 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Fabrikanten van machineonderdelen: 9 essentiële punten voordat u uw eerste offerteaanvraag indient
Inzicht in fabrikanten van machineonderdelen en hun industriële rol
Hebt u zich ooit afgevraagd wie de precisietandwielen binnen de versnellingsbak van uw auto of de ingewikkelde kleponderdelen in lucht- en ruimtevaartsystemen maakt? Fabrikanten van machineonderdelen zijn gespecialiseerde producenten die grondstoffen omzetten in kritieke onderdelen die bijna elke industrie aandrijven. In tegenstelling tot algemene constructeurs die grote structuren bouwen, vervaardigen deze op precisie gerichte bedrijven individuele onderdelen met toleranties die vaak worden uitgedrukt in duizendsten van een inch.
Deze gids begeleidt u stap voor stap door alles wat u moet weten voordat u uw eerste offerteaanvraag verstuurt. Beschouw het als uw uitgebreide routekaart — geen productcatalogus — die is ontworpen om u met vertrouwen te begeleiden door de complexe wereld van de productie van machineonderdelen.
Waar machineonderdelenfabrikanten werkelijk mee bezig zijn
In wezen zijn fabrikanten van bewerkte onderdelen gespecialiseerd in subtraktieve productieprocessen. Stel u een beeldhouwer voor die werkt met een blok marmer—deze fabrikanten beginnen met massief metalen materiaal en verwijderen systematisch materiaal totdat de gewenste vorm verschijnt. Het belangrijkste verschil ten opzichte van algemene fabricage? Precisie is van essentieel belang.
Terwijl een fabricagebedrijf constructies bouwt door plaatmetaal te snijden, te buigen en aan elkaar te lassen, richten precisiefabrikanten zich op het maken van afzonderlijke onderdelen volgens exacte specificaties. Zij werken met CNC-machineonderdelen en geavanceerde apparatuur om toleranties te bereiken die handmatige processen simpelweg niet kunnen evenaren. De Amerikaanse markt voor diensten van machinebedrijven is alleen al in 2025 gewaardeerd op 48,0 miljard dollar, wat aangeeft hoe essentieel deze gespecialiseerde producenten zijn geworden voor de moderne productie.
De verborgen ruggengraat van industriële productie
U vindt bewerkte onderdelen op plaatsen waar u ze misschien nooit zou verwachten. Van de lagers in windturbines tot de connectoren in medische apparatuur: nauwkeurig bewerkte componenten vormen de onzichtbare infrastructuur die industrieën soepel doet functioneren.
Deze fabrikanten produceren een breed scala aan essentiële machineonderdelen:
- Koppelingen en remmen – Van cruciaal belang voor krachtoverbrenging- en bewegingsregelsystemen
- Koppelingen – Verbinden roterende assen en compenseren tegelijkertijd uitlijningsfouten
- Veren en bevestigingsmiddelen – Zorgen voor trekkracht, drukkracht en veilige verbindingen
- Precies gemachinede onderdelen – Op maat gemaakte onderdelen voor specifieke toepassingen
- Tandwielen en transmissieonderdelen – Stellen krachtoverbrenging bij verschillende snelheden en koppels mogelijk
- Lagers en ondersteuningsstructuren – Verminder wrijving en behoud uitlijning
Van ruw metaal naar precisieonderdelen
Wat onderscheidt een gespecialiseerde precisiefabrikant van een algemene machinefabriek? Het komt neer op capaciteit, consistentie en certificering. Algemene constructeurs kunnen structurele frames en behuizingen produceren, maar wanneer u een onderdeel nodig hebt dat binnen micrometer nauwkeurig moet passen, heeft u een toegewijde precisiepartner nodig.
Gespecialiseerde fabrikanten investeren zwaar in geavanceerde CNC-technologie, kwaliteitsmanagementsystemen en ervaren verspaners die de nuances begrijpen van het werken met verschillende materialen. Zij handhaven strikte kwaliteitscontroleprotocollen en beschikken vaak over branchespecifieke certificaten die algemene werkplaatsen gewoonweg niet nastreven.
Het begrijpen van dit verschil is belangrijk, omdat het kiezen van het verkeerde type partner kan leiden tot projectvertragingen, budgetoverschrijdingen en onderdelen die niet voldoen aan uw specificaties. Terwijl u zich voorbereidt op de aankoop van machineonderdelen, stelt het herkennen van wat deze fabrikanten wel – en niet – doen u in een sterker positie om de juiste partner te vinden voor de specifieke vereisten van uw project.

Kernproductieprocessen achter precisie-onderdelen
Klinkt ingewikkeld? Dat hoeft niet. Het begrijpen van de manier waarop CNC-gevormde onderdelen daadwerkelijk worden vervaardigd, geeft u een aanzienlijk voordeel bij het communiceren met fabrikanten en bij het beoordelen van hun mogelijkheden. Laten we de kernprocessen uiteenzetten waarmee ruw metaal wordt omgezet in de precisie-gevormde onderdelen waarop u voor uw projecten kunt vertrouwen.
Uitleg van de basisprincipes van CNC-bewerking
CNC staat voor Computer Numerical Control — in wezen computers die snijgereedschappen met uitzonderlijke nauwkeurigheid aansturen. In tegenstelling tot handmatige bewerking, waarbij operators de gereedschappen met de hand aansturen, volgt CNC-technologie geprogrammeerde instructies om toleranties te bereiken die de menselijke hand eenvoudigweg niet consistent kan reproduceren.
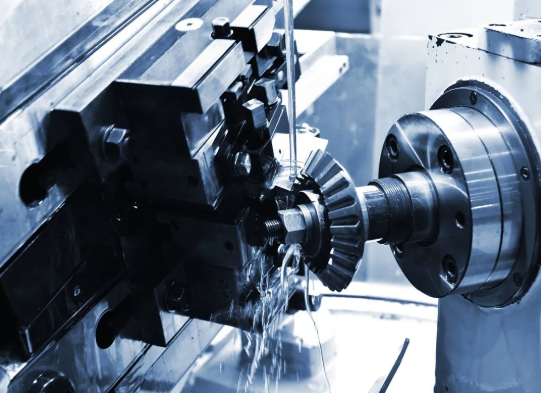
De twee fundamentele CNC-processen waarmee u in aanraking zult komen, zijn draaien en frezen. Hier is het belangrijkste verschil: bij CNC-draaien draait het werkstuk terwijl een stationair snijgereedschap het bewerkt — ideaal voor cilindrische onderdelen zoals assen, stangen en lagers. Bij CNC-frezen gebeurt het omgekeerde: het snijgereedschap draait terwijl het werkstuk vast blijft staan, waardoor het perfect geschikt is voor gefreesde onderdelen met vlakke oppervlakken, groeven, uitsparingen en complexe driedimensionale vormen.
Bij de productie van machineonderdelen combineren veel toepassingen voor precisiebewerking zowel draai- als freesbewerking. Een onderdeel kan bijvoorbeeld op een draaibank worden bewerkt voor zijn cilindrische kenmerken en vervolgens naar een freesmachine gaan voor gaten, vlakken of hoekige sneden. Het begrijpen van deze werkwijze helpt u om te bepalen welke fabrikanten uw volledige project kunnen uitvoeren en welke externe leveranciers voor secundaire bewerkingen nodig hebben.
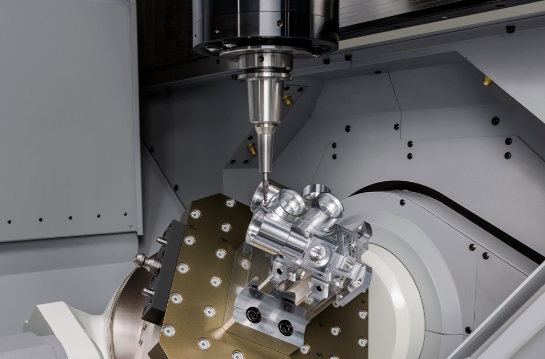
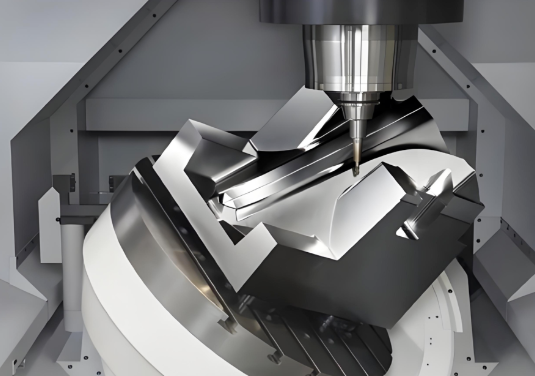
Mogelijkheden voor meerdere-as machinerie
Stel u eens voor dat u een turbineblad probeert te bewerken met behulp van slechts drie bewegingsrichtingen — omhoog-omlaag, links-rechts en vooruit-achteruit. U zou dan herhaaldelijk moeten stoppen, het onderdeel opnieuw positioneren en telkens het risico lopen op uitlijnfouten. Dit is precies de reden waarom meervoudige-asbewerking bestaat.
Standaard 3-assige bewerking verplaatst het snijgereedschap langs drie lineaire richtingen. Hoewel deze methode effectief is voor eenvoudigere vormen, vereist ze meerdere opspanningen voor complexe onderdelen. Volgens de technische analyse van Fictiv voegt 5-assige CNC-bewerking twee rotatiebewegingen toe, waardoor het gereedschap het werkstuk in één opspanning van vrijwel elke hoek kan benaderen.
