 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Online machinering ontcijferd: van ontwerpbestand tot geleverd onderdeel in dagen
Wat online bewerking eigenlijk betekent voor moderne productie
Stel je voor dat je om 9.00 uur ’s ochtends een CAD-bestand uploadt en nog voordat je ochtendkoffie afkoelt een gedetailleerde offerte ontvangt met prijsopgave, levertijden en feedback over de vervaardigbaarheid. Dat is online bewerking in actie — de digitale transformatie van de manier waarop ingenieurs en productontwikkelaars cNC-gevormde onderdelen inkopen .
In wezen verwijst online bewerking naar webgebaseerde platforms die u direct verbinden met precisieproductiemogelijkheden, zonder de traditionele tussenpersonen. In plaats van jarenlang relaties op te bouwen met lokale machinebouwbedrijven, krijgt u via uw browser toegang tot wereldwijde productienetwerken. Dit model verandert fundamenteel de manier waarop CNC en traditionele inkoop samenkomen, en brengt transparantie en snelheid in een proces dat eerder traag was en sterk afhing van persoonlijke relaties.
Van tekening naar browser: De digitale productieomslag
Nog niet zo lang geleden betekende het inkopen van op maat gemaakte onderdelen iets volkomen anders. U stuurde tekeningen per e-mail naar meerdere leveranciers, wachtte dagen op reacties, plande bezoeken aan fabrieken en onderhandelde over voorwaarden via talloze telefoontjes. Het proces vereiste bestaande relaties en een aanzienlijke tijdinvestering voordat er ook maar een spaan viel.
De hedendaagse digitale CNC-bewerkingsplatforms keren dit model volledig om. Volgens industrieanalyse van Lauenscnc kunnen gebruikers nu direct verbinding maken met uitgebreide productienetwerken, parameters in realtime aanpassen en productiecapaciteit onmiddellijk reserveren. Deze verschuiving weerspiegelt bredere digitale transformaties—denk aan hoe onlinebankieren fysieke bankbezoeken heeft vervangen of hoe e-commerce de detailhandel heeft getransformeerd.
Wat maakt deze verschuiving zo belangrijk? Traditionele opstellingen zijn uitstekend geschikt voor langetermijncontracten met grote volumes en bestaande relaties. Een online CNC-bewerkingsplatform daarentegen domineert in dynamische, innovatiegedreven omgevingen waar snelheid en flexibiliteit het meest tellen.
Hoe online platforms u verbinden met CNC-mogelijkheden
Wat gebeurt er precies wanneer u deze digitale platforms gebruikt? Het ecosysteem bestaat uit meerdere onderling verbonden onderdelen die naadloos samenwerken:
- Bestanduploadsystemen — Accepteert standaardformaten zoals STEP, IGES en native CAD-bestanden voor directe verwerking
- Directe offertegeneratoren — AI-gebaseerde algoritmes analyseren de geometrie, berekenen gereedschapsbanen en genereren binnen seconden een prijsopgave
- Geautomatiseerde DFM-feedback — Ingebouwde validatie markeert potentiële problemen, zoals dunne wanden of ondercutfuncties, voordat u uw bestelling bevestigt
- Globale productienetwerken — Verbindingen met honderden of duizenden gecontroleerde CNC-dienstverleners wereldwijd
- Materialenselectie-interfaces — Opties variëren van aluminium en roestvast staal tot technische kunststoffen en exotische legeringen
- Configuratie van nabewerking — Oppervlakteafwerkingen, warmtebehandelingen en opties voor kwaliteitsinspectie toegevoegd met eenvoudige klikken
Dit CNC-serviceconcept brengt ongekende transparantie in de productie-aankoop. U schakelt opties voor hoeveelheid of materiaal in en ziet direct de prijsaanpassingen — geen wachten meer op herziene offertes gedurende dagen.
Voldoet deze aanpak aan uw behoeften? Als u prototypes ontwikkelt, ontwerpvarianten test of aangepaste onderdelen nodig hebt zonder te moeten investeren in zeer grote volumes, bieden online bewerkingsoffertes de flexibiliteit die traditionele werkplaatsen vaak niet kunnen evenaren. Startups kunnen hun activiteiten uitbreiden zonder grote initiële investeringen, terwijl gevestigde bedrijven hun toeleveringsketens optimaliseren voor soepelheid.
Dit gaat echter niet om het vervangen van elke productierelatie die u heeft. Het draait om te begrijpen wanneer digitale platforms werkelijke voordelen bieden — en wanneer traditionele samenwerkingsverbanden nog steeds zinvol zijn. Het doel hier is niet om u te overtuigen van één aanpak, maar om u te helpen weloverwogen beslissingen te nemen over hoe u efficiënt een CNC-prijsopgave online kunt aanvragen, terwijl u precies weet wat u krijgt.
De volledige reis van ontwerpbestand tot geleverd onderdeel
Hebt u zich ooit afgevraagd wat er eigenlijk gebeurt tussen het klikken op "uploaden" en het vasthouden van uw afgewerkte CNC-gefreesde onderdelen ? Het proces is verfijnder dan het lijkt — maar verrassend toegankelijk zodra u elk stadium begrijpt. Laten we de volledige werkstroom stap voor stap doornemen, zodat u precies weet wat u kunt verwachten.
Uw CAD-bestanden voorbereiden voor upload
Uw reis begint met de voorbereiding van het bestand, en het goed doen van deze stap bespaart problemen later. De meeste platforms accepteren diverse standaardformaten, maar niet alle bestanden zijn even geschikt voor productiedoeleinden.
STEP-bestanden (.stp, .step) blijven de gouden standaard voor online bewerking. Ze behouden solide geometrie, handhaven dimensionele nauwkeurigheid en worden naadloos geïmporteerd in verschillende CAD-systemen. Als u slechts één formaat gaat exporteren, kies dan STEP.
IGES-bestanden (.igs, .iges) werken als een betrouwbare back-upoptie. Ze bestaan al langer en worden breed ondersteund, hoewel ze af en toe problemen met oppervlakinterpretatie kunnen veroorzaken bij complexe curves.
STL-bestanden —vaak geassocieerd met 3D-printen—hebben beperkingen voor CNC-bewerkte onderdelen. Ze benaderen oppervlakken met driehoekige facetten in plaats van ware geometrie, wat de precisie bij gebogen onderdelen kan verminderen. Gebruik STL alleen wanneer andere opties niet beschikbaar zijn.
Controleer voordat u uw model uploadt of het waterdicht is, zonder open oppervlakken of zelfdoorsnijdende geometrie. Veel platforms detecteren deze problemen automatisch, maar het vroegtijdig opmerken ervan versnelt uw offerteproces aanzienlijk.
Inzicht in het proces voor directe offertes
Hier gebeurt de magie. Volgens de platformdocumentatie van Xometry analyseren AI-aangedreven offerte-engines uw geüploade geometrie direct, berekenen ze bewerkingspaden en genereren ze prijzen op basis van de werkelijke productievereisten.
Het systeem evalueert meerdere factoren tegelijk:
- Algemene onderdeelafmetingen en benodigd materiaalvolume
- Functiecomplexiteit, inclusief gaten, uitsparingen en oppervlaktecontouren
- Aantal benodigde opspanningen om alle functies te bewerken
- Geselecteerde materiaaleigenschappen en bewerkbaarheidsclassificaties
- Tolerantiespecificaties en hun invloed op de bewerkingstijd
Wat dit krachtig maakt, is de onmiddellijke feedback over Ontwerp voor Vervaardiging (DFM). Het systeem markeert potentiële problemen — bijvoorbeeld dunne wanden die kunnen afbuigen onder snijkrachten, diepe uitsparingen die gespecialiseerde gereedschappen vereisen of functies die duurzame 5-assige bewerkingen zouden vereisen. Zoals opgemerkt door Het technische team van CNC24 deze geautomatiseerde haalbaarheidscontrole wordt gecombineerd met een beoordeling door deskundige productietechnici om risico's te minimaliseren voordat de productie van start gaat.
Van bestelplaatsing tot levering aan de deur
Zodra u uw onderdeel hebt geconfigureerd en het offerte heeft goedgekeurd, wat gebeurt er dan vervolgens? Hieronder vindt u de volledige reeks stappen:
- Definitieve technische beoordeling — Specialisten verifiëren uw specificaties, bevestigen de beschikbaarheid van materialen en valideren of de aangegeven productiemethode voldoet aan uw eisen.
- Leveranciersmatching — Uw project wordt toegewezen aan een optimale fabrikant uit het geverifieerde netwerk van het platform. De selectiecriteria omvatten machinecapaciteiten, huidige capaciteit, geografische locatie en eventuele certificeringsvereisten die u hebt opgegeven.
- Productieplanning — Uw bestelling komt in de productieaanmelding terecht. De prioriteit hangt af van de door u gekozen levertijd: versnelde bestellingen krijgen voorrang, terwijl economische opties wachten op een optimale batchplanning.
- Uitvoering van CNC-bewerking — Ervaren machinisten stellen grondstoffen in, laden programma's in en bewerken uw onderdelen. Voor complexe prototypebewerkingen kan het nodig zijn meerdere opstellingen uit te voeren en zorgvuldig controle uit te oefenen tijdens het proces.
- Kwaliteitsinspectie — De afgewerkte onderdelen worden dimensioneel gecontroleerd op basis van uw specificaties. Afhankelijk van de eisen varieert dit van standaard steekproefcontrole tot uitgebreide CMM-meting met gedetailleerde rapporten.
- Naverwerking — Alle opgegeven afwerkingsprocessen worden uitgevoerd: ontbramen, oppervlaktebehandelingen, warmtebehandeling of coatingtoepassingen.
- Verpakking en verzending — De onderdelen worden zorgvuldig verpakt om transportbeschadiging te voorkomen en verzonden via de door u gekozen verzendmethode.
Welke levertijden kunt u daadwerkelijk verwachten?
Levertijden variëren sterk afhankelijk van de projectcomplexiteit en urgentie. Voor snelle CNC-prototyping met eenvoudige vormen en standaardmaterialen zoals aluminium leveren sommige platforms volgens de Prototypinggids van MakerVerse .
Hieronder vindt u een realistische opdeling:
| Projecttype | Typische levertijd | Belangrijkste factoren |
|---|---|---|
| Eenvoudig CNC-prototype (aluminium, basisvorm) | 5-10 werkdagen | Standaard toleranties, minimale opstellingen |
| Complexe prototype (strakke toleranties, meerdere functies) | 10-15 Werkdagen | Bewerking op meerdere assen, inspectievereisten |
| Productie in lage volumes (10–100 stuks) | 2-4 weken | Amortisatie van de installatie, batchoptimalisatie |
| Productieruns (100+ stuks) | 3-6 weken | Materiaalinkoop, consistente kwaliteitscontrole |
Snelle leveringsmogelijkheden kunnen deze levertijden aanzienlijk verkorten—soms zelfs met de helft—maar reken op een hogere prijs. Economische verzending daarentegen verlengt de levertijd, maar verlaagt de kosten voor niet-urgente CNC-prototypingprojecten.
Het begrijpen van deze volledige werkwijze helpt u om projecten realistisch te plannen en effectief te communiceren met de platformondersteuning wanneer er vragen rijzen. Nu uw proceskennis is gevestigd, is de volgende cruciale beslissing het kiezen van het juiste materiaal voor uw specifieke toepassing.
