 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Vienaeigė prieš progresyvinę formą: techninis palyginimas

TRUMPAI
Vienetiniai išspaudimai atlieka vieną aiškų metalo štampavimo veiksmą kiekvieną presavimo taktą, todėl yra ekonomiškas pasirinkimas paprastiems detaliams, prototipams ir mažo apimties gamybai. Priešingai, progresyviniai išspaudimai naudoja visiškai automatizuotą sistemą, kuri padeda nuolatinę metalo juostą per kelias stotis, atlikdama operacijų seką vienu presavimo taktu. Šis metodas yra itin efektyvus ir puikiai tinka sudėtingų detalių gamybai didelėmis serijomis su aukšta kartojamumo tikslumu.
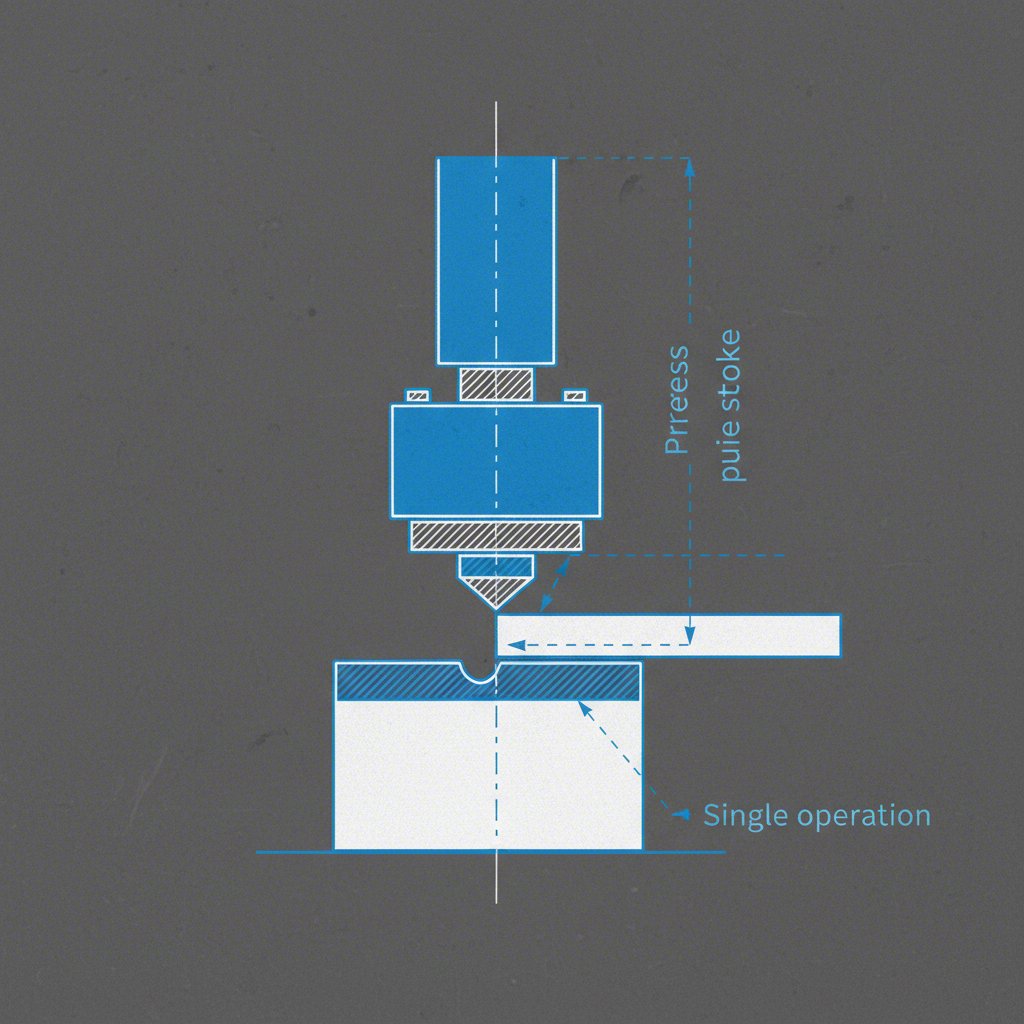
Pagrindinių principų supratimas: kas yra vienetinis išspaudimas?
Vieno etapo įranga, dažnai vadinama rankine arba vieno veiksmo įranga, yra pagrindinis požiūris metalo štampavime. Jos esmė – paprastumas: su kiekvienu preso ėjimu įranga skirta atlikti vieną konkretų veiksmą. Tai gali būti paprastas veiksmas, toks kaip išpjauti skylę, atlikti vieną lankstymą arba iškirpti detalę iš didesnio metalo lakšto. Procesas paprastai apima operatoriaus rankiniu būdu paduodamą medžiagą ar detalę į pressą kiekvienam veiksmui, nors taip pat įmanomas pusiau automatinis pakrovimas.