Er is ook een tussenoptie genaamd 3+2-assige bewerking (of positionele 5-assige bewerking). Hierbij kantelen de roterende assen het werkstuk in de gewenste positie, maar het snijden gebeurt nog steeds uitsluitend met behulp van de drie lineaire bewegingen. Deze aanpak biedt toegang tot meerdere zijden zonder de programmeercomplexiteit van volledige simultane 5-assige bewerking.
De praktische voordelen? Minder insteltijd, minder kans op uitlijnfouten en de mogelijkheid om ingewikkelde onderdelen te bewerken die anders meerdere bewerkingen zouden vereisen of zelfs helemaal niet konden worden vervaardigd. Voor CNC-precisiebewerkte onderdelen met complexe contouren—denk aan lucht- en ruimtevaartcomponenten of medische implantaat—blijkt 5-assige bewerkingscapaciteit vaak essentieel.
Swiss-schroefbewerking voor complexe geometrieën
Wanneer uw vereisten voor precisiebewerking onderdelen omvatten die klein en slank zijn met ingewikkelde kenmerken, biedt Swiss-schroefbewerking mogelijkheden die conventionele draaibanken niet kunnen evenaren. Deze technologie, oorspronkelijk ontwikkeld voor de horlogemaking, is bijzonder geschikt voor het produceren van lange, dunne onderdelen zonder de doorbuigingsproblemen die standaard draaibewerkingen plagen.
Wat maakt Swiss-machines anders? Het werkstuk wordt ondersteund door een geleidbuis die zeer dicht bij het snijpunt is geplaatst, wat uitzonderlijke stabiliteit biedt. Dit ontwerp maakt het mogelijk om onderdelen te bewerken met lengte-diameterverhoudingen die op conventionele machines zouden leiden tot trillingen en onnauwkeurigheden. Volgens Kremin Inc. zijn Swiss-draaibanken onmisbaar voor de medische, lucht- en ruimtevaart-, elektronica- en horlogemakingsindustrie, waar precisie en kleine onderdeelafmetingen van cruciaal belang zijn.
Veel Zwitserse machines zijn ook uitgerust met live tooling — roterende gereedschappen die freesbewerkingen kunnen uitvoeren terwijl de hoofdspindel het werkstuk vasthoudt. Dit betekent dat complexe CNC-gefreeste onderdelen met zowel gedraaide als gefreeste kenmerken in één enkele bewerking volledig kunnen worden vervaardigd.
Vergelijking van productieprocessen op een oogopslag
De keuze van het juiste bewerkingsproces hangt af van de geometrie van uw component, de vereiste toleranties en het materiaal. Deze vergelijking helpt u om uw behoeften te koppelen aan de juiste productieaanpak:
| Proces type | Beste toepassingen | Typische toleranties | Materiële verenigbaarheid |
|---|---|---|---|
| CNC Draaien | Cilindrische onderdelen: assen, pennen, lagers, fittingen | ±0,025 mm (±0,001 inch) | Metalen, technische kunststoffen, legeringen |
| CNC Fрезеровка | Prismatische onderdelen: behuizingen, beugels, platen met uitsparingen en sleuven | ±0,05 mm (±0,002 inch) | Staal, aluminium, titanium, kunststoffen, composieten |
| Zwitsers schroefverspanen | Kleine, slanke componenten: medische pennen, elektronische connectoren, horlogedelen | ±0,005 mm (±0,0002 in) | Messing, roestvast staal, titanium, aluminium |
| Multi-asbewerking (5-assig) | Complexe geometrieën: turbinebladen, wielen van pompen en orthopedische implantaat | ±0,01–0,02 mm (±0,0004–0,0008 inch) | Alle bewerkbare metalen, hoogwaardige legeringen |
Let op hoe de toleranties nauwer worden naarmate u overgaat op gespecialiseerdere machines. Deze correlatie tussen mogelijkheden en precisie is de reden waarom het begrijpen van deze processen zo belangrijk is: het helpt u zowel onder-specificatie (en daardoor ontoereikende onderdelen) als over-specificatie (en dus het betalen van een premieprijzen voor mogelijkheden die u niet nodig hebt) te voorkomen.
Nu u een duidelijk beeld hebt van hoe deze productieprocessen werken, bent u klaar om het volgende cruciale beslissingspunt te verkennen: het selecteren van het juiste materiaal voor uw bewerkte onderdelen.

Gids voor materiaalkeuze voor bewerkte onderdelen
Het kiezen van het verkeerde materiaal kan uw hele project op de helling zetten. Stel u eens voor dat u een perfect onderdeel ontwerpt, om vervolgens te zien hoe het in de praktijk corrodeert, instort onder belasting of uw budget opblaast omdat u een exotische legering hebt gespecificeerd terwijl standaardstaal volkomen voldoende zou zijn geweest. Materiaalkeuze bevindt zich op het snijpunt van technische prestaties en economische realiteit — en om het juist te doen, moet u begrijpen hoe verschillende metalen en kunststoffen zich gedragen onder werkelijke omstandigheden.
Wanneer het inkopen van bewerkte metalen onderdelen bij fabrikanten , dan komt u een breed scala aan opties tegen. Elk materiaal biedt specifieke voordelen en afwegingen op het gebied van mechanische sterkte, corrosieweerstand, gewicht en kosten. Laten we de belangrijkste categorieën bekijken, zodat u uw eisen kunt koppelen aan de optimale keuze.
Staalgelegeringen voor sterkte en duurzaamheid
Staal blijft om goede redenen het werkpaard van de industriële productie. De combinatie van sterkte, hardheid en betaalbaarheid maakt het de standaardkeuze voor toepassingen die structurele integriteit en slijtvastheid vereisen. Niet alle soorten staal zijn echter gelijkwaardig.
Zacht staal (zoals 1018 en 1045) biedt uitstekende bewerkbaarheid en lasbaarheid tegen economische prijzen. Volgens Hubs is zacht staal 1018 de meest gebruikte kwaliteit en levert het een goede taaiheid, sterkte en hardheid voor algemene toepassingen. Deze stalen zijn geschikt voor malen, spanmiddelen en structurele onderdelen, waarbij corrosiebescherming kan worden toegevoegd via plating of coating.
Legertjes (zoals 4140 en 4340) verhogen de prestaties aanzienlijk. Ze kunnen worden warmbehandeld om een hogere hardheid en sterkte te bereiken, terwijl ze toch een goede taaiheid behouden. Als uw op maat gemaakte stalen onderdelen hoge belastingen, herhaalde impactbelastingen of veeleisende slijttoestanden moeten weerstaan, rechtvaardigen gelegeerde stalen hun bescheiden prijsopslag.
Rostvast staal brengt corrosiebestendigheid in de vergelijking. Het chroomgehalte (meestal boven de 10,5%) vormt een beschermende passiveringslaag die bestand is tegen roest en chemische aanvallen. Kwaliteit 304 is geschikt voor de meeste algemene toepassingen, terwijl 316 een superieure weerstand biedt tegen zoute omgevingen—essentieel voor mariene of chemische procesapparatuur.
De afweging? Roestvast staal is moeilijker te bewerken dan zacht staal, wat de kosten voor het verspanen van metalen onderdelen verhoogt. Slijtage van gereedschap neemt toe en werkverharding kan het snijden bemoeilijken. Ondanks dit nadeel overwegen de lange levensduur en duurzaamheid vaak de hogere initiële kosten.
Toepassingen van aluminium in lichtgewicht onderdelen
Wanneer gewichtsreductie belangrijk is—of dat nu is voor brandstofefficiëntie, draagbaarheid of het verminderen van traagheid in bewegende onderdelen—leveren aluminiumlegeringen uitzonderlijke prestaties. Met een dichtheid van ongeveer een derde van die van staal maakt aluminium ontwerpen mogelijk die met ferro-metalen onpraktisch zwaar zouden zijn.
Naast gewichtsbesparing biedt aluminium uitstekende bewerkbaarheid. Een lagere snijweerstand betekent kortere cyclus tijden, minder slijtage van de gereedschappen en uitstekende oppervlakteafwerking. Dit vertaalt zich direct naar lagere bewerkingskosten, waardoor aluminium bijzonder aantrekkelijk is voor zowel prototyping als productie in grote volumes.
Aluminium 6061 is de meest gebruikte algemene legering. De evenwichtige eigenschappen—goede sterkte-op-gewichtverhouding, corrosiebestendigheid en uitstekende bewerkbaarheid—maken deze geschikt voor toepassingen variërend van auto-onderstellen tot behuizingen voor elektronica. Industriegegevens bevestigen dat 6061 de meest economische en wijdverspreide aluminiumoptie is voor CNC-bewerking.
Aluminium 7075 is gericht op toepassingen met hoge prestatie-eisen. Deze lucht- en ruimtevaartkwaliteit legering bereikt bij warmtebehandeling een sterkte die vergelijkbaar is met staal, waardoor het ideaal is voor structurele vliegtuigcomponenten, klimmateriaal en onderdelen voor wedstrijdfietsen. De hogere prijs weerspiegelt zijn superieure mechanische eigenschappen.
Een belangrijk aspect om rekening mee te houden: hoewel aluminium van nature weerstand biedt tegen atmosferische corrosie, kan het reageren met bepaalde chemicaliën en ongelijksoortige metalen. Anodiseren creëert een harde, beschermende laag die de duurzaamheid verbetert en gekleurde afwerkingen mogelijk maakt — een veelvoorkomende secundaire bewerking voor nauwkeurig bewerkte metalen onderdelen.
Speciale materialen voor extreme omgevingen
Soms zijn standaardmaterialen gewoon niet bestand tegen de eisen van uw toepassing. Extreme temperaturen, agressieve chemicaliën of ongebruikelijke mechanische vereisten vereisen speciale legeringen en geavanceerde kunststoffen.