Het juiste materiaal kiezen voor uw CNC-project
U hebt uw CAD-bestand geüpload, het directe offerte bekeken en nu staart u naar een keuzemenu met tientallen materiaalopties. Welke moet u kiezen? Deze beslissing heeft invloed op alles: prestaties van het onderdeel, productiekosten, levertijd en uiteindelijk of uw ontwerp in de bedoelde toepassing succesvol is.
Het goede nieuws? Online bewerkingsplatforms bieden uitgebreide materiaalbibliotheken die traditionele werkplaatsen vaak niet kunnen evenaren. De uitdaging bestaat erin deze opties op een verstandige manier te doorlopen. Laten we het selectieproces stap voor stap uitleggen, zodat u zelfverzekerde en weloverwogen beslissingen kunt nemen.
Metalen voor toepassingen waarbij sterkte en precisie belangrijk zijn
Wanneer mechanische prestaties het meest tellen, blijven metalen de eerste keuze voor CNC-bewerking . Maar 'metaal' omvat een zeer breed scala aan eigenschappen en prijsniveaus. Een goed begrip van de belangrijkste categorieën helpt u snel tot een beperkt aantal geschikte opties te komen.
Aluminiumlegeringen: de veelzijdige standaardmaterialen
Als u niet weet waar u moet beginnen, biedt het bewerken van aluminium vaak de beste balans tussen prestaties, kosten en vervaardigbaarheid. Volgens de materiaalkeuzegids van Hubs hebben aluminiumlegeringen een uitstekende sterkte-op-gewichtverhouding, hoge thermische en elektrische geleidbaarheid en natuurlijke corrosiebescherming—waardoor ze de meest economische optie zijn voor vele prototype- en productieapplicaties.
Aluminium 6061 is de standaardkeuze voor algemene toepassingen. Het bewerkt uitstekend, is relatief goedkoop en kan worden geanodiseerd om de oppervlaktehardheid en esthetiek te verbeteren.
Aluminium 7075 wordt gebruikt wanneer u luchtvaartkwaliteit-sterkte nodig hebt. Het kan worden gehard tot hardheidsniveaus die vergelijkbaar zijn met sommige staalsoorten, terwijl het het gewichtsvoordeel van aluminium behoudt—kritisch voor toepassingen waarbij gewicht een belangrijke factor is.
Aluminium 5083 uitstekend geschikt voor mariene omgevingen, waar zoutwater andere legeringen zou aantasten. Als uw onderdelen blootstaan aan zware omgevingsomstandigheden, verdient deze kwaliteit overweging.
Stalen: Wanneer duurzaamheid belangrijker is dan gewicht
Staallegeringen bieden sterkte, hardheid en slijtvastheid die aluminium eenvoudig niet kan evenaren. De afweging? Hogere materiaalkosten, langere bewerkingstijden en aanzienlijk meer gewicht.
Van roestvrij staal verwerkt de meeste corrosiebestendige toepassingen effectief. Het is redelijk goed bewerkbaar en weerstaat de meeste omgevingsomstandigheden — waardoor het de standaardkeuze is voor voedingsmiddelenverwerking, medische toepassingen en buitentoepassingen.
Rostbestendige Staal 316 gaat verder in corrosiebestendigheid, met name tegen zoutoplossingen. Maritieme toepassingen en chemische procesomgevingen vereisen vaak deze verbeterde bescherming.
Gereedschapstaal zoals D2 en A2 bereiken na warmtebehandeling een uitzonderlijke hardheid — tot 65 HRC. Ze zijn essentieel voor de productie van gereedschappen, matrijzen en onderdelen die aan extreme slijtage worden blootgesteld, hoewel ze gespecialiseerde bewerkingskennis vereisen.
Messing en brons: gespecialiseerde prestaties
Deze koperlegeringen worden gebruikt voor niche- maar cruciale toepassingen. Messing C36000 bewerkt uitzonderlijk goed en biedt natuurlijke corrosiebestendigheid, waardoor het populair is voor componenten in grote aantallen, zoals fittingen en connectoren.
CNC-bewerking van brons stelt unieke uitdagingen die aandacht vereisen. Zoals opgemerkt door de bronsbewerkingspecialisten van Othala Tech, gedragen verschillende brongradaties zich zeer verschillend onder snijgereedschap. C932 (loodhoudend brons) wordt soepel bewerkt met uitstekende spaanbeheersing, terwijl C954 (aluminiumbrons) snel warmte opbouwt en zorgvuldig snelheidsbeheer vereist.
Wanneer u brons bewerkt voor lagers, tandwielen of maritieme hardware, rechtvaardigen de natuurlijke slijtvastheid en zelfsmerende eigenschappen van het materiaal de extra bewerkingscomplexiteit. CNC-bewerking van brons vereist bedrijven met ervaring in deze legeringen — een aspect dat u dient te verifiëren bij het selecteren van uw productiepartner voor brons-CNC-projecten.
Wanneer kunststoffen beter presteren dan metalen alternatieven
Neem niet automatisch aan dat metaal altijd de oplossing is. Technische kunststoffen bieden overtuigende voordelen voor vele toepassingen: lager gewicht, lagere materiaalkosten, uitstekende chemische weerstand en natuurlijke elektrische isolatie.
Hoogwaardige technische kunststoffen
Delrin-kunststof (POM/acetaal) onderscheidt zich als de kampioen onder bewerkbare kunststoffen. Het biedt de beste bewerkbaarheid van alle kunststoffen, uitzonderlijke dimensionale stabiliteit, zeer lage wrijving en minimale wateropname. Wanneer u nauwkeurige kunststofonderdelen met strakke toleranties nodig heeft, moet delrin-kunststof uw eerste keuze zijn.
Nylon voor bewerkingsapplicaties toepassingen levert uitstekende slagvastheid, goede chemische weerstand en natuurlijke slijtvastheid. Nylon 6 en Nylon 66 zijn de meest gebruikte kwaliteiten. Nylon voor bewerkingsprojecten vereist echter wel aandacht voor één beperking: het materiaal neemt vocht op, wat de dimensionale stabiliteit in vochtige omgevingen kan beïnvloeden.
Polycarbonaat combineert hoge taaiheid met optische helderheid—het kan worden bewerkt tot transparante onderdelen. De slagvastheid is hoger dan die van ABS, waardoor het geschikt is voor beschermende afdekkingen, lenzen en fluïdische apparaten.
Peek vertegenwoordigt de premiumklasse van technische thermoplasten. Het verdraagt temperaturen tot 250 °C, is bestand tegen de meeste chemicaliën en biedt sterkte-ten-opzichte-van-gewicht-verhoudingen die concurreren met die van metalen. Medische PEEK-varianten maken toepassingen in biomedische implantaten mogelijk. De afweging? Aanzienlijk hogere materiaalkosten.
Materiaalkeuze op een glimp
De volgende vergelijking helpt u snel kandidaatmaterialen te identificeren op basis van uw primaire vereisten:
| Materiaalcategorie | Typische toepassingen | Relatieve kosten | Machinaal verwerkbare | Belangrijke eigenschappen |
|---|---|---|---|---|
| Aluminium 6061 | Algemene prototypes, behuizingen, beugels | $ | Uitstekend | Lichtgewicht, corrosiebestendig, anodiseerbaar |
| Aluminium 7075 | Lucht- en ruimtevaartcomponenten, onderdelen onder hoge belasting | $$ | Goed | Hoge sterkte, warmtebehandelbaar, vermoeiingsbestendig |
| Van roestvrij staal | Voedselapparatuur, medische apparaten, buitenset hardware | $$ | Matig | Corrosiebestendig, lasbaar, hygiënisch |
| Rostbestendige Staal 316 | Marinespecifieke hardware, chemische verwerkingsinstallaties | $$$ | Matig | Uitstekende corrosiebestendigheid, geschikt voor zoutwater |
| Brass c36000 | Aansluitstukken, connectoren, decoratieve hardware | $$ | Uitstekend | Lage wrijving, elektrische geleidbaarheid, esthetische aantrekkelijkheid |
| Brons (C932/C954) | Lagers, tandwielen, scheepsschroeven | $$-$$$ | Goed (varieert per kwaliteit) | Slijtvast, zelfsmerend, corrosiebestendig |
| Delrin (POM) | Precisietandwielen, lagers, isolatoren | $ | Uitstekend | Lage wrijving, dimensioneel stabiel, vochtbestendig |
| Nylon 6/66 | Slijtagedeelten, constructiedelen, isolatoren | $ | Goed | Impactbestendig, chemisch bestendig, slijtvast |
| Polycarbonaat | Optische componenten, beschermdeksels, displays | $ | Goed | Transparant, hoge slagvastheid, temperatuurstabiel |
| Peek | Medische implantaatmaterialen, lucht- en ruimtevaart, toepassingen bij hoge temperaturen | $$$$ | Matig | Uiterst temperatuurbestendig, chemisch inert, biocompatibele opties |
Besliscriteria: Materialen afstemmen op vereisten
Hoe beperkt u deze uitgebreide lijst? Houd bij de volgende vier factoren rekening, in volgorde van prioriteit:
- Mechanische eisen — Aan welke belastingen, spanningen en slijtageomstandigheden zal uw onderdeel worden blootgesteld? Dit elimineert opties die niet aan de prestatiedoelen voldoen.
- Milieu-exposure — Zullen onderdelen blootstaan aan vocht, chemicaliën, UV-straling of extreme temperaturen? De materiaalcompatibiliteit met de bedrijfsomstandigheden is onverhandelbaar.
- Gewichtslimieten — Toepassingen in de lucht- en ruimtevaart en voor draagbare apparaten vereisen vaak een minimaal gewicht. Kunststoffen en aluminiumlegeringen bieden hier aanzienlijke voordelen.
- Budgetoverwegingen — Zodra u materialen hebt geïdentificeerd die voldoen aan de prestatievereisten, kunnen kostenverschillen u leiden bij de definitieve keuze. Soms kan standaardaluminium volstaan voor een toepassing die geen dure speciale legeringen vereist.
Wanneer documentatie voor materiaalcertificering van belang is
Voor bepaalde sectoren gaat materiaalkeuze verder dan alleen de eigenschappen en omvat ook documentatievereisten. Voor lucht- en ruimtevaarttoepassingen zijn mogelijk traceerbaarheidscertificaten vereist die de exacte legeringscompositie en de verwerkingsgeschiedenis bewijzen. Medische hulpmiddelen vereisen vaak documentatie van biocompatibiliteitstests. Voor automotive-onderdelen kunnen conformiteitscertificaten vereist zijn die aansluiten bij specifieke OEM-specificaties.
Als u producten vervaardigt voor gereguleerde sectoren, controleer dan of uw online bewerkingsleverancier de vereiste certificaten kan verstrekken voordat u bestellingen plaatst. Niet alle platforms bieden dit niveau van documentatie, en het ontdekken van deze lacune na de productie leidt tot kostbare vertragingen.
Nu u de materiaalkeuze begrijpt, is de volgende cruciale specificatie die zowel de functie van het onderdeel als de productiekosten direct beïnvloedt: de tolerantie-eisen. Begrijpen hoe precisieniveaus uw budget beïnvloeden, helpt u om exact te specificeren wat u nodig hebt — en niets meer.
Tolerantiekeuze die precisie en kosten in evenwicht brengt
Dit is een scenario dat u waarschijnlijk al eerder bent tegengekomen: u werkt de definitieve versie van een ontwerp af, en het veld voor toleranties staart u aan. Moet u ±0,005 inch opgeven om op de veilige zijde te blijven? Of is ±0,010 inch net zo goed voldoende? Deze beslissing — vaak genomen in seconden — kan uw productiekosten verdubbelen of leiden tot montageproblemen op termijn.
