 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Laserdoorsnede Diensten Blootgelegd: Prijzen, Materialen En Wat Werkplaatsen Verbergen
Wat laser snijdiensten werkelijk doen en waarom ze belangrijk zijn
Hebt u zich ooit afgevraagd hoe fabrikanten die onmogelijk ingewikkelde metalen onderdelen of perfect gladde acryl borden maken? Het antwoord ligt in lasersnijdiensten — een technologie die de manier waarop we grondstoffen omzetten in precisiecomponenten, revolutioneert. Of u nu op zoek bent naar een lasersnijdienst in mijn buurt of precisielasersnijdiensten verkent voor een complex project, het begrijpen van deze technologie geeft u controle over uw productiebeslissingen.
In essentie gebruikt lasersnijden een geconcentreerde, hoogvermogen laserstraal om materialen met opmerkelijke nauwkeurigheid te snijden, graveren of etseren. Stel u voor dat u tekent met geconcentreerd licht — alleen is dit licht krachtig genoeg om door staal te smelten. Een Cnc laser snijder combineert computer numerieke besturing met lasertechnologie om snijoperaties uit te voeren met uitzonderlijke precisie, met name bij het creëren van ingewikkelde vormen en kleine gaten.
Hoe laserstralen grondstoffen transformeren tot precisieonderdelen
Stel je voor dat je zonlicht focusseert door een vergrootglas om een blad te verbranden. Vermenigvuldig nu die intensiteit duizendvoudig. Dat is in wezen wat er gebeurt tijdens lasersnijden — maar dan met computergestuurde precisie die geen menselijke hand kan evenaren.
Het proces werkt via een laserhoofd dat een focuslens en een nozzle bevat. Deze opstelling concentreert een kolom extreem intensief licht op het oppervlak van het werkstuk. Wanneer deze gefocusseerde straal het materiaal raakt, wordt de warmtedichtheid op dat punt zo intensief dat het materiaal snel verwarmt en gedeeltelijk of volledig verdampt.
Wat deze technologie echt krachtig maakt, is het CNC-besturingssysteem. Computeraanwijzingen (zogenaamde G-code) sturen de bewegingen van de laserhoofd over het werkoppervlak, waarbij ze uw ontwerppad met microscopische precisie volgen. Samengeperst gas dat door de nozzle stroomt, vervult een dubbele functie: het koelt de focuslens en verwijdert verdampt materiaal uit het snijpad.
De wetenschap achter lichtgebaseerde snijtechnologie
In tegenstelling tot traditionele verspaning, waarbij materiaal fysiek wordt verwijderd door contact met snijgereedschappen, is lasersnijden een contactloos, thermisch proces. Dit onderscheid is belangrijk om verschillende redenen:
- Geen slijtage van gereedschap: De laserstraal versleten niet zoals fysieke snijgereedschappen, wat zorgt voor een constante kwaliteit over duizenden sneden heen
- Minimale materiaalspanning: Zonder fysiek contact is er geen mechanische kracht die uw onderdelen vervormt
- Intricatie capaciteit: De gefocusseerde straal kan details creëren die onmogelijk zijn voor conventionele gereedschappen om te bereiken
Voor hen die acryl verkennen laserdoorsnijdiensten of metaalbewerkingsmogelijkheden , deze technologie biedt ongeëvenaarde veelzijdigheid. Hetzelfde basisproces dat door dikke staalplaten snijdt, kan fijne decoratieve patronen graveren in hout of complexe prototypen maken van technische kunststoffen.
Waarom is dit belangrijk als u op zoek bent naar productieoplossingen? Snelheid, nauwkeurigheid en veelzijdigheid bepalen de moderne lasersnijtechniek. Projecten die vroeger meerdere bewerkingsoperaties en uitgebreide afwerkingswerkzaamheden vereisten, kunnen nu in één bewerking worden voltooid met randen die schoon genoeg zijn voor directe montage. Inzicht in deze basisprincipes stelt u in staat om effectief te communiceren met dienstverleners en offertes met vertrouwen te beoordelen—kennis die u in deze gids verder zult uitbouwen.
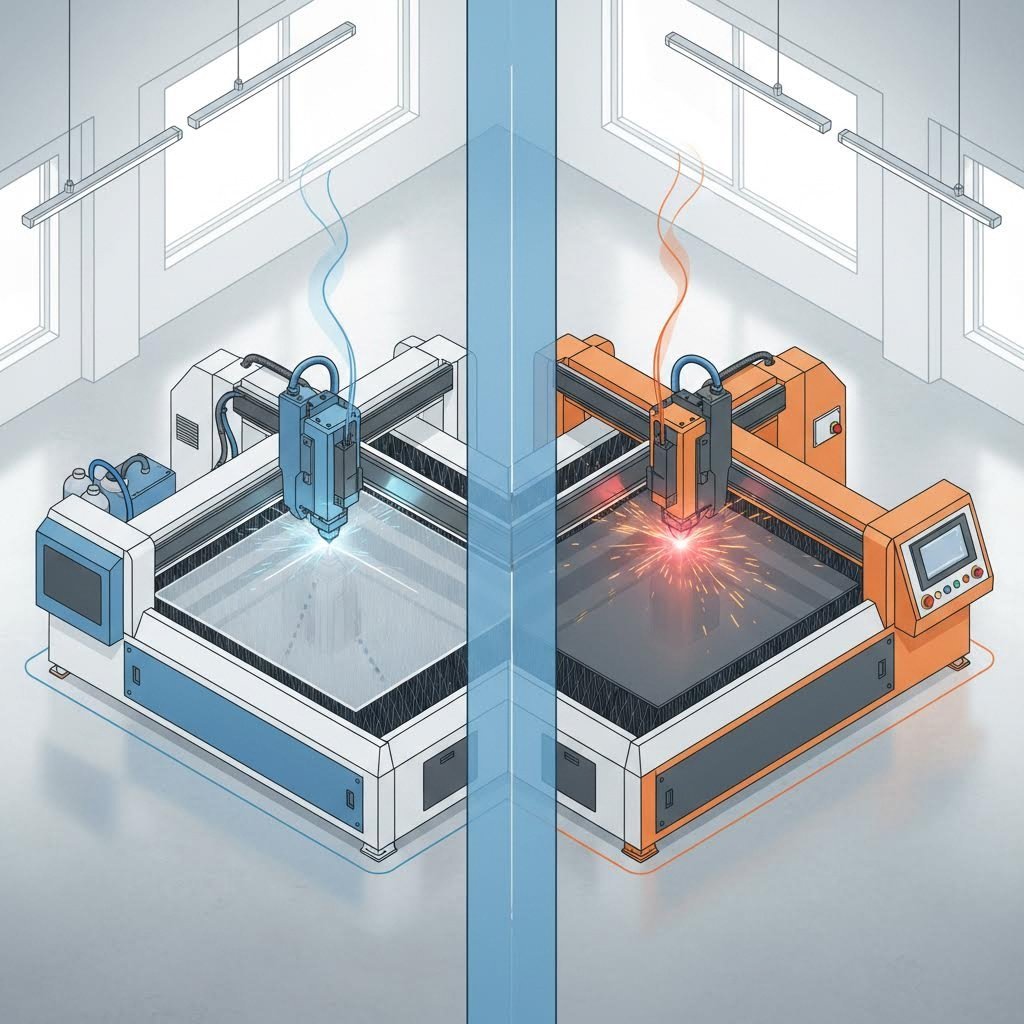
CO2 versus Vezellaser Technologie Uitgelegd
Niet alle lasers zijn gelijk. Wanneer u offertes aanvraagt voor lasersnijdiensten, heeft het begrijpen van welke technologie de machine aandrijft direct invloed op de kwaliteit, kosten en levertijd van uw project. Twee dominante technologieën beheersen de industrie — CO2-lasers en vezellasers — en elk onderscheidt zich in duidelijk verschillende toepassingen. Het kennen van het verschil helpt u de juiste leverancier te kiezen en voorkomt dat u betaalt voor ongeschikte mogelijkheden.
Hier is het fundamentele verschil: CO2-lasers gebruiken een gasgebaseerde stralingopwekking, terwijl vezellasers gebruikmaken van solid-state technologie. Dit ogenschijnlijk eenvoudige verschil zorgt voor sterk uiteenlopende prestatiekenmerken die belangrijk zijn voor uw specifieke projectbehoeften.
CO2-lasers voor niet-metalen materialen
CO2-lasersnijmachines zijn al sinds de jaren '60 de werkpaarden van de industrie. Deze systemen gebruiken een mengsel van koolstofdioxide, stikstof en heliumgassen om een elektrisch aangedreven laserstraal te genereren. De technologie werkt via lichtinductie door een met gas gevulde buis met aan beide uiteinden spiegels — één volledig reflecterend, de andere toelatend voor gedeeltelijke lichttransmissie. Deze spiegelconfiguratie zorgt ervoor dat lichtgolven in intensiteit toenemen voordat de krachtige straal wordt gericht op het snijoppervlak.
Wat maakt CO2-lasers zo bijzonder? Hun golflengte van 10,6 µm wordt ideaal geabsorbeerd door organische en niet-metalen materialen wanneer u precisiesneden nodig hebt in acryl, hout, kunststoffen, leer, stof of papier, leveren CO2-lasers een superieure kwaliteit van de snijkanten. Diensten die sendcutsend-acrylalternatieven aanbieden, vertrouwen meestal precies daarom op CO2-technologie.
