 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Lasersnijdienst Ongerafeld: Van Bestandsvoorbereiding Tot Afgewerkt Deel

Wat Is Lasersnijden en Waarom Het Belangrijk Is
Hebt u zich ooit afgevraagd hoe ingewikkelde metalen sieraden, op maat gemaakte borden of precisie-onderdelen voor de auto hun perfecte vorm krijgen? Het antwoord ligt vaak in een technologie die licht zelf gebruikt als snijgereedschap. Of u nu een maker bent die creatieve projecten verkent of een ingenieur die industriële onderdelen inkoopt, het begrijpen van dit proces opent deuren naar mogelijkheden die u misschien nog niet overwoog.
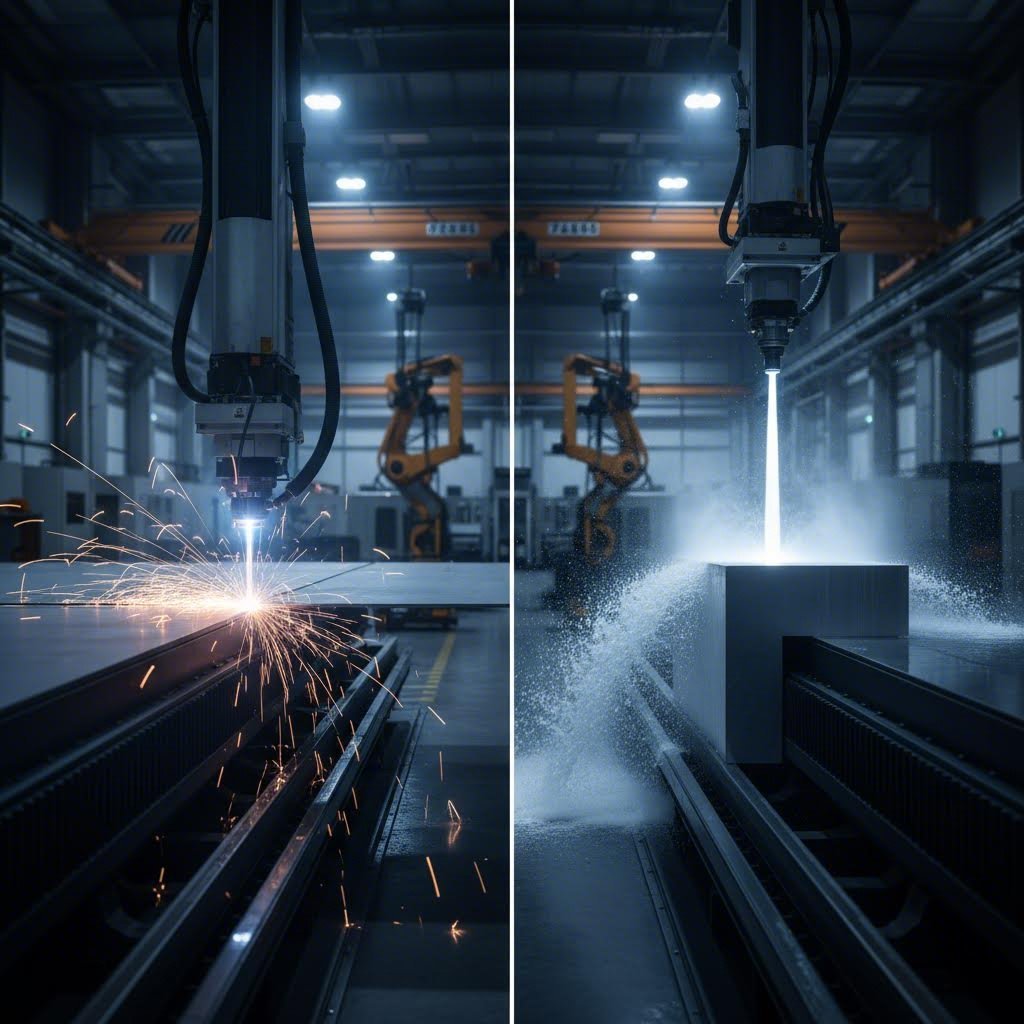
Lasersnijden is een productieproces waarbij gebruik wordt gemaakt van een hoogvermogen, geconcentreerde lichtbundel om materialen met uitzonderlijke precisie te snijden. De geconcentreerde laserenergie verwarmt het materiaal langs een door een computer gestuurde baan, waardoor het smelt, verbrandt of verdampt. Een assistentgas blaast vervolgens het gesmolten materiaal weg, waardoor schone, gladde randen overblijven. Volgens TWI Global , op zijn smalste punt, heeft een laserstraal doorgaans een diameter van minder dan 0,32 mm, waarbij kerfbreedtes tot 0,10 mm mogelijk zijn, afhankelijk van de materiaaldikte.
Van lichtstraal naar precisiesnede
Wat maakt een lasersnijdienst zo waardevol? Stel je voor dat je identieke onderdelen moet maken met toleranties die in tienden van millimeters worden gemeten. Traditionele snijmethoden hebben hier moeite mee, maar lasertechnologie blinkt hierin uit. Het proces werkt omdat laserstralen unieke eigenschappen bezitten, zoals coherentie, monochromatie en collimatie, waardoor ze enorme energie kunnen concentreren in een klein punt.
Deze technologie verbindt op naadloze wijze twee werelden. Hobbyisten gebruiken lasersnijden en -graveren om gepersonaliseerde geschenken te maken of prototypen van uitvindingen te bouwen. Tegelijkertijd vertrouwen bedrijven in de lucht- en ruimtevaart en automobielindustrie op hetzelfde fundamentele proces voor kritieke componenten . Het verschil? Schaal, vermogen en precisie-eisen.
De wetenschap achter de straal
Wanneer u een laser gebruikt om materiaal te snijden, vindt op moleculair niveau iets opmerkelijks plaats. De gefocusseerde straal interageert met het werkstuk en overbrengt thermische energie die vast materiaal bijna onmiddellijk omzet in damp of vloeistof. Deze gelokaliseerde verwarming zorgt voor minimale warmtebeïnvloede zones, wat vervorming vermindert en de materiaalintegriteit behoudt.
Het precisielasersnijproces volgt geprogrammeerde banen die worden aangestuurd door CNC-systemen (computer numerieke besturing). Deze systemen vertalen digitale ontwerpen naar exacte snijcoördinaten, wat herhaalbaarheid garandeert, of u nu één prototype of duizenden identieke onderdelen produceert.
In deze gids ontdekt u de verschillende beschikbare lasertechnologieën, welke materialen het beste geschikt zijn, hoe u uw ontwerpbestanden voorbereidt en welke factoren invloed hebben op de prijsbepaling. U leert ook hoe u serviceproviders kunt beoordelen, zodat u uw projecteisen kunt afstemmen op de juiste productiepartner. Klaar om de volledige reis van bestandsvoorbereiding tot afgewerkt onderdeel te doorgronden? Laten we beginnen.

Inzicht in soorten lasersnijtechnologie
Niet alle lasers zijn gelijk. Wanneer u een lasersnijdienst aanvraagt, de technologie achter de straal bepaalt welke materialen u kunt snijden, hoe snel de opdracht wordt uitgevoerd en welk precisieniveau u zult bereiken. Denk aan het kiezen van een lasertype als het selecteren van de juiste tool uit een gereedschapskist — elk is uitstekend in specifieke taken, maar presteert minder goed bij andere.
Drie belangrijke lasertechnologieën domineren de industrie: CO2-lasers, vezellasers en Nd:YAG-lasers. Het begrijpen van hun verschillen helpt u effectief te communiceren met dienstverleners en zorgt ervoor dat uw project wordt gekoppeld aan de beste laser voor het snijden van uw specifieke materiaal.
CO2-lasers voor veelzijdige materiaalbewerking
CO2-lasers gebruiken een gasmengsel dat grotendeels bestaat uit koolstofdioxide als lasermiddel, waardoor een straal met een golflengte van ongeveer 10,6 micron wordt geproduceerd. Deze langere golflengte wordt gemakkelijk geabsorbeerd door organische materialen, waardoor CO2-technologie de eerste keuze is voor niet-metalen bewerking.
Wat kan een CO2-laser snijden? De lijst is indrukwekkend divers:
- Hout en multiplex voor borden en decoratieve stukken
- Acryl met gepolijste, vlamafgewerkte randen
- Leder voor modeaccessoires en bekleding
- Papier en karton voor verpakkingsprototypen
- Textiel en stoffen voor kledingproductie
- Bepaalde kunststoffen (hoewel de materiaalkeuze belangrijk is voor veiligheid)
Volgens MatterHackers , CO2-lasers bieden hoge veelzijdigheid en precisie voor niet-metalen, maar vereisen regelmatig onderhoud en zijn niet geschikt voor het snijden van metaal. Industrieën zoals reclameproductie, modelbouw en creatieve ambachten zijn sterk afhankelijk van deze technologie.
Kan een CO2-laser machine staal of aluminium snijden? Hoewel dit technisch mogelijk is met krachtige industriële systemen, blijkt CO2-technologie minder efficiënt te zijn voor metalen in vergelijking met vezelalternatieven. De langere golflengte wordt gedeeltelijk gereflecteerd door metalen oppervlakken in plaats van geabsorbeerd te worden, waardoor de snijkracht afneemt.
Vezellasers en uitmuntendheid in metalsnijden
Als uw project metaal betreft, vormen vezellasers de huidige gouden standaard. Deze vastestofsystemen wekken laserstralen op via optische vezels gedoteerd met zeldzame aardmetalen, waardoor een golflengte van ongeveer 1 micron ontstaat — ongeveer tien keer korter dan die van CO2-lasers.
Waarom is golflengte belangrijk? Die kortere golflengte wordt extreem efficiënt geabsorbeerd door metalen oppervlakken. Een metalaser snijder die gebruikmaakt van vezeltechnologie kan met opmerkelijke snelheid en precisie door roestvrij staal, aluminium, messing, koper en titaan snijden. Volgens ADHMT halen vezellasers een elektro-optische omzettingsefficiëntie van meer dan 30%, waardoor ze aanzienlijk energie-efficiënter zijn dan oudere technologieën.
Metalasersnijders aangedreven door vezeltechnologie bieden verschillende overtuigende voordelen:
- Snellere snijsnelheden, met name bij dunne tot middeldikke materialen
- Lagere onderhoudsbehoeften zonder spiegels of gassenbuizen die vervangen moeten worden
- Compactere afmetingen in vergelijking met equivalente CO2-systemen
- Superieure prestaties bij reflecterende materialen zoals koper en messing
- Langere bedrijfslevensduur met minder verbruiksmaterialen
Voor wie op zoek is naar een lasersnijmachine voor metalen toepassingen, biedt vezeltechnologie de beste combinatie van snelheid, precisie en bedrijfskosten. Het nadeel? Vezellasers hebben moeite met organische materialen — hout, acryl en textiel absorberen de kortere golflengte eenvoudigweg niet effectief.
