 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

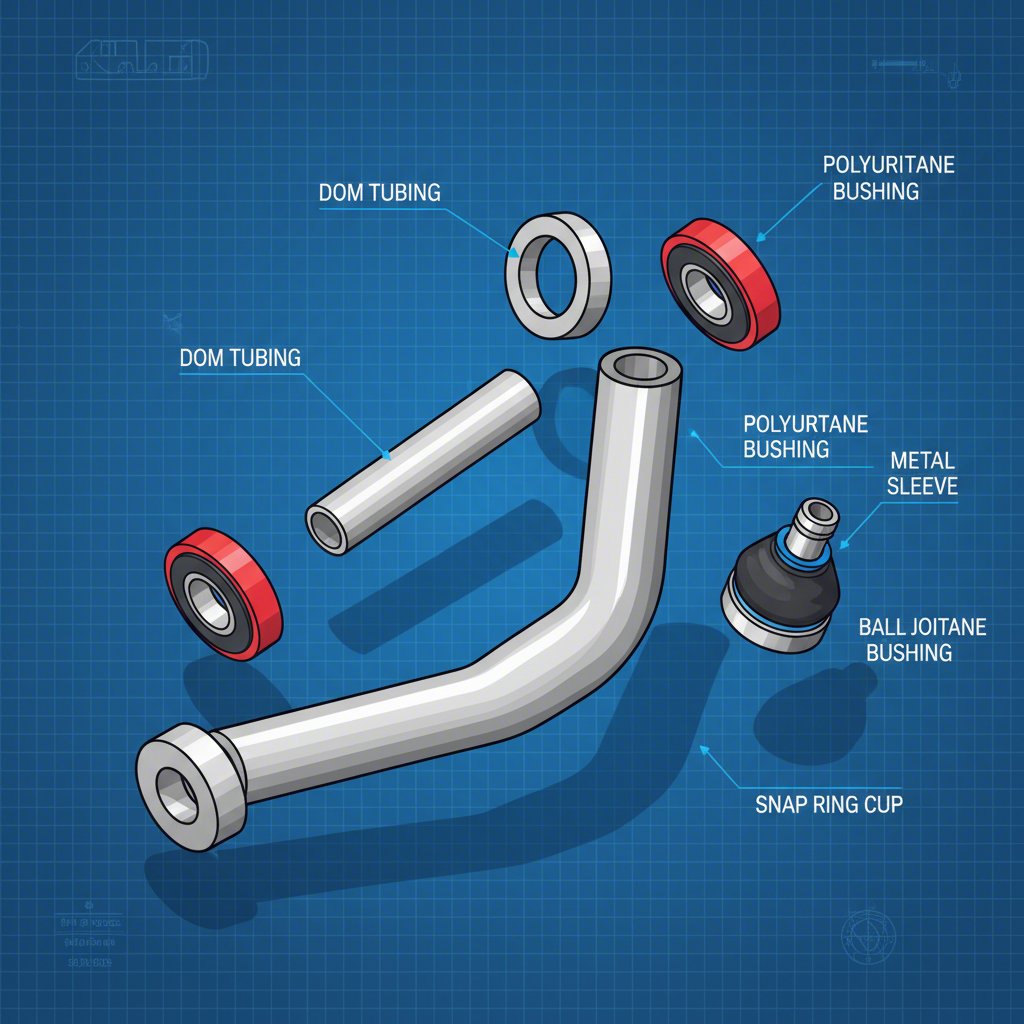
Būtinos detalės vamzdinių svirties gamybai
TRUMPAI
Individualių vamzdinių valdymo svirtų gamyba reikalauja specifinio detalių rinkinio ir tikslaus proceso. Būtinos sudedamosios dalys apima stiprius DOM ar Chromoly vamzdelius, sriegiuotus suvirinimo įvaržus lazdelių galams, aukštos kokybės guolių įvoras (Delrin arba poliuretaną) ir apdirbtus rutulinio sąjungos puodelius. Gamybos procesas grindžiamas tikslumu projektuojant, tiksliu vamzdelių pjaustymu ir išpjovimais, surinkimu standžiame šabalone, kad būtų išlaikyta geometrija, bei rūpestinga TIG suvirinimo procedūra maksimaliai stiprybei ir saugumui užtikrinti.
