 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Geheimen van CNC-machinetechniek-offertes: 8 kostenfactoren die bedrijven u niet vertellen

Inzicht in CNC-machineoffertes en waarom ze van belang zijn
Hebt u zich ooit afgevraagd hoeveel het kost om een metalen onderdeel te laten maken? Het antwoord is niet zo eenvoudig als het controleren van een prijskaartje. Een CNC-machineofferte vertegenwoordigt veel meer dan een eenvoudig bedrag in dollars—het is een uitgebreide routekaart die de productiecomplexiteit onthult , de capaciteit van de leverancier en de haalbaarheid van het project, allemaal in één document.
Bekijk het zo: wanneer u een offerte ontvangt voor bewerkte onderdelen, kijkt u eigenlijk naar een gedetailleerde opdeling van elke beschikbare bron, vaardigheid en gewerkte uur die nodig is om grondstof om te zetten in uw afgewerkte component. Inzicht in dit proces helpt u niet alleen bij het opstellen van een realistische begroting—het verandert u van een passieve koper in een welingelichte onderhandelaar die kostenbesparingen kan identificeren en dure verrassingen kan voorkomen.
Wat een CNC-offerte daadwerkelijk omvat
Een professionele offerte voor CNC-bewerking gaat verder dan alleen een prijsvermelding voor een CNC-machine. Volgens branche-experts geldt: hoe meer details er in een offerte zijn opgenomen, des te beter bent u geplaatst om weloverwogen beslissingen te nemen. Hieronder vindt u de kerncomponenten die u kunt verwachten:
- Onderdeelspecificaties: Afmetingen, toleranties en geometrische vereisten afgeleid uit uw 2D-tekeningen of blauwdrukken
- Materialenkosten: Prijs van het grondmateriaal, wat aanzienlijk kan bijdragen aan uw totale CNC-machinekosten
- Bewerktijd: Geschatte uren op basis van de complexiteit van het onderdeel, gereedschapswisselingen en snijbewerkingen
- Afgewerkteisen: Secundaire bewerkingen zoals oppervlaktebehandelingen, coatings of gravures
- Levertijd: Productieschema van orderbevestiging tot levering
- Hoeveelheidsprijs: Kostenverdeling op basis van hoeveelheid, waarin schaalvoordelen worden weergegeven
Waarom nauwkeurigheid van de offerte bepalend is voor het projectsucces
Hier is iets wat de meeste winkels u niet direct zullen vertellen: koude offertes – die worden ingediend zonder grondige beoordeling of gedetailleerde specificaties – leiden vaak tot budgetoverschrijdingen en tijdschema-rampen. Wanneer een CNC-bewerkingsleverancier het offerteproces haast, voegen ze doorgaans een marge voor onvoorziene omstandigheden toe om zichzelf te beschermen tegen onbekende variabelen.
Een gedetailleerde en nauwkeurige offerte vervult meerdere cruciale functies. Ten eerste helpt deze u om de totale projectkosten te schatten en dienovereenkomstig te budgetteren. Ten tweede stelt deze duidelijke verwachtingen vast met betrekking tot maatregelen voor kwaliteitscontrole en productieprocessen. Ten derde minimaliseert deze misverstanden door ervoor te zorgen dat iedereen – van ingenieurs tot inkoopteams – werkt volgens hetzelfde handboek.
Het voordeel van de koper bij het begrijpen van offertes
Waarom zou u tijd investeren in het leren van het offerteproces? Omdat kennis zich direct vertaalt in onderhandelingskracht. Wanneer u begrijpt wat de prijsvorming bepaalt, kunt u slimmere beslissingen nemen over ontwerpafwijkingen, materiaalkeuze en productiehoeveelheden voordat u zich bindt aan een leverancier.
Overweeg het volgende: leveranciers die goed voorbereide RFQ's (offerteaanvragen) ontvangen, reageren doorgaans sneller en met concurrerender prijsopgaven. Zij besteden minder tijd aan het verduidelijken van onduidelijkheden en kunnen zich richten op het verstrekken van nauwkeurige cijfers. Het resultaat? U ontvangt offertes die de werkelijke productiekosten weerspiegelen, in plaats van opgeblazen schattingen die bedoeld zijn om onbekenden te dekken.
In deze gids leert u de specifieke factoren kennen die elk postje op uw offerte beïnvloeden — en nog belangrijker: hoe u deze kennis kunt gebruiken om betere prijzen, kortere doorlooptijden en hogere kwaliteit gefreesde onderdelen te verkrijgen voor uw volgende project.
Belangrijke factoren die uw CNC-bewerkingsofferte bepalen
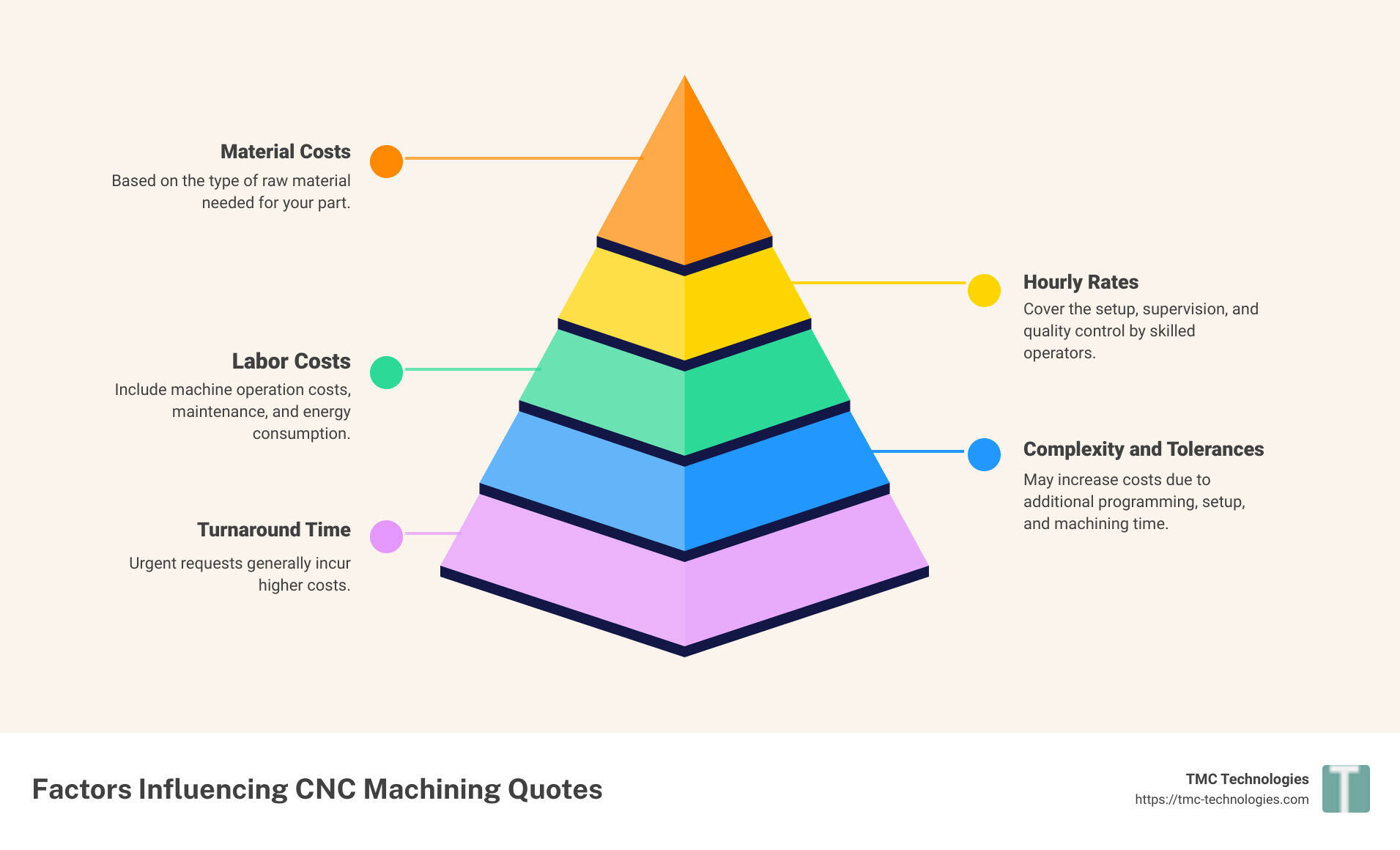
Wat bepaalt dus eigenlijk de cijfers in uw offerte? Het begrijpen van deze prijsfactoren geeft u de mogelijkheid om strategische ontwerp- en inkoopbeslissingen te nemen . Laten we de zes belangrijkste elementen bespreken die bewerkingsbedrijven gebruiken om uw eindprijs te berekenen — en waarom elk van deze elementen belangrijker is dan u misschien verwacht.
Materiaalkeuze en kostenimpact
Uw keuze van materiaal beïnvloedt veel meer dan alleen de kosten van grondstoffen. Volgens brancheanalyse heeft de materiaalkeuze invloed op slijtage van snijgereedschap, bewerkingsnelheid en zelfs de vereisten voor nabewerking — allemaal factoren die zich cumulatief uitstrekken tot uw eindofferte.
Neem het verschil tussen aluminium en titanium. Aluminium wordt snel bewerkt met standaard gereedschap en veroorzaakt minimale slijtage van het gereedschap. Titanium daarentegen vereist gespecialiseerd snijgereedschap, langzamere bewerkingsnelheden en vaker gereedschapswisseling. Het resultaat? Een onderdeel van titanium kan drie tot vijf keer zo duur zijn als een identiek onderdeel van aluminium.
