 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Priekinio stiklo valytuvų svirties išspaudimas: inžinerijos ir identifikavimo vadovas
TRUMPAI
Kalbant apie automobilių komponentus, štampuojami vėjo stiklo valytuvų svirtys reikš dvi skirtingas sąvokas: aukštos spartos progresyvus štampavimas gamybos procesą, naudojamą metalinei konstrukcijai formuoti, ir ant svarstyklių pažymėtus identifikavimo kodus detalės patvirtinimui. Šiuolaikinė gamyba daugiausiai pasislinko nuo liejimo į štampavimą, leidžiant gaminti iki 60 detalių per minutę su didesniu tikslumu.
Automobilių savininkams ir restauruotojams šie išštampliuoti ženklai (tokių gamintojų logotipai kaip Trico ar krypties nurodymai, pavyzdžiui, 55L/55R) yra būtini OEM detalių nustatymui ir tikslingam pritaikymui. Arba jūs ieškote gamintojo masinei gamybai, ar dešifruojate senovinį detalių numerį – štampavimo proceso supratimas yra esminis.
Gamybos procesas: progresyvinio išspaudimo formavimas
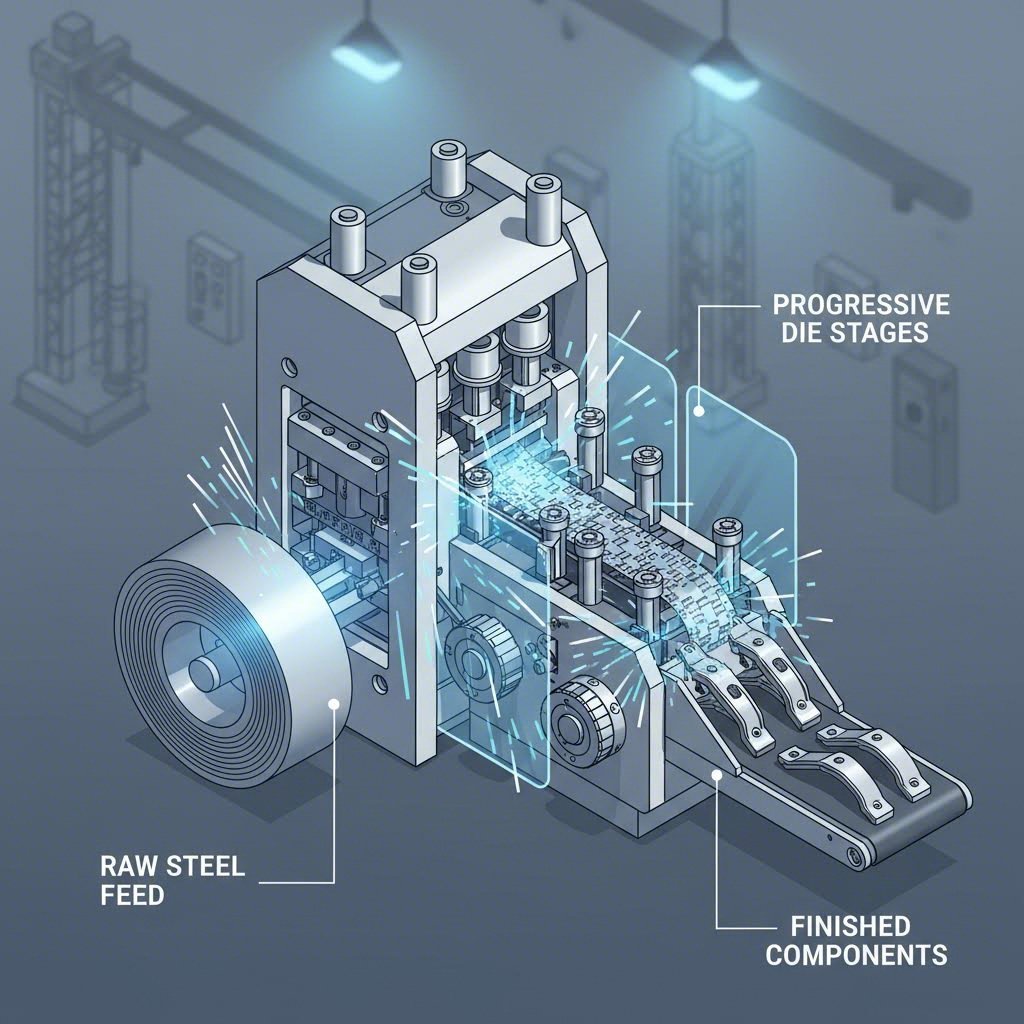
Automobilių pramonės poreikiams patenkinti priekinių stiklo valytuvų rankų gamyba labai klestėjo. Tradiciškai daugelis valytuvų komponentų gaminami metalo liejimo būdu. Tačiau šiuolaikinė inžinerija progresyvus štampavimas , metodas, kuriuo plokšti metaliniai ritiniai perkeliami į sudėtingas, patvaringas formas nuolatine seka.