CO2-lasers presteren uitstekend met deze materialen:
- Kunststoffen en acryl: Schone, gepolijste randen zonder extra afwerking
- Hout en multiplex: Precieze sneden met minimale verkooling wanneer correct gekalibreerd
- Leer en stof: Intricaten patronen zonder rafeling
- Papier en karton: Gedetailleerde ontwerpen voor verpakkingen en prototypen
- Rubber en kurk: Op maat gemaakte pakkingen en decoratieve artikelen
De compromissen? CO2-systemen werken slechts met een efficiëntie van 5-10%, en verbruiken 10 tot 20 keer zoveel elektriciteit als ze aan laserlicht uitstralen. Ze vereisen ook vaker onderhoud en hebben kortere levensduur—factoren die de prijzen beïnvloeden van leveranciers in elke regio, inclusief lasercutservices in San Jose.
Vezellasers voor uitmuntendheid in metaalbewerking
Vezellastechnologie vertegenwoordigt de nieuwere generatie snijkracht. Deze machines gebruiken actieve optische vezels, gedoteerd met zeldzame aardmetalen zoals ytterbium, om de laserstraal te genereren en te versterken. Een transportvezel levert deze geconcentreerde energie vervolgens direct naar het snijkop—geen spiegels, geen gasmengsels.
De resultaten spreken voor zich. Volgens branchecijfers produceren vezellasers stralen met kortere golflengten (1,064 µm) die een grotere absorptiekracht op metalen oppervlakken bieden. Dit vertaalt zich naar 3 tot 5 keer de productiviteit van vergelijkbare CO2-machines bij het snijden van metalen.
Waarom geven metaalbewerkers de voorkeur aan vezellasers? Denk aan deze voordelen:
- Superieur metaalsnijden: Koolstofstaal, roestvrij staal, aluminium, messing, koper en titaan
- Verwerking van reflecterende materialen: Snijdt materialen die problemen veroorzaken voor CO2-systemen
- Hogere efficiëntie: Meer dan 90% elektrisch rendement tegenover 5-10% voor CO2
- Verlengde levensduur: Tot 25.000 werkuren — ongeveer 10 keer langer dan CO2-apparaten
- Verminderd onderhoud: Solid-state ontwerp elimineert gasbehandeling en spiegeluitlijning
Als u zoekt naar een laser max San Jose of andere lokale specialisten in metaalsnijden, vraag dan of zij vezellaserapparatuur gebruiken voor uw metalen projecten. Het technologische verschil heeft direct invloed op de snijkwaliteit en de prijs.
Directe Technologievergelijking
Het kiezen tussen deze technologieën wordt duidelijker wanneer u de specificaties naast elkaar ziet:
| KENNISPAL | Co2 laser | Fiber Laser |
|---|---|---|
| Beste Materialen | Acryl, hout, kunststoffen, leer, stof, papier, rubber | Staal, roestvrij staal, aluminium, messing, koper, titaan |
| Typische diktebereik | Tot 20 mm+ voor metalen (met zuurstofondersteuning); ideaal voor niet-metalen | Optimaal voor metalen tot 20 mm; nieuwere machines verwerken tot 2,25" |
| Snelheid van Knippen | Trager op metalen; uitstekend op niet-metalen | 3-5 keer sneller dan CO2 op metalen |
| Energie-efficiëntie | 5-10% (hoog stroomverbruik) | Meer dan 90% (minimale energieverliezen) |
| Werklevensduur | Ongeveer 2.500 uur | Tot 25.000 uur |
| Onderhoudsvereisten | Regelmatige spiegeluitlijning, gasbijvulling, vaker onderhoud | Minimaal onderhoud, geen verbruiksgassen |
| Initiële apparatuurkosten | Lagere initiële investering | 5-10 keer hoger dan vergelijkbaar CO2 |
| Snijkantkwaliteit | Uitstekend op dikke materialen en niet-metalen | Superieure precisie op metalen |
De juiste technologiekeuze maken
Dus welke technologie moet uw project gebruiken? Het antwoord hangt volledig af van uw materialen en vereisten:
Kies CO2-laserservices wanneer:
- Uw project niet-metalen materialen betreft zoals acryl, hout of kunststoffen
- U dik metaal (10-20 mm of meer) moet snijden met zuurstofondersteuning
- Randkwaliteit bij organische materialen uw prioriteit is
- Budgetbeperkingen lagere kosten per opdracht verkiezen boven levensduur van de apparatuur
Kies vezellaserservices wanneer:
- Uw project plaatmetaalbewerking vereist (koolstofstaal, roestvrij staal, aluminium)
- U werkt met reflecterende metalen zoals messing of koper
- Snelheid en precisie cruciaal zijn voor uw productietijdlijn
- Hogere toleranties vereisen de smallere, stabielere straal die vezellasers leveren
Veel professionele lasersnijdiensten gebruiken beide technologieën en kiezen voor elke opdracht de optimale machine. Wanneer u offertes aanvraagt, vraag dan specifiek welk type laser zal worden gebruikt voor uw onderdelen — deze transparantie wijst op een leverancier die resultaten boven gemak stelt. Het begrijpen van deze verschillen bereidt u voor op het beoordelen van materiaalopties, die we in het volgende gedeelte uitgebreid zullen bespreken.
Volledige materiaalgids voor lasersnijprojecten
Hier is iets wat de meeste lasersnijdiensten u niet spontaan vertellen: de materiaalkeuze bepaalt voor 80% het succes van uw project. U kunt de geavanceerdste vezellaser ter wereld hebben, maar combineer deze met het verkeerde materiaal — of begrijp de diktebeperkingen verkeerd — en u blijft zitten met afgekeurde onderdelen en verspild budget . Deze uitgebreide gids biedt wat concurrenten slechts suggereren: actievere specificaties voor elke materiaalcategorie, compleet met daadwerkelijke diktegrenzen en kwaliteitseisen.
Of u nu online lasersnijdiensten verkent voor een prototype of lasersnijdiensten online evalueert voor productielopende series, het begrijpen van materiaalverenigbaarheid voorkomt kostbare verrassingen. Laten we precies uiteenzetten wat elk materiaal wel – en niet – kan leveren.
Mogelijkheden voor het snijden van metaal en diktegrenzen
Metalen vormen de kern van industriële lasersnijden. Elk metaal gedraagt zich echter anders onder de laserstraal, en de diktecapaciteit varieert sterk afhankelijk van laserkracht en -type. Dit dient u te weten voordat u uw ontwerpbestanden indient.
Koolstofstaal
Het meest gebruikte metaal bij lasersnijden, koolstofstaal reageert voorspelbaar op zowel vezel- als CO2-lasers. De ijzercompositie absorbeert efficiënt de laserenergie, waardoor schone sneden met minimale slakvorming worden geproduceerd.
- Diktebereik: 0,5 mm tot 25 mm+ (afhankelijk van het vermogen)
- Randkwaliteit: Uitstekende oxidevrije snijkanten bij gebruik van stikstof als assistgas; lichte oxidatie met zuurstofassistgas op dikkere platen
- Ideale Toepassingen: Constructiedelen, beugels, behuizingen, auto-onderdelen, machineomkastingen
- Belangrijkste overweging: Voor glanzende, lasklare kanten op platen onder de 12 mm, geef stikstofsnijsneden op—dit is duurder, maar voorkomt slijpen voorafgaand aan lassen
Volgens industriespecificaties , kan een 3000W vezellaser koolstofstaal snijden tot maximaal 20 mm, terwijl systemen van 6000W diktes van meer dan 25 mm aankunnen met hoge kwaliteit onder de 20 mm.
Roestvrij staal
Het chroomgehalte in roestvrij staal zorgt voor unieke snijdynamiek. Het materiaal is van nature oxidatiebestendig, wat het ideaal maakt voor toepassingen waarbij zowel sterkte als corrosieweerstand vereist zijn.
- Diktebereik: 0,5 mm tot 50 mm (hogevermogen vezellasers vanaf 10 kW+)
- Randkwaliteit: Spiegelglans mogelijk op dunne platen; kwaliteit neemt af boven de 12 mm zonder hoogwaardige apparatuur
- Ideale Toepassingen: Voedselverwerkingsapparatuur, medische apparatuur, architectonische elementen, maritieme onderdelen
- Belangrijkste overweging: 304 en 316 kwaliteiten snijden vergelijkbaar; 430 roestvrij (magnetisch) kan licht afwijkende warmte-eigenschappen tonen
Ter informatie: een 1000W systeem verwerkt roestvrijstaal tot 5 mm, terwijl een 4000W systeem tot 16 mm gaat — hoewel de kwaliteit van de snijkant boven 12 mm dient te worden geverifieerd met uw leverancier.
Aluminium
Het reflecterende oppervlak en de hoge thermische geleidbaarheid van aluminium vormen uitdagingen bij het snijden, waarbij vezellasers veel beter presteren dan CO2-systemen. Het materiaal verspreidt warmte snel, wat hogere vermogensinstellingen vereist dan bij staal van gelijke dikte.