Dit overzien veel kopers: exotische materialen zoals roestvrij staal 316L of speciale kunststoffen zoals polyacetal vereisen een andere aanpak tijdens het gehele productieproces. Voor deze materialen kunnen specifieke koelvloeistoffen, toegewezen machine-instellingen of extra kwaliteitscontroles nodig zijn — allemaal factoren die uw offerte verhogen.
Veelvoorkomende materiaalcategorieën en hun kostenimplicaties omvatten:
- Aluminiumlegeringen (6061, 7075): Uitstekende bewerkbaarheid, lagere slijtage van gereedschap, kosteneffectieve keuze voor de meeste toepassingen
- Roestvrij staal: Hardere materialen die langzamere snijsnelheden en robuustere gereedschappen vereisen
- Technische kunststoffen (Delrin, nylon voor bewerking): Zachtere materialen die snel bewerkt kunnen worden, maar mogelijk zorgvuldig temperatuurbeheer vereisen
- Titanium en superlegeringen: Premiumprijzen vanwege de materiaalkosten en de uitdagende bewerkingskenmerken
- Speciale platen (Lexan-plaat, acrylaat): Vereisen specifieke snijparameters om barsten of smelten te voorkomen
Hoe onderdeelcomplexiteit de bewerkingstijd beïnvloedt
Stel u twee onderdelen met identieke afmetingen voor—het ene is een eenvoudig rechthoekig blok, het andere heeft interne holten, ondercuts en dunne wanden. Ondanks dezelfde footprint kan het complexe onderdeel tien keer langer duren op een CNC-freesmachine. Dit tijdsverschil vertaalt zich direct naar kosten.
De complexiteit van een onderdeel beïnvloedt de prijs via meerdere kanalen. Productie-experts wijzen erop dat complexe geometrieën vaak meerassige machines, gespecialiseerde spanmiddelen en meerdere gereedschapswisselingen vereisen—elk daarvan voegt tijd en kosten aan uw project toe.
Kenmerken die de bewerkingstijd aanzienlijk verlengen, zijn:
- Diepe uitsparingen en holten: Vereisen een langere gereedschapsreikwijdte en langzamere snijsnelheden om gereedschapsvervorming te voorkomen
- Dunne wanden: Vereisen zorgvuldige bewerkingsstrategieën om vervorming te voorkomen
- Scherpe inwendige hoeken: Kunnen EDM of meerdere gereedschapsbenaderingen vereisen
- Insteekprofielen: Vereisen vaak 5-assige bewerking of aangepaste spanmiddelen
- Meerdere opspanningen: Elke keer dat het onderdeel opnieuw moet worden gepositioneerd, voegt de insteltijd kosten toe
Het goede nieuws? Het vereenvoudigen van ontwerpen waar dat functioneel mogelijk is, kan uw offerte aanzienlijk verlagen. Het elimineren van overbodige functies, het vergroten van de binnenhoekstralen en het ontwerpen voor bewerking in één opspanning zijn allemaal strategieën die concrete besparingen opleveren, zonder afbreuk te doen aan de prestaties.
Tolerantiespecificaties en prijscorrelatie
Hier is een geheim dat veel werkplaatsen niet vrijwillig onthullen: te strakke toleranties zijn een van de duurste fouten die kopers maken. Volgens specialisten op het gebied van precisiebewerking zijn standaardtoleranties van ± 0,005 inch haalbaar op de meeste machines met minimale kostenimpact. Maar verklein die tot ± 0,001 inch, en u kunt uw stukprijs wellicht verdubbelen.
Waarom zo’n groot verschil? Strakkere toleranties vereisen langzamere snijsnelheden, meer inspectiestappen, klimaatgecontroleerde omgevingen en vaak gespecialiseerde meetapparatuur. Elke tolerantieaanduiding op uw tekening vertegenwoordigt een toezegging van tijd en middelen.
De specificaties voor de oppervlakteafwerking volgen hetzelfde patroon. Een standaard gefreesde afwerking voegt mogelijk niets toe aan uw basisprijs, terwijl een spiegelglans door extra freespassen en handmatige afwerkingsbewerkingen de kosten met 30% of meer kan verhogen. Delrin-plastic en soortgelijke technische kunststoffen bereiken vaak uitstekende oppervlakteafwerkingen direct vanuit de machine, waardoor ze kosteneffectieve keuzes zijn wanneer het u om het uiterlijk gaat.
Aantal, levertijd en volumekortingen
De economie van CNC-bewerking is gunstig voor grotere volumes. De instelkosten — programmering, opspanning, gereedschapskeuze — blijven relatief constant, ongeacht of u 10 of 1.000 onderdelen bestelt. Door deze vaste kosten te verdelen over meer eenheden daalt de prijs per stuk aanzienlijk.
Industriegegevens bevestigen dat grotere productievolumes profiteren van groepsprijzen, waarbij de kosten per onderdeel sterk dalen naarmate de bestelhoeveelheid toeneemt. Prototypen kunnen $50–$100 per stuk kosten, terwijl hetzelfde onderdeel in productieomvang kan dalen tot $5–$15 per stuk.
De urgentie van de levertijd werkt in tegengestelde richting. Spoedbestellingen vereisen overwerk, versnelde materiaalinkoop en planningstoren—allemaal factoren die gepaard gaan met een hogere prijs. Vooruitplannen en flexibele levertijden bieden leveranciers ruimte om hun productieplanning te optimaliseren, wat vaak leidt tot betere prijzen voor u.
| Factor | Voorbeeld met lage impact | Voorbeeld met hoge impact | Typische kosteninvloed |
|---|---|---|---|
| Materiaalkeuze | Aluminium 6061 | Titaan Grade 5 | 2×–5× de basisprijs |
| Onderdeelcomplexiteit | Eenvoudige prismatische vorm | Diepe holtes met ondercuts | 3×–10× de bewerkingstijd |
| Tolerantie-eisen | ± 0,005 inch standaard | ± 0,001 inch of nauwkeuriger | 1,5x – 3x inspectie- en bewerkingskosten |
| Oppervlakfinish | Zo-gevreesd (125 Ra) | Spiegelglans (8 Ra of beter) | 1,2x – 2x afwerkingskosten |
| Bestelhoeveelheid | productierun van 1.000+ stuks | 1–5 prototype-onderdelen | 5x – 20x verschil in stukprijs |
| Levertermijn | standaardlevertijd: 4–6 weken | snelle levering: 3–5 dagen | 1,25x – 2x versnellingspremie |
Begrijpen van deze factoren helpt u niet alleen bij het interpreteren van offertes—het stelt u in staat om slimmer te ontwerpen, op de juiste wijze te specificeren en te onderhandelen vanuit een positie van kennis. In de volgende sectie leert u precies welke informatie u moet verstrekken bij het aanvragen van offertes om zo nauwkeurig mogelijke prijsopgaven te verkrijgen.
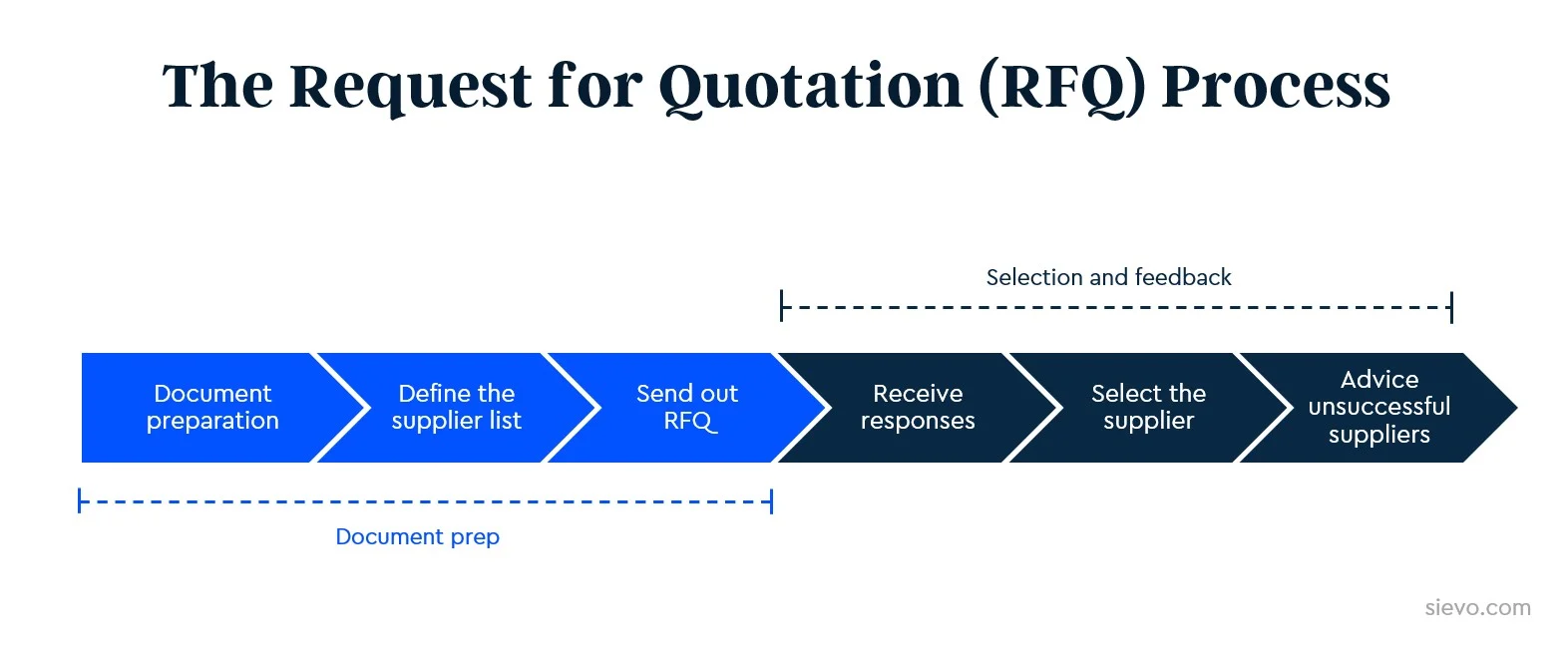
Essentiële informatie voor het aanvragen van nauwkeurige offertes
Klaar om een offerte aan te vragen voor een CNC-machine? Hier is de ongemakkelijke waarheid: de kwaliteit van de informatie die u verstrekt, bepaalt direct hoe snel en nauwkeurig uw offerte zal zijn. Elke dag ontvangen machinewerkplaatsen aanvragen met een bericht als "Kunt u dit bewerken? Hoeveel kost het?", vaak vergezeld van slechts één bestand. Het resultaat? Een frustrerende e-mailwisseling waardoor een offerte die normaal gesproken twee uur zou kosten, uitgroeit tot een driedaagse conversatie.