Nd:YAG-lasers voor gespecialiseerde toepassingen
Nd:YAG (neodymium-ge dopeerd yttriumaluminiumgraniet) lasers nemen een gespecialiseerde niche in. Deze vastestofsystemen produceren een golflengte van 1,06 micron en blinken uit in toepassingen die hoge piekvermogens vereisen.
Waar blinken Nd:YAG-lasers uit? Volgens Celerity Precision worden ze veel gebruikt voor lassen, diepgravering en het snijden van dikke metalen in veeleisende sectoren zoals automotive, defensie en lucht- en ruimtevaart. Hun vermogen om geconcentreerde energie-uitbarstingen af te geven, maakt ze ideaal voor precisie puntlassen en markeringstoepassingen waar andere technologieën tekort schieten.
Nd:YAG-systemen hebben echter ook nadelen. Ze zijn doorgaans duurder dan vergelijkbare vezel- of CO2-systemen, vereisen complexere waterkoelsystemen en meer onderhoud. Voor de meeste standaard snijtoepassingen hebben vezellasers grotendeels de Nd:YAG-technologie vervangen, maar voor gespecialiseerde toepassingen met hoge vermogens blijft Nd:YAG relevant.
Kiezen van de juiste technologie
Welk lasertype past bij uw project? De keuze hangt vooral af van het materiaal en de toepassing.
| Factor | Co2 laser | Fiber Laser | Nd:YAG-laser |
|---|---|---|---|
| Primaire materialen | Hout, acryl, leer, papier, textiel, sommige kunststoffen | Staal, roestvrij staal, aluminium, messing, koper, titaan | Dikke metalen, speciale legeringen |
| Golflengte | 10,6 micrometer | ~1 micrometer | 1,06 micrometer |
| Snelheid van Knippen | Matig | Snelst voor metalen | Matig tot traag |
| Nauwkeurigheidsniveau | Hoge | Zeer hoog | Hoge |
| Onderhoud | Regulier (spiegels, gassen) | Laag | Hoger (waterkoeling) |
| Beste toepassingen | Belettering, ambachten, prototyping, modelbouw | Metaalbewerking, elektronica, sieraden, automotive | Lassen, diepe gravering, defensiecomponenten |
| Relatieve kosten | Matig | Hogere initiële kosten, lagere bedrijfskosten | Hoogste |
Wanneer u contact opneemt met een leverancier van lasersnijdiensten, helpt kennis van uw materiaaleisen om te controleren of zij over de juiste technologie beschikken. Een bedrijf dat gespecialiseerd is in acrylbelettering gebruikt waarschijnlijk CO2-apparatuur, terwijl een precisie-metaalbewerker vrijwel zeker vezelsystemen gebruikt. Sommige full-serviceleveranciers beschikken over beide technologieën, wat flexibiliteit biedt voor verschillende materiaalsoorten.
Inzicht in deze technologische verschillen helpt u ook offertes slimmer te interpreteren. Een lasersnijder voor metaal die vezeltechnologie gebruikt, kan uw stalen onderdelen sneller afwerken dan een oudere CO2-opstelling, wat mogelijk zowel de prijs als de doorlooptijd beïnvloedt. Nu u de apparatuur achter het proces begrijpt, gaan we stap voor stap bekijken hoe een ontwerp wordt omgezet in een afgewerkt gesneden onderdeel.
Hoe het lasersnijproces werkt
U hebt een ontwerpidee en weet welke laser-technologie geschikt is voor uw materiaal. Maar wat gebeurt er eigenlijk tussen het uploaden van een bestand en het in handen houden van het afgewerkte onderdeel? Het begrijpen van de volledige werkstroom helpt u om betere bestanden voor te bereiden, effectiever te communiceren met dienstverleners en te anticiperen op wat u in elke fase kunt verwachten.
De reis van concept naar gesneden onderdeel omvat een zorgvuldig gecoördineerde opeenvolging waarbij digitale precisie samenkomen met fysieke productie . Of u nu werkt met een CNC-lasersnijdienst of uw eigen CNC-laserapparatuur bedient, het fundamentele proces blijft consistent, ongeacht de schaal.
Ontwerp naar digitaal bestand
Elk met de laser gesneden onderdeel begint als een digitaal bestand. Dit is niet zomaar een afbeelding — het is een vectorgebaseerd ontwerp dat de machine precies vertelt waar de straal moet worden gericht. Stel het voor als het maken van een nauwkeurige routebeschrijving die de laser zal volgen.
Uw ontwerpsysteem genereert paden die snijlijnen, scoremarkeringen en graveergebieden definiëren. Volgens Xometry moet u controleren of uw bestand bestaat uit enkele lijnen zonder kleur- of laagproblemen die de snijsoftware kunnen verstoren. Veelgebruikte ontwerpprogramma's zijn professionele opties zoals AutoCAD en Adobe Illustrator, maar ook toegankelijke alternatieven zoals Inkscape voor beginners.
Wat maakt een bestand geschikt voor lasersnijden? Het ontwerp moet gesloten lussen bevatten met de juiste schaalverhouding en onnodige lagen verwijderd. CAD-bestanden dienen als blauwdruk waarin afmetingen, vormen en snijpaden worden gedefinieerd – elke lijn is belangrijk omdat lasers en CNC-systemen deze letterlijk interpreteren.
De snijvolgorde uitgelegd
Zodra uw bestand klaar is, volgt het daadwerkelijke lasersnijden een systematische volgorde. Dit gebeurt stap voor stap:
- Werkstukvoorbereiding: Het materiaal wordt veilig op het snijbed geplaatst. Juiste uitlijning zorgt ervoor dat de laser exact het geprogrammeerde pad volgt — onjuist uitgelijnd materiaal leidt tot onnauwkeurige sneden en verspilling van materiaal.
- Machine-instelling: Operators laden uw ontwerp in het computersysteem van de CNC-lasersnijmachine. Parameters zoals laservermogen, snelheid, brandpuntsafstand en instellingen voor assistentgas worden ingesteld op basis van het specifieke materiaaltype en de dikte.
- Kalibratie van het brandpunt: Het brandpunt van de laser wordt afgesteld op het oppervlak van het materiaal of licht daaronder. Dit maximaliseert de energieconcentratie door de vlekengrootte te minimaliseren op het kritieke punt waar de snede begint.
- Ponsen: Voordat het snijden begint, moet de laser het materiaal doordringen op de startpunten. Volgens Komacut vereist boren geconcentreerde laserenergie om inleidingspunten te creëren, wat vaak meer tijd en precisie vraagt dan continu snijden.
- Uitvoering van het snijden: De CNC-programmering zet uw digitale ontwerp om in nauwkeurige snijbanen. De beweging wordt gestuurd via G-code-instructies die de positioneringsmotoren aansturen, waardoor de laseroptiek, het werkstuk of beide over de geprogrammeerde route bewegen.
- Gasgestuurde bediening: Tijdens het snijden vervullen assistentiegassen meerdere cruciale functies. Ze verwijderen gesmolten materiaal en as uit de snijzone, koelen de omliggende gebieden om de warmtebeïnvloede zones te minimaliseren en houden de optiek vrij van rook en vuil. Zuurstof ondersteunt sneller snijden door exotherme reacties, terwijl stikstof oxidatie voorkomt voor schonere snijkanten.
- Onderdeeluitname: Gesneden onderdelen blijven op hun plaats op de snijtafel totdat de laser stopt en de machinebeweging is beëindigd. Onderdelen kunnen scherpe randen en restwarmte hebben, wat voorzichtig hanteren vereist.
Wat gebeurt er op moleculair niveau tijdens het snijden? De gefocusseerde straal verwarmt het materiaal snel totdat het smelt, verkoolt of verdampt. Deze lokale energieoverdracht vindt bijna onmiddellijk plaats — de laser interageert met het werkstuk met een dergelijke geconcentreerde intensiteit dat het materiaal van vast naar dampvorm overgaat in het pad van de straal. De smalle snede (snijdbreedte) is het resultaat van deze nauwkeurige energieconcentratie en meet doorgaans breuken van een millimeter.
Opties voor nabewerking na het snijden
Compleet gesneden betekent niet altijd dat het project klaar is. Afhankelijk van uw toepassingsvereisten kunnen verschillende nabehandelingen volgen:
- Afkoelperiode: Laserknipsen genereert aanzienlijke warmte. Onderdelen moeten voldoende afkoelen voordat ze worden behandeld om brandwonden te voorkomen en eventuele thermische spanningen te laten stabiliseren.
- Verwijdering van aanslag: Volgens Komacut verwijdert entgraten oneffenheden zoals scherpe randen en bramen die achterblijven na het snijden. Methoden hiervoor zijn slijpen, polijsten en het gebruik van geautomatiseerde entgratmachines, afhankelijk van het materiaal en de gewenste afwerking.
- Oppervlakte reinigen: Chemische of mechanische reiniging verwijdert eventuele residuen, oxidatie of verkleuring uit het snijproces.
- Stressverlichting: Bij precisietoepassingen kan nabehandeling door middel van verwarming restspanningen in de gesneden gebieden verminderen die anders op termijn vervorming van het onderdeel zouden kunnen veroorzaken.
- Secundaire bewerkingen: Veel onderdelen vereisen aanvullende bewerkingen zoals buigen, lassen, plateren, schilderen of assemblage voordat ze hun uiteindelijke vorm bereiken.
Kwaliteitscontrole maakt het proces compleet. Dimensionele controles met schuifmaten, oppervlakte-inspecties en tests op consistentie van de afwerking zorgen ervoor dat onderdelen voldoen aan de ontwerpspecificaties voordat ze worden verzonden.
Het begrijpen van deze volledige werkwijze helpt u om te waarderen waarom het voorbereiden van bestanden zo belangrijk is — en waarom sommige materialen schoner gesneden worden dan andere. Over materialen gesproken, laten we nu bekijken welke materialen precies geschikt zijn voor lasersnijdiensten en welke beperkingen u moet kennen.

Materialen die compatibel zijn met lasersnijdiensten
U hebt uw lasertechnologie gekozen en begrijpt de processtroom. Nu komt een cruciale vraag: wat kunt u daadwerkelijk snijden? Het antwoord bepaalt alles, van haalbaarheid van het project tot de eindkwaliteit. Niet elk materiaal reageert goed op laserenergie, en het kiezen van het verkeerde materiaal kan apparatuur beschadigen, giftige dampen veroorzaken of simpelweg teleurstellende resultaten opleveren.
