaar met de uwe is cruciaal. Vraag om casestudies of referenties om hun expertise te begrijpen en hun vermogen om aan verwachtingen te voldoen te verifiëren.
Procesflexibiliteit: Hoewel robuuste, goed geteste processen iedereen ten goede komen, moet een contractfabrikant ook flexibiliteit bieden waar en wanneer dat nodig is. Kunnen zij jouw leveranciers toevoegen aan hun erkende leverancierslijst? Werken zij mee aan jouw interne eisen of kunnen zij specifieke testprocedures voor producten accommoderen? Starheid bij een partner leidt vaak tot wrijving naarmate jouw behoeften veranderen.
Ondersteuning ontwerptechniek: Leveranciers van fabricage dienen ontwerpen te optimaliseren voor verbeterde kosteneffectiviteit, efficiëntie en kwaliteit. Vraag of hun ingenieurs specificaties kunnen verfijnen, welke bestandsformaten zij accepteren voor CAD, en hoe zij omgaan met ontwerpveranderingen tijdens de productie. Partners die uitgebreide DFM-ondersteuning bieden, helpen jou kostbare, eerder in dit artikel besproken ontwerpgerelateerde fouten te voorkomen.
Schaalbaarheid en groei: Uw fabricagepartner moet meegroeien naarmate uw bedrijf groeit. Vraag naar hun flexibiliteit in productievolume, capaciteit voor toekomstige groei en vermogen om toenemende vraag te ondersteunen zonder afbreuk aan de kwaliteit. Een partner die niet met u meegroeit, wordt een knelpunt wanneer uw bedrijf succesvol is.
Financiële stabiliteit: Een verstoring in de supply chain veroorzaakt door insolventie van een contractfabrikant heeft verreikende en riskante gevolgen voor OEM's, zoals productievertragingen, kwaliteitsproblemen en slecht beheer van voorraden. Aarzel niet om informatie te vragen over de financiële gezondheid, met name bij kleinere fabrikanten.
Secundaire bewerkingen: Een alles-in-één-partner moet de productie stroomlijnen en de doorlooptijd verbeteren. Vraag of zij intern poedercoaten, bevestigingsmaterialen inbouwen, lassen of andere nevendiensten aanbieden. Het centraliseren van operaties bij één partner vermindert de coördinatiecomplexiteit en leidt vaak tot lagere kosten.
Alles samengevoegd: vind uw ideale partner
De kenmerken die in dit artikel worden besproken, komen samen in partners die operationele uitmuntendheid tonen op meerdere vlakken. Voor auto-toepassingen betekent dit specifiek het vinden van fabrikanten met IATF 16949-certificering, snelle prototypingmogelijkheden, uitgebreide DFM-ondersteuning en responsieve communicatiesystemen.
Overweeg hoe een ideale samenwerking op het gebied van automobielproductie er in de praktijk uitziet: Shaoyi (Ningbo) Metal Technology verklaart deze principes, met aanbod van rapid prototyping in 5 dagen, kwaliteitssystemen gecertificeerd volgens IATF 16949 en offertes binnen 12 uur voor chassis-, ophangings- en constructieonderdelen. Deze combinatie van snelheid, certificering en DFM-expertise vormt precies de partnerkenmerken die dit evaluatiekader u helpt te identificeren.
Of u nu metaalponsdelen voor auto's zoekt of precisie-assemblages voor andere industrieën, het beoordelingsproces blijft hetzelfde. Gebruik dit kader systematisch, documenteer uw bevindingen en neem beslissingen op basis van bewijsmateriaal in plaats van verkooppraatjes.
De juiste OEM-partner voor metaalbewerking voert uw orders niet zomaar uit; zij worden een uitbreiding van uw productiecapaciteit en brengen expertise mee die uw producten en de veerkracht van uw supply chain versterkt.