Volgens aanbieders van precisiebewerkingsdiensten , 80% van de offertevertragingen wordt veroorzaakt door het ontbreken van slechts 20% van de informatie. Het goede nieuws? Het opstellen van een complete offerteaanvraag (RFQ)-pakket is niet ingewikkeld—u hoeft alleen te weten welke informatie leveranciers daadwerkelijk nodig hebben om u nauwkeurige prijsopgaven te kunnen verstrekken.
CAD-bestandsformaten die het offerteproces vereenvoudigen
Laten we eerst de meest voorkomende fout aanpakken: de keuze van het bestandsformaat. Het verzenden van een ongeschikt bestandstype kan uw gehele offerteproces al in een vroeg stadium doen mislukken.
Dit moet u weten: STEP-bestanden (.step of .stp) zijn de branche-standaard voor offertes voor CNC-bewerking. Ze bevatten nauwkeurige 3D-geometrie, technische gegevens en exacte afmetingen die nodig zijn voor het programmeren van bewerkte onderdelen. STL-bestanden? Dat zijn benaderingen in mesh-vorm, opgebouwd uit driehoeken—uitstekend voor 3D-printen, maar zeer ongeschikt voor CNC-bewerkingen waarbij dimensionele nauwkeurigheid vereist is.
Bekijk het zo: nauwe toleranties eisen met een STL-bestand is vergelijkbaar met het eisen van submillimeter-nauwkeurigheid op basis van een handgetekende schets. Het bestandsformaat kan dat niveau van precisie simpelweg niet weergeven.
Voorkeursbestandsformaten gerangschikt op bruikbaarheid:
- STEP (.step, .stp): Eerste keuze—universele compatibiliteit, nauwkeurige geometrie, werkt met alle CAM-systemen
- Parasolid (.x_t, .x_b): Uitstekend voor complexe oppervlakken en toepassingen van hoge kwaliteit
- IGES (.igs, .iges): Oudere standaard, maar nog steeds aanvaardbaar voor de meeste werkplaatsen
- PDF-tekeningen: Essentiële aanvulling voor GD&T-aanduidingen en kritieke afmetingen
- Native CAD-bestanden: SolidWorks, Fusion 360 of vergelijkbaar—handig, maar niet altijd compatibel
Professioneel advies: voeg altijd een PDF-technische tekening bij uw 3D-model. STEP-bestanden tonen geen schroefaanduidingen, tolerantiespecificaties of eisen ten aanzien van oppervlakteafwerking. Deze aanvullende documentatie elimineert giswerk en versnelt uw offerte.
Checklist technische specificaties voor nauwkeurige offertes
Wat onderscheidt een offerteaanvraag die binnen 4 uur wordt beantwoord van een aanvraag die drie dagen duurt? Volledige informatie. Hieronder vindt u de geprioriteerde checklist die leveranciers van precisiebewerkingsdiensten aanbevelen bij het indienen van offerteaanvragen (RFQ’s):
- CAD-bestand (STEP-formaat): Schone geometrie zonder overbodige lagen, blokken of hulpelementen
- Materiaalspecificatie: Exacte legering en uitharding — "6061-T651 aluminium" en niet alleen "aluminium"
- Hoeveelheid: Huidige bestelling plus potentieel voor toekomstige volumes (dit heeft invloed op beslissingen over gereedschappen en spanmiddelen)
- Tolerantie-eisen: Algemene toleranties plus aanduidingen voor kritieke kenmerken
- Oppervlakteafwerking: Ra-waarden of beschrijvende eisen (zoals-gefrezen, geanodiseerd, gepolijst)
- Schroefdetails: Afmeting, norm, klasse en diepte voor alle schroefdraadkenmerken
- Secundaire bewerkingen: Anodiseren, galvaniseren, warmtebehandeling of andere afwerkingsprocessen
- Tijdsplanningverwachtingen: Specifieke deadline of indicatie van flexibiliteit
- Functiecontext van het onderdeel: Hoe het onderdeel zal worden gebruikt en waarmee het in contact komt
Voor gespecialiseerde materialen, zoals die gebruikt bij CNC-acrylaatdiensten of acrylaat-CNC-bewerkingsapplicaties, worden aanvullende specificaties cruciaal. Kunststoffen vereisen andere snijsnelheden dan metalen — informatie over de beoogde omgeving, temperatuurbelasting en chemische weerstand helpt leveranciers bij het selecteren van geschikte bewerkingsstrategieën.
Evenzo vereist CNC-bewerking van polycarbonaat zorgvuldige aandacht om barsten of spanningsmarkeringen te voorkomen. Het tijdig communiceren van deze eisen voorkomt kostbare herwerking en zorgt ervoor dat uw onderdelen voldoen aan de functionele vereisten.
Veelvoorkomende informatiegebrekten die uw offerte vertragen
Waarom leiden onvolledige specificaties tot opgeblazen offertes? Omdat onzekerheid gelijkstaat aan risico, en fabrikanten dit risico in hun offertes verrekenen. Wanneer leveranciers de exacte vereisten niet kunnen bepalen, voegen ze een marge voor onvoorziene omstandigheden toe om zich te beschermen tegen onbekende variabelen.
Branchespecialisten bevestigen dat ervaren CNC-werkplaats-teams pakketten grondig controleren op inconsistenties, strakke toleranties, mogelijke problemen en procesuitdagingen voordat zij offertes opstellen. Ontbrekende informatie activeert extra beoordelingscycli en leidt vaak tot voorzichtige (hogere) prijsopgaven.
De meest voorkomende informatiegebrekten die CNC-prototypingoffertes vertragen, zijn:
- Vaag materiaaloverzicht: "Roestvrij staal" kan 304, 316 of 17-4 PH betekenen — elk met sterk verschillende kosten en bewerkingskenmerken
- Ontbrekende draadaanduidingen: Draadaanduidingen zijn niet zichtbaar in STEP-bestanden en moeten expliciet worden gedocumenteerd
- Onduidelijke tolerantiedoelstelling: Het opgeven van strakke toleranties overal geeft onzekerheid aan en verhoogt de kosten onnodig
- Onvermelde afwerkingsvereisten: „Gepolijst” betekent voor verschillende mensen verschillende dingen — Ra-waarden elimineren ambiguïteit
- Verborgen secundaire bewerkingen: Het aanvragen van anodiseren of plateren na ontvangst van een offerte vereist een volledige herbeoordeling
Houd rekening met het verschil tussen deze twee praktijkvoorbeelden van offerteaanvragen voor hetzelfde onderdeel:
„Kunt u deze aluminiumbeugel bewerken? Wat kost dat?”
In vergelijking met:
"Offerte voor motoradapterbeugel: 6061-T651 aluminium, 1 prototype nu en productierun van 50 stuks in het tweede kwartaal, algemene tolerantie ±0,005 inch, tolerantie op montagegaten ±0,002 inch, zwarte Type II anodisatie, (4x) 10-32 schroefdraad met een diepte van 0,375 inch. Prototype nodig vóór 15 maart voor passingscontrole. STEP-bestand en PDF met GD&T bijgevoegd."
Het eerste verzoek leidt tot meerdere vervolge-mails. Het tweede verzoek wordt dezelfde dag geprijsd, zonder enige terugkoppeling. Belangrijker nog: de offerte voor het tweede verzoek zal nauwkeuriger zijn, omdat de leverancier geen marge voor onbekenden hoeft toe te voegen.
Het investeren van 15 minuten in het opstellen van een volledig RFQ-pakket levert rendement op gedurende uw hele project — snellere offertes, concurrerendere prijzen en minder verrassingen tijdens de productie. Nu u weet welke informatie u dient te verstrekken, bespreken we de verschillende methoden om offertes te verkrijgen en wanneer elke aanpak het meest geschikt is.
