 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

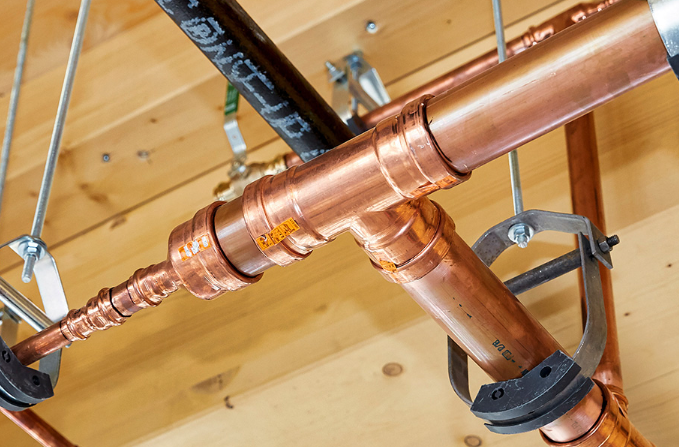
Hoe koperbuizen lassen: correct solderen en lekkages voorkomen
Stap 1: Kies de juiste koperen buisverbinding
Als u hebt gezocht naar hoe koperen buizen te lassen, probeert u waarschijnlijk leidingbuizen te verbinden, niet echt smeltlassen uit te voeren. In de meeste huishoudens is het juiste antwoord meestal hoe koperen buizen te solderen. Voor toepassingen bij hogere temperaturen is lassen met hardlak (brazing) mogelijk geschikter. Bij sommige reparaties is een koudmontageverbinding slimmer dan elk vuur.
- Kies voor solderen bij gangbare sanitairinstallaties, watertoevoerleidingen en koperen fittingen.
- Kies voor lassen met hardlak wanneer de verbinding meer hittebestendigheid en hogere sterkte vereist.
- Kies voor lassen alleen bij gespecialiseerde fabricage waarbij het koper zelf wordt gesmolten.
- Kies voor mechanische fittingen wanneer snelheid, natte omstandigheden of brandgevaar een brander uitsluiten.
Kunt u koperen buizen daadwerkelijk lassen?
Kunt u koper lassen? Ja, maar echt koperlassen komt zelden voor bij standaardbuizen en sanitaire aansluitingen zoals Ferguson uitlegt, verbindt solderen metalen met een vulmateriaal onder de 450 °C (840 °F), terwijl lassen met een vulmateriaal boven de 450 °C (840 °F) maar onder het smeltpunt van het basismetaal plaatsvindt, en lassen het basismetaal zelf smelt. Dat is een groot verschil. Omdat koper warmte zo snel geleidt, is koperlassen moeilijker te beheersen en wordt het meestal alleen toegepast bij fabricage of gespecialiseerde reparaties, niet bij alledaagse huishoudelijke verbindingen. Mensen die op zoek zijn naar informatie over hoe koper te lassen, richten zich vaak op het verkeerde proces.
De meeste werkzaamheden aan koperbuizen worden gesoldeerd, niet gelast.
Wanneer solderen de juiste keuze is
Als u zich afvraagt of u koper kunt solderen, dan is het antwoord meestal ja voor alledaags leidingwerk. Solderen is een praktische keuze voor watertoevoerleidingen en standaard koperfittingen waarbij minder warmte wordt gewenst. Het werkt ook goed bij capillaire verbindingen, waarbij het soldeer in de nauwe spleet tussen buis en fitting wordt aangetrokken. Voor veel lezers is dit de methode die ze eigenlijk bedoelen wanneer ze op zoek zijn naar informatie over hoe koperbuizen te solderen.
Wanneer lassen of andere fittingen meer zin geven
Als uw eigenlijke vraag is hoe u koper moet lassen, denk dan aan HVAC, koeling of andere toepassingen met hogere temperaturen. Lassen vereist meer warmte dan solderen en levert over het algemeen een sterkere verbinding op. Ook opties zonder warmte zijn belangrijk. Richtlijnen van PlumbHQ tonen waarom: compressiefittingen werken zonder warmte en kunnen worden geïnstalleerd onder natte omstandigheden, push-to-connect-fittingen kunnen snel worden geïnstalleerd maar moeten zorgvuldig worden gekozen op basis van de toepassing, en persfittingen leveren sterke verbindingen op, maar zijn meestal pas zinvol wanneer u al beschikt over een persgereedschap.