Valdymo svirties gamybos esminės sudedamosios dalys
Trijų vamzdžių valdymo rankų gamyba nuo nulio yra naudingas projektas, kuris suteikia visišką kontrolę virš Jūsų transporto priemonės pakabos geometrijos. Tačiau sėkmė priklauso nuo tinkamų medžiagų pasirinkimo. Šitų detalių negalima rasti vietiniame technikos parduotuvėje; tai specializuotos dalys, sukurtos atlaikyti didžiules apkrovas. Aukštos kokybės dalių įsigijimas yra pirmasis ir svarbiausias žingsnis gamybos procese.
Bet kurios vamzdinės valdymo rankos pagrindas yra pats vamzdis. Dauguma gamintojų renkasi tarp ant mandrelio temptų (DOM) plieno ir 4130 Chromoly plieno. Kaip nurodyta gamintojų produktuose, tokiais kaip Porterbuilt , storasienis DOM vamzdelis yra populiarus pasirinkimas dėl didelės stiprybės, puikios vientisumo ir kainos našumo, todėl jis idealiai tinka gatvės ir našumo taikymui. Chrommoly siūlo didesnį stiprumo ir svorio santykį, todėl tai pageidautinas medžiagos tipas lenktynių taikymams, kur svarbu kiekvienas uncija, kaip išsamiai aprašyta aukštos kokybės individualiuose projektuose. Pasirinkimas priklauso nuo jūsų projekto biudžeto ir našumo tikslų.
Be vamzdelio, jums reikės keleto pagrindinių komponentų, kad sukurtumėte veikiančias ir reguliuojamas rankoves. Internetiniai tiekėjai, tokie kaip JOES Racing Products ir CB Chassis Products siūlo išsamią šių detalių asortimentą. Tipiškas apsipirkimo sąrašas apima:
- Prijungiami vamzdžių galai (kištukai): Šie srieginiai įstatymai prijungiami prie DOM vamzdelio galų, kad būtų galima pritvirtinti heim jungtis (strypų galus) arba srieginius reguliatorius, leidžiantys tiksliai keisti padėtį.
- Įvorės ir įdėklai: Šie komponentai yra įspaudžiami į šasi pusės svirties sukimosi taškus. Aukštos kokybės variantai apima Delrin medžiagą, užtikrinančią minimalų poslinkį ir ilgą tarnavimo laiką, arba poliuretaną, siūlantį subalansuotą našumą ir virpėjimo slopinimą.
- Svirtinio sąjungos dangteliai ar plokštelės: Jie laiko sferinę sąjungą ratų pusėje svirties gale. Gali būti plokštelės varžtinėms sferinėms sąjungoms arba apdailintos dangteliai spaustoms konstrukcijoms, turi būti tiksliai išdėstyti ir suvirinti.
- Tvirtinimo skardos ir lankstai: Jie suvirinami prie transporto priemonės rėmo, kad būtų sukurti tvirtinimo taškai svirties sukimosi ašims.
Projektams, reikalaujantiems unikalių techninių charakteristikų, didelės apimties gamybos arba itin tiksliai pagamintų komponentų, tokių kaip CNC pjautų plokštelių ir sferinių sąjungų dangteliai, naudinga bendradarbiauti su specializuotu gamintoju. Tokios įmonės kaip Shaoyi (Ningbo) Metal Technology Co., Ltd. teikia individualius automobilių štampavimo ir metalinių detalių gamybos paslaugas, siūlydami tikslumą, kuris yra būtinas pakabos detalėms. Tai užtikrina idealų pritaikymą ir metalo vientisumą, kas yra svarbu tiek saugumui, tiek našumui.
Medžiagų palyginimas: DOM plienas ir 4130 Chromoly
| Ypatybė | DOM plienas | 4130 Chromoly |
|---|---|---|
| Stiprumas | Labai stiprus ir ilgaamžis daugumai taikymų. | Aukštesnė temptinė stipris, leidžianti naudoti storesnes sienas ir mažesnį svorį, išlaikant tą pačią stiprybę. |
| Svoris | Svoris didesnis nei Chromoly, kai stiprumas yra toks pat. | Lengvesnis, todėl idealiai tinka lenktyniavimui ir nesvyrinčio svorio mažinimui. |
| Kaina | Prieinamesnis ir plačiai paplitęs. | Ženkliai brangesnis. |
| Sujungiamumas | Lengviau suvirinti MIG arba TIG būdu; mažiau jautrus šilumai. | Reikia TIG suvirinimo. Įkaitinimas ir po to atliekamas kaitinimas paprastai reikalingi tik sienelių storiams, didesniems nei 0,120 colio. |
| Idealus taikymas | Gatvės našumas, individualūs sunkvežimiai (C10, S10) ir bendras gamybos procesas. | Profesionalūs automoto sporto renginiai, bekelio lenktyniavimas ir taikymo sritys, kuriose svarbus svoris. |
Gamybos procesas: nuo dizaino iki galutinio suvirinimo
Turint reikiamas dalis, prasideda gamybos procesas. Čia itin svarbūs tikslumas, kantrybė ir tinkami įrankiai. Valdymo svirtų gamyba – tai ne tik vamzdžių suvirinimas; tai inžinerijos užduotis, tiesiogiai veikianti jūsų transporto priemonės valdymą ir saugumą. Visas procesas turi būti metodologiškas, kad galutinis produktas būtų tiek stiprus, tiek geometriškai tobulas.