Toleranties vertegenwoordigen de toegestane afwijking van uw gewenste afmetingen. In praktische termen bepalen ze of bewerkte onderdelen correct op elkaar passen, zoals bedoeld functioneren en voldoen aan kwaliteitseisen. Volgens observaties van De productie-engineers van RPWORLD , is echter een zorgwekkende trend ontstaan: onderdelen voor verschillende toepassingen worden nu vaak met onnodig strenge toleranties gespecificeerd, zelfs voor niet-kritieke oppervlakken. Dit weerspiegelt verbeteringen in industriële capaciteit—maar leidt vaak tot aanzienlijke kostenverspilling.
Standaard- versus precisietolerantieverwachtingen
Wat kunt u realistisch verwachten van online verspaningsdiensten? Het begrijpen van basiscapaciteiten helpt u om op gepaste wijze te specificeren, zonder over-engineering.
Voor de meeste CNC-frees- en draaibewerkingen bedragen de standaardtoleranties ±0,010" (±0,25 mm) over gemeenschappelijke materialen en geometrieën. Volgens de tolerantieanalyse van Modus Advanced ondersteunt dit precisieniveau het grootste deel van technische toepassingen, terwijl redelijke kosten en levertijden worden behouden.
Wanneer is standaardprecisie voldoende? Overweeg deze toepassingen:
- Behuizingen en omhulsels waarbij exacte afmetingen niet kritiek zijn
- Montagebeugels met spelinggaten voor bevestigingsmiddelen
- Prototype-iteraties gericht op vorm- en functionele tests
- Onderdelen met ruime assemblagespelingen die al in het ontwerp zijn opgenomen
Precisiebewerkte onderdelen vereisen strengere specificaties—meestal ±0,003" tot ±0,005" (±0,08 tot ±0,13 mm). Deze toleranties vereisen extra bewerkingspassen, gespecialiseerde gereedschappen, klimaatgecontroleerde omgevingen en uitgebreide inspectieprotocollen. Het resultaat? Aanzienlijk hogere kosten per onderdeel.
Tolerantiebereiken en hun impact in de praktijk
De volgende tabel illustreert hoe tolerantiespecificaties vertalen naar kostenimplicaties en typische toepassingen voor CNC-gefrezen onderdelen:
| Tolerantieklasse | Typisch Bereik | Kostenimpact | Gemeenschappelijke toepassingen |
|---|---|---|---|
| Standaard | ± 0,010" (± 0,25 mm) | Basisprijsstelling | Algemene prototypes, niet-kritieke kenmerken, behuizingen |
| Precisie | ±0,005 inch (±0,13 mm) | 1,5–2× standaard | Oppervlakken die op elkaar aansluiten, lagerpassingen, glijdende interfaces |
| Hoge Precisie | ±0,002–0,003" (±0,05–0,08 mm) | 2–3× standaard | Lucht- en ruimtevaartinterfaces, onderdelen voor medische apparatuur, optische montagebeugels |
| Ultra-precisie | ±0,001" (±0,025 mm) of strenger | 4× of meer standaard | Turbineonderdelen, precisie-instrumenten, halfgeleiderapparatuur |
Let op hoe de kosten exponentieel—niet lineair—stijgen naarmate de toleranties strenger worden. Zoals RPWORLD opmerkt, kunnen overdreven strenge toleranties leiden tot het gebruik van secundaire bewerkingsmethoden zoals slijpen of EDM, wat onnodig zowel de kosten als de doorlooptijden verhoogt.
Hoe keuzes voor toleranties uw budget beïnvloeden
Waarom kosten strakke toleranties zoveel meer? Verschillende factoren versterken elkaar:
- Extra bewerkingspassen — Het verwijderen van materiaal in kleinere porties om dimensionale controle te behouden
- Langzamere voedingssnelheden — Lagere snijsnelheden om gereedschapvervorming en thermische effecten te minimaliseren
- Gespecialiseerd gereedschap — Hoogwaardigere frezen met strengere run-outspecificaties
- Langere insteltijd — Zorgvuldiger positionering en uitlijning van het werkstuk
- Uitgebreidere inspectie — CMM-metingen in plaats van standaardmaatvoering
- Milieucontroles — Temperatuurgecontroleerde bewerking voor de strengste toleranties
Het probleem van tolerantie-opstapeling
Hier lopen veel ontwerpen vast. Wanneer meerdere onderdelen met elkaar worden gemonteerd, accumuleren de individuele toleranties. Volgens De technische analyse van CNCYangsen kan elk onderdeel in een assemblage individueel een tolerantie van ±0,1 mm hebben, maar de gecombineerde opstapeling kan op de uiteindelijke interface ±0,3 mm of meer bedragen.
Neem een eenvoudige assemblage van drie onderdelen. Als elk onderdeel een tolerantie van ±0,010 inch heeft op zijn kritieke afmeting, betekent de meest ongunstige opstapeling dat uw uiteindelijke assemblageafmeting kan variëren met ±0,030 inch. Dat is drie keer zo veel als wat op elke individuele tekening is gespecificeerd.
Slimme ontwerpers pakken opstapeling aan via verschillende strategieën:
- Identificeer kritieke afmetingen — Verscherp toleranties alleen voor kenmerken die direct van invloed zijn op de assemblagefunctie
- Kenmerken van de ontwerpuitlijning — Positioneringspinnen, uitlijnranden of zelfcentrerende geometrie verminderen positionele accumulatie
- Vereenvoudig assemblagerelaties — Minder onderdelen in de tolerantieketen betekent minder cumulatieve variatie
- Ontwerp redelijke spelingen — Waar mogelijk worden opzettelijke spelingen toegepast om variatie op te vangen zonder de functie te compromitteren
Oppervlakteafwerking en tolerantieverbanden
Specificaties voor oppervlakteafwerking correleren vaak met — maar vervangen niet — dimensionale toleranties. Een ruwe oppervlakte (hogere Ra-waarde) kan niet dezelfde effectieve precisie bereiken als een gladde oppervlakte, simpelweg omdat de meetonzekerheid toeneemt bij oppervlakte-irregulariteiten.
Voor precisie-CNC-bewerkingsapplicaties die strakke toleranties vereisen, dient u overeenkomstige oppervlakteafwerkingen op te geven:
- Standaardtoleranties worden doorgaans gecombineerd met 125 Ra μin (3,2 Ra μm) of ruwer
- Nauwkeurige toleranties werken goed met 63–32 Ra μin (1,6–0,8 Ra μm)
- Hoogwaardig precisiewerk vereist vaak 16 Ra μin (0,4 Ra μm) of fijner
Het specificeren van niet-overeenkomstige combinaties — strakke toleranties met grove oppervlakteafwerkingen, of omgekeerd — wijst op onduidelijke eisen en kan vragen oproepen bij uw leverancier van precisiebewerkingsdiensten.
Communicatie van kritische versus algemene toleranties
Uw technische tekeningen moeten duidelijk onderscheid maken tussen functies die nauwkeurige controle vereisen en die waarbij standaardnauwkeurigheid volstaat. De meeste ervaren constructeurs hanteren een gestructureerde aanpak:
- Algemene tolerantie in de titelblok — Van toepassing op alle afmetingen zonder specifieke aanduiding (meestal ±0,010" of conform ISO 2768)
- Specifieke afmetingsaanduidingen — Strakkere toleranties direct aangegeven bij kritieke functies
- GD&T-symbolen — Geometrische toleranties voor kenmerken waarbij vorm, oriëntatie of positie belangrijker zijn dan alleen de afmeting
Deze aanpak communiceert de productiebedoeling duidelijk. Machinisten begrijpen onmiddellijk welke kenmerken extra aandacht vereisen en waar standaard nauwkeurig bewerken volstaat.
Wanneer strakke toleranties daadwerkelijk van belang zijn
Wanneer moet u dus eigenlijk nauwkeurige toleranties opgeven? Geldige toepassingen omvatten:
- Perspassingen of interferentiepassingen — Afmetingsnauwkeurigheid bepaalt direct de montagekracht en de vastzitting
- Lagerboren en asdiameters — Een juiste pasvorm zorgt voor de juiste loopspeling en levensduur van lagers
- Afdichtingsvlakken — O-ringgroeven en tegenoverliggende flenzen vereisen gecontroleerde afmetingen voor betrouwbare afdichting
- Kinematische mechanismen — Koppelingen, nokken en precisieglijders vereisen strakke controle voor soepele werking
- Veiligheidskritieke onderdelen — Toepassingen in de lucht- en ruimtevaart, medische technologie en automobielindustrie, waarbij de gevolgen van een storing ernstig zijn
Voor alles wat daarbuiten valt? Standaardtoleranties op basis van geschikte CNC-bewerkingsmaterialen en -processen leveren uitstekende resultaten tegen een fractie van de kosten. De kerninzicht uit branchexperts : het besluit om strakke toleranties op te geven, moet altijd worden gekoppeld aan specifieke functionele vereisten, en niet aan algemene kwaliteitsvoorkeuren.
Nu de basisbeginselen van toleranties bekend zijn, bent u klaar om een andere vraag aan te gaan die bij elk project naar voren komt: wat zal dit eigenlijk kosten? De volgende sectie behandelt de vijf belangrijkste factoren die de kosten van CNC-bewerking bepalen — en onthult welke ontwerpkeuzes de kosten verlagen zonder de functionaliteit in gevaar te brengen.
Begrijpen wat de kosten van CNC-bewerking bepaalt
U hebt uw materiaal geselecteerd en de toleranties gespecificeerd. Nu komt de vraag die iedereen stelt: wat gaat dit eigenlijk kosten? In tegenstelling tot veel andere sectoren, waar prijsbepaling willekeurig lijkt, volgt de prijsbepaling voor CNC-bewerking logische patronen. Het begrijpen van deze patronen helpt u realistische budgetverwachtingen te ontwikkelen – en onthult mogelijkheden om de kosten te verlagen zonder in te boeten op kwaliteit.
De uitdaging? De meeste online bewerkingsplatforms tonen u een eindbedrag zonder uit te leggen hoe zij tot dat bedrag zijn gekomen. Deze sectie behandelt de vijf belangrijkste kostenfactoren, zodat u offertes op intelligente wijze kunt interpreteren en geïnformeerde afwegingen kunt maken voordat u een definitieve keuze maakt.
De vijf factoren die uw bewerkingskosten bepalen
Volgens Uitgebreide kostenanalyse van Scan2CAD , hangt de economie van bewerking af van verschillende onderling verbonden variabelen. Laten we elk van deze factoren en hun relatieve impact op uw uiteindelijke offerte bekijken.
1. Materiaalkeuze en volume
Materiaalkosten variëren op basis van type, hoeveelheid en de huidige marktomstandigheden. Als uitgangspunt zijn kunststoffen aanzienlijk goedkoper dan metalen—maar zelfs binnen de categorie metalen zijn de prijsverschillen substantieel. Aluminium 6061 kan $3–8 per pond kosten, terwijl roestvrij staal $5–15 per pond kost en speciale legeringen zoals titanium meer dan $30 per pond kunnen bedragen.
Naast de prijs van grondstoffen moet u ook overwegen hoeveel grondstof uw ontwerp verbruikt. Een onderdeel waarbij 80% van het materiaal moet worden verwijderd, genereert meer afval, langere bewerkingstijd en meer slijtage van de gereedschappen in vergelijking met ontwerpen die meer van de oorspronkelijke grondstof behouden. De berekening van de metaalkosten voor de machinist omvat zowel wat u koopt als hoe efficiënt uw ontwerp deze grondstof gebruikt.