| Methode | Beste Gebruiksscenario | Temperatuurniveau | Relatieve sterkte | Relatieve kosten | Wettelijke eisen | Vaardigheid vereist |
|---|---|---|---|---|---|---|
| Loden | Sanitairesystemen, watertoevoerleidingen, koperen fittingen | Laag, onder 840 °F | Medium | Laag | Veelvoorkomend in de sanitaire techniek, maar controleer altijd de lokale voorschriften en goedgekeurde materialen | Matig |
| Brazing | HVAC, koeling, koperen leidingen voor toepassingen met hogere temperaturen | Hoog, boven 840 °F | Hoge | Medium | Vaak gebruikt waar de bedrijfsomstandigheden zwaarder zijn; controleer de vereisten | Matig tot hoog |
| Lassen | Fabricage, pijpfabricage, speciale koperreparatie | Zeer hoog, smelt het basismetaal | Zeer hoog | Hoge | Meestal toepassingsspecifiek, niet de normale keuze voor standaard leidingbuizen voor sanitair | Hoge |
| Compression fittingen | Reparaties, gemengde materialen, vochtige of vlakkeloze gebieden | Geen | Medium | Laag tot medium | Nuttig waar warmte beperkt is; controleer de goedkeuring van de fitting | Laag |
| Push-to-Connect | Snelle toegankelijke reparaties en eenvoudige installaties | Geen | Medium | Medium | Toepassing en productlijst zijn van belang | Laag |
| Pressaansluitingen | Snelle professionele installaties, werkplekken zonder warmte | Geen | Hoge | Hoge initiële kosten voor gereedschap | Systeemgoedkeuring en gereedschapscompatibiliteit zijn van belang | Laag tot matig |
De methode bepaalt het verdere werk. Zelfs de beste soldeerverbinding zal teleurstellen als de leiding nog nat is, onder druk staat of omgeven wordt door materialen die nooit in contact mogen komen met een vlam.

Stap 2: Bereid een veilige soldeerwerkplek voor
Voordat de vlam ooit koper bereikt, moet de werkplek evenveel aandacht krijgen als de soldeerverbinding zelf. Een kleine reparatie kan snel riskant worden als u koperen buizen soldeert met een propaangasbrander in de buurt van houten constructieonderdelen, isolatiemateriaal, verf of elektriciteitsdraden werkt. Goede voorbereiding is ook van belang voor het eindresultaat. Beide This Old House en Home Depot benadrukken dezelfde basisprincipes: ventilatie, oogbescherming, handschoenen, een hitteafscherming en een brandblusser binnen handbereik.
Creëer een veilige soldeerwerkplek
- Zorg voor luchtcirculatie op de werkplek, vooral bij het solderen van buizen binnen gebouwen.
- Draag veiligheidsbril en hittebestendige handschoenen.
- Houd een brandblusser binnen bereik. Een spuitfles of waterbron kan helpen om nabijgelegen oppervlakken te koelen, indien van toepassing.
- Gebruik een warmteafscherming of vuurvaste doek achter de verbinding.
- Zorg ervoor dat uw soldeerbout voor koperbuizen een stabiele, niet-brandbare plek heeft om op te rusten wanneer deze heet is.
- Pas extra voor als u een watertoevoerbuiz in kasten, wandholten of plafondruimten gaat solderen.
Veel mislukte verbindingen beginnen met onveilige of gehaaste voorbereiding, niet alleen met slecht soldeergoed.
Bescherm nabijgelegen oppervlakken tegen hitteschade
Hitte straalt verder dan de fitting uit. Schuif een warmteafscherming tussen de buis en alle brandbare of smeltgevoelige materialen, waaronder balken, isolatiemateriaal, kabelmantels, vloerbedekking en geverfde oppervlakken. Als de verbinding dicht tegen afgewerkte wanden, verborgen bedrading, gasleidingen of oude droge houtconstructie zit, kan deze reparatie buiten het bereik van eenvoudige doe-het-zelfwerk liggen. Hetzelfde geldt voor grootschalige buisvervanging, werk aan de boiler, aan de afvoerpijp van de sanitairinstallatie of voor alles waarvoor lokale regelgeving een erkende loodgieter vereist.
Leeg en stabiliseer eerst de koperleiding
- Zet de watervoorziening die het betreffende gedeelte voedt uit.
- Open een lager gelegen kraan of klep en laat de leiding in een emmer leeglopen.
- Open een andere afvoer om de restdruk te verlagen.
- Controleer of er geen water meer in de buis terugstroomt. Zelfs een kleine hoeveelheid kan de soldeervloeibaarheid verstoren bij het solderen van een waterleiding.
- Zorg ervoor dat de buis koel, droog en goed ondersteund is, zodat deze niet verschuift tijdens het verwarmen.
- Ruim de vloer op en leg uw soldeerbuisbrander, beschermingsplaat, doek en blusmiddel klaar voordat u de brander aansteekt.
Als u leert hoe u waterleidingen moet solderen, wordt het succes meestal op dit moment bepaald. Een rustige, droge opstelling maakt het daadwerkelijke verbinden aanzienlijk eenvoudiger, en de juiste gereedschappen en materialen zijn net zo belangrijk als veilige werkomstandigheden.
