 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Ko niekas nepasako apie paslaugų apdirbimo sąnaudas ir terminus
Kas yra paslaugų apdirbimas ir kodėl tai svarbu
Ar kada nors domėjotės, kodėl kai kurios gamintojų įmonės investuoja milijonus į įrangą, o kitos gamina identiškus detalių be vieno savo turimo įrenginio? Atsakymas slepiasi paslaugų apdirbime – strateginiame požiūryje, kuris keičia įmonių požiūrį į gamybą.
Ką paslaugų apdirbimas iš tikrųjų reiškia gamintojams
Paslaugų apdirbimas reiškia tikslaus gamybos proceso perdavimą į išorines specializuotas įmones su pažangia CNC technologija. Vietoj to, kad įsigytų brangią įrangą ir samdytų kvalifikuotus operatorius, įmonės bendradarbiauja su specializuotomis apdirbimo įmonėmis, kurios visą gamybos procesą vykdo nuo pradžios iki pabaigos.
Pagalvokite taip: jums reikia tikslųjų detalių, bet visai neprivaloma turėti savo gamyklos. Pag according to Technavio pramonės tyrimus, apdirbimo paslaugų rinka tarp 2023 ir 2028 m. turėtų išaugti 17,4 mlrd. JAV dolerių, o sudėtinis metinis augimo tempas sieks 4,5 %. Šis augimas atspindi esminį gamybos strategijos pokytį – įmonės vis labiau supranta, kad išoriniai partneriai gali pasiekti aukštesnio lygio rezultatus be kapitalo investicijų naštos.
Kai ieškote „CNC apdirbimo dirbtuvės šalia manęs“ arba tyrinėjate CNC tikslaus apdirbimo paslaugas, iš esmės ieškote būtent šių specializuotų partnerių. Ar jūs esate pradedančioji įmonė, kurianti pirmąjį savo produktą, ar jau įsitvirtinusi gamintoja, didinančia gamybą, paslaugų teikėjai suteikia tokį pat aukštos kokybės rezultatą, kokio galėtumėte tikėtis savo vidinėse operacijose.
Pagrindinė skirtis tarp išorėje vykdomo ir vidinio apdirbimo
Šių požiūrių skirtumas susijęs su nuosavybe ir atsakomybe. Vidinėje apdirbimo sistemoje jūs visiškai atsakote už įrangos pirkimą, techninės priežiūros grafikus, operatorių mokymą ir kokybės sertifikatus.
Pagalvokite, ko iš tikrųjų reikalauja vidinės operacijos:
- Didelės pradinės investicijos cNC įrangai, kurios kaina gali svyruoti nuo dešimčių tūkstančių iki milijonų dolerių
- Nuolatinės techninės priežiūros sąnaudos kurios kaupiasi laikui bėgant ir reikalauja specializuotų technikų
- Kvalifikuoti operatoriai kurie gauna aukštus atlyginimus ir reikalauja nuolatinio mokymo
- Kokybės sertifikatai pvz., ISO 9001, kurie reikalauja griežtos dokumentacinės tvarkos ir auditų
Paslaugų apdirbimas pašalina šiuos reikalavimus. „Jose“ mašinų dirbtuvės ar bet kuris kvalifikuotas tiekėjas jau padarė šias investicijas. Jie prižiūri naujausią įrangą, darbo jėgą sudaro patyrę apdirbimo specialistai ir turi sertifikatus, kuriuos reikalauja jūsų pramonės šaka. Jūs tiesiog pasinaudojate jų galimybėmis, kai to prireikia.
Kodėl įmonės iš įvairių pramonės šakų – nuo kosmoso pramonės iki medicinos prietaisų gamybos – remiasi išoriniais apdirbimo partneriais? Vertės pasiūlymas yra įtikinamas. Aukštos tikslumo apdirbimo paslaugos suteikia galimybę naudotis daugiaplokštuminiu CNC įranga, patyrusiais operatoriais ir įsitvirtinusiais kokybės valdymo sistemomis, nesąnaudojant kapitalo. Daugelis kalifornijos ir kitų gamybos centrų mašinų dirbtuvių specializuojasi tam tikrose pramonės šakose, siūlydamos ekspertizą, kurią vidinėje įmonėje būtų sunku įgyti per keletą metų.
Ši lankstumas ypač vertingas, kai projektų reikalavimai kinta. Vietoje to, kad laikytumėte neveikiančią įrangą lėtėjant veiklai arba skubėtumėte įsigyti papildomos galios didėjant paklausai, išorinės paslaugos leidžia be trukdžių keisti gamybos apimtis. Tai strateginis pranašumas, kuris leidžia jums susikoncentruoti ties tuo, ką darote geriausiai – produktų kūrimu, klientų aptarnavimu ir verslo augimu.
CNC apdirbimo procesų rūšys ir jų taikymo sritys
Kai bendradarbiaujate su paslaugų apdirbimo tiekėju, jūs gaunate ne tik priemonių prieigą – jūs pasinaudojate įvairių gamybos procesų įrankių rinkiniu. Tačiau čia kyla iššūkis: kaip sužinoti, kuris procesas tinka jūsų projektui? Supratimas, kuo skiriasi frezavimas, sukimas ir specializuotos technikos, padeda efektyviai bendrauti su savo apdirbimo partneriu ir priimti informuotus sprendimus dėl jūsų detalių.
CNC frezavimas paaiškintas
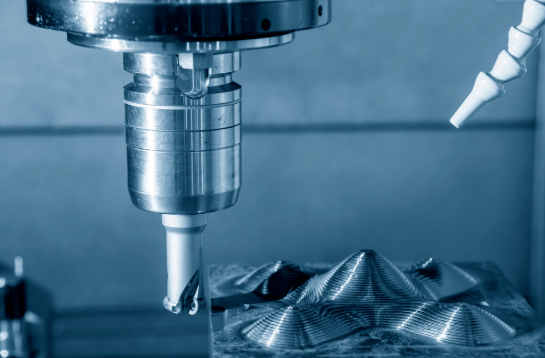
Įsivaizduokite besisukančią pjovimo įrangą, judančią per nejudančią detalią, nuimdama medžiagą sluoksnis po sluoksnio . Tai ir yra CNC frezavimas veiksmo metu. Skirtingai nuo kitų procesų, kai detalė sukasi, frezavime jūsų detalė lieka nejudanti, o daugiataškės pjovimo įrankiai dirba keliais ašimis vienu metu.
Šis metodas puikiai tinka sudėtingų 3D formų gamybai, kurių negalima pasiekti paprastesnėmis technikomis. Pagal 3ERP gamybos tyrimus, frezavimo staklės gali veikti su 3, 4 ar 5 ašimis, o kiekviena papildoma ašis atveria naujas geometrines galimybes.
Kas daro frezavimą ypač universalų? Panagrinėkite šiuos paplitusius taikymo būdus:
- Plokščias paviršių ir kraštų formas —plokščiojo frezavimo metu sukuriamos tikslūs horizontalūs paviršiai ant detalių viršaus
- Lizdus ir ertmes —kišenės frezavimas pašalina medžiagą iš vidinių dalių, kuriant įdubusias savybes
- Plyšiai ir grioveliai —periferinis frezavimas sukuria kanalus palei detalės kraštus su kontroliuojamais gyliais
- Sudėtingi 3D reljefai —rutulio formos galinės frezos braižo organines kreives šablonams ir prototipams
- Įstrižos savybės —šlifuojamosios frezos ir kampinės operacijos sukuria nušlifuotus kraštus
Kai ieškote 5 ašių CNC apdirbimo paslaugų, jūs nagrinėjate pačią pažangiausią turimą frezavimo galimybę. Šios mašinos gali pasukti įrankį ar staliuką, kad pasiektų įdubas ir sudėtingus paviršius viename nustatyme. Didelėms detalėms CNC apdirbti ar sudėtingoms aviacijos komponentų dalims 5 ašių CNC paslaugų teikėjai užtikrina tikslumą, kurio negali pasiekti paprastesni nustatymai.
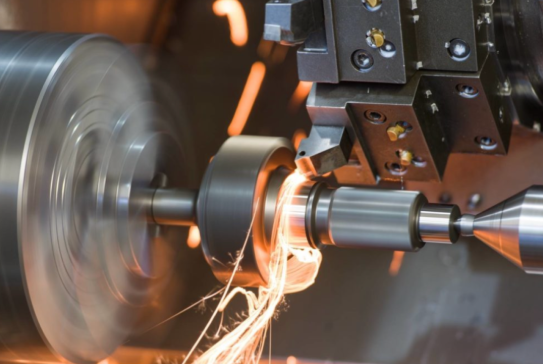
Kai sukimas pranašesnis už frezavimą
Dabar apverskite scenarijų. CNC sukimo apdirbime detalė suka su dideliu greičiu, o nejudanti vienpunktė pjovimo įrankio ašmenys formuoja paviršių. Šis judėjimo apvertimas sukuria esminį skirtumą tarp to, ką kiekvienas procesas atlieka geriausiai.
Skamba paprastai? Taip ir yra – ir ši paprastumas reiškia efektyvumą. Sukimo operacijos yra iš esmės greitesnės cilindrinėms detalėms, nes sukamasis judėjimas natūraliai sukuria apvalius profilius. Jei jūsų detalė panaši į ašį, smeigtuką, įmovą arba sriegiuotą strypą, sukimas beveik tikrai bus geriausias jūsų pasirinkimas.
Štai kada sukimas pranoksta frezavimą:
- Cilindrinės ir kūginės formos – besisukanti detalė natūraliai sukuria apvalius profilius su puikiu koncentriškumu
- Didelės apimties gamybos partijas – strypų padavikliai leidžia nuolatinį apdirbimą su minimaliu operatoriaus įsikišimu
- Išorines ir vidines srieges – sriegių gaminimo operacijos be problemų integruojamos į sukimo ciklus
- Tikslūs apvalumo leistinieji nuokrypiai – procesas išlaiko nuolatinius skersmenis ilgose detalėse
- Projektai, kuriuose svarbi kaina – paprastesnė įrankių sistema ir trumpesni ciklo laikai sumažina kiekvienos detalės gamybos sąnaudas
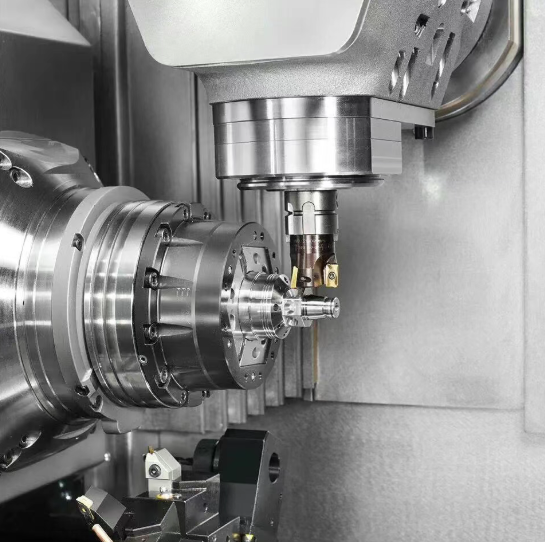
Šiuolaikiniai CNC sukimo centrai išsivaldo ribą tarp procesų. Daugelis jų dabar įtraukia gyvąją įrankių sistemą – besisukančius įrankius, kurie gali atlikti frezavimo operacijas, kol detalė vis dar įtvirtinta sukimo staklėse. Ši hibridinė galimybė reiškia, kad viena mašina gali gręžti skersines skyles, frezuoti plokščias paviršių dalis arba pjauti raktines griovytės be būtinybės perduoti detalę į kitą montavimo vietą.
Jeigu jūsų CNC apdirbimo projektai apima tiek apvaliąsias, tiek prizmines savybes, paklauskite savo paslaugų teikėjo apie frezavimo-sukimo galimybes. Šios hibridinės mašinos gali žymiai sutrumpinti gamybos ciklo trukmę ir pagerinti matmeninę tikslumą, pašalinant kelis montavimo etapus.
Specializuoti procesai sudėtingoms geometrijoms
Ką daryti, kai įprasti pjovimo įrankiai negali pasiekti reikiamo geometrinio profilio? Štai čia į žaidimą įeina specializuoti procesai, tokie kaip elektrolytinis erozinis apdirbimas (EDM) ir tikslus šlifavimas.