2. Geometrische complexiteit
De complexiteit van een onderdeel correleert direct met de bewerkingstijd—de grootste kostenfactor volgens brancheanalyse. Complexe geometrieën vereisen:
- Meerdere gereedschapswisselingen om verschillende kenmerken te bewerken
- Extra opspanningen om kenmerken vanuit verschillende richtingen te bereiken
- Langere programmeertijd voor ingewikkelde gereedschapsbanen
- Langzamere snijsnelheden om de nauwkeurigheid bij gedetailleerde onderdelen te behouden
Volgens Hoteans kostenanalyse voor prototyping kan de ontwerpcomplexiteit alleen al de bewerkingstijd met 30–50% verhogen. Een eenvoudig rechthoekig aluminiumblok met basisgaten zou bijvoorbeeld $150 kunnen kosten, terwijl hetzelfde basisonderdeel met complexe contouren en zakken met variabele diepte $450 of meer kan bedragen.
3. Tolerantie-eisen
Zoals eerder besproken, beïnvloeden tolerantiespecificaties de productiekosten sterk. Standaardtoleranties (±0,010") vormen de basisprijs. Verscherp tot ±0,005" en verwacht een prijsstijging met een factor 1,5–2. Ga nog verder naar ±0,001" en de kosten kunnen volgens branchebenchmarks verviervoudigen.
Deze kostenstijging weerspiegelt werkelijke productievereisten: extra bewerkingspassen, langzamere voedingssnelheden, gespecialiseerde gereedschappen en uitgebreidere inspectieprotocollen nemen allemaal tijd en middelen in beslag.
4. Hoeveelheidsvoordelen
Hier wordt het begrijpen van de instelkosten kritiek. Elke CNC-opdracht vereist programmering, voorbereiding van de opspanning, keuze van gereedschappen en machineconfiguratie—ongeacht of u één onderdeel of honderd stuks produceert. Deze vaste kosten worden verdeeld over uw bestelhoeveelheid.
De economie is opvallend: gegevens uit de kostenanalyse tonen aan dat een enkel prototype $500 kan kosten, terwijl de prijs per stuk bij een bestelling van 10 eenheden daalt tot ongeveer $300. Bij 50+ eenheden kunnen de kosten zelfs met tot wel 60% dalen, waardoor de prijs per stuk rond de $120 komt te liggen.
| Bestelhoeveelheid | Geschatte prijs per stuk | Vermindering van de kosten |
|---|---|---|
| 1 eenheid | $500 | Basislijn |
| 10 eenheden | $300 | 40% reductie |
| 50+ eenheden | $120 | 60% reductie |
Dit verklaart waarom kleine CNC-bewerkingsopdrachten een hogere prijs per onderdeel hebben—u draagt de instelkosten over minder stuks.
5. Afwerkingsbewerkingen
Na-bewerkingsbehandelingen voegen incrementele kosten toe die vaak worden over het hoofd gezien tijdens de initiële begroting. Volgens gegevens over afwerkingskosten:
- Zo-gevreesde afwerking: Geen extra kosten—snelste levertijd
- Stralen met kogels: Voegt $10–$20 per onderdeel toe voor een uniforme matglans
- Anodiseren: Voegt $25-50 per stuk toe voor corrosiebestendigheid en kleur
- Poedercoating: Voegt $30-70 toe, afhankelijk van onderdeelgrootte en -complexiteit
Elke afwerking vervult functionele of esthetische doeleinden, maar de kosten lopen snel op bij bestellingen met meerdere onderdelen.
Slimme ontwerpkeuzes die de productiekosten verlagen
Nu u de kostenfactoren kent, hoe minimaliseert u de uitgaven zonder de functionaliteit in gevaar te brengen? De DFM-analyse van Fictiv identificeert de ontwerpprincipes die het minst inspanning vergen en die direct vertaald kunnen worden naar lagere kosten:
- Ontwerp rond standaard materiaalafmetingen — Onderdelen die beginnen vanuit standaard staaf-, plaat- of stangafmetingen minimaliseren initiële verspilling en instelcomplexiteit
- Beperk het aantal instellingen tot twee of minder — Elke extra fixture-oriëntatie voegt aanzienlijk tijd toe; ontwerp onderdelen zodanig dat ze met een minimum aan oriëntaties bewerkt kunnen worden
- Gebruik standaard gereedschapsgeometrieën — Kenmerken die bewerkt kunnen worden met gangbare freesgereedschappen, boren en afschuiningsgereedschappen, kosten minder dan die welke speciaal gereedschap vereisen
- Specificeer alleen noodzakelijke toleranties — Pas nauwe toleranties uitsluitend toe op functionele oppervlakken; gebruik algemene toleranties op alle andere plaatsen
- Vermijd diepe uitsparingen en dunne wanden — Kenmerken die speciaal langbereik-gereedschap of zorgvuldig beheer van vervorming vereisen, verlengen de bewerkingstijd
- Ronde binnenhoeken — Scherpe binnenhoeken vereisen kleinere gereedschappen en meerdere bewerkingspassen; ruime radiussen worden sneller bewerkt
- Kies standaard oppervlakteafwerkingen — Natuurlijke afwerking (as-machined) of zandgestraalde afwerkingen kosten minder dan anodiseren of poedercoating wanneer het uiterlijk niet kritisch is
Deze wijzigingen compromitteren de technische bedoeling niet — ze brengen ontwerpbeslissingen in overeenstemming met de realiteiten van de productie.
Prototypen versus productie: verschillende economische overwegingen
Uw projectfase heeft een aanzienlijke invloed op de optimale inkoopstrategie. Voor prototypes zijn snelheid en flexibiliteit doorgaans belangrijker dan optimalisatie van de kosten per onderdeel. U test concepten, werkt ontwerpen uit en valideert de pasvorm—het betalen van een premie per stuk voor kleine hoeveelheden is zinvol wanneer de tijd tot het verkrijgen van inzicht het meest belangrijk is.
Bij productiehoeveelheden verschuift de afweging. Instelkosten worden verspreid over honderden of duizenden onderdelen, bulkkortingen op materialen komen tot stand en procesoptimalisatie wordt rendabel. Op dit moment bepalen de kosten per stuk de besluitvorming.
Wanneer online bewerking kostenvoordelen biedt
Digitale platforms onderscheiden zich in specifieke scenario’s:
- Prototypehoeveelheden (1–50 stuks) — Direct offerteaanvraag, snelle levertermijn en geen overhead voor relatieopbouw
- Ontwerpiteratiecycli — Snelle offertes voor meerdere varianten helpen bij het optimaliseren van ontwerpen voordat er een productiecommitment wordt gedaan
- Extra capaciteitsbehoeften — Wanneer uw vaste leveranciers volledig bezet zijn, bieden online netwerken directe alternatieven
- Specialistische materialen of processen — Toegang tot uitgebreidere capaciteitsnetwerken dan lokale opties mogelijk bieden
Wanneer traditionele werkplaatsen mogelijk beter concurreren
Een eerlijke beoordeling onthult scenario's waarin gevestigde relaties voordelen opleveren:
- Grote series productie — Langetermijncontracten met lokale leveranciers leveren vaak betere prijzen op dankzij relatiekortingen en procesoptimalisatie
- Complexe assemblages die samenwerking vereisen — Ontwerpen die baat hebben bij input van machinisten tijdens de ontwikkeling, functioneren vaak beter met partners die uw producten kennen
- Gereguleerde sectoren met gevestigde goedkeuringen — Als een leverancier al goedkeuringen heeft voor uw kwaliteitssysteem, brengt overstappen kosten voor herkwalificatie met zich mee
- Voordelen van geografische nabijheid — Bij het zoeken naar "cnc-bewerking in mijn buurt" of "cnc in mijn buurt" vervallen verzendkosten bij lokale bedrijven en is directe ophaling op dezelfde dag mogelijk voor dringende behoeften
Realistische budgetverwachtingen ontwikkelen
Voordat u uw eerste offerte aanvraagt, stelt u verwachtingen vast op basis van de parameters van uw project:
- Eenvoudige aluminiumprototypen met standaard toleranties: $100–300 per onderdeel
- Complexe onderdelen met meerdere functies of strakke toleranties: $300–800 per onderdeel
- Speciale materialen of uitgebreide afwerking: $500–1.500+ per onderdeel
- Productieaantallen (50 of meer): 40–60% lagere prijs dan prototypenprijzen
Deze prijsgebieden vormen uitgangspunten — uw werkelijke offertes hangen af van de specifieke geometrie, het materiaal en de eisen. Maar wanneer u de offerteprocedure betreedt met een globale inschatting van de kosten, kunt u beter beoordelen of de ontvangen offertes in lijn zijn met de marktnormen of verdere bespreking vereisen.
Kostenoverwegingen leiden van nature tot een andere belangrijke vraag: welke sector-specifieke eisen kunnen van toepassing zijn op uw toepassing? De automobiel-, lucht- en ruimtevaart- en medische sectoren stellen elk certificerings- en documentatie-eisen die zowel de keuze van leveranciers als de projectkosten beïnvloeden.

Sector-eisen van automobiel tot lucht- en ruimtevaart
U hebt uw materiaal vastgesteld, de juiste toleranties gespecificeerd en begrijpt de kostenfactoren. Maar hier is een vraag die veel beginners bij online bewerking vaak dwarszit: stelt uw sector aanvullende eisen bovenop de basisvereisten voor het onderdeel? Voor toepassingen in de automobiel-, lucht- en ruimtevaart- en medische sector is het antwoord bijna altijd ja.
Verschillende sectoren stellen verschillende eisen aan documentatie, traceerbaarheid en procescontrole. Het selecteren van een productiepartner zonder de juiste certificaten kan resulteren in onderdelen die u letterlijk niet kunt gebruiken—onafhankelijk van hoe nauwkeurig ze qua afmetingen zijn. Laten we bekijken wat elke belangrijke sector vereist, zodat u de kwalificaties van leveranciers kunt verifiëren voordat u bestellingen plaatst.
Eisen en certificeringen voor automotive-onderdelen
De automobielindustrie werkt volgens enkele van de meest veeleisende kwaliteitskaders binnen de productiesector. Wanneer u onderdelen inkoopt voor toepassing in voertuigen, staat één certificering boven alle andere: IATF 16949 .
Wat betekent IATF 16949 eigenlijk voor u als klant? Volgens de certificatiegids van American Micro Industries combineert deze wereldwijde norm voor kwaliteitsmanagement in de automobielindustrie de beginselen van ISO 9001 met sector-specifieke eisen voor continue verbetering, foutpreventie en strenge leverancierscontrole. Het is het kwalificatiebewijs om samen te werken met grote OEM’s en Tier-1-leveranciers.
Belangrijke elementen die door certificering volgens IATF 16949 worden gewaarborgd, zijn:
- Focus op foutpreventie — Systemen die zijn ontworpen om problemen te detecteren voordat ze zich voordoen, niet alleen achteraf
- Product traceerbaarheid — Volledige documentatie die elk onderdeel koppelt aan specifieke materiaalbatches, machines en operators
- Protocollen voor continue verbetering — Gedocumenteerde correctieprocedures die herhaling van problemen voorkomen
- Beheer van leverantorskwaliteit — Strikte controle die zich uitstrekt over de gehele toeleveringsketen
Naast IATF 16949 vereist de automobielproductie Statistische Procesbeheersing (SPC) mogelijkheden. Waarom is SPC belangrijk? Bij de productie van duizenden identieke onderdelen is variatie onvermijdelijk. SPC-monitoring volgt dimensionele trends in real-time en detecteert afwijkingen voordat onderdelen buiten specificatie raken. Deze consistentie blijkt cruciaal bij productie in grote volumes, waar zelfs kleine foutpercentages aanzienlijke kwaliteitskosten genereren.
