 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Būtini kalvystės tarpai automobilių našumui
Būtini kalvystės tarpai automobilių našumui

TRUMPAI
Kalimo tolerancijos automobilių specifikacijoms yra kritiškai svarbių leistinų matmenų nuokrypių rinkinys, kuris nurodo pagamintų automobilio detalių tikslumą. Laikymasis siaurų tolerancijų yra būtina sąlyga, kad detalės tinkamai tiktų, patikimai veiktų esant apkrovai ir atitiktų automobilių pramonės griežtus reikalavimus saugumui ir efektyvumui. Tokio tikslumo pasiekimas padidina detalių stiprumą, sumažina medžiagų švaistymą ir yra esminis aukšto našumo, patikimų automobilių gamybos pagrindas.
Kalimo tolerancijų apibrėžimas: tiksliausios gamybos pagrindas
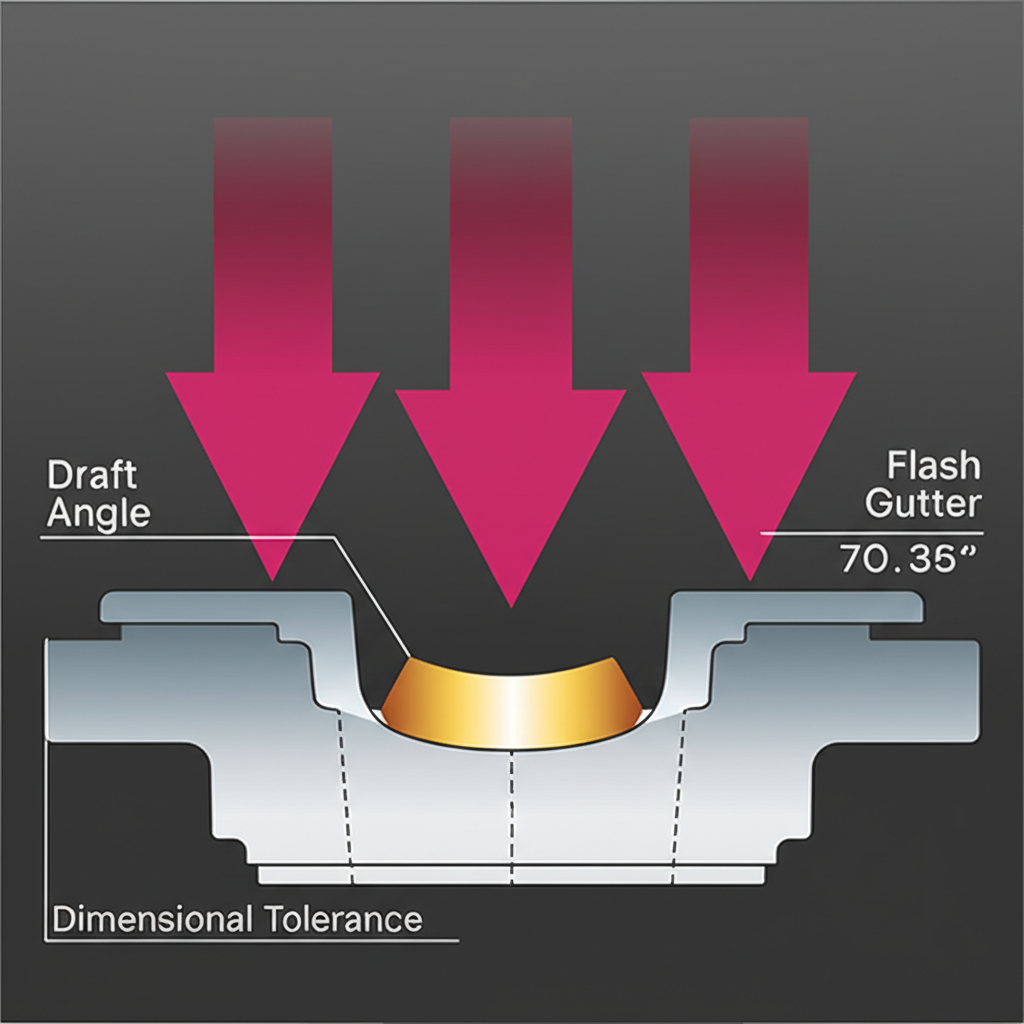
Gamyboje tolerancija yra leistinas fizikinio detalės matmens kaitos limitas. Apdirbimo kalimo būdu tolerancijos konkrečiai apibrėžia leistiną nuokrypio diapazoną nuo nominalinių matmenų, nurodytų inžinerinės projektavimo dokumentacijoje. Tai nėra savavališki skaičiai; tai svarbus parametras, užtikrinantis, kad komponentai tinkamai tiktų ir veiktų didesnėje susirinkimo dalyje, pavyzdžiui, transporto priemonės variklyje ar pakaboje. Kaip nurodoma pramonės šaltiniuose, pvz., Engineers Edge , šios tolerancijos turi atsižvelgti į kalimo procesui būdingus veiksnius, įskaitant formos dėvėjimąsi, medžiagos susitraukimą auštant ir galimą neatitikimą tarp viršutinės ir apatinės formos pusės.