Titanium combineert opmerkelijke sterkte met ongeveer 45% minder gewicht dan staal. De corrosiebestendigheid is vergelijkbaar met of zelfs beter dan die van roestvast staal, en de eigenschappen blijven behouden bij verhoogde temperaturen. Titanium wordt vaak gespecificeerd voor toepassingen in de lucht- en ruimtevaart, medische implantaat en maritieme toepassingen, ondanks de aanzienlijk hogere kosten. De uitdaging? De slechte warmtegeleidingsvermogen en de neiging tot verharding tijdens bewerking maken bewerkingsprocessen van metaal lastig. Verwacht langere cyclustijden, speciale gereedschapsvereisten en bijbehorend hogere prijzen.
Messing uitstekend geschikt voor toepassingen waarbij lage wrijving, elektrische geleidbaarheid of een aantrekkelijke afwerking vereist zijn. Op maat gemaakte messing onderdelen kunnen uitzonderlijk goed worden bewerkt—messing wordt vaak genoemd als één van de gemakkelijkst te bewerken metalen. Dit maakt het kosteneffectief voor productie in grote volumes van klepcomponenten, elektrische connectoren en decoratieve hardware. De natuurlijke corrosiebestendigheid (hoewel minder dan die van roestvast staal) is geschikt voor vele sanitaire en maritieme toepassingen.
Technische kunststoffen bieden unieke eigenschappen die metalen niet kunnen evenaren. Materialen zoals PEEK verdragen continue temperaturen tot 250 °C en bieden tegelijkertijd chemische weerstand en elektrische isolatie. Nylon levert uitstekende slijtvastheid voor tandwielen en lagers, terwijl POM (Delrin) lage wrijving en hoge dimensionale stabiliteit biedt. Deze materialen wegen slechts een fractie van metalen, wat vaak de montage vereenvoudigt en de systeembelasting vermindert.
Materialenvergelijking op een rij
Deze tabel vat de belangrijkste beslissingsfactoren samen voor veelgebruikte machinaal bewerkte componentmaterialen:
| Materiaal | Bereik treksterkte | Corrosiebestendigheid | Gewichtsfactor | Kostenniveau | Ideale Toepassingen |
|---|---|---|---|---|---|
| Zacht staal (1018/1045) | 370–585 MPa | Laag (vereist coating) | Hoog (7,8 g/cm³) | $ | Structurele onderdelen, malplaten, spanmiddelen, algemene machines |
| Roestvrij staal (304/316) | 515–620 MPa | Uitstekend | Hoog (8,0 g/cm³) | $$ | Voedingsverwerkende industrie, medische toepassingen, mariene toepassingen, chemische apparatuur |
| Aluminium (6061/7075) | 275–570 MPa | Goed (uitstekend met anodiseren) | Laag (2,7 g/cm³) | $–$$ | Lucht- en ruimtevaartstructuren, automobiel, behuizingen voor elektronica |
| Messing (C36000) | 310–380 MPa | Goed | Hoog (8,5 g/cm³) | $$ | Elektrische connectoren, kleppen, decoratieve fittingen |
| Titanium (kwaliteit 5) | 830–1170 MPa | Uitstekend | Middelmatig (4,4 g/cm³) | $$$$ | Lucht- en ruimtevaart, medische implantaten, hoogwaardige raceauto's |
| Technische kunststoffen (PEEK/Nylon) | 45–100 MPa | Uitstekend (chemisch) | Zeer laag (1,1–1,4 g/cm³) | $$–$$$ | Lagers, isolatoren, medische apparatuur, onderdelen voor voedingsdoeleinden |
Wanneer speciale legeringen de premie waard zijn
Het besluit om over te stappen op materialen van hogere kwaliteit mag niet lichtvaardig worden genomen — maar evenmin moet het worden vermeden wanneer de omstandigheden dit vereisen. Overweeg speciale legeringen wanneer:
- De gevolgen van een storing ernstig zijn – Onderdelen voor vliegtuigen, medische implantaat en veiligheidkritieke systemen rechtvaardigen hoogwaardige materialen die het risico tot een minimum beperken
- De bedrijfsomgeving extreem is – Hoge temperaturen, corrosieve chemicaliën of blootstelling aan zoutwater kunnen standaardmaterialen snel vernietigen
- Gewichtsbesparingen de systeemprestatie verbeteren – In lucht- en ruimtevaart- en automobieltoepassingen leidt een lagere massa tot een betere brandstofefficiëntie en beter rijeigenschappen
- De totale levenscycluskost gunstiger is voor duurzaamheid – Een titaanonderdeel dat twintig jaar meegaat, kan goedkoper zijn dan het elke vijf jaar vervangen van staalonderdelen
Omgekeerd leidt het specificeren van exotische materialen voor onschuldige omgevingen eenvoudigweg tot een verspilling van het budget. Een roestvrijstalen onderdeel in een droge binnentoepassing vertegenwoordigt vaak onnodige kosten, terwijl koolstofstaal met een geschikte coating identieke prestaties zou leveren.
Met een duidelijk inzicht in de beschikbare materialen en hun afwegingen bent u nu in staat om eisen te specificeren die een evenwicht vormen tussen prestatiebehoeften en budgetrealiteiten. De volgende cruciale overweging? Het begrijpen van tolerantienormen — want zelfs de perfecte materiaalkeuze is waardeloos als uw onderdelen niet precies passen zoals ontworpen.
Uitleg van tolerantienormen en precisiespecificaties
U heeft het perfecte materiaal gekozen. Uw ontwerp ziet er schitterend uit op het scherm. Maar hier stuiten veel projecten: het specificeren van toleranties die ofwel buitensporig dure productie vereisen of niet voldoen aan uw functionele eisen. Het begrijpen van specificaties voor precisiebewerkte onderdelen is niet alleen technische kennis — het is het verschil tussen onderdelen die perfect passen en kostbare fouten die herstelwerkzaamheden vereisen.
Toleranties definiëren de toegestane afwijking in de afmetingen van een onderdeel. Beschouw ze als de acceptabele foutmarge. Een as met een diameter van 10 mm en een tolerantie van ±0,02 mm kan daadwerkelijk overal tussen 9,98 mm en 10,02 mm meten en wordt toch als acceptabel beschouwd. Dit ogenschijnlijk kleine detail heeft enorme gevolgen voor zowel de kosten als de functie.
Het ontcijferen van tolerantieklassen en hun implicaties
Bij het beoordelen van offertes van fabrikanten van precisiebewerkte onderdelen komt u verschillende tolerantiespecificaties tegen. Volgens industriestandaarden standaard CNC-bewerkings toleranties van ±0,25 mm (±0,010") vormen de basiscapaciteit voor de meeste precisieproductieprocessen. Dit niveau houdt rekening met normale variaties in machine-precisie, thermische effecten, slijtage van gereedschap en herhaalbaarheid van de opstelling, terwijl economische productiesnelheden worden gehandhaafd.
Maar wat betekenen verschillende tolerantieklassen eigenlijk voor uw project? Hieronder vindt u een praktische opdeling:
- Standaardtoleranties (±0,25 mm / ±0,010") – Geschikt voor niet-kritieke afmetingen, algemene constructiedelen en onderdelen waarbij de pasvorm niet uiterst nauwkeurig hoeft te zijn. De meest kosteneffectieve optie.
- Fijne toleranties (±0,125 mm / ±0,005") – Vereist voor precisie-machinedelen met matige pasvereisten, bewegende onderdelen en assemblages die betrouwbare uitlijning vereisen.
- Precisietoleranties (±0,05 mm / ±0,002") – Noodzakelijk voor hoogprecisie-machinedelen in veeleisende toepassingen zoals lagerhuizen, hydraulische componenten en precisieassemblages.
- Ultra-precisietoleranties (±0,0125 mm / ±0,0005") – Gereserveerd voor hoogprecieze bewerkte onderdelen in de lucht- en ruimtevaart, medische apparatuur en optische apparatuur, waar micronnauwkeurigheid onontkoombaar is.
Elke verdere vermindering van de tolerantie vereist geavanceerder apparatuur, strengere omgevingscontroles en nauwkeuriger inspectieprotocollen. Zoals Modus Advanced opmerkt, vereist het bereiken van ultra-precisie toleranties temperatuurgecontroleerde omgevingen met een stabiliteit van ±0,5 °C, trillingsisolatie en hoogprecieze spindels—wat de basisproductiekosten met 100–200 % verhoogt.
Wanneer nauwe toleranties daadwerkelijk belangrijk zijn
Hier is de ongemakkelijke waarheid: veel kopers specificeren toleranties te streng, zonder zich bewust te zijn van de kostenimplicaties. Het eisen van CNC-gefrezen onderdelen met een tolerantie van ±0,01 mm terwijl ±0,1 mm volkomen functioneel zou zijn, leidt eenvoudigweg tot onnodige budgetverbruik.
Wanneer zijn strakke toleranties dan echt van belang? Richt u op de volgende scenario’s:
- Aansluitende oppervlakken – Waar twee onderdelen met een specifieke speling of perspassing op elkaar moeten passen
- Roterende assemblages – Assen, lagers en behuizingen die een consistente concentriciteit vereisen
- Afdichtingsvlakken – Gebieden waar de vloeistof- of gasafsluiting afhangt van een nauwkeurige pasvorm
- Kritieke uitlijnfuncties – Montagegaten, positioneringspinnen en referentievlakken
Voor niet-kritieke afmetingen — zoals de totale lengte van een beugel, de breedte van een niet-aansluitend oppervlak of de positie van montagegaten met ruime speling — zijn standaard toleranties doorgaans voldoende. Volgens Abra Engineering leiden te strakke toleranties tot hogere productiekosten zonder functionele meerwaarde, waardoor optimalisatie van toleranties essentieel is voor kostenbesparing.