Elektrinio išlydžio apdirbimas (EDM) šalina medžiagą kontroliuojamomis elektrinėmis iskraisomis, o ne fizinio pjovimo būdu. Pagal „OpenLearn“ techninės dokumentacijos eDM veikia bet kuriame elektriškai laidžiame medžiagoje, nepriklausomai nuo jos kietumo – todėl ji yra idealus sprendimas kietintoms įrankių plienų ir egzotiškoms lydinio rūšims, kurios sunaikintų įprastus pjovimo įrankius.
EDM išsiskiria tam tikrose taikymo srityse:
- Maži skylės su dideliu ilgio ir skersmens santykiu – vielos EDM gali sukurti angas mažiausiai 0,05 mm skersmens
- Sudėtingos štampų ertmės – panardinamoji EDM formuoja sudėtingas kaladėlių detalės savybes be apdirbimo kraštų (burškų)
- Kietintos medžiagos – žievės erozija visiškai nepriklauso nuo medžiagos kietumo
- Aštrūs vidiniai kampai – pasiekia spindulius iki 0,4 mm, kur įprasti pjovimo įrankiai nepatenka
Kokia kaina? EDM veikia lėčiau nei įprastinis apdirbimas, o metalo šalinimo našumas paprastai matuojamas kubiniais centimetrais per valandą. Be to, ji palieka perlydytos medžiagos sluoksnį 0,0025–0,15 mm storio, kuris, esant pavojingoms nuovargio sąlygoms, gali reikėti pašalinti.
Tikslusis šlifavimas naudoja šlifuojančius ratukus, kad pasiektų paviršiaus baigtis ir tikslumą, kurio negali pasiekti pjovimo įrankiai. Kai jūsų projektui reikia veidrodinio paviršiaus arba mikronų tikslumo, šlifavimas tampa būtinas.
Įmonės, tokios kaip Odyssey Machining, ir kiti specializuoti tiekėjai dažnai derina kelis procesus vienoje sekoje – pirminį apdirbimą frezuojant, baigiamąjį apdirbimą šlifuojant ir detalių apdirbimą elektroerozinio apdirbimo (EDM) metodu. Šis integruotas požiūris suteikia kiekvieno metodo geriausias savybes, tuo pačiu mažindamas bendrą gamybos laiką.
Šių procesų skirtumų supratimas padeda efektyviau bendradarbiauti su savo apdirbimo partneriu. Kai galite aiškiai nurodyti, ar jūsų detalėms reikia frezavimo lankstumo, sukimo efektyvumo ar specializuoto tikslumo, gausite tikresnius pasiūlymus ir greitesnį atlikimo laiką.
Medžiagų parinkimo vadovas apdirbamosioms detalėms
Jūs jau pasirinkote apdirbimo procesą. Dabar atėjo lygiai tokia pat svarbi sprendimo priėmimo eilė: iš kokios medžiagos turėtų būti pagaminta jūsų detalė? Šis pasirinkimas turi įtakos kiekvienam jūsų projekto aspektui – nuo apdirbimo laiko ir įrankių nusidėvėjimo iki galutinės detalės našumo ir bendros kainos. Jei teisingai pasirinksite medžiagą, gausite komponentus, kurie viršys lūkesčius. Jei pasirinksite neteisingai, susidursite su delsimais, biudžeto viršijimais arba su detalėmis, kurios lauke sugenda.
Štai kas daro medžiagų pasirinkimą sudėtingą: tai visada kompromisas. Pagal Top Best Precision gamybos tyrimus, nors minkštos metalinės medžiagos, tokios kaip aliuminis ir varis, puikiai apdirbamos, jos gali netrukdyti stiprumo ir ilgaamžiškumo. Priešingai, tvirtesnės medžiagos, tokios kaip titanas ir nerūdijantis plienas, yra sunkiau apdirbamos, tačiau siūlo didesnį stiprumą, korozijos atsparumą ir ilgaamžiškumą.
Išnagrinėkime jūsų pasirinkimus, kad galėtumėte priimti informuotus sprendimus dėl savo aliuminio cnc gamybos paslaugos ar bet kokių kitų medžiagų reikalavimų.
Aliuminio lydiniai lengvajam našumui užtikrinti
Kai gamintojams reikia detalių greitai, neprarandant kokybės, dažnai pirmoje vietoje būna aliuminis. Palyginti su vario lydinio standartu, aliuminio apdirbimo įvertinimas yra 90–95 %, todėl aliuminio apdirbimo paslaugos užtikrina greitą atlikimo laiką ir puikią paviršiaus baigtį.
Kodėl aliuminis taip gerai apdirbamas? Jo aukšta šilumos laidumas leidžia šilumai greitai išsisklaidyti iš pjovimo zonos, todėl galima naudoti didesnius apdirbimo greičius, neprarandant įrankių tarnavimo trukmės. Pag according to Ethereal Machines medžiagų parinkimo vadovo, aliuminio lydinys 6061 puikiai derina stiprumą ir apdirbamumą, todėl jis universalus įvairioms sritims – nuo automobilių pramonės iki vartotojų prekių.
Dažniausiai aliuminio CNC frezavimo paslaugų pasiūlymuose sutinkami šie aliuminio lydiniai:
- 6061-T6 — universali lydinio rūšis, siūlanti gera stiprumo, suvirinamumo ir korozijos atsparumo kombinaciją bendrosios paskirties taikymams
- 7075-T6 — didesnis stiprumas, artėjantis prie kai kurių plienų, idealus lėktuvų konstrukciniams elementams ir aukštos apkrovos taikymams
- 2024-T3 —puiki nuovargio atsparumas lėktuvų korpusui ir konstrukcinėms detalėms
- 5052—aukšta korozijos atsparumas jūrų ir cheminių perdirbimo aplinkose
Kompromisas? Aliuminio mažesnė kietumas reiškia, kad jis negali būti naudojamas ekstremalioms dėvėjimosi sąlygoms ar aukštos temperatūros taikymo srityse. Šiomis situacijomis reikės pasirinkti plieną arba egzotinius lydinius.
Plieno ir nerūdijančiojo plieno variantai ilgaamžiškumui
Kai svarbesnės yra stiprumo ir ilgaamžiškumo savybės nei svoris, plieno rūšys tampa pagrindiniais jūsų medžiagų pasirinkimais. Tačiau plieno šeima apima labai įvairias našumo charakteristikas – taip pat įvairus yra ir jos apdirbamosi gebėjimas.
Anglies ir legiruotoji plienai (pvz., 1018, 4140 ir 4340) suteikia pakankamą balansą tarp stiprumo ir apdirbamosios savybės. Jų apdirbamosi vertės yra apie 70 %, todėl juos pjauti žymiai sunkiau nei aliuminį, tačiau su standartinėmis įrankių sistemomis tai vis dar įmanoma. Šios medžiagos puikiai tinka konstrukcinėms detalėms, mašinų komponentams ir pavaroms, kur stiprumas pateisina papildomą apdirbimo laiką.
Nerūdijančių plienų kelti kitokį iššūkį. Pag according to medžiagų tyrimus, pavyzdžiui, 304 ir 316 markės turi tik 30–40 % apdirbamosios gebos rodiklį. Kodėl taip sunku? Nerūdijantis plienas kietėja deformuojant – tai reiškia, kad jis tampa kietesnis, kai jį pjauti. Tai reikalauja lėtesnių pjovimo greičių, standesnių įrengimų ir dažnesnių įrankių keitimo.
Nepaisant apdirbimo sunkumų, nerūdijančio plieno savybės pateisina pastangas konkrečiose taikymo srityse:
- 304 nerūdantis —bendrosios paskirties korozijos atsparumas maisto perdirbimo, architektūrinėms ir cheminių medžiagų taikymo srityms
- 316 Nerūdijančios medžiagos —aukštesnė korozijos atsparumas jūrų, medicinos ir farmacinėms aplinkoms
- 17-4 PH —nuosėdinio kietinimo markė, užtikrinanti didelę stiprybę orlaivių ir gynybos komponentams
- nerūdijantis plienas 303 —lengvai apdirbama markė su pridėtu sieros kiekiu, pagerinanti šukų lūžimą ir įrankių tarnavimo trukmę
Jei jūsų projektui reikia nerūdijančiojo plieno, tikėkitės ilgesnių pristatymo laikų ir didesnių kainų už vieną detalę lyginant su aliuminio frezavimo paslaugų pasiūlymais. Pats medžiagos kainos yra aukštesnės, mašinos dirba lėčiau, o įrankiai susidėvi greičiau – visi šie veiksniai įtraukiami į paslaugų teikėjo kainodarą.
Inžineriniai plastikai ir egzotiškos medžiagos
Ne visos detalės turi būti metalinės. Inžineriniai plastikai suteikia unikalių privalumų, tokių kaip mažesnis svoris, cheminė atsparumas ir elektrinė izoliacija. Tuo tarpu egzotiškos lydinys gali atlaikyti ekstremalias sąlygas, kuriose įprastos medžiagos nepavyksta.
Dažniausiai naudojami inžineriniai plastikai frezuotoms detalėms įskaitant:
- Delrin (acetalas) – labai lengvai apdirbamas su puikiu matmenų stabilumu, idealus pavaroms, guoliams ir mechaninėms detalėms
- PEEK – aukštos našumo termoplastas, atlaikantis temperatūras iki 250 °C, dažnai naudojamas aviacijoje ir medicinos implantuose
- UHMW – puikus dėvėjimosi atsparumas ir žemas trinties koeficientas konvejerų komponentams ir dėvėjimosi juostoms
- Polikarbonatas – didelis smūgio atsparumas ir optinė skaidruma saugos langams ir apsauginėms dangoms
Plastikiniai gaminiai apdirbami greitai, tačiau reikalauja kitokių svarstymų. Kai kurie gali lydytis ar deformuotis dėl pjovimo kaitos, o kiti – šlifuotis, jei pjovimas vyksta per agresyviai. Jūsų apdirbimo partneris turėtų atitinkamai pritaikyti apdirbimo greičius, padavimus ir aušinimo strategijas.
Egzotiškos lydinių rūšys užima priešingą spektro galą – juos sunku apdirbti, tačiau jie būtini ekstremalioms aplinkoms. Primo Medical Group pastebi kad tokios medžiagos kaip titanas ir kitos egzotiškos lydiniai reikalauja specializuotų apdirbimo technologijų dėl jų unikalių savybių, tokių kaip kietumas, korozijos atsparumas ir biologinė suderinamumas.
Titano apdirbamosios savybės įvertintos tik 20–25 %. Jo žema šilumos laidumas šilumą susuka pjovimo zonoje, todėl reikia lėtų greičių ir specializuotų dengtų įrankių. Inkonel ir kiti niklio superlydiniai įvertinti dar žemiau – 10–15 %, todėl reikia ypatingo atidumo, kad būtų išvengta įrankių sugadinimo.
Kada šie medžiagų apdirbimo sunkumai tampa pateisinami? Titanas naudojamas aviacijos konstrukcijose, medicinos implantuose ir aukštos kokybės sporto įranguose, kur jo stiprumo ir svorio santykis neturi lygių. Inconel naudojamas reaktyviųjų variklių komponentuose ir branduolinėse technologijose, kur ekstremališkai aukšta temperatūra ir korozija sunaikintų kitas medžiagas.