Kujių tarpai paprastai klasifikuojami kaip „įprasti“ arba „ypatingi“. Įprasti tarpai, taikomi tuomet, kai nenurodomas konkretus standartas, yra toliau skirstomi į „komercinį standartą“, skirtą bendram naudojimui, ir „tikslų standartą“, reikalaujamą darbams, kuriems būtinas didesnis tikslumas ir kurie kainuoja daugiau. Ypatingi tarpai aiškiai apibrėžiami inžineriniuose brėžiniuose tiems matmenims, kuriuose svarbiausia tikslumas. Galvokite apie tai kaip apie aukštos našumo variklio surinkimą: nors bendras blokas turi tam tikrą leistiną dydį (komercinis tarpas), stūmoklių įtvirtinimas cilindruose reikalauja žymiai mažesnio, specifinio tarpo (ypatingas tarpas), kad būtų užtikrintas optimalus suspaudimas ir galia.
Galutinai kujių tarpai atspindi sutartį tarp konstruktorių ir kujių tiekėjo. Kaip paaiškinta Queen City Forging , jie turi būti vertinami atsižvelgiant į kiekvieną atvejį atskirai, nes jie tiesiogiai priklauso nuo detalės konstrukcijos ir naudojamų specifinių gamybos technikų. Šis pagrindinis supratimas apie leidžiamąsias paklaidas yra pirmasis žingsnis kuriant komponentus, atitinkančius bet kurios aukštos našumo pramonės reikalavimus.
Tikslių leidžiamųjų nuokrypių svarbus vaidmuo automobilių pramonėje
Automobilių pramonė veikia dideliu slėgiu, kad pristatytų saugius, patikimus, kuro ekonomiškus ir aukšto našumo automobilius. Aukštos tikslumo lašelinio kalimo technologija su mažomis leidžiamosiomis paklaidomis yra pagrindinis gamybos procesas, padedantis atitikti šiuos reikalavimus. Kai automobilių komponentai yra kalamos pagal tiksliai nustatytas specifikacijas, pranašumai pasireiškia visame automobilyje – nuo našumo iki ilgaamžiškumo. Tikslaus formavimo būdu pasiektas pastovus matmenų tikslumas yra būtinas gaminant dalis, kurios gali išlaikyti ekstremalias apkrovas, vibracijas ir temperatūros svyravimus kasdienėje veikloje.
Automobilių komponentų tikslių kalimo tolerancijų palaikymo privalumai yra dideli ir tiesiogiai veikia galutinio produkto kokybę bei ekonomiškumą. Kaip išsamiai aprašyta vadove, parašytame Sinoway Industry , šie pranašumai yra daugialypiai:
- Puiki stiprumas ir ilgaamžiškumas: Kalimas tobulina metalo grūdelinę struktūrą, ją derindamas prie komponento formos. Tai pagerina mechanines savybes, padarydama dalis labai atsparias nuovargiui, smūgiams ir dėvėjimuisi. Svarbūs komponentai, tokie kaip alkūniniai velenai, jungiamosios svirtys ir vairo sukimosi šarnyrai, priklauso nuo šio kalto stiprumo, kad būtų išvengta gedimų.
- Padidintas saugumas ir patikimumas: Saugos kritiškoms sistemoms, tokioms kaip stabdžiai ir pakabos, nėra vietos klaidoms. Tikslios tolerancijos užtikrina, kad komponentai idealiai tiksliai prisitaikytų vienas prie kito ir tinkamai veiktų, sumažindami mechaninio gedimo riziką. Tyrimai parodė, kad komponentai su tiksliomis tolerancijomis gali ženkliai pagerinti bendrą našumą ir patikimumą.