Online directe offertes versus traditionele RFQ-processen
Nu u weet welke informatie u in uw offerteaanvraag moet opnemen, rijst de volgende vraag: waar moet u deze eigenlijk indienen? Het huidige CNC-bewerkingslandschap biedt twee duidelijk afgebakende routes: directe online offerteplatforms die binnen seconden een prijsopgave leveren, en traditionele RFQ-processen die directe communicatie met CNC-dienstverleners vereisen. Elke aanpak heeft echte voordelen, en een verstandige keuze kan u tijd, geld en frustratie besparen.
Dit realiseren de meeste kopers niet: de beste methode hangt volledig af van de specifieke kenmerken van uw project. Eenvoudige prototypebewerkingsopdrachten profiteren optimaal van online platforms, terwijl complexe werkzaamheden met hoge nauwkeurigheidseisen vaak baat hebben bij de menselijke aanpak van traditionele offerteaanvragen. We leggen hieronder precies uit hoe elke aanpak werkt, zodat u een weloverwogen beslissing kunt nemen.
Uitleg van directe online offerteplatforms
Stel je voor dat je je CAD-bestand uploadt en binnen 60 seconden een CNC-offerte online ontvangt. Dat is de belofte van platforms voor directe offertes—en voor standaardonderdelen leveren zij opmerkelijk goede resultaten.
Deze systemen maken gebruik van geavanceerde algoritmes, kunstmatige intelligentie en machine learning om uw geüploade geometrie te analyseren, de bewerkingstijd te schatten en de prijs automatisch te berekenen. Volgens een brancheanalyse kunnen toonaangevende platforms de traditionele offertetijden met tot wel 90% verkorten, waardoor ingenieurs zich kunnen richten op ontwerpitaties in plaats van dagen te wachten op prijsfeedback.
De technologie werkt het beste bij eenvoudige geometrieën. Wanneer u via platforms zoals Xometry of Protolabs een directe aanvraag indient, beoordelen hun systemen:
- Onderdeelgeometrie: Volume, oppervlakte en complexiteit van de functies
- Materiaalkeuze: Prijzen op basis van standaardmateriaalbibliotheken
- Tolerantie-eisen: Gevolgen van standaard- versus precisiebewerking
- Aantal en levertijd: Volumekortingen en versnellingstoeslagen
Het grootste voordeel? Snelheid en toegankelijkheid. Online freesbewerkingsoffertes zijn 24/7 beschikbaar, waardoor gebruikers wereldwijd direct kostenvergelijkingen kunnen maken voor verschillende materialen en afwerkingen. Voor het frezen van prototypes en kleinschalige productie van standaardonderdelen is dit gemak transformatief.
Echter, praktijktests onthullen beperkingen. Een technisch team ontdekte dat AI-systemen soms het ontwerpvoornemen verkeerd interpreteren—waardoor doordachte ontwerpafwijkingen die de productie juist vereenvoudigen, worden afgestraft. In hun test leidde het toevoegen van afrondingen om scherpe hoeken te elimineren (wat de freescomplexiteit verlaagt) daadwerkelijk tot een hogere offerteprijs, omdat het algoritme de afrondingen interpreteerde als extra functies.
Voordelen van directe online platforms
- Offertes binnen seconden tot minuten in plaats van dagen
- 24/7 beschikbaarheid voor wereldwijde teams
- Real-time feedback over ontwerpvoor fabricage (DFM)
- Gemakkelijke kostenvergelijking voor verschillende materialen en hoeveelheden
- Gestroomlijnd bestelproces zodra de offerte is geaccepteerd
Nadelen van directe online platforms
- Algoritmes kunnen complexe geometrieën verkeerd interpreteren, wat leidt tot prijsfouten van ±10–15%
- Beperkte flexibiliteit voor niet-standaardmaterialen of exotische specificaties
- Minder mogelijkheid tot onderhandeling of ontwerpraadpleging
- De kwaliteitsconsistentie varieert binnen de netwerken van leveranciers
- Beperkte inzichtelijkheid in welke fabrikant uw onderdelen daadwerkelijk produceert
Traditioneel RFQ-proces met freesbedrijven
De traditionele aanpak bestaat eruit dat u uw specificaties direct naar CNC-bewerkingsbedrijven stuurt en handmatig opgestelde offertes ontvangt. Dit is langzamer — meestal duurt het 12 tot 48 uur voordat de eerste offertes beschikbaar zijn — maar biedt voordelen die algoritmes eenvoudigweg niet kunnen evenaren.
Wanneer ervaren engineers uw tekeningen beoordelen, berekenen ze niet alleen de bewerkingstijd. Ze identificeren potentiële vraagstukken op het gebied van vervaardigbaarheid, stellen kostenbesparende alternatieven voor en verduidelijken dubbelzinnige specificaties voordat ze een offerte opstellen. Deze menselijke intelligentie registreert nuances die geautomatiseerde systemen over het hoofd zien.
Productiespecialisten wijzen erop dat zodra een traditionele werkplaats uw offerteaanvraag ontvangt, productie-engineers deze onmiddellijk beoordelen en meestal binnen 12 uur — soms zelfs veel sneller — reageren met een nauwkeurige prijs en, indien nodig, een DFM-rapport. Dat rapport alleen al kan duizenden euro’s besparen door ontwerpafwijkingen te identificeren voordat de productie begint.
Traditionele offerteprocessen zijn bijzonder geschikt voor:
- Complexe vormen: Onderdelen die bewerking op een 5-assige machine, aangepaste spanvorzieningen of gespecialiseerde gereedschappen vereisen
- Niet-standaardmaterialen: Exotische legeringen, speciale kunststoffen of door de klant geleverde grondstof
- Vereisten voor hoge precisie: Uiterst strakke toleranties waarbij menselijke beoordeling van belang is
- Grootschalige projecten: Productiehoeveelheden waarbij relatiebeheer en prijsonderhandeling van waarde zijn
- Gespecialiseerde sectoren: Lucht- en ruimtevaart, medische of defensietoepassingen die certificeringen en traceerbaarheid vereisen
De afweging is tijd. Traditionele offertes vereisen heen-en-weergaande communicatie, vooral bij complexe projecten. Maar die communicatie onthult vaak kostenbesparingsmogelijkheden die instant-systemen volledig over het hoofd zien.
De juiste aanpak kiezen voor uw project
Welke methode moet u dus gebruiken? Het antwoord hangt af van de kenmerken van uw project, de druk op de planning en de mate van ontwerpflexibiliteit die u nog rest.
Overweeg online platforms wanneer u een snelle levering nodig hebt voor standaardonderdelen in gangbare materialen en toleranties. Ze zijn ideaal voor snelle prototyping-iteraties waarbij u concepten test in plaats van eindcomponenten produceert.
Kies voor traditionele aanvragen voor offertes (RFQ) wanneer uw project complexe vormgevingen of gespecialiseerde eisen omvat, of wanneer het opbouwen van een langetermijnleveranciersrelatie belangrijk is. De investering in communicatie aan het begin levert vaak rendement op via nauwkeuriger prijsopgaven en betere productie-uitkomsten.
Branchespecialisten suggereren dat inkoopteams meerdere platforms kunnen combineren om snelheid, zichtbaarheid, functionaliteit en risico te balanceren over verschillende ontwikkelingsfasen. Gebruik directe offertes voor vroege prototypenfase en kostenramingen, en schakel vervolgens over naar traditionele aanvragen voor offertes (RFQ) naarmate de ontwerpen rijper worden en de nauwkeurigheidseisen stijgen.
| Afmeting | Online directe offerte | Traditioneel RFQ-proces |
|---|---|---|
| Snelheid van offerteopstelling | 5–60 seconden | 12 uur tot 3 dagen |
| Nauwkeurigheid voor complexe onderdelen | prijsafwijking van ±10-15% mogelijk | Hoge nauwkeurigheid met technisch onderzoek |
| Flexibiliteit van aanpassing | Beperkt tot platformparameters | Volledig Aanpasbare Specificaties |
| Diepte van communicatie | Geautomatiseerde reacties, beperkte dialoog | Directe engineer-naar-engineer discussie |
| DFM-feedback | Geautomatiseerde analyse, kan nuances missen | Expertaanbevelingen en alternatieven |
| Materiaalopties | Standaardbibliotheek (50–150 materialen) | Virtueel onbeperkt, inclusief exotische materialen |
| Prijsonderhandeling | Vaste prijzen, alleen volumekortingen | Flexibel, gebaseerd op relatie en volume |
| Beste gebruiksgevallen | Prototypen, standaardonderdelen, snelle kostenschattingen | Complexe onderdelen, productielopen, gespecialiseerde eisen |
Een laatste overweging: gegevensbeveiliging. Het uploaden van eigen CAD-bestanden naar online platforms wekt bij sommige organisaties bezorgdheid over intellectueel eigendom. Hoewel gerenommeerde platforms gebruikmaken van beveiligde servers en NDA-opties aanbieden, geven bedrijven met gevoelige ontwerpen vaak de voorkeur aan directe relaties en vertrouwelijkheidsafspraken zoals die beschikbaar zijn via traditionele bewerkingspartners.
Ongeacht welk pad u kiest, het begrijpen van de invloed van machinecapaciteiten op de prijs geeft u een extra laag inzicht. In de volgende sectie onderzoeken we hoe het verschil tussen 3-assige en 5-assige bewerking uw offerte sterk beïnvloedt — en wanneer de meerprijs voor multi-assige bewerking daadwerkelijk de moeite waard is.