- Diktebereik: 0,5 mm tot 40 mm (vezelsystemen van 10 kW of meer)
- Randkwaliteit: Goed, maar meestal ruwer dan staal; kan secundaire nabehandeling vereisen voor zichtbare toepassingen
- Ideale Toepassingen: Lucht- en ruimtevaartcomponenten, koellichamen, behuizingen voor elektronica, lichtgewicht constructiedelen
- Belangrijkste overweging: De legeringskwaliteit is belangrijk — 6061-T6 snijdt schoner dan gegoten legeringen; geef altijd uw exacte legering op
Koper en messing
Deze sterk reflecterende metalen vormden vroeger een grote uitdaging voor lasersnijden — oudere CO2-systemen konden zelfs beschadigd raken door gereflecteerde stralen. Moderne vezellasers verwerken ze effectief, hoewel met beperkingen.
- Diktebereik: 0,5 mm tot 8 mm (koper); 0,5 mm tot 10 mm (messing)
- Randkwaliteit: Acceptabel voor functionele onderdelen; kan verkleuring vertonen aan de snijkanten
- Ideale Toepassingen: Elektrische componenten, decoratieve hardware, warmtewisselaars, graveerprojecten in San Jose en vergelijkbaar artistiek werk
- Belangrijkste overweging: Vraag monstersneden aan voordat u productieorders plaatst — het snijden van reflecterende materialen varieert sterk tussen leveranciers
Kunststoffen, acryl en niet-metalen opties
Niet-metalen materialen bieden volledig andere mogelijkheden — en valkuilen. CO2-lasers domineren deze categorie en leveren resultaten die vezellasers simpelweg niet kunnen evenaren bij organische verbindingen.
Acryl (PMMA)
Acryl is de topper onder de lasergesneden kunststoffen en levert direct na het snijden vlamgepolijste randen op — nabewerking is niet nodig.
- Diktebereik: 1 mm tot 25 mm (gietacryl presteert het beste)
- Randkwaliteit: Glasdichte, gepolijste randen haalbaar bij gegoten acryl; extrudeerd acryl kan wittening vertonen
- Ideale Toepassingen: Belettering, displays, beschermende afdekkingen, artistieke stukken, architectonische modellen
- Belangrijkste overweging: Gegoten acryl is 20-30% duurder dan geëxtrudeerd, maar levert aanzienlijk betere kwaliteit van de randen op — kies gegoten voor zichtbare toepassingen
Polycarbonaat
Ondanks zijn populariteit als slagvast materiaal biedt polycarbonaat uitdagingen bij lasersnijden die veel leveranciers niet direct bespreken.
- Diktebereik: 0,5 mm tot 6 mm (beperkt door verkleuring)
- Randkwaliteit: Vergeelving en verkooling komen vaak voor; randen zelden even helder als bij acryl
- Ideale Toepassingen: Functionele prototypen, beveiligingen en afdekkingen waarbij het uiterlijk van de randen minder belangrijk is
- Belangrijkste overweging: Overweeg voor zichtbare onderdelen alternatieven in acryl of plan extra nabewerking — lasergesneden polycarbonaat ziet er zelden gepolijst uit
ABS en andere technische kunststoffen
ABS (Acrylonitrilbutadieenstyreen) snijdt redelijk goed, maar vereist goede ventilatie vanwege de rookontwikkeling
- Diktebereik: 0,5 mm tot 12 mm
- Randkwaliteit: Lichte smelting zorgt voor gladde maar niet gepolijste randen
- Ideale Toepassingen: Prototypen, behuizingen, onderdelen voor consumentenproducten
- Belangrijkste overweging: Controleer altijd of uw leverancier beschikt over een adequate dampafzuiging—sommige bedrijven weigeren ABS vanwege beperkingen in ventilatie
Hout en composietmaterialen
Natuurlijk en kunstmatig hout reageert uitstekend op CO2-lasersnijden, waardoor ingewikkelde ontwerpen mogelijk zijn die met traditionele houtbewerking onhaalbaar zijn
- Diktebereik: Fineer tot 20 mm (varieert per dichtheid)
- Randkwaliteit: Lichte verkooling is onvermijdelijk; licht gekleurd hout geeft meer contrast dan donkere soorten
- Ideale Toepassingen: Belettering, decoratieve panelen, architectuurmodellen, op maat gemaakte verpakkingen, meubelonderdelen
- Belangrijkste overweging: MDF snijdt schoner dan multiplex; de nerf van massief hout beïnvloedt de kwaliteit van de randen bij bochten
Materiaalkeuze Criteria: De Juiste Keuze Maken
Het kiezen van materialen gaat niet alleen over wat lasersnijdiensten kunnen verwerken — het draait om het afstemmen van materiaaleigenschappen op uw projectvereisten. Houd rekening met deze vier cruciale factoren:
Structurele eisen
Welke belastingen moet uw onderdeel weerstaan? Bevestigingsbeugels vereisen de sterkte van staal, terwijl decoratieve elementen mogelijk profiteren van het lagere gewicht van aluminium. Geef altijd de belastingsomstandigheden op wanneer u ontwerpfeedback aanvraagt bij uw leverancier.
Esthetische Behoeften
Zullen de randen zichtbaar zijn? Gegoten acryl met vlamgepolijste randen elimineert nabehandelingkosten; koolstofstaal moet mogelijk worden geslepen alvorens geverfd te worden. Neem secundaire bewerkingen mee in uw totale projectkosten.
Budgetbeperkingen
Materiële kosten variëren sterk — roestvrij staal kost 3 tot 4 keer zo veel als koolstofstaal; gegoten acryl is 30% duurder dan geëxtrudeerd acryl. Soms biedt het vervangen van materialen besparingen zonder dat de functionaliteit wordt aangetast.
Gebruiksomgeving
Buitentoepassingen vereisen corrosiebestendigheid (roestvrij staal, aluminium of behandelde materialen). Onderdelen voor contact met voedsel vereisen specifieke roestvrijstalen kwaliteiten. Hoge temperaturen sluiten de meeste kunststoffen uit. Definieer uw bedrijfsomstandigheden voordat u materialen definitief maakt.
De beste materiaalkeuze houdt rekening met alle vier factoren, niet alleen degene die nu uw prioriteit heeft.
Nu u beschikt over deze materiaalkennis, kunt u weloverwogen beslissingen nemen en aanbevelingen van leveranciers kritisch beoordelen. Maar het begrijpen van materialen is slechts een deel van de opgave; weten wat de prijs bepaalt, zorgt ervoor dat u eerlijke offertes ontvangt en kansen voor besparingen herkent.
Inzicht in de prijzen en kostenfactoren van lasersnijden
Heb je ooit op een "direct offerte"-knop geklikt, alleen om een willekeurig ogend bedrag te krijgen? Jij niet alleen. De meeste lasersnijdiensten verhullen hun prijzen bewust achter geautomatiseerde tools, waardoor klanten in het ongewisse blijven over of ze een eerlijke deal krijgen of iemands inefficiëntie subsidiëren. In dit onderdeel wordt onthuld wat daadwerkelijk jouw eindfactuur bepaalt — en nog belangrijker, hoe jij die kosten kunt beheersen zonder kwaliteit in te leveren.
Prijzen begrijpen draait niet om de goedkoopste aanbieder te vinden. Het gaat om het herkennen van waarde, het vermijden van onnodige kosten en effectief communiceren met fabrikanten die geïnformeerde klanten waarderen.
Wat bepaalt de kosten voor lasersnijden
Wanneer een fabrikant jouw offerte berekent, evalueert hij tegelijkertijd meerdere variabelen. Sommige daarvan controleer jij rechtstreeks via ontwerpbeslissingen; andere zijn afhankelijk van marktomstandigheden en apparatuurmogelijkheden. Dit gebeurt er werkelijk achter dat offerteformulier:
- Materiaalsoort en -kwaliteit: Verschillende materialen vereisen verschillende lasertechnologieën, vermogensinstellingen en snelsnelheden. Volgens een sectoranalyse is het snijden van roestvrij staal over het algemeen energie- en tijdsintensiever dan koolstofstaal, waardoor het duurder is. Speciallegeringen en reflecterende metalen zoals koper zijn kostbaarder vanwege de complexiteit van de bewerking.
- Plaatdikte: Dikkere materialen vereisen langzamere snijsnelheden en hoger energieverbruik. Een 12 mm stalen plaat kan 3 tot 4 keer zoveel kosten per lopende inch dan 3 mm materiaal—niet omdat de materiaalkosten verdrievoudigen, maar omdat de snijtijd en het energieverbruik sterk toenemen.
- Snijcomplexiteit en baanlengte: Elke uitsnede vereist een doorboring waar de laser het snijproces start. Meer doorboringen en langere snijbanen verhogen direct de machinekosten. Ingewikkelde ontwerpen met veel kleine details vereisen grotere precisie, wat zowel arbeidskosten als kosten voor apparatuur verhoogt.
- Hoeveelheid en batchgrootte: Opstartkosten die worden gespreid over grotere orders verlagen de prijs per eenheid aanzienlijk. Een enkel prototype kan $50 kosten, terwijl het bestellen van 100 identieke onderdelen de kosten per eenheid kan laten dalen tot $8 — zelfde ontwerp, dramatisch andere economie.
- Afgewerkteisen: Secundaire processen zoals afscherpen, polijsten, poedercoaten of draad trekken voegen arbeid, gespecialiseerde apparatuur en langere productietijd toe. Branchespecialisten merken op dat deze stappen essentieel zijn om een specifieke oppervlakkwaliteit of functionele eisen te behalen, maar ze verhogen de kosten evenredig.
- Doorlooptijd: Spoedorders brengen toeslagen met zich mee—soms 50% of meer—omdat ze de productieplanning verstoren en overwerk vereisen. Standaard levertijden bieden de beste waarde voor uw geld.