Kelionė nuo žaliavos iki gatavos produkcijos vyksta aiškia žingsnių seka. Kaip išsamiai aprašyta išsamiame surinkimo žurnale, kurį parašė Wilhelm Raceworks , netgi atrodytų menki dalykai, tokie kaip pakankamai didelių spindulių užtikrinimas vietoj aštrių kampų, gali labai stipriai paveikti detalės atsparumą įtempiams ir nuovargiui. Profesionalus požiūris reikalauja kruopštaus planavimo ir vykdymo kiekviename etape.
Žemiau pateikiamas gamybos proceso žingsnis po žingsnio išdėstymas:
- Konstrukcija ir matavimai: Pirmasis žingsnis – galutinai patvirtinti konstrukciją, naudojant CAD programinę įrangą įtempimo analizei atlikti arba kruopščiai išmatuoti Jūsų transporto priemonės pakabos tvirtinimo taškus. Būtina nustatyti pageidaujamą ilgį, rutulinio jungties kampą ir sukimosi taškus, kad pasiektumėte norimą kampą (camber), vairavimo kolonėlės kampą (caster) ir riedėjimo centrą (roll center).
- Pjovimas ir išpjovimai: Iškirpkite DOM ar Chromoly vamzdžius tiksliais ilgiais, nustatytais projekte. Vamzdžių galai, kurie bus sujungiami su kitais vamzdžiais, turi būti „išpjauti“ arba „pritaikyti“, kad idealiai prisiliestų, sudarydami tvirtą siūlę suvirinimui. Geriausias šiam darbui tinkamas įrankis – vamzdžių išpjalimo įrenginys.
- Apdirbimas ir paruošimas: Gamybos detalės, tokios kaip tvirtinimo elementai, laikantys rutulinį žarnyrą, gali reikalauti apdirbimo sriegiu ar frezavimo staklėmis. Prieš suvirinant, visus komponentus reikia kruopščiai išvalyti nuo bet kokio aliejaus, tepalo arba oksidų sluoksnio, kurie galėtų užteršti siūlę.
- Jigos statymas: Tai turbūt svarbiausias žingsnis. Gamybos jiga – tai tvirtinimo įtaisas, kuris laiko visas valdymo svirties atskiras dalis tiksliose galutinėse pozicijose. Tiksliai ir standžiai surinkta jiga yra būtina, kad užtikrintumėte, jog valdymo svirtis neprarastų formos dėl suvirinimo šilumos ir kad jos galutinė geometrija būtų teisinga.
- Prisuvirinimas ir patvirtinimas: Įdėkite visas dalis į jigą ir pritvirtinkite mažais „prisuvirinimo“ siūlėmis, kad jos laikytųsi kartu. Po prisuvirinimo nuimkite svirtį nuo jigos ir priderinkite prie transporto priemonės, kad patikrintumėte matmenis ir tarpus prieš galutinį suvirinimą.
- Galutinis suvirinimas: Dėl pakabos komponentų volframo inertinės dujų (TIG) suvirinimas yra pageidautinas dėl didelės tikslumo laipsnio ir stiprių, švarių siūlių, kurias jis sukuria. Siūles suvirinkite stulpeliu, kad vienodai pasiskirstytų šiluma ir būtų sumažintas iškraipymas. 4130 Chromoly medžiagai būtina lėtai aušinti (pvz., apvyniojant dalį suvirinimo antklode), kad medžiaga nesustabarėtų; tačiau pirminis kaitinimas paprastai reikalingas tik vamzdeliams, kurių sienelės storis didesnis nei 0,120 colio.