Vieno etapo įrankių konstrukcija yra paprasta, kas tam tikromis gamybos sąlygomis suteikia didžiulių pranašumų. Kadangi įrankiui reikia atlikti tik vieną užduotį, jo projektavimas, gamyba ir paruošimas trunka santykinai trumpai ir kainuoja nedaug. Tai daro jį puikiu pasirinkimu projektams, kuriuose esminis dalykas yra greitis išeiti į rinką, pavyzdžiui, kuriant prototipus ar vykdant bandomąsias serijas naujos konstrukcijos patikrai. Lankstumas greitai keisti įrangą skirtingoms operacijoms taip pat leidžia atlikti konstrukcijos tobulinimus su minimaliomis prastovomis ir mažomis išlaidomis.
Tačiau vieno etapo įrankių paprastumas taip pat turi apribojimų, kurie daugiausia susiję su gamybos greičiu ir darbo intensyvumu. Kadangi kiekvienai operacijai reikalingas atskiras presavimo ciklas ir dažnai – rankinis tvarkymas, bendras pralaidumas yra žymiai mažesnis nei automatizuotų alternatyvų. Sudėtingiems detalių elementams, kuriems reikia kelių etapų – pavyzdžiui, lenkimų, skylių ir pjaustymo serijos – procesas virsta atskirų operacijų seka, dėl ko išauga tiek laikas, tiek klaidų tikimybė. Dėl to jis mažiau tinka masinei gamybai, kur efektyvumas ir vienetinės kainos yra pagrindiniai veiksniai.
Vieno etapo įrankių pagrindinės charakteristikos apima:
- Pliusai: Žemos pradinės formos kainos, trumpas paruošimo laikas, paprasta ir lengvai surenkama struktūra bei didelė lankstumas dizaino pokyčiams.
- Minusai: Lėtesni gamybos tempai, didesnės darbo sąnaudos dėl rankinio detalių tvarkymo ir neefektyvumas sudėtingoms detalėms, reikalaujančioms daugelio operacijų.
Didelės apimties galia: kas yra progresyvinis įrankis?
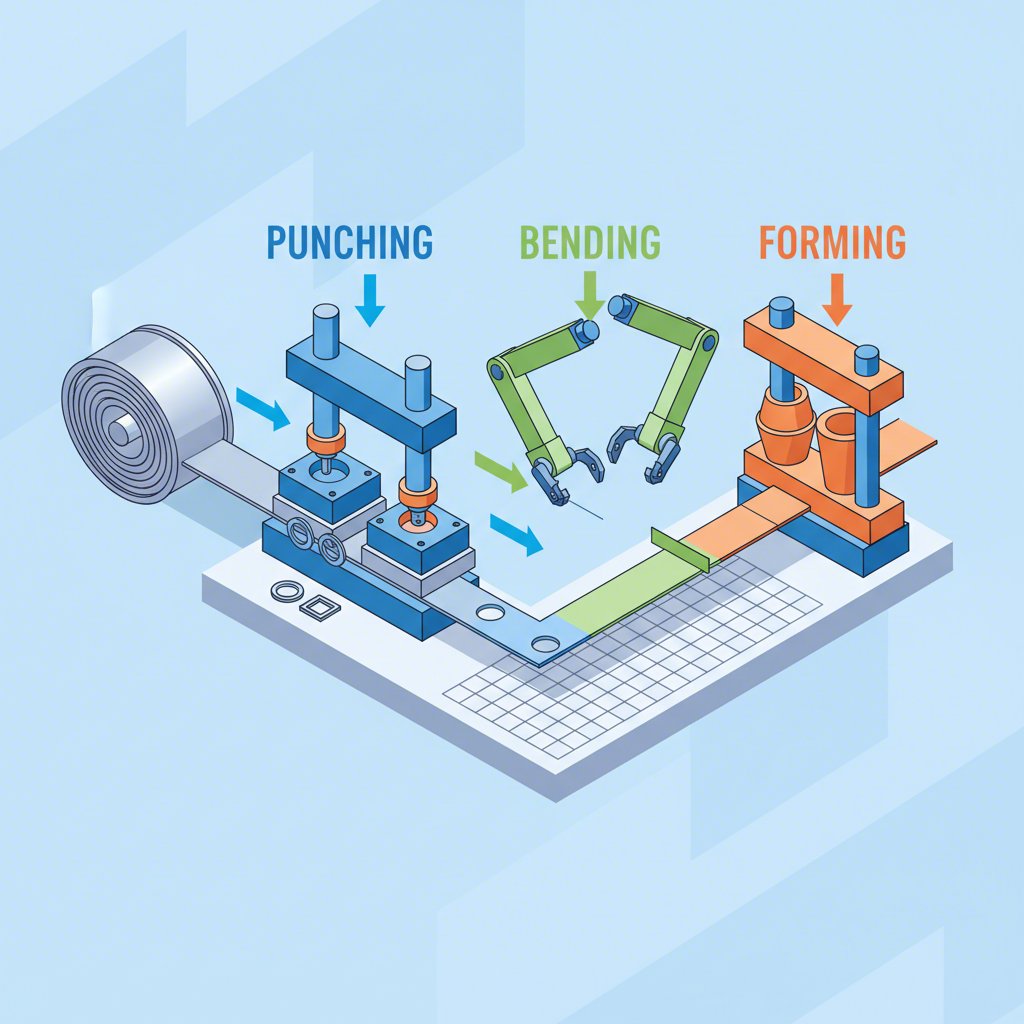
Progresyvinis išspaudimas yra labai efektyvus, automatinis gamybos procesas, sukurtas masinei gamybai. Skirtingai nei vieno etapo analogas, progresyvinis įrankis atlieka kelias operacijas vienu metu per keletą stotelių, integruotų į vieną įrankį. Procesas prasideda tuo, kad nuolatinė lakštinio metalo ritė automatiškai paduodama į presą. Kol ši metalo juosta 'tęsiasi' per įrankį, kiekviena stotelė atlieka atskirą operaciją – tokią kaip pjaustymą, skardos išpjovimą, lenkimą arba kalibravimą – tikslia seka.