Materialeo salyginimas
Naudokite šią nuorodų lentelę kalbėdami apie medžiagų pasirinkimą su savo paslaugų apdirbimo tiekėju:
| Medžiaga | Apdirbiamumo reitingas | Tipinės taikymo sritys | Kainų apžvalga |
|---|---|---|---|
| Varnikas c36000 | 100 % (standartinė) | Sujungiamosios detalės, elektros komponentai, dekoratyvinė įranga | Vidutinė medžiagos kaina, žemiausia apdirbimo kaina |
| Aliuminis 6061 | 90-95% | Aviacija, automobilių pramonė, elektronikos korpusai | Žema medžiagos kaina, greitas apdirbimas |
| Anglies plienas 1018 | 70% | Konstrukcinės detalės, velenai, mašinų komponentai | Žema medžiagos kaina, vidutinis apdirbimo laikas |
| Neekstraktinis plienas 304 | 30-40% | Maisto perdirbimo, medicinos ir jūrinės aplinkos | Aukštesnė medžiagos kaina, lėtesnis apdirbimas |
| Titanas 6Al-4V | 20-25% | Aviacijos konstrukcijos, medicinos implantai, gynybos pramonė | Aukšta medžiagos kaina, reikalinga specializuota įranga |
| Inconel 718 | 10-15% | Lėktuvų varikliai, branduoliniai reaktoriai, ekstremalios aplinkos | Labai aukšta medžiagos kaina, lėčiausias apdirbimas |
| Delrin (acetalas) | Aukšto | Pavaros, guoliai, tikslūs mechaniniai komponentai | Vidutinė medžiagos kaina, greitas apdirbimas |
| PEEK | Vidutinis | Medicininiai implantai, aviacija ir kosmonautika, cheminis perdirbimas | Aukšta medžiagos kaina, reikalingas temperatūros valdymas |
Pramonės šakos specifiniai medžiagų reikalavimai
Jūsų pramonės šaka tikriausiai nulemia medžiagų pasirinkimą ne tik remiantis grynuoju našumu. Reguliavimo reikalavimai ir sertifikavimo standartai žymiai susiaurina jūsų pasirinkimo galimybes.
Medicininės prietaisų gamyba reikalauja medžiagų su įrodyta biologine suderinamumu ir sekamumu. Titanas, nerūdijantis plienas 316L ir specialūs polimerai, pvz., PEEK, atitinka JAV maisto ir vaistų administracijos (FDA) reikalavimus įkraunamiesiems įtaisams. Jūsų apdirbimo partneris turi saugoti dokumentus, patvirtinančius medžiagos kilmę ir atitiktį standartams, tokiems kaip ISO 13485.
Aviacijos taikymas reikalauja sertifikuotų lydinių su visiška medžiagos sekamumu. Negalima tiesiog naudoti bet kokio aliuminio – jis turi būti aviacijos klasės, o gamyklos sertifikatai turi dokumentuoti jo cheminę sudėtį ir mechanines savybes. Dažnai taikomi reikalavimai apima aviacijos medžiagų specifikacijas (AMS) ir ASTM standartus.
Automobilių komponentai dažnai balansuoja sąnaudų efektyvumą su našumo reikalavimais. Didelės apimties gamyba paprastai palankesnė lengvai apdirbamiems medžiagų tipams, pvz., aliuminiui ir lengvai apdirbamiems plienams, kad būtų sumažintos kiekvienos detalės sąnaudos, vienu metu tenkinant ilgaamžiškumo specifikacijas.
Šių medžiagų dinamikos supratimas padeda jums veiksmingiau bendradarbiauti su savo apdirbimo partneriu. Kai galite aptarti kompromisus tarp apdirbamosios savybės ir našumo, priimsite geriausius sprendimus dėl to, kur investuoti savo biudžetą – ir kur taupyti.

Viso paslaugų apdirbimo darbo eigos paaiškinimas
Jūs pasirinkote procesą ir parinkote medžiagą. O kas toliau? Daugeliui pirmą kartą pirkusiųjų kelias nuo pradinio užklausimo iki gautų baigtų detalių atrodo kaip juodoji dėžutė. Kas nutinka po to, kai pateikiate savo failus? Kiek laiko trunka kiekvienas etapas? Visos darbo eigos supratimas padeda nustatyti realistiškus lūkesčius ir išvengti brangios neteisingos komunikacijos.
Ar dirbtumėte su San Chosė mašinų gamybos dirbtuvėmis ar su tiekėju iš kitos šalies, dauguma patikimų Kalifornijoje veikiančių CNC apdirbimo įmonių laikosi panašaus struktūruoto proceso. Panagrinėkime kiekvieną žingsnį, kad žinotumėte, ko tiksliai tikėtis.
Jūsų projektas prasideda nuo to momento, kai pateikiate projektavimo failus – o kaip paruošiate tuos failus, tiesiogiai veikia pasiūlymo tikslumą ir įvykdymo terminus.
Pagal pramonės darbo eigos dokumentaciją tipiškas užklausos rinkinys turėtų apimti CAD modelius, techninius brėžinius, medžiagų specifikacijas, kiekių reikalavimus ir pristatymo terminus.
Kokius failų formatus pageidauja San Chosė (Kalifornija) mašinų gamybos dirbtuvės ir kitos profesinės įmonės?
- STEP (.stp, .step) – visuotinai priimtinas 3D modelių keitimosi standartas, kurį gali perskaityti beveik bet kuri CAM programinė įranga
- IGES (.igs, .iges) – senesnis, tačiau plačiai palaikomas paviršiaus ir kietųjų kūnų geometrijos formatas
- DXF/DWG – dvimatės brėžinių failų rūšis, būtina plokščiems detalėms ir papildomoms matmenų nurodymams
- Šaltinės CAD failai —SolidWorks, Inventor arba Fusion 360 failai išsaugo visą projektavimo sumanymą, kai jūsų dirbtuvėse naudojama atitinkama programinė įranga
- PDF brėžiniai —pažymėti 2D brėžiniai, kuriuose nurodytos leistinos nuokrypos, paviršiaus apdorojimo reikalavimai ir specialūs reikalavimai
Štai ką daugelis pirkėjų praleidžia: vien 3D modeliai nepakanka. Jūsų Kalifornijos mašinų dirbtuvėms reikia matmenų turinčių 2D brėžinių, kurie nurodo leistinas nuokrypas, paviršiaus apdorojimo reikalavimus ir kritines savybes. 3D modelis parodo, kokios formos detalė turi būti pagaminta; brėžinys nurodo, kokia tikslumu ji turi būti pagaminta.
Prieš siųsdami, dar kartą patikrinkite šiuos dažnai pasitaikančius problemas:
- Ar visi matmenys aiškiai nurodyti su tinkamomis leistinomis nuokrypomis?
- Ar nurodėte, kurios savybės yra kritinės, o kurios – bendrosios nuokrypų ribos?
- Ar medžiagos rūšis nurodyta tiksliai (ne tik „aliuminis“, bet „6061-T6“)?
- Ar paviršiaus apdorojimo reikalavimai nurodyti naudojant standartines Ra vertes?
- Ar nurodėte reikiamą kiekį ir numatytą pristatymo datą?
Kainos pasiūlymo ir peržiūros procesas
Kai jūsų failai pasiekia mus, prasideda kainos pasiūlymo parengimo procesas – ir jis yra sudėtingesnis, nei daugelis klientų įsivaizduoja. Pagal Stecker Machine RFQ (kainos užklausos) vadovą patyrę gamybos skyriaus specialistai peržiūri jūsų pateiktą dokumentų rinkinį, pradedant galimybės įvertinimu remiantis įmonės galimybėmis ir ekspertine žiniomis.
Ką daroma šioje peržiūroje? Inžinieriai išsamiai tyrinėja jūsų brėžinius dėl nesuderinamumų, labai tikslaus matmenų laikymosi reikalavimų, potencialių problemų bei technologinių sunkumų. Jie ieško galimų problemų dar prieš tai, kol jos taptų brangiais klaidomis.
Geriausi apdirbimo paslaugų tiekėjai ne tik kainina tai, ko jūs paprašėte – jie taip pat siūlo patobulinimus. Gamintojo projektavimo (DFM) analizė nustato galimybes:
- Sumažinti išlaidas keičiant medžiagas ar supaprastinant geometriją
- Pagerinti kokybę koreguojant tikslumo reikalavimus nekritinėse detalėse
- Sumažinti pristatymo terminus pasirenkant technologijas, geriau tinkamas jūsų detalės geometrijai
- Eliminuoti galimas gedimo vietas nustatant plonas sienas, aštrius vidinius kampus ar kitas problemiškas savybes
Sudėtingumas ir apimtis nulemia, kaip turėtų būti apdorojamos detalės. Remdamiesi šia informacija, kainų nustatymo specialistai bendradarbiauja su inžinieriais, kad atliktų įrankį po įrankio, operaciją po operacijos laiko tyrimus. Šie ciklo trukmės įvertinimai lemia viską – operatoriaus našumą, įrangos poreikius ir galiausiai jūsų pateiktą kainą.
Oficiali pasiūlymo dokumentas paprastai apima:
- Vieneto kainą ir bendrosios sąnaudų skaidrą
- Įvertintą pristatymo laiką nuo užsakymo patvirtinimo iki siuntimo
- Medžiagų sąnaudas (kartais nurodomos atskirai)
- Paruošimo mokesčius ir įrankių reikalavimus
- Bet kokius paaiškinimus dėl leistinų nuokrypių ar techninių specifikacijų
GamYba iki galutinės patikros
Po to, kai patvirtinsite pasiūlymą ir patvirtinsite savo užsakymą, prasideda gamybos planavimas. Jūsų užsakymas įeina į eilę pagal sudėtingumą, medžiagų prieinamumą ir įrengimų grafiką. Būtent čia jūsų detalės tikrai įgyja gyvybę.
Gamybos etapas apima kelis koordinuotus veiksmus:
- Medžiagų tiekimai —jūsų parduotuvė įsigyja žaliavų atsargas, atitinkančias jūsų nurodytą klasę, dažnai su gamykliniais sertifikatais, užtikrinančiais sekamumą
- CNC programavimas —inžinieriai sukuria įrankių judėjimo kelius naudodami CAM programinę įrangą, optimizuodami greitį, tikslumą ir įrankių tarnavimo laiką
- Mašinos sudarymas —operatoriai pritvirtina tvirtinimo įtaisus, įkelia įrankius ir kalibruoja įrenginį jūsų konkrečiai detalėi
- Pirmosios detalės gamyba —pirmoji detalė apdirbama ir išsamiai patikrinama prieš tęsiant darbus
- Gamybos ciklas —kai pirmoji detalė praeina patikrinimą, apdirbamos likusios detalės
- Gamybos Proceso Kokybės Tikrinimai —operatoriai visą laiką tikrina kritines matmenis
- Sekundinės operacijos —jei reikia, detalės yra šalinamos burbulai, apdorojamos paviršiaus apdorojimo būdu arba termiškai apdorojamos
- Galutinė patikra —užbaigtos detalės matuojamos pagal jūsų technines sąlygas naudojant kalibruotą įrangą
- Pakavimas ir Siuntimas —detalės tinkamai apsaugomos ir siunčiamos su reikiamais dokumentais
Kokybės kontrolė vyksta nuolat, o ne tik gale. Ypač svarbus pirmosios detalės patikrinimas – čia aptinkami bet kokie programavimo klaidų, montavimo problemų ar projektavimo trūkumų, kurie galėtų sukelti žaliavų švaistymą pilnoje gamybos serijoje.
Visas darbo eigos apžvalga
Nuo pradžios iki pabaigos štai kaip jūsų projektas paprastai keliauja per profesionalios paslaugų apdirbimo įmonę:
- Projekto pateikimas —pateikiate CAD failus, piešinius ir technines sąlygas
- Pasirašymo kainos nustatymas —inžinieriai vertina įgyvendinamumą ir parengia kainas
- Projekto peržiūra ir gamybos patogumo analizė (DFM) —nustatomos galimos patobulinimo galimybės ir aptariamos su jumis
- Užsakymo patvirtinimas —patvirtinate pasiūlymą ir suteikiate pirkimo įgaliojimą
- Gaminių gamybos planavimas —jūsų užsakymas įtraukiamas į eilę remiantis pristatymo terminais
- Medžiagų pirkimas —neapdorota žaliava tiekiama pagal jūsų technines sąlygas
- Apdirbimo operacijos —CNC įranga neapdorotą medžiagą paverčia baigtais detalėmis
- Tikrinimas ir kokybės kontrolė —detalės tikrinamos pagal matmenines ir kokybės reikalavimus
- Siuntimo ir pristatymo —paruoštos detalės pristatomos į jūsų įmonę su dokumentais
Šio darbo eigos supratimas padeda efektyviau planuoti projektus. Jūs žinosite, kada tikėtis atnaujinimų, kokia informacija reikalinga jūsų dirbtuvėms kiekviename etape ir kaip išvengti delsų, kurios gali sutrukdyti pristatymo terminui.