Eisen specificeren zonder over-engineering
Hoe communiceert u tolerantie-eisen effectief zonder de kosten op te voeren? Begin door op uw tekeningen een onderscheid te maken tussen kritieke en niet-kritieke afmetingen.
Pas de strengste toleranties alleen toe waar de functie dit vereist. Een precisiebewerkstuk kan bijvoorbeeld ±0,025 mm vereisen voor een lagerzitting, terwijl ±0,25 mm toelaatbaar is voor de totale hoogte. Deze selectieve aanpak stelt fabrikanten in staat hun middelen te richten op de plaatsen waar precisie daadwerkelijk van belang is.
Overweeg Geometrische Afmetingen en Toleranties (GD&T) voor complexe eisen. Protolabs legt uit dat GD&T relaties tussen kenmerken—zoals loodrechtheid, concentriciteit en werkelijke positie—effectiever beheert dan eenvoudige tweezijdige toleranties. Dit biedt een diepgaander kwaliteitscontrole en voorkomt ambiguïteit over wat "binnen tolerantie" eigenlijk betekent voor uw toepassing.
Vergeet de specificaties voor oppervlakteafwerking niet. Standaardafwerkingen van 63 µin voor vlakke oppervlakken en 125 µin voor gebogen oppervlakken voldoen aan de meeste toepassingen. Het specificeren van gladdere afwerkingen vereist polijstbewerkingen en verhoogt de kosten—dit is zinvol voor afdichtende oppervlakken of cosmetische onderdelen, maar onnodig elders.
Bespreek ten slotte de tolerantievereisten met potentiële fabrikanten voordat u de specificaties definitief vastlegt. Ervaren leveranciers van precisiebewerkte onderdelen kunnen vaak alternatieve aanpakken voorstellen die uw functionele doelen bereiken tegen lagere kosten. Zij kunnen aangeven waar uw specificaties boven hun standaardmogelijkheden uitgaan—wat een hogere prijs vereist—terwijl kleine aanpassingen binnen economisch haalbare grenzen blijven.
Nu de tolerantievereisten duidelijk zijn, kunt u een andere cruciale factor beoordelen die geschikte fabrikanten onderscheidt van de rest: kwaliteitscertificaten en wat deze daadwerkelijk garanderen over de onderdelen die u zult ontvangen.
Kwaliteitscertificaten en inspectienormen die er toe doen
U hebt een fabrikant gevonden die indrukwekkende certificaten op zijn website vermeldt—ISO 9001, IATF 16949, AS9100. Maar wat garanderen deze afkortingen eigenlijk met betrekking tot de precisiebewerkte producten die u ontvangt? Veel kopers beschouwen certificaten als aankruisopties in plaats van zinvolle kwaliteitsindicatoren. Door te begrijpen wat elke certificering vereist, kunt u beoordelen of de kwaliteitssystemen van een fabrikant daadwerkelijk aansluiten bij de eisen van uw project.
Kwaliteitscertificaten vertegenwoordigen een verificatie door een externe partij dat een fabrikant zich houdt aan gedocumenteerde processen, consistente normen handhaaft en zijn bedrijfsvoering voortdurend verbetert. Het zijn niet zomaar schilderijen aan de muur—ze wijzen op systematische aanpakken voor de productie van precisieonderdelen, waardoor het aantal fouten wordt verminderd, traceerbaarheid wordt gewaarborgd en uw toeleveringsketen wordt beschermd.
ISO 9001 en wat het garandeert
ISO 9001 vormt de basis voor kwaliteitsmanagement in industrieën wereldwijd. Met meer dan één miljoen gecertificeerde organisaties wereldwijd stelt deze norm de basiseisen vast voor elk degelijk kwaliteitsmanagementsysteem.
Wat vereist ISO 9001 eigenlijk? De certificering vereist gedocumenteerde procedures, consistente uitvoering van processen en bewijs van continue verbetering. Fabrikanten moeten klantgerichtheid, risicogebaseerd denken en meetbare kwaliteitsdoelstellingen aantonen. Wanneer u precisiemachinale onderdelen inkoopt bij een leverancier met ISO 9001-certificering, werkt u samen met een organisatie die systemen heeft opgezet voor:
- Procesdocumentatie – Geschreven procedures waarborgen consistente werkzaamheden, ongeacht welke operator de machines bedient
- Bijhouden van klanteisen – Systemen registreren en verifiëren uw specificaties tijdens het hele productieproces
- Protocollen voor correctieve maatregelen – Wanneer problemen optreden, voorkomt analyse van de oorzaak herhaling ervan
- Managementbeoordeling – Leidinggevenden beoordelen regelmatig de kwaliteitsprestaties en stimuleren verbetering
Voor algemene industriële toepassingen biedt certificering volgens ISO 9001 redelijke zekerheid dat een fabrikant professioneel opereert. Sector-specifieke certificaten bouwen echter voort op deze basis met aanvullende eisen die zijn afgestemd op specifieke sectoren.
IATF 16949 voor automobieltoeleveringsketens
Als u precisie-CNC-onderdelen voor automobieltoepassingen inkoopt, wordt certificering volgens IATF 16949 essentieel. Deze norm is ontwikkeld door de International Automotive Task Force in samenwerking met ISO en voegt automobiel-specifieke eisen toe aan de vereisten van ISO 9001.
Volgens certificatie-experts iATF 16949 richt zich specifiek op het voorkomen van gebreken, traceerbaarheid binnen de toeleveringsketen en het verminderen van variatie in de productie — cruciale aspecten wanneer onderdelen worden gebruikt in voertuigen waarin passagiers vervoerd worden. Belangrijke automobielproducenten eisen deze certificering van hun leveranciers op niveau 1 en niveau 2.
Wat maakt IATF 16949 strenger dan ISO 9001? De automobielnorm verplicht tot:
- Eisen ten aanzien van productveiligheid – Specifieke protocollen die waarborgen dat onderdelen geen veiligheidsrisico's opleveren
- Klantenspecifieke vereisten – Elke grote automobielproducent stelt unieke kwaliteitseisen
- Plan voor noodgevallen – Gedocumenteerde reacties op verstoringen in de toeleveringsketen
- Garantiebeheer – Systemen voor het bijhouden van storingen in gebruik en het mogelijk maken van terugroepacties indien nodig
- Leveranciersontwikkeling – Eisen waardoor kwaliteitssystemen ook uitgebreid worden naar ondergeschikte leveranciers
Voor de productie van precisie-onderdelen bestemd voor automotive-toepassingen is certificering volgens IATF 16949 een signaal dat een fabrikant klaar is om te voldoen aan de strenge kwaliteitseisen van de sector. Fabrieken zoals Shaoyi Metal Technology behouden deze certificering naast strikte protocollen voor statistische procescontrole (SPC), waardoor zij componenten met hoge toleranties kunnen leveren met de consistentie die automotive-toeleveringsketens vereisen.
AS9100-eisen voor lucht- en ruimtevaartcomponenten
Lucht- en ruimtevaarttoepassingen vereisen nog strengere kwaliteitssystemen. De AS9100-certificering richt zich specifiek op de eisen voor de lucht- en ruimtevaartsector en bevestigt dat onderdelen voldoen aan de veiligheids-, kwaliteits- en technische normen die de luchtvaartindustrie stelt.
Waarom vereist de lucht- en ruimtevaartsector een eigen certificering? Onderdelen in vliegtuigen functioneren onder extreme omstandigheden—temperatuurschommelingen, trillingen, drukveranderingen—waarbij het gevolg van een storing catastrofaal kan zijn. AS9100 voegt eisen toe voor configuratiebeheer, eerste-artikelinspectie en verbeterde traceerbaarheid, bovenop wat algemene productiecertificeringen vereisen.
Inzicht in statistische procescontrole
Naast certificeringen dient u potentiële fabrikanten te vragen naar hun inspectiemethoden en kwaliteitscontroleprocessen. Statistische procescontrole (SPC) is een op gegevens gebaseerde aanpak om consistentie te waarborgen gedurende de gehele productierun.
In plaats van afgewerkte onderdelen te inspecteren en afwijkingen te weigeren, bewaakt statistische procescontrole (SPC) productieparameters in real-time. Regelkaarten volgen kritieke afmetingen en identificeren trends voordat deze leiden tot onderdelen buiten de tolerantiegrenzen. Deze proactieve aanpak vermindert afval, verbetert opbrengsten en levert gedocumenteerd bewijs dat uw precisiegevormde producten tijdens de gehele productierun binnen de specificaties zijn gebleven.
Fabrikanten die investeren in SPC-systemen tonen een toewijding aan precisiecomponentenfabricage die verder gaat dan de minimale certificeringsvereisten. Bij het beoordelen van leveranciers van precisiegevormde onderdelen dient u te vragen naar hun meetmogelijkheden, inspectiefrequentie en de wijze waarop zij kwaliteitsgegevens documenteren voor klantbeoordeling.
Belangrijkste certificeringen: snelle naslag
Pas de certificeringsniveaus aan aan de vereisten van uw toepassing:
- ISO 9001 – Universele kwaliteitsmanagementbasis; geschikt voor algemene industriële toepassingen
- IATF 16949 – Eisen van de automobielindustrie; essentieel voor leveranciers van voertuigcomponenten
- AS9100 – Lucht- en ruimtevaartnorm; verplicht voor vliegtuigonderdelen en -assemblages
- ISO 13485 – Productie van medische hulpmiddelen; waarborgt patiëntveiligheid en naleving van regelgeving
- ISO 14001 – Milieubeheer; toont duurzame productiepraktijken
Certificaten geven aan welke systemen een fabrikant heeft geïmplementeerd—maar ze geven niet aan of die fabrikant geschikt is voor uw specifieke project. De volgende stap bestaat uit het beoordelen van capaciteiten, communicatie en ervaringsverloop om uw shortlist van gekwalificeerde leveranciers op te stellen.