Šio proceso išradingumas slypi jo automatizacijoje ir tikslumo laipsnyje. Visą seką metalo juosta lieka sujungta, tvirtai laikoma pilotinių skylių, kurios užtikrina idealų atitikimą, kol ji juda iš vieno stendo į kitą. Kai juosta pasiekia paskutinį stendą, iš jos išpjautomas baigtas detalės gabalas. Ši nuolatinė, nenutrūkstanti veikla leidžia pasiekti labai aukštą gamybos našumą, todėl galima pagaminti tūkstančius ar net milijonus identiškų detalių itin nuosekliai ir su siaurais tolerancijos ribomis. Toks pakartojamumas yra būtinas automobilių, elektronikos ir aviacijos pramonėje.
Pagrindinis kompromisas dėl šio nepaprasto efektyvumo yra įrankių sudėtingumas ir kaina. Pažengtieji iškaltai yra sudėtingi, reikalauja ekspertų projektavimo ir tikslinės inžinerijos, dėl ko padidėja pradinės investicijos ir ilgesnis laikas iki iškaltų gamybos. Bet koks vieno stoties pažeidimas gali reikšti viso iškaltų komplekto nuėmimą remontui, galbūt sukeliant žymią prastovą. Dėl šių veiksnių pažangusis iškaltavimas yra tinkamiausias didelės apimties užsakymams, kai pradinės įrankių sąnaudos gali būti išlygintos per didelį detalių skaičių, ilguoju laikotarpiu pasiekiant labai mažą vieneto kainą.
Pagrindiniai pažangiųjų iškaltų bruožai apima:
- Pliusai: Labai aukštas gamybos tempas, sumažintos darbo jėgos sąnaudos dėl automatizavimo, aukšta pakartojamumas ir vientisumas bei minimalūs medžiagų atliekos.
- Minusai: Didelės pradinės įrankių investicijos, ilgesnis laikas iki iškaltų gamybos, didesnė projektavimo ir priežiūros sudėtingumas.
Palyginimas: Vienetapio ir Pažangiojo Iškaltavimo
Pasirinkti tarp vienetapio ir progresyvaus išspaudimo priklauso tik nuo konkretaus projekto reikalavimų. Nors abu būdai formuoja metalą, jie atitinka skirtingas gamybos sritis. Tiesioginis palyginimas pagal pagrindinius veiksnius parodo jų skirtingus privalumus ir optimalias naudojimo sritis. Pagrindinį skirtumą, kaip pastebėjo ekspertai iš Chia Chang , yra tas, kad vienetapiai įrankiai atlieka po vieną operaciją kiekvieną kartą, o progresyvūs įrankiai naudoja kelias stotis nuolatiniam, automatizuotam gamybos procesui. Šis esminis skirtumas lemia visus kitus skirtumus kainoje, greičiui ir taikymui.