Een kwalitatieve leverancier van lasersnijdiensten zal u begeleiden bij de materiaalkeuze, maar zelf begrip van compatibiliteit helpt u slimmer te ontwerpen en effectiever offertes aan te vragen. Laten we uiteenzetten wat wel werkt, wat niet, en waarom dikte belangrijker is dan u misschien denkt.
Metalen die schoon kunnen worden gesneden
Metaalbewerking vormt een van de meest voorkomende toepassingen voor lasersnijden. Wanneer u metaal met precisie en snelheid moet lasersnijden, levert vezellastechnologie uitzonderlijke resultaten op bij diverse legeringen.
Koolstofstaal: De krachtpatser van het metaal lasersnijden. Koolstofstaal absorbeert vezellaserenergie efficiënt, waardoor schone snijkanten ontstaan met minimale slakvorming. Volgens ADHMT kunnen vezellasers met hoog vermogen koolstofstaal verwerken, van dunne platen tot zeer dikke platen—hoewel de snijsnelheid sterk afneemt naarmate de dikte toeneemt. Dunne materialen worden snel gesneden met minimale warmtebeïnvloede zones, terwijl dikkere materialen langzamere snelheden en meer vermogen vereisen om de kantkwaliteit te behouden.
Van roestvrij staal: Wanneer u roestvrij staal moet lasersnijden, kunt u licht afwijkend gedrag verwachten in vergelijking met koolstofstaal. De chroominhoud van het materiaal beïnvloedt de warmteafvoer en de oxidatie van de randen. Het gebruik van stikstof als hulpgas voorkomt de kenmerkende verkleuring die ontstaat bij snijden met zuurstof, waardoor schone, oxidevrije randen ontstaan die ideaal zijn voor zichtbare toepassingen. Lasersnijden van roestvrij staal werkt uitzonderlijk goed voor apparatuur in de horeca, medische apparaten en architecturale elementen waar corrosiebestendigheid belangrijk is.
Aluminium: Laserknippen van aluminium stelt unieke eisen door de hoge reflectiviteit en thermische geleidbaarheid van het materiaal. Het metaal reflecteert laserenergie in plaats van deze te absorberen, wat hogere vermogensinstellingen vereist om doordringing te bereiken. Zodra het knipproces is gestart, betekent de uitstekende warmteafvoer van aluminium dat de laser tijdens het gehele snijpad voldoende energiedichtheid moet behouden. Ondanks deze overwegingen levert gezaagd aluminium uitstekende resultaten op voor lucht- en ruimtevaartcomponenten, behuizingen voor elektronica en decoratieve panelen.
Brass en Koper: Deze sterk reflecterende, geleidende materialen brengen lasertechnologie tot aan de grenzen. Volgens ADHMT zijn voor messing en koper gespecialiseerde aanpakken nodig vanwege hun vermogen om laserenergie terug te reflecteren naar de optiek. Moderne vezellasers verwerken deze materialen efficiënter dan oudere technologieën, maar de snijnsnelheden zijn lager dan bij staal van gelijke dikte.
Titanium: Titanium wordt gewaardeerd om zijn sterkte-gewichtsverhouding in lucht- en ruimtevaart en medische toepassingen, en snijdt goed met de juiste parameters. Vanwege de reactiviteit van het metaal is een zorgvuldige keuze van assistentgas vereist—meestal argon of stikstof—om oxidatie en verbrokkeling van de snijkanten te voorkomen.
Kunststoffen en acryl voor creatieve projecten
Het zagen van niet-metalen opent een wereld aan creatieve en functionele mogelijkheden, hoewel de materiaalkeuze extra aandacht voor veiligheid vereist.
Acryl (PMMA): Misschien wel de meest laser-vriendelijke kunststof die beschikbaar is. CO2-lasers produceren gepolijste, vlamafgewerkte randen op acryl, die vaak geen nabewerking nodig hebben. Het materiaal snijdt schoon zonder smelten of verkleuring wanneer de juiste instellingen worden gebruikt. Aanwijzingen, displays, sieraden en architecturale modellen bevatten vaak onderdelen van gezaagd acryl.
Hout en multiplex: Natuurlijk hout snijdt prachtig op CO2-lasers, waardoor kenmerkende donkere randen ontstaan die veel ontwerpers bewust integreren. Verschillende houtsoorten reageren verschillend — hardere houtsoorten zoals esdoorn geven schonere snijkanten dan zachtere dennenhoutsoorten. Volgens ADHMT is hout veelzijdig inzetbaar voor diverse artistieke en praktische toepassingen, hoewel olieachtige of harsachtige houtsoorten een brandgevaar vormen en vermeden moeten worden.
Leer: Echt leer met plantaardige garning is geschikt voor modeaccessoires, meubelbekleding en gepersonaliseerde artikelen. Volgens de veiligheidsrichtlijnen van Emory TechLab mogen gekleurde, chroomgegarneerde leersoorten echter geheel vermeden worden, omdat deze tijdens het snijden schadelijke dampen vrijmaken.
Papier en karton: Uitstekend geschikt voor prototyping, verpakkingsontwerp en gedetailleerd decoratief werk. Deze materialen snijden snel bij lage vermogensinstellingen, maar door het brandrisico is passende machinebewaking vereist.
Textiel en stoffen: Natuurlijke vezels zoals katoen, vilt en zijde snijden schoon. Synthetische stoffen kunnen smelten in plaats van snijden, afhankelijk van de samenstelling — controleer altijd de materiaalveiligheid voordat u begint met verwerken.
Materialen die u nooit mag lasersnijden
Sommige materialen vormen een ernstig veiligheidsrisico wanneer ze worden blootgesteld aan laserenergie. Betrouwbare aanbieders van lasersnijdiensten weigeren deze materialen terecht:
- PVC (Polyvinylchloride): Geef chloorgas vrij bij verwarming — zeer giftig en corrosief voor apparatuur. Volgens Emory TechLab beschadigt PVC lasersnijmachines en produceert schadelijke gassen.
- Polycarbonaat (Lexan): Brandt in plaats van schoon te snijden, waardoor gassen ontstaan die de optiek van de apparatuur beschadigen.
- ABS-kunststof: Geef waterstofcyanide (HCN) vrij bij lasersnijden — een ernstig gezondheidsrisico.
- Vinyl: Bevat chloor dat giftige dampen vrijgeeft tijdens snijden.
- HDPE: Zeer ontvlambaar; smelt en vatte vuur vlam in plaats van te snijden.
- Gecoate koolstofvezel: Harsen kunnen verbindingen bevatten die onveilig zijn voor laserbewerking; houdt brand- en dampgevaar in.
- Glasvezel: Vormt gevaarlijke dampen afkomstig van harscomponenten.
- Schuimkern en Styrofoam: Vormt benzeengas — een bekend kankerverwekkend middel.
Wanneer u onzeker bent over een materiaal, raadpleeg dan uw dienstverlener voordat u bestanden indient. Zij moeten in staat zijn om de veiligheid en geschiktheid te bevestigen op basis van de materiaalsamenstelling.
Richtlijnen voor materiaaldikte
Dikte heeft een grote invloed op snijkwaliteit, snelheid en randafwerking. Inzicht in deze verbanden helpt u realistische verwachtingen te stellen en ontwerpen te optimaliseren voor productie.
| Materiaal Type | Aanbevolen laser | Typische diktebereik | Gemeenschappelijke toepassingen |
|---|---|---|---|
| Koolstofstaal | Vezel | 0,5 mm – 25 mm+ | Structurele onderdelen, behuizingen, beugels |
| Roestvrij staal | Vezel | 0,5 mm – 20 mm | Medische apparatuur, voedselapparatuur, architectuur |
| Aluminium | Vezel | 0,5 mm – 12 mm | Lucht- en ruimtevaart, elektronica, decoratieve panelen |
| Koper/Brons | Vezel | 0,5 mm – 6 mm | Elektrische componenten, decoratieve artikelen |
| Titanium | Vezel | 0,5 mm – 8 mm | Lucht- en ruimtevaart, medische implantaten |
| Acryl | CO2 | 1 mm – 25 mm | Belettering, displays, sieraden, prototypen |
| Hout/Spaanplaat | CO2 | 3mm – 20mm | Sierartikelen, modellen, meubelonderdelen |
| Leer | CO2 | Tot 5mm | Modeaccessoires, bekleding |
| Stof | CO2 | Tot 3 mm | Kleding, technische textiel |
Hoe beïnvloedt dikte het snijden? Volgens ADHMT , dunne materialen kunnen snel worden gesneden met minimale warmte-gevoelige zones, terwijl dikkere materialen meer vermogen en langzamere snijsnelheden vereisen om precisie te behouden. De relatie is niet lineair—het verdubbelen van de dikte kan vier keer zoveel snijtijd of meer vergen.
Bij lasersnijden van metalen platen verandert de kwaliteit van de snijkant met de dikte. Het lasersnijden van dunne plaatstaal levert gladde, loodrechte randen op met minimale tapsheid. Naarmate de dikte toeneemt, treden verschillende effecten op:
- Tapsheid van de rand: De kerf kan zich naar de onderkant van dikke sneden verbreden
- Warmteopbouw: Langzamere snelheden zorgen ervoor dat meer warmte zich verspreidt naar het omliggende materiaal
- Slakvorming: Gesmolten materiaal kan niet volledig worden verwijderd bij dikker snijwerk
- Verhoogde ruwheid: Randoppervlakken worden geleidelijk ruwer bij dikkere delen
Bespreek deze aspecten met uw dienstverlener wanneer u met een metaalsnijlaser werkt op dikkere materialen. Zij kunnen alternatieve processen aanbevelen voor materialen die dikker zijn dan de optimale dikte voor lasersnijden, of ontwerpmodificaties voorstellen die rekening houden met de beperkingen van de technologie.
Inzicht in materiaalverenigbaarheid en diktebeperkingen zorgt ervoor dat uw ontwerpen vanaf het begin producteerbaar zijn. Maar zelfs een perfecte materiaalkeuze kan een slecht voorbereid ontwerpbestand niet redden—wat ons brengt bij het cruciale onderwerp van bestandsvoorbereiding en formaateisen.
Voorbereiding en formaateisen van ontwerpbestanden
U hebt uw materiaal gekozen en begrijpt hoe het snijproces werkt. Nu komt de stap die succesvolle projecten scheidt van frustrerende ervaringen: het correct voorbereiden van uw ontwerpbestanden. Klinkt ingewikkeld? Dat hoeft niet. Of u nu op zoek bent naar een lasersnijdienst of samenwerkt met een externe leverancier, een goede bestandsvoorbereiding zorgt ervoor dat uw visie nauwkeurig wordt omgezet in afgewerkte onderdelen.