Šis poslinkis suteikia didelį efektyvumo padidėjimą. Pagal pramonės atvejų tyrimus, pavyzdžiui, Penne , perėjimas prie progresyvaus spausdinimo per minutę leidžia gamintojams gaminti iki 60 valytuvų rankų per minutę. Skirtingai nuo liejimo, kai reikia antrinio apdirbimo, kad pašalintų perteklinę medžiagą ar glaudžius grubus kraštus, iš spausdinimo iš esmės išgaunamos spausdintos dalys. Procesas apima galvanizuoto plieno arba aliuminio juostų įleidimą į spausdintuvą, kuriame metalo strypai ir kanalai yra supjaustomi, išlenkti ir formuojami mikroaktyviai.
Automobilių pradinės įrangos gamintojams, kuriems reikalingas toks gamybos pajėgumas ir tikslumas, labai svarbu pasirinkti partnerį, turinčią tvirtų gebėjimų. Shaoyi Metal Technology visapusiškos spaustukų sprendimai užtikrinti perėjimą nuo greito prototipavimo prie didelės apimties gamybos, pasitelkiant IATF 16949 sertifikuotą tikslumą ir iki 600 tonų spaudimo galimybes, kad būtų tiekiami esminiai komponentai, atitinkantys griežtas tarptautines standartus. Didelės galios presai užtikrina, kad netgi sunkiajam valytuvų mechanizmams naudojama storesnė plieno skardos rūšis išlaikytų struktūrinį vientisumą be metalo nuovargio.
Valytuvų rankų žymėjimų iššifravimas: kodai ir identifikavimas
Entuziastams ir mechanikams terminas „žymėjimas“ dažniausiai reiškia alfanumerinius kodus, įspaudžiamus į metalinę ranką. Šie žymėjimai nėra tik dekoratyvūs; jie yra pagrindinis priemonių pritaikomumo ir autentiškumo nustatymo būdas, ypač atkuriant klasicinius automobilius.
Daugiausiai paplitę žymėjimai nurodo gamintoją ir montavimo pusę. Pavyzdžiui, klasikinių automobilių bendruomenės dažnai remiasi konkretais kodais, tokiomis kaip „55L“ (kairė/vairuotojo pusė) ir „55R“ (dešinė/keleivio pusė), randamais ant šakos apačios. Šie žymėjimai yra svarbūs, nes kairysis ir dešinysis šluostytuvų šakos dažnai turi subtilių skirtumų kampuose ar ilgyje, kurie plika akimi nepastebimi, tačiau yra esminiai valymo efektyvumui.
Be to, originalių gamintojų (OEM) gaminamos šakos, tokios kaip pagamintos „Trico“, dažnai turi „Trico“ patentų žymėjimus arba specifinius datos kodus. Šie žymėjimai atskiria tikrus OEM dalinius nuo universalių rinkos pakaitalų, kuriuose dažnai nebūna išsamių žymėjimų arba naudojami supaprastinti detalių numeriai. Keičiant dalis, būtina patikrinti, ar pažymėta „dokų“ arba „kablio“ jungtis atitinka Jūsų automobilio technines charakteristikas, kad būtų išvengta mechaninės gedimo.
Paviršiaus apdorojimas: Dažymas ir korozijos apsauga
Žaliasis išspaudžiamasis plienas labai jautrus korozijai, todėl iškart po formavimo būtinas kruopštus paviršiaus apdorojimas. Pramoniniuose įrenginiuose valytuvų svirtys dažniausiai padengiamos elektrodažiais (E-dažais) arba milteliniais dažais, kad būtų sukurtas ilgalaikis, orams atsparus barjeras. Šis danga turi atlaikyti nuolatinę ultravioletinės spinduliuotės, drėgmės ir kelio druskų poveikį be nulupimo.
Savarankiškai restauruojantiems meistrams šios dangos priežiūra yra įprasta problema. Laikui bėgant, pradinė danga gali išblukti arba nulūžti, ypač aplink išspaudžiamąsias vyrių zonas, dėl ko atsiranda rūdys. Norint efektyviai atnaujinti išspaudžiamąją valytuvų svirtį, senus dažus reikia nušalinti neatpjovus identifikavimo kodų. Paviršių apdirbti reikia smulkiagrūdžiu šlifuokle (apie 400–600), po to jį kruopščiai išvalyti tirpikliu.