Denk eraan als het zoeken naar restaurants die open zijn in de buurt van mij om middernacht vergeleken met het plannen van het avondeten om 18:00 uur—gemak en urgentie brengen altijd extra kosten met zich mee.
Hoe uw budget te optimaliseren zonder in te boeten aan kwaliteit
Nu u weet wat de kosten beïnvloedt, hier leest u hoe u deze op strategische wijze kunt verlagen. Dit zijn geen compromissen in kwaliteit — het zijn slimme engineeringpraktijken die professionele ontwerpers dagelijks toepassen.
Vereenvoudig uw ontwerpgeometrie
Complexe geometrieën met ingewikkelde details vereisen nauwkeurigere laserbesturing en langere snijtijden. Onderzoek wijst uit het vermijden van scherpe binnenhoeken, het minimaliseren van kleine ingewikkelde sneden en het gebruik van minder curves kan aanzienlijke besparingen opleveren. Afgeronde hoeken of rechte lijnen worden sneller gesneden dan ingewikkelde vormen of strakke radii. Vraag uzelf af: zijn die decoratieve details essentieel voor de functie, of zagen ze er gewoon mooi uit in uw CAD-model?
Optimaliseer materiaaldikte
Als uw toepassing niet de duurzaamheid vereist van dikkere metalen, bespaart het kiezen voor dunner materiaal zowel tijd als geld. Overweeg of 1 mm roestvrij staal net zo goed werkt als 2 mm voor uw specifieke belastingseisen. Soms geven ingenieurs een grotere dikte aan "voor alle zekerheid" — maar die veiligheidsmarge kost echt geld.
Beheers de kunst van nesten
Efficiënt nesten maximaliseert het materiaalgebruik door onderdelen dicht bij elkaar op het materiaalblad te plaatsen. Strategisch nesten kan materiaalschroot met 10-20% verminderen, wat direct uw factuur verlaagt. Als u meerdere verschillende onderdelen bestelt, vraag dan of uw leverancier deze samen kan nesten — het groeperen van onderdelen met vergelijkbare geometrieën stroomlijnt het snijden en vermindert verspilling.
Kies passende toleranties
Hier is iets wat de meeste leveranciers niet vrijwillig zullen vertellen: onnodig strakke toleranties verhogen de kosten aanzienlijk. Het specificeren van ±0,005" terwijl ±0,015" exact dezelfde functie zou hebben, dwingt langzamere snelsneden af en leidt tot hogere afkeurpercentages. Volgens specialisten in vervaardiging worden onderdelen met zeer strakke toleranties vaker afgewezen vanwege kleine afwijkingen en kunnen extra secundaire bewerkingen zoals machinale bewerking of slijpen nodig zijn.
Plaats uw bestellingen strategisch per batch
Het instellen van een lasersnijder kost tijd, dus het uitvoeren van grotere hoeveelheden in één sessie vermindert de noodzaak van frequente machineaanpassingen. Als u herhalende onderdelen nodig hebt, levert het samenvoegen van bestellingen of het vooraf plannen van productieloppen aanzienlijke besparingen per eenheid. Zelfs het combineren van de bestelling van volgende maand met die van deze maand kan de instelkosten effectief spreiden.
Selecteer direct beschikbare materialen
Is uw gespecificeerde materiaal direct verkrijgbaar, of is een speciale bestelling vereist? Wanneer mogelijk, voorkomt het kiezen van metalen die al op voorraad zijn, minimale bestelkosten en vertragingen in levertijd. Vraag uw leverancier welke materialen zij standaard op voorraad hebben voordat u specificaties definitief maakt.
Beoordeel eisen aan kwaliteit van snijkanten
Het bereiken van een hoge kwaliteit snijkant vereist vaak het vertragen van de laser of het gebruik van meer vermogen — wat beide de kosten verhoogt. Niet elke toepassing vereist dezelfde mate van kantprecisie. Voor onderdelen die zullen worden gelast, geschilderd of verborgen binnen constructies, bespaart standaard kwaliteit geld zonder functionele afbreuk. Behoud specificaties voor hoge kwaliteit uitsluitend voor zichtbare oppervlakken.
Het doel is niet de laagste prijs te vinden — het is waarde maximaliseren door kosten te elimineren die geen toegevoegde waarde bieden aan uw eindproduct.
Met deze prijskennis kunt u offertes slim beoordelen, geïnformeerde vragen stellen en leveranciers identificeren die transparantie verkiezen boven duisternis. Maar zelfs perfecte kostenkennis helpt niet als uw ontwerpbestanden niet correct zijn voorbereid — de volgende sectie zorgt ervoor dat uw bestanden moeiteloos van scherm naar laser gaan.
Uw ontwerpbestanden voorbereiden op succesvol lasersnijden
U hebt het perfecte materiaal geselecteerd en begrijpt wat de prijs beïnvloedt. Maar hier gaan veel projecten mis: het indienen van ontwerpbestanden die er perfect uitzien op het scherm, maar jammerlijk falen wanneer de laser begint met snijden. Volgens fabrikanten die wekelijks honderden bestanden beoordelen, zijn fouten in bestandsvoorbereiding verantwoordelijk voor meer projectvertragingen dan welke andere oorzaak dan ook. Het goede nieuws? Elke veelvoorkomende fout is volledig voorkombaar.
In dit onderdeel krijgt u de technische kennis aangereikt om productieklaare bestanden in te dienen — of u nu werkt met een lokale werkplaats of online lasersnijdiensten over het hele land verkent. Beheers eenmaal deze basisprincipes, en u zult nooit meer geconfronteerd worden met afgewezen uploads of frustrerende herzieningsrondes.
Vereisten voor bestandsformaten en softwareopties
Klinkt complex? Het is eigenlijk eenvoudig zodra u één cruciaal onderscheid begrijpt: lasersnijmachines hebben vectorbestanden , geen rasterafbeeldingen. Wanneer je een JPEG of PNG exporteert, sla je pixels op—kleine gekleurde vierkantjes die je ontwerp benaderen. Lasersnijmachines kunnen pixels niet omzetten in snijkernen. Ze hebben wiskundig gedefinieerde lijnen en curves nodig die exact aangeven waar de laserstraal moet bewegen.
Geaccepteerde vectorformaten
De meeste lasersnijdiensten accepteren deze standaard vectorformaten, hoewel voorkeuren per aanbieder kunnen verschillen:
- DXF (Drawing Exchange Format): De industriestandaard voor CNC- en lasersnijden. Universeel compatibel; DXF-bestanden bevatten zuivere geometrie zonder afhankelijkheid van lettertypen of complexe opmaak. Wanneer je twijfelt, lever dan een DXF-bestand in.
- AI (Adobe Illustrator): Natuurlijke Illustrator-bestanden werken goed, maar vereisen dat tekst wordt omgezet naar contouren. Zorg ervoor dat je opslaat in een compatibele versie—sommige machines hebben moeite met nieuwere AI-formaten.
- SVG (Scalable Vector Graphics): Open-source formaat dat steeds populairder wordt, vooral voor webgebaseerde offertesystemen. Schoon, lichtgewichtig en breed ondersteund.
- PDF (Portable Document Format): Acceptabel wanneer geëxporteerd uit vectorsoftware met de juiste instellingen. Vermijd PDF's die zijn gemaakt van gescande documenten of gerasterde afbeeldingen.
Volgens branchespecialisten , het gebruik van een verkeerd bestandsformaat behoort tot de top vijf ontwerpfouten die zij tegenkomen. Controleer altijd het door uw leverancier gewenste formaat voordat u uploadt.
Aanbevolen ontwerpsoftware
U hebt geen dure professionele software nodig om laserklaare bestanden te maken. Hieronder vindt u opties voor elk budget:
- Adobe Illustrator: Industriestandaard voor vectorafbeeldingen; uitstekende gereedschappen voor padbewerking en directe DXF-export
- AutoCAD / AutoCAD LT: Speciaal ontworpen voor technische tekeningen; native DXF-ondersteuning met nauwkeurige bemating
- SolidWorks: Ideaal voor technische toepassingen; exporteert vlakke patronen rechtstreeks vanuit 3D-modellen (opmerking: watermerken van 'Student Version' worden automatisch genegeerd door de meeste snijsystemen)
- Inkscape: Gratis, open-source alternatief voor Illustrator; exporteert SVG en DXF met de juiste pluginconfiguratie
- Fusion 360: Gratis voor persoonlijk gebruik; combineert CAD-modellering met mogelijkheden voor tekeningexport
- LibreCAD: Gratis 2D-CAD-software speciaal ontworpen voor technische tekeningen
Tips voor ontwerpoptimalisatie voor schone sneden
Het maken van een vectorbestand is pas het begin. Het verschil tussen amateurontwerpen en productieklaar bestanden zit hem in het begrip van hoe lasers jouw geometrie daadwerkelijk interpreteren. Deze technische overwegingen maken het verschil tussen succesvolle projecten en kostbare mislukkingen.
Minimale onderdeelafmetingen
Elke laser heeft fysieke beperkingen qua nauwkeurigheid bij het snijden van kleine onderdelen. De laserstraal zelf heeft een breedte — meestal tussen de 0,1 mm en 1,0 mm, afhankelijk van materiaal en instellingen. Onderdelen die kleiner zijn dan deze straalbreedte kunnen niet proper worden vervaardigd. Sectorrichtlijnen wordt aanbevolen om onderdelen te vermijden die te klein zijn om correct te snijden, met name interne cirkels of zeer scherpe hoeken.