Onthoud: de kosten van een verkeerde keuze gaan veel verder dan verspilde evaluatietijd. Herwerkingskosten, vertragingen, kwaliteitsincidenten en extra overhead voor relatiebeheer nemen na verloop van tijd toe en putten budgetten uit op manieren die uitgangsquotes nooit onthullen. Investeer voldoende tijd om een partner te vinden die aansluit bij uw eisen, en het partnerschap zal die investering vele malen terugbetalen via betrouwbare, kwaliteitsgerichte productie die uw bedrijfsgroei ondersteunt.
Veelgestelde vragen over OEM-metalbewerking
1. Wat zijn de drie soorten metaalbewerking?
De drie basisvormen van metaalbewerking zijn snijden, buigen en assembleren. Bij snijden wordt plaatmateriaal gevormd met behulp van lasers, waterstralen of plasma. Buigen maakt gebruik van ponsbogen of vormgeefapparatuur om hoeken en curves te creëren. Assembleren verbindt meerdere onderdelen via lassen, bevestigingselementen of lijmverbindingen. OEM-bewerkers combineren deze technieken op basis van uw specifieke onderdeelvereisten en optimaliseren elk proces via Design for Manufacturability-analyse om kosten te verlagen en kwaliteit te verbeteren.
2. Wat kost metaalbewerking per uur?
De arbeidstarieven voor metaalbewerking variëren doorgaans van €70 tot €130 per uur voor lassen en op maat gemaakte constructiewerkzaamheden. De totale projectkosten zijn echter afhankelijk van meerdere factoren naast arbeid: materiaalkosten (30-50% van de onderdeelprijs), gereedschapsinvesteringen, productiehoeveelheden, afwerkeisen en kwaliteitstesten. Bij grootschalige productie nemen de kosten per eenheid sterk af, omdat gereedschaps- en instelkosten worden gespreid over meer onderdelen. Vraag gedetailleerde offertes aan waarin elke kostenpost apart wordt vermeld, zodat u de werkelijke prijzen goed begrijpt.
3. Wat is het verschil tussen OEM-bewerking en standaard metaalbewerking?
OEM-productie produceert aangepaste componenten op basis van uw eigen ontwerpen, die u merkt en verkoopt als uw eigen producten. Standaardproductie creëert doorgaans algemene of catalogusonderdelen die beschikbaar zijn voor elke klant. Drie belangrijke kenmerken definiëren OEM-partnerschappen: u behoudt het eigendom van het ontwerp en intellectueel eigendom, u hebt merkrecht op de afgewerkte componenten, en de producent biedt schaalbaarheid in productie via gevestigde supply chains en schaalgrootdevoordelen, zonder dat u kapitaal hoeft te investeren in faciliteiten.
4. Welke certificeringen moet een OEM-metaalbewerker hebben?
Vereiste certificeringen zijn afhankelijk van uw sector. Leveranciers in de automobielindustrie hebben IATF 16949-certificering nodig. Toepassingen in de lucht- en ruimtevaart vereisen AS9100D en mogelijk Nadcap-accreditatie. Voor de fabricage van medische hulpmiddelen is naleving van ISO 13485:2016 vereist. AWS-certificering valideert de laskwaliteit, terwijl AISC-certificering bekwaamheid in staalconstructies bevestigt. ISO 9001:2015 fungeert als basisnorm voor kwaliteitsmanagement. Controleer altijd de geldigheid van certificeringen en het auditverleden voordat u een keuze maakt voor een fabricagepartner.
5. Hoe kies ik de juiste OEM-partner voor metaalfabricage?
Evalueer partners op zes dimensies: technische capaciteiten die aansluiten bij uw componentvereisten, certificeringen die overeenkomen met uw sector, snelheid van prototyping voor ontwerpiteratie, productiecapaciteit voor volumebehoeften, kwaliteitssystemen met gedocumenteerde meetwaarden en reactievermogen in communicatie. Vraag referenties aan van vergelijkbare projecten, beoordeel hun DFM-ondersteuningsmogelijkheden en verifieer de financiële stabiliteit. Partners die snelle prototyping, uitgebreide ontwerpondersteuning en gecertificeerde kwaliteitssystemen zoals IATF 16949 bieden, tonen operationele excellente prestaties.