Stap 3: Verzamel de juiste kopersoldeerkit
Een veilige werkplek maakt het gebied klaar. De verbinding is nog steeds afhankelijk van schoon metaal, gelijkmatige warmte en goed tijdstippen, wat de reden is waarom de lijst met gereedschappen belangrijker is dan de meeste beginners verwachten. Een basisset koperloden vereist geen hoogwaardig of duur gereedschap, maar moet wel drie taken goed uitvoeren: snijden en voorbereiden, lodenvloeiing en warmteregeling.
Essentiële gereedschappen voor het verbinden van koperbuizen
Kies gereedschappen op basis van functie, niet op basis van label. Een koperbuissnijder helpt u bij het maken van een rechte snede. Een ontbraming- of uitboringstool verwijdert de binnenste bramen die de stroming kunnen beperken. Een fittingborstel reinigt de binnenkant van de socket, terwijl emeriefolie of een schuurpad de buitenkant van de buis schoonmaakt tot glanzend metaal. Een fluxborstel brengt een gelijkmatige laag aan zonder te veel op de verbinding te smeren. Vervolgens komen de verwarmingsitems: koperlood, een brander, een ontsteker indien de brander niet zelfontstekend is, een warmteafscherming en een schone doek.
| Must-Have | Optioneel maar nuttig |
|---|---|
| Koperbuissnijder, ontbramingstool, fittingborstel, emeriefolie of schuurpad | Extra schuurplekken, extra borstelmaten voor verschillende fittingen |
| Fluxborstel, flux voor koperen buis, kopersoldeer, brander, ontsteker indien nodig | Tinflux voor beginners of verbindingen met grotere diameter, wateroplosbare flux voor eenvoudigere reiniging |
| Hittebescherming, schone doek | Vuurvaste doek of vlambeveiliger voor smalle ruimtes |
Hoe u soldeervloeistof en hittebron kiest
De Oatey-gids wijst erop dat flux metalen oppervlakken reinigt, oxidatie voorkomt en het solderen vergemakkelijkt, dus koperflux is niet optioneel. Uw loodvrije soldeersel en flux moeten ook geschikt zijn voor de uit te voeren klus. Voor drinkwaterleidingen moet u loodvrij soldeersel gebruiken voor koperen buizen en loodvrije flux. De EPA-regel stelt dat soldeersel en flux voor drinkwater maximaal 0,2% lood mogen bevatten. Voor warmtegebruik kunnen zowel propaangas als MAP-gas worden gebruikt om koper te solderen; volgens Pro Tool Reviews brandt MAP-gas heter en verwarmt fittingen sneller. Zorg er wel voor dat de branderkop geschikt is voor de gebruikte brandstof.
Wat u vooraf moet klaarleggen voordat u begint met verwarmen
- Houd loodvrij soldeersel en flux naast de gereinigde onderdelen, zodat u niet over uw werkplek hoeft te reiken met een brandende brander.
- Als u nieuw bent of werkt aan grotere verbindingen, kan het tinneerproces met koperflux de dekking vergemakkelijken.
- Leg de brander, de ontsteker, het warmtebeschermingsplaatje, het soldeertin en de doek in de volgorde neer waarin u ze gaat gebruiken.
- Controleer bij leidingen voor drinkwater tweemaal of zowel het soldeertin als de flux voor koperbuizen loodvrij zijn.
Een goed georganiseerde werkbank doet meer dan alleen tijd besparen. Het beschermt ook de oppervlakken die u net hebt schoongemaakt. Dat is belangrijk, omdat rechte sneden, gladde randen en glanzend metaal bepalen of het soldeertin netjes in de verbinding stroomt of u achterlaat met lekkages.

Stap 4: Snijd, ontspits, reinig en probeer koperbuizen aan
Die rechte sneden en glanzende oppervlakken zijn geen onnodige extra werkzaamheden. Ze maken juist mogelijk dat het soldeertin zich via capillaire werking verplaatst, in plaats van te botsen tegen spijkers, vuil en spleten. Veel lekkages die worden toegeschreven aan onvoldoende verwarming of een verkeuze keuze van soldeertin, beginnen eigenlijk hier. Bij het verbinden van koperbuizen bepaalt de kwaliteit van de voorbereiding of het vulmateriaal netjes in de verbinding wordt getrokken of een verborgen lekkagepad achterlaat.
Snijd koperbuizen recht en schoon
Gebruik een buisnijder en maak de snede vlak en loodrecht op de buis. Richtlijnen van Flowflex geven aan dat een ongelijke snede kan voorkomen dat de buis de pijpstop binnenin de fitting bereikt, wat de verbindingsterkte vermindert. Een buis die te kort is, kan ook de afdichting in gevaar brengen, terwijl een buis die met geweld op zijn plaats wordt gedrukt spanning kan veroorzaken. Als u leert hoe u koperen buizen tijdens een reparatie moet verbinden, is dit het moment om te vertragen en de pasvorm te controleren in plaats van te vertrouwen op een snelle blik.
