 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

CNC detalių gamintojų pasirinkimas: 9 svarbiausi veiksniai, kuriuos dažniausiai praleidžia pirkėjai

CNC detalių gamybos supratimas ir jos pramoninis poveikis
Ar kada nors domėjotės, kas daro šiuolaikines tikslumo dalis tokiomis neįtikėtinai tikslomis? Atsakymas slepiasi technologijoje, kuri visam laikui pakeitė gamybą. Kai renkate komponentus savo projektui, suprasdami pagrindinius CNC detalių gamintojo veiklos principus, turėsite didelį pranašumą priimdami informuotus sprendimus.
CNC apdirbimas yra atimamosios gamybos procesas, kuriame iš anksto suprogramuota kompiuterinė programinė įranga valdo gamyklinių įrankių ir įrangos judėjimą, kad iš žaliavų būtų gaminamos tikslumo detalės su pakartotina tikslumu.
Iš brėžinio į tikslumo komponentą
Taigi, kas iš tikrųjų yra CNC? Pagrindinė CNC reikšmė – tai kompiuterinė skaitmeninė valdymo sistema (Computer Numerical Control), kuri naudoja skaitmenines instrukcijas, kad su nepaprasta tikslumu valdytų pjovimo įrankius. Įsivaizduokite sudėtingą 3D projektą, kurį sukūrėte kompiuteryje, ir stebėkite, kaip jis virsta realiu detalių komponentu, tikslumu iki tūkstantosios colio dalies. Būtent tai kasdien vyksta šiuolaikinėse apdirbimo gamyklose.
Procesas prasideda nuo CAD (kompiuteriu paremtos konstravimo) failo, kuriame nurodyti visi jūsų detalės matmenys ir techniniai reikalavimai. Šis skaitmeninis brėžinys verčiamas į G-kodą – kalbą, kurią supranta CNC mašinos. Kai programa įkeliama, mašina kiekvieną pjovimo trajektoriją vykdo su mechanine tikslumu, kurio negali pasiekti žmogaus rankos, užtikrindamos nuolatinę tikslumo lygiškumą.
Skaitmeninė revoliucija detalių gamyboje
Suprantant, kas yra CNC, lengviau įvertinti, kodėl ši technologija tapo neišvengiama. Prieš kompiuterinį valdymą patyrę staklių operatoriai rankiniu būdu valdė įrangą, todėl kiekvienas gaminys šiek tiek skirdavosi nuo ankstesnio. CNC reikšmė išeina už vien tik automatizavimo ribų – ji atspindi esminį poslinkį link programuojamos, kartojamos tikslumo.
Šiandienos CNC sistemos be problemų integruojasi su projektavimo programinėmis priemonėmis, leisdamos greitai kurti pirmuosius modelius ir masiškai gaminti naudojant tuos pačius skaitmeninius failus. Šis ryšys tarp projektavimo ir gamybos pašalina aiškinimo klaidas ir žymiai sutrumpina pristatymo laikus. Kai siunčiate technines specifikacijas gamintojui, jo staklės dažnai gali pradėti gaminti detales jau po kelių valandų.
Kodėl CNC dominuoja šiuolaikinėje gamyboje
CNC apibrėžtis apima daugiau nei įrangą – ji aprašo visą gamybos metodą. Štai kodėl ši technologija dominuoja:
- Konsistingumas: Kiekvienas gaminys tiksliai atitinka ankstesnį, nepriklausomai nuo to, ar užsakote 10, ar 10 000 vienetų
- Sudėtumas: Anksčiau neįmanomi sudėtingi geometriniai sprendimai dabar tampa įprasti
- Greitis: Automatiniai įrankių keitimai ir nuolatinė veikla maksimaliai padidina našumą
- Lankstumas: Perjungimui tarp skirtingų detalių reikia tik programos pakeitimo
Tyrinėdami CNC detalių gamybos rinką, suprasite, kad tinkamo partnerio pasirinkimas reiškia daug daugiau nei tik įrangos vertinimą. Šiose sekcijose išskleidžiami esminiai veiksniai, kuriuos dauguma pirkėjų praleidžia – nuo apdirbimo procesų ir medžiagų parinkimo iki tikslumo specifikacijų ir pramonės sertifikatų, kurie tiesiogiai veikia jūsų projekto sėkmę.