Voor ingenieurs die automotive-onderdelen via online platforms inkopen, voorkomt het tijdig verifiëren van deze kwalificaties pijnlijke verrassingen. Shaoyi Metal Technology , bijvoorbeeld, behoudt de IATF 16949-certificering naast robuuste SPC-mogelijkheden—wat een duidelijk bewijs is van de soort precisie-CNC-bewerkingsdiensten die aan de auto-industrie zijn afgestemd en die de leveringsketens van OEM’s vereisen. Hun aanpak van chassisassemblages en aangepaste metalen busjes weerspiegelt de documentatierigor die automotivetoepassingen vereisen.
Overwegingen met betrekking tot naleving in de medische en lucht- en ruimtevaartsector
Als automobielnormen al eisenrijk lijken, voegen medische en lucht- en ruimtevaartvereisten nog extra lagen complexiteit toe. Deze gereguleerde sectoren stellen documentatie- en traceerbaarheidsvereisten waarbij kortere routes gewoon geen optie zijn.
Lucht- en ruimtevaart: waar materiaaltraceerbaarheid ononderhandelbaar is
CNC-bewerking voor de lucht- en ruimtevaart vindt plaats binnen kaders die zijn ontworpen om absolute betrouwbaarheid te garanderen. Wanneer onderdelen op een hoogte van 35.000 voet uitvallen, zijn de gevolgen catastrofaal — wat verklaart waarom de certificatievereisten voor de lucht- en ruimtevaart tot de meest strenge behoren binnen de productiesector.
AS9100 is de fundamentele kwaliteitsnorm voor de lucht- en ruimtevaart. Zoals aangegeven door experts op het gebied van sectorcertificering, bouwt AS9100 voort op ISO 9001 en introduceert aanvullende, specifieke vereisten voor de lucht- en ruimtevaartsector, met nadruk op risicobeheer, strenge documentatie en controle van productintegriteit gedurende complexe toeleveringsketens.
Voor lucht- en ruimtevaartwerk met defensiegerelateerde aspecten, ITAR (International Traffic in Arms Regulations) voegt nog een kritieke laag toe. Volgens De ITAR-analyse van Advantage Metal Products dit kader beheert strikt de verwerking van gevoelige technische gegevens en onderdelen.
Wat ITAR in de praktijk betekent voor productie:
- Veiligheidseisen voor de locatie — Beperkte toegang tot productiegebieden waar defensie-onderdelen worden verwerkt
- Protocollen voor gegevensverwerking — Veilige CAD/CAM-bestandsoverdrachten en beveiligde bewerkingsprocessen
- Beperkingen voor personeel — Uitsluitend Amerikaanse onderdanen mogen toegang krijgen tot gecontroleerde technische gegevens
- Kwalificatie van leveranciers — Alle onderaannemers moeten eveneens ITAR-conform zijn
Daarnaast, Nadcap-accreditatie valideert speciale processen die essentieel zijn voor de lucht- en ruimtevaartproductie—thermische behandeling, chemische bewerking en niet-destructief onderzoek. In tegenstelling tot algemene kwaliteitscertificeringen onderzoekt NADCAP processpecifieke controles met uitzonderlijke grondigheid. Voor 5-assige CNC-bewerkingsdiensten die complexe lucht- en ruimtevaartgeometrieën produceren, blijken deze gespecialiseerde validaties vaak essentieel.
Medische bewerking: patiëntveiligheid staat centraal
Medische bewerkingsnormen bestaan om één fundamentele reden: patiëntveiligheid. Wanneer een chirurgische implantaat- of diagnostisch apparaatcomponent uitvalt, staan mensenlevens op het spel. Deze realiteit vormt elk aspect van de eisen voor de productie van medische hulpmiddelen.
ISO 13485 staat als de definitieve norm voor kwaliteitsmanagement van medische hulpmiddelen. Volgens specialisten op het gebied van precisietechniek deze norm stelt strenge eisen aan ontwerp, productie, traceerbaarheid en risicobeperking. Alleen al in de Verenigde Staten veroorzaken defecte medische hulpmiddelen elk jaar meer dan 83.000 letsels en overlijdens — wat verklaart waarom aan deze eisen onvoorwaardelijk moet worden voldaan.
Belangrijke ISO 13485-eisen voor CNC-bewerkingsprocessen omvatten:
- Gedocumenteerde werkvoorschriften — Elke CNC-programmeerbeslissing moet worden genomen volgens vastgestelde protocollen
- Ontwerpbesturing — FEA-testen en -validatie voor implantaat- en kritieke onderdelen
- Traceerbaarheidssystemen — Unieke apparaatidentificatie (UDI) en volledige apparaatgeschiedenisregistraties (DHR)
- Procesvalidatie — IQ/OQ/PQ-protocollen die consistente bewerkingsresultaten aantonen
In de Verenigde Staten moeten fabrikanten ook voldoen aan FDA 21 CFR Deel 820 — de kwaliteitssysteemregeling voor de productie van medische hulpmiddelen. Dit kader regelt het productontwerp, de productieprocedures en de traceersystemen die een snelle reactie mogelijk maken indien problemen zich na het op de markt brengen voordoen.
Voor CNC-draaibewerkingen voor medische componenten zorgt de combinatie van ISO 13485-certificering en FDA-conformiteit voor een uitgebreide kwaliteitsborging. Zonder deze certificaten mogen onderdelen wettelijk niet in de medische leveringsketen worden geïntroduceerd — ongeacht hun dimensionele nauwkeurigheid.
Samenvatting van certificeringen: Waarop u moet letten
De volgende tabel geeft een overzicht van belangrijke certificeringen per toepassingsgebied:
| Industrie | Primaire certificeringen | Aanvullende eisen | Belangrijkste aandachtsgebieden |
|---|---|---|---|
| Automotive | IATF 16949, ISO 9001 | SPC-vaardigheid, PPAP-documentatie | Voorkoming van gebreken, toezicht op leveranciers, traceerbaarheid |
| Luchtvaart | AS9100, Nadcap | ITAR-registratie (defensie), materiaalcertificaten | Risicobeheer, controle van bijzondere processen, gegevensbeveiliging |
| Medische Apparatuur | ISO 13485, FDA 21 CFR Deel 820 | Biocompatibiliteitstests, UDI-conformiteit | Patiëntveiligheid, traceerbaarheid, procesvalidering |
| Verdediging | AS9100, ISO 9001 | ITAR-registratie, veiligheidsverklaringen voor de vestiging | Informatiebeveiliging, lokale levering, personeelscontroles |
Waarom deze certificaten belangrijk zijn voor uw projecten
Klinkt ingewikkeld? Hier is de praktische conclusie: certificaten zijn geen bureaucratische last — ze garanderen u dat productiepartners over de systemen, opleidingen en toezichtsmaatregelen beschikken om een consistente kwaliteit te leveren voor veeleisende toepassingen.
Bij het beoordelen van online verspaningsaanbieders voor gereguleerde sectoren moet u certificaten verifiëren voordat u uw eerste bestand uploadt. De meeste platforms tonen de certificeringsgegevens duidelijk, maar aarzel niet om kopieën van de daadwerkelijke certificaten aan te vragen. Let op de actuele registratiedata — certificaten vereisen voortdurende audits om hun geldigheid te behouden.
Voor projecten buiten gereguleerde sectoren signaleren deze certificaten nog steeds een gevorderde productiematuriteit. Een bedrijf dat voldoet aan IATF 16949 of AS9100 heeft aanzienlijk geïnvesteerd in kwaliteitssystemen, opgeleid personeel en procescontroles. Deze investering komt alle klanten ten goede — zelfs diegene zonder formele certificeringsvereisten.
Het begrijpen van sectorvereisten helpt u bij het selecteren van geschikte productiepartners. Maar hoe evalueert u kwaliteit boven het simpele controleren van certificeringsdoosjes? De volgende paragraaf biedt een praktisch kader voor het beoordelen van online verspaningsdiensten — inclusief de rode vlaggen die voorzichtigheid vereisen.
Hoe kwaliteit van online verspaningsdiensten te beoordelen
U hebt uw materiaal geïdentificeerd, toleranties gespecificeerd en begrijpt de eisen voor industrie-certificeringen. Nu komt een praktische vraag: hoe beoordeelt u in de praktijk of een specifieke online bewerkingsleverancier kwalitatief hoogwaardige onderdelen op tijd levert? Certificaten vormen een goed uitgangspunt—maar ze vertellen niet het hele verhaal.
Of u nu op zoek bent naar 'bewerkingsbedrijven in mijn buurt' of wereldwijde productienetwerken verkent, het beoordelingsproces volgt vergelijkbare beginselen. Deze sectie biedt een leveranciersneutraal kader voor het beoordelen van de servicekwaliteit—plus de waarschuwingssignalen die u moeten doen nadenken voordat u een bestelling plaatst.
Certificeringen en kwaliteitsindicatoren die de moeite waard zijn om te controleren
ISO-certificaten worden vaak genoemd, maar wat garanderen ze eigenlijk voor u als klant? Volgens de certificeringsanalyse van Focused on Machining is ISO-certificering het verschil tussen samenwerken met een bedrijf dat op gevoel werkt en een bedrijf dat beschikt over een duidelijke, gedocumenteerde set procedures om te voldoen aan de hoogst mogelijke branchestandaarden.
ISO 9001:2015 blijft de fundamentele certificering op het gebied van kwaliteitsmanagement. Bedrijven die deze erkenning bezitten, hebben alle processen ontwikkeld en gedocumenteerd, bieden traceerbaarheid voor materialen en processen en ondergaan regelmatig interne en externe audits. Deze systematische aanpak zorgt voor herhaalbare procedures voor offertes, materiaalbeheer, productie, kwaliteitsborging en verzending.
Maar hierop letten veel kopers niet: de implementatie van certificeringen varieert sterk tussen bedrijven. Zoals branche-experts opmerken, zijn de ISO-vereisten weliswaar streng, maar in de praktijk is de implementatie vaak rommelig en tijdrovend. Papieren mappen en handgeschreven informatie voldoen aan de documentatievereisten, maar zijn zeker geen voorbeeld van efficiëntie.
De beste leveranciers hebben hun ISO-processen gedigitaliseerd—door checklist’s in software te integreren, documentatie te automatiseren en inspectierapporten gemakkelijk toegankelijk te houden. Deze digitale aanpak maakt snellere reacties, lagere kosten en betere traceerbaarheid mogelijk wanneer er problemen optreden.
Vragen om te stellen over inspectiemogelijkheden
Kwaliteitsclaims betekenen weinig zonder inspectiemogelijkheden om ze te ondersteunen. Volgens De leveranciersbeoordelingsgids van Kesu Group , betrouwbare leveranciers gebruiken geavanceerde inspectiegereedschappen zoals coördinatenmeetmachines (CMM) met een nauwkeurigheid tot ±0,001 mm, tweedimensionale meetgereedschappen of XRF-analysatoren voor materiaalverificatie.
