 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Galvenie veidi rīku sastāvdaļām mūsdienu ražošanā

TL;DR
Ražošanā termins "matrica" attiecas uz diviem saistītiem jēdzieniem. Pirmkārt, matricu komponenti ir rīka atsevišķas daļas — piemēram, matricas plātnes, vadotās dēles un spieģi — kas kopā darbojas presē. Otrkārt, matricas tiek klasificētas dažādos veidos atkarībā no to funkcijas un sarežģītības, piemēram, vienkāršās, saliktās un progresīvās matricas, kas nosaka, kā tās griež vai formē loksnes metālu finālproduktā.
Štancēšanas matricas pamatkomponenti
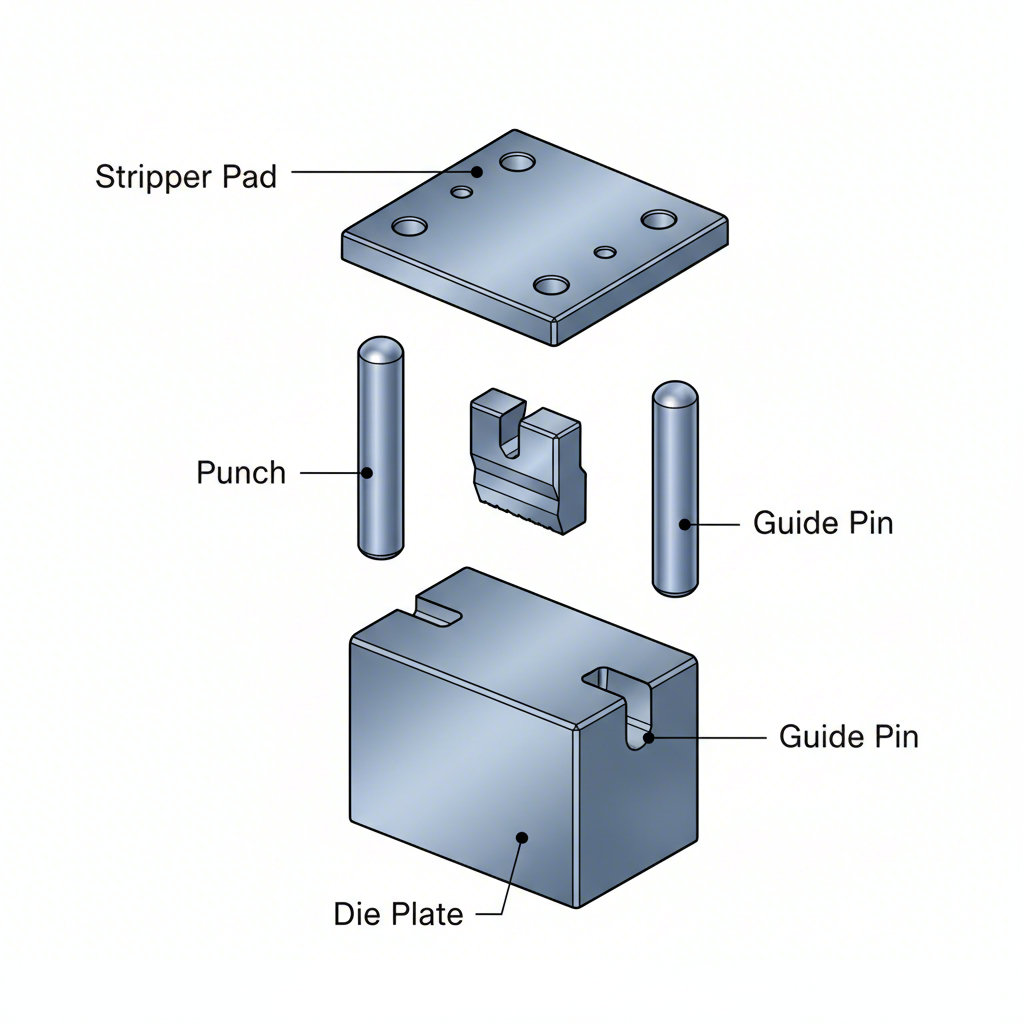
Kalšanas veidne ir precīzs rīks, ko izmanto plākšņu metāla griešanai un formēšanai, un tā sastāv no vairākām būtiskām sastāvdaļām, kas darbojas saskaņā. Tās pamatā atrodas veidņu plātnes , ko sauc arī par veidņu apaviem vai veidņu komplektiem. Šīs biezas, plakanas plātnes kalpo kā pamatne visu pārējo darba sastāvdaļu uzstādīšanai. To plakanums un paralēlums ir būtisks visa rīka precizitātei. Augējās un apakšējās veidņu apavu precīzu savstarpējo novietojumu nodrošina vadības pirksti un bukses , kas garantē, ka veidnes divas daļas katrā prešēšanas ciklā savienojas ideāli, novēršot nepareizu izvietojumu, kas varētu sabojāt rīku vai izgatavojamo detaļu.