Pagrindiniai CNC apdirbimo procesai, kuriuos turėtų žinoti kiekvienas pirkėjas
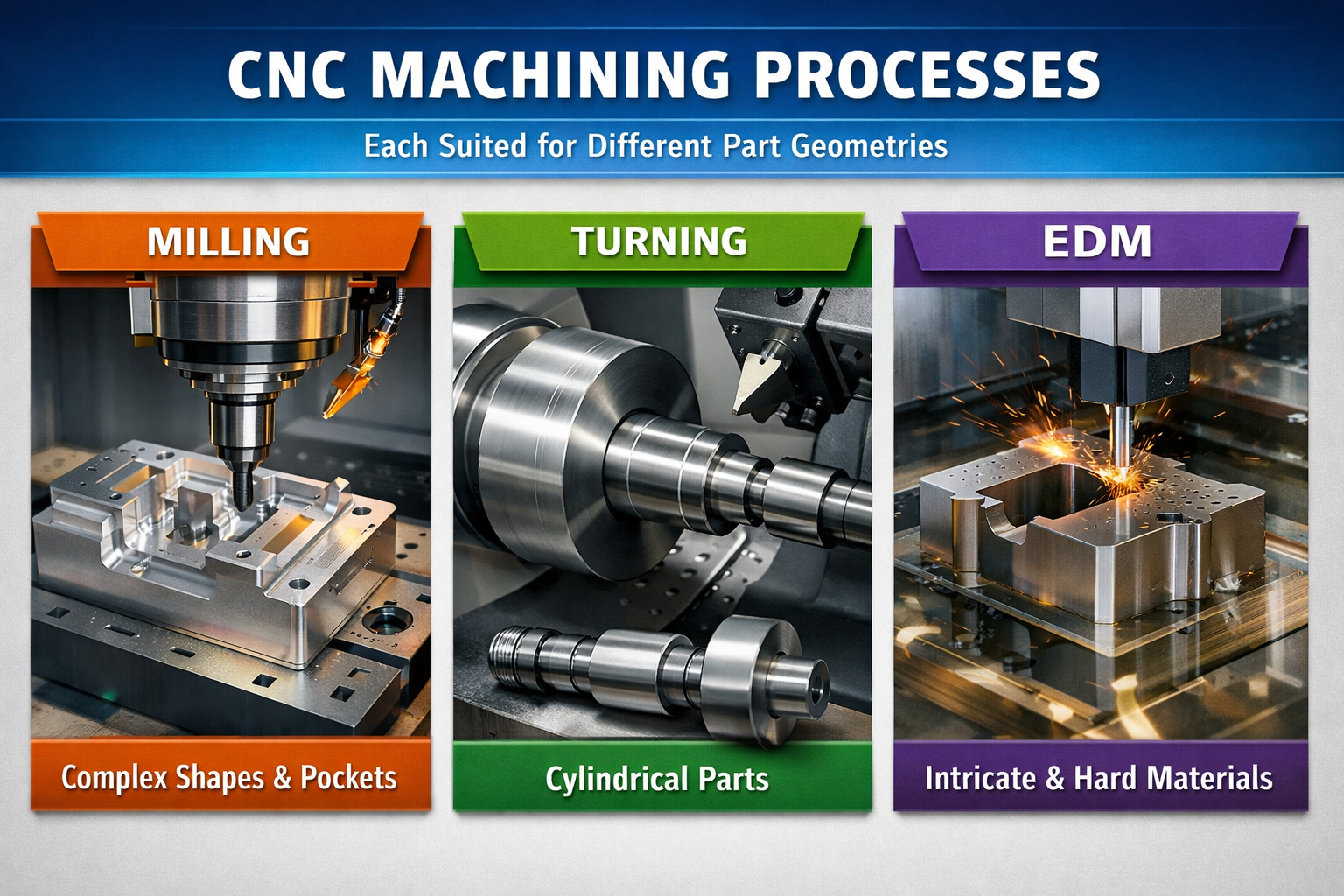
Skamba sudėtingai? Štai kas svarbu – ne kiekvienas CNC procesas tinka kiekvienai detalei. Vertindami CNC detalių gamintoją, suprasdami esminius frezavimo, sukimo ir elektroerozinio apdirbimo (EDM) skirtumus galėsite aiškiai suformuluoti savo reikalavimus ir įvertinti, ar tiekėjas turi tinkamas galimybes jūsų projektui.
CNC frezavimas paaiškintas
Įsivaizduokite sukamąjį pjovimo įrankį, judantį per nejudančią detalių, sluoksnis po sluoksnio nuimdamas medžiagą. Tai ir yra frezavimo esmė. CNC frezavimo staklės naudoja sukamuosius pjovimo įrankius, kad nuimtų medžiagą iš detalės ir su nepaprasta tikslumu sukurtų plokščias paviršius, griovytas, kišenes bei sudėtingas 3D kontūrines formas.
Pagrindinės konfigūracijos, su kuriomis susidursite, yra vertikaliosios frezavimo staklės ir horizontaliosios frezavimo staklės. Vertikaliųjų frezavimo staklių špindelis yra orientuotas vertikaliai – tai puikiai tinka projektams, kuriuose reikia dėti ypatingą dėmesį vienos komponento pusės detalių apdorojimui, pvz., dideliems metalo lakštams arba įgilinimo šablonams . Horizontaliosios frezavimo staklės turi horizontaliai orientuotą špindelį, todėl jos geriau tinka sunkesnėms detalėms, griovų pjovimui ir įpjovų kūrimui.
