 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Lietinys automobilių formoms: stiprumo mokslas

TRUMPAI
Keta, ypač pilkoji ir plastiškoji (mazgelinė), yra pageidaujamas didelių automobilių štampavimo formų medžiaga. Tai paaiškinama jos išskirtiniu aukštos spaudimo stiprybės, puikios virpėjimo slopinimo, pranašaus atsparumo dilimui ir bendros ekonominės naudos deriniu. Siekiant pasiekti ilgaamžiškumą ir be defektų paviršiaus apdailą, būtiną štampuojant šiuolaikinius automobilių korpuso skylius, reikalingi specializuoti gamybos procesai ir pažangūs paviršiaus apdorojimo metodai, tokie kaip joninis azoto prisotinimas.
Kodėl keta yra pagrindinė medžiaga automobilių formoms
Automobilių gamybos aukšto slėgio pasaulyje įrankiai, naudojami formuojant automobilių korpusus, turi atlaikyti didelius ir pasikartojančius mechaninius poveikius. Dideli spaustukiniai įnagiai, kurie presuoja lakštines metalo plokštes į sudėtingas formas, tokias kaip durelės ir dangčiai, reikalauja medžiagos, kuri būtų ne tik nepaprastai stipri, bet ir išskirtinai stabilios. Ketaus ilgą laiką buvo pramonės standartas šiam reikalaujamam taikymui, siūlydamas unikalią savybių kombinaciją, kurią sunku prilyginti kitoms metalų rūšims, įskaitant daugelį plienų. Jo tinkamumas kyla iš pagrindinių charakteristikų, kurios tiesiogiai lemia aukštesnės kokybės detalių gamybą ir efektyvesnę gamybos liniją.
Pagrindinis ketaus pranašumas yra jo nepaprasta gniuždomoji stipris, leidžianti atlaikyti didelius apkrovimus nesideformuojant. Kaip aprašoma pramonės analizėse iš tokių šaltinių kaip Sinoway Industry , šis savybė yra labai svarbi lyginimo operacijose, kai tikimasi milijonų ciklų per formos eksploatavimo laiką. Be to, liejamosios geležies turi puikias virpesių slopinimo savybes. Smūginio presavimo metu ji sugeria energiją ir sumažina virpesius, kas yra būtina išlaikant matmeninį tikslumą bei užtikrinant lygią galinio automobilio detalės paviršiaus apdorojimo kokybę. Ši būdinga stabilumas mažina įrankių dėvėjimąsi ir padeda išvengti defektų išspaudžiamose plokštėse.
Be mechaninių savybių, ketaus taip pat turi didelių ekonominių ir gamybos pranašumų. Jis paprastai yra pigesnis nei lydinio plieno rievo to paties dydžio, kas yra svarbus aspektas dėl automobilių pramonėje naudojamų milžiniškų formų. Medžiaga taip pat pasižymi puikiu liejimo gebėjimu, tai reiškia, kad ji gali būti pilama į sudėtingas formos formas, kad būtų sukurtos beveik galutinės formos klotuvės, sumažinant vėlesnio apdirbimo poreikį. Ši našumo ir vertės kombinacija daro ją nepakeičiama medžiaga automobilių sektoriuje.
- Didelis gniuždymo stipris: Atlaiko ekstremalias žymėjimo jėgas nedeformuodamas, užtikrindamas nuoseklų detalių kokybę.
- Puikus virpėjimo slopinimas: Sugeria eksplotacijos metu atsirandančias vibracijas, padidindamas stabilumą, mažindamas įrankių dėvėjimąsi ir gerindamas paviršiaus apdorojimą.
- Puikus išnašos pasipriešinimas: Medžiagos kietumas užtikrina ilgą tarnavimo laiką net ir abrazyviniuose sąlygose, kai vyksta didelė metalo į metalą trintis.
- Kainų efektyvumas: Palyginti su tokiais medžiagomis kaip lydinis plienas, siūlo labai konkurencingą našumo ir prieinamumo pusiausvyrą.
- Gera darbomumas: Gali būti efektyviai apdirbamas, kad būtų pasiekiamos tikslės galutinės dimensijos ir sudėtingos savybės, reikalingos šiuolaikiniams automobilių dizainams.