Voordat u zich bindt aan een leverancier, stelt u deze specifieke vragen:
- Welke inspectieapparatuur gebruikt u? — CMM’s, optische vergelijkingsapparaten en geijkte handgereedschappen wijzen op een serieuze toewijding aan kwaliteit
- Voert u inspecties tijdens het productieproces uit of alleen eindinspecties? — Tussentijdse controles detecteren fouten vroegtijdig, waardoor vertragingen door defecte onderdelen worden verminderd
- Kunt u dimensionele inspectierapporten verstrekken? — First Article Inspection (FAI)-rapporten verifiëren kritieke afmetingen voordat de volledige productie begint
- Wat is uw percentage gebrekkige producten of retourneringen? — Leveranciers met een jaarlijks retourpercentage van minder dan 0,2 % tonen een sterke kwaliteitscontrole aan
- Biedt u feedback voor ontwerpbaarheid (DFM)? — Proactieve ontwerpreview voorkomt vertragingen die worden veroorzaakt door productieproblemen
Uw evaluatielijst
Bij het vergelijken van CNC-diensten in uw regio of het beoordelen van wereldwijde platforms, gebruikt u deze uitgebreide checklist om potentiële partners te beoordelen:
- In bezit zijnde certificaten — Controleer of ze minimaal ISO 9001-certificering hebben; sector-specifieke certificaten (IATF 16949, AS9100, ISO 13485) voor gereguleerde toepassingen
- Transparantie bij grondstoflevering — Kunnen ze de oorsprong van materialen documenteren en indien vereist molenverklaringen (mill certifications) verstrekken?
- Communicatiebereidheid — Reageren ze binnen 24 uur op technische vragen? Snelle communicatie tijdens de offertefase geeft een indicatie van hun gedrag tijdens de productiefase.
- Beleid voor wijzigingen — Hoe gaan ze om met ontwerpwaizigingen na plaatsing van de bestelling? Duidelijke wijzigingsprocedures voorkomen verwarring.
- Inspectiedocumentatie — Welke kwaliteitsdocumenten worden bij de geleverde onderdelen meegeleverd? Kunnen ze historische documentatie opvragen als er later problemen optreden?
- Machinemogelijkheden — Beschikken ze over de juiste machines (3-assig, 5-assig, CNC-draaien) voor de geometrie van uw onderdeel?
- Productiecapaciteit — Kunnen ze aan uw volumevereisten voldoen zonder hun planning overbelast te maken?
Rode vlaggen bij het beoordelen van online machine shops
Niet elke online bewerkingsleverancier levert dezelfde kwaliteit. Let op de volgende waarschuwingssignalen die op mogelijke problemen duiden:
- Geen technische vragen over uw ontwerp — Leveranciers die offertes verstrekken voor complexe onderdelen zonder enige verduidelijkende vragen, begrijpen mogelijk de productie-uitdagingen niet. Volgens De betrouwbaarheidsrichtlijn van Xmake is het een rode vlag wanneer een leverancier alleen een offerte geeft op basis van wat is verstrekt, zonder enige technische feedback — vooral bij complexere onderdelen.
- Onrealistisch korte levertijden — Beloften die te mooi lijken om waar te zijn, zijn dat meestal ook. Volgens brancheanalyse kan overdreven beloven leiden tot gehaaste productie, wat ten koste gaat van de kwaliteit en vertragingen veroorzaakt.
- Vaag prijsstelsel — Betrouwbare leveranciers verstrekken gedetailleerde offertes waarin de kosten voor materiaal, bewerking, afwerking en verzending duidelijk zijn opgesplitst. Verborgen kosten wijzen op een gebrek aan transparantie.
- Radio-stilte na het plaatsen van de bestelling — Als een winkel stilvalt nadat uw bestelling is ontvangen, is dat een aanzienlijk risico. Productie-updates moeten proactief worden verstrekt, niet worden afgedwongen via herhaalde follow-ups.
- Geen documentatie over inspectiemogelijkheden — Winkels die hun meetapparatuur of inspectieprocessen niet kunnen beschrijven, beschikken waarschijnlijk niet over robuuste kwaliteitssystemen.
- Vervallen of ontbrekende certificaten — Certificaten vereisen voortdurende audits. Vervallen certificeringen wijzen op een verwaarloosde onderhoudsbeheersing van het kwaliteitssysteem.
Inzicht in minimale bestelhoeveelheden
Minimale bestelhoeveelheden (MOQ’s) verschillen sterk tussen online verspaningsdiensten — en het begrijpen van deze verschillen helpt u bij het selecteren van geschikte leveranciers voor de omvang van uw project.
Instant-offerteplatforms aanvaarden doorgaans bestellingen van één stuk. Hun geautomatiseerde systemen verwerken offertes efficiënt, ongeacht de hoeveelheid, waardoor ze ideaal zijn voor prototyping en productie in kleine series. De instelkosten worden opgenomen in de prijs per onderdeel, wat verklaart waarom de eenheidsprijs voor kleine bestellingen hoger is.
Traditionele online verspaningswinkels kan MOQ's opleggen van 5, 10 of zelfs 50 stuks—vooral voor standaardmaterialen of eenvoudigere vormgevingen. Deze minimumaantallen weerspiegelen de economie van handmatige offerteprocessen en de toewijzing van insteltijd.
Geen van beide benaderingen is inherent beter. Pas uw projectbehoeften aan bij het juiste dienstverleningsmodel: directe platforms voor flexibiliteit en snelheid; traditionele werkplaatsen mogelijk voor betere stukprijseconomie bij grotere bestellingen.
Betrouwbaarheid van levertijden: wat u daadwerkelijk kunt verwachten
Geciteerde levertijden betekenen niets als leveranciers deze systematisch missen. Volgens specialisten op het gebied van productie-aankoop dient u gegevens te vragen over het percentage tijdige leveringen van een leverancier—ideaal boven de 95%.
Realistische verwachtingen ten aanzien van levertijden per projecttype:
| Projecttype | Typische levertijd | Betrouwbaarheidsfactoren |
|---|---|---|
| Eenvoudige prototypes (1–5 onderdelen) | 5-10 werkdagen | Standaardmaterialen op voorraad, minimale instellingen |
| Complexe prototypen | 10-15 Werkdagen | Meerassige bewerking, speciale materialen, nauwe toleranties |
| Productie in kleine series | 2-4 weken | Batchoptimalisatie, consistente kwaliteitscontrole |
| Snelorders | 3-5 werkdagen | Premiumprijs, prioritaire planning |
Verschillende factoren beïnvloeden of leveranciers aan deze doelstellingen voldoen: de huidige werklast, de beschikbaarheid van materialen en de complexiteit van uw ontwerp. Leveranciers met systemen voor real-time ordertracking tonen operationele volwassenheid—u kunt de voortgang volgen in plaats van te gissen naar de status.
Platforms voor directe offertes versus traditionele online machinebouwbedrijven
Het begrijpen van het verschil tussen deze servicevormen helpt u bij het kiezen van de juiste aanpak voor uw project:
Instant-offerteplatforms gebruiken AI-aangedreven systemen om de geometrie te analyseren en binnen seconden een prijsopgave te genereren. Ze zijn meestal verbonden met netwerken van gecontroleerde productiepartners en routeren bestellingen naar optimale leveranciers op basis van capaciteit, beschikbare capaciteit en locatie. Voordelen zijn snelheid, transparantie en een consistente gebruikerservaring. Nadelen kunnen minder flexibiliteit zijn bij ongebruikelijke eisen of complexe overleggen.
Traditionele online verspaningswinkels bieden webgebaseerde offertes aan, maar vereisen meer menselijke interactie. Offertes kunnen 24–48 uur duren, aangezien ingenieurs de specificaties beoordelen. Deze aanpak werkt vaak beter voor complexe projecten die technische samenwerking, aangepaste opspanning of ongebruikelijke materialen vereisen. Het relationele aspect kan waarde toevoegen wanneer projecten zich ontwikkelen of voortdurende productie vereisen.
Veel kopers gebruiken beide modellen strategisch: directe platforms voor eenvoudige prototypes en snelle iteraties; traditionele relaties voor productieomvang of technisch veeleisende toepassingen.
Met dit evaluatiekader kunt u online bewerkingsleveranciers objectief beoordelen — of het nu lokale werkplaatsen of wereldwijde platforms betreft. CNC-bewerking is echter niet altijd de optimale productiemethode. In de volgende sectie wordt online bewerking vergeleken met alternatieve methoden zoals 3D-printen en spuitgieten, om u te helpen de juiste technologie te kiezen voor elke toepassing.
Online bewerking versus alternatieve productiemethoden
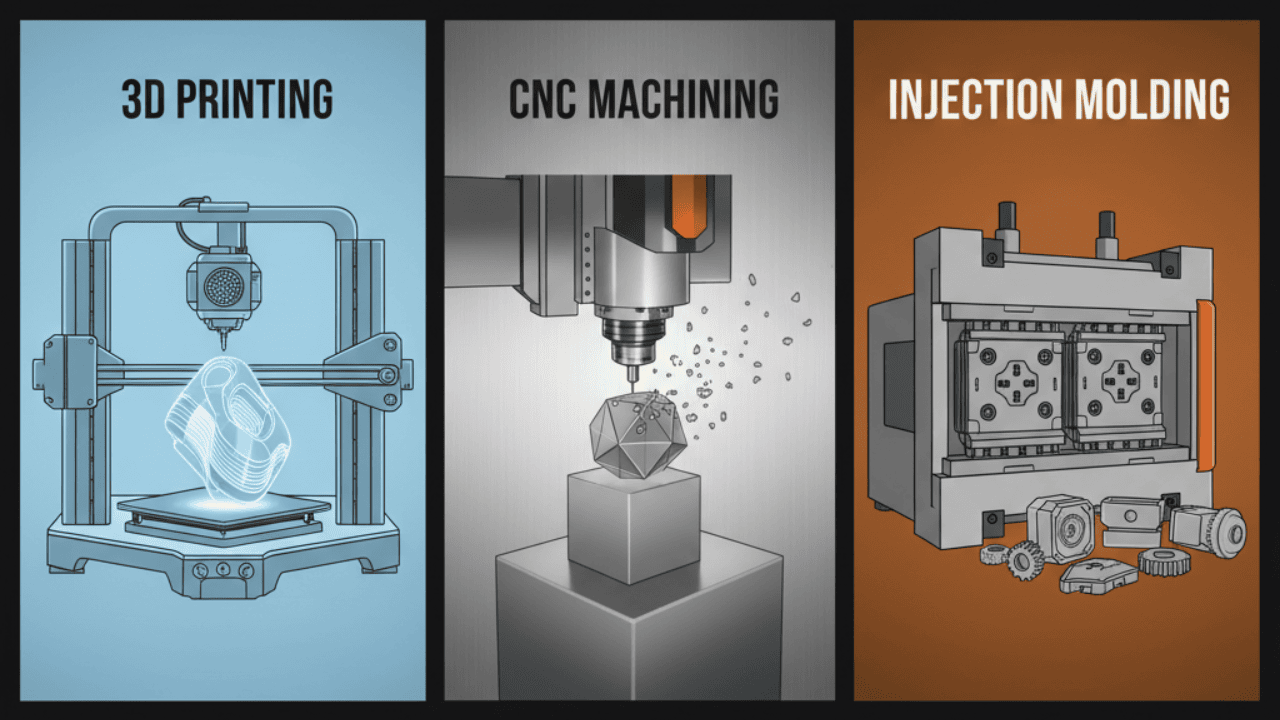
Hier is een realiteitscheck die eerlijke productiepartners u zullen geven: CNC-bewerking is niet altijd het beste antwoord. Soms levert 3D-printen onderdelen sneller en goedkoper op. In andere gevallen is spuitgieten financieel gezien zinvol op een manier die bewerking gewoon niet kan evenaren. En voor bepaalde vormgevingen levert plaatbewerking betere resultaten op met minder materiaalverspilling.