Kerfcompensatie
Stel je voor dat je een lijn tekent met een marker in plaats van een pen — de lijn heeft breedte. Hetzelfde principe geldt voor lasersnijden. "Kerf" verwijst naar het materiaal dat tijdens het snijproces wordt verwijderd, meestal tussen 0,1 mm en 0,5 mm, afhankelijk van de materiaaldikte en lasersinstellingen. Voor onderdelen die een nauwkeurige pasmaat vereisen, moet je je snijbanen compenseren door een correctie toe te passen. Bespreek kerftoleranties met je leverancier voordat je definitieve afmetingen vastlegt.
Juiste lijndiktes en kleuren
Veel lasersystemen gebruiken lijnkleuren of -diktes om onderscheid te maken tussen snijden, graveren en scoren:
- Snijlijnen: Meestal rood of zwart, haarlijndikte (0,001" of dunner)
- Graveergebieden: Vaak gevulde vormen in specifieke kleuren
- Scorelijnen: Gebruiken soms verschillende kleuren om passes met gedeeltelijke diepte aan te geven
Controleer altijd de kleur-/laagconventies van je leverancier voordat je bestanden indient. Een lijn die je bedoelde als vouwmarkering kan anders per ongeluk helemaal doorgesneden worden.
Afstand tussen snijlijnen
Wanneer ontwerplijnen te dicht bij elkaar worden geplaatst, kan de laser overslaan of in gebieden snijden die u wilt behouden. Volgens beste fabricagepraktijken dient de snijgeometrie ten minste twee keer de plaatdikte uit elkaar te liggen om vervorming te voorkomen. Voor standaardtoepassingen voorkomt een minimale afstand van 0,010 inch (0,25 mm) tussen kritieke paden structurele verzwakking.
Stap-voor-stap checklist voor bestandsvoorbereiding
Ga deze controleprocedure na voordat u het bestand uploadt naar een lasersnijdienst:
- Zet alle tekst om naar contouren: Lettertypen die niet zijn geïnstalleerd op het snijdsysteem, worden vervangen of verdwijnen volledig. In Illustrator selecteert u tekst en kiest u Tekst → Omzetten naar contouren. In CAD-software gebruikt u de opdrachten "Exploderen" of "Uitbreiden".
- Sluit alle open paden: Niet-verbonden of open paden leiden tot verwarring in de lasersoftware, wat resulteert in onvolledige sneden. Gebruik de opruim- en "verbind"-functies van uw software om ervoor te zorgen dat elke vorm goed is gesloten.
- Verwijder overlappende lijnen: Dubbele lijnen zorgen ervoor dat de laser twee keer hetzelfde pad snijdt, wat het materiaal kan doorsnijden of onregelmatige randen kan veroorzaken. Controleer op gestapelde geometrie, vooral na het combineren van meerdere ontwerpelementen.
- Controleer afmetingen op 100% schaal: Als u hebt geconverteerd vanuit een rasterbestand of uw ontwerp heeft geschaald, print dan op 100% om te bevestigen dat de fysieke afmetingen overeenkomen met uw intentie.
- Controleer op ingesloten geometrie: Uitsparingen die niet verbonden zijn met het hoofddeel zullen tijdens het snijden loskomen. Voeg verbindingslamellen toe om ze vast te houden, of dien ze in als afzonderlijke onderdelen.
- Verwijder onnodige knooppunten: Te veel ankerpunten zorgen voor hoekige curves in plaats van vloeiende bogen. Vereenvoudig paden terwijl u de ontwerpintelligentie behoudt.
- Plaats gaten op afstand van de randen: Gaten die te dicht bij de randen van een onderdeel worden geplaatst, lopen risico op scheuren of vervorming, vooral als het onderdeel later wordt gebogen.
- Exporteer naar het door de leverancier gewenste formaat: Bewaar een schone kopie specifiek voor productie—hernoem gewoonweg niet je werkbestand.
Effectieve communicatie van tolerantievereisten
Zelfs perfect voorbereide bestanden kunnen leiden tot afgekeurde onderdelen als tolerantieverwachtingen niet duidelijk zijn gecommuniceerd. Standaard lasersnijden bereikt maattoleranties van ±0,005" tot ±0,015", afhankelijk van materiaal en machinekalibratie. Als uw toepassing nauwkeurigere specificaties vereist, moet u dit expliciet aangeven—en de kostenimplicaties begrijpen.
Vermeld bij het aanvragen van offertes:
- Kritieke afmetingen: Geef specifieke maten aan die voldoen moeten doen aan strakke toleranties, vergeleken met algemene afmetingen met standaardmarges
- Functionele eisen: Leg uit hoe onderdelen zullen worden gebruikt—passende verbindingen vereisen andere precisie dan vrijlopende gaten
- Meetreferentiepunten: Geef aan welke randen of kenmerken dienen als referentiepunten voor dimensionele verificatie
- Aanvaardbaar afwijkingsspectrum: Geef uw tolerantiegebied numeriek weer in plaats van met subjectieve termen zoals "precies" of "nauwkeurig"
Duidelijke communicatie over toleranties voorkomt de frustratie dat onderdelen die voldoen aan "standaard"-specificaties, toch niet geschikt zijn voor uw specifieke toepassing.
Met goed voorbereide bestanden en duidelijk gecommuniceerde specificaties heeft u de meest voorkomende belemmeringen voor succesvolle laserzaagprojecten al uit de weg geruimd. Maar het begrijpen van wanneer laserknipsen op zich de juiste keuze is—vergeleken met waterstraal, plasma of CNC-alternatieven—zorgt ervoor dat u investeert in het optimale proces voor uw behoeften.
Laserknipsen vergeleken met waterstraal, plasma en CNC-methoden
Hier is het eerlijke gesprek dat de meeste lasersnijdiensten liever vermijden: laserknipsen is niet altijd de beste keuze. Verbaast u dat? Dat zou het niet moeten doen. Elke snijtechnologie bestaat omdat deze specifieke problemen beter oplost dan alternatieven. De fabrikant die beweert dat laserknipsen overal geschikt voor is, is ofwel onvoldoende geïnformeerd of hoopt dat u geen vragen zult stellen.
Begrijpen wanneer lasersnijden superieur is — en wanneer u beter waterstraal, plasma of CNC-frezen kunt overwegen — beschermt uw budget en zorgt voor optimale resultaten. Laten we elk van deze technologieën eerlijk analyseren aan de hand van praktijkprestaties in plaats van marketingclaims.
Wanneer lasersnijden andere methoden overtreft
Lasersnijden domineert specifieke toepassingen waarbij de unieke kenmerken ongeëvenaarde waarde bieden. Volgens specialisten in industriële fabricage , kan lasersnijden snelheden van meer dan 2.500 inch per minuut behalen, waardoor het de snelste beschikbare methode is — en vaak ook de meest economische voor geschikte toepassingen.
Precisie en detailwerk
Wanneer uw ontwerp ingewikkelde patronen, kleine gaten of nauwe toleranties vereist, komt lasersnijden duidelijk als winnaar uit de bus. De geconcentreerde straal zorgt voor uitzonderlijk schone snijkanten met minimale nabewerking. Elektronische behuizingen, onderdelen voor medische apparatuur en precisieklemmen profiteren sterk van deze mogelijkheid.
Efficiëntie bij dunne plaat
Voor materialen met een dikte van minder dan 1/2" biedt lasersnijden doorgaans de beste combinatie van snelheid en kwaliteit. Tests over meerdere technologieën bevestigen dat lasersnijden superieure resultaten oplevert wanneer fijne details of nauwkeurige gaten nodig zijn in dunne platen.
Belangrijke voordelen van lasersnijden:
- Snelheid: 3 tot 4 keer sneller dan waterstraalsnijden bij vergelijkbare materialen
- Nauwkeurigheid: Toleranties van ±0,005" haalbaar voor de meeste materialen
- Randkwaliteit: Schone, vaak lasklare snijkanten zonder nabewerking
- Geen slijtage van gereedschap: Constante kwaliteit van de eerste tot de duizendste snede — geen slijtage van het blad
- Minimale materiaalverspilling: Smalle kerf zorgt voor efficiëntere onderdelenindeling en minder afval
- Niet-contactproces: Geen mechanische kracht die dunne of gevoelige onderdelen vervormt
Situaties waarin alternatieve snijmethoden beter presteren
Eerlijke beoordeling vereist het erkennen van de beperkingen van lasersnijden. Bepaalde projecten presteren echt beter met alternatieve technologieën, en het herkennen van deze situaties bespaart geld terwijl de resultaten verbeteren.
Toepassingen met dikke materialen: domein van plasma
Bij het snijden van geleidende metalen dikker dan 1" heeft plasmasnijden duidelijke voordelen. Volgens vergelijkende tests tonen plasmasnijders uitstekende prestaties op staalplaten waar lasersnijders moeite mee hebben om door te dringen. Het prijsverschil is aanzienlijk — plasmasystemen kosten ongeveer $90.000 vergeleken met $195.000 voor vergelijkbare waterjetsystemen, met bedrijfskosten die op dikke materialen ongeveer de helft bedragen per voet.