Dabar, kai suprantate šį procesą, kyla natūralus klausimas: kiek visa tai iš tikrųjų kainuos? Kelios faktoriai įtakoja kainas būdais, kurie nėra akivaizdūs – o juos žinodami galėsite protingiau projektuoti ir tiksliau sudaryti biudžetą.
Kokie veiksniai įtakoja apdirbimo paslaugų kainas
Štai ką dauguma tiekėjų jums nedeklaruoja iš anksto: apdirbtų detalių kaina priklauso nuo sprendimų, kuriuos priimate jūs patys. Medžiagos pasirinkimas, tikslumo reikalavimai, paviršiaus apdorojimo reikalavimai ir užsakymo kiekis visi įtakoja galutinę sąskaitą – kartais net labai žymiai. Šių kintamųjų supratimas padeda jums kontroliuoti projektų biudžetavimą ir derėtis su tiekėjais.
Pagal Unionfab išsamų kaštų suskaidymą, CNC apdirbimo kaštai žymiai skiriasi priklausomai nuo tokių veiksnių kaip detalės geometrija, medžiagos pasirinkimas, apdirbimo strategija, tikslumo reikalavimai ir gamybos apimtis. Išnagrinėkime kiekvieną šių veiksnių, kad prieš pateikdami kitą pasiūlymo užklausą galėtumėte priimti informuotus sprendimus.
Kaip medžiagos pasirinkimas veikia jūsų biudžetą
Jūsų medžiagos pasirinkimas turi įtakos kiekvienai kaštų kategorijai – žaliavos atsargų kainai, apdirbimo laikui, įrankių nusidėvėjimui ir netgi siuntimo svoriui. Teisingai pasirinkę medžiagą, optimizuosite vertę. Neteisingai pasirinkę – mokėsite papildomus mokesčius, kurie nepagerins jūsų produkto.
Atsižvelkite tik į žaliavų kaštus. Pagal pramonės kainodaros duomenis, medžiagos suskirstomos į skirtingas kainos kategorijas:
- Žema kaina ($) —Aliuminis ir PMMA (akrilas) yra ekonomiškiausias pradžios taškas
- Vidutinė kaina ($$) —POM, PTFE, nilonas ir kompozitinės medžiagos, pvz., FR4
- Aukštesnė kaina ($$$) —Varis, vario lydiniai (varinis, bronzinis), plienas, nerūdijantis plienas bei inžineriniai plastikai, pvz., polikarbonatas (PC) ir akriлонitrobutadienas (ABS)
- Premium kaina ($$$$$) —Magnis, titanas, PEEK ir techninės keramikos medžiagos
Tačiau žaliavų kaina atskleidžia tik dalį visos situacijos. Kalifornijos pusės (Bay Area) apdirbimo dirbtuvės taip pat įvertins apdirbamumą – tai, kaip greitai ir lengvai medžiaga gali būti apdirbama. Aliuminis apdirbamas 3–4 kartus greičiau nei nerūdijantis plienas. Šis greičio skirtumas tiesiogiai lemia mažesnius darbo jėgos ir įrangos naudojimo kaštus.
Štai praktinė išvada: nenurodinėkite titano, jei aliuminis atitinka jūsų reikalavimus. Nepasirinkite nerūdijančiojo plieno kaip numatytosios parinkties, jei anglies plienas užtikrina pakankamą korozijos atsparumą. Kiekvienas pernelyg griežtas techninis reikalavimas padidina sąnaudas, tačiau neprideda vertės jūsų taikomajai programai.
Tikslumo ir kainos ryšys
Tikslūs leistinieji nuokrypiai visada kainuoja daugiau – tačiau šis ryšys nėra tiesinis. Pagal Fictiv gamybos projektavimo tyrimus projektai, kurie patenka į „mažiausio pastangų“ leistinųjų nuokrypių regioną, naudoja ISO 2768 vidutinio lygio standartą, kuris atspindi gerą pusiausvyrą tarp to, kas lengvai pasiekiama naudojant įprastas CNC stakles, ir to, kas būtina funkcionaliems detaliams.
Kodėl tikslūs leistinieji nuokrypiai padidina sąnaudas? Kelios priežastys susilieja:
- Lėtesni apdirbimo greičiai – tikslumo pasiekimui reikia atsargaus, tikslaus pjovimo, o ne agresyvaus medžiagos pašalinimo
- Papildomi gamybos etapai – elementams gali prireikti pirminio apdirbimo (grubaus pjovimo), po kurio atliekamas atskiras baigiamasis apdirbimas
- Specializuoti įrankiai – tikslusis darbas dažnai reikalauja aukštesnės kokybės pjovimo įrankių su mažesniu sukimosi nuokrypiu
- Išplėstas tikrinimo laikas —kiekvienas tikslus nuokrypis reikalauja patikrinimo su kalibruota matavimo įranga
- Didesnis broko procentas —iš specifikacijos išeinantys detalės turi būti sunaikintos arba perdirbtos
Protingiausias požiūris? Taikyti tikslų nuokrypių ribas tik ten, kur to reikalauja funkcionalumas. Bet kuri tikslausis apdirbimo dirbtuvė, esanti masinėje tikslausios apdirbimo srityje San Chose ar bet kur kitur, pasakys tą patį: nurodykite ±0,001 colio nuokrypį tik kritinėse sujungiamosiose paviršiuose, o nekritinių elementų nuokrypius palikite standartinį ±0,005 colio arba laisvesnį.
Pagal „Exact Machine Service“ sąnaudų analizę, svarbu nustatyti būtinus nuokrypių ribų ir paviršiaus šlifavimo reikalavimus remiantis detalių funkcionaliais reikalavimais, kad būtų pasiektas subalansuotas tikslumas ir sąnaudos.
Tūriniai kainų nustatymai ir paruošimo veiklos svarstymai
Kiekvienas gamybos ciklas prasideda paruošimu — tvirtinamųjų įtaisų įkėlimu, įrankių montavimu, mašinos kalibravimu ir pirmojo gaminio išbandymu. Šios sąnaudos lieka santykinai pastovios, ar gamintumėte 10 detalių, ar 1000. Šio reiškinio supratimas paaiškina, kodėl vienos detalės kaina žymiai sumažėja didėjant gamybos apimčiai.
Panagrinėkime šią situaciją: mašinų dirbtuvės San Chozė (Kalifornija) siūlo 500 JAV dolerių paruošimo sąnaudų ir po 20 dolerių už kiekvieną detalę mašininės apdorojimo trukmės sąnaudoms. Užsakius 10 detalių, paruošimo sąnaudos tenka po 50 dolerių už vieną detalę. Užsakius 100 detalių, jos sumažėja iki 5 dolerių už vieną detalę. Mašininės apdorojimo sąnaudos lieka pastovios, tačiau bendros vienos detalės sąnaudos sumažėja nuo 70 iki 25 dolerių.
Štai sąnaudų veiksniai, išdėstyti nuo didžiausios iki mažiausios įtakos jūsų visų projektų sąnaudoms:
- Detalės sudėtingumas ir geometrija —sudėtingi dizainai, reikalaujantys kelių paruošimų, specializuotų įrankių ar 5 ašių apdirbimo, nustato aukštesnę kainą
- Medžiagos pasirinkimas —egzotiškos lydiniai ir sunkiai apdirbamos medžiagos padidina tiek žaliavų, tiek apdirbimo sąnaudas
- Leistinų nuokrypių reikalavimai —kiekvienas tikslumo dešimtainis skaitmuo prideda neproporcingai didesnes sąnaudas
- Užsakymo kiekis —didesni kiekiai padeda išsklaidyti pradinio įrengimo kaštus ir gali būti tinkami didesnėms partijoms taikyti nuolaidas
- Paviršiaus apdorojimo specifikacijos —papildomi paviršiaus apdorojimai, viršijantys standartinį apdirbimą (Ra 3,2 μm), reikalauja papildomų operacijų
- Sekundinės operacijos —kalnakalbinis apdorojimas, anodavimas, cinkavimas ar dažymas prideda poapdirbimo kaštų
- Privalomas atlikti laikas —greitasis pristatymas dažnai sukelia papildomus skubos mokesčius
Norėtumėte sumažinti kaštus, neprarandant funkcionalumo? Pagal Fictiv gamybos geriausias praktikas šie konstrukcijos pakeitimai užtikrina didžiausią sutaupymą:
- Paprastinkite geometriją —sumažinkite aštrius vidinius kampus, gilias ertmes ir sudėtingas savybes, kurios padidina apdirbimo trukmę
- Naudokite standartinius įrankių dydžius —konstruodami elementus, suderinamus su įprastais frezavimo ir gręžimo įrankiais, sumažinate pradinio įrengimo ir įrankių kaštus
- Projektuokite mažiau įrengimų —detalės, kurias galima apdirbti dviejose ar mažiau įrengimo operacijose, išvengia perkėlimo laiko ir tikslumo nuokrypių kaupimosi
- Nurodykite tik funkcionalius paviršiaus apdorojimus —poliruotus paviršius reikalauti tik ten, kur to reikalauja estetika ar funkcionalumas
- Apsvarstykite šiek tiek didesnius partijos kiekius —peršokant nuo 25 iki 50 vienetų dažnai pasiekiamos neproporcingos taupymo naudos vienam gaminiui
Šiaurės Kalifornijos (Bay Area) mašinų dirbinių dirbtuvės ir tikslieji apdirbimo įmonės visoje šalyje naudoja panašias kaštų struktūras. Suprantant veiksnius, lemiančius jų kainas, galima sukurti protingesnius detalių projektus, pateikti geriau parengtus pasiūlymus ir derybas vesti remiantis žiniomis, o ne spėlionėmis.
Šie kaštų veiksniai tampa ypač svarbūs, kai jūsų projektui reikalingos pramonės specifinės sertifikacijos. Oro kosmoso, automobilių ir medicinos pramonės taikymo sritys prideda atitikties reikalavimų, kurie veikia tiek kainas, tiek partnerių parinkimą – šiuos klausimus aptarsime toliau.
Pramonės taikymo sritys ir sertifikavimo reikalavimai
Manote, kad visi apdirbimo paslaugų tiekėjai yra vienodi? Dar kartą apsvarstykite. Parduotuvė, gaminanti dekoratyvinę įrangą, veikia visiškai kitomis taisyklėmis nei ta, kuri gamina lėktuvų laikiklius arba chirurgines implantus. Jūsų pramonės šaka ne tik lemia tai, ką gaminate – ji nustato, kaip jūsų apdirbimo partneris turi veikti, dokumentuoti ir patikrinti kiekvieną gamybos etapą.
Šių sertifikavimo reikalavimų supratimas padeda įvertinti potencialius partnerius ir išvengti brangiai kainuojančių klaidų. Pagal gamybos sertifikavimo tyrimus, apdirbimo sertifikatai yra ne tik formalumas – tai esminis reikalavimas, kuris nulemia tiekėjų atranką, sutarčių galiojimą ir reglamentinį atitikties užtikrinimą.
Automobilių komponentų reikalavimai ir sertifikatai
Automobilių pramonė reikalauja nuoseklumo mastu. Kai gaminate tūkstančius identiškų detalių, skirtų automobilių surinkimo linijoms, netikslumai yra ne tik nepageidautini – jie yra nepriimtini. Todėl automobilių gamintojai (OEM) reikalauja, kad tiekėjai atitiktų griežtus sertifikavimo standartus prieš sudarydami sutartis.
IATF 16949 sertifikavimas iATF 16949 yra aukso standartas automobilių kokybės valdymui. Šį standartą paskelbė Tarptautinė automobilių užduočių grupė (IATF) ir jis remiasi ISO 9001 standartu, tačiau prideda automobilių pramonei būdingus reikalavimus. Pagal AIAG sertifikavimo gaires , IATF 16949:2016 apibrėžia kokybės valdymo sistemos reikalavimus organizacijoms visame pasaulinėje automobilių pramonėje.