Begrijpen wanneer u elke productiemethode moet gebruiken – en wanneer u ze moet combineren – maakt het verschil tussen succesvolle productontwikkeling en kostbare trial-and-error. Laten we een praktisch beslissingskader opstellen, zodat u de juiste technologie kunt kiezen voor elke toepassing.
Wanneer 3D-printen beter is dan CNC-bewerking
Additieve fabricage heeft de economie van prototyping volledig veranderd. Volgens de uitgebreide productievergelijking van 3D People heeft 3D-printen geen instapkosten – er is geen gereedschap nodig en ook geen programmering van gereedschapsbanen. Deze toegang zonder barrières maakt het aantrekkelijk voor ontwikkeling in een vroeg stadium.
Wanneer overtreft 3D-printen een CNC-machine bij het vervaardigen van metalen of kunststof onderdelen? Overweeg de volgende scenario's:
- Complexe interne geometrieën — Roosterstructuren, interne kanalen en organische vormen die meerdere instellingen zouden vereisen of onmogelijk zouden zijn met subtractieve methoden
- Snelle ontwerpiteratie — Wanneer u meerdere concepten tegelijkertijd test en er dagelijks wijzigingen plaatsvinden
- Lage aantallen complexe onderdelen — Enkelvoudige prototypes waarbij de CNC-instelkosten overheersen in de prijs per onderdeel
- Topologie-geoptimaliseerde ontwerpen — Gewichtsgereduceerde structuren die profiteren van de geometrische vrijheid van additieve fabricage
3D-printen kent echter beperkingen die metalen CNC-machines gemakkelijk overwinnen. De oppervlakteafwerking toont doorgaans laaglijnen die naverwerking vereisen. Het materiaalaanbod blijft beperkter — vooral voor toepassingen met hoge eisen. En de dimensionele nauwkeurigheid, hoewel aan het verbeteren, blijft achter bij de precisie van CNC-machines bij zeer strakke toleranties.
De kostenverhoudingen veranderen sterk met de grootte van het onderdeel. Volgens sectoranalyse 3D-printen wordt duur voor grote onderdelen waarbij de printtijd—de belangrijkste kostenfactor—aanzienlijk toeneemt. Een CNC-snijmachine produceert vaak grote, eenvoudige geometrieën economischer dan additieve processen.
Spuitgieten versus bewerken voor productieaantallen
Als u van plan bent om meer dan 10.000 eenheden te produceren, verdient spuitgieten serieuze overweging. De economie is eenvoudig: hoge initiële gereedschapskosten worden verdeeld over zeer grote aantallen, wat uitzonderlijk lage stukprijzen oplevert.
Volgens productiekostengegevens beginnen de gereedschapskosten voor spuitgieten doorgaans bij £3.000 en stijgen deze sterk met de complexiteit van het onderdeel. Zodra het gereedschap echter beschikbaar is, levert het proces uitzonderlijk lage stukprijzen op, waarbij de grondstof de voornaamste kostenpost is.
Bekijk deze praktijkvergelijking voor een elektronische behuizing:
| Proces | 1 eenheid | 500 units | 5.000 eenheden |
|---|---|---|---|
| SLS 3D-Printen | £15.59 | £2,64/stuk (£1.320 totaal) | £2,35/stuk (£11.750 totaal) |
| Cnc machineren | £125.20 | £8,06/stuk (£4.030 totaal) | Aanvraag voor een offerte |
| Injectiemolden | N.v.t. (gereedschap £5.429) | £0,92/stuk (£5.889 totaal) | £0,38/stuk (£7.329 totaal) |
Let op hoe spuitgieten pas vanaf ongeveer 500 stuks kosteneffectief wordt—en overheerst bij 5.000+ stuks. Het break-evenpunt hangt af van de onderdeelcomplexiteit, materiaalkeuze en gereedschapsvereisten. CNC-bewerking behoudt voordelen voor aantallen onder deze drempels.
Technologiekeuze in één oogopslag
De volgende vergelijking helpt u snel de optimale productiemethode te identificeren op basis van uw projectvereisten:
| Criteria | Cnc machineren | 3D-printen | Injectiemolden |
|---|---|---|---|
| Ideale aantallen | 1–5.000 stuks | 1–10.000 stuks | 10.000+ units |
| Materiaalopties | 20+ kunststoffen, metalen, houtsoorten | 5+ kunststoffen (PBF-processen) | 100+ kunststoffen |
| Meetkundige vrijheid | Matig (beperkt door toegang tot het gereedschap) | Hoog (complexe interne structuren mogelijk) | Matig (uitsparingshoeken, scheidingslijnen) |
| Levertermijn | 7–14 dagen | 2–7 dagen | 15–60 dagen |
| Opstartkosten | Kleine NRE-vergoeding (£100+) | Geen (minimale bestelwaarde £30–60) | Hoge gereedschapskosten (£3.000+) |
| Oppervlakfinish | Uitstekend (zoals-gefrezen of gepolijst) | Laagtes zichtbaar (nabewerking mogelijk) | Uitstekend (glanzend, gestructureerd, mat) |
| Flexibiliteit van het ontwerp | Ja—wijzigingen vereisen herprogrammering | Ja—wijzigingen hebben geen gevolgen | Nee—gereedschapsaanpassingen zijn duur |
Plaatbewerking: Het vaak-overlookte alternatief
Wanneer uw ontwerp voornamelijk vlakke oppervlakken, bochten en uitsparingen bevat, biedt bewerking van plaatmateriaal vaak de meest economische oplossing. Een CNC-snijmachine die werkt met plaatmateriaal verwijdert een minimale hoeveelheid materiaal—in tegenstelling tot massieve bewerking, waarbij tot 80% van het materiaal afval (spaanders) kan worden.
Plaatbewerking is bijzonder geschikt voor:
- Behuizingen, beugels en chassiscomponenten
- Panelen met bevestigingsmogelijkheden en ventilatieuitsparingen
- Structurele elementen die een hoge stijfheids-gewichtsverhouding vereisen
- Onderdelen waarbij buisbewerking complexe gebeitste kenmerken vervangt
Het CNC-metaalsnijproces in combinatie met pons- en buigbewerking levert onderdelen op die aanzienlijk duurder zouden zijn indien uit massief materiaal bewerkt. Als uw geometrie geschikt is voor plaatvorming, onderzoek dan deze optie eerst, voordat u standaard kiest voor traditionele bewerking.
Wanneer hybride aanpakken zinvol zijn
Soms combineert de slimste productiestrategie meerdere methoden. Volgens productie-experts is de slimste aanpak vaak hybride: begin met 3D-printen om het concept te bewijzen, gebruik CNC voor kritieke functionele prototypes en schakel over op spuitgieten zodra de vraag daarvoor klaar is.
Overweeg deze hybride strategieën:
- eerst 3D-printen, daarna kritieke onderdelen bewerken — Additieve fabricage creëert een complexe algehele vormgeving, terwijl CNC-bewerking nauwkeurige toleranties bereikt op aansluitende oppervlakken
- Prototype met bewerking, productie met spuitgieten — CNC-onderdelen valideren de functionaliteit voordat duur gereedschap wordt aangeschaft
- Combineer behuizingen van plaatmetaal met bewerkte details — Plaatmetaalbewerking levert behuizingen, terwijl bewerkte inzetstukken nauwkeurige interfaces bieden
Overgang van prototyping naar productie
Naarmate projecten zich ontwikkelen van eerste concepten naar marktklare producten, evolueren de productievereisten. Volgens de overgangsgids voor productie van Fictiv is de reis van prototype naar massaproductie een complexe transformatie die zorgvuldige planning vereist.
Belangrijke overwegingen bij het opschalen van de productie:
- Materiaalconsistentie — Prototypematerialen moeten overeenkomen met de productiespecificaties om verrassingen in een laat stadium te voorkomen
- Ontwerp voor montage — Wat werkt voor handmatige prototype-assembly, kan mislukken bij geautomatiseerde productielijnen
- Procesvalidatie — Elke productiemethode moet worden gekwalificeerd voordat er een toezegging wordt gedaan voor grootschalige productie
- Vraagprognose — Samenwerken met een productiepartner die in staat is de productie op te schalen of af te schalen — van 1.000 tot 100.000 stuks — met behulp van dezelfde processen, is van doorslaggevend belang voor succes
Online verspaningsplatforms ondersteunen deze overgang in toenemende mate en bieden prototypematen via dezelfde netwerken die ook grotere productiehoeveelheden verwerken. Deze continuïteit elimineert vertragingen door herkwalificatie bij het opschalen.
De juiste technologiekeuze maken
Geen enkele productiemethode is optimaal voor elk project. CNC-verspaning via online platforms blinkt uit bij precisie-onderdelen in matige hoeveelheden — maar het erkennen van zijn beperkingen helpt u bij het nemen van betere beslissingen in het algemeen.
Stel uzelf deze vragen bij het kiezen van uw aanpak:
- Welke hoeveelheid heb ik nu nodig—en wat zou ik over 12 maanden nodig kunnen hebben?
- Is mijn geometrie geschikt voor additieve vrijheid of voor subtraktieve precisie?
- Ben ik nog steeds bezig met het ontwerp te itereren, of is dit productieklaar?
- Welke toleranties en oppervlakteafwerkingen vereist mijn toepassing daadwerkelijk?
- Kan plaatbewerking of gieten de kosten per onderdeel verlagen?
De antwoorden leiden u naar de juiste fabricagemethode—of naar hybride aanpakken die strategisch meerdere methoden combineren. Nu u de keuze van de fabricagemethode begrijpt, bent u klaar om concrete vervolgstappen te nemen met uw online bewerkingsproject.
Uw volgende stap met online bewerking
U hebt aanzienlijk terrein afgelegd — van het begrijpen van wat online verspanen eigenlijk betekent tot het beoordelen van materialen, toleranties, kosten, sectorvereisten en alternatieve productiemethoden. Nu komt de praktische vraag: hoe zet u deze kennis om in actie? Of u nu uw eerste CNC-onderdelen bestelt of schaalt van prototype naar productie, dit laatste gedeelte brengt alles samen in een toepasbaar kader.
Uw projectvereisten afstemmen op de juiste service
Voordat u uw eerste bestand uploadt, neem dan even de tijd om de kenmerken van uw project af te stemmen op het geschikte servicemodel. De beslissingen die u tijdens dit artikel hebt genomen — materiaalkeuze, tolerantiespecificaties, hoeveelheidsvereisten — beïnvloeden direct welke online CNC-verspaningsdiensten optimale resultaten opleveren.
Houd rekening met de volgende afstemmingscriteria:
- Prototype-aantallen (1–10 onderdelen) — Platforms voor directe offertes blinken hier uit, omdat ze snelheid en flexibiliteit bieden zonder de last van langdurige relaties
- Productie in lage oplage (10–500 onderdelen) — Zowel directe platforms als traditionele online winkels werken goed; vergelijk offertes van beide
- Toepassingen in gereguleerde sectoren — Controleer certificeringen van tevoren; voor automotive-toepassingen zijn partners vereist met IATF 16949-certificering
- Complexe geometrieën die overleg vereisen — Traditionele bedrijven die technische ondersteuning bieden, kunnen meer waarde toevoegen dan puur op basis van prijs
- Potentieel voor schaalbaarheid van de productie — Kies partners die in staat zijn om mee te groeien met uw productievolume om consistentie te behouden
Voor automotive-toepassingen met chassisassemblages of aangepaste metalen bushings, tonen leveranciers zoals Shaoyi Metal Technology hoe aangepaste CNC-bewerkingsdiensten kunnen schalen van snelle prototyping tot massaproductie, met levertijden vanaf één werkdag—kritisch wanneer ontwikkelingstijdschema’s worden ingekort.