Hitte-gevoelige materialen: waterjet wint
Laserknipsen is per definitie een thermisch proces. Die geconcentreerde warmte creëert 'warmtebeïnvloede zones' (HAZ) waar de materiaaleigenschappen veranderen nabij de snijkant. Voor lucht- en ruimtevaartcomponenten, geharde metalen of materialen die geen thermische verandering kunnen verdragen, elimineert waterstraalknipsen dit probleem volledig. Het koude snijproces veroorzaakt geen vervorming, geen verharding en geen metallurgische veranderingen.
Veelzijdigheid bij niet-metalen: Waterstraal en CNC-frezen
Hoewel CO2-lasers veel niet-metalen goed kunnen verwerken, kennen bepaalde materialen uitdagingen:
- Steen en glas: Waterstraal snijdt deze materialen schoon; lasers kunnen dat niet
- Dikke composieten: Koolstofvezel en G10 bladeren vaak af onder invloed van laserwarmte — waterstraal behoudt de structurele integriteit
- Dikke kunststoffen en hout: CNC-frezen levert vaak een betere oppervlakteafwerking zonder verkooling of smelten
Uitdagingen met reflecterende metalen
Koper, messing en bepaalde aluminiumlegeringen reflecteren laserenergie terug richting het snijhoofd. Hoewel moderne vezellasers deze materialen beter verwerken dan oudere CO2-systemen, blijven de diktebeperkingen strenger dan bij staal. Waterstraal snijdt reflecterende metalen zonder zorgen over straalreflectie.
Directe Technologievergelijking
Het kiezen van de juiste snijmethode wordt duidelijker wanneer u daadwerkelijke prestatiespecificaties zij aan zij vergelijkt:
| Criteria | Laser snijden | Waterjet Snijden | Plasmasnijden | Cnc routen |
|---|---|---|---|---|
| Precisie | ±0,005" (uitstekend) | ±0,009" (zeer goed) | ±0,020" (matig) | ±0,005" (uitstekend) |
| Materiaalbereik | De meeste metalen, veel kunststoffen, hout, stof | Vrijwel elk materiaal, inclusief steen, glas, composieten | Alleen geleidende metalen | Kunststoffen, hout, composieten, zachte metalen |
| Diktecapaciteit | Tot 1" staal (optimaal onder 1/2") | 6"+ op veel materialen | 2"+ staal met goede kwaliteit | Tot 3" afhankelijk van materiaal |
| Kwaliteit van de snede | Uitstekend; vaak lasklaar | Uitstekend; geen hitte-effecten | Goed; mogelijk slijpen vereist | Zeer goed; geen thermische effecten |
| Warmtebeïnvloede zone | Aanwezig maar minimaal bij dunne materialen | Geen (koude proces) | Aanzienlijk bij alle sneden | Geen (mechanisch proces) |
| Snelheid van Knippen | Snelste bij dunne materialen | Traagste van alle methoden | Snel bij dikke metalen | Matig |
| Kosten-efficiëntie | Best voor dunne, gedetailleerde werkzaamheden | Hogere kosten; gerechtvaardigd voor speciale materialen | Best voor zware metalen constructies | Economisch voor niet-metalen |
De juiste technologiekeuze maken
Dus welke snijmethode moet uw project gebruiken? Het antwoord hangt af van uw specifieke eisen:
Kies voor lasersnijden wanneer:
- Uw materiaal is dunner dan 1/2" (12,7 mm)
- Intricate details, kleine gaten of nauwe toleranties zijn belangrijk
- Snelheid en kostenefficiëntie zijn prioriteiten
- Schone snijkanten zonder uitgebreide nabewerking worden gewenst
Kies waterstraalsnijden wanneer:
- Warmtebeïnvloede zones zijn onaanvaardbaar (lucht- en ruimtevaart, geharde materialen)
- Je zaagt steen, glas of dikke composieten
- Materiaaldikte overschrijdt de mogelijkheden van laser
- Reflecterende metalen vormen een uitdaging
Kies voor plasmasnijden wanneer:
- Zaag dik geleidend metaal (1"+ staal of aluminium)
- Snelheid is belangrijker dan precisie van de snijkant
- Budgetbeperkingen maken lagere bedrijfskosten aantrekkelijker
- Projecten betreffen constructiestaal of fabricage van zware apparatuur
Kies CNC-frezen wanneer:
- Werkzaamheden met dikke kunststoffen, hout of schuim
- Oppervlaktekwaliteit is beter dan wat laserverkooling toelaat
- Onderdelen vereisen tapping of verzinkboorwerkzaamheden
- Materiaal kan thermische processen niet verdragen
De beste fabrikanten zetten niet één technologie in — ze kiezen het juiste proces op basis van de specifieke eisen van elk project.
Veel succesvolle bedrijven gebruiken meerdere snijtechnologieën, precies omdat geen enkele methode optimaal is voor elke toepassing. Inzicht in deze verschillen stelt u in staat leveranciers eerlijk te beoordelen — en te herkennen wanneer een bedrijf dat lasersnijden aanbeveelt voor uw 2" stalen plaat misschien niet uw beste belangen voor ogen heeft. Met deze technologievergelijking als uitgangspunt, komen door het verkennen van praktijktoepassingen in diverse industrieën nog meer mogelijkheden naar voren voor uw volgende project.

Toepassingen in de Praktijk in Diverse Industrieën
Nu u de technologie, materialen en kostenfactoren begrijpt, laten we onderzoeken wat er eigenlijk mogelijk is. Lasersnijdiensten zijn niet beperkt tot één enkele industrie—ze hebben productie, ontwerp en prototyping in vrijwel elke sector getransformeerd. Of u nu een ingenieur bent die autokarren ontwerpt of een kunstenaar die decoratieve installaties maakt, het begrijpen van deze praktische toepassingen helpt u om mogelijkheden te zien voor uw eigen projecten.
De veelzijdigheid is opmerkelijk. Dezelfde fundamentele technologie die lucht- en ruimtevaartcomponenten met micronnauwkeurigheid produceert, creëert ook ingewikkelde sieraden en architectonische gevels. Laten we onderzoeken hoe verschillende sectoren gebruikmaken van deze mogelijkheid.
Industriële en automobieltoepassingen
De automobelsector is een van de grootste afnemers van precisie lasersnijtechnologie. Volgens sectoranalyse heeft lasersnijden de auto-productie aanzienlijk gestroomlijnd en biedt het een efficiëntie die traditionele stansmethoden of plasmasnijden eenvoudigweg niet kunnen evenaren.
Waarom is de auto-industrie zo sterk afhankelijk van deze technologie? Elke millimeter telt wanneer u onderdelen produceert die exact op elkaar moeten passen in duizenden voertuigen. De hoge precisie van vezellasers maakt ze onmisbaar voor de productie van componenten waarbij dimensionele nauwkeurigheid direct invloed heeft op veiligheid en prestaties.
- Chassis en structurele onderdelen: Beugels, montageplaten en frameverstevigingen die strakke toleranties en schone, lasklaar randen vereisen
- Prototype carrosseriedelen: Snelle iteratie van ontwerpen voordat er wordt geïnvesteerd in dure stansmallen
- Interieurafwerkingonderdelen: Nauwkeurige uitsparingen voor bedieningen, ventilatieopeningen en bevestigingspunten
- Uitlaatsysteemonderdelen: Hitteafschermingen en bevestigingsbeugels van roestvrij staal
- Ophangingscomponenten: Ophangarmbeugels en veerverankeringen die structurele integriteit vereisen
Voor fabrikanten die uitgebreide automotive-oplossingen zoeken, vult precisielasersnijden vaak metalen stansprocessen aan. Bedrijven zoals Shaoyi beide technologieën integreren, met een rapid-prototypingtermijn van 5 dagen dat de snelle iteratiecycli ondersteunt die de moderne automobielontwikkeling vereist.
Luchtvaartoepassingen vereisen nog strengere specificaties. Door sectorexperts opgemerkt wordt dat de behoefte aan lichtgewicht, hoogwaardige materialen de precisie van lasersnijden essentieel maakt — componenten moeten voldoen aan strikte tolerantieniveaus en tegelijkertijd de structurele integriteit behouden onder extreme omstandigheden.
- Motoronderdelen: Turbinedelen en hittebestendige schilden
- Structurale Elementen: Lichtgewicht aluminium- en titanium luchtframecomponenten
- Interieurafwerking: Nauwkeurig afgestemde cabine-elementen en bevestigingsmaterialen
Creatieve en architectonische toepassingen
Naast zware industrie heeft lasersnijden creatieve en architectonische toepassingen gerealiseerd. De technologie maakt ontwerpen mogelijk die onmogelijk zouden zijn — of prohibitief duur — met traditionele fabricagemethoden.
Architecten geven steeds vaker laser gesneden elementen op voor zowel functionele als esthetische doeleinden. Onderzoek toont aan dat de technologie, dankzij haar vermogen om door dikke staalplaten te snijden terwijl ze nauwkeurige sneden produceert, onmisbaar is in moderne architectuur, waar maatwerk en visuele impact van het grootste belang zijn.