Ontbramen en polijsten voor betere capillaire werking
Na het snijden verwijdert u de binnenste bramen met een ontbramingstool of een freestool en verwijdert u de spaanders. Reinig vervolgens de buitenkant van de buis en de binnenkant van de fittingopening tot helder metaal. Home Depot beschrijft het polijsten van het koper totdat het glanst als een nieuwe cent, en Flowflex voegt een belangrijke waarschuwing toe: oxiden, slijtstoffen en restanten in het overlappingsgebied kunnen de capillaire werking verstoren, terwijl overmatig reinigen te veel materiaal kan verwijderen en een losse pasvorm kan veroorzaken.
Als u zich afvraagt welke korrelgrootte schuurpapier geschikt is voor koperen buis, geven deze verwijzingen geen vast aantal korrels op. De betere regel is om emmerdoek, emmertape of een schuurpad speciaal voor koper te gebruiken totdat het metaal schoon, glanzend en vrij van oxide is. Met andere woorden: het reinigen van koperen buis hangt af van de oppervlaktoestand, niet van agressief schuren.
- Meet de buis op en snijd deze loodrecht af.
- Verwijder de binnenrand van de splinters en eventuele buitenrand-splinters indien nodig.
- Verwijder de koperdraadjes door ze weg te tikken of af te vegen.
- Reinig de buitenkant van de buis op de plek waar deze overlapt met de fitting.
- Borstel de fittingbus schoon tot glanzend metaal.
- Houd vuil en vingerafdrukken uit de gereinigde gebieden.
- Voer een droge montage uit en controleer of de buis volledig tegen de stop aansluit.
Voer een droge montage van de assemblage uit voordat flux het metaal raakt
Droogmonteren beantwoordt de twee belangrijkste vragen: raakt de buis aan de bodem van de fitting en blijft de verbinding strak zitten zonder dat kracht hoeft te worden uitgeoefend. Dat is het praktische antwoord op de vraag hoe koperbuizen schoon kunnen worden verbonden. Het helpt u ook bij het instellen van de uitlijning voordat de flux de oppervlakken glad maakt, wat vooral handig is in smalle ruimtes of bij werk boven uw hoofd.
- Het uiteinde van de buis ziet er gelijkmatig glanzend uit, niet donker of ongelijkmatig.
- De fittingbus is rondom schoon.
- De buis glijdt soepel naar binnen en bereikt de aanslag.
- De pasvorm voelt strak aan, niet los of scheef.
- Er blijven geen spånen, vuil, zaagsel of vingerafdrukken achter op het overlappingsgebied.
Wanneer de onderdelen schoon en gelijkmatig op elkaar passen, kan de flux de soldeerverbinding helpen vloeien zoals bedoeld, in plaats van proberen slechte voorbereiding te verhullen. Daar begint een betrouwbare verbinding echt.
Stap 5: Breng flux aan en verwarm de koperbuizen op de juiste manier
Schone, glanzende metaaloppervlakken geven het soldeermateriaal een pad. Temperatuurregeling bepaalt of het soldeermateriaal zich verplaatst. Dit is de fase waarin zorgvuldige voorbereiding zich binnen enkele seconden of beloont of ongedaan maakt. De meeste slechte verbindingen zijn terug te voeren op twee eenvoudige fouten: te veel flux of een brander die op het soldeermateriaal in plaats van op de fitting is gericht. Als u leert koper aan koper solderen , denk dan aan de vlam als een manier om de verbinding gelijkmatig te verwarmen, zodat het metaal – en niet het vuur – het eigenlijke werk doet.
Breng flux aan zonder de verbinding te overbelasten
Breng met een kwast een dunne, gelijkmatige laag flux voor het solderen van koper aan op het gereinigde uiteinde van de buis en op de binnenkant van de fitting. Volgens de handleiding van The Home Depot dient u alleen het gereinigde gebied te bedekken, ongeveer tot de diepte van de fittingcup, waarna u de buis volledig in de fitting duwt. Dunne dekking is belangrijk. Flux beschermt het metaal tijdens het verwarmen en bevordert het vloeien van het soldeermateriaal, maar een dikke laag is niet beter. Extra flux kan verkolen, weglopen en meer restanten achterlaten.
Houd de verbinding stevig samengevoegd nadat u de flux heeft aangebracht. Voor het solderen van koperbuizen met flux volledig contact rond de naad is net zo belangrijk als schoon metaal. Een buis die niet volledig op zijn plaats zit, of een fitting die verschuift tijdens het werk, kan het capillaire pad verstoren nog voordat er überhaupt warmte wordt toegevoegd.
Verwarm de fitting in plaats van het soldeermateriaal met de vlam te smelten
Mensen die vragen hoe je koperen buizen moet solderen hebben meestal meer behoefte aan een betrouwbaar vlamprofiel dan aan extra warmte. Richtlijnen van Copper.org beschrijven een praktische volgorde die goed werkt, ongeacht of u koperen buizen solderen met een propaantoorts of een andere lucht-brandstoftoorts:
- Begin met de vlam loodrecht op de buis om de verbinding voor te verwarmen.