Kuo IATF 16949 skiriasi nuo bendrųjų kokybės sertifikavimo standartų? Šis standartas akcentuoja:
- Defektų prevencija – sistemingus požiūrius į galimų gedimų nustatymą ir pašalinimą dar iki jų įvykimo
- Variacijų mažinimą – nuolatinio tobulėjimo protokolus, kurie laikui bėgant stiprina procesų kontrolę
- Atliekų šalinimą —skleidžiamosios gamybos principai integruoti į kokybės valdymą
- Klientams skirti reikalavimai —lankstumas įtraukti atskirų OEM specifikacijas
Statistinė procesų kontrolė (SPC) vaidina lemtingą vaidmenį automobilių gamyboje. Vietoje to, kad būtų tikrinamos detalės po gamybos, statistinė proceso valdymo (SPC) sistema stebi procesus realiuoju laiku, kad būtų aptikti nuokrypiai dar prieš tai, kai jie sukeltų defektinių komponentų gamybą. Kontrolės diagramos, gebėjimo rodikliai ir tendencijų analizė tampa sertifikuotų įmonių standartiniais įrankiais.
Kalifornijoje veikiančioms CNC apdirbimo įmonėms ir aviacijos pramonės CNC apdirbimo įmonėms, kurios aptarnauja automobilių pramonės klientus, šios sertifikacijos nėra pasirinktiniai papildomieji reikalavimai – jos yra būtinos verslo vykdymo sąlygos. Pagrindiniai OEM gamintojai, įskaitant General Motors, Ford ir Stellantis, reikalauja, kad jų apdirbimo tiekėjai turėtų IATF 16949 sertifikatą.
Sertifikuotos gamybos vietos, tokios kaip Shaoyi Metal Technology atitinkami šios automobilių pramonės reikalavimai su IATF 16949 sertifikavimu ir griežta SPC protokolų taikyma. Jų veikla užtikrina aukštos tikslumo klasės važiuoklių surinkimus ir tikslų komponentų gamybą, tuo pat metu išlaikant dokumentavimą ir sekamumą, kurio reikalauja automobilių tiekimo grandinės.
Aviacijos tikslumo standartai
Jei automobilių pramonė reikalauja nuoseklumo, tai aviacijos pramonė reikalauja tobulybės – su įrodymais. Kiekvienas medžiagų rūšis, kiekvienas procesas ir kiekvienas matavimas turi būti dokumentuojami ir sekami. Kai komponentų gedimas gali turėti katastrofiškų padarinių, sertifikavimo reikalavimai atspindi šiuos rizikos lygius.
AS9100 sertifikavimas remiasi ISO 9001 standartu, tačiau prideda griežtus kokybės reikalavimus, specialiai sukurtus aviacijos, krašto apsaugos ir kosmoso sistemoms. Pagal pramonės tyrimus daugiau kaip 80 % pasaulinių aviacijos įmonių reikalauja, kad CNC tiekėjai turėtų AS9100 sertifikatą.
Kuo AS9100 skiriasi nuo bendrų kokybės standartų?
- Visiška medžiagų sekama – kiekvienas komponentas susiejamas su sertifikuota žaliava, kurios šiluminiai numeriai ir gamykliniai sertifikatai yra dokumentuoti
- Pirmojo gamybos egzemplioriaus apžiūra (FAI) —AS9102 atitinkama dokumentacija patvirtina, kad pradinė gamyba atitinka visus techninius reikalavimus
- Konfigūracijos valdymas —griežtas versijų kontrolė užtikrina, kad detalės atitiktų esamus inžinerinius leidimus
- Rizikos valdymas —formalūs procesai identifikuoja, įvertina ir mažina galimus kokybės problemas
- Klastotų detalių prevencija —patikrinimo procedūros užtikrina medžiagų autentiškumą
Dokumentacinė našta tęsiasi visą gamybos ciklą. Aerokosmoso klientams aptarnaujanti CNC apdirbimo dirbtuvė Kalifornijoje privalo saugoti įrašus, kurie rodo:
- Žaliavų sertifikatus ir šaltinio patikrinimą
- Kiekvienos operacijos metu naudotus įrankių judėjimo maršrutus ir CNC programas
- Operatorių kvalifikacijas ir mokymų įrašus
- Visų matavimo prietaisų kalibravimo būklę
- Visiškai patikrinti duomenys kiekvienam kritiniam matmeniui
Metalo gamybos įmonėms San Chosė (Kalifornija) ir kitoms regioninėms dirbtuvėms AS9100 sertifikavimui pasiekti reikia didelių investicijų į dokumentacinės sistemos sukūrimą, darbuotojų mokymą ir auditų paruošimą. Tačiau sertifikavimas atveria galimybę dalyvauti aviacijos pramonės sutartyse, kurių negali siekti nesertifikuoti konkurentai.
Medicinos prietaisų gamybos ypatumai
Medicinos prietaisų gamyba prideda dar vieną reguliavimo sudėtingumo sluoksnį. Kai apdirbti komponentai tampa diagnostinės įrangos ar įkraunamųjų įtaisų dalimi, kiekvieną reikalavimą nulemia paciento sauga.
Pagal JAV maisto ir vaistų administracijos (FDA) reguliavimo gairės , gamintojai privalo sukurti ir laikytis kokybės sistemų, kad užtikrintų savo produktų nuolatinį atitikimą taikomiesiems reikalavimams ir specifikacijoms. Šios FDA reguliuojamų įrenginių kokybės sistemos vadinamos dabartinėmis geriausiomis gamybos praktikomis (CGMP).
ISO 13485 Sertifikatas ypač susijusi su medicinos prietaisų kokybės valdymu. Nors jos struktūra panaši į ISO 9001 standartą, ji papildomai nustato reikalavimus:
- Dizaino kontrolė —sisteminga patikra, kad įrenginiai atitiktų numatytuosius naudojimo reikalavimus
- Proceso validacija —dokumentuotas įrodymas, kad gamybos procesai nuolat duoda priimtinus rezultatus
- Biologinė suderinamumo dokumentacija —įrodymas, kad medžiagos nekelia pavojingų reakcijų pacientams
- Sterilizavimo patvirtinimas —patikra, kad sterilizavimo procesai pasiekia reikiamą steriliškumo užtikrinimo lygį
- Skundų valdymas —formali sistema stebėti ir tiriant produktų problemas
JAV maisto ir vaistų administracijos (FDA) kokybės sistemos taisyklė (21 CFR 820 dalis) nustato reguliavimo sistemą Jungtinėse Valstijose. Pagal FDA dokumentus kokybės sistemos taisyklė taiko „apgaubiančiąją“ („skėčio“) strategiją, kuri reikalauja, kad gamintojai sukurtų ir laikytųsi procedūrų, tinkamų jų konkrečiems įrenginiams.
Ką tai reiškia jūsų apdirbimo partneriui? Jis privalo palaikyti:
- Visus įrenginių istorijos įrašus kiekvienam pagamintam partijos numeriui
- Patvirtinti gamybos procesai su dokumentuotais parametrais
- Kalibruota matavimo įranga, kurios atsekamumas siejamas su nacionaliniais standartais
- Kontroliuojamos aplinkos, atitinkančios gaminio reikalavimus
- Personalo mokymo įrašai, patvirtinantys kompetenciją
FDA neseniai išleido galutinį kokybės valdymo sistemos reglamento (QMSR) įstatymą, įtraukdama ISO 13485:2016 į reguliavimo sistemą. Ši harmonizacija reiškia, kad medicinos prietaisų apdirbimo tiekėjams vis dažniau reikia vienu metu laikytis tiek FDA reikalavimų, tiek tarptautinių standartų.
Teisingo sertifikuoto partnerio pasirinkimas
Jūsų pramonės šaka nulemia, kurie sertifikatai yra svarbiausi. Štai greitas orientacinis sąrašas:
| Pramonė | Pagrindinis sertifikavimas | Pagrindiniai reikalavimai |
|---|---|---|
| Automobilinis | IATF 16949 | Statistinis proceso valdymas (SPC), defektų prevencija, klientų specialūs reikalavimai |
| Aviacijos/gynybos | AS9100 | Visiška atsekamumas, pirmojo gamybos egzemplioriaus patikrinimas (FAI), konfigūracijos valdymas |
| Medicininiai prietaisai | ISO 13485 | Projektavimo kontrolė, proceso validacija, skundų valdymas |
| Bendras pramoninis | ISO 9001 | Kokybės valdymo pagrindai, nuolatinis tobulinimas |
Nepriimkite kaip duoto, kad įmonė, sertifikuota vienai pramonei, automatiškai tinka ir kitai. AS9100 standarto sertifikatu patvirtinti aviacijos tiekėjai gali neturėti didelės gamybos apimties sistemų, kurių reikalauja automobilių pramonė. Medicinos prietaisų specialistai gali neturėti patirties su egzotiškais lydiniais, kurių reikalauja aviacijos pramonė.
Vertindami potencialius partnerius, patikrinkite sertifikatus tiesiogiai. Paprašykite sertifikatų kopijų, patikrinkite jų galiojimo datas ir įsitikinkite, kad sertifikavimo sritis apima būtent jūsų gaminių tipus. Sertifikavimo institucijos palaiko viešuosius duomenų bazes, kuriose galite nepriklausomai patikrinti tiekėjo sertifikavimo statusą.
Šie sertifikavimo reikalavimai padidina paslaugų apdirbimo sąnaudas ir sudėtingumą – tačiau jie egzistuoja dėl gerų priežasčių. Kai jūsų komponentai montuojami į transporto priemones, orlaivius ar medicinos prietaisus, rizikos lygis pateisina investicijas į griežtas kokybės valdymo sistemas. Supratimas, ko kiekviena pramonė reikalauja, padeda rasti partnerius, kurie tikrai gebės įvykdyti savo pažadus.
Sertifikatai nustato bazinės kokybės sistemas, tačiau kaip apdirbimo paslaugų teikėjai iš tikrųjų patikrina, ar atskiri detalės atitinka jūsų technines sąlygas? Atsakymas slypi tikrinimo metodikuose ir kokybės užtikrinimo protokoluose – tai mūsų kitas tema.
Kokybės užtikrinimas ir nuokrypių patvirtinimas
Jūsų apdirbimo partneris turi įspūdingą sertifikatą. Bet čia iškyla tikroji klausimas: kaip jie iš tikrųjų įrodo, kad jūsų detalės atitinka technines sąlygas? Sertifikatai nustato sistemas – tikrinimas patvirtina rezultatus. Supratimas, kaip profesionalios gamybos įmonės matuoja, dokumentuoja ir patvirtina matmenis, padeda jums įvertinti kokybės pareiškimus bei suprasti tikrinimo ataskaitas, kurias gaunate kartu su prekių siuntimais.
Ar dirbtumėte su mašinų gamyklos Santa Clara objektu, ar pirktumėte iš Santa Clara (Kalifornija) mašinų gamyklose, kokybės užtikrinimo pagrindai lieka vienodi visose patikimose paslaugų teikėjų įmonėse.
Tolerancijos specifikacijų supratimas
Prieš atliekant bet kokius matavimus, visi turi susitarti, ką reiškia „priimtina“. Tolerancijų specifikacijos apibrėžia leistiną nuokrypį nuo nominalių matmenų – o šio kalbos žodyno supratimas padeda jums veiksmingai bendrauti su savo apdirbimo partneriu.
Tolerancijos inžineriniuose brėžiniuose pateikiamos keliais būdais:
- Dvipusiai leistinieji nuokrypiai — nuokrypis leidžiamas abiem kryptimis (pvz., 25,00 ±0,05 mm)
- Vienpusės tolerancijos — nuokrypis leidžiamas tik viena kryptimi (pvz., 25,00 +0,00/–0,10 mm)
- Ribiniai matmenys — aiškiai nurodytos maksimalios ir minimalios vertės (pvz., 24,95–25,05 mm)
- GD&T žymėjimai — geometrinio matavimo ir toleravimo simboliai, kontroliuojantys formą, orientaciją ir padėtį
Kodėl tai svarbu kokybės patikrinimui? Pagal CMM metrologijos tyrimus pažangūs sistemos gali matuoti sudėtingas geometrijas išskitimai tiksliai, dažnai pasiekdamos matavimo neapibrėžtumus mikrometrų ribose. Tačiau net pačios sofistikuotiausios įrangos reikšmė lygi nuliui, jei nepateikiamos aiškios leistinų nuokrypių specifikacijos.