Hoe u de juiste fabrikant kunt beoordelen en selecteren
U hebt de certificaten bekeken, de capaciteiten bestudeerd en een aantal potentiële leveranciers verzameld. Nu komt het lastige gedeelte: onderscheid maken tussen echt gekwalificeerde fabrikanten van bewerkte onderdelen en leveranciers die zich alleen goed op de markt positioneren. Het verschil tussen een succesvolle samenwerking en een kostbare vergissing hangt vaak af van hoe grondig u potentiële leveranciers onderzoekt voordat u een binding aangaat.
Het selecteren van de juiste fabrikant van precisieonderdelen gaat niet alleen om het vinden van het laagste offertebedrag. Het draait om het identificeren van een partner wiens capaciteiten, kwaliteitssystemen en communicatiestijl aansluiten bij de eisen van uw project. Laten we stap voor stap een systematische aanpak doornemen die uw belangen beschermt en uw kansen vergroot om een betrouwbare, langdurige leverancier te vinden.
Beoordeling van capaciteiten buiten marketingclaims om
Op elke website van een fabrikant van bewerkte onderdelen staan indrukwekkende lijsten met apparatuur en lovende getuigenissen. Maar hoe verifieert u of deze claims overeenkomen met de realiteit? Begin door verder te kijken dan het oppervlak.
Volgens branche-experts , vereist de beoordeling van een fabrikant van CNC-onderdelen een onderzoek naar hun technische infrastructuur, expertise van het team en schaalbaarheid van de productie. Controleer of zij geavanceerde CNC-draaibanken, freesmachines en coördinatenmeetmachines (CMM’s) gebruiken. Hun engineeringteam dient bekwaam te zijn in het gebruik van CAD/CAM-tools en meervoudige-as-bewerking—niet alleen het bezit van de apparatuur.
Vraag specifieke informatie over machinemodellen, spindelsnelheden, werkruimten en positioneringsnauwkeurigheid. Een fabrikant van op maat gemaakte onderdelen die beweert over 5-assige mogelijkheden te beschikken, moet zonder aarzelen gedetailleerde informatie verstrekken over zijn daadwerkelijke machines, niet over vaag geformuleerde algemene uitspraken. Vraag naar de typische complexiteit van hun onderdelen en of uw project binnen hun comfortzone valt of hun grenzen op de proef stelt.
Verwaarloos de capaciteitsaspecten niet. Een fabrikant van precisiebewerkte onderdelen wiens faciliteit met 95% bezet is, kan moeite hebben om aan uw tijdschema te voldoen. Door inzicht te krijgen in hun huidige werkdruk en groeitraject kunt u beoordelen of zij in staat zijn om mee te groeien met uw behoeften.
Waarschuwingsborden bij het toetsen van potentiële leveranciers
Ervaring leert kopers om al vroeg waarschuwingstekenen te herkennen. Let op de volgende veelvoorkomende rode vlaggen, die vaak wijzen op toekomstige problemen:
- Weigering om referenties te delen – Gevestigde fabrikanten stellen u graag in contact met tevreden klanten
- Vaagheid over toleranties – Competente winkels spreken precies over hun mogelijkheden en beperkingen
- Ongebruikelijk lage offertes – Prijzen die ver onder die van concurrenten liggen, wijzen vaak op verborgen kwaliteitscompromissen of lokkertjes-met-achterliggende-bedoelingen-tactieken
- Slechte communicatie-reactietijd – Als het dagen duurt om antwoorden te krijgen tijdens de offertefase, stel dan eens voor hoe het zal zijn bij productieproblemen
- Weerstand tegen bezichtiging van de faciliteit – Betrouwbare fabrikanten van bewerkte onderdelen staan open voor audits door klanten
- Ontbrekende of verouderde certificaten – Kwaliteitscertificaten vereisen regelmatige audits; verlopen certificaten duiden op verwaarloosde systemen
Deskundigen op het gebied van leveranciersdue diligence benadrukken dat de reputatie van een leverancier vaak een betrouwbare indicator is van diens betrouwbaarheid, productkwaliteit en klantenservice. Controleer sectorforums, aanbevelingen op LinkedIn en eventueel beschikbare casestudies voordat u toezeggingen doet.
Overwegingen bij binnenlandse versus buitenlandse productie
De keuze tussen binnenlandse en buitenlandse productie gaat verder dan alleen de stukprijs. Volgens een onderzoek van Thomas hebben 83% van de Noord-Amerikaanse producenten in de afgelopen jaren herlokalisatie (reshoring) onderzocht vanwege kwetsbaarheden in de toeleveringsketen die zich de laatste jaren hebben geleerd.
Offshore bewerking kan lagere kosten per eenheid opleveren, maar houd rekening met de totale aankoopkosten, inclusief verzendkosten, douanerechten, voorraadkosten en eisen voor kwaliteitsinspectie. Communicatieproblemen door tijdzoneverschillen, zorgen over intellectueel eigendom en langere levertijden ondermijnen vaak de schijnbare besparingen.
Lokale productie biedt nauwere samenwerking, snellere iteratie tijdens de ontwikkeling en een gereduceerd risico in de toeleveringsketen. Wanneer technische wijzigingen zich voordoen — en dat zullen ze — implementeren lokale leveranciers aanpassingen binnen dagen in plaats van weken. Voor tijdgevoelige projecten of toepassingen die strenge kwaliteitscontrole vereisen, blijkt de extra kosten voor lokale productie vaak de moeite waard.
Uw stapsgewijze evaluatielijst
Volg dit systematische proces om potentiële leveranciers objectief te evalueren en te vergelijken:
- Definieer uw eisen duidelijk – Documenteer volumes, toleranties, materialen, benodigde certificaten en tijdschema’s voordat u contact opneemt met leveranciers
- Selecteer initiële capaciteiten – Bekijk websites, apparatuurlijsten en certificaten om een korte lijst op te stellen van potentiële gekwalificeerde kandidaten
- Vraag gedetailleerde offertes aan – Geef identieke specificaties aan elke leverancier; vergelijk niet alleen de prijzen, maar ook de levertijden, betalingsvoorwaarden en bijbehorende diensten
- Verifieer certificeringen onafhankelijk – Controleer certificatiedatabases om de huidige geldigheid te bevestigen, in plaats van te vertrouwen op weergegeven logo’s
- Voer referentiecontroles uit – Praat met bestaande klanten over kwaliteitsconsistentie, communicatie en probleemoplossing
- Beoordeel de financiële stabiliteit – Vraag financiële overzichten of kredietrapporten aan om de langetermijnlevenvatbaarheid te beoordelen, vooral voor kritieke componenten
- Plan bezoeken aan de fabriek of virtuele rondleidingen – Observeer zelf de staat van de apparatuur, de werkomgeving en de expertise van het team
- Begin met een prototypebestelling – Test de relatie met een klein project voordat u zich verbindt tot productieomvangen
Het opbouwen van langetermijnproductiepartnerschappen
Een gekwalificeerde leverancier vinden is slechts het begin. De meest succesvolle relaties tussen koper en fabrikant ontwikkelen zich tot echte partnerschappen, waarbij beide partijen investeren in wederzijdig succes.
Zoek naar fabrikanten die feedback op het gebied van Design for Manufacturability (DFM) aanbieden—suggesties die uw onderdelen verbeteren en tegelijkertijd de productiekosten verlagen. Een fabrikant van bewerkte onderdelen die bereid is om wijzigingen in het ontwerp aan te bevelen, toont expertise en een partnerschapsmentaliteit die verder gaat dan het louter volgen van instructies.
Beoordeel hun aanpak van probleemoplossing. Wanneer problemen onvermijdelijk optreden, communiceren ze dan proactief of verbergen ze problemen totdat deze uitgroeien tot crisissituaties? Brancherichtlijnen bevestigen dat snelle, duidelijke communicatie ervoor zorgt dat u niet in het duister wordt gelaten wanneer uitdagingen zich voordoen.
Overweeg ook de ondersteuning na verkoop. Biedt de leverancier garanties, vervangingen of technische ondersteuning wanneer onderdelen niet naar verwachting presteren? Een kwalitatieve fabrikant staat achter zijn werk en beschouwt elk project als een kans om de relatie te versterken.
De inspanning die u investeert in een grondige evaluatie levert rendement op gedurende uw productierelatie. Zodra u een betrouwbare partner hebt geïdentificeerd, bestaat uw volgende stap uit het opstellen van een offerteaanvraag (RFQ)-pakket dat nauwkeurige offertes en een soepele productiestart mogelijk maakt.
Uw RFQ opstellen en levertijden begrijpen
U hebt gekwalificeerde leveranciers geïdentificeerd en hun capaciteiten beoordeeld. Nu komt het moment dat bepaalt of u nauwkeurige offertes ontvangt of frustrerende heen-en-weerverduidelijkingsverzoeken: het opstellen van uw offerteaanvraag (RFQ). Een goed gestructureerd RFQ-pakket versnelt niet alleen het offerteproces — het vestigt ook uw geloofwaardigheid als professionele koper en legt de basis voor een soepele productierelatie.
Beschouw uw offerteaanvraag (RFQ) als een communicatiemiddel. Hoe vollediger en beter georganiseerd uw informatie is, des te sneller kunnen fabrikanten uw project beoordelen en concurrerende prijzen verstrekken. Onvolledige aanvragen veroorzaken vertragingen, omdat verkoopteams achter ontbrekende details aan moeten gaan, wat vaak dagen of weken extra kost voordat u uw eerste offerte ontvangt.