Veel nieuwe gebruikers dienen bestanden in die er perfect uitzien op het scherm, maar falen tijdens de productie. Het verschil zit hem in het begrip van wat lasersnijmachines daadwerkelijk nodig hebben — en dat is niet hetzelfde als wat uw printer vereist. Laten we de basisprincipes doornemen, zodat uw volgende maatwerk lasersnijproject soepel verloopt van indiening tot oplevering.
Vectorbestanden en waarom ze belangrijk zijn
Wanneer u ontwerp aan een lasersnijmachine stuurt, heeft de machine exacte instructies nodig over waar de laserstraal moet worden gericht. Daarom zijn vectorafbeeldingen essentieel.
In tegenstelling tot rasterafbeeldingen (JPGs, PNGs) die bestaan uit gekleurde pixels, definiëren vectorbestanden vormen via wiskundige vergelijkingen. Volgens xTool kunnen vectorafbeeldingen naar elke gewenste grootte worden geschaald zonder kwaliteitsverlies—waardoor ze ideaal zijn voor laserzaagwerkzaamheden. De laser volgt deze wiskundig gedefinieerde paden met precisie en snijdt exact daar waar uw ontwerp dit aangeeft.
Wat gebeurt er als u een rasterafbeelding indient? De machine kan geen snijpaden extraheren uit een raster van pixels. Rasterbestanden werken wel voor lasergravering (waarbij de straal heen en weer beweegt over gevulde gebieden), maar voor snijden zijn de schone paden nodig die alleen vectoren bieden.
De meeste lasersnijdiensten landelijk beschouwd accepteren deze standaard vectorformaten:
- .AI (Adobe Illustrator): Standaard in de industrie voor complexe ontwerpen en professionele workflows. Behoudt lagen en gedetailleerde padinformatie.
- .SVG (Scalable Vector Graphics): Veelzijdig, open-source formaat dat compatibel is met de meeste ontwerpprogramma's. Volgens Fabberz is SVG een uitstekend alternatief voor AI-bestanden.
- .DXF (Drawing Exchange Format): Veel gebruikt in CAD-programma's zoals AutoCAD. Breed ondersteund door productieapparatuur.
- .PDF (Portable Document Format): Geaccepteerd wanneer het vectorgegevens bevat (geen ingesloten rasterafbeeldingen).
- .3DM (Rhinoceros 3D): Vaak gebruikt in industriële en architecturale ontwerpen voor complexe 2D- en 3D-projecten.
Als u werkt met een acryl lasersnijdienst of een andere professionele aanbieder, voorkomt het bevestigen van formaatcompatibiliteit vóór indiening vertragingen. Als u twijfelt, neem dan contact op — gerenommeerde lasersnijdiensten waarderen de vraag meer dan het ontvangen van onbruikbare bestanden.
Inzicht in snijlijnen, scorelijnen en graveergebieden
Hier is iets wat veel beginners missen: niet elke lijn in uw ontwerp wordt op dezelfde manier vertaald. Lasersnijmachines onderscheiden drie soorten bewerkingen op basis van hoe u uw paden opmaakt.
Snijlijnen: Deze paden geven de laser aan volledig door het materiaal heen te snijden. Volgens Fabberz moeten snijlijnen worden ingesteld op een lijndikte van 0,001 inch in RGB-rood (255, 0, 0) om vector-snijden aan te geven. De laser volgt deze paden met voldoende vermogen om volledig door de materiaaldikte heen te snijden.
Scorelijnen (vector-etsen): Deze creëren oppervlaktemarkeringen zonder door te snijden. Stel scorelijnen in op een lijndikte van 0,001 inch in RGB-blauw (0, 0, 255). Scoren werkt goed voor vouwlijnen, decoratieve details of hulplijnen die het materiaal niet moeten doorsnijden.
Rastergravure: Dit betreft gebieden omsloten door lijnen en gevuld met kleur of patronen. De laser interpreteert deze als gebieden voor oppervlaktegravure en beweegt heen en weer over het gebied om materiaallagen te verwijderen. Volgens xTool moeten vullingen zwart of grijstinten gebruiken om de gravuurdiepte te bepalen.
Waarom is dit belangrijk? Stel je voor dat je een op maat gemaakte tekst ontwerpt met uitgesneden letters, een geëtste rand en een gegraveerd logo. Zonder de juiste lijn- en vulopmaak kan de machine niet onderscheiden tussen deze bewerkingen — waardoor er per ongeluk door elementen heen wordt gesneden die alleen gemarkeerd moeten worden.
Veelvoorkomende ontwerpfouten om te vermijden
Zelfs ervaren ontwerpers maken fouten die productieproblemen veroorzaken. Controleer uw bestanden voordat u ze indient bij een leverancier van lasersnijdiensten op deze veelvoorkomende valkuilen:
- Overlappende of dubbele lijnen: Wanneer paden bovenop elkaar liggen, kan de laser op dezelfde locatie meerdere keren snijden — wat leidt tot oververbranding, materiaalschade of onnodige verwerkingstijd. Volgens Fabberz moet u de functie "Samenvoegen" in Illustrator, "SelDup" in Rhino 3D of "Overkill" in AutoCAD gebruiken om duplicaten te verwijderen.
- Kerfcompensatie negeren: De laserstraal verdampt materiaal tijdens het snijden, waarbij een dunne strook wordt verwijderd die bekendstaat als de kerf. Volgens xTool beïnvloedt de kerf de nauwkeurigheid van de uiteindelijke afmetingen. Pas voor precisiepassingen uw ontwerpafmetingen aan om rekening te houden met materiaalverwijdering—meestal tussen 0,1 mm en 0,3 mm, afhankelijk van het materiaal en de laserinstellingen.
- Te kleine onderdelen om te snijden: Minimale lijnbreedtes zijn afhankelijk van de precisie van de laser en de eigenschappen van het materiaal. Volgens xTool kan een lijndikte van 0,2 pt aangeven dat er gesneden moet worden, terwijl dikker lijnen graveerwerk suggereren. Raadpleeg uw dienstverlener over minimale onderdeelafmetingen voor uw specifieke materiaal.
- Onjuiste lijndiktes: Verschillende lijndiktes geven de machine aan of er gesneden, gegraveerd of geprikt moet worden. Het gebruik van verkeerde diktes leidt tot verwarring in de snijsoftware en onverwachte resultaten.
- Actieve tekstvakken: Laser snijmachines kunnen tekst mogelijk niet direct verwerken. Volgens xTOOL zet tekst om naar vormen of contouren voordat u deze indient. In Adobe Illustrator selecteert u de tekst en gebruikt u Tekst → Contour maken (Shift + Cmd/Ctrl + O).
- Afbeelding te dicht bij de randen: Volgens Fabberz moet er een rand van 0,25 inch rond de afbeelding worden vrijgehouden als snijmarge. Onderdelen die precies op de uiterste rand van het materiaal staan, worden mogelijk niet goed doorgesneden.
- Onvoldoende tussenruimte tussen onderdelen: Houd overal minimaal 0,125 inch tussen alle objecten vrij om verspilling van materiaal te beperken en warmteopbouw tussen aangrenzende sneden te voorkomen.
Uw bestanden voorbereiden voor succes
Klaar om uw bestanden voor te bereiden? Of u nu een professionele ontwerper bent of iemand die voor het eerst op zoek is naar laser snijden voor een project, deze praktische stappen zijn universeel toepasbaar.
Kies uw ontwerpsoftware: Uw keuze hangt af van de complexiteit van het project en uw budget:
- Professionele opties: Adobe Illustrator en CorelDRAW zijn uitstekend geschikt voor het maken van schaalbare vectorafbeeldingen. AutoCAD is geschikt voor technische tekeningen en CAD-formaatuitvoer. Rhinoceros 3D is geschikt voor complexe industriële en architecturale projecten.
- Toegankelijke Alternatieven: Inkscape biedt krachtige vectormogelijkheden zonder kosten — perfect voor beginners of makers die budgetbewust zijn. Volgens xTool stelt software zoals xTool Creative Space je in staat eenvoudige grafische ontwerpen direct aan te maken voordat je gaat snijden.
- Vereenvoudigde Tools: Canva en vergelijkbare platforms kunnen vectorbestanden exporteren voor eenvoudige ontwerpen, maar beschikken niet over de geavanceerde padbewerkingsfuncties die professionele software biedt.
Controlelijst voor indiening: Voordat u uw bestanden naar een lasersnijdienst of externe leverancier verzendt, controleer dan de volgende zaken:
- Bestand opgeslagen in een geaccepteerd formaat (.AI, .SVG, .DXF, .PDF of .3DM)
- Alle tekst omgezet naar contouren
- Geen overlappende of dubbele paden
- Snij-, score- en graveergebieden correct met kleuren gecodeerd
- Juiste eenheden gespecificeerd (inches of millimeters)
- Documentformaat komt overeen met de bedoelde materiafafmetingen
- Verborgen lagen, knipmaskers en onnodige elementen verwijderd
- RGB-kleurmodus geselecteerd (niet CMYK)
- Onderdelen efficiënt genest met passende tussenruimte
Tijd besteden aan het correct voorbereiden van bestanden voorkomt kostbare herzieningen en productievertragingen. Uw dienstverlener kan hulp bieden bij het voorbereiden van bestanden — het is de moeite waard om hiernaar te vragen als u onzeker bent over bepaalde eisen.
Nu u bestanden in het juiste formaat klaar heeft, vraagt u zich wellicht af hoe lasersnijden zich verhoudt tot andere fabricagemethoden. Het begrijpen van deze verschillen helpt u bij het kiezen van het juiste proces voor de specifieke eisen van elk project.
Lasersnijden versus andere snijmethoden
Uw ontwerpbestanden zijn klaar, uw materiaal is geselecteerd — maar is lasersnijden echt de beste methode voor uw project? Soms is het antwoord ja. Andere keren leveren alternatieve methoden betere resultaten op voor uw specifieke eisen. Inzicht in het verschil tussen lasersnijden en andere vervaardigingstechnologieën helpt u om slimme beslissingen te nemen en effectiever te communiceren met productiepartners.
Elke snijmethode presteert goed in bepaalde situaties, maar heeft moeite in andere. Wanneer u metalen onderdelen met ingewikkelde details moet snijden, zijn lasers meestal superieur. Maar hoe zit het dan met dikke aluminium platen of warmtegevoelige composieten? Dan wordt het belangrijk om uw opties te begrijpen.
Laser versus waterstraal voor dikke materialen
Stel dat u een stalen plaat van twee inch dik met absolute precisie moet doorsnijden. Kan een laser dat aan? Technisch gezien kunnen krachtige systemen dikke metalen doorsnijden — maar is het de beste keuze?