Tikrinimo procesas prasideda nuo jūsų brėžinio. Kiekvienas kaip kritinis pažymėtas matmuo yra matuojamas ir dokumentuojamas. Požymiai su standartiniais leistinais nuokrypiais gali būti tikrinami atrankiniu būdu, o ne visiškai – tai praktiškas požiūris, kuris sutaiko išsamumą su sąnaudų efektyvumu.
Tikrinimo metodai ir įranga
Profesionalios tarnybos apdirbimo įmonės naudoja įvairias tikrinimo technologijas, kiekvieną iš kurių galima taikyti konkrečioms matavimo užduotims. Šių įrankių supratimas padeda įvertinti, kas įtraukta į jūsų detalių patvirtinimą.
Koordinatiniai matavimo prietaisai (CMM) yra aukščiausios kokybės matavimo įranga matmenų tikrinimui. Pagal pramonės dokumentaciją koordinačių matavimo mašinos (CMM) registruoja duomenų taškus, kuriuos programinė įranga apdoroja, kad būtų apskaičiuoti matmenys, nuokrypiai ir geometriniai ryšiai. Šios sudėtingos priemonės veikia trimatėje koordinačių sistemoje, naudodamos X, Y ir Z ašis tiksliai nustatyti padėtis.
Kas daro koordinačių matavimo mašinas (CMM) ypač vertingomis?
- Matuoti sudėtingas trimatės geometrijos formas, prie kurių rankinėmis priemonėmis nepasiekiama
- Teikti pakartotinus, nepriklausomus nuo operatoriaus rezultatus
- Generuoti automatinio tikrinimo ataskaitas su visais duomenimis dokumentuojant
- Tikrinti GD&T specifikacijas, įskaitant tikrąją poziciją ir profilio nuokrypius
Optiniai komparatoriai projektuoti padidintus detalių profilius ant ekranų vizualiniam palyginimui su etaloniniais uždengimais. Šios bekontaktinės sistemos puikiai tinka:
- Trapiosioms ar lengvai deformuojamoms detalėms
- Sriegių profiliams ir pavarų dantims
- Briaunų suapvalinimams ir kraštų nuobraižoms
- Greita vizualinė patikra gamybos metu
Paviršiaus šiurkštumo matuoklius matuoti apdirbtų paviršių mikroskopinę tekstūrą. Kai jūsų brėžinyje nurodytos Ra reikšmės (aritmetinis vidurkis šiurkštumo), šie prietaisai patikrina atitiktį vedant stylių per paviršių ir analizuojant gautą profilį.
Štai kaip palyginamos įprastos patikros metodikos:
| Apžiūros metodas | Tipinė tikslumas | Geriausi taikymo atvejai | Ribotumai |
|---|---|---|---|
| KMM (kontaktinis) | ±0,001–0,003 mm | Sudėtinga 3D geometrija, GD&T patikra, gamybos detalės | Paprasčiausiems matavimams lėtesnis, reikalauja kontroliuojamos aplinkos |
| Optinis palygintuvas | ±0,01–0,025 mm | Profilio patikra, sriegio patikrinimas, vizualinė palyginamoji analizė | tik 2D, reikalingas operatoriaus vertinimas |
| Mikrometrai / kaliperai | ±0,01–0,025 mm | Greiti tikrinimai, išoriniai matmenys, paprastos detalės | Rankinis valdymas, ribotas prieinamų paviršių tikrinimas |
| Aukščio matuokliai | ±0,01 mm | Žingsnių aukščiai, atraminiai taškai, darbas su lygiuoju stalu | Reikalauja plokščio atraminio paviršiaus |
| Paviršiaus rūgštumo matuoklis | Skirstymo tikslumas iki 0,001 μm Ra | Paviršiaus baigimo patvirtinimas, proceso patvirtinimas | Matuoja tik tekstūrą, o ne matmeninę tikslumą |
| 3D skenavimas | ±0,025–0,1 mm | Sudėtingos formos, atvirkštinis inžinerijos projektavimas, nuokrypių žemėlapiai | Mažesnė tikslumo klasė nei koordinačių matavimo mašinoje (CMM), reikalinga papildoma apdorojimo procedūra |
Mašinų dirbtuvės Santa Klara (Kalifornija) ar bet kurioje kokybės orientuotoje įmonėje paprastai derinami keli metodai. Koordinačių matavimo mašinos (CMM) atlieka galutinę kritinių elementų patikrą, o rankiniai įrankiai naudojami technologinio proceso metu vykdomoms patikroms.
Dokumentacija ir sekamumas
Matavimo duomenys neturi jokios prasmės be tinkamos dokumentacijos. Profesionalus kokybės užtikrinimas išeina už vien tik matavimų atlikimo ribų – jis apima visą sekamumą nuo žaliavų iki galutinės siuntos.
Pirmojo gamybos egzemplioriaus apžiūra (FAI) yra gamybos kokybės pagrindas. Pag according to PMP Metals gamybos tyrimams, pirmosios dalies patikra (FAI) yra oficialus, rašytinis procesas, kuris užtikrina, kad gaminamoji detalė ar surinktinis vienetas atitinka kliento ar inžinerinės dokumentacijos nustatytus projektavimo specifikacijų, brėžinių ir reikalavimų reikalavimus.
Ką apima išsamioji pirmosios dalies patikra (FAI)?
- Balono brėžinys – kiekvienas matmuo sunumeruotas nuorodai
- Matmeninių rezultatų lentelė – išmatuotos vertės palyginamos su nustatytais leistinųjų nuokrypių ribomis
- Medžiagų sertifikatai – dokumentacija, patvirtinanti teisingą lydinį ir šiluminę apdorojimą
- Technologinės gamybos dokumentacija – gamyboje naudota įranga ir įrankiai
- Patvirtinimai —operatoriaus ir inspektoriaus parašai, patvirtinantys patikrinimą
Pirmojo dirbtinio įrengimo (FAI) patikrinimas vyksta kritiniais momentais: pirmųjų serijinių gamybos ciklų metu, po inžinerinių pakeitimų, keičiant gamybos vietas arba po ilgesnių gamybos pertraukų. Ši kontrolės sistema aptinka problemas dar prieš tai, kai jos išsiskleistų visoje gamybos partijoje.
Procese vykdoma inspekcinė patikra užtikrina nuolatinę patikrą gamybos ciklų metu. Operatoriai reguliariai tikrina kritines matmenų reikšmes – pavyzdžiui, kiekviename 10-ajame ar 25-ajame gaminio vienete – kad įsitikintų, jog procesas lieka stabilus. Bet koks nuokrypis sukelia tyrimą dar prieš tai, kai susikaupia netinkamų specifikacijoms detalių.
Galutinė patikra protokolai patvirtina paruoštus gaminius prieš išsiuntimą. Pagal jūsų reikalavimus ir pramonės standartus tai gali apimti:
- 100 % visų kritinių charakteristikų tikrinimą
- Statistinį atrankos būdu remiamą tikrinimą, paremtą partijos dydžiu ir leistinomis kokybės ribomis (AQL)
- Atitikties sertifikatą, dokumentuojantį atitiktį techninėms specifikacijoms
- Visus matmenų ataskaitų dokumentus su faktiškai išmatuotomis reikšmėmis
Kokybės valdymo sistemos sujungia šiuos elementus. Pag according to ISO 9001:2015 tyrimui, šis tarptautinio pripažinimo standartas nustato etaloną, kurio įmonės turi laikytis ir viršyti klientų lūkesčius. ISO sertifikatuotame mašinų gamykloje įdiegta stipri kokybės valdymo sistema (KVS), kuri užtikrina nuolatinę kokybę ir patikimumą.
Ką iš tikrųjų reiškia ISO 9001:2015 sertifikavimas jūsų detalių atžvilgiu?
- Dokumentuoti procesai užtikrina nuolatinį darbo eigos vykdymą nepriklausomai nuo to, kuris operatorius vykdo jūsų užsakymą
- Kalibravimo programos patvirtina, kad matavimo įranga išlaiko tikslumą
- Korekcinių veiksmų sistemos sistemingai sprendžia problemas, o ne kartojamai jas išsprendžia
- Vadovybės peržiūra užtikrina nuolatinį tobulėjimą, o ne sustojimą
Be ISO 9001 standarto, pramonės šakai būdingi sertifikatai prideda specializuotų reikalavimų. AS9102 nustato aviacijos pradinės patikros (FAI) dokumentavimą. IATF 16949 įpareigoja taikyti automobilių pramonės statistinio proceso valdymo (SPC) protokolus. ISO 13485 reglamentuoja medicinos prietaisų sekamumą. Jūsų taikymo sritis nulemia, kurie standartai taikomi – ir kokią dokumentaciją turėtumėte tikėtis iš savo apdirbimo partnerio.
Kokybės užtikrinimas galiausiai susiveda į pasitikėjimą, patvirtintą įrodymais. Sertifikatai nustato sistemas. Matavimo įranga užtikrina galimybes. Dokumentacija patvirtina rezultatus. Įvertindami paslaugų apdirbimo tiekėjus, žvelkite ne tik į jų deklaruojamas galimybes, bet ir supilkite, kaip jie faktiškai patikrina tai, ką pristato.

Paslaugų apdirbimo palyginimas su kitomis gamybos metodais
Jūs išnagrinėjote, kaip veikia paslaugų apdirbimas, kiek jis kainuoja ir kaip tikrinama jo kokybė. Tačiau čia kyla klausimas, kuris neleidžia miegoti operacijų valdytojams: ar išorinis apdirbimas iš tikrųjų yra tinkamas jūsų projektui sprendimas? Ar geriausius rezultatus duotų gamyba vidinėje gamykloje, 3D spausdinimas ar liejimas?
Atsakymas priklauso nuo jūsų konkrečios situacijos – gamybos apimtys, tikslumo reikalavimai, medžiagų apribojimai ir terminų spaudimas visi įtakoja optimalų sprendimą. Sudarykime sprendimų priėmimo sistemą, kuri padėtų objektyviai įvertinti šiuos kompromisus.
Paslaugų apdirbimas prieš vidinę gamybą
Sprendimas arba paslaugas užsakyti išorėje, arba investuoti į savo gamybos pajėgumus yra vienas svarbiausių sprendimų, su kuriais susiduria gamintojai. Pagal gamybos tyrimai , pradžioje dažniausiai protingiau užsakyti paslaugas išorėje, nebent jums reikia daugiau nei apytiksliai 4000–5000 detalių per metus, turite griežtų intelektinės nuosavybės ar sertifikavimo reikalavimų arba galite patirti pradinę išlaidą nuo 200 000 iki 700 000 JAV dolerių plius operatorių mokymo išlaidas.
Kas daro šį skaičiavimą tokį sudėtingą? Panagrinėkime, ką iš tikrųjų reikalauja vidinė apdirbimo gamyba:
- Kapitalo investicijos —vienas 5 ašių CNC įrenginys gali kainuoti nuo 200 000 iki 700 000 JAV dolerių prieš įdiegimą, įrankių įsigijimą ir darbuotojų mokymą
- Kvalifikuoti operatoriai —CNC išlieka labai specializuotas procesas, kuriam nuolat reikia atnaujinti įgūdžius
- Nuolatinė priežiūra —įrangai reikia reguliarios kalibravimo, remonto ir galiausiai pakeitimo
- Gaminamosios patalpos plotas ir komunalinės paslaugos —apdirbimo įrankiai reikalauja tinkamų pamatų, elektros tiekimo ir klimato kontrolės
Kada išorinės gamybos paslaugos yra naudingesnės? Metinėms gamybos apimtims mažesnėms nei 1000 vienetų matematinis skaičiavimas aiškiai palankesnis išoriniams partneriams. Tipiškas sutartinis gamybos įmonės pasiūlymas mažoms CNC aliuminio detalėms gali būti 18 JAV dolerių už vienetą – žymiai mažiau nei savininko įrangos amortizuota kaina, kai įranga stovi dalinai neveikdama.
Tačiau apskaičiavimai keičiasi mastu. Kai gamybos apimtys viršija 5000 vienetų per metus su standartinėmis nuokrypio ribomis, vidinės investicijos pradeda užtikrinti žemesnes vieneto sąnaudas. Įrengimo išlaidos paskirstomos tiek detalių, kad vidinė gamyba tampa ekonomiška.