- Gaminimo užbaigimas: Po suvirinimo ir atvėsimo valdymo svirtis gali būti padengta milteliniais dažais arba dažoma siekiant apsaugos nuo korozijos. Galiausiai įspaudžiamos įvorės ir montuojamas rutulinis sąnarys, kad būtų užbaigta surinkimo procedūra.
Vamzdiniai prieš plokštinius svarelius: svarbus konstrukcinis pasirinkimas
Projektuojant nestandartinius valdymo svirtis, gamintojas susiduria su vienu iš pagrindinių pasirinkimų – naudoti vamzdinę ar plokščių konstrukciją. Nors abi gali būti labai stiprios, jų konstrukcija suteikia skirtingas charakteristikas, dėl kurių jos tinka skirtingiems taikymams. Šių skirtumų supratimas yra esminis siekiant sukurti pakabos sistemą, atitinkančią Jūsų transporto priemonės numatytą panaudojimą.
Vamzdinė valdymo svirtis, kaip rodo pavadinimas, yra pagaminta daugiausia iš apvalių arba kartais kvadratinių vamzdelių. Ši konstrukcija puikiai atlaiko jėgas iš įvairių krypčių, tokias kaip sukimo (torzinės) apkrovas bei tempimo-spaudimo (įtempimo ir suspaudimo) jėgas, kurios dažnos važinėjant asfaltu ir sportiniame greitkelyje. Apvali forma tolygiai paskirsto įtampą, todėl tai efektyvus ir lengvas sprendimas daugeliui taikymų – nuo miesto automobilių iki lenktyniavimo trasose.
Plokštės šarnyras, kuris dažnai naudojamas ekstremaliame bekelio lenktyniavime, pagamintas iš kelių plokščios plieno plokštės dalių, kurios išpjautos ir suvirintos taip, kad susidarytų dėžutės pavidalo konstrukcija. Šis gamybos metodas sukuria labai stiprų ir standų šarnyrą, ypač atsparų tiesioginiam vertikaliajam smūgiui, pvz., nusileidžiant po didelio šuolio. Nors jis dažnai būna sunkesnis nei vamzdinis šarnyras, jo stiprumas gali būti privalumas žiauriomis sąlygomis. Kaip pastebėjo vienas forumo vartotojas: „Plokštės šarnyrai bus stipresni. Vamzdžiai tinka geriau tokiose konstrukcijose kaip rėmas, kur jėgos (smūgiai) gali kilti iš bet kurios krypties.“ Tai pabrėžia pagrindinį kompromisą tarp šių dviejų konstrukcijų.
Palyginimas: vamzdiniai ir plokštiniai valdymo šarnyrai
| Charakteristika | Vamzdiniai valdymo šarnyrai | Plokštiniai valdymo šarnyrai |
|---|---|---|
| Stiprumo profilis | Puiki sukimo standumas ir stiprumas tempti / spausti. Efektyvus įvairių krypčių apkrovų nešimui. | Ypač aukštas stiprumas tiesioginiams vertikaliems ir šoniniams apkrovims. Gali būti stipresnis, tačiau mažiau efektyvus savo svoriui. |
| Svoris | Paprasčiau lengvesnis tam tikro stiprumo lygio atžvilgiu dėl apvalių vamzdžių efektyvumo. | Paprastai sunkesnis ir masyvesnis, nes reikia daugiau medžiagos, kad būtų sukurta dėžinė konstrukcija. |
| Gamybos sudėtingumas | Reikia tikslios vamzdžių išpjovos ir patikimos tvirtinimo sistemos. Virinimas gali būti sudėtingas apvaliuose sąryšiuose. | Reikia CNC arba plazmos pjaustymo plokštėms ir išsamios virimo procedūros. Dažnai reikalingi vidiniai pertvarai. |
| Kaina | DOM vamzdžių medžiagos kaina yra vidutinė. Chromolio naudojimas ženkliai padidina kainą. | Plieno plokščių medžiagos kaina gali būti aukšta, o darbo jėgos / pjaustymo išlaidos dažnai didesnės. |
| Idealus taikymas | Gatvės našumas, kelių lenktynės, drag'lenktynės, individualūs sunkvežimiai ir dauguma kelių transporto priemonių. | Trophy sunkvežimiai, rokų roplių automobiliai ir ekstremalios off-road transporto priemonės, patiriančios stiprius smūgius. |