Waterstraalsnijden maakt gebruik van water onder zeer hoge druk, vermengd met schurende deeltjes (meestal granaat), om materiaal langs een geprogrammeerd pad weg te eroderen. Volgens Xometry kan waterstraalsnijden materialen doorsnijden tot een dikte van 250-300 mm, terwijl lasers meestal maximaal rond de 30-40 mm uitkomen, zelfs met uiterst krachtige apparatuur.
Hier wordt het verschil kritiek: warmte. Het snijden van staal met een laser genereert aanzienlijke thermische energie die het omliggende materiaal beïnvloedt. Waterstraalsnijden veroorzaakt helemaal geen warmtebeïnvloede zone. Voor luchtvaartonderdelen, medische instrumenten of elke toepassing waarbij de materiaaleigenschappen volledig ongewijzigd moeten blijven, is dit van enorm belang.
Wanneer waterstralen wint:
- Snijden van dikke metalen buiten de capaciteit van lasers
- Verwerken van warmtegevoelige materialen zoals bepaalde legeringen en composieten
- Werken met reflecterende metalen die vezellasers uitdagen
- Toepassingen die nul thermische vervorming vereisen
- Snijden van keramiek, glas of steen
Wanneer laser wint:
- Verwerken van dunne tot middeldikke materialen met hoge snelheid
- Intricale ontwerpen die nauwe toleranties vereisen
- Productie in grote oplagen waarbij snelheid invloed heeft op de kosten
- Projecten waarbij de kwaliteit van de randafwerking van groot belang is
Volgens Xometry bereiken lasersnijmachines minimale snijbreedtes van 0,15 mm vergeleken met 0,5 mm bij waterstraalsnijden — een aanzienlijk precisievóórdel voor gedetailleerd werk. Ook de snelheid verschilt sterk: lasers snijden met 20-70 inch per minuut tegenover 1-20 inch per minuut bij waterstraal voor vergelijkbare materialen.
Kostenoverwegingen veranderen afhankelijk van de materiaaldikte. Xometry merkt op dat lasersnijden het goedkoopst is voor dunne onderdelen, terwijl waterstraalsnijden kosteneffectiever wordt bij dikker materiaal waar de lasersnelheden sterk dalen.
Wanneer CNC-frezen een betere keuze is
CNC-frezen hanteert een fundamenteel andere aanpak — het gebruik van een roterend snijgereedschap in plaats van thermische energie of abrasieve erosie. Denk hierbij aan een uiterst precieze, computerbestuurde freesmachine die uw ontwerppaden met industriële nauwkeurigheid volgt.
Waarom kiezen voor frezen in plaats van een metaalsnijmachines met laser? Voor bepaalde materialen is het antwoord de kwaliteit van de snijkant en de materiaalverenigbaarheid.
Volgens SendCutSend , CNC-frezen handhaaft toleranties van +/- 0,005" terwijl het een betere oppervlakteafwerking geeft op veel composieten, kunststoffen en houtsoorten. Het proces is niet afhankelijk van thermische energie, waardoor warmtebeïnvloede zones volledig worden geëlimineerd.
Voordelen van CNC-frezen:
- Superieure randafwerking op kunststoffen zoals ABS en HDPE
- Geen thermische spanning of warmtebeïnvloede zones
- Uitstekend geschikt voor houttoepassingen die schone, ongeblakerde randen vereisen
- Mogelijkheid tot 3D-profileren en sneden met gedepte diepte
- Compatibel met tapgaten en verzonken gaten
Beperkingen van CNC-frezen:
- Inwendige hoeken kunnen niet scherper zijn dan de diameter van de frees (meestal minimaal 0,125" straal)
- Bevestigingsclips die nodig zijn om onderdelen vast te houden tijdens het snijden, kunnen kleine sporen achterlaten
- Niet ideaal voor sterk geperforeerde patronen (risico op verplaatsing van onderdelen tijdens het snijden)
- Trager dan lasersnijden voor de meeste metalen toepassingen
Voor projecten zoals maatwerkbehuizingen van HDPE, decoratieve houten panelen zonder brandsporen of onderdelen die schroefdraadgaten vereisen, presteert CNC-frezen vaak beter dan lasersnijden, ondanks de langzamere snelheid.
Ponspersoperaties
Ponsperstechnologie is ouder dan lasers en blijft relevant voor specifieke toepassingen met hoge volumes. Het proces gebruikt geharde malen om vormen door plaatmateriaal te ponsen — vergelijkbaar met een zware holepunch, opgevoerd voor industriële productie.
Wanneer ponspersen uitblinkt:
- Extreem hoge productievolume van identieke onderdelen
- Standaard gatenpatronen en eenvoudige geometrieën
- Toepassingen waarbij de initiële gereedschapskosten worden gecompenseerd door het volume
- Dikke materialen die lasersnijden aanzienlijk zouden vertragen
Ponspersbeperkingen:
- Vereist speciaal gereedschap voor niet-standaard vormen
- Kan niet echt ingewikkelde ontwerpen produceren
- Slijtage van gereedschap beïnvloedt de consistentie over tijd
- Niet rendabel voor prototypen of kleine oplagen
Voor een kleine serie op maat gemaakte beugels is lasersnijden goedkoper en sneller dan ponsen. Voor 100.000 identieke montageplaten met standaard gatpatronen kan ponsen aanzienlijke kostenbesparingen opleveren.
Beslissingskader voor uw project
Hoe kiest u? Houd rekening met deze vijf factoren bij het beoordelen van snijmethoden voor uw volgende project:
| Factor | Laser snijden | Waterjet Snijden | Cnc routen | Punch pers |
|---|---|---|---|---|
| Precisietolerantie | ±0,005" (uitstekend) | ±0,009" (goed) | ±0,005" (uitstekend) | ±0,010" (matig) |
| Materiaaldikte | Tot ongeveer 40 mm metalen | Tot 300 mm | Varieert per materiaal | Doorgaans <12 mm |
| Kwaliteit van de snede | Uitstekend (glad, kan striaties vertonen bij dikke materialen) | Zeer goed (geen slak of bramen) | Uitstekend (schone mechanische snede) | Goed (kan ontborring vereisen) |
| Warmtebeïnvloede zone | Minimaal (neemt toe met dikte) | Geen | Geen | Geen |
| Kostenefficiëntie (lage hoeveelheid) | Uitstekend | Matig | Goed | Slecht (gereedschapskosten) |
| Kostenefficiëntie (hoge volumes) | Goed | Matig | Matig | Uitstekend |
| Intricatie detailmogelijkheid | Uitstekend | Goed | Beperkt (hoekafwerking vereist) | Beperkt (afhankelijk van gereedschap) |
| Snelheid | 20-70 IPM | 1-20 IPM | Matig | Zeer snel per stuk |
Snelle keuzegids:
- Kies voor lasersnijden wanneer u ingewikkelde details, dunne-tot-middelmatige materialen, snelle doorlooptijd en kosteneffectieve lage-tot-middelmatige volumes nodig hebt.
- Kies waterstraal bij het snijden van dikke materialen, het bewerken van warmtegevoelige legeringen of het werken met composieten zoals koolstofvezel en G10.
- Kies CNC-frezen als de kwaliteit van de rand bij kunststoffen en hout belangrijk is, als u schroefdraadprofielen nodig hebt, of als de ontwerpen toch afgeronde binnenhoeken vereisen.
- Kies ponsen bij het produceren van zeer grote aantallen onderdelen met eenvoudige, herhaalbare geometrieën.
Veel projecten profiteren van een combinatie van methoden. Een complexe assemblage kan laserknipsel gebruiken voor ingewikkelde metalen beugels, CNC-frezen voor kunststof behuizingen en waterstraal voor dikke aluminium basisplaten — elke procesmethode voert uit waarin het het beste is.
Volgens SendCutSend selecteren professionele fabricagepartners vaak automatisch de ideale methode voor elk materiaal, zodat onderdelen worden vervaardigd met het beste proces tegen de meest betaalbare prijs. Dit betekent dat uw keuze van materiaal al vanaf het begin moet worden meegenomen in de ontwerpbeslissingen.
Door deze afwegingen te begrijpen, kunt u geïnformeerde gesprekken voeren met dienstverleners. Maar zodra u uw proces heeft geselecteerd, wat mag u dan verwachten te betalen? Laten we de factoren onderzoeken die invloed hebben op de kosten van lasersnijden en hoe u de offertes die u ontvangt moet interpreteren.
Kosten van lasersnijden en prijsbepalende factoren begrijpen
U hebt snijmethoden vergeleken, uw bestanden voorbereid en uw materiaal geselecteerd. Nu komt de vraag die iedereen stelt: wat gaat dit kosten? Als u ooit op zoek bent geweest naar een lasersnijder in de hoop duidelijke prijzen te vinden, dan weet u waarschijnlijk dat offertes sterk kunnen variëren — en zelden direct op websites worden vermeld.
Hier is de realiteit: de kosten van lasersnijden zijn niet willekeurig. Ze volgen een logische formule gebaseerd op meetbare factoren. Begrijpen wat uw offerte voor lasersnijden bepaalt, verandert u van een passieve koper in een goed geïnformeerde klant die ontwerpen kan optimaliseren, kosten kan anticiperen en voorstellen op een intelligente manier kan beoordelen.
Wat bepaalt uw offerte
Wanneer u een offerte aanvraagt voor lasersnijden, berekenen leveranciers de kosten aan de hand van een consistente methode—zelfs als de uiteindelijke bedragen tussen bedrijven verschillen. Volgens Fortune Laser , ziet de fundamentele prijsformule er als volgt uit:
Eindprijs = (Materiaalkosten + Variabele kosten + Vaste kosten) × (1 + Winstmarge)
Wat betekent dit in de praktijk voor uw project? Laten we de belangrijkste variabelen bekijken die de kosten voor lasersnijden bepalen:
- Materiaalsoort en kosten: Verschillende materialen hebben verschillende basiskosten. MDF is goedkoop, terwijl titanium van lucht- en ruimtevaartkwaliteit aanzienlijk duurder is. Uw keuze van materiaal vormt de basis van uw offerte, nog voordat het snijden begint.
- Materiaaldikte: Deze factor verrast vaak kopers die voor het eerst lasersnijden gebruiken. Volgens Komacut vereisen dikkere materialen meer energie en langzamere snijsnelheden om schone sneden te realiseren. Verdubbeling van de dikte kan de snijtijd (en kosten) meer dan verdubbelen, omdat de laser veel langzamer moet bewegen om schoon door te snijden.