Essentiële informatie voor uw offerteaanvraag
Wat onderscheidt een RFQ die direct aandacht krijgt van een RFQ die languit in een wachtrij ligt? Volledigheid. Volgens aanbieders van bewerkingsdiensten hoe gedetailleerder uw RFQ is, des te sneller ontvangt u een nauwkeurige offerte. Begin met de basisinformatie voordat u ingaat op technische specificaties.
Uw RFQ-pakket dient de volgende kernbestanddelen te bevatten:
- Bedrijfsinformatie – Contactgegevens, factuuradres, verzendadres en bedrijfsidentificatie
- Productomschrijving – Een algemeen overzicht van wat u nodig hebt en de beoogde toepassing
- Materiaalspecificaties – Voorkeursmaterialen of aanvaardbare alternatieven, inclusief eventuele speciale eisen
- Hoeveelheidseisen – Initiële bestelhoeveelheid plus geschatte jaarlijkse gebruikshoeveelheid
- Verwachtingen met betrekking tot de tijdlijn – Doelbezorgdata en eventuele planningseisen
- Specifieke vereisten voor de industrie – Vermeld of onderdelen bestemd zijn voor medische, lucht- en ruimtevaart-, automobiel- of andere gereguleerde toepassingen
- Kwaliteitsdocumentatievereisten – Keurverslagen, certificaten of traceerbaarheidseisen
Ga er niet van uit dat fabrikanten zullen vragen naar ontbrekende informatie. Sommigen kunnen een offerte opstellen op basis van aannames die niet overeenkomen met uw werkelijke behoeften — wat leidt tot verrassingen wanneer op maat gemaakte onderdelen worden geleverd of facturen verschijnen.
Technische tekeningen en specificatievereisten
Uw tekeningen vormen de definitieve referentie voor de productie van op maat gemaakte onderdelen. Zij communiceren de geometrie, toleranties, oppervlakteafwerkingen en bijzondere vereisten in een universele technische taal. Zonder correcte tekeningen kan zelfs de meest bekwaamste fabrikant geen resultaten garanderen die aan uw verwachtingen beantwoorden.
De beste praktijken in de industrie raden aan om zowel 2D-PDF-tekeningen als 3D-STEP-bestanden te verstrekken. Het PDF-bestand dient als hoofddocument waarin kritieke afmetingen en toleranties zijn gedefinieerd, terwijl het 3D-model fabrikanten in staat stelt de geometrie rechtstreeks in CAM-software te importeren en hun begrip van complexe kenmerken te verifiëren.
Uw technische documentatie dient duidelijk aan te geven:
- Kritieke afmetingen met toleranties – Geef aan welke kenmerken nauwkeurige controle vereisen
- Vereisten voor oppervlakteafwerking – Specificeer ruwheidswaarden voor verschillende oppervlakken
- Geometrische toleranties – Neem GD&T-aanduidingen op voor positie, concentriciteit en loodrechtstand waar relevant
- Materiaal- en warmtebehandelingsspecificaties – Definieer legeringsgraden en eventuele vereiste bewerkingen
- Schroefspecificaties – Standaard- of aangepaste schroefdraadaanduidingen met pasklasse
- Speciale markeringen of identificatie – Onderdeelnummers, partijcodes of andere vereiste markeringen
Als u online offertesystemen voor bewerkte onderdelen verkent, houdt u er dan rekening mee dat geautomatiseerde platforms het beste werken met complete 3D-modellen en standaartoleranties. Complexe, op maat gemaakte bewerkte onderdelen met ongebruikelijke kenmerken of strakke specificaties profiteren meestal van een direct technisch onderzoek.
Volumeoverwegingen en prijsstructuren
De hoeveelheid die u bestelt, heeft een aanzienlijke invloed op de prijs per stuk — en het begrijpen van deze relatie helpt u slimmer in te kopen. De prijsstelling voor op maat gemaakte CNC-onderdelen omvat zowel vaste kosten (programmering, instelling, gereedschappen) als variabele kosten (materiaal, bewerkingstijd, inspectie). Bij grotere volumes worden de vaste kosten over meer eenheden verdeeld, waardoor de prijs per stuk daalt.
Wees transparant over uw volumeprognoses. Een fabrikant die een offerte maakt voor 100 stuks neemt andere beslissingen dan een fabrikant die een offerte maakt voor 10.000 stuks. Zij kunnen andere machines kiezen, investeren in aangepaste opspanning of toegewezen machinecapaciteit reserveren. Het verstrekken van realistische prognoses—zelfs wanneer deze onzeker zijn—maakt nauwkeurigere prijsstructuren mogelijk.
Overweeg om gestapelde prijzen aan te vragen bij meerdere hoeveelheidsgrenzen. Dit onthult de volumegrens waarop schaalvoordelen voor uw onderdelen daadwerkelijk significant worden. U zou kunnen ontdekken dat het bestellen van 500 stuks in plaats van 250 stuks uw stukprijs met 30% verlaagt, waardoor het zinvol wordt om uw voorraadstrategie aan te passen.
Prototypen versus productievereisten
De aanpak voor het bestellen van vijf prototype-eenheden verschilt fundamenteel van die voor het bestellen van vijfduizend productie-eenheden. Volgens productie-experts lopen projecten vaak vast doordat teams prototypen en productie als uitwisselbaar beschouwen—terwijl zij duidelijk verschillende werkwijzen vereisen.
Bij de productie van prototypes staat snelheid en flexibiliteit voorop. U valideert ontwerpen, test de pasvorm en functionaliteit en wijzigt waarschijnlijk het ontwerp op basis van de verkregen inzichten. Reken op hogere kosten per stuk, omdat fabrikanten de instelkosten niet kunnen spreiden over grote volumes. De levertijden zijn echter vaak korter, aangezien prototypes meestal prioriteit krijgen boven productieopdrachten.
Bij de productie van seriesonderdelen staat herhaalbaarheid, gedocumenteerde processen en geoptimaliseerde kosten centraal. Het ontwerp moet definitief zijn, de specificaties moeten zijn vastgesteld en de kwaliteitseisen duidelijk gedefinieerd. Fabrikanten investeren in montage- en vastzetmiddelen, stellen procesparameters vast en implementeren statistische controlemethoden die bij kleine prototype-series niet rendabel zouden zijn.
Geef duidelijk aan waar u zich in de ontwikkelcyclus bevindt. Een fabrikant die begrijpt dat u maatwerkonderdelen nodig heeft voor prototypes, gevolgd door serieproductie, kan zijn offerte dienovereenkomstig opstellen—bijvoorbeeld met een verlaagde prijs voor de prototypes in ruil voor toezeggingen omtrent de te produceren volumes.
Factoren die de levertijd beïnvloeden en productieplanning
Wat bepaalt hoe lang u op uw onderdelen moet wachten? Levertijden hangen af van meerdere factoren, niet alleen van de bewerkingscomplexiteit. Het begrijpen van deze invloedsfactoren helpt u realistische verwachtingen te stellen en dienovereenkomstig te plannen.
Belangrijke factoren die de levertijd bepalen zijn:
- Huidige capaciteit van de werkplaats – Drukke perioden verlengen de wachtrijen, ongeacht de complexiteit van het onderdeel
- Beschikbaarheid van materiaal – Standaardlegeringen worden snel verzonden; speciale materialen kunnen weken in beslag nemen
- Secundaire bewerkingen – Warmtebehandeling, galvanisatie en coating vergroten de bewerkingstijd
- Inspectie-eisen – Uitgebreide documentatie verlengt de tijd voor kwaliteitscontrole
- Volledigheid van de tekening – Ontbrekende informatie veroorzaakt vertragingen door nadere toelichting
- Eerste artikelkeuring – Productie wordt opgeschort totdat u de eerste monsters heeft goedgekeurd
Voor dringende behoeften kunt u van tevoren informeren naar versnelde opties. Veel fabrikanten bieden versnelde service tegen een hogere prijs—soms zelfs met een doorlooptijd van één dag voor kritieke onderdelen. Het versnellen van elke bestelling verstoort echter de relaties en belast de begroting. Gebruik versnelde verzoeken daarom uitsluitend bij echte noodsituaties.
Planning van onderdelenproductie werkt het beste wanneer u inzicht geeft in toekomstige behoeften. Het delen van prognoses—zelfs ruwe schattingen—stelt fabrikanten in staat om capaciteit te reserveren, materialen vooraf te bestellen en de productieplanning te optimaliseren. Deze samenwerking leidt vaak tot betere prijzen en betrouwbaardere levering dan transactionele, order-voor-order-relaties.
Wanneer uw offerteaanvraag (RFQ) volledig is opgesteld, kunnen fabrikanten zich richten op de technische beoordeling en nauwkeurige prijsopgave in plaats van achter ontbrekende details aan te lopen. Maar voordat onderdelen worden verzonden, vereisen veel toepassingen extra bewerkingen — zoals warmtebehandeling, oppervlakteafwerking of assemblagediensten — die waarde en functionaliteit toevoegen aan uw gefreesde onderdelen.
Secundaire bewerkingen en afwerkprocessen
Uw precisiebewerkte onderdelen komen van de CNC-machine — maar zijn ze daarmee echt afgewerkt? Bij veel toepassingen moeten ruw bewerkte producten nog extra bewerking ondergaan om de prestatiekenmerken te bereiken die uw toepassing vereist. Deze secundaire bewerkingen veranderen goede onderdelen in uitstekende onderdelen en voegen duurzaamheid, corrosiebestendigheid en functionaliteit toe die alleen bewerken niet kan bieden.