Aukštos kokybės pusiau blizgių ar matinių juodų dažų naudojimas yra pramonės standartas, siekiant atkurti gamyklinį išvaizdą. Vengti storų sluoksnių, kurie galėtų užkimšti išspaudžiamuosius skaičius ar spyruoklinį mechanizmą. Išsamių pamokų platformose kaip GM-Trucks.com pabrėžti paruošimo svarbą – jei nešalinsite rūdžių iš išspaudų plyšių, per kelis mėnesius naujas dažas ims putoti.
Išspaudų rankų gedimų šalinimas ir priežiūra
Nors išspaudų metalinės rankos yra patvarios, jos nėra apsaugotos nuo mechaninių gedimų. Dažniausiai gedimai atsiranda ties kirpomis – tai išspaudžiamos grioveliai tvirtinimo skylėje, kurie laiko valytuvų perdavimo strypą. Jei valytuvo ranka bus priverstinai užmaunama arba įrengiama be tinkamo sukimo momento, šios minkšto metalo kirpos gali susidėvėti, dėl ko ranka pradės slysti ir nebejudins valytuvo mentelės, net jei variklis veikia.
Kitas klausimas – fizinis iškraipymas. Kadangi štampuoto plieno „atmintis“ leidžia kartais ištaisyti sulankstytą ranką, tačiau tam reikia atsargaus valdymo. Norint pašalinti „zvimbiančius“ judesius (kai mentelė šokinėja per stiklą), galima naudoti du raktus, kad ranka būtų suktama ir vėl sureguliuota, tačiau pernelyg didelis jėgos panaudojimas gali sulaužyti metalą arba sumažinti spyruoklės įtampą. Jei vidinė spyruoklė – dažnai pritvirtinta prie štampuoto laivelio – praranda įtampą, mentelė nepaspaus pakankamai stipriai ant priekinio stiklo, todėl ji nebeveiks nepaisant to, kiek nauja yra gumuota mentelė.
Galutinės mintys apie valytuvų rankų štampavimą
Suprantant dvilypį skygliavimo pobūdį – tiek kaip aukštos tikslumo gamybos metodą, tiek svarbią identifikavimo sistemą – nauda tenka tiek inžinieriams, tiek transporto priemonių savininkams. Gamintojams pereinant prie progresyvaus formavimo matricomis, efektyvumas ir vientisumas žengia milžinišką šuolį. Vartotojams gebėjimas perskaityti ant valytuvo rankos esančius išspaudus kodus gali reikšti skirtumą tarp puikios restauracijos ir nusivylimo dėl netinkamo pritaikymo. Nors nurodote masinę gamybą, nors atstatote klasiką – metalui įspausti duomenys papasakoja visą detalės kilmės ir funkcijos istoriją.

Dažniausiai užduodami klausimai
1. Ar galima valytuvų rankas dengti milteliniu dažymu?
Taip, miltelinis dažymas yra puikus variantas valytuvų rankoms, nes suteikia storesnį ir ilgaamžiškesnį paviršių nei standartinis purškiamasis dažymas. Jis labai atsparus nudegimams ir ultravioletiniam spinduliavimui. Tačiau būtina užtikrinti, kad danga netrukdytų sukimosi vyriui ar neužpildytų tvirtinimo griovelių, kurie gali sutrukdyti rankai tinkamai pritapti prie transporto priemonės.
2. Jak pripazīt savu sūkļa rokas tipu?
Lai noteikumu savu sūkļa roku, meklējiet uzspiestos alfabētiskos kodus zem rokas vai tās pamatnes. Kodu, kas beidzas ar "L" vai "R", parasti norāda kreiso vai labo pusi. Papildus pārbaudiet savienojuma punktu, kur pievienojas lapa; bieži sastopami uzspiesti veidi ir "Āķis", "Šķērējs" vai "Sārsega". Salīdzinot šos uzspiedumus ar OEM diagrammām, ir vispārējais drošākais metode.
3. Kas ir atšķirība starp uzspiestām un lietām sūkļa rokām?
Uzspiestās sūkļa rokas tiek izgatavotas no loksnes metāla, izmantojot augstspiediena presi, kas rada vieglāku, vienmērīgāku daļu ar gludu virsmas apdari. Lietās rokas tiek izgatavotas, ielieot kausētu metālu veidnē, kas var radīt smagāku, trauslāku komponenti, kurš iespējams prasa papildus apstrādi, lai noņemt šuves un nepilnības.