- Totale snijlengte: De laser berekent voornamelijk machine-uren, niet het materiaaloppervlak. Een ontwerp met ingewikkelde patronen op een klein blad kan duurder zijn dan een eenvoudige vorm op een groter blad, omdat de straal een langere weg aflegt.
- Snijcomplexiteit: Ontwerpen met strakke bochten, scherpe hoeken en gedetailleerde geometrie dwingen de machine om bij elke richtingsverandering te vertragen. Volgens Fortune Laser leiden complexe geometrieën tot een langere totale snijtijd, wat de kosten direct verhoogt.
- Aantal perforaties: Telkens wanneer de laser een nieuwe snede start, moet deze eerst door het materiaal heen boren. Een ontwerp met 100 kleine gaten is duurder dan één groot uitgesneden gedeelte vanwege de cumulatieve bortijd—zelfs als de totale snijlengte vergelijkbaar is.
- Bestelhoeveelheid: Bij hogere volumes worden vaste kosten verdeeld over meer onderdelen, waardoor de prijs per stuk daalt. Meer hierover hieronder.
- Doorlooptijd: Spoedbestellingen brengen doorgaans extra kosten met zich mee. Standaardlevertijden stellen bedrijven in staat om opdrachten efficiënt te bundelen, terwijl versnelde verzoeken aanpassingen in de planning vereisen.
- Nabewerkingsvereisten: Secundaire bewerkingen zoals afschuinen, buigen, draad taps maken of poedercoaten voegen arbeidskosten, machine- en materiaalkosten toe — elk afzonderlijk geprijsd.
Volgens Fortune Laser variëren de uurtarieven van machines meestal tussen de 60 en 120 dollar, afhankelijk van het vermogen en de capaciteit van het lasersysteem. Variabele kosten — de tijd die uw specifieke opdracht vereist — vormen vaak het grootste deel van uw definitieve offerte.
Hoeveelheidsprijsstelling en schaalvoordelen
Hier verandert de hoeveelheid aanzienlijk de kosten per onderdeel. Wanneer u één prototype bestelt, vormen de vaste instelkosten een aanzienlijk percentage van uw totaalbedrag. Bestel duizend identieke onderdelen, en dezelfde instelkosten worden verdeeld over elke eenheid.
Wat zijn deze vaste kosten? Volgens Fathom Manufacturing dekken instelkosten de tijd van de operator voor het laden van materiaal, het kalibreren van de machine en het voorbereiden van ontwerpbestanden. De meeste lasersnijdiensten landelijk bereik heffen instelkosten of hanteren minimale bestelwaarden om ervoor te zorgen dat kleine opdrachten economisch levensvatbaar blijven.
De rekensom werkt in uw voordeel naarmate de hoeveelheden toenemen:
- Prototypehoeveelheden (1-10 onderdelen): Voorbereidingskosten vormen een groot percentage van uw offerte. De prijs per onderdeel lijkt hoog omdat vaste kosten over weinig eenheden worden verdeeld.
- Kleine productieloopjes (50-500 onderdelen): De voorbereiding wordt relatief kleiner. Kortingen op materialen kunnen van toepassing zijn, en efficiënte nesting vermindert verspilling.
- Grootvolume productie (1.000+ onderdelen): Volgens Fortune Laser kunnen kortingen voor groothandelsorders oplopen tot wel 70%. Doorlopende productieruns minimaliseren de stilstandtijd van machines tussen onderdelen.
De nestingefficiëntie verbetert ook met de hoeveelheid. Bij het snijden van meerdere identieke onderdelen worden deze dicht bij elkaar geplaatst op materiaalplaten om verspilling te minimaliseren. Betere nesting verlaagt direct uw materiaalkosten.
Verborgen kosten om rekening mee te houden
Naast de voor de hand liggende posten kunnen diverse factoren onverwacht uw eindfactuur opdrijven. Deze anticiperen helpt u om nauwkeurig te begroten en verrassingen te voorkomen:
- Bestandsvoorbereidingskosten: Als uw ontwerpbestanden fouten bevatten — dubbele lijnen, open contouren, verkeerde opmaak — moeten technici deze corrigeren voordat de productie kan beginnen. Volgens Fortune Laser leidt dit schoonmaken van bestanden vaak tot extra kosten. Het indienen van schone, correct opgemaakte bestanden elimineert deze kosten volledig.
- Minimale bestelwaarden: Veel leveranciers hanteren minimale kosten, ongeacht hoe eenvoudig uw opdracht lijkt. Een enkele kleine beugel kan evenveel kosten als tien, omdat de insteltijd gelijk blijft.
- Materiaalafval: Uw offerte omvat materiaal dat afval wordt — de ruimtes tussen geneste onderdelen en onbruikbare restanten. Efficiënte ontwerpen minimaliseren dit afvalonderdeel.
- Tolerantietoeslagen: Volgens Fortune Laser dwingt het specificeren van nauwkeurigere toleranties dan functioneel nodig is, tot langzamere, gecontroleerdere snelsneden. Vraag alleen de precisie die u daadwerkelijk nodig heeft.
- Kosten voor speciaal materiaal: Materialen die niet op voorraad zijn, kunnen speciale bestellingen vereisen met bijbehorende kosten en langere levertijden. Kiezen uit opties die wel op voorraad zijn, bespaart vaak geld en tijd.
- Verzending en handling: Afhankelijk van de afmeting, het gewicht en de leveringsvereisten van het onderdeel kan verzending aanzienlijke kosten met zich meebrengen, vooral bij spoedlevering.
De waarde van snelle offertesystemen
Hoe krijgt u eigenlijk prijsinformatie? Er bestaan twee hoofdmodellen, elk met duidelijke voordelen.
Online lasersnijplatforms: Deze diensten stellen u in staat CAD-bestanden te uploaden en ontvangen binnen seconden automatische offertes. Volgens Fortune Laser bieden online platforms ongeëvenaarde snelheid en gemak—ideaal voor rapid prototyping en ingenieurs die directe budgetfeedback nodig hebben. De keerzijde? Geautomatiseerde systemen merken dure ontwerpfouten niet op, en deskundig ontwerpadvies kost doorgaans extra.
Traditionele offerteaanvragen: Ervaren technici bekijken uw bestanden en verstrekken handmatige offertes. Deze aanpak biedt toegang tot gratis ontwerpvoor feedback (DFM), wat de kosten aanzienlijk kan verlagen. Ervaren taxateurs zien fouten, stellen efficiënte alternatieven voor en houden rekening met speciale eisen. Het nadeel is de snelheid — offertes kunnen uren of dagen duren in plaats van seconden.
Voor het vergelijken van diensten tonen sommige online platforms transparante prijsstructuren. Hoewel de exacte snijprijs en concurrentietarieven variëren op basis van uw specifieke eisen, geeft de mogelijkheid om prijswijzigingen in real-time te zien terwijl u ontwerpen aanpast waardevolle inzichten voor budgettering. Door de materiaaldikte aan te passen, de geometrie te vereenvoudigen of de hoeveelheden te verhogen, ziet u direct de kostenimpact.
Optimaliseer uw ontwerp voordat u offertes aanvraagt, door gebruik te maken van wat u hebt geleerd over kostenfactoren. Vereenvoudig complexe curves waar mogelijk. Kies het dunste materiaal dat voldoet aan functionele eisen. Consolideer bestellingen om volumekortingen te benutten. Maak uw bestanden grondig schoon om voorbereidingskosten te voorkomen.
Inzicht in prijsbepalende factoren stelt u in staat om productieve gesprekken te voeren met dienstverleners. Maar alleen weten wat de kosten zijn, lost slechts een deel van de vergelijking op—u moet ook beoordelen of een leverancier daadwerkelijk kwaliteitsvolle onderdelen op tijd kan leveren. Laten we onderzoeken hoe u de juiste laserzaagserviceprovider kiest voor uw specifieke behoeften.
De juiste laserzaagserviceprovider kiezen
U begrijpt de technologie, kent uw materialen en heeft de ontwerpbestanden goed voorbereid. Nu komt een beslissing die direct beïnvloedt of uw project slaagt of struikelt: het kiezen van de juiste dienstverlener. Niet alle lasersnijdiensten leveren gelijke resultaten op, en het goedkoopste aanbod vertegenwoordigt zelden de beste waarde.
Of u nu op zoek bent naar een lasersnijdienst of externe leveranciers evalueert voor precisie metaal lasersnijdiensten, het evaluatieproces volgt dezelfde fundamentele principes. Laten we stap voor stap bekijken waar u precies op moet letten — en welke waarschuwingssignalen suggereren dat u beter kunt blijven zoeken.
Beoordeling van de mogelijkheden van dienstverleners
Denk aan het kiezen van een metaal laser snijdienst zoals het inhuren van iemand voor een cruciale functie. Je hebt meer nodig dan alleen basiskwalificaties — je hebt de juiste match nodig voor jouw specifieke eisen. Volgens California Steel Services is de eerste stap ervoor zorgen dat de leverancier kan werken met het gewenste materiaal, aangezien verschillende diensten gespecialiseerd zijn in het snijden van diverse materialen, variërend van metalen en kunststoffen tot hout en glas.
Evalueer potentiële leveranciers aan deze essentiële criteria voordat u offertes aanvraagt:
- Materiaalaanbod: Heeft de leverancier uw vereiste materialen op voorraad? Kan hij speciale legeringen indien nodig leveren? Leveranciers met een gevarieerd assortiment verlagen doorlooptijden en voorkomen problemen bij het verkrijgen van materialen aan uw kant.
- Technologische mogelijkheden: Welke lasersystemen gebruiken zij? Volgens California Steel Services , kunnen vezellasers in het bereik van 6-12 kW een nauwkeurigheid van +/- 0,0005 inch behalen. Controleer of hun apparatuur voldoet aan uw precisie-eisen en geschikt is voor de benodigde materiaaldikte.
- Doorlooptijden: Hoe snel kunnen zij uw project voltooien? De tijdslijn van uw project is van cruciaal belang, dus houd rekening met de doorlooptijd die wordt geboden en vraag naar de productiecapaciteit. Houd er rekening mee dat een snellere doorlooptijd mogelijk tegen een hogere prijs komt.
- Ontwerpondersteuning en DFM-ondersteuning: Sommige diensten bieden ontwerpondersteuning die onmisbaar kan zijn als u hulp nodig heeft bij het verfijnen van het ontwerp van uw project. Aanbieders die feedback geven op het ontwerp voor fabricage kunnen kostenbesparende kansen identificeren voordat de productie begint.
- Offertesnelheid: Hoe snel reageren zij op aanvragen? Een leverancier die dagen nodig heeft om offertes te verstrekken, kan ook problemen ondervinden met productietijdschema's. Snelle communicatie duidt vaak op operationele efficiëntie.