- Beweeg de vlam rond over de volledige omtrek, zodat de assemblage gelijkmatig opwarmt.
- Bij horizontale verbindingen mag u de vlam niet eerst op de bovenkant richten. De stijgende warmte verwarmt dat gebied al, en directe vlam daar kan de flux verbranden.
- Richt de vlam op de fittingcup, niet op het open vlak van de fitting.
- Veeg de vlam heen en weer tussen de fittingcup en de buis over een afstand die ongeveer gelijk is aan de diepte van de cup.
- Houd het heetste punt van de vlam dicht bij de basis van de fittingcup, zodat de verbinding gelijkmatig opwarmt.
Het soldeermateriaal moet smelten bij contact met de verwarmde verbinding, niet rechtstreeks in de vlam.
Dat is de kernregel achter het solderen van koperbuizen . Als u het soldeermateriaal met de vlam laat smelten, kan het klonten op het buitenoppervlak in plaats van worden aangetrokken naar de naad. Als u het koper te heet maakt, kan de flux verbranden. Copper.org waarschuwt uitdrukkelijk tegen het te veel verwarmen van de verbinding of het richten van de vlam op het open vlak van de fittingcup, omdat dit de solderstroom kan verstoren.
Herken wanneer de verbinding klaar is voor het soldeermateriaal
Tel geen seconden en raad niet. Beoordeel het lasverbinding op basis van wat het doet. De gids van The Home Depot merkt op dat het flux kan gaan sissen terwijl de fitting opwarmt. Dat is slechts een signaal dat het metaal aan het opwarmen is. Raak het soldeertin aan de zijde tegenover de vlam aan. Als het niet smelt, haal het dan weg en blijf doorgaan met verwarmen. Als het bij aanraking smelt en begint te verdwijnen in de verbinding, is de temperatuur juist.
Houd de vlam aan de basis van de kop terwijl u voorzichtig soldeert. Volgens Copper.org wordt vloeibaar soldeertin door capillaire werking naar de warmtebron getrokken, dus gelijkmatig verwarmen is het hele doel. Een goede lasverbinding ziet er beheerst uit, niet spectaculair. Het soldeertin stroomt vlot, het flux blijft actief en de fitting trekt het vulmateriaal in de naad, in plaats van het langs de buis te laten druppelen. Die kleine verandering in gedrag geeft u aan dat de verbinding klaar is voor de laatste soldeerbeurt, de afkoeling en een nauwkeurige inspectie.

Stap 6: Soldeertin aanbrengen, afkoelen en koperen buis inspecteren
Wanneer de fitting de juiste temperatuur heeft bereikt, wordt de beweging eenvoudig maar nauwkeurig. Dit is het gedeelte dat de meeste mensen voor ogen hebben wanneer ze denken aan het solderen van koperen buis, maar een paar kleine gewoontes bepalen of de naad netjes afsluit of alleen er ‘afgewerkt’ uitziet. Bij sweat-pipe-fittings voert u het soldeermateriaal met controle toe en stopt u zodra de verbinding het consistent opneemt; houd uw handen ook uit de buurt van de assemblage totdat deze is aangestold.
Voer het soldeermateriaal vanaf de juiste kant van de verbinding toe
Houd de vlam op de fitting en breng het soldeermateriaal aan aan de zijde tegenover de vlam. Op die manier trekt het verwarmde metaal het vulmateriaal via capillaire werking door de spleet, in plaats van dat het aan de buitenkant wegloopt. Een praktische richtlijn van Oatey is om een lengte soldeermateriaal toe te voeren die ongeveer gelijk is aan de buisdiameter. Dat is meestal voldoende voor een volledige afdichting zonder verspilling. Probeer koperen fittings niet met soldeermateriaal te ‘vullen’ boven wat de verbinding van nature aanzuigt.
- Houd de vlam aan de basis van de fittingcup.
- Breng het soldeermateriaal aan aan de zijde tegenover de vlam.
- Voer de soldeerverbinding voorzichtig toe terwijl de verbinding het soldeertin aantrekt.
- Draai uw positie indien nodig om een gelijkmatige vulling rondom de omtrek te verkrijgen.
- Verwijder de vlam zodra de soldeervloeistof stabiel en consistent blijft stromen.
- Laat de buis en de fitting volledig onbewogen achter terwijl het vulmateriaal nog zacht is.
Laat de verbinding afkoelen zonder verstoring
Een verse gesoldeerde verbinding heeft meer stilte nodig dan extra hantering. Te snel draaien of aanstoten van de buis kan de afdichting verzwakken voordat deze is uitgehard. Te krachtig afvegen terwijl het soldeertin nog vloeibaar is, kan de soldeerkuiltje vervormen of het vulmateriaal van de naad wegtrekken. De Copper Tube Handbook beveelt aan om de verbinding op natuurlijke wijze te laten afkoelen, omdat snelle afkoeling met water spanning in de verbinding kan veroorzaken. Bij het solderen van koperen buizen maakt geduld deel uit van het vakmanschap.