- Svorio sumažinimas: Šiuolaikinė automobilių konstrukcija siekia sumažinti svorį, kad pagerėtų kuro naudojimo efektyvumas. Aukštos tikslumo kalavimas gali sukurti stiprias, lengvas dalis, pašalinant nereikalingą medžiagą, nesumažinant konstrukcinio vientisumo. Tai padeda gamintojams atitikti vis griežtesnius išmetamų teršalų ir kuro ekonomijos reikalavimus.
- Našumas didelėmis apimtimis: Nors tikslesniems nuokrypiams pasiekti gali prireikti sudėtingesnių įrankių, lašininio kalavimo procesas yra labai efektyvus didelės apimties gamybai. Jis minimalizuoja medžiagos švaistymą (arba atlūžius) ir dažnai sumažina poreikį išsamiam antriniam apdirbimui, todėl masinės gamybos vieneto kaina mažėja.
Kalavimo standartų ir gairių navigacija
Norint užtikrinti nuoseklumą ir kokybę visoje pramonės šakoje, liejinių tarpiniai matmenys dažnai nustatomi pagal patvirtintus standartus. Organizacijos, tokios kaip JAV mechanikų inžinierių draugija (ASME) ir Vokietijos standartizacijos institutas (DIN), pateikia specifikacijas, apimančias medžiagas, matmenis ir slėgio klases liejiniams. Pavyzdžiui, ASME B16.11 standarte pateikiami išsamūs reikalavimai liejinukams, o DIN standartai, pvz., DIN 1.2714, nurodo medžiagų rūšis su dideliu atsparumu dilimui, tinkamas uždarajam kalimui. Šių standartų laikymasis užtikrina tarpusavyje keičiamumą ir bazinę kokybę detalių, gaunamų iš skirtingų tiekėjų.
Pasiekiama tolerancija taip pat labai priklauso nuo kūvavimo metodo. Atviromis formomis kūvančioje, kur metalas nėra visiškai apribotas formomis, paprastai būna didesnės nuokrypos. Priešingai, uždaromis formomis (arba atspindžio formomis) kūvančioje, kur metalas įstumiamas į tiksliai pagamintą ertmę, galima pasiekti daug geresnį matmenų tikslumą. Dėl šio tikslumo uždaromis formomis kūvavimas yra ryškiai pageidautinas sudėtingoms automobilių detalėms, tokioms kaip pavaros ir pakabos komponentai.
Toliau pateikta lentelė suteikia bendrą apžvalgą apie tipines tolerancijas skirtingiems kūvavimo tipams, nors konkretūs dydžiai gali skirtis priklausomai nuo detalės dydžio, medžiagos ir sudėtingumo.
| Kūvavimo metodas | Tipiškas tolerancijos intervalas | Dažniausiai naudojamos automobilių pramonėje |
|---|---|---|
| Uždaromis formomis / atspindžio formomis kūvavimas | ±0,5 mm iki ±1,5 mm (gali būti mažesnė) | Jungiamosios rankos, pavaros, kraštai, vairo tarpinės |
| Atviros kovos kalvavimas | ±1 mm iki ±3 mm (arba ±0,03″ iki ±0,125″) | Dideli velenai, žiedai, ingotų pradinis formavimas |
| Tikslusis (galutinės formos) kūvavimas | ±0,1 mm iki ±0,3 mm | Aukštos našumo pavaros, turbinos mentės |
Pagrindiniai konstrukcijos ir medžiagų apsvarstymai, užtikrinant optimalius kalimo tarpus
Pasiekti optimalius kalimo tarpus nėra tik skaičiaus nurodymas; tai visapusiško požiūrio rezultatas, kuris prasideda projektavimo etape. Kelios pagrindinės sąveikaujančios sąlygos lemia galutinį kalto komponento tikslumą. Inžinieriai ir projektuotojai turi svarstyti šiuos veiksnius, kad sukurtų gaminamą detalę, atitinkančią našumo reikalavimus. Kaip aprašyta techniniame pastebėjime, pateiktame Frigate Manufacturing , išsamiai apgalvota konstrukcija yra esminė sėkmei.