Begrijpen wanneer en waarom deze processen van belang zijn, helpt u om eisen nauwkeurig te specificeren en kostbare verrassingen te voorkomen. Laten we de secundaire bewerkingen bekijken die werkelijke waarde toevoegen aan uw CNC-gefreeste onderdelen.
Warmtebehandeling voor verbeterde prestaties
Stel je een tandwiel voor dat vroegtijdig slijt omdat het oppervlak niet gehard was, of een veer die spanning verliest omdat de restspanningen niet zijn afgevoerd. Warmtebehandeling lost deze uitdagingen op door de interne structuur van metalen te wijzigen via gecontroleerde verwarmings- en koelcycli.
Volgens Hubs is warmtebehandeling essentieel om kritieke eigenschappen zoals hardheid, sterkte, taaiheid en rekbaarheid in metalen onderdelen te wijzigen. Het tijdstip van warmtebehandeling—vóór of na bewerking—hangt af van uw specifieke eisen.
Warmtebehandeling vóór bewerking werkt goed bij het gebruik van gestandaardiseerde metalen legeringskwaliteiten. Fabrikanten kunnen onderdelen direct uit voor-geharden materiaal bewerken, waardoor de levertijden worden verkort. Echter, warmtebehandeling na bewerking is noodzakelijk wanneer het proces gericht is op het harden van het materiaal of als afwerkstap dient—met name voor gereedschapsstaalsoorten die na behandeling aanzienlijk harder worden.
De drie meest voorkomende warmtebehandelingsprocessen zijn:
- Verzilvering – Het verwarmen van metaal tot een hoge temperatuur, gevolgd door langzaam afkoelen, maakt het materiaal zachter en verbetert de bewerkbaarheid. De meeste CNC-gefrezen onderdelen hebben eigenschappen in geannelleerde toestand, tenzij aanvullende behandelingen zijn gespecificeerd.
- Spanningsverlichting – Wordt toegepast na bewerking om restspanningen die tijdens de productie zijn ingebracht, te elimineren, waardoor onderdelen met meer consistente mechanische eigenschappen worden verkregen.
- Temperen – Vervolgt het harden van zacht staal en gelegeerd staal om de broosheid te verminderen en tegelijkertijd de mechanische prestaties te verbeteren.
Voor complexe geconfectioneerde onderdelen die aan hoge belastingen of slijtage worden blootgesteld, vormt warmtebehandeling vaak het verschil tussen aanvaardbare prestaties en vroegtijdig uitvallen.
Mogelijkheden en toepassingen voor oppervlakteafwerking
Oppervlakteafwerkingen doen meer dan alleen onderdelen er esthetisch aantrekkelijk laten uitzien: ze beschermen tegen corrosie, verminderen wrijving, verbeteren elektrische eigenschappen en verhogen de slijtvastheid. De keuze van de juiste afwerking hangt af van uw bedrijfsomgeving en functionele eisen.
Volgens Alpha Metal , biedt elke afwerkingsmethode specifieke voordelen voor verschillende toepassingen:
Anodisatie creëert via een electrochemisch proces een harde, corrosiebestendige oxide-laag op aluminiumoppervlakken. Het onderdeel wordt ondergedompeld in een zuur elektrolytoplossing terwijl elektrische stroom het oppervlak oxideert. Deze 'conversiecoating' kan in verschillende kleuren worden gekleurd en biedt uitstekende slijtvastheid—waardoor deze veel wordt toegepast in de lucht- en ruimtevaart, automobielindustrie, elektronica en architectonische componenten.
Plating brengt een dunne metaallaag aan op het oppervlak van uw onderdeel. Nikkelplating verbetert de corrosiebestendigheid, chroomplating verleent esthetische glans en hardheid, zinkplating biedt sacrificiële corrosiebescherming en goudplating verbetert de elektrische geleidbaarheid. Het proces maakt gebruik van elektroplating (elektrische stroom) of electroless chemische neerslag.
Poedercoating brengt een droog polymeerpoeder elektrostatisch aan, waarna het onder invloed van warmte wordt gehard om een dikke, duurzame coating te vormen. Dit proces levert uitstekende weerstand tegen slag en corrosie met een minimale milieubelasting—overspray kan worden gerecycled en VOC-emissies zijn laag.
Schilderkunst blijft de meest veelzijdige optie voor kleurafstemming en esthetische eisen, hoewel deze doorgaans minder duurzaam is dan poedercoating of anodiseren. Watergedragen verf biedt milieuvriendelijke alternatieven voor oplosmiddelgebaseerde formuleringen.
Vergelijking van oppervlaktebehandelingsopties
Deze tabel helpt u bij het koppelen van afwerkingsprocessen aan uw toepassingsvereisten:
| Proces type | Belangrijkste voordelen | Typische toepassingen | Kostenimpact |
|---|---|---|---|
| Anodisatie | Harde, slijtvaste oppervlakte; corrosiebescherming; kleuropties; niet-geleidend | Lucht- en ruimtevaartcomponenten, behuizingen voor elektronica, architectonische elementen | Matig ($$) |
| Galvaniseren (nikkel/chroom) | Verbeterde corrosiebestendigheid; esthetische metalen afwerking; verbeterde geleidbaarheid | Auto-accessoires, gereedschap, sieraden, elektronische connectoren | Matig tot hoog ($$–$$$) |
| Zinkplaten | Opoffерende corrosiebescherming; kosteneffectief | Bevestigingsmiddelen, beugels, constructieve hardware | Laag ($) |
| Poedercoating | Dikke, uniforme coating; uitstekende slagvastheid; brede kleurenselectie; milieuvriendelijk | Buitenuitrusting, huishoudelijke apparaten, auto-onderdelen | Matig ($$) |
| Schilderkunst | Onbeperkte kleuropties; eenvoudige touch-up; veelzijdige compatibiliteit met substraten | Consumentengoederen, bouwmaterialen, behuizingen | Laag tot matig ($–$$) |
| Glasparelstralen | Gladde satijnen afwerking; oppervlaktevoorbereiding; verbeterde corrosieweerstand | Medische apparatuur, precisiegefrezen onderdelen, decoratieve componenten | Laag ($) |
Montagediensten en waardeverhogende bewerkingen
Waarom afzonderlijke onderdelen ontvangen als u gereed-voor-montage-assemblages kunt ontvangen? Veel fabrikanten bieden assemblage van bewerkte onderdelen als een waardeverhogende dienst die uw toeleveringsketen vereenvoudigt en uw interne werklast vermindert.
Volgens Marver Med leidt het intern uitvoeren van secundaire bewerkingen tot een aanzienlijke vermindering van de totale productietijd, doordat vertragingen en extra kosten door outsourcing worden voorkomen. Deze waardeverhogende bewerkingen omvatten:
- Componentenmontage – Het combineren van meerdere bewerkte onderdelen met bevestigingsmiddelen, afdichtingen of andere hardware
- Laser Markering – Permanente onderdeelidentificatie, serienummers of logo’s
- Reinigen en ontvetten – Het verwijderen van bewerkingsvloeistoffen en verontreinigingen voor assemblage of steriele verpakking
- Verpakking in cleanroom – Kritiek voor medische hulpmiddelen en gevoelige elektronica
- Nabewerking door middel van verspanen – Aanvullende draaibewerkingen, vlakbewerkingen, boren of schroefdraadbewerkingen om afmetingen te verfijnen
Het consolideren van deze bewerkingen bij uw primaire bewerkingsleverancier biedt verschillende voordelen. Één enkele verantwoordelijke partij vereenvoudigt de kwaliteitsverantwoordelijkheid. Minder hantering tussen faciliteiten vermindert het risico op beschadiging. En gecoördineerde planning verkort vaak de totale levertijd in vergelijking met het beheren van meerdere leveranciers.
Bij het beoordelen van fabrikanten dient u te vragen welke secundaire bewerkingen zij intern uitvoeren en welke zij uitbesteden. Interne capaciteiten betekenen doorgaans betere kwaliteitscontrole en een snellere doorlooptijd, terwijl uitbesteedde processen extra levertijd en mogelijke coördinatieproblemen met zich meebrengen.
Nu u een duidelijk inzicht hebt in de manier waarop secundaire bewerkingen uw precisiebewerkte onderdelen verbeteren, bent u in staat om volledige eisen te specificeren, inclusief de nabewerking na het machinaal bewerken. De laatste stap bestaat uit het integreren van alle kennis die u hebt opgedaan, zodat u met vertrouwen een geschikte fabrikant kunt selecteren voor uw project.
Uw definitieve keuze van fabrikant
U hebt een reis gemaakt door de materiaalkunde, tolerantiespecificaties, kwaliteitscertificaten en secundaire bewerkingen. Nu is het moment van beslissing aangebroken: het samenvoegen van alle informatie tot concrete keuzes die uw toeleveringsketen beschermen en uw projecten op succesvolle wijze op weg helpen. De juiste fabrikant van precisiebewerkte onderdelen is niet eenvoudigweg de goedkoopste optie of degene met de meest indrukwekkende website. Het is de partner wiens capaciteiten, kwaliteitssystemen en communicatiestijl precies aansluiten bij de eisen van uw project.
Uw vereisten afstemmen op de capaciteiten van de fabrikant
Begin met het herzien van uw kernvereisten in het licht van wat u hebt geleerd over elke potentiële leverancier. Kan hun apparatuur uw onderdeelgeometrieën verwerken? Kunnen zij uw tolerantiespecificaties bereiken zonder dat dit gepaard gaat met een premieprijspolitiek? Voldoen hun certificaten aan de regelgevende verwachtingen van uw sector?