Toliau pateikta lentelė apibendrina pagrindinius skirtumus tarp šių dviejų procesų:
| Gamintojas | Vienetapis Įrankis | Progresyvinis šablonas |
|---|---|---|
| Procesas | Atlieka vieną operaciją kiekvieną presavimo ėjimą. Paprastai reikalauja rankinio ar pusiau automatinio detalių padavimo. | Atlieka kelias nuoseklias operacijas vienu presavimo ėjimu, naudodamas automatizuotą ritinio padavimo sistemą. |
| Gaminių kiekis | Idealus mažam kiekiui serijų, prototipams ir bandymo projektams. | Labiausiai tinka didelės apimties masinei gamybai (tūkstančiams ar milijonams detalių). |
| Greitis | Bendrai lėtesnis perdavimas dėl atskirų operacijų ir detalių tvarkymo. | Ypač aukštas gamybos tempas dėl tolydaus, automatizuoto veikimo. |
| Dalies sudėtingumas | Geriausiai tinka paprastoms detalėms su viena ar dviem savybėmis. Sudėtingoms detalėms reikia kelių paruošimų. | Puikiai tinka sudėtingoms detalėms, kurioms reikia kelių lenkimų, pjovimų ir formavimo viename cikle. |
| Įrankių sąnaudos ir pristatymo laikas | Žemos pradinės sąnaudos ir trumpas pristatymo laikas (paprastai 3–4 savaitės). | Didelės pradinės investicijos ir ilgesnis pristatymo laikas (paprastai 4–6 savaitės ar daugiau). |
| Darbo išlaidos | Aukštesnės darbo jėgos sąnaudos vienai daliai dėl rankinio tvarkymo ir kelių paruošimų. | Labai žemos darbo jėgos sąnaudos dėl neprisireguliuoto, automatizuoto įrenginio veikimo. |
| Medžiagų atliekos | Gali būti aukštesnė, jei sudėtingai daliai reikia kelių derinimo etapų. | Paprastai žemesnė dėl optimizuoto juostos išdėstymo, nors reikalinga nešančioji juosta. |
| Ideali taikymo sritis | Prototipai, mažos partijos užsakymai, paprasti laikikliai ir vieno lenkimo detalės. | Automobilių komponentai, elektros jungtys, buitinės technikos dalys ir kiti didelės apimties, sudėtingi komponentai. |
Iš esmės sprendimas yra klasikinis kompromisas tarp pradinių investicijų ir ilgalaikių eksploatacijos sąnaudų. Vieno etapo įranga siūlo žemą barjerą patekimo į gamybą, todėl ji puikiai tinka dizaino testavimui arba nedidelio užsakymo vykdymui. Priešingai, progresyvioji įranga yra ilgalaikė efektyvumo investicija, skirta gaminti detales tokiais mastais ir greičiu, kurių vieno etapo įranga negali pasiekti, o tai galiausiai ženkliai sumažina vienos detalės savikainą didelėse serijose.
Kaip pasirinkti tinkamą presavimo procesą savo projektui
Teisingo kalibravimo įrankio pasirinkimas yra svarbus sprendimas, kuris tiesiogiai veikia gamybos efektyvumą, detalės kokybę ir bendrą projekto kainą. Pasirinkimas nėra tik apie tai, kuris procesas „geresnis“, o apie tai, kuris geriausiai atitinka jūsų specifinius poreikius. Pagrindiniai aspektai, kuriuos nurodo gamybos ekspertai JV Manufacturing Co. , apima gamybos apimtį, detalės sudėtingumą ir biudžetą. Atidžiai įvertinus šiuos veiksnius, galima priimti informuotą sprendimą, kuris optimizuoja jūsų gamybos rezultatą.
Gamybos apimtis ir projekto trukmė
Pirmas ir svarbiausias klausimas: kiek detalių jums reikia? Prototipams, bandomosioms arba mažo tiražo gamybai (paprastai šimtams arba keliems tūkstančiams vienetų) vieno etapo įranga beveik visada yra ekonomiškiausias sprendimas. Dėl žemos įrankių kainos investicija greitai atsipirks. Priešingai, didelio tiražo gamybai, siekiančiai dešimtis tūkstančių ar milijonus vienetų, progresyvioji įranga dėl aukšto greičio ir automatizavimo užtikrina žymiai mažesnę vienos detalės kainą, todėl lengvai atsipirks didelės pradinės įrankių investicijos.