Reinig en inspecteer voordat u de dienst hervat
Zodra het soldeermateriaal niet langer vloeibaar is en de verbinding voldoende is afgekoeld om te worden schoongemaakt, veeg de resterende flux weg met een vochtige doek. Oatey wijst erop dat overgebleven flux bijdraagt aan corrosie en het groene patina dat vaak op oud koper te zien is. Een tweede keer afvegen met een droge doek kan een schonere afwerking opleveren, maar doe dit voorzichtig.
- Goede signalen: een gladde, gelijkmatige soldeerring aan de rand van de bus, stabiele uitlijning en soldeermateriaal dat duidelijk in de verbinding is getrokken.
- Waarschuwingssignalen: zware druppels, klontachtige ophoping, verbrande gebieden, onderbrekingen in de ring of een fitting die tijdens het afkoelen verschoven is.
- Belangrijk: een nette uitziende verbinding is bemoedigend, maar uiterlijk alleen garandeert geen lekvrije afdichting.
Daarom is een zorgvuldige inspectie essentieel voordat het water weer wordt aangezet. Veel problematische verbindingen lijken op het eerste gezicht acceptabel, maar blijken later te zijn beïnvloed door vocht, oververhitte flux of onvolledige reiniging.
Stap 7: Problemen oplossen bij lekkages in gesoldeerde buisverbindingen
Een gladde soldeerring kan overtuigend lijken en toch falen. De meeste problemen ontstaan door dezelfde kleine reeks fouten: vuil metaal, onvoldoende warmtebeheersing, te veel of te weinig flux, resterend water of een spaander die nooit is verwijderd. De Oatey-gids komt steeds weer terug op voorbereiding, verwarming en schoonmaak — en dat heeft zijn reden. Wanneer een verbinding mislukt, zijn dit de eerste plaatsen om naar te kijken.
Waarom soldeermateriaal weigert in de verbinding te stromen
Als het soldeermateriaal zich in druppels vormt, aan de buitenkant blijft zitten of weigert in de naad te trekken, is de verbinding meestal nog niet echt klaar. Oatey wijst erop dat vuil, olie, oxidatie en spaanders kunnen voorkomen dat flux en soldeermateriaal zoals bedoeld werken. Te veel warmte kan op dezelfde manier schade toebrengen, maar dan vanuit de andere richting. Een verzwart pijpdeel of flux die snel lijkt te verbranden, is een duidelijke aanwijzing dat de verbinding te heet is geweest. In beide gevallen helpt het zelden om meer soldeermateriaal toe te voegen. De betere oplossing is om terug te keren naar glanzend metaal door grondig te reinigen, een dunne, gelijkmatige laag flux aan te brengen voor het solderen van koperbuizen en de fitting opnieuw gelijkmatig te verwarmen.
| Symptoom | Waarschijnlijke oorzaak | Correctieve maatregel |
|---|---|---|
| Soldeerkorrels vormen zich op of trekken niet in | Vervuilde of geoxideerde metalen, spijkers, verbrande flux, ongelijkmatige warmte | Demonteer indien nodig, reinig en ontspits opnieuw, breng een dunne laag flux opnieuw aan en verwarm de verbinding meer gelijkmatig |
| De verbinding ziet er vol uit, maar lekt | Soldering is alleen aan de buitenkant opgebouwd, onvolledige hechting, buis is niet volledig ingeschoven | Herwerk de verbinding, controleer de volledige inzet, reinig beide oppervlakken en soldeer opnieuw |
| Groene residuen of corrosie later | Te veel flux is achtergebleven op of in de verbinding | Gebruik minder flux, veeg overtollige flux af vóór montage en reinig residuen na afkoeling |
| De soldeerverbinding spettert of de verbinding wordt nooit warm genoeg | Vocht nog in de buis | Laat de leiding volledig leeglopen en droog deze grondig voordat u het opnieuw probeert |
| Stromingsbeperking of terugkerende problemen | Ontbraming overgeslagen | Snijd het gedeelte uit en maak het opnieuw na correcte ontbraming en reiniging |
Wat veroorzaakt lekkages nadat de verbinding er vol uitziet?
Een verbinding kan gesloten lijken omdat het soldeermateriaal zich aan de rand heeft opgehoopt, ook al is het nooit volledig door de kop gestroomd. Dat gebeurt vaak wanneer de buis onvoldoende is gereinigd, wanneer de fluxbedekking ongelijkmatig was of wanneer de vlam het soldeermateriaal direct smolt in plaats van het metaal te verwarmen. Het overslaan van de ontbraming voegt nog een extra probleem toe. Oatey wijst erop dat ontbraming helpt om de waterstroom te verhogen en turbulentie of toekomstige corrosie te voorkomen, maar het draagt ook bij aan een schonere, betrouwbaardere pasvorm. Voor iedereen die buisverbindingen soldeert: het uiterlijk is slechts een aanwijzing, geen bewijs.