Stel een eenvoudige beslissingsmatrix op waarin u de factoren weegt die het meest van belang zijn voor uw toepassing:
- Overeenstemming met technische capaciteiten – Hun apparatuur, toleranties en materiaalkennis voldoen aan uw eisen voor CNC-gefreesde onderdelen
- Strengeheid van het kwaliteitssysteem – Certificaten die geschikt zijn voor uw sector (ISO 9001 als minimum, IATF 16949 voor de automobielindustrie, AS9100 voor de lucht- en ruimtevaart)
- Productiecapaciteit – Voldoende capaciteit voor uw volumes zonder hun werkplaats te overbelasten
- Doorlooptijdprestaties – Realistische tijdplanning die uw productieschema ondersteunt
- Communicatiebereidheid – Snelle, duidelijke antwoorden tijdens het offerteproces geven een indicatie van het gedrag tijdens de productie
- Geografische overwegingen – Afweging tussen binnenlandse en buitenlandse leveranciers, afgestemd op uw risicobereidheid
Val niet in de val van te veel nadruk op prijs. Een fabrikant die precisie-CNC-onderdelen aanbiedt tegen 20% onder de concurrentie, kan wellicht compromissen sluiten op het gebied van inspectie, minderwaardige materialen gebruiken of werken met ontoereikende kwaliteitssystemen. De kosten van defecte bewerkte onderdelen — productievertragingen, herstelwerkzaamheden, klachten van klanten — overschrijden verreweg eventuele besparingen uit een lage initiële offerte.
Opstellen van uw kortelijst van gekwalificeerde leveranciers
Uw evaluatieproces moet tientallen potentiële leveranciers verkleinen tot een gerichte shortlist van twee tot vier echt gekwalificeerde kandidaten. Deze finalisten hebben uw geschiktheidscontrole doorstaan, de juiste certificaten aangetoond en professioneel gereageerd op uw vragen.
Overweeg deze validatiestappen voordat u definitieve toezeggingen doet:
- Vraag om monsteronderdelen – Het zien van daadwerkelijke precisie-CNC-onderdelen onthult meer dan elk specificatieblad
- Controleer referenties – Praat met huidige klanten over kwaliteitsconsistentie en probleemoplossing
- Begin klein – Een prototypebestelling test de relatie voordat productievolume aanzienlijke kapitaalinvesteringen vereist
- Evalueer DFM-feedback – Fabrikanten die suggesties voor ontwerpverbeteringen aanbieden, tonen een partnerschapsmentaliteit
Let op hoe leveranciers uw vragen tijdens de evaluatie behandelen. Een leverancier van maatwerkverspanningsoplossingen die bereid is zijn processen uit te leggen, beperkingen toe te geven en alternatieven voor te stellen, toont de transparantie die u nodig zult hebben wanneer productie-uitdagingen onvermijdelijk opdoemen.
De beste fabrikantpartnerschappen slagen niet omdat er nooit problemen optreden, maar omdat beide partijen open communiceren en problemen snel oplossen zodra ze zich voordoen.
De volgende stap in uw inkoopreis
Nu uw shortlist is opgesteld, wordt het verdere traject duidelijker. Voor veel kopers is de ideale partner een combinatie van technische precisie, gecertificeerde kwaliteitssystemen en een responsieve service — een combinatie die projecten van concept naar productie versnelt, zonder de wrijving van miscommunicatie of kwaliteitsafwijkingen.
Fabrikanten met IATF 16949-certificering tonen de procesdiscipline die automobieltoeleveringsketens eisen. Wanneer deze capaciteiten zich uitstrekken tot snelle overgangen van prototyping naar productie, verkrijgt u een flexibiliteit die traditionele leveranciers niet kunnen evenaren. Stel u voor dat u een ontwerp valideert met CNC-precisieprototypes en vervolgens naadloos schaalt naar productievolume — allemaal bij één gekwalificeerde partner.
Voor tijdkritische toepassingen kunt u informatie aanvragen over versnelde leveringsmogelijkheden. Sommige fabrieken van precisiebewerkte onderdelen leveren met levertijden van slechts één werkdag voor dringende componentbehoeften. Deze responsiviteit blijkt onbetaalbaar wanneer productielijnen onverwachte tekorten ondervinden of wanneer ontwerpwijzigingen onmiddellijke validatie vereisen.
Als uw toepassingen automotive-onderdelen omvatten—zoals chassisassemblages, aangepaste metalen lagers of andere voertuigsystemen—overweeg dan om gespecialiseerde bronnen te onderzoeken. Fabrieken die precisie-CNC-bewerking voor automotive-toepassingen aanbieden, beschikken over branchespecifieke expertise en strikte protocollen voor statistische procescontrole (SPC), waardoor consistentie over productieruns wordt gewaarborgd.
Onthoud dat het selecteren van een fabrikant geen eenmalige transactie is—het is het begin van een voortdurende relatie. De inspanning die u investeert in een grondige evaluatie levert rendement op via betrouwbare leveringen, consistente kwaliteit en samenwerkend probleemoplossen wanneer uitdagingen zich voordoen. Uw leverancier van precisie-CNC-bewerkte onderdelen wordt een uitbreiding van uw eigen capaciteiten en heeft direct invloed op uw vermogen om uw klanten effectief van dienst te zijn.
Met de kennis uit deze gids—productieprocessen, materiaalkeuze, tolerantiespecificaties, kwaliteitscertificaten, evaluatiekaders, voorbereiding van offerteaanvragen (RFQ’s) en secundaire bewerkingen—bent u als goed geïnformeerde koper klaar om contact op te nemen met fabrikanten van machineonderdelen. Deze voorbereiding vertaalt zich in betere partnerschappen, betere onderdelen en betere resultaten voor uw projecten.
Veelgestelde vragen over fabrikanten van machineonderdelen
1. Wat kost een aangepast CNC-onderdeel?
De kosten voor aangepaste CNC-onderdelen variëren sterk afhankelijk van de complexiteit, de materialen en het productievolume. Eenvoudige onderdelen in kleine series liggen meestal tussen de 10 en 50 dollar per stuk, terwijl nauwkeurig geconstrueerde componenten $160 of meer kunnen kosten, vooral bij bestellingen met een laag volume. Factoren die de prijs beïnvloeden, zijn de keuze van materiaal, de tolerantie-eisen, secundaire bewerkingen zoals warmtebehandeling of galvaniseren, en de instelkosten, die worden verdeeld over grotere hoeveelheden. Het aanvragen van geprijsde volumetrappen op meerdere aantalknooppunten helpt om volume-drempels te identificeren waarbij schaalvoordelen de kosten per stuk verlagen.
2. Wat zijn de 7 basismachines die worden gebruikt in de productie?
De zeven fundamentele machines zijn draaimachines (draaibanken en boringmills), freesmachines en planerende machines, boormachines, freesmachines, slijpmachines, krachtzagen en persen. Moderne CNC-technologie heeft deze traditionele machines omgevormd tot computergestuurde apparatuur die toleranties kan bereiken die onmogelijk zijn bij handmatige bediening. Multias- CNC-bewerkingscentra combineren nu meerdere bewerkingen, waardoor fabrikanten complexe vormen in één opspanning kunnen produceren terwijl ze uitzonderlijke precisie behouden.
3. Welke certificaten moeten fabrikanten van machineonderdelen bezitten?
Essentiële certificaten zijn afhankelijk van uw sector. ISO 9001 biedt de universele kwaliteitsmanagementsbasis die geschikt is voor algemene industriële toepassingen. IATF 16949 is verplicht voor onderdelen in de automobieltoeleveringsketen en richt zich op het voorkomen van gebreken en traceerbaarheid. AS9100-certificering is vereist voor lucht- en ruimtevaart- en defensietoepassingen met strengere veiligheids- en kwaliteitseisen. Fabrikanten van medische hulpmiddelen hebben ISO 13485-certificering nodig. IATF 16949-gecertificeerde faciliteiten zoals Shaoyi Metal Technology passen strikte protocollen voor statistische procescontrole toe om een consistente productie van componenten met hoge toleranties te waarborgen.
4. Wat is het verschil tussen CNC-draaien en CNC-frezen?
Bij CNC-draaien draait het werkstuk terwijl een stationaire snijtool het bewerkt, waardoor het ideaal is voor cilindrische onderdelen zoals assen, staven en bushings. Bij CNC-frezen draait de snijtool terwijl het werkstuk vast blijft staan, wat perfect is voor onderdelen met vlakke oppervlakken, groeven, uitsparingen en complexe driedimensionale vormen. Veel precisiebewerkingsapplicaties combineren beide bewerkingen: onderdelen worden eerst op een draaibank bewerkt voor cilindrische kenmerken en vervolgens doorgeschoven naar freesmachines voor aanvullende kenmerken zoals gaten, vlakken of hoekige sneden.
5. Hoe stel ik een effectief offerteaanvraagformulier (RFQ) op voor bewerkte onderdelen?
Een volledig RFQ-pakket moet bestaan uit bedrijfsinformatie, gedetailleerde productbeschrijvingen, materiaalspecificaties, hoeveelheidsvereisten met geschat jaarlijks verbruik, verwachtingen ten aanzien van de tijdlijn en vereisten voor kwaliteitsdocumentatie. Lever zowel 2D-PDF-tekeningen als 3D-STEP-bestanden met duidelijk aangegeven kritieke afmetingen, toleranties, eisen voor oppervlakteafwerking en eventuele GD&T-aanduidingen. Wees transparant over volumeverwachtingen en of u prototypen of productiehoeveelheden nodig hebt, aangezien fabrikanten op basis van deze informatie andere keuzes maken met betrekking tot apparatuur en processen.