Šie veiksniai yra kritiškai svarbūs, lemiantys pasiekiamus tarpus bet kuriai automobilių kalinei daliai:
- Detalės geometrija ir sudėtingumas: Paprastesnės formos iš esmės yra lengviau kovoti su dideliu tikslumu. Sudėtingos konstrukcijos su giliomis ertmėmis, aštriais kampais arba plonais sienomis gali trukdyti metalo tekėjimui formoje, dėl ko atsiranda matmenų nukrypimai. Dideli spinduliai ir tarpiniai elementai yra būtini sklandžiam medžiagos tekėjimui ir defektų prevencijai.
- Medžiagų pasirinkimas: Skirtingos medžiagos skirtingai elgiasi veikiamos šilumos ir slėgio. Plieno, aliuminio ir titano lydiniai turi unikalius šiluminio plėtimosi greičius, tekėjimo charakteristikas ir aušimo metu susitraukimą. Medžiagos pasirinkimas tiesiogiai veikia formos projektavimą ir galutinius galimus laikytinus tiksliumo ribojimus. Pavyzdžiui, aliuminio aukšta šilumos laidumas reikalauja kitokių technologinių valdymo priemonių nei plienas.
- Formos projektavimas ir ištraukimo kampai: Pati formą nustato pagrindinis įrankis, kuris lemia detalės formą. Svarbu tinkamai suprojektuoti formą, įtraukiant ištraukos kampus (šiek tiek nuožulnias vertikalias paviršių sienas), kad baigtą detalę būtų galima pašalinti be pažeidimų. Nepakankamas ištraukos kampas gali sukelti iškraipymus ir pakenkti tikslumui.
- Kalimo temperatūra ir proceso valdymas: Tiek ruošinio, tiek formų temperatūra turi būti kruopščiai kontroliuojama. Temperatūros svyravimai gali sukelti nevienodą medžiagos tekėjimą ir traukimąsi, tiesiogiai veikdami matmeninį tikslumą. Automatizuoti procesai užtikrina nuoseklumą, reikalingą didelės apimties automobilių gamybai.
Sėkmingai įveikti šiuos veiksnius dažnai reikalauja bendradarbiavimo su kalimo specialistu. Įmonėms, ieškančioms aukštos kokybės detalių, svarbu rasti patyrusį tiekėją. Pavyzdžiui, Shaoyi Metal Technology teikia specializuotas IATF16949 sertifikuotas karštojo kalimo paslaugas automobilių pramonei, demonstruodamas ekspertizę formos gamyboje ir proceso valdyme, reikalingą siekiant atitikti griežtas automobilių specifikacijas – nuo prototipavimo iki masinės gamybos.

Dažniausiai užduodami klausimai
1. Koks yra DIN standartas kalimui?
DIN (Deutsches Institut für Normung) standartai apima įvairius kalimo aspektus. Pavyzdys – DIN 1.2714, medžiagos standartas legiruotam Cr-Ni-Mo-V plienui, rekomenduojamam uždarajam kalimui dėl jo didelio atsparumo, nusidėvėjimo atsparumo ir kietumo. Šis standartas užtikrina, kad medžiaga būtų tinkama ilgaamžiams, didelės stiprybės komponentams gaminti.
2. Koks yra ASME standartas kalimui?
ASME (Jungtinių Amerikos Valstijų mechanikų inžinierių draugija) pateikia daugybę standartų, taikomų liejimui. Vienas svarbiausių yra ASME B16.11, kuriame nurodomos reikalavimai koviniams plieniniams jungiamiesiems detaliams, įskaitant jų klasifikaciją, matmenis, nuokrypius, žymėjimą ir medžiagos reikalavimus. Šis standartas yra labai svarbus užtikrinant vientisumą ir saugą aukšto slėgio taikymo srityse.
3. Koks yra atviros formos liejimo nuokrypis?
Atviros formos liejimas paprastai turi platesnius nuokrypius lyginant su uždaros formos metodais, nes ruošinys nėra visiškai apgaubtas. Nuokrypis gali svyruoti nuo apie ±0,03 colio iki ±0,125 colio (maždaug ±0,8 mm iki ±3,2 mm) prieš apdirbimą, priklausomai nuo detalės dydžio ir sudėtingumo. Šis metodas labiau tinka didelėms detalėms ar pradiniam formavimui, kai tikslumas nėra pagrindinis prioritetas.