- Schaalbaarheid: Overweeg of de service de omvang van uw project nu en in de toekomst kan ondersteunen. Het kiezen van een leverancier met capaciteit om mee te groeien met uw behoeften, bespaart later de moeite van overstappen.
- Aanvullende diensten: Sommige leveranciers bieden secundaire bewerkingen aan zoals buigen, lassen, poedercoaten en assemblage. Volgens California Steel Services bespaart het kiezen van een dienstverlener die alle aspecten van uw project afhandelt, tijd, vereenvoudigt de communicatie en zorgt voor consistentie.
Achterwege niet de reputatie en ervaring. Volgens California Steel Services zijn de reputatie en ervaring van een bedrijf essentiële indicatoren van betrouwbaarheid en expertise. Vraag om referenties, bekijk klantgetuigenissen en bestudeer voorbeelden van uitgevoerd werk voordat u een keuze maakt voor een leverancier.
Kwaliteitscertificeringen die ertoe doen
Certificeringen vertellen u meer dan ooit marketingclaims kunnen. Ze staan voor onafhankelijke verificatie dat een leverancier consistente kwaliteitsnormen handhaaft — en ze zijn uitermate belangrijk voor bepaalde toepassingen.
Voor automotive- en precisie-metaaltoepassingen, IATF 16949-certificering vertegenwoordigt de goudstandaard. Volgens Xometry is IATF 16949 een kwaliteitsmanagementsysteem dat is opgebouwd voor elk bedrijf dat betrokken is bij de productie van auto-onderdelen. Hoewel het niet wettelijk verplicht is, willen leveranciers en klanten vaak niet samenwerken met fabrikanten die deze certificering missen.
Wat garandeert de IATF 16949-certificering eigenlijk? Volgens Xometry betekent certificering dat de organisatie heeft voldaan aan eisen die haar vermogen en inzet aantonen om gebreken in producten te beperken, wat ook verspilling en verloren werkzaamheden vermindert. De norm bestrijkt onderwerpen die consistentie, veiligheid en kwaliteit in auto-onderdelen waarborgen.
Zoek naast automobiel-specifieke certificeringen ook naar:
- ISO 9001: De fundamentele standaard voor kwaliteitsmanagementsystemen waarop IATF 16949 is gebaseerd. Geeft gedocumenteerde processen en consistente kwaliteitscontrole aan.
- AS9100: Vereist voor lucht- en ruimtevaarttoepassingen waarbij toleranties voor falen praktisch nul zijn.
- ITAR-registratie: Noodzakelijk als uw project betrekking heeft op defensiegerelateerde onderdelen of gecontroleerde technologieën.
- Branchespecifieke certificeringen: De fabricage van medische hulpmiddelen, voedingsmiddelenverwerkingsapparatuur en andere gereguleerde industrieën hebben hun eigen certificatie-eisen.
Volgens California Steel Services moet u zoeken naar een bedrijf dat strikte kwaliteitscontrolemaatregelen volgt en in bezit is van relevante certificaten—dit zorgt ervoor dat uw project voldoet aan de industriestandaarden. Voor CNC-lasersnijdiensten die veeleisende industrieën bedienen, zijn certificeringen geen optie; het zijn essentiële kwalificaties.
Van prototype tot productiepartner
Hier levert strategisch denken rendement op: de leverancier die u kiest voor de ontwikkeling van prototypes wordt idealiter uw productiepartner. Het wisselen van fabrikant tussen ontwikkeling en seriesproductie brengt risico's, vertragingen en inconsistenties met zich mee.
Volgens S&W Metal Products , echt effectieve metaalbewerkingsdiensten gaan veel verder dan alleen de daadwerkelijke productie van producten. Het combineren van productiecapaciteiten met ontwerpdeskundigheid is cruciaal om producten te optimaliseren en kosten onder controle te houden.
Wat maakt een geïntegreerde productiepartner waardevol? Denk aan het volledige productieproces:
- Engineering- en ontwerpondersteuning: Geïntegreerde partners geven technische feedback over het optimaliseren van ontwerpen voor fabricage, waardoor kosten soms worden verlaagd door onderdeelconsolidatie, dimensionale wijzigingen of het identificeren van mogelijke passingsproblemen vóór de productie.
- Snel prototypen: Snelle oplevering van prototypen stelt u in staat om ontwerpen te valideren voordat u investeert in productiegereedschappen. Leveranciers zoals Shaoyi (Ningbo) Metal Technology bieden 5-daagse snelle prototyping voor auto-onderdelen — wat de ontwikkelcyclus aanzienlijk versnelt.
- Precisie lasersnijservices die naadloos overgaan van prototypehoeveelheden naar massaproductie zonder kwaliteitsverschil.
- Integratie van nabewerking: Leveranciers die coating, oppervlaktebehandeling, onderdeelmarkering, gravering en op maat gemaakte etikettering aanbieden, leveren volledig afgewerkte producten — waardoor de nood om externe dienstverleners in te schakelen wordt vermeden.
- Assembleermogelijkheden: Voor complexe producten stroomlijnen geïntegreerde assemblageopties, inclusief het inbrengen van hardware en onderdeelkitting, uw toeleveringsketen. Deze oplossingen op basis van een sleutelklaarprincipe combineren handig alle gerelateerde componenten.
Voor buislasersnijdiensten en gespecialiseerde toepassingen wordt het vinden van leveranciers met specifieke apparatuurconfiguraties bijzonder belangrijk. Niet elke werkplaats beschikt over buissnijsystemen, dus controleer van tevoren de mogelijkheden als uw project buisvormige onderdelen vereist.
Wanneer uw project betrekking heeft op autostansen, chassisonderdelen of precisie-assemblages die IATF 16949-gecertificeerde kwaliteit vereisen, dan combineren fabrikanten zoals Shaoyi (Ningbo) Metal Technology lasersnijmogelijkheden met uitgebreide metaalbewerkingsdiensten. Hun snelle offerteslag van 12 uur demonstreert de responsieve communicatie die betrouwbare partners onderscheidt van transactioneel georiënteerde leveranciers.
Waarom is geïntegreerde capaciteit belangrijk? Denk aan een beugel die laserknipsel, buigen, tapping, poedercoaten en montage met gekocht hardwaremateriaal vereist. Werken met vijf verschillende leveranciers betekent vijf offertes, vijf planningen om te coördineren, vijf kwaliteitsnormen om te bewaken en vijf mogelijke foutpunten. Een geïntegreerde partner behandelt alles—waardoor uw administratieve last wordt verlaagd terwijl de consistentie behouden blijft.
Volgens California Steel Services heeft geografische locatie invloed op verzendkosten, doorlooptijden en communicatiegemak. Kies indien mogelijk een dienstverlener dicht bij uw bedrijf. Maar breng geen inperking van capaciteit in het voordeel van nabijheid—a distant leverancier met superieure technologie en certificeringen levert vaak betere resultaten op dan een lokale werkplaats die essentiële apparatuur mist.
De leveranciersrelatie die u nu aangaat, bepaalt of toekomstige projecten soepel verlopen of voortdurend ingrijpen vereisen. Investeer tijd in een grondige evaluatie van tevoren, en u verkrijgt een productiepartner die uw projecten kan ondersteunen van het eerste prototype tot massaproductie. Met de juiste partner gekozen, bent u klaar om het opmerkelijke scala aan toepassingen te ontdekken die lasersnijden mogelijk maakt in verschillende industrieën.

Toepassingen van lasersnijden in verschillende industrieën
U hebt uw leverancier geselecteerd, uw bestanden voorbereid en de technologie begrepen. Stel u nu voor wat mogelijk is. Dezelfde laserstraal die een fijne huwelijksuitnodiging snijdt, vervaardigt ook kritieke aerospacebeugels. Dat is de opmerkelijke veelzijdigheid van lasersnijtechnologie — een technologie die net zo goed thuishoort in de garage van een hobbyist als in de fabriek van een Fortune 500-bedrijf.
Waardoor is dit bereik mogelijk? Precisie maakt geen onderscheid op basis van projectgrootte. Of u nu maatwerk metaalsnijprojecten maakt voor een Etsy-winkel of duizenden industriële lasersnijcomponenten per maand produceert, het fundamentele proces levert consistente, reproduceerbare resultaten. Laten we onderzoeken hoe verschillende industrieën deze mogelijkheid benutten.
Creatieve en doe-het-zelftoepassingen
Voor hobbyisten, kunstenaars en eigenaren van kleine bedrijven verandert lasersnijden creatieve visies in tastbare producten. De instapbarrière is nog nooit zo laag geweest — upload een ontwerpbestand, kies uw materiaal en ontvang lasersnijdelen die klaar zijn voor montage of verkoop.
Populaire creatieve toepassingen zijn:
- Op maat gemaakte borden: Volgens ACCURL zorgt lasersnijden in de reclame- en wegbewegwijzeringsector voor borden, displays en promotiematerialen die zowel ingewikkeld als opvallend zijn. Naamborden voor families, bedrijfslogo's en decoratieve wandkunst profiteren van de precisie die alleen lasers kunnen bieden.
- Sieraden en accessoires: Intricately vervaardigde oorbellen, hangers en armbanden ontstaan uit dunne metalen en acryl met details die met de hand onmogelijk te realiseren zijn. Volgens xTool zijn gepersonaliseerde sieraden, waaronder gravures op halskettingen en geometrische acryloorbellen, bestsellers voor ondernemers met een laserapparaat.
- Home Decor: Houten wereldkaarten, decoratieve wandklokken en gepersonaliseerde fotolijsten veranderen ruimtes. Volgens xTool zijn aanpasbare, laseruitgesneden houten borden topverkopers op platforms zoals Etsy.
- Bruiloft en evenementartikelen: Welkomstborden, taarttoppers, tafelnummers en gastgeschenken met namen en data. De mogelijkheid om elk item aan te passen maakt lasersnijden ideaal voor unieke feestelijke gelegenheden.
- Speelgoed en spellen: Educatieve puzzels, 3D houten modellen en op maat gemaakte speelstukjes boeien zowel kinderen als volwassenen. Volgens xTool combineren gepersonaliseerde houten naamspuzzels plezier met leren, waardoor ze populaire artikelen zijn om te verkopen.
- Kunstinstallaties: Volgens ACCURL is lasersnijtechnologie uitgegroeid tot een transformatieve kracht in kunst en beeldhouwkunst, waardoor kunstenaars ingewikkelde stukken kunnen maken die eerder onhaalbaar waren met traditionele methoden.
Wat verbindt deze uiteenlopende toepassingen? Elk profiteert van het vermogen van lasersnijden om gedetailleerde, reproduceerbare resultaten te produceren zonder dure gereedschappen. Een producent die maandelijks 50 op maat gemaakte ornamenten verkoopt, kent dezelfde kosten per stuk als voor de eerste eenheid — geen mallen, stansen of instelkosten die zich ophopen.