- Decoratieve schermen en gevels: Intricaten patronen in metalen panelen voor gebouwexterieuren en binnenwanden
- Op maat gemaakte leuningen en balustrades: Unieke ontwerpen die onmogelijk zijn met traditionele metaalbewerking
- Belettering en oriëntatiesystemen: Driedimensionale letters en verlichte onderdelen voor borden
- Meubelonderdelen: Gedetailleerde houten elementen en metalen constructies voor op maat gemaakte stukken
- Kunstzinnige installaties: Grootschalige sculpturen en interactieve kunstwerken
De reclamebranche profiteert bijzonder van de veelzijdigheid van lasersnijden. Of het nu gaat om driedimensionale letters voor etalages of verlichte kanaalborden, de technologie levert schone sneden en nauwkeurige details die de presentatie van het merk verbeteren. Het is vergelijkbaar met hoe zoekopdrachten als 'eten open in mijn buurt' hongerige klanten verbinden met lokale opties – effectieve belettering verbindt bedrijven met hun publiek via visuele impact.
Prototyping en productontwikkeling
Misschien laat geen enkele toepassing de waarde van lasersnijden duidelijker zien dan snel prototypen. Volgens specialisten in prototyping is lasersnijden essentieel gebleken bij het ontwikkelen van prototypes met geïntegreerde CAD-software, waardoor resultaten worden bereikt in korte doorlooptijden vergeleken met de weken die traditionele methoden mogelijk nodig hebben.
Waarom is dit belangrijk voor productontwikkeling? Denk aan de iteratiecyclus: ontwerp een onderdeel, produceer het, test het, identificeer verbeteringen, herontwerp het, en herhaal. Wanneer elke prototype weken kost om te fabriceren, lopen de ontwikkeltijden op tot maanden of jaren. Lasersnijden verkort deze cyclus aanzienlijk.
- Functionele prototypes: Test pasvorm, vorm en functie met productierelevante materialen
- Ontwerpvalidatie: Controleer of CAD-modellen correct worden omgezet naar fysieke onderdelen voordat er wordt geïnvesteerd in gereedschappen
- Testen in kleine oplages: Produceer beperkte hoeveelheden voor veldtests zonder kosten voor matrijzen of mallen
- Engineering samples: Maak onderdelen van presentatiekwaliteit voor investeerdersvergaderingen en klantbeoordelingen
Industrie-analyse bevestigt dat de millimeterprecisie van lasersnijden zorgt voor nauwkeurige weergaven van hoe componenten, bevestigingen en productfunctionaliteit samenwerken — cruciaal wanneer prototyping effectief moet overeenkomen met de uiteindelijke productieonderdelen.
De elektronicaindustrie is sterk afhankelijk van deze capaciteit. Experts in fabricage merken op dat lasersnijden nauwkeurige controle over afmetingen en kwaliteit mogelijk maakt, wat cruciaal is in een industrie waar een fractie van een millimeter al een groot verschil kan uitmaken. Van testen van printplaten tot prototypen van buitenbehuizingen, lasersnijden zorgt voor snelle iteratie.
Ook de ontwikkeling van consumentenproducten profiteert hier van — net zoals men snel iets koopt bij een dollar store in de buurt voor directe benodigdheden, hebben fabrikanten snelle toegang nodig tot prototype-onderdelen om de ontwikkelingsstroom gaande te houden. Evenzo kunnen productteams tijdens het doornemen van de nieuwste resultaten van een iteratie ook lunchen met een blik op de menukaart van Olive Garden, wat illustreert hoe prototyping onderdeel is van de bredere ontwikkelworkflow.
Gespecialiseerde industrie-toepassingen
Naast deze belangrijke categorieën voldoet lasersnijden aan gespecialiseerde behoeften in talloze sectoren:
- Medische apparatuur: Chirurgische instrumenten en implantaten die uitzonderlijke nauwkeurigheid en biocompatibele materialen vereisen
- Elektronica: Precisiecomponenten voor geminiaturiseerde apparaten en behuizingen
- Sieraden: Intricale ontwerpen en op maat gemaakte stukken die technologie combineren met vakmanschap
- Verpakking: Op maat gesneden doosjes en ingewikkelde verpakkingen voor prototypen
- Textiel en mode: Nauwkeurig stoffensnijden voor patronen en decoratieve elementen
- Energie: Componenten voor zonnepanelen, windturbines en duurzame energie-infrastructuur
De vraag is niet of lasersnijden van toepassing is op uw sector—maar hoe u de mogelijkheden ervan kunt benutten voor uw specifieke toepassing.
Met deze toepassingen in gedachten wordt de volgende uitdaging het vinden van de juiste dienstverlener om uw visie vorm te geven. Een verstandige keuze maken vereist dat u begrijpt wat buitengewone leveranciers onderscheidt van gemiddelde—een verschil dat aanzienlijk invloed heeft op de resultaten van uw project.
Hoe kiest u de juiste lasersnijdienstverlener
U beheerst de technologie, begrijpt materialen en weet wat de prijzen beïnvloedt. Maar hier is de ongemakkelijke waarheid: zelfs perfecte voorbereiding kan niet compenseren voor het kiezen van de verkeerde leverancier van lasersnijdiensten. Het verschil tussen een succesvol project en een frustrerende ervaring komt vaak neer op factoren die u niet op de startpagina van een website vindt — certificeringen die echt belangrijk zijn, reactiesnelheid die weken aan vertraging bespaart, en ontwerpondersteuning die dure fouten opvangt voordat ze zich voordoen.
Het kiezen van een fabricagepartner is niet te vergelijken met het pakken van een acai bowl bij de dichtstbijzijnde smoothieshop — u kunt niet zomaar de dichtstbijzijnde optie kiezen en hopen op het beste. Deze keuze heeft direct gevolgen voor de planning, het budget en de eindkwaliteit van uw project. Laten we precies uiteenzetten wat buitengewone leveranciers onderscheidt van degenen die u spijt zullen laten krijgen over uw keuze.
Essentiële vragen om te stellen aan potentiële leveranciers
Voordat u uw ontwerpbestanden indient, onthullen een paar strategische vragen of een leverancier uw zaken verdient. Volgens branchespecialisten , is het beoordelen van de ervaring en expertise van een leverancier van cruciaal belang — een leverancier met een degelijke staat van dienst en jarenlange ervaring levert waarschijnlijk betere resultaten.
Begin met deze fundamentele vragen:
- Welke lasertechnologieën gebruikt u? Leveranciers die zowel CO2- als vezellasers gebruiken, kunnen de optimale technologie afstemmen op uw materiaal. Aanbieders met één technologie kunnen compromissen afdwingen.
- Met welke materialen werkt u regelmatig? Ervaring telt — een bedrijf dat dagelijks aluminium snijdt, levert betere resultaten dan een bedrijf dat dit incidenteel doet. Vraag specifiek naar uw materiaal- en dikte-eisen.
- Wat is uw gebruikelijke doorlooptijd? Standaard doorlooptijden verschillen sterk. Sommige leveranciers noemen 2-3 weken; anderen leveren in dagen. Begrijp waar uw project in hun productievolgorde past.
- Kunnen jullie spoedbestellingen verwerken? Fabricage-experts raden aan om de mogelijkheden van de leverancier te beoordelen om de deadlines van uw project te halen en of ze spoedopdrachten kunnen uitvoeren wanneer nodig.
- Biedt u ondersteuning bij ontwerpbekijkings- of DFM-analyse? Leveranciers die uw bestanden op fabricagebaarheid controleren, ontdekken problemen voordat het snijden begint—waardoor herzieningen en materiaalverspilling worden voorkomen.
- Welke bestandsformaten accepteert u? Compatibiliteitsproblemen veroorzaken vertragingen. Bevestig dat uw gewenste formaat werkt met hun systemen voordat u een keuze maakt.
- Kunt u monsterdoorsneden of referenties verstrekken? Gerenommeerde leveranciers delen graag voorbeelden van vergelijkbare werkzaamheden of stellen u in contact met tevreden klanten.
Beschouw de keuze van een leverancier als iets bestellen bij harry and david—u wilt bewezen kwaliteit en betrouwbare levering, geen gissen of twijfelen of uw investering zoals verwacht zal aankomen.
Kwaliteitscertificeringen die ertoe doen
Certificeringen zijn niet zomaar wanddecoraties — ze vertegenwoordigen geverifieerde verplichtingen ten aanzien van kwaliteitssystemen, procesbeheersing en continue verbetering. Voor kritieke toepassingen scheiden specifieke certificeringen gekwalificeerde leveranciers van bedrijven die alleen maar competentie claimen.
ISO 9001
Deze internationaal erkende norm laat een kwaliteitsmanagementsysteem zien dat ontwerp, ontwikkeling, productie en servicelevering omvat. ISO 9001-certificering houdt in dat processen gedocumenteerd zijn, personeel is opgeleid en er systematische kwaliteitscontrole plaatsvindt. Voor algemene productietoepassingen biedt deze basiscertificering redelijke zekerheid.
IATF 16949
Voor automobieltoepassingen is IATF 16949-certificering de gouden standaard. Deze strenge norm bouwt voort op ISO 9001 met auto-specifieke eisen, waaronder foutpreventie, variatievermindering en verspillingbestrijding gedurende de gehele supply chain. Leveranciers zoals Shaoyi handhaaf de IATF 16949-certificering, specifiek omdat automobiel-OEM's dit kwaliteitsniveau eisen voor chassis-, ophangings- en structurele onderdelen.
AS9100
Lucht- en ruimtevaarttoepassingen vereisen AS9100-certificering, die strenge eisen stelt aan traceerbaarheid, configuratiebeheer en risicobeperking, bovenop de standaardvereisten van ISO 9001.
ISO 13485
De productie van medische hulpmiddelen vereist ISO 13485-certificering, om ervoor te zorgen dat processen voldoen aan de wettelijke eisen voor medische producten en documentatie bijhouden die geschikt is voor beoordeling door de FDA of internationale regelgevende instanties.