Pagrindiniai liejimo formų gamyboje naudojamo plieno tipo tipai
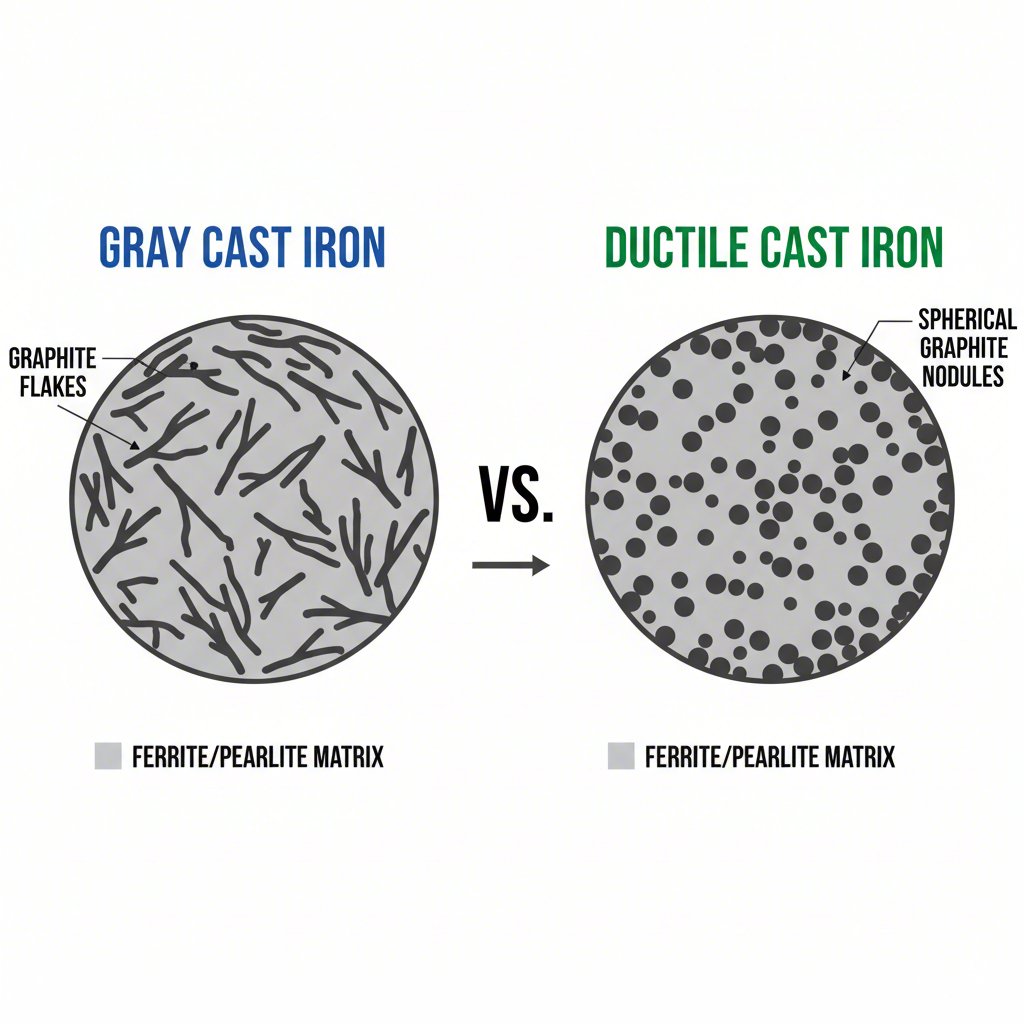
Ne visi lietieji plienai yra vienodi. Konkrečios lydinio savybės nustatomos pagal jo mikrostruktūrą, ypač pagal laisvojo anglies (grafito) formą geležies matricoje. Didelėms automobilių formoms dominuoja du pagrindiniai tipai: pilkasis lietinis plienas ir plastiškas lietinis plienas (dar vadinamas mazginiu arba sferiniu grafitu). Pasirinkimas tarp jų priklauso nuo konkretaus taikymo, susijusių apkrovų ir pageidaujamo balanso tarp našumo ir kainos.
Pilkasis lietinis plienas yra tradiciškai labiausiai paplitęs ir dažniausiai naudojamas tipas. Jo pavadinimas kilęs iš pilkos lūžio paviršiaus spalvos, kurią sukelia grafito plokštelės. Pagal išsamų palyginimą, kurį atliko MAT Foundry Group , šie lustai suteikia pilkajam lietuviui puikią apdirbamumą ir nepakartojamą virpesių slopinimo gebą. Tačiau būtent šie aštrūs lustai veikia kaip vidiniai įtempio koncentracijos taškai, dėl kurių pilkasis lietvas tampa trapus ir pasižymi santykinai žemu temptine stiprumu bei smūgio atsparumu. Jis labiausiai tinka formos detalėms, kurios patiria didelius gniuždymo apkrovimus, tačiau nėra veikiamos reikšmingų tempiamųjų jėgų ar aštrių smūgių, pvz., formos rinkinio pagrindiniam korpusui ar pagrindui.