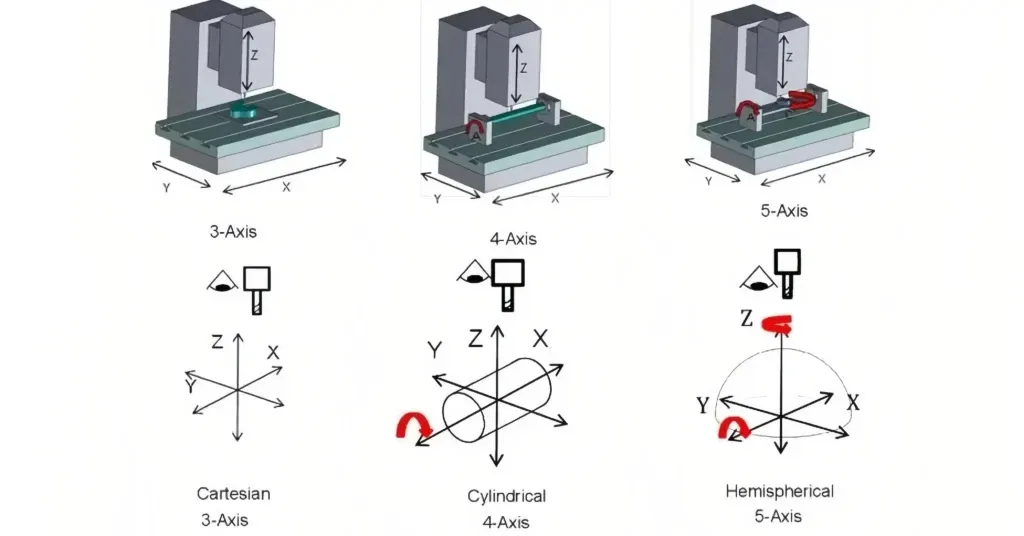
Hoe 3-assige en 5-assige bewerking uw offerte beïnvloeden
Hebt u ooit gemerkt dat twee ogenschijnlijk vergelijkbare onderdelen heel verschillende CNC-machineoffertes kunnen opleveren? Het antwoord ligt vaak in de machine die de werkplaats van plan is te gebruiken. Het verschil tussen een 3-assige CNC-machine en een 5-assige CNC-machine is niet alleen technische jargon — het bepaalt direct uw eindprijs, levertijd en haalbare onderdeelcomplexiteit.
Dit is de realiteit: apparatuur met vijf assen vereist een hogere initiële investering en geavanceerder programmeren, wat leidt tot hogere uurtarieven. Maar deze premie is niet altijd een slechte deal. Voor de juiste onderdelen verlaagt meervoudige-asbewerking daadwerkelijk de totale kosten door meerdere opspanningen te elimineren en de kwaliteit te verbeteren. Begrijpen wanneer elke aanpak het meest geschikt is, geeft u de mogelijkheid om offertes in twijfel te trekken en uw ontwerpen te optimaliseren.
Wanneer 3-assige bewerking aan uw behoeften voldoet
Een CNC-machine met 3 assen beweegt het snijgereedschap langs drie loodrechte richtingen: X, Y en Z. Het werkstuk blijft stationair op de tafel terwijl de spindel van bovenaf nadert. Klinkt eenvoudig? Dat is het ook — en die eenvoud vertaalt zich direct in kostenbesparingen.
Volgens productie-experts 3-assige bewerking is bijzonder geschikt voor het produceren van vlakke oppervlakken, eenvoudige contouren en basisgeometrische vormen met uitstekende precisie. De opspan- en insteltijden zijn korter, de programmeervereisten zijn minder complex en de opleidingsvereisten voor operators zijn lager dan bij meervoudige-assystemen.
Onderdelen die ideaal zijn voor bewerking op een 3-assige machine omvatten:
- Vlakgefrezen profielen: Vlakke oppervlakken, uitsparingen en eenvoudige trapvormige kenmerken
- Geboorde en ingebrande gaten: Kenmerken die loodrecht op het tafeloppervlak zijn uitgelijnd
- Eenvoudige prismatische vormen: Rechthoekige blokken, platen en basisbehuizingen
- Enkelzijdige onderdelen: Onderdelen waarbij alle kritieke kenmerken zich op één zijde bevinden
De beperking? Toegankelijkheid. Als uw onderdeel kenmerken heeft op meerdere vlakken, is voor elk oppervlak een afzonderlijke opspanning vereist. Dat betekent dat u de machine moet stoppen, het werkstuk opnieuw moet positioneren, de referentiepunten opnieuw moet vaststellen en het frezen moet hervatten. Elke opspanning introduceert potentiële nauwkeurigheidsafwijkingen en verlengt de totale cyclusduur — kosten die snel oplopen bij complexe geometrieën.
mogelijkheden met 5 assen en premiumprijzen
Een CNC-machine met 5 assen voegt twee roterende assen toe aan de standaard drie lineaire bewegingen. Deze extra vrijheidsgraden—meestal aangeduid als A en B (of A en C)—maken het mogelijk dat de snijtool of het werkstuk draait, waardoor onvoorstelbare toegang tot complexe onderdeelgeometrieën wordt geboden .
Waarom is dit relevant voor uw offerte? De mogelijkheid van een 5e as maakt gelijktijdig bewerken vanuit meerdere hoeken zonder herpositionering van het werkstuk mogelijk. Deze aanpak met één opspanning biedt verschillende voordelen die de hogere uurprijs van de machine kunnen compenseren:
- Geëlimineerde insteltijd: Geen herpositionering betekent kortere totale productiecycli
- Superieure nauwkeurigheid: Alle functies worden bewerkt ten opzichte van één enkel referentiepunt, waardoor cumulatieve tolerantieopstapeling wordt voorkomen
- Betere oppervlakteafwerking: Optimale tooloriëntatie wordt tijdens complexe contouren in stand gehouden
- Verlengde levensduur van gereedschappen: Constante spaanbelasting en ideale sniethoeken verminderen slijtage van de tool
Voor CNC-bewerking in de lucht- en ruimtevaartsector worden deze voordelen kritiek. Lucht- en ruimtevaartcomponenten hebben vaak complexe vormen, strakke toleranties en exotische materialen die 5-assige CNC-bewerkingsdiensten vereisen. Turbinebladen, wielen van ventilatoren en structurele componenten kunnen de vereiste specificaties eenvoudigweg niet bereiken met 3-assige bewerkingsmethoden.
Deze mogelijkheid heeft echter wel een prijs. 5-assige machines zijn aanzienlijk duurder in aanschaf, onderhoud en bedrijfsvoering. De programmeercomplexiteit vereist geavanceerde CAM-software en zeer ervaren programmeurs. Deze factoren zorgen er gezamenlijk voor dat de uurtarieven doorgaans 1,5 tot 2,5 keer hoger liggen dan die van 3-assige machines.
Machinecomplexiteit afstemmen op onderdeelvereisten
Hoe weet u dan welke aanpak uw onderdeel daadwerkelijk vereist? De geometrie vertelt het verhaal. Bepaalde kenmerken kunnen eenvoudigweg niet efficiënt — of zelfs helemaal niet — worden vervaardigd zonder meervassige bewerkingsmogelijkheden.
Onderdeeleigenschappen die doorgaans 5-assige bewerking vereisen:
- Ondercuts en interne holtes die niet toegankelijk zijn van bovenaf
- Complexe 3D-gevormde oppervlakken, zoals organische vormen of aerodynamische profielen
- Meerzijdige onderdelen waarbij functionaliteiten op vijf of meer vlakken vereist zijn
- Samengestelde hoeken waarvan de oriëntatie varieert over het onderdeeloppervlak
- Diepe holtes met hellende wanden of functies op de bodem
- Onderdelen met dunne wanden die een constante gereedschapsinspanning vereisen voor stabiliteit
Onderdeeleigenschappen geschikt voor bewerking op 3-assige machines:
- Onderdelen waarvan alle functionaliteiten zich op één of twee parallelle vlakken bevinden
- Eenvoudige uitsparingen, groeven en trapvormige profielen
- Gaten en schroefdraad loodrecht op vlakke oppervlakken
- Rechthoekige vormen zonder hoekige kenmerken
- Onderdelen waarbij meerdere opspanningen de tolerantievereisten niet in gevaar brengen
Hier is een binnenskamersgeheim dat u geld kan besparen: het vereenvoudigen van onderdeelontwerpen voor productie met behulp van eenvoudige 3-assige CNC-bewerking, door rekening te houden met draai-, frees- en boorprocessen tijdens de fabricage, zorgt voor de kortste bewerkingstermijnen en de meest kostenefficiënte prijzen. Voordat u een offerte voor 5-assige bewerking accepteert, vraag uzelf af of ontwerpafwijkingen 3-assige productie mogelijk maken zonder functionaliteit in te boeten.
De kernboodschap? Ga er niet automatisch van uit dat 5-assig altijd beter is — of dat 3-assig altijd goedkoper is. De meest kostenefficiënte aanpak past de machinecapaciteit exact aan de werkelijke onderdeelvereisten aan. Het begrijpen van deze relatie helpt u om offertes op intelligente wijze te beoordelen en onderdelen te ontwerpen die de productiekosten vanaf het begin optimaliseren. Vervolgens bespreken we veelvoorkomende fouten bij offertes die uw prijs opdrukken — en hoe u deze kunt voorkomen voordat ze uw projectbudget negatief beïnvloeden.