Checklist voor leverancierbeoordeling
Gebruik deze uitgebreide checklist bij het vergelijken van potentiële partners voor lasersnijden:
- Technologische mogelijkheden: Geschikte lasertypes voor uw materialen; voldoende vermogen voor uw dikte-eisen; bedgrootte die past bij de afmetingen van uw onderdelen
- Materiaal expertise: Aangetoonde ervaring met uw specifieke materialen en legeringen; beschikbaarheid van materialen op voorraad; materiaalcertificering en traceerbaarheid
- Kwaliteitscertificaten: Relevante ISO-, IATF- of branchespecifieke certificeringen; gedocumenteerde inspectieprocedures; gekalibreerde meetapparatuur
- Doorlooptijden: Standaard doorlooptijden die aansluiten bij uw planning; mogelijkheid tot spoedopdrachten voor dringende behoeften; realistische leverdata op basis van de huidige capaciteit
- Ontwerpondersteuning: DFM-reviewdiensten; ondersteuning bij bestandsvoorbereiding; advies over toleranties; proactieve communicatie over mogelijke problemen
- Communicatieresponsiviteit: Snelheid van offerteafhandeling (sommige leveranciers bieden een offerte binnen 12 uur); bereikbaarheid van technisch personeel; duidelijke updates over projectstatus
- Secundaire bewerkingen: Capaciteiten voor buigen, lassen, afwerking en assemblage; potentieel als één-stop-shop, wat de complexiteit van leveranciersbeheer verlaagt
- Prijstransparantie: Duidelijke kostenuiteenbreking; geen verborgen kosten; bereidwilligheid om prijsbepalende factoren uit te leggen
De waarde van DFM-ondersteuning
Ontwerpvoorproductie-ondersteuning vormt een van de meest waardevolle – maar vaak over het hoofd gezien – diensten die een leverancier kan aanbieden. Volgens specialisten in precisiefabricage , door vroegtijdig rekening te houden met ontwerpaspecten, worden herontwerpen voorkomen en verloopt de opschaling van prototypen naar productie soepeler.
Wat biedt effectieve DFM-ondersteuning eigenlijk?
- Verificatie van afmetingen van onderdelen: Vaststellen van gaten, sleuven of details die te klein zijn om betrouwbaar te snijden, voordat materiaal verspild wordt
- Toleranties in de realiteit: Waarschuwen voor specificaties die langzamere sneedraden vereisen of een hoger afkeurpercentage kunnen veroorzaken
- Materiaalaanbevelingen: Alternatieven voorstellen die aan uw functionele eisen voldoen tegen lagere kosten of met betere kwaliteit van de snijkanten
- Nesting-optimalisatie: Onderdelen zo plaatsen dat materiaalverspilling wordt geminimaliseerd en de kosten per stuk dalen
- Planning van nevenprocessen: Anticiperen op hoe onderdelen zullen worden gebogen, gelast of geassembleerd en de snijspecificaties dienovereenkomstig aanpassen
Aanbieders die uitgebreide DFM-ondersteuning bieden—zoals bedrijven met IATF 16949-certificering en geïntegreerde engineeringteams—ontdekken problemen voordat deze zich manifesteren als afgewezen onderdelen of mislukte assemblages. De kostenbesparingen door voorkomen revisies zijn doorgaans veel groter dan eventuele meerprijs voor dit serviceniveau.
Afwegingen tussen lokale en online diensten
De opkomst van online lasersnijdiensten heeft de keuzemogelijkheden sterk uitgebreid, maar de keuze tussen lokale werkplaatsen en digitale platforms brengt reële afwegingen met zich mee die het overwegen waard zijn.
Voordelen van lokale leveranciers:
- Persoonlijk ontwerpoverleg en hands-on beoordeling van monsters
- Snellere iteratie wanneer wijzigingen fysieke samenwerking vereisen
- Eenvoudigere logistiek voor grote of zware onderdelen, waardoor verzendkosten worden vermeden
- Relatieopbouw die uw projecten prioriteit geeft tijdens piekperiodes
- Direct ophalen elimineert vertraging door verzending bij dringende behoeften
Voordelen van online diensten:
- Breedere toegang tot technologie—gespecialiseerde apparatuur die u lokaal niet kunt vinden
- Concurrerende prijzen vanwege grote productieomvang
- 24/7 offertes aanvragen en bestellen op uw gemak
- Consistente kwaliteit door gestandaardiseerde processen
- Geografische flexibiliteit wanneer u verhuist of verdeelde teams hebt
Voor prototyping en eenmalige projecten leveren online diensten vaak uitstekende waarde. Voor productieloppen die voortdurende samenwerking, kwaliteitsaanpassingen of complexe secundaire bewerkingen vereisen, blijken lokale relaties vaak waardevoller, ondanks potentieel hogere kosten per eenheid.
De beste leverancier is niet per se de goedkoopste of de dichtstbijzijnde—het is degene wiens capaciteiten, communicatiestijl en kwaliteitsnormen aansluiten bij uw projectvereisten.
Het kiezen van de juiste partner voor lasersnijden verandert uw productie-ervaring van een reeks transacties in een samenwerkingsrelatie. Leveranciers die investeren in certificeringen, echte DFM-ondersteuning bieden en snel reageren op aanvragen, tonen zich toegewijd aan uw succes — niet alleen aan hun factuur. Met snelle prototypingmogelijkheden zoals doorlooptijden van 5 dagen en responsieve offertesystemen versnelt de juiste partner uw gehele ontwikkelproces, terwijl de precisie behouden blijft die uw toepassingen vereisen.
Veelgestelde vragen over lasersnijdiensten
1. Hoeveel kost een lasersnijdienst?
De kosten voor lasersnijdiensten variëren afhankelijk van het materiaaltype, de dikte, de complexiteit van het snijwerk, de hoeveelheid en de levertijd. De machinekosten liggen meestal tussen de $60 en $150 per uur. Eenvoudige onderdelen kunnen al $5-10 kosten, terwijl complexe prototypen $50 of meer kunnen bedragen. Seriële bestellingen verlagen de kosten per stuk aanzienlijk — bij een bestelling van 100 identieke onderdelen kunnen de kosten dalen tot $8 per stuk in plaats van $50 voor één enkel stuk. Om kosten te optimaliseren, vereenvoudig ontwerpen, kies geschikte toleranties en plaats wanneer mogelijk bestellingen in serie.
2. Wat kost lasersnijden per uur?
De kosten voor lasergesneden machine-uren bedragen doorgaens $60-$150 per uur, afhankelijk van het type apparatuur, het te snijden materiaal en de locatie van de leverancier. Vezellasers die metalen snijden, vragen vaak hogere uurtarieven vanwege de apparatuurkosten, terwijl CO2-lasers die acrylaat en hout verwerken, goedkoper kunnen zijn. Echter, uurtarieven geven niet het volledige beeld—snellere snijsnelheden bij dunne materialen betekenen minder factureringsuren. Vraag gedetailleerde offertes aan waarin de kosten voor materiaal, machine-uren en afwerking worden gespecificeerd voor nauwkeurige vergelijkingen.
3. Welke materialen kunnen worden gesneden met een laser?
Lasersnijden verwerkt diverse materialen, waaronder metalen (koolstofstaal, roestvrij staal, aluminium, messing, koper, titaan), kunststoffen (acryl, ABS, polycarbonaat), hout en composieten, leer, stof en papier. CO2-lasers presteren uitstekend bij niet-metalen en produceren gepolijste randen op acryl en schone sneden in hout. Vezellasers domineren het snijden van metalen met superieure snelheid en precisie. De maximale materiaaldikte varieert: staal tot 25 mm of meer, acryl tot 25 mm, aluminium tot 40 mm met hoogvermogen systemen. Controleer altijd uw specifieke materiaal en dikte bij de leveranciers.
4. Welke bestandsformaten accepteren diensten voor lasersnijden?
De meeste lasersnijdiensten accepteren vectorbestandsformaten, waaronder DXF (industriestandaard), AI (Adobe Illustrator), SVG (Scalable Vector Graphics) en PDF geëxporteerd uit vectorsoftware. DXF biedt universele compatibiliteit zonder afhankelijkheid van lettertypen. Belangrijke voorbereidingsstappen zijn het omzetten van tekst naar contouren, het sluiten van alle open paden, het verwijderen van overlappende lijnen en het controleren van de afmetingen op 100% schaal. Vermijd rasterformaten zoals JPEG of PNG—lasers hebben wiskundig gedefinieerde snijbanen nodig, geen beeldgebasseerde afbeeldingen.
5. Hoe kies ik tussen lasersnijden, waterstraalsnijden en plasmasnijden?
Kies voor lasersnijden bij dunne materialen onder de 1/2 inch die ingewikkelde details en nauwe toleranties vereisen — dit biedt de hoogste snelheden en schonkste snijkanten. Kies voor waterstraalsnijden bij warmtegevoelige materialen, dikke composieten, steen, glas of wanneer warmtebeïnvloede zones onaanvaardbaar zijn. Kies voor plasmasnijden bij dikke geleidende metalen van meer dan 1 inch waarbij snelheid belangrijker is dan kwaliteit van de snijkant. Elke technologie onderscheidt zich in specifieke toepassingen — gekwalificeerde fabrikanten kiezen het juiste proces op basis van uw materiaal, dikte en kwaliteitseisen.