Kūlingas geležis, modernesnis išradimas, sukelia grafito transformaciją į mažas sferines mazgelines daleles, pridedant modifikatorius, tokius kaip magnis. Šis atrodo nedidelis pokytis turi gilų poveikį jo mechaninėms savybėms. Apvalios mazgelinių formų forma pašalina vidinius įtempimo taškus, būdingus pilkajai geležiai, todėl medžiaga tampa žymiai stipresnė, atsparesnė ir, kaip rodo jos pavadinimas, kūlingesnė. Ji gali lenktis ir deformuotis žymiai, prieš sulūždama, todėl pasižymi geresne temptine jėga ir smūgio atsparumu. Dėl to kūlingoji geležis yra idealus pasirinkimas svarbiems miražo komponentams, kurie patiria didesnius apkrovimus, pvz., kalibravimo įrankiams, spaustuvams ir įstatomosioms detalėms, atliekančioms pagrindinius formavimo ir pjaustymo veiksmus.
Pilkosios ir kūlingosios geležies palyginimas: techninis lyginimas
| Savybė | Pilkasis lytinis | Kūlingoji (mazgelinė) liejamoji geležis |
|---|---|---|
| Grafito struktūra | Gręžės | Sferos (mazgeliai) |
| Tempimo stipris | Žemas (pvz., iki 276 N/mm²) | Aukštas (pvz., iki 827 N/mm²) |
| Kūlingumas ir pailgėjimas | Labai žemas (trapus) | Aukštas (gali deformuotis nesulūždamas) |
| Smūgio išorė | Blogai | Puikus |
| Vibracijos slopinimas | Puikus | Gera |
| Bendrosios paraiškos | Kalto formos, mašinų pagrindai, variklio blokai | Kalto kužės, pavaros, aukšto slėgio vamzdžiai |
Gamybos ir paviršiaus apdorojimo procesas
Didelės automobilių formos gamyba iš lijinio geležies yra daugiapakopis procesas, reikalaujantis didelių žinių metalurgijoje, liejime, apdirbime ir paviršiaus inžinerijoje. Kelias nuo žaliavos iki baigto, presuoti paruošto įrankio apima keletą svarbių etapų, kurių kiekvienas prisideda prie galutinio formos našumo ir ilgaamžiškumo. Pirmasis etapas – liejimas, kai įsmeliamas į smėlio formą, sukurtą pagal formos modelį. Šis procesas, dažnai vadinamas smėlio liejimu dideliems komponentams, kaip tai aprašo liejimo specialistai įmonėje Metco , sukuria apytikslę, perdidelę formos formą.
Kai tik atliekamas liejinys, jis atvėsta ir sutankėja, toliau pereina prie apdirbimo stadijos. Kaip nurodo įrankių ekspertai įmonėje Sandvik Coromant , tai reikalauja pažengusių metalo apdirbimo įgūdžių, kad apdirbtas lietas būtų supjaustytas iki tikslių galutinių matmenų. Daugiapakopės CNC frezavimo mašinos naudojamos sudėtingoms, išlenktoms paviršių formoms, kurios sudarys transporto priemonės kūno skydelius, kurti. Tai yra laiko ir dėmesio reikalaujantis procesas, nes galutinis paviršius turi būti visiškai lygus ir tikslus iki kelių milimetro dalių. Svarbu rasti gamybos partnerį, turintį patikrintą patirtį. Pavyzdžiui, tiekėjai kaip Shaoyi (Ningbo) Metal Technology Co., Ltd. specializuojasi individualiuose automobilių štampavimo įrankiuose, pasitelkdami pažangias imitacijas ir projekto valdymą, kad OEM gamintojams ir Tier 1 tiekėjams pristatytų aukštos kokybės įrankius.
Galutinis ir galbūt svarbiausias žingsnis, užtikrinantis našumą, yra paviršiaus apdorojimas. Neapdorotas liejimo geležies paviršius, nors ir kietas, yra jautrus sukibimui (galling) ir dėvėjimuisi štampuojant dengtas arba aukštos stiprumo plieno rūšis. Tam pasipriešinti įrankio darbiniai paviršiai undergo kietinimo procesą. Pagal Advanced Heat Treat Corp. , pirmaujantis metodas yra azoto difuzija, terminis cheminis apdorojimas, kurio metu azotas skverbiasi į paviršių. Tai sukuria itin kietą, nusidėvėjimui atsparią ir slystamą sluoksnio dangą, kuri prevencijuoja metalo trintį į metalą, sumažina brūkšniojimą ir leidžia formai išlaikyti aukščiausios rūšies A-klasės apdailą per didelės apimties gamybą.