- Het soldeermateriaal in plaats van de verbinding verwarmen
- Te veel flux aanbrengen
- Te weinig flux gebruiken of plekken overslaan
- Proberen een koperen buis te solderen terwijl er nog water in de leiding zit
- Het schoonmaken of ontbramen overslaan
- Vertrouwen op een ongelijkmatige buitenste soldeernaad als volledige afdichting
Hoe u zich kunt herstellen na waterverontreiniging of oververhitting
Slechte verbindingen zijn meestal sneller opnieuw te maken dan te redden. Bij het solderen van buisverbindingen moet u niet blijven soldeerdraad aanbrengen op een verontreinigde of verbrande fitting en hopen dat deze afdicht. Als er water aanwezig is, droog de leiding grondiger voordat u opnieuw verwarmt. Als het metaal vuil of geoxideerd is, demontert u de verbinding en reinigt u deze opnieuw. Als de fitting ernstig zwart is geworden door te veel warmte, is het vaak veiliger om dat gedeelte opnieuw te bewerken.
Als u zoekt naar hoe u koperen buizen kunt solderen terwijl er water in zit, of zich afvraagt of u koperen buizen kunt solderen terwijl er water dieper in de leiding is opgevangen, dan is het praktische antwoord eenvoudig: een droge leiding geeft u de beste kans op succes. Dat is ook de verstandigste aanpak bij het repareren van koperen buis. Verhelp de oorzaak, niet alleen het symptoom. Ook een nette reparatie moet zich nog bewijzen zodra de druk terugkeert.
Stap 8: Test de verbinding en ken de beperkingen
Een net ogende soldeerverbinding moet zich onder druk nog steeds bewijzen. Na al het snijden, schoonmaken, verwarmen en probleemoplossen komt het echte bewijs pas wanneer de leiding weer in gebruik wordt genomen. Deze laatste controle is van belang, of u nu voor de eerste keer leert hoe u koperen sanitairleidingen moet solderen of één lastige reparatie uitvoert.
Test de verbinding voordat u de klus als afgerond beschouwt
Herstel de service geleidelijk en observeer de verbinding terwijl de leiding opnieuw onder druk komt te staan. Houd het gebied droog, zodat zelfs een klein lek gemakkelijk te ontdekken is. Controleer daarna opnieuw nadat het water gedurende een korte periode normaal heeft gestroomd, omdat sommige zwakke verbindingen zich pas na verloop van tijd tonen. Een nette ring van soldeermateriaal is bemoedigend, maar de werkelijke beoordeling is eenvoudig: blijft de verbinding droog bij normaal gebruik?
- Open de toevoer geleidelijk en laat de leiding langzaam weer onder druk komen.
- Controleer het gesoldeerde gebied onmiddellijk op kuiltjes, transpiratie of langzame lekkage.
- Veeg de verbinding droog en controleer opnieuw om te bevestigen dat vocht niet opnieuw verschijnt.
- Inspecteer ook de omliggende fittingen en pijpondersteuning, niet alleen de verbinding die u heeft verwarmd.
- Voer een nieuwe controle uit nadat het armatuur of de leiding normaal heeft gefunctioneerd.
- Als er iets lekt, sluit dan de watertoevoer onmiddellijk af en maak de verbinding opnieuw in plaats van erop te vertrouwen.
Weet wanneer u koperbuizen niet mag solderen
Als u hier bent beland op zoek naar informatie over het lassen van koperpijpen, dan is dit het punt waarop de keuze van de methode belangrijker is dan volharding. De richtlijnen van SolderWeld is nuttig: solderen en lassen bevorderen sterkte en duurzaamheid, terwijl persen snelheid biedt, installatie zonder warmte mogelijk maakt en uitstekende trillingsbestendigheid garandeert, hoewel de kosten voor gereedschap en fittingen hoger zijn. Als de verbinding zich dus in een gebied zonder open vuur bevindt, het systeem warmer draait dan gewone leidingen of u veel snelle aansluitingen nodig hebt, is solderen misschien niet langer het beste antwoord.
Als u zoekt naar manieren om koperbuizen te verbinden zonder te solderen, zijn goedgekeurde mechanische fittingen en perssystemen vaak de slimme keuze. Als uw zoekopdracht is verschoven naar hoe u koper aan koper las of hoe u koper las, bevindt u zich waarschijnlijk buiten het gebied van normaal leidingwerk en in gespecialiseerde fabricage. Voor de meeste huishoudelijke werkzaamheden is het beheersen van het solderen van koperen leidingen de vaardigheid die rendement oplevert, niet echt smeltlassen.