Aan de slag met uw eerste online freesopdracht
Klaar om verder te gaan? Gebruik deze uitgebreide checklist om ervoor te zorgen dat uw project is voorbereid op een succesvolle uitvoering:
Projectklaarheid Checklist
-
Voorbereiding van het ontwerpbestand
- Exporteer uw model in STEP-formaat (.stp, .step) voor optimale compatibiliteit
- Controleer of de geometrie waterdicht is, zonder open oppervlakken of zelfdoorsnijdingen
- Voeg technische tekeningen toe voor kritieke afmetingen en GD&T-aanduidingen
- Zorg ervoor dat alle functies machinabel zijn vanuit toegankelijke oriëntaties
-
Materiaalkeuze
- Stel de materiaaleigenschappen in overeenstemming met mechanische, milieu- en gewichtseisen
- Houd rekening met bewerkbaarheidsclassificaties en hun invloed op de kosten
- Geef materiaalcertificaten op indien vereist voor uw sector
-
Tolerantie-aanduiding
- Pas nauwe toleranties alleen toe op functioneel kritieke kenmerken
- Gebruik algemene toleranties in de titelblok (±0,010") voor niet-kritieke afmetingen
- Houd rekening met tolerantieopstapeling bij meerdelige assemblages
-
Hoeveelheidsplanning
- Begin met prototypehoeveelheden om het ontwerp te valideren voordat u zich verbindt tot productie
- Neem de amortisatie van instelkosten mee bij het vergelijken van kleine en grotere partijen
- Communiceer de verwachte toekomstige volumes om prijsvoordelen via samenwerking te onderzoeken
-
Afwerkingsvereisten
- Geef de vereisten voor oppervlakteafwerking op (zoals gefreesd, gestraald of geanodiseerd)
- Identificeer eventuele benodigde nabewerkingsprocessen (warmtebehandeling, coating)
Aanpakken van bestandsbeveiliging en intellectuele-eigendomszorgen
Nieuwe gebruikers zijn vaak terughoudend over het uploaden van eigendomsvormende ontwerpen naar online platforms. Deze zorg is gerechtvaardigd — uw ontwerpen vertegenwoordigen een aanzienlijke investering in onderzoek, ontwikkeling en innovatie.
Volgens de analyse van Factorem op het gebied van intellectuele-eigendomsbescherming brengt het delen van innovatieve ontwerpen met externe fabrikanten het risico van diefstal van intellectuele eigendom of ongeautoriseerde openbaarmaking met zich mee. Betrouwbare platforms implementeren echter meerdere beschermingslagen.
Bij het beoordelen van de intellectuele-eigendomsbescherming van een aanbieder dient u te letten op:
- Geheimhoudingsovereenkomsten (NDAs) — Standaardpraktijk voor professionele productierelaties
- Beveiligde bestandsoverdrachtsprotocollen — Gecodeerde uploads die gegevens tijdens de overdracht beschermen
- Toegangscontroles — Beperkte toegang van personeel tot uw ontwerpbestanden
- Productieovereenkomsten — Duidelijke voorwaarden met betrekking tot eigendom van het ontwerp en beperkingen op het gebruik
- Geverifieerde partnernetwerken — Platforms die hun productiepartners kwalificeren op het gebied van beveiligingscompliance
Voor uiterst gevoelige ontwerpen kunt u overwegen formele NDA’s (geheimhoudingsovereenkomsten) aan te vragen voordat u bestanden uploadt. De meeste gevestigde online bewerkingsdiensten voldoen hieraan als standaard zakelijke praktijk.
Starten met prototypes voordat u zich bindt aan productie
Dit is advies dat ervaren ingenieurs consequent volgen: valideer voordat u schaalt. Volgens specialisten in precisiefabricage , kan het gebruik van verschillende leveranciers voor prototyping en productie leiden tot kwaliteitsverschillen en ongeschikte machines — een gebrek aan continuïteit dat rampzalig is voor projecten.
De slimme aanpak voor CNC-prototypebewerking omvat:
- Bestel eerst prototype-aantallen — Meestal 1–5 stuks om pasvorm, functionaliteit en afwerking te valideren
- Test de montage en prestaties — Bevestig dat onderdelen voldoen aan het ontwerpvoornemen voordat u zich verbindt tot massaproductie
- Herhaal indien nodig — Los eventuele problemen op die tijdens de beoordeling van het prototype worden geconstateerd
- Schal op met dezelfde partner — Behoud de productiecontinuïteit van CNC-bewerkingsprototyping tot en met de eindproductie
Deze gefaseerde aanpak minimaliseert het risico. Als bij prototypen ontwerpproblemen naar voren komen, hebt u slechts in een handvol onderdelen geïnvesteerd in plaats van in honderden. Wanneer prototypen slagen, kan de schaalvergroting profiteren van gevestigde processen en bewezen bewerkingspaden.
Leveranciers die naadloos kunnen schalen—zoals Shaoyi Metal Technology met hun mogelijkheden voor snelle prototyping tot massaproductie—elimineren vertragingen door herkwalificatie bij overgang tussen projectfasen. Hun IATF 16949-certificering en SPC-mogelijkheden garanderen dat dezelfde kwaliteitssystemen zowel voor prototyping als voor productie gelden.
Gebruik directe offertes om weloverwogen beslissingen te nemen
Eén van de grootste voordelen van online bewerken? U kunt opties verkennen zonder verbintenis. Voordat u een bestelling definitief bevestigt, kunt u gebruikmaken van directe offertetools om:
- Prijzen te vergelijken per materiaal — Te zien hoe aluminium in vergelijking met roestvrij staal uw budget beïnvloedt
- De kostenimpact van toleranties te beoordelen — Te wisselen tussen standaard- en precisiespecificaties
- De economie van de bestelhoeveelheid te beoordelen — Te begrijpen hoe de prijs per onderdeel daalt bij grotere volumes
- Levertermijnopties te bekijken — Snelheidseisen af te wegen tegen budgetbeperkingen
- DFM-problemen vroegtijdig te identificeren — Automatisch feedback signaleert vervaardigbaarheidsproblemen voordat de productie begint
Deze vergelijkende winkelervaring duurt enkele minuten—niet dagenlang telefoongesprekken en relatieopbouw. Gebruik deze strategisch om realistische verwachtingen te ontwikkelen en de optimale balans te vinden tussen kosten, kwaliteit en levertijd voor uw specifieke eisen aan maatgemaakte onderdelen.
Uw online bewerkingsreis begint nu
U beschikt nu over de kennis om met vertrouwen online bewerking te navigeren—van bestandsvoorbereiding tot levering, van materiaalkeuze tot kwaliteitsbeoordeling. Het digitale productie-ecosysteem staat klaar om uw ontwerpen te transformeren in precisie-CNC-draai- en freesbewerkingen die afgewerkte onderdelen binnen dagen in plaats van weken leveren.
De weg vooruit is duidelijk: bereid uw bestanden voor volgens de beste praktijken, geef alleen de toleranties op die u daadwerkelijk nodig hebt, kies materialen die voldoen aan de vereisten van uw toepassing, en selecteer productiepartners wiens capaciteiten aansluiten bij de eisen van uw project. Begin met prototype-aantallen om uw aanpak te valideren en schaal vervolgens met vertrouwen zodra de ontwerpen zijn bewezen.
Online bewerking heeft toegang tot precisieproductie gedemocratiseerd. Of u nu een startup bent die uw eerste product ontwikkelt of een gevestigd bedrijf dat zijn toeleveringsketens optimaliseert: de tools en kennis die hier worden behandeld, stellen u in staat deze mogelijkheden effectief te benutten. Uw volgende op maat gemaakte bewerkte onderdelen is slechts één bestandsupload verwijderd.
Veelgestelde vragen over online bewerking
1. Wat is een online CNC-bewerkingsdienst?
Online CNC-bewerkingsdiensten verbinden ingenieurs en productontwikkelaars direct met precisieproductiemogelijkheden via webgebaseerde platforms. In plaats van jarenlang relaties op te bouwen met lokale machinebedrijven, uploadt u CAD-bestanden, ontvangt u direct offertes met DFM-feedback, kiest u materialen en toleranties, en ontvangt u de afgewerkte onderdelen binnen enkele dagen. Deze platforms maken gebruik van AI-aangedreven offerte-engines en wereldwijde productienetwerken om transparantie, snelheid en concurrerende prijzen te bieden, zowel voor prototypes als voor productieaantallen.
2. Hoe verkrijg ik een directe offerte voor online CNC-bewerking?
Een directe offerte ontvangen vereist het uploaden van uw CAD-bestand (bij voorkeur in STEP-formaat) naar een online verspaningsplatform. Het AI-aangedreven systeem analyseert uw geometrie, berekent de gereedschapsbanen en genereert binnen seconden een prijsopgave. Vervolgens kunt u parameters zoals materiaalkeuze, hoeveelheid, toleranties en afwerkopties aanpassen om direct de bijbehorende prijsveranderingen te zien. Het systeem biedt ook automatische DFM-feedback waarmee mogelijke vervaardigbaarheidsproblemen worden aangegeven voordat u zich verbindt tot productie.
3. Welke bestandsformaten worden geaccepteerd voor online CNC-bewerking?
De meeste online verspaningsplatforms accepteren STEP-bestanden (.stp, .step) als de gouden standaard — zij behouden de massieve geometrie en waarborgen de dimensionale nauwkeurigheid over verschillende CAD-systemen heen. IGES-bestanden (.igs, .iges) zijn betrouwbare alternatieven met brede compatibiliteit. STL-bestanden zijn bruikbaar, maar vertonen beperkingen voor CNC-bewerking vanwege de driehoekige oppervlaktebenaderingen, die de precisie bij gekromde onderdelen kunnen verminderen. Controleer altijd of uw model waterdicht is en geen open vlakken bevat voordat u het uploadt.
4. Hoeveel kost CNC-bewerking online?
De kosten voor CNC-bewerking zijn afhankelijk van vijf hoofdfactoren: materiaalkeuze en volume, geometrische complexiteit, tolerantievereisten, hoeveelheidsvoordelen en nabewerkingsoperaties. Eenvoudige aluminiumprototypen met standaardtoleranties liggen doorgaans tussen de 100 en 300 dollar per onderdeel, terwijl complexe onderdelen met meerdere functies en strakke toleranties tot 300–800 dollar kunnen oplopen. Bij productieaantallen van 50 of meer stuks dalen de kosten per stuk vaak met 40–60%, omdat de instelkosten worden verdeeld over meer onderdelen. Leveranciers met IATF 16949-certificering, zoals Shaoyi Metal Technology, bieden concurrerende prijzen en beschikken over capaciteiten voor snelle prototyping tot massaproductie.
5. Welke certificaten moet ik zoeken bij een online machine shop?
De certificaten die u nodig heeft, hangen af van uw industrie-toepassing. ISO 9001:2015 vormt de basisnorm voor kwaliteitsmanagement voor algemene productie. Voor toepassingen in de automobielindustrie is certificering volgens IATF 16949 met SPC-mogelijkheden vereist. Lucht- en ruimtevaartprojecten vereisen AS9100 en eventueel NADCAP-accreditatie, plus ITAR-registratie voor defensietoepassingen. Onderdelen voor medische hulpmiddelen vereisen conformiteit met ISO 13485 en FDA 21 CFR Deel 820. Controleer altijd of de certificaten actueel zijn voordat u bestellingen plaatst voor toepassingen in gereguleerde sectoren.