- Liejimo: Į smėlio formą pilamas lydytas pilkasis arba plastiškas geležis, kad būtų sukurta pradinė beveik galutinė formos forma.
- Įtempimo mažinimas: Žaliavinis liejinys yra termiškai apdorojamas, kad būtų pašalinti vidiniai įtempimai, atsiradę auštant, užtikrinant matmeninę stabilumą.
- Tikslus apdarojimas: Liejinys frezuojamas, gręžiamas ir šlifojamas naudojant CNC įrangą, kad būtų pasiekta tiksliai galutinė geometrija ir paviršiaus kontūrai.
- Paviršiaus kietinimas: Galutiniai paviršiai yra apdorojami azoto difuzija ar panašiu būdu, kad būtų sukurta ilgaamžė, žemos trinties danga, atspari dilimui ir įbrėžimams.
- Galutinis poliravimas ir surinkimas: Apdoroti paviršiai yra poliruojami iki veidrodinio blizgesio, o įvairūs formos komplektavimo komponentai surenkami ir išbandomi.
Teisingo medžiagų pasirinkimo ilgaamžiškumui
Apibendrinant, liejamojo geležies pasirinkimas dideliems automobilių štampavimo įrankiams yra apgalvotas inžinerijos sprendimas, grindžiamas giliu medžiagų mokslą ir gamybos ekonomiką. Šios medžiagos būdinga suspaudimo stipris, gebėjimas slopinti virpesius ir puikus atsparumas dilimui suteikia patikimą pagrindą įrankiams, kurie turi patikimai veikti ekstremaliomis sąlygomis. Pasirenkant tarp pilkosios geležies dėl jos stabilumo ir kainos našumo bei plastiškosios geležies dėl geresnio stiprio ir smūgiams atsparumo, inžinieriai gali optimizuoti kiekvieno komponento našumą ir tarnavimo laiką matricoje.
Tačiau žaliava yra tik viena iš lygties dalių. Tai sudėtingi tikslinio apdirbimo ir pažangių paviršiaus apdorojimo būdų, tokių kaip joninis nešpikavimas, procesai, kurie atskleidžia pilną ketaus potencialą. Šie etapai paverčia grublėtą liejinių į aukšto našumo įrankį, gebantį gaminti milijonus be defektų automobilių dalių. Galiausiai, ketaus tolesnis dominavimas šioje srityje liudija apie jo nepakartojamą našumo, gamybos galimybių ir vertės dermę.
Dažniausiai užduodami klausimai
1. Koks yra tinkamiausias medžiagos tipas dideliems lyginimo įrankiams?
Dideliems automobilių lyginimo įrankiams tinkamiausia ir plačiausiai naudojama medžiaga yra ketaus, konkrečiai – pilkasis ketaus pagrindams ir plastiškusis (mazgelinis) ketaus aukšto apkrovimo komponentams. Tai lemia puiki spaudimo stipris, virpesių slopinimas, atsparumas dilimui bei sąnaudų efektyvumas gamybai tokio dydžio įrankiams.
2. Kodėl ketaus įrankiams reikalingas paviršiaus apdorojimas?
Paviršiaus apdorojimas, toks kaip joninis azotavimas, būtinas, kad žymiai padidėtų paviršiaus kietumas ir sumažėtų trintis. Tai prevencijuoja dažnas problemas, pvz., prilimantį (adheziją) ar brūkšnijimus, kalnuojant šiuolaikinius dengtus arba aukštos stiprumo plienus. Tai užtikrina, kad įrėmas išlaikytų puikų paviršiaus apdorojimą ir pailgėtų jo veikimo trukmę.
3. Ar liejamas geležis vis dar aktualus šiuolaikinėje automobilių gamyboje?
Visiškai taip. Nepaisant pažangaus plieno ir kitų lydinių prieinamumo, liejamas geležis išlieka labai aktualus naudojimui, pvz., dideliuose kalnams ar variklio blokuose. Jo unikali mechaninių savybių kombinacija, puikios liejimo į sudėtingas formas savybės ir bendros ekonominės pranašos daro jį idealų pasirinkimą daugeliui masinės automobilių gamybos detalių.