Veelvoorkomende fouten bij offerteaanvragen en hoe u ze kunt voorkomen
U hebt uw CAD-bestanden voorbereid, het materiaal geselecteerd en uw offerteaanvraag ingediend. Vervolgens komt de offerte binnen—en die is 40% hoger dan verwacht. Klinkt dat bekend? De frustrerende waarheid is dat veel prijsverrassingen voortkomen uit voorkómbare fouten die worden gemaakt nog voordat de offerteaanvraag een fabrikant bereikt.
Het begrijpen van deze valkuilen verandert uw ervaring met het aanvragen van offertes. Volgens CNC-ontwerpspecialisten leiden veelvoorkomende ontwerp- en specificatiefouten niet alleen tot hogere offerteprijzen—ze kunnen ook leiden tot projectvertragingen, kwaliteitsproblemen en kostbare herwerkzaamheden. Laten we de meest voorkomende fouten bij offerteaanvragen onderzoeken en bekijken hoe u ze kunt omzeilen voordat ze uw budget negatief beïnvloeden.
Te strakke toleranties en de daarbij behorende kosten
Dit is de duurste fout die kopers maken: overal strakke toleranties opgeven 'om veilig te zijn'. Deze aanpak werkt juist averechts. Productie-experts bevestigen dat strakke toleranties de kosten voor CNC-bewerking verhogen en alleen moeten worden toegepast wanneer de functie dit vereist.
Bekijk wat er gebeurt als u over een hele tekening ±0,001 inch opgeeft. De machinefabriek moet de snijsnelheden verlagen, extra inspectiestappen invoeren, mogelijk klimaatgecontroleerde omgevingen gebruiken en gespecialiseerde meetapparatuur inzetten. Elke strakke tolerantie vertegenwoordigt een toezegging van tijd en middelen die zich cumulatief op uw eindofferte uitwerkt.
De slimme aanpak? Standaardbewerkingsprocessen behalen doorgaans een nauwkeurigheid van ±0,005 inch (±0,13 mm) — meer dan voldoende voor de meeste niet-kritieke onderdelen. Behoud strakkere toleranties uitsluitend voor aansluitende oppervlakken, bewegende onderdelen en functionele interfaces waar dimensionele precisie daadwerkelijk van belang is.
Gebruik één enkel referentiepunt als maatgevende referentie voor alle tolerantie-afmetingen. Dit elimineert cumulatieve tolerantie-opstapeling en vermindert de inspectiecomplexiteit.
Materiaalkeuzefouten die offertes opdrukken
Materialen kiezen zonder inzicht in de gevolgen voor de bewerking is een andere veelvoorkomende oorzaak van mislukte offertes. Wat is Delrin, en waarom is dat relevant voor uw offerte? Delrin—ook bekend als polyacetaal-Delrin of POM—is een van de makkelijkst te bewerken kunststoffen en biedt uitstekende dimensionale stabiliteit en oppervlaktekwaliteit. Het kiezen van een moeilijker bewerkbaar materiaal terwijl Delrin voldoende zou zijn, verhoogt uw kosten onnodig.
Begrijpen wat acetaal is en hoe het zich verhoudt tot alternatieven, helpt u kosteneffectieve keuzes te maken. Bij de beoordeling van acetaal versus Delrin voor uw toepassing dient u te weten dat acetaalcopolymer doorgaans 15–35% goedkoper is dan acetaalhomopolymer (Delrin) en beter bewerkbaar is met een betere dimensionale stabiliteit. Acetaalkunststof is uitstekend geschikt voor precisie-onderdelen in de medische en lucht- en ruimtevaartsector.
Fouten bij materiaalselectie die offertes duurder maken, omvatten:
- Het specificeren van exotische legeringen terwijl standaardmaterialen voldoende zijn: Titaan kost 3–5 keer zoveel om te bewerken als aluminium bij vergelijkbare geometrieën
- Het negeren van verschillen in bewerkbaarheid: roestvast staal 303 is 70% sneller te bewerken dan roestvast staal 304 — vergelijkbare samenstelling, maar aanzienlijk andere kosten
- Het over het hoofd zien van de grondstofkosten per volume: PEEK is een premiummateriaal met een hoge prijs en dient alleen te worden gespecificeerd wanneer zijn prestaties essentieel zijn
- Het niet overwegen van alternatieven: Aluminium 6061 biedt uitstekende bewerkbaarheid tegen lage materiaalkosten — ideaal voor prototypes
Ontwerpkenmerken die de productie bemoeilijken
Uw ontwerpkeuzes hebben direct invloed op de bewerkingstijd, de kosten en de inspanning. Ontwerpspecialisten benadrukken dat onnodig complexe kenmerken een van de meest voorkomende CNC-ontwerpfouten zijn: kenmerken die geavanceerde 5-assige bewerking of gespecialiseerde processen vereisen, terwijl eenvoudigere alternatieven identiek zouden functioneren.
De meest voorkomende fouten bij offertes zijn:
- Scherpe inwendige hoeken: Cilindrische snijgereedschappen kunnen scherpe binnenranden niet bewerken. Ontwerp binnenradii die ten minste 30% groter zijn dan de straal van het snijgereedschap om spanning te verminderen en de snijsnelheid te verhogen
- Te diepe uitsparingen: CNC-gereedschappen presteren het beste wanneer de diepte van een uitsparing 2–3 keer de diameter van het gereedschap bedraagt. Diepere sneden vereisen speciaal gereedschap of meervoudige assen-systemen, wat de kosten verhoogt
- Dunne wanden zonder voldoende ondersteuning: Wanden met een dikte van minder dan 0,8 mm voor metalen of 1,5 mm voor kunststoffen vereisen meerdere bewerkingspassen met lage snedieptes om vervorming te voorkomen—wat aanzienlijk meer bewerkingstijd oplevert
- Niet-standaard gatmaten: Standaard boorbeetjes boren gaten snel en nauwkeurig. Niet-standaard diameters vereisen freesgereedschap om de afmetingen trapsgewijs te bewerken, wat de cyclusduur verlengt
- Te grote schroefdiepte: Schroefdraadinschroefdiepte van meer dan 1,5 × gatdiameter levert weinig extra sterkte op. Beperk de schroefdraadlengte tot maximaal 3 × gatdiameter
- Onnodige esthetische kenmerken: Decoratieve patronen, reliëfopdrukken en lettertypes die geen functioneel doel dienen, verhogen de bewerkingstijd aanzienlijk
- Kenmerken die meerdere opspanningen vereisen: Elke herpositionering voegt handmatige tijd, potentiële nauwkeurigheidsafwijkingen en kosten toe. Ontwerp zo mogelijk voor bewerking in één opspanning
Hoe u deze kostbare fouten kunt voorkomen
Het voorkomen van offertefouten vereist een verschuiving in uw denkwijze: van 'wat wil ik?' naar 'wat heeft de productie nodig?'. Deze ontwerpmethode voor vervaardigbaarheid (DFM) houdt rekening met de productierealisatie tijdens de ontwerpfase — niet pas nadat offertes problemen blootleggen.
Stel uzelf, voordat u uw volgende aanvraag voor een offerte indient, de volgende vragen op basis van brancherichtlijnen:
- Is elke functie essentieel, of kunnen er functies worden verwijderd of vereenvoudigd zonder dat de werking verloren gaat?
- Heb ik toleranties alleen toegepast waar de functie dat vereist?
- Kan het ontwerp worden opgesplitst in meerdere onderdelen die eenvoudiger te bewerken en te monteren zijn?
- Kunnen wijzigingen meerdere machine-instellingen of speciale gereedschapsvereisten elimineren?
- Is er een goedkoper of beter bewerkbaar materiaal dat nog steeds aan de ontwerpeisen voldoet?
Communicatie speelt ook een cruciale rol. Wanneer specificaties onduidelijk zijn, voegen fabrikanten voorzieningsprijzen toe. Documenteer duidelijk uw bedoeling met betrekking tot kritieke kenmerken en leg uit welke functionele eisen ten grondslag liggen aan nauwe toleranties. Deze context helpt ervaren verspaners om kosteneffectieve alternatieven voor te stellen waar u mogelijk niet aan had gedacht.
Het voordeel? Onderdelen die zijn ontworpen met de productie in gedachten, kosten doorgaans 30-50% minder dan overmatig geavanceerde alternatieven—zonder inbreuk te doen op de prestaties. Nu u weet welke fouten u moet vermijden, gaan we onderzoeken hoe u meerdere offertes effectief kunt beoordelen en de leverancier kunt identificeren die de beste algehele waarde biedt.
Effectief beoordelen en vergelijken van meerdere CNC-offertes
U heeft drie CNC-machineoffertes ontvangen die in uw inbox liggen. Één daarvan is 20% goedkoper dan de andere twee. Eenvoudige beslissing, toch? Niet zo snel. De laagste prijs kan snel uitgroeien tot de duurste vergissing wanneer onderdelen te laat arriveren, de inspectie niet halen of kostbare herstelwerkzaamheden vereisen. Een productiepartner kiezen op basis van prijs alleen is vergelijkbaar met het inhuren van een medewerker op basis van salarisverwachtingen alleen—u negeert dan de factoren die daadwerkelijke prestaties bepalen.
Volgens CNC-bewerkingspecialisten gewoon offertes naast elkaar leggen en het laagste bedrag kiezen, is een veelgemaakte fout. Een echte appels-met-appels-vergelijking vereist een gestructureerde aanpak die alle aspecten van het aanbod in overweging neemt. Laten we een kader opstellen dat u helpt de leverancier te identificeren die werkelijke waarde levert—niet alleen een aantrekkelijk cijfer.