Industriële en automobielcomponenten
Betreed een productiefaciliteit, en lasersnijden van metaal krijgt een geheel andere dimensie. Hier draait precisie niet om esthetiek — het draait om veiligheid, prestaties en betrouwbaarheid onder veeleisende omstandigheden.
Belangrijke industriële toepassingen zijn onder andere:
- Autodelen: Volgens Accurl , de auto-industrie is aangewezen op lasersnijden als essentiële tool voor het vervaardigen van ingewikkelde componenten en aanpassingen. Van carrosseriedelen en chassisbeugels tot interieurafwerkingen levert de technologie de precisie die elke millimeter vereist.
- Elektronische behuizingen: Lasersnijden speelt een cruciale rol in de elektronicaindustrie, met name bij miniaturisering waar een fractie van een millimeter een groot verschil kan maken. Behuizingen, koellichamen en montageplaten worden gerealiseerd met de nauwe toleranties die elektronica vereist.
- Lucht- en ruimtevaartcomponenten: De behoefte aan lichtgewicht, hoogwaardige materialen in de lucht- en ruimtevaart kan niet genoeg benadrukt worden, en het vermogen van lasersnijden om diverse materialen te verwerken terwijl strikte tolerantieniveaus worden gehandhaafd, maakt het uitermate geschikt voor deze sector.
- Medische apparatuur: De precisie van lasersnijden in de productie van medische hulpmiddelen zorgt ervoor dat instrumenten en implantaten voldoen aan de hoogste eisen op het gebied van veiligheid en doeltreffendheid. Chirurgische instrumenten en implantaten vereisen zowel biocompatibiliteit als dimensionele nauwkeurigheid.
- Machines en zware apparatuur: De veelzijdigheid van lasersnijden bij het verwerken van verschillende materiaaldiktes en -soorten is essentieel voor het creëren van componenten die voldoen aan uiteenlopende industriële behoeften.
- Prototypen en Onderzoek & Ontwikkeling: Lasersnijden is van onschatbare waarde voor prototypeontwikkeling en het fabriceren van experimentele onderdelen, waardoor snel en nauwkeurig componenten kunnen worden geproduceerd met ingewikkelde ontwerpen en strakke toleranties.
Hoe dient dezelfde technologie beide werelden? Het antwoord ligt in schaalbaarheid. Een op maat gemaakte metalen lasersnijopdracht voor 10 prototypebeugels gebruikt dezelfde processen als een productierun van 10.000 stuks — alleen de hoeveelheden verschillen. Deze naadloze overgang van ontwikkeling naar massaproductie elimineert de kostbare gereedschapswijzigingen die traditionele methoden vereisen.
Voor de auto-industrie in het bijzonder integreert lasersnijden zich in bredere metaalfabricageprocessen. Chassisonderdelen kunnen worden lasersneden, waarna ze doorgaan naar stansen, buigen, lassen en precisie-assemblage. Fabrikanten zoals Shaoyi (Ningbo) Metal Technology verduidelijken deze geïntegreerde aanpak, waarbij IATF 16949-gecertificeerde lasersnijcapaciteiten worden gecombineerd met uitgebreide metaalpons- en assemblagediensten. Hun snelle prototyping binnen 5 dagen versnelt de ontwikkeling, terwijl geautomatiseerde massaproductie volumebehoeften afhandelt—allemaal onder één kwaliteitssysteem.
Waarom is integratie belangrijk voor automotive toepassingen? Denk aan ophangingsbeugels die laser-gesneden platen, precisieponsen, oppervlaktebehandeling en bevestigingsmateriaal vereisen. Het coördineren van meerdere leveranciers leidt tot kwaliteitsverschillen, communicatievertragingen en verantwoordelijkheidsproblemen. Een geïntegreerde partner behoudt consistentie van prototype tot productie, en ondersteunt de volledige reis die uw componenten maken.
Architectonische en reclameoplossingen
Loop door een modern gebouw en u komt laser-gesneden elementen tegen—vaak zonder het te beseffen. Architectonische toepassingen laten zien hoe lasersnijden esthetiek en structurele eisen op elkaar kan afstemmen.
Architectonische en wegwijzertoepassingen omvatten:
- Decoratieve panelen en schermen: Lasersnijden in de bouw heeft een nieuw niveau van creativiteit en precisie gebracht, waarbij nauwkeurige sneden worden gerealiseerd voor zowel decoratieve elementen als structurele onderdelen. Ingewikkelde patronen veranderen functionele scheidingswanden in designelementen.
- Gevelonderdelen: Buitenschil met complexe perforaties regelt licht, ventilatie en visuele aantrekkelijkheid. Wat eruitziet als artistieke expressie dient vaak praktische doeleinden.
- Interieurafwerking: In meubels en interieurontwerp maakt lasersnijden gedetailleerde houten onderdelen, metalen bevestigingen en decoratieve elementen mogelijk met ongeëvenaarde precisie en ingewikkeldheid.
- Commerciële borden: Ruimtelijke letters, verlichte displays en navigatiesystemen profiteren van scherpe randen en consistente kwaliteit over verschillende installaties heen. Lasersnijden verbetert de zichtbaarheid van het merk en biedt tegelijkertijd meer creatieve vrijheid in het ontwerp.
- Aangepaste verlichting: Lasergesneden hanglampen met geometrische ontwerpen creëren indrukwekkende schaduwpatronen — functionele kunst die verlicht en decoreert.
- Leuningen en balustrades: Veiligheidsafschermingen worden designelementen wanneer geperforeerde laserontwerpen massieve panelen vervangen.
De bouwsector profiteert in het bijzonder van de mogelijkheid van lasersnijden om dikke stalen platen te bewerken, terwijl nauwkeurige sneden worden behouden die nodig zijn voor constructiedoeleinden. Of het nu roestvrij staal betreft voor structurele ondersteuning of decoratieve elementen, lasersnijden biedt een combinatie van sterkte en esthetische uitstraling die zeer gewild is in moderne architectuur.
Wat verenigt al deze toepassingen — van gepersonaliseerde geschenken tot architectonische installaties? De fundamentele mogelijkheid om digitale ontwerpen op consistente wijze met precisie om te zetten in fysieke realiteit. Zowel een maker die op maat gemaakte geschenken produceert als een fabrikant van precisiechassiscomponenten gebruiken dezelfde kerntechnologie, aangepast aan hun schaal en eisen.
Naarmate lasertechnologie zich blijft ontwikkelen, zullen vooruitgang op het gebied van vermogen, efficiëntie en controle nieuwe mogelijkheden openen in materiaalverwerking en ontwerpcapaciteiten. De grenzen van wat mogelijk is, blijven zich uitbreiden — of u nu uw eerste project met laserknipsel verkent of hoogvolume productiestromen optimaliseert.
Van gepersonaliseerde creaties van de hobbyist tot precisieonderdelen van de fabrikant blijft lasersnijden wat het altijd is geweest: een toegangspoort tot innovatie en precisie in alles wat u maakt.
Veelgestelde vragen over lasersnijdiensten
1. Hoeveel kost een lasersnijdienst?
De kosten van lasersnijden zijn afhankelijk van het materiaaltype en de dikte, de totale snijlengte, de ontwerpmoeilijkheidsgraad, het aantal piercings, de bestelde hoeveelheid en de levertijd. Dikkere materialen vereisen langzamere snijsnelheden, wat de kosten verhoogt. Ingewikkelde ontwerpen met strakke bochten zijn duurder vanwege de langere machine-ijdsduur. Bestellingen in grotere volumes verlagen de prijs per stuk, omdat de vaste voorbereidingskosten worden gespreid over meer onderdelen. De meeste aanbieders bieden directe online offertes of een handmatige offerte binnen 12 uur voor nauwkeurige prijsstelling.
2. Wat is de beste lasersnijdienst voor doe-het-zelvers?
Hobbyisten profiteren van online lasersnijplatforms die geen minimale bestellingen vereisen, directe offertes bieden en diverse materiaalopties hebben, waaronder hout, acryl, leer en dunne metalen. Zoek naar diensten die standaard vectorformaten zoals SVG en DXF accepteren, met duidelijke ontwerprichtlijnen. CO2-lasers zijn uitstekend geschikt voor creatieve projecten met niet-metalen, terwijl vezellasers metaal sieraden en decoratieve onderdelen kunnen verwerken. Veel platformen bieden ontwerpondersteuning en leveren afgewerkte onderdelen binnen enkele dagen.
3. Welke materialen kunnen worden gesneden met een laser?
Vezellasers snijden metalen zoals koolstofstaal, roestvrij staal, aluminium, messing, koper en titanium. CO2-lasers verwerken niet-metalen zoals acryl, hout, multiplex, leer, papier, karton en natuurlijke stoffen. Vermijd PVC, polycarbonaat, ABS-kunststof, vinyl en schuimmaterialen omdat deze giftige dampen vrijmaken of apparatuur kunnen beschadigen. De materiaaldikte beïnvloedt de snijkwaliteit en -snelheid: dunne materialen worden snel gesneden met schone randen, terwijl dikker materiaal langzamere verwerking vereist.
4. Hoe bereid ik bestanden voor op lasersnijden?
Dien vectorbestanden in met formaten zoals DXF, AI, SVG of PDF die gesloten paden bevatten zonder overlappende lijnen. Zet tekst om naar contouren en gebruik de juiste kleurcodering — meestal rood voor snijlijnen, blauw voor scorelijnen en zwarte vullingen voor gravuren. Verwijder dubbele paden, houd een marge van 0,25 inch aan vanaf de randen en plaats onderdelen minstens 0,125 inch uit elkaar. Houd rekening met de kerf (0,1-0,3 mm materiaalverwijdering) wanneer nauwkeurige pasvorm belangrijk is. Schoongemaakte bestanden voorkomen voorbereidingskosten en productievertragingen.
5. Wat is het verschil tussen lasersnijden en waterjetsnijden?
Laser snijden biedt superieure precisie (±0,005 inch) en hogere snelheden (20-70 inch per minuut) voor dunne tot middeldikke materialen met uitstekende kantkwaliteit. Waterstraalsnijden verwerkt dikker materiaal tot 300 mm zonder warmtebeïnvloede zone, waardoor het ideaal is voor warmtegevoelige legeringen en composieten. Lasers zijn uitstekend geschikt voor ingewikkelde details en productie in grote volumes, terwijl waterstraal beter is voor dikker materiaal en materialen die thermische spanning niet kunnen verdragen. Kies op basis van materiaaldikte, warmtegevoeligheid en precisie-eisen.