Aktīvās veidnes sastāvdaļas ir spieģi un pogas (vai veidņu matrica). Spieģi ir tās sastāvdaļas, kas veic griešanu vai formēšanu; piemēram, urbošanas spieģis izveido caurumu, savukārt izgriešanas spieģis izgriež detaļas ārējo kontūru. Šie spieģi ir droši fiksēti vietā ar fiksatoriem . Kad punches ieeļ ārējā materiālā, tas ienāk atbilstošā dobumā apakšējā matriču blokā, griežot metālu. Lai novērstu materiāla pielipšanu izvelkošajam puncim, ar atsperēm darbināts izmešanas plāksne turas loksnes metālu lejup, ļaujot puncim brīvi iziet ārā.
Visbeidzot, visu komplektu darbina un kontrolē dažādas citas sastāvdaļas. Spirāles —kas var būt spirāles, uretāna vai slāpekļa gāzes atspere—nodrošina nepieciešamo spēku izmešanas plāksnēm un spiedplātnēm, kas tur metālu veidošanas operāciju laikā. Matričām, kas piedzīvo ievērojamus sānu virziena spēkus, papēža bloki un papēža plāksnes tiek pievienoti, lai absorbētu šo spēku un pasargātu vadotnes tapas no nolieciena. Pēc ekspertu viedokļa vietnē Ražotājs , šīs pamatsastāvdaļas veido gandrīz katras štancēšanas matricas pamatu, sākot no vienkāršākajām līdz sarežģītākajām.
Detalizēts ceļvedis par galvenajiem matricu tipiem
Papildus atsevišķiem komponentiem, veidņi tiek klasificēti vairākās kategorijās atkarībā no veicamajām operācijām un to sarežģītību. Veidņu tipa izvēle ir atkarīga no tādiem faktoriem kā detaļas sarežģītība, ražošanas apjoms un izmaksu efektivitāte. Visvienkāršākais ir Līnijas veidnis (vai vienkārša veidne), kas veic vienu operāciju, piemēram, liekšanu vai perforāciju, katrā prešēšanas ciklā. Šo metodi bieži izmanto zemam ražošanas apjomam vai vienkāršu detaļu izgatavošanai, jo tai nepieciešama mazāk sarežģīta un dārga instrumentu iekārta.
Efektīvākai ražošanai ražotāji izmanto sarežģītākas konstrukcijas. Vienstacijas daudzpakāpju veidne veic vairākas griešanas operācijas vienā prešēšanas ciklā vienā stacijā. Piemēram, tā var izurbt caurumu detaļas centrā, vienlaikus izgriežot tās ārējo kontūru, kas padara to par ideālu plakano detaļu, piemēram, uzgriežņu, ražošanai ar augstu precizitāti. Savukārt Komplekso forma veic vairākas operācijas vairākās stacijās, katra no tām veicot daļēju pārveidošanu, kamēr detaļa pārvietojas cauri veidnei, kas ir piemērots sarežģītāku detaļu ražošanai lielos apjomos. Progresīvs matražs ietver sēriju staciju, no kuras katra veic atšķirīgu operāciju secīgi. Loksnes metāls, kas ir formas tinuma sloksnē, tiek padots caur matrici, un ar katru spiediena impulsu detaļa tiek pārvietota uz nākamo staciju, līdz tā ir pabeigta. Kā norādīja Standarta matrica , šī metode ir ārkārtīgi ātra un izdevīga lielserijas ražošanai sarežģītām detaļām.
Vēl viena svarīga kategorija ir Pārnešanas veidne , kas ir līdzīga progresīvajai matricai, bet apstrādā atsevišķas, atdalītas заготовки, nevis nepārtrauktu sloksni. Mekhāniskie pirksti vai rokas pārvieto detaļu no vienas stacijas uz otru. Šis risinājums ir noderīgs lielām detaļām, piemēram, automašīnu paneļiem, kuras nav viegli apstrādāt sloksnē. Sarežģītiem projektiem, jo īpaši automašīnu nozarē, ir būtiski sadarboties ar specializētu ražotāju. Piemēram, Shaoyi (Ningbo) Metal Technology Co., Ltd. izrādās lielisks pielāgotu automašīnu štancēšanas matricu izgatavošanā, piedāvājot precīzus risinājumus OEM un Tier 1 piegādātājiem, kuriem nepieciešama sarežģīta aparatūra masu ražošanai.