Jei ieškote „CNC frezavimo specialistų šalia manęs“, nes reikia retkarčiais gaminti pavyzdžius ar vidutinio tūrio gamybą, paslaugų frezavimas beveik visada siūlo geresnę kainos ir naudos santykį nei kapitalinės investicijos.
Kada pridėtinės gamybos metodas tampa racionalingesnis
3D spausdinimas pakeitė gamybos ekonomiką – tačiau jis nepakeitė frezavimo. Supratimas, kur kiekvienas metodas yra efektyviausias, padeda tinkamai pasirinkti.
Pagal Xometry procesų palyginimą 3D spausdinimas leidžia greitai gauti galutinės formos dalis, tuo tarpu CNC frezavimui reikia atskiro paruošimo, dažniausiai rankinio programavimo ir stebėjimo. Dažna situacija, kai mažo tūrio ir sudėtingos geometrijos CNC komponentai kainuoja 10 kartų brangiau nei 3D spausdintos detalės.
Kur pranašumą turi priedinė gamyba?
- Sudėtingos vidinės geometrijos — gardelės struktūros, konforminės aušinimo kanalai ir organinės formos, kurių negali pasiekti pjovimo įrankiai
- Greita iteracija — modifikacijoms reikia tik pakeisti failus, o ne kurti naujų įrankių ar programuoti iš naujo
- Mažos serijos gamyba — paruošimo kaštai minimalūs, todėl vieno elemento gamyba yra ekonomiška
- Sujungimo galimybės — surinkimai gali būti pakeisti vienu spausdintu komponentu
Tačiau 3D spausdinimas turi reikšmingų apribojimų. Įvairūs spausdinimo procesai suteikia skirtingą stiprumą lyginant su pradinėmis medžiagos savybėmis – pvz., FFF procese naudojant ABS medžiagą stiprumas gali būti tik 10 % nuo medžiagos maksimalios tempiamosios stiprybės, tačiau SLS procese naudojant niloną jis gali siekti 100 %. CNC frezavimas gamina detalių iš nepažeistų pradinių medžiagų, todėl jų stiprumas paprastai yra aukštas.
Kitą iššūkį kelia paviršiaus baigiamasis apdorojimas. 3D spausdinimo paviršius dažniausiai paveiktas proceso mechanikos – ypač Z-razė (vertikali raiška) sukelia pakopuotą paviršių ir vizualius trukdžius. CNC paviršiaus baigiamasis apdorojimas gali būti itin vienodas ir labai tikslus, jei frezavimo įrankio judėjimo maršrutai suprogramuoti tolygaus paviršiaus pasiekimui.
Praktiškas sprendimo taškas? Pasirinkite priedinį gamybos būdą maketams, sudėtingoms geometrijoms ir mažesniems nei 50 vienetų kiekiams. Perkelkite į paslaugų apdirbimą, kai reikia pramoninės kokybės medžiagų savybių, tikslaus toleravimo ar lygių paviršių.
Liejimo ir formavimo alternatyvos
Didelėms serijoms nei apdirbimas, nei 3D spausdinimas gali būti geriausias jūsų pasirinkimas. Liejimas ir injekcinis formavimas siūlo žymiai mažesnes kainas už vieną detalę – po to, kai įsigyjama šablonų įranga.
Injekcinis formavimas gali gaminti identiškus plastiko komponentus per sekundes, o ne per valandas. Tačiau pačios formos kainuoja tūkstančius ar net šimtus tūkstančių dolerių, priklausomai nuo jų sudėtingumo. Šis investicinis įsipareigojimas turi prasmės tik tuo atveju, jei gaminama dešimtys tūkstančių identiškų detalių.
Liejimas į šabloną suteikia panašią ekonomiką metalinėms detalėms. Sudėtingos aliuminio ar cinko detalės gali būti greitai gaminamos, kai jau yra paruošta šablonų įranga. Tačiau be papildomų operacijų liejimas į šabloną negali pasiekti apdirbimo tikslumo, o konstrukcijos pakeitimai reikalauja brangių šablonų modifikacijų.
Kada šios metodikos yra naudingesnės nei paslaugų apdirbimas?
- Tūriai virš 10 000 vienetų —šablonų sąnaudos išsisklaido taip, kad kiekvienos detalės kaina tampa nepastebima
- Stabilios konstrukcijos —pakeitimai yra brangūs, todėl detalės turi būti paruoštos gamybai
- Vidutiniai tikslumo reikalavimai —natūralus (be papildomo apdirbimo) liejimo ar formavimo tikslumas tenkina reikalavimus
- Išplėstinės gamybos serijos —ta pati konstrukcija bus gaminama mėnesiais ar net metais
Gamybos metodų palyginimas vienu žvilgsniu
Naudokite šią nuorodų lentelę vertindami gamybos metodų pasirinkimą savo kitam projektui:
| Kriterijai | Paslaugų apdirbimas | Vidinės įmonės apdirbimas | 3D spausdinimas | Injekcinis formavimas | Džiovavimas |
|---|---|---|---|---|---|
| Optimali apimčių riba | 1–5 000 vienetų | 5000+ vienetų per metus | 1–50 vienetų | 10 000+ vienetų | 5 000+ vienetų |
| Medžiagos parinktys | Beveik neribotas metalų ir plastikų asortimentas | Apribojamas turima įranga | Procesui būdingi polimerai, kai kurie metalai | Termoplastikai pirminiu būdu | Aliuminio, cinko, magnio lydiniai |
| Leistinų nuokrypių ribos | pasiekiama ±0,001" | pasiekiama ±0,001" | ±0,005–0,010 colio (tipiška reikšmė) | ±0,002–0,005 colio (tipiška reikšmė) | ±0,005 colio (tipiška reikšmė), tikslusis apdirbimas griežtesniems toleravimams |
| Gam ybos laikas | Kelias dienas–kelias savaites | Valandos iki dienų | Valandos iki dienų | Šablonų gamybai reikia savaičių, po to – greita gamyba | Šablonų gamybai reikia savaičių, po to – greita gamyba |
| Įrengimo ir įrankių išlaidos | Mažas vidutiniškas | Didelės pradinės investicijos į įrangą | Minimalus | šablonams – 5 000–100 000+ JAV dolerių | matricoms – 10 000–100 000+ JAV dolerių |
| Kainos vienai daliai (mažas apimtis) | Vidutinis | Aukšto | Mažas vidutiniškas | Labai Aukštas | Labai Aukštas |
| Kainos vienai daliai (aukšta apimtis) | Vidutinis | Žemi | Aukšto | Labai žemas | Labai žemas |
| Dizaino lankstumas | Aukšto | Aukšto | Labai Aukštas | Žemos sąnaudos po šablonų pagaminimo | Žemos sąnaudos po šablonų pagaminimo |
| Medžiagos stipris | Visos pirminės medžiagos savybės | Visos pirminės medžiagos savybės | 10–100 %, priklausomai nuo proceso | Beveik visos polimerų savybės | Beveik visos lydinių savybės |
Teisingo pasirinkimo jūsų projektui padarymas
Optimalus gamybos metodas priklauso nuo to, kur jūsų projektas patenka į kelis sprendimų aspektus. Panagrinėkite šiuos scenarijus:
Pasirinkite paslaugų apdirbimą, kai:
- Jums reikia gamybos kokybės metalinių detalių, kurių kiekis svyruoja nuo 10 iki kelių tūkstančių vienetų
- Reikalaujami tikslumai griežtesni nei ±0,005 colio
- Jūsų projektas gali keistis remiantis bandymų arba klientų atsiliepimais
- Jums trūksta kapitalo įrangos įsigijimui arba kvalifikuotų operatorių
- Jums reikia prieigos prie penkių ašių apdirbimo įmonių ar specializuotų procesų, neturint jų savo nuosavybėje
Pasirinkite vidinį apdirbimą, kai:
- Metiniai gamybos apimtys nuolat viršija 5000 vienetų panašių detalių
- Pradėti gamybą yra kritiškai svarbu – jums reikia detalių per valandas, o ne per dienas
- Intelektinės nuosavybės apsaugos klausimai daro išorinę gamybą rizikinga
- Turite ar galite sukurti kvalifikuotą darbo jėgą, gebančią valdyti įrangą
Pasirinkite 3D spausdinimą, kai:
- Geometrijos apima vidinius kanalus, gardelius arba organines formas
- Jūs greitai koreguojate projektus ir reikalaujate greito atsiliepimo
- Kiekiai yra labai maži – ypač vieneto prototipai
- Medžiagos stiprumo reikalavimai yra vidutiniai
Pasirinkite formavimą ar liejimą, kai:
- Projektai yra galutiniai ir stabilūs ilgalaikiam gamybos ciklui
- Apimtys pateisina įrankių investicijas – paprastai 10 000+ vienetų
- Kiekvienos detalės gamybos kaštai yra pagrindinis veiksnys
- Tikslumo reikalavimai gali būti įvykdyti be papildomo apdirbimo
Daugelis projektų naudingai naudoja hibridinius poėmius. Sukurkite prototipą naudodami 3D spausdinimą, patikrinkite su paslaugų apdirbimu ir perkelkite į formavimą, kai projektai taps stabilūs. San Francisko apdirbimo įmonė arba San Francisko (Kalifornija) apdirbimo įmonė gali padėti jums šiuose pereinamuojuose etapuose – daugelis siūlo tiek apdirbimą, tiek konsultacijas apie tai, kada alternatyvūs metodai yra tikslesni.
Gamintojams, ieškantiems CNC apdirbimo paslaugų netoliese nuo Kalifornijos, sprendimų priėmimo schema lieka nepakitusi nepaisant vietos. Įvertinkite numatomą gamybos apimtį, tikslumo reikalavimus, terminų spaudimą ir kapitalo apribojimus. Tinkamiausias gamybos metodas išsiskleidžia sąžiningai įvertinus šiuos veiksnius – o ne remiantis prielaidomis, kuris technologijos tipas yra „geriausias“.
Turėdami šią sprendimų priėmimo schemą, galutinis žingsnis – pasirinkti tinkamą apdirbimo partnerį, kuris įgyvendins jūsų pasirinktą požiūrį. Įvertinimo kriterijai – taip pat klausimai, kuriuos turėtumėte užduoti – nulemia, ar jūsų projektas pasiseks ar susidurs su sunkumais.
Tinkamo paslaugų apdirbimo partnerio pasirinkimas
Jūs jau išanalizavote procesus, palyginote gamybos metodus ir supratote, kas lemia sąnaudas. Dabar ateina sprendimo momentas, kuris nulemia, ar jūsų projektas pasiseks ar susidurs su sunkumais: tinkamo apdirbimo partnerio pasirinkimas. Šis pasirinkimas paveikia viską – kokybę, pristatymo terminus, sąnaudas ir jūsų gebėjimą didinti gamybą, kai auga paklausa.
Pag according to Pagrindinės gamybos korporacijos partnerių atrankos gairėms, tinkamo CNC apdirbimo partnerio pasirinkimas užtikrina jūsų projekto sėkmę. Patyrusi įmonė gali teigiamai paveikti visus gamybos proceso aspektus – nuo kokybės iki laiku pristatytų prekių.
Ar vertintumėte mašinų dirbtuvių San Chozė pasirinkimus ar tyrinėtumėte mašinų dirbtuves Ouklende (Kalifornija), šie kriterijai padės atskirti išskilusius partnerius nuo tik pakankamų.