Boven de prijs: De totale waarde vergelijken
Wat betekent 'totale waarde' eigenlijk bij de beoordeling van CNC-bewerkingsdiensten in mijn buurt? Denk verder dan de initiële offerte en neem alles mee wat van invloed is op het succes van uw project: consistentie van kwaliteit, betrouwbaarheid van levering, reactiesnelheid in communicatie en potentieel voor een langetermijnpartnerschap.
Hieronder vindt u een gefaseerd beoordelingskader om meerdere offertes effectief met elkaar te vergelijken:
- Technische capaciteit afstemmen: Stimmen de apparatuur, ervaring en expertise van de leverancier overeen met uw specifieke onderdeelvereisten? Een machinist in mijn buurt met 3-assige mogelijkheden kan niet dezelfde resultaten leveren als een 5-assige specialist voor complexe lucht- en ruimtevaartcomponenten.
- Kwaliteitscertificeringen en -systemen: Geverifieerde certificaten wijzen op een systematisch kwaliteitsbeheer—betrouwbaarder dan mondelinge beloften.
- Betrouwbaarheid levertijd: De genoemde leverdata zijn minder belangrijk dan de daadwerkelijke prestaties op het gebied van tijdige levering. Vraag naar referenties.
- Communicatieresponsiviteit: Hoe snel en grondig reageerden zij op uw offerteaanvraag (RFQ)? Dit geeft een voorproefje van hun gedrag tijdens de productie.
- Totale eigendomskosten: Neem verzendkosten, inspectievereisten, potentiële herstelkosten en administratieve overhead mee in de berekening.
- Schaalbaarheidspotentieel: Kan deze leverancier meegroeien met uw behoeften, van prototyping tot productie in grote volumes?
- Prijswedijverigheid: Ja, prijs is belangrijk—maar het staat als zesde op deze lijst, en terecht.
Sectoranalyse bevestigt dat een ongebruikelijk lage prijs een waarschuwingssignaal kan zijn voor compromissen, verborgen kosten of ondermaatse kwaliteit, wat op termijn meer gaat kosten door vertragingen, herstelwerkzaamheden of onderdeelfalen. Het opstellen van een eenvoudig spreadsheet om leveranciers consistent te vergelijken op basis van deze criteria helpt u bij het nemen van objectieve beslissingen.
Kwaliteitscertificeringen die ertoe doen
Bij het beoordelen van leveranciers van metaalbewerking bieden certificaten objectief bewijs van de capaciteit op het gebied van kwaliteitsmanagement. Niet alle certificaten wegen echter even zwaar — begrijpen wat elke norm daadwerkelijk vereist, helpt u de betrouwbaarheid van een leverancier te beoordelen.
Volgens kwaliteitsmanagementexperts iATF 16949 integreert de beginselen van ISO 9001 met specifieke eisen voor de automobielindustrie en vormt daarmee een robuust kader voor de beoordeling en prestatiebevordering van leveranciers. Organisaties die aan deze eisen voldoen, ondervinden aanzienlijke voordelen, waaronder verbeterde productkwaliteit, minder afwijkingen en betere leveranciersrelaties.
Belangrijke certificaten om te beoordelen:
- ISO 9001: Algemene norm voor kwaliteitsmanagement die gedocumenteerde, herhaalbare processen waarborgt. Dit is de basisvereiste — verwacht dat de meeste professionele werkplaatsen in het bezit zijn van dit certificaat.
- IATF 16949: Automobiel-specifieke norm die nadruk legt op consistentie in de productie, continue verbetering en statistische procescontrole. Van cruciaal belang voor CNC-draaibedrijven die onderdelen leveren voor automotive-toepassingen.
- AS9100: Lucht- en ruimtevaartbewerkingsnorm die voortbouwt op ISO 9001 met strengere procescontrole, traceerbaarheid en risicobeheer. Essentieel voor CNC-bewerkingsprojecten in de lucht- en ruimtevaartsector.
- ISO 13485: Norm voor de productie van medische hulpmiddelen, gericht op documentatie, naleving van regelgeving en hygiëneprotocollen.
Buiten certificeringen om, vraag ook naar specifieke maatregelen voor kwaliteitscontrole. Gebruikt de werkplaats Statistische Procescontrole (SPC) om de consistentie van de productie te bewaken? Voert men eerste-artikelinspecties (FAI) uit en worden er dimensionele rapporten verstrekt? Deze praktijken geven aan dat kwaliteit niet alleen wordt gedocumenteerd, maar actief wordt beheerd.
Het meest aantrekkelijke offertebedrag is niet altijd het beste. Een hogere prijs kan wijzen op superieure kwaliteitscontroles, betere materialen en betrouwbaardere service, waardoor kostbare storingen op termijn worden voorkomen.
Voor automotive- en hoogprecisietoepassingen, waar consistentie onbespreekbaar is, leveren gecertificeerde leveranciers meetbare voordelen. Shaoyi Metal Technology is een voorbeeld van deze aanpak—hun IATF 16949-certificering en strikte implementatie van statistische procescontrole (SPC) maken levertijden mogelijk van slechts één werkdag, terwijl de nauwe toleranties die worden vereist voor autochassisassen en aangepaste metalen busjes worden gehandhaafd.
Beoordelen van leveranciersbetrouwbaarheid en communicatie
Certificaten geven u informatie over systemen. Maar hoe beoordeelt u de menselijke factoren die de dagelijkse prestaties bepalen? Bij het zoeken naar een CNC-verspaner in mijn buurt zijn responsiviteit en kwaliteit van communicatie vaak betere voorspellers van projectsucces dan welke certificering dan ook.
Productiespecialisten benadrukken dat snelle, duidelijke communicatie tijdens de offertefase vaak een voorproefje is van de manier waarop de werkplaats later functioneert. Stelden zij verduidelijkende vragen over uw ontwerp? Brachten zij proactief mogelijke risico’s naar voren? Een leverancier die snel reageert maar tekort schiet in technische betrokkenheid, kan vertragingen veroorzaken zodra de productie is begonnen.
Rode vlaggen die op mogelijke betrouwbaarheidsproblemen wijzen:
- Vaag of ontbrekend specificeren van posten: Een offerte waarin de kosten niet zijn uitgesplitst, kan verborgen kosten verbergen die later verschijnen
- Geen vermelding van inspectie: Betrouwbare leveranciers bespreken kwaliteitscontrole van tevoren
- Trage of onvolledige reacties: Communicatieproblemen tijdens het opstellen van de offerte nemen doorgaans toe tijdens de productie
- Terughoudendheid om over capaciteiten te praten: Transparante leveranciers leggen hun processen en beperkingen graag uit
- Druk om snel een beslissing te nemen: Professionele werkplaatsen begrijpen dat complexe projecten evaluatietijd vereisen
Positieve indicatoren die de kwaliteit van de leverancier aangeven:
- Gedetailleerde offerte-uitbreiding: Transparantie over materialen, bewerkingstijd, afwerking en inspectiekosten
- DFM-feedback verstrekt: Voorstellen voor ontwerpverbeteringen wijzen op technische betrokkenheid
- Duidelijke communicatiekanalen: Toegewezen projectmanagers en gedefinieerde verwachtingen ten aanzien van reactietijden
- Referenties beschikbaar: Bereidheid om contactgegevens van klanten te verstrekken voor verificatie
- Toezegging voor ondersteuning na levering: Duidelijke beleidsregels voor het aanpakken van kwaliteitsproblemen indien deze zich voordoen
Het uurtarief voor CNC-bewerking varieert meestal tussen de 35 en 200 USD, afhankelijk van de complexiteit van de machine en het te bewerken materiaal. Een veelvoorkomend gemiddelde bedraagt ongeveer 60–75 USD per uur, maar dit verschilt aanzienlijk bij geavanceerde multi-assystemen. Het begrijpen van deze referentiewaarden helpt u om te beoordelen of offertes redelijk zijn—ongebruikelijk lage tarieven duiden vaak op compromissen elders.
Onthoud: het kiezen van een leverancier is het kiezen van een relatie. De winkel die vandaag uw onderdelen levert, kan jarenlang uw productielopende ondersteunen. Het investeren van tijd in een grondige evaluatie levert rendement op door minder kwaliteitsproblemen, leveringen op tijd en een partner die uw eisen begrijpt zonder herhaalde uitleg. Nu uw evaluatiekader op orde is, is de laatste stap om uw kennis in de praktijk te brengen — laten we de concrete stappen bespreken om betere offertes te verkrijgen voor uw volgende project.
Volgende stappen om betere offertes voor CNC-bewerking te krijgen
U hebt de insiderkennis geleerd die geïnformeerde kopers onderscheidt van degenen die eenvoudigweg elke offerte accepteren die binnenkomt. Nu is het tijd om die kennis in de praktijk te brengen. Het verschil tussen te veel betalen voor CNC-onderdelen en het bemachtigen van concurrerende prijzen komt neer op voorbereiding, communicatie en relatiebeheer — vaardigheden die u direct kunt toepassen op uw volgende project.
Dit is de kern: kopers die het offerteproces begrijpen, behalen consequent betere resultaten. Ze betalen minder, ontvangen onderdelen sneller en ondervinden minder kwaliteitsproblemen. Waarom? Omdat ze leveranciers benaderen als deskundige partners in plaats van passieve ontvangers. Laten we alles wat u hebt geleerd omzetten in concrete actiestappen.