Detalės sudėtingumas ir geometrija
Kiek sudėtinga jūsų detalės konstrukcija? Vieno etapo įformiai tinka paprasti geometriniai formos – plokščios detalės, komponentai su vienu lenkimu arba detalės, reikalaujančios pagrindinio išpjovimo. Jei jūsų konstrukcijoje yra keli lenkimai, sudėtingi išpjovimai ir kompleksinės formos, progresyvus įformys yra geresnis sprendimas. Jis gali atlikti visus šiuos veiksmus vienoje labai kontroliuojamoje seką, užtikrindamas mažas nuokrypas ir vientisumą, ko būtų sunku pasiekti ir kas užtruktų daug laiko naudojant kelias atskiras vieno etapo paruošas.
Biudžetas ir grąžos norma (ROI)
Jūsų biudžetas labai paveiks pasirinkimą. Jei turite ribotus pradinius kapitalus, vieno etapo įrankių žymiai mažesnės pradinės išlaidos yra labai patrauklios. Tačiau taip pat turite atsižvelgti į bendras savininkystės išlaidas. Ilgalaikiam, didelio tūrio projektui vieno etapo presavimo dalių darbo išlaidos ilgainiui gali viršyti pradines taupymo naudas. Palaipsniui veikiantis štampas, nors ir brangesnis iš pradžių, užtikrina gerokai geresnį ilgalaikį grąžinimą iš investicijų tęstiniam masiniam gamybai dėka automatizacijos ir greičio. Pramonės šakoms, turinčioms griežtas reikalavimus, pvz., automobilių pramonei, būtina bendradarbiauti su ekspertais, kurie specializuojasi individualiuose štampavimo įrankiuose. Pavyzdžiui, Shaoyi (Ningbo) Metal Technology Co., Ltd. teikia visapusiškus sprendimus nuo prototipavimo iki masinės gamybos OEM gamintojams, pasitelkiant pažangias imitacijas, kad optimizuotų įrankių konstrukciją efektyvumui ir kokybei.
Medžiagos tipas ir storis
Galiausiai atsižvelkite į medžiagą, su kuria dirbate. Abu procesai gali apdoroti įvairius metalus, tačiau medžiagos savybės gali turėti įtakos formos dizainui. Šiurkštesnėms medžiagoms, tokioms kaip nerūdijantis plienas, gali reikėti patvaresnių ir nosenimui atsparesnių formų, kas gali padidinti abiejų tipų įrankių kainą ir sudėtingumą. Storėms medžiagoms taip pat reikia didesnės jėgos, kas kai kuriems taikymams gali palankesnę padaryti paprastesnę, patvaresnę vieno etapo konfigūraciją arba reikalauti galingesnės ir brangesnės progresyvinės formavimo sistemos.
Dažniausiai užduodami klausimai
1. Kuo skiriasi vienetinė forma nuo progresyvinės formos?
Vienetinė forma, arba vieno etapo forma, kiekvieno presavimo smūgio metu atlieka tik vieną štampavimo procesą (pvz., pjaustymą ar lenkimą). Priešingai, progresyvinė forma atlieka kelis štampavimo procesus per keletą skirtingų stotelių viename įrankyje, tuo pačiu laidą metalo juostelę per ją pastoviai tiekiant.
2. Kokie yra skirtingi spaustukų tipai?
Be vienetapio ir progresyvaus įrankių, kitų dažnų tipų yra sudėtiniai įrankiai, kurie atlieka kelias pjaunamos operacijas vienoje stotyje, bei perkeliamojo tipo įrankiai, kurie perkelia atskirą detalę iš vienos stoties į kitą seka operacijoms. Kiekvienas tipas tinka skirtingo sudėtingumo detalių ir gamybos apimčių reikalavimams.
3. Kuo skiriasi etapinis įrankis nuo progresyvaus įrankio?
Etapinis įrankis yra kitas pavadinimas vienetapiam įrankiui. Pagrindinis skirtumas yra greitis ir apimtys. Etapinis įrankis yra lėtesnis ir tinkamesnis mažoms, žemos apimties gamybos serijoms, tuo tarpu progresyvus įrankis (arba progresyvus lyginimas) yra labai greitas ir sukurtas masinei gamybai.
4. Kiek kainuoja progresyvus įrankis?
Progresyvaus išspaudimo formos kaina labai priklauso nuo detalės dydžio ir sudėtingumo. Įrankių kaina gali svyruoti nuo mažiau nei 10 000 JAV dolerių už mažas, paprastas detales iki daugiau nei 100 000 JAV dolerių už didelius, sudėtingus dizainus. Aukšta kaina atspindi sudėtingą inžineriją, reikalingą užtikrinti, kad visos stotys veiktų tobula sinchronizacija.