Pagrindiniai kriterijai vertinant apdirbimo partnerius
Kas skiria patikimą apdirbimo partnerį nuo to, kuris sukelia problemų? Pažvelkite už pasiūlytų kainų ribų ir įvertinkite šiuos būtinus veiksnius:
- Atitinkami sertifikatai – patikrinkite, ar bent jau sertifikuota pagal ISO 9001 standartą, taip pat – pramonės specifinius standartus, pvz., IATF 16949 automobilių pramonei, AS9100 aviacijos pramonei arba ISO 13485 medicinos prietaisams
- Įrangos galimybės – įsitikinkite, kad jie turi tinkamas mašinas jūsų detalių apdirbimui, nepriklausomai nuo to, ar tai 5 ašių frezavimas, Šveicarijos sukimas ar specializuotas EDM apdirbimas
- Pristatymo laiko našumas – paklauskite apie įprastą atlikimo laiką jūsų gamybos apimčių diapazone ir jų įrodymus, kad laiko pristatymo įsipareigojimus vykdo
- Susisiekimo reaktyvumas —pastebėkite, kaip greitai jie atsako į pradines užklausas, nes tai dažnai numato tolesnę projekto komunikaciją
- Kokybės istorija —pareikalaukite rekomendacijų iš panašių projektų ir paklauskite apie atmestų užsakymų procentą bei klaidų taisymo veiksmų istoriją
- Techninės kompetencijos —įvertinkite jų gebėjimą pateikti DFM (gamintojo draugiškumo projektavimui) atsiliepimus ir pasiūlyti patobulinimus, o ne tik akritiškai vykdyti jūsų brėžinius
- Pajėgumai ir mastelis —įsitikinkite, kad jie gali patenkinti jūsų dabartines poreikius ir augti kartu su jumis didėjant gamybos apimtims
Pagal pramonės tyrimus kliento orientuota įmonė glaudžiai bendradarbiauja su klientu, kad suteiktų vertingų įžvalgų, aptartų projektavimo patobulinimus ir pasiūlytų sąnaudų mažinimo priemones. Partneriai turėtų būti patikimi patarėjai, kurie dalijasi savo žiniomis, kad padėtų pasiekti geriausius galimus rezultatus.
Ieškodami mašinų dirbtuvių Fremont (Kalifornija) ar bet kur kitur, paprašykite atsiliepimų nuo klientų, kurie dirbo su šia įmone panašiuose projektuose. Jų patirtis atskleidžia daug daugiau nei bet kuri pardavimų pristatymo medžiaga.
Projekto pasiruošimas sėkmei
Net geriausias apdirbimo partneris negali kompensuoti prastai parengtų projektų. Užtikrinkite savo pasisekimą iš anksto išsprendę šiuos klausimus prieš pateikdami pirmąją kainos pasiūlymo užklausą:
- Visiški konstrukcijos failai — pateikite tiek 3D CAD modelius (pageidautina STEP formatu), tiek matuotus 2D brėžinius su aiškiai nurodytomis leistinomis nuokrypomis
- Medžiagos specifikacijos — nurodykite konkrečias medžiagų rūšis, o ne tik medžiagų grupes (pvz., „6061-T6“ vietoj tik „aliuminio“)
- Kritinių elementų nustatymas — pažymėkite, kurios matmeninės charakteristikos ir elementai yra funkcionaliai kritiniai, o kurie – bendrosios tolerancijos ribose
- Kiekio ir terminų reikalavimai — aiškiai nurodykite gamybos apimtis, pristatymo datas ir ar šie reikalavimai gali keistis
- Kokybės dokumentų reikalavimai — nurodykite, kokius patikrinimų ataskaitų, sertifikatų ar sekamosios informacijos reikalaujate
Pag according to Fictiv gamybos vadovo, nuo pat pradžių dirbant su patyrusiu gamybos partneriu dalų įsigijimas produktų kūrimo procese vyksta supaprastinta tvarka ir padeda sumažinti ateities riziką.
Kuo daugiau konteksto pateiksite iš anksto, tuo tikslūs tampa jūsų kainos pasiūlymai. Nepriklausykite potencialių partnerių spėliojimų dėl reikalavimų – neaiškumai lemia arba per didelius kainų pasiūlymus (jie apima nežinomus veiksnius), arba netikėtus nesklandumus vėlesniame etape, kai paaiškėja, kad prielaidos buvo klaidingos.
Vietinės dirbtuvės, tokios kaip Jose dirbtuvės ar Diaz dirbtuvės, gali suteikti privalumų asmeniniam bendradarbiavimui sudėtingų projektų metu. Tačiau jei ypatingos techninės galimybės svarbesnės nei geografinis artumas, nedarykite savo paieškos ribotų teritoriniu požiūriu.
Mastelio keitimas nuo prototipo iki gamybos
Štai kas dažnai priverčia gamintojus nustebti: dirbtuvės, kurios puikiai susitvarko su prototipais, gali susidurti su sunkumais didindamos gamybos apimtis – ir atvirkščiai. Rasti partnerį, kuris geba tvarkytis su abiem užduotimis, leidžia išvengti skausmingų tiekėjų keitimų projekto viduryje.
Pag according to gamybos tyrimams, būtina bendradarbiauti su įmone, kuri gali prisitaikyti prie ateities augimo. Kai jūsų verslas plečiasi arba projektų reikalavimai didėja, patikimas partneris be jokių problemų galės tvarkytis su didesnėmis gamybos apimtimis ir besikeičiančiais reikalavimais.
Kaip praktikoje atrodo mastelis?
- Prototipo lankstumas —galimybė greitai gaminti mažus kiekius, dažnai su vienos dienos pristatymo terminais skubiosioms poreikio situacijoms
- Tarpinės gamybos galimybė —galimybė gaminti mažus serijų kiekius (dešimtys–šimtai vienetų), kol patvirtinate projektus
- Gaminimo pajėgumai —įranga ir darbo jėga, kurios leidžia mėnesiškai gaminti tūkstančius detalių, kai pasireiškia paklausa
- Procesų nuoseklumas —vienodų kokybės standartų palaikymas nepriklausomai nuo partijos dydžio
- Paklausos reagavimas —kiekių didinimas ar sumažinimas pagal poreikį be pristatymo terminų pažeidimo
Mastelio principu veikiantys apdirbimo partneriai taip pat supranta svarbų naujausių technologijų diegimo poreikį. Jie nuolat atnaujina įrangą, programinę įrangą ir gamybos procesus, kad išliktų konkurencingi ir atitiktų besikeičiančius pramonės reikalavimus.
Ypač automobilių pritaikymams: Shaoyi Metal Technology tai iliustruoja šį mastelio keitimo modelį. Jų įmonė teikia tikslaus CNC apdirbimo paslaugas su pristatymo laikais, kurie gali būti tokie trumpi kaip viena darbo diena skubiosioms prototipų užsakymams, tuo pat metu išlaikydama gamybos pajėgumus, IATF 16949 sertifikavimą ir griežtus statistinio proceso valdymo (SPC) protokolus, kurių reikalauja automobilių tiekimo grandinės. Šis greičio ir mastelio derinys reiškia, kad jūsų partneris nepradės „mažėti“ jūsų poreikiams augant – nuo idėjos iki visiškos gamybos.
Klausimai, kuriuos reikėtų užduoti prieš priimant sprendimą
Prieš pasirašydami pirmąją pirkimo sutartį, gaukite aiškius atsakymus į šiuos esminius klausimus:
- Kokius sertifikatus turite ir kada jie buvo paskutinį kartą patikrinti?
- Ar galite pateikti nuorodas į klientus iš mano pramonės šakos?
- Koks jūsų įprastas pristatymo laikas mano užsakymo apimčiai?
- Kaip tvarkote dizaino pakeitimus gaminant?
- Kokias patikros galimybes turite savo patalpose?
- Kaip informuosite apie projekto eigą ir bet kokius kilusius problemų?
- Ką darysite, jei detalės neatitiks specifikacijos?
Šie atsakymai atskleidžia ne tik technines galimybes, bet ir charakterį. Partneriai, kurie vengia klausimų ar perdaug pažada, turėtų kelti nerimą. Tie, kurie pateikia tiesiškus ir konkrečius atsakymus – įskaitant sąžiningą ribotumų pripažinimą – parodo tą skaidrumą, kuris yra būtinas sėkmingoms bendradarbiavimo santykiams.
Paslaugų apdirbimo sėkmė galiausiai priklauso tiek nuo partnerystės kokybės, tiek nuo techninės kompetencijos. Tinkamas partneris suteikia jums ekspertizės, kurios neturite, aptinka problemas dar prieš tai, kol jos tampa brangios, ir auga kartu su jūsų verslu. Investuokite laiko į išmintingą partnerio pasirinkimą, ir jūsų apdirbimo projektai duos norimus rezultatus – laiku, biudžeto ribose ir atitinkant nustatytus reikalavimus.
Dažniausiai užduodami klausimai apie paslaugų apdirbimą
1. Kokia yra CNC staklių valandinė kaina?
CNC apdirbimo valandiniai įkainiai paprastai svyruoja nuo 30 iki 100 JAV dolerių, priklausomai nuo vietovės, įrangos sudėtingumo ir apdirbamo medžiagų tipo. Tokios sąlygos kaip 5 ašių apdirbimo galimybės, tikslūs toleransai ir egzotiškos medžiagos lemia aukštesnius įkainius. Pradinės paruošimo sąnaudos dažnai sąskaitojamos atskirai ir išsklaidomos per visą gamybos partiją, todėl didesnės užsakymų partijos kainuoja mažiau už vieną detalę. Greitieji užsakymai paprastai taiko papildomus mokesčius, kurie siekia 15–50 % virš įprastų įkainių.
2. Ką reiškia apdirbimas?
Apdirbimas yra atimtinis gamybos procesas, kurio metu iš didesnių заготовių pašalinama nenorima medžiaga, kad būtų sukurtos pageidaujamos formos. Skirtingai nuo 3D spausdinimo, kai medžiaga pridedama sluoksnis po sluoksnio, apdirbime naudojami besisukantys pjovimo įrankiai arba šlifavimo ratukai, kad tiksliai būtų nušluostyta pradinė medžiaga. CNC (skaitmeninio valdymo kompiuteriu) apdirbimas automatizuoja šį procesą naudojant programuotus įrankių judėjimo maršrutus, leidžiant nuolat gaminti sudėtingas dalis su tikslumu iki ±0,001 colio įvairiose medžiagose – metaluose, plastikuose ir kompozituose.
3. Kiek laiko trunka CNC apdirbimas nuo užsakymo iki pristatymo?
Paslaugų apdirbimo pristatymo terminai skiriasi priklausomai nuo sudėtingumo, kiekio ir įmonės pajėgumų. Paprasti prototipai gali būti išsiųsti per 1–3 dienas iš įmonių, siūlančių greitą aptarnavimą. Standartinėms gamybos serijoms paprastai reikia 1–3 savaitės, įskaitant projektavimo peržiūrą, programavimą, apdirbimą ir patikrinimą. Sudėtingiems detalių gamybos etapams, reikalaujantiems papildomų operacijų, tokių kaip termoinžinerija ar anodavimas, reikia papildomų dienų. Sertifikuoti automobilių tiekėjai, pvz., „Shaoyi Metal Technology“, skelbia galintys pristatyti skubius prototipus jau po vienos darbo dienos.
4. Kokius failų formatus priima CNC apdirbimo įmonės?
Dauguma profesionalių mašinų dirbtuvių pageidauja STEP (.stp, .step) failų kaip visuotinio 3D modelių keitimosi standarto, kurį beveik bet kuri CAM programinė įranga gali perskaityti. IGES failai vis dar plačiai palaikomi paviršių ir kietųjų kūnų geometrijai. 2D DXF/DWG failai būtini plokščiems detalėms ir papildomoms matmenų žymėms. Originalūs CAD failai iš SolidWorks, Inventor arba Fusion 360 išsaugo visą projektavimo sumanymą, kai dirbtuvėse naudojama atitinkama programinė įranga. Visada pateikite matmenis nurodančius PDF brėžinius, kuriuose būtų nurodyti leistinieji nuokrypiai, paviršiaus apdorojimo reikalavimai ir kritinės detalės.
5. Kaip pasirinkti tarp CNC apdirbimo ir 3D spausdinimo?
Pasirinkite CNC apdirbimą, kai reikia gamybos lygio medžiagos stiprumo, tikslaus išmatavimų laikymosi (nuokrypis mažesnis nei ±0,005 colio), lygių paviršių arba daugiau kaip 50 vienetų metalinių detalių. 3D spausdinimas puikiai tinka sudėtingoms vidinėms geometrijoms, greitam projektavimo iteravimui, labai mažoms partijoms ir organinėms formoms, kurias neįmanoma apdirbti tradiciniais būdais. CNC apdirbtos detalės išlaiko 100 % pradinių medžiagos savybių, tuo tarpu kai kurie 3D spausdinimo procesai pasiekia tik 10–50 % medžiagos stiprumo. Daugelis projektų naudingai naudoja 3D spausdinimą prototipams kurti, o vėliau pereina prie apdirbimo CNC įrenginiuose gamybos etape.