Uw checklist voor offertevoorbereiding
Voordat u uw volgende aanvraag voor een offerte (RFQ) indient, werkt u deze uitgebreide checklist systematisch af. Elk item heeft direct invloed op de nauwkeurigheid van de offerte en de levertijd:
- Bereid STEP-bestanden met schone geometrie voor: Verwijder overbodige lagen, blokken en hulpelementen die CAM-systemen verwarren
- Voeg gedimensioneerde PDF-tekeningen toe: Documenteer draadaanduidingen, GD&T-specificaties en kritieke toleranties die niet in STEP-bestanden kunnen worden weergegeven
- Geef exacte materiaalsoorten op: "6061-T651 aluminium" in plaats van "aluminium" — vaag gespecificeerde materialen leiden tot voorzieningsprijzen
- Pas toleranties strategisch toe: Gebruik standaardtoleranties (±0,005") voor niet-kritieke kenmerken; reserveer nauwe toleranties uitsluitend voor functionele oppervlakken
- Definieer de eisen voor oppervlakteafwerking: Geef Ra-waarden op in plaats van subjectieve beschrijvingen zoals "gepolijst"
- Geef de hoeveelheidsniveaus aan: Vermeld zowel de huidige bestelling als de verwachte toekomstige volumes—dit heeft invloed op gereedschaps- en prijsbeslissingen
- Stel tijdlijnverwachtingen duidelijk vast: Maak onderscheid tussen vaste deadlines en flexibele leveringsperiodes
- Vermeld alle secundaire bewerkingen: Anodiseren, galvaniseren, warmtebehandeling en assemblage-eisen beïnvloeden de totale kosten
- Leg de functie van het onderdeel uit: Context helpt leveranciers om kosteneffectieve productiealternatieven voor te stellen
Het invullen van deze checklist duurt slechts 15 minuten en kan de offertetermijn verkorten van dagen naar uren — en de heen-en-weer-e-mails die uw project vertragen, elimineren.
Het opbouwen van langetermijnrelaties met leveranciers
De meest succesvolle productiesamenwerkingen gaan verder dan afzonderlijke transacties. Wanneer u een CNC-machinebouwbedrijf in mijn buurt vindt dat kwaliteit, betrouwbaarheid en responsieve communicatie biedt, betaalt de investering in die relatie zich terug.
Volgens experts op het gebied van productiesamenwerking positioneren bedrijven die samenwerkende aanpakken beheersen zichzelf voor succes op een steeds concurrerender markt. Sterke leveranciersrelaties leveren meetbare voordelen op:
- Voorrang bij planning: Vertrouwde klanten ontvangen vaak snellere levertijden wanneer de capaciteit beperkt is
- Proactief probleemoplossen: Leveranciers die uw toepassingen begrijpen, identificeren problemen voordat ze kostbaar worden
- Concurrerende prijzen: Lange-termijnvolumecommitments ontsluiten prijzen die niet beschikbaar zijn bij eenmalige bestellingen
- Ontwerpconsultatie: Ervaringsrijke partners dragen bij met hun expertise op het gebied van aluminiumbewerking, wat de kwaliteit van uw producten verbetert
- Stabiliteit van de supply chain: Bestaande relaties verminderen het risico tijdens tekorten aan materialen of capaciteitsbeperkingen
Het opbouwen van deze relaties begint met duidelijke communicatie, realistische verwachtingen en wederzijds respect. Betaal facturen tijdig, geef constructieve feedback en erken goede prestaties. Deze praktijken veranderen transactionele leveranciers in strategische partners die geïnvesteerd zijn in uw succes.
Actie ondernemen voor uw volgende CNC-project
Klaar om toe te passen wat u hebt geleerd? Hier is uw actieplan om betere offertes te verkrijgen voor op maat gemaakte bewerkte onderdelen:
- Herzie uw huidige ontwerpen op onderhoudbaarheid: Elimineer onnodige complexiteit, standaardiseer functies en ontwerp waar mogelijk voor bewerking in één opspanning
- Pas de offertemethode aan aan de projectvereisten: Gebruik directe platforms voor standaard prototypes; betrek traditionele offerteprocessen (RFQ) voor complex of hoogprecies werk
- Evalueer leveranciers op een holistische manier: Beoordeel certificaten, communicatiekwaliteit en leveringshistorie—niet alleen de prijs
- Vraag proactief DFM-feedback aan: Vraag leveranciers om kostenbesparingsmogelijkheden te identificeren voordat ontwerpen definitief worden vastgesteld
- Documenteer geleerde lessen: Houd bij wat wel en wat niet heeft gewerkt om uw offerteproces voortdurend te verbeteren
Voor projecten die consistente productie en nauwe toleranties vereisen—met name automotivetoepassingen die precisiechassisassenblages of aangepaste metalen busjes vereisen—werk samen met fabrikanten die systematisch kwaliteitsbeheer toepassen. Shaoyi Metal Technology is een voorbeeld van deze aanpak, waarbij IATF 16949-certificering wordt gecombineerd met snelle prototyping- en massaproductiemogelijkheden en levertijden van slechts één werkdag.
De kennis die u hebt opgedaan, verandert de manier waarop u elke offerte voor een CNC-machine benadert. U begrijpt nu wat de prijsbepaling bepaalt, hoe u complete aanvragen voor offertes (RFQ’s) kunt voorbereiden en welke beoordelingscriteria daadwerkelijk de leveranciersprestaties voorspellen. Pas deze principes consequent toe en u krijgt betere prijzen, snellere levering en onderdelen van hogere kwaliteit voor elk project.
Veelgestelde vragen over offertes voor CNC-machines
1. Wat is de gemiddelde kosten van een CNC-machine?
De kosten van CNC-machines variëren sterk afhankelijk van het type en de mogelijkheden. Instapmodellen voor CNC-freesmachines liggen tussen de $5.000 en $20.000 en zijn geschikt voor kleine bedrijven en hobbyisten. Machines van middelklasse kosten tussen de $20.000 en $75.000 en beschikken over geavanceerdere functies voor grotere projecten. Industriële 5-assige machines kunnen meer dan $100.000 kosten. Bij het inwinnen van bewerkingsdiensten in plaats van de aanschaf van apparatuur liggen de uurtarieven echter meestal tussen de $35 en $200, afhankelijk van de complexiteit van de machine en de materiaaleisen.
2. Wat is het uurloon voor een CNC-machine?
De uurtarieven voor CNC-bewerking liggen doorgaans tussen de 50 en 150 USD, met een branchegemiddelde van ongeveer 60–75 USD per uur. Drie-assige machines kosten over het algemeen 25–50 USD per uur, terwijl geavanceerde vijf-assige machines wegens de hogere investering en programmeercomplexiteit 100–200 USD per uur kosten. Factoren die de tarieven beïnvloeden, zijn het te bewerken materiaal, de tolerantievereisten en de locatie van de werkplaats. IATF 16949-gecertificeerde faciliteiten zoals Shaoyi Metal Technology kunnen concurrerende tarieven bieden, terwijl ze toch strenge kwaliteitsnormen handhaven.
3. Hoeveel moet ik rekenen voor CNC-werk?
De kosten voor CNC-bewerking hangen af van meerdere factoren buiten de uurtarieven om. De instelkosten beginnen bij $50 en kunnen $1.000 overschrijden voor complexe opdrachten. De materiaalkosten variëren sterk: aluminium is kosteneffectief, terwijl titanium wel 3 tot 5 keer duurder kan zijn. Tolerantiespecificaties hebben een aanzienlijke invloed op de prijs; standaardtoleranties van ±0,005 inch brengen minimale extra kosten met zich mee, maar eisen van ±0,001 inch kunnen de kosten per onderdeel verdubbelen. Ook de hoeveelheid speelt een rol: prototypen kunnen $50–$100 per onderdeel kosten, terwijl productieomvangen de kosten kunnen terugbrengen tot $5–$15 per stuk.
4. Welke informatie heb ik nodig om een nauwkeurige CNC-offerte te ontvangen?
Voor nauwkeurige offertes dient u STEP-bestanden met schone geometrie, gedimensioneerde PDF-tekeningen met GD&T-specificaties, exacte materiaalsoorten (bijv. "6061-T651 aluminium"), tolerantievereisten voor kritieke kenmerken, oppervlakteafwerking (Ra-waarden), hoeveelheidsniveaus inclusief toekomstige prognoses, tijdschema-vereisten en secundaire bewerkingen zoals anodiseren of galvaniseren te verstrekken. Volledige aanvragen voor offertes verminderen de doorlooptijd voor offertes van dagen tot uren en elimineren prijsopslagen die fabrikanten toevoegen vanwege onduidelijke specificaties.
5. Moet ik gebruikmaken van online directe offertes of de traditionele aanvraagprocedure voor offertes?
Kies op basis van de projectcomplexiteit. Online platforms verstrekken offertes binnen enkele seconden — ideaal voor standaardprototypen met gangbare materialen en toleranties. Ze bieden 24/7 beschikbaarheid en real-time DFM-feedback. Traditionele offerteaanvraagprocessen nemen 12–48 uur in beslag, maar bieden wel een deskundige technische beoordeling, flexibiliteit bij exotische materialen en onderhandelingsmogelijkheden. Voor complexe vormgevingen, strakke toleranties of productie in grote volumes leveren traditionele processen vaak nauwkeurigere prijsopgaven en waardevol ontwerpadvies van ervaren verspaners.