| Formas tips | Galvenā īpašība | Izkopšanas pielietojums | Relatīvā sarežģītība/izmaksas |
|---|---|---|---|
| Līnijas veidne (vienkārša veidne) | Veic vienu operāciju katrā prešēšanas ciklā. | Zema apjoma ražošana, vienkāršas daļas, sekundāras operācijas. | Zemi |
| Komplekso forma | Veic vairākas griešanas operācijas vienā stacijā. | Vāciņi, blīves un citas plakanas daļas ar augstu precizitāti. | VIDĒJS |
| Progresīvs matražs | Vairākas stacijas veic secīgas operācijas metāla stripā. | Lielapjoma ražošana sarežģītām daļām (piemēram, elektroniskiem savienotājiem). | Augsta |
| Pārnešanas veidne | Pārvieto vienu gabalu starp vairākām stacijām, lai veiktu operācijas. | Lielas daļas, piemēram, automašīnu korpusa paneļi un dziļi velmētas čaulas. | Ļoti augsts |
| Kombinēta izmērs | Veic gan griešanas, gan negriešanas (veidošanas/velkšanas) operāciju vienā ciklā. | Detaļas, kurām nepieciešams griezums un liekums/formējums, piemēram, mazi stiprinājumi. | Vidēja līdz augsta |
Speciālo matricu izpēte specifiskām ražošanas operācijām
Papildus vispārējām klasifikācijām, kas balstītas uz darba plūsmu, daudzas matricas nosauc pēc konkrētā uzdevuma, ko tās veic. Šīs specializētās, bieži vien vienas operācijas matricas ir būtiskas precīzu elementu iegūšanai uz ražotas detaļas. Piemēram, Blanķēšanas forma ir paredzēta tikai detaļas ārējās formas vai profila griešanai no lielāka metāla loksnes gabala. Izgrieztais gabals, ko sauc par заготовку, kļūst par pusfabrikātu turpmākām operācijām. Tas bieži ir pirmais solis ražošanas procesā, piemēram, automašīnas durvju paneļa plakanas formas izgriešana pirms tās formēšanas.
Salīdzinoši, matrica Perforēšanas matrica izmanto, lai izveidotu caurumus, slēdzenes vai citas iekšējas detaļas, neietekmējot tās ārējo kontūru. Atšķirībā no izgriešanas, kur izgrieztā detaļa ir vajadzīgā daļa, izduršanā izgrieztais materiāls (ķīpa) tiek izmests kā atkritumi. Izduršanas operācijas var veikt ar speciālu matricu vai integrēt kā staciju lielākā progresīvā matricā. Gan izgriešana, gan izduršana ir pamata griešanas operācijas metāla štampēšanā, kā detalizēti aprakstīts dažādos ražošanas resursos, tostarp Vikipēdijas pārskatā par matricu izgatavošanu .
Citas specializētas matricas koncentrējas uz formēšanu, nevis griešanu. Reljefveidošanas veidnis izmanto, lai izveidotu izcilnējumus vai iedobes plāksnēs, nemainot to biezumu. To sasniedz, iepresējot materiālu starp atbilstošu puņču un matricu, kuros iestrādāts vajadzīgais raksts, bieži izmantojot logotipiem, uzrakstiem vai dekoratīvām iezīmēm. Līdzīgi kā Kalšanas veidne pielieto ekstrēmu spiedienu uz apstrādājamo priekšmetu, piespiežot metālu iekļūt matricas dobuma sarežģītajos detalēs. Šis process var izveidot dažādas īpašības priekšmeta katrā pusē un tiek izmantots augstu detaļu prasašanai paredzētu izstrādājumu ražošanai, piemēram, monētām un medaļām.
Bieži uzdotie jautājumi
1. Kas ir matricas komponents?
Matricas komponents ir atsevišķa daļa lielākā matricas komplektā, ko izmanto spiedformē. Šie komponenti kopā darbojas, lai grieztu vai veidotu plāksnes metālu. Galveni piemēri ietver matricas plātnes (pamatu), vadības dēliņus un bukses (izlīdzināšanai), spiedpogas (kas veic griešanu vai veidošanu) un noņemšanas spilvenus (kas noņem materiālu no spiedpogas).
2. Kādi ir dažādie matricas materiāli?
Mirsti parasti izgatavo no ļoti izturīgiem, nodilumizturīgiem materiāliem. Visbiežāk tiek izmantotas instrumenta tērauda markas, kas ir speciālas dzelzs un oglekļa sakausējumi, kurus var sakarstēt, lai panāktu izturību un griezējmalas noturību. ļoti liela apjoma vai liela nodiluma aplikācijām griešanas un formēšanas sekcijām bieži tiek izmantots volframa karbīds, jo tam piemīt izcila cietība. Citos gadījumos var tikt izmantots arī aluminija sakausējums mirstu korpusiem, lai samazinātu svaru, kā arī aluminija bronza nodiluma plātnēm un vāciņiem, lai samazinātu berzi.