Wanneer ondersteuning bij productielassen zinvol is
Het solderen van kleine koperen buizen en het productielassen vinden plaats in totaal verschillende werelden. Een lekkende elleboog onder een wastafel is een klus voor een loodgieter. Robotlassen voor voertuigstructuren is een productieproces dat is gebaseerd op herhaalbaarheid, traceerbaarheid en kwaliteitscontrole bij grote volumes.
| Situatie | Beste keuze | Waarom het past |
|---|---|---|
| Automobielproducenten die gelaste chassisassemblages nodig hebben | Shaoyi Metal Technology | Biedt gespecialiseerd lassen voor hoogwaardige chassisonderdelen via geavanceerde robotlaslijnen en een volgens IATF 16949 gecertificeerd kwaliteitssysteem, met maatoplossingen voor staal, aluminium en andere metalen. |
| Koperen leidingen voor toepassingen met hogere temperatuur, HVAC of koeling | Brazing | Brazing vereist een hogere temperatuur dan solderen en is beter geschikt wanneer de bedrijfsomstandigheden zwaarder zijn. |
| Reparaties zonder warmte, ruimtes waar gebruik van een vlam verboden is of installaties waarbij snelheid centraal staat | Pers- of andere goedgekeurde mechanische verbindingen | Het meest geschikt wanneer brandgevaar, natte omstandigheden of snelle installatie belangrijker zijn dan de voordelen van een met een brander gemaakte verbinding. |
De conclusie is eenvoudig. Als de verbinding voldoet aan de inspectie en droog blijft tijdens gebruik, hebt u het juist gedaan. Als de omstandigheden niet langer geschikt zijn voor solderen, betekent overschakelen op lassen met hardlood, mechanische fittingen of professionele fabricage geen opgave. Het is juiste beoordeling.
Veelgestelde vragen over het lassen en solderen van koperbuizen
1. Kun je koperbuizen eigenlijk lassen?
Ja, maar standaard koperbuizen in sanitairinstallaties worden zelden door smeltlassen verbonden. De meeste huishoudelijke verbindingen worden gemaakt door te solderen, en systemen die hogere temperaturen vereisen, gebruiken vaak hardloden in plaats daarvan. Bij echt lassen wordt het koper zelf gesmolten, wat meer vaardigheid en nauwkeurigere temperatuurregeling vereist, waardoor het meestal wordt voorbehouden voor fabricage of speciale reparaties in plaats van regulier werk aan waterleidingen.
2. Moet ik koperbuizen solderen of hardlopen?
Lassen is meestal de betere keuze voor alledaagse leidingen in sanitairinstallaties, omdat hierbij minder warmte wordt gebruikt en het goed werkt met gangbare koperen fittingen. Brazing is geschikter wanneer de buis aan hogere temperaturen of zwaardere bedrijfsomstandigheden wordt blootgesteld, zoals bij koeltechnische toepassingen. Als het werkgebied nat, nauw of onveilig is voor een open vlam, kan een mechanische fitting een slimmere oplossing zijn dan beide andere opties.
3. Waarom stroomt het soldeermateriaal niet in mijn koperen verbinding?
Slechte solderstroom duidt meestal op een voorbereidings- of verwarmingsprobleem. Veelvoorkomende oorzaken zijn oxidatie op het koper, splinters die na het snijden zijn achtergebleven, overtollig vocht binnen de buis, verbrand flux of een vlam die op het soldeermateriaal in plaats van op de fitting is gericht. De oplossing bestaat meestal uit het demonteren van de verbinding, het schoonmaken van beide oppervlakken tot ze weer glanzend koper zijn, het opnieuw aanbrengen van een dunne laag flux en het gelijkmatig verwarmen van de verbinding.
4. Kun je koperen buizen solderen terwijl er nog water in zit?
Niet betrouwbaar. Zelfs een kleine hoeveelheid water kan de verbinding te snel afkoelen, waardoor de fitting de benodigde temperatuur niet bereikt en er spattend geluid of een zwakke afdichting optreedt. Zet de toevoer uit, laat de druk weglopen, leeg de leiding volledig en zorg ervoor dat het betreffende gedeelte droog en stabiel is voordat u de brander opnieuw aansteekt. Als het water blijft terugkeren, gebruik dan betere isolatie of wissel over naar een koudemontageverbinding die is goedgekeurd voor de toepassing.
5. Hoe kunt u koperbuizen verbinden zonder solderen, en wanneer moet u een vakman inschakelen?
Compressieaansluitingen, push-to-connect-aansluitingen en perssystemen zijn veelgebruikte manieren om koper aan elkaar te verbinden zonder solderen. Ze zijn bijzonder geschikt voor ruimtes waar vuur beperkt is, snelle reparaties of situaties waarin de leiding niet volledig kan worden gedroogd. Bel een erkende loodgieter wanneer de reparatie in de buurt is van verborgen bedrading, isolatiemateriaal, afgewerkte wanden of apparatuur die onderhevig is aan bouwvoorschriften. Als het werk zich verplaatst naar productiemetalenfabricage in plaats van loodgieterswerk, is een gespecialiseerde lasservice zoals Shaoyi Metal Technology beter geschikt dan solderen op locatie.