Štai kas išskiria horizontaliąsias frezavimo stakles:
- Gerėjusi šukų pašalinimo galimybė dėl gravitacinio šukų nuslinkimo nuo pjovimo vietos
- Galimybė vienu metu naudoti kelis pjovimo įrankius, montuojant juos ant ašies (arbor)
- Geresnis sunkių, sudėtingų detalių apdorojimas
- Sumažinta įrankio išlinkimo tikimybė agresyvių pjūvių metu
Kai užsakote pasiūlymus, žinojimas apie tai, ar jūsų detalės geometrija tinka vertikaliajam ar horizontaliajam frezavimui, padeda nustatyti gamintojus, turinčius atitinkamą įrangą.
Sukimo operacijos ir sukimo staklių galimybės
Kol frezavimo metu sukasi įrankis, sukimo metu vyksta priešingas procesas – sukasi apdorojama detalė, o nejudantis pjovimo įrankis ją formuoja. CNC sukimo staklės puikiai tinka cilindrinėms arba apvalioms detalėms, tokioms kaip velenai, įmovos ir sriegiuotos detalės, gaminti. Jei jūsų projektas turi sukimosi simetriją, sukimo operacijos dažniausiai yra greitesnės ir ekonomiškesnės nei frezavimo.
Panašiai kaip frezavimo įranga, sukimo staklės būna horizontalios ir vertikalios konfiguracijos. Dėl savo lankstumo ir tinkamumo ilgesniems detalių tipams, pvz., velenams, horizontaliosios sukimo centro staklės dominuoja daugumoje gamybos patalpų. Jos gali būti aprūpintos strypų padavikliais ir užpakalinėmis atramomis, todėl jų universalumas išplačinamas. Vertikaliosios sukimo centro staklės – kartais vadinamos vertikaliomis bokštinėmis sukimo staklėmis – geriau tinka didelio skersmens, sunkioms ir trumpoms detalėms. Gravitacija palengvina detalių įdėjimą ir šukų pašalinimą, todėl jos ypač populiarios automobilių komponentų gamyboje.
Įvertindami gamintojo sukimo galimybes, įvertinkite, ar jis gali apdoroti jūsų detalės ilgio ir skersmens santykį bei svorio reikalavimus.
Kai EDM tampa būtina
Kai kurie geometriniai formavimai tiesiog negali būti pasiekiami naudojant įprastus pjovimo būdus. Štai čia į žaidimą įsitraukia EDM (elektrinės iškrovos apdirbimas). EDM įrenginys naudoja elektrines iškrovas, kad suardo medžiagą ir sukurtų sudėtingas formas kietintuose metaluose be fizinio sąlyčio tarp įrankio ir apdirbamojo gaminio.
Laido EDM įrenginys per medžiagą praveda ploną laidinį elektrodą, kuris su nepaprasta tikslumu pjauta sudėtingas profilių formas – pasiekdamas nuokrypius iki ±0,0001 colio. Dėl to EDM yra neatsiejama šiems tikslams:
- Kietinti įrankių plienai, kurie sunaikintų įprastus pjovimo įrankius
- Aštrūs vidiniai kampai, kurių negalima pasiekti naudojant sukamąsias įrangas
- Delikatūs detalės, kurios negali atlaikyti pjovimo jėgų
- Išskiltingai lygūs paviršiai be papildomų apdirbimo operacijų
Jūsų procesų parinkčių palyginimas
Žemiau pateiktoje lentelėje santraukiamas kiekvieno proceso taikymo laukas, kai jis duoda optimalius rezultatus:
| Proceso tipas | Geriausi taikymo atvejai | Tipiškos tolerancijos | Medžiagos tinka |
|---|---|---|---|
| CNC sulaužymas | Plokštieji paviršiai, įdubimai, grioveliai, 3D kontūrai, prizminės detalės | ±0,0002 colio iki ±0,001 colio | Dauguma metalų ir plastikų; puikiai tinka aliuminis, plienas, vario lydiniai |
| CNC suvienodinimas | Cilindrinės detalės, velenai, sriegiuoti komponentai, įmovos | ±0,0002 colio iki ±0,001 colio | Apvalūs pusgaminių medžiagų ruošiniai; puikiai tinka plienui ir aliuminiui |
| Elektrinis spinduliuotasis smeltingas | Kietintos medžiagos, sudėtingi profiliai, aštrūs kampai, smulkūs detalių elementai | ± 0,0001 colio | Tik laidžios medžiagos; idealu įrankių plienams ir karbidams |
Daugelyje projektų reikia keleto gamybos procesų, veikiančių kartu. Gamintojas, turintis išsamias galimybes – frezavimą, tašymą ir elektroerosinį apdirbimą (EDM) vienoje vietoje – gali supaprastinti jūsų tiekimo grandinę ir užtikrinti griežtesnę kokybės kontrolę. Toliau parinkimo procese kitas svarbus veiksnys – suprasti, kaip medžiagos pasirinkimas veikia tiek apdirbimo procesą, tiek galutinės detalės našumą.
Medžiagų pasirinkimo vadovas CNC apdirbtiems komponentams
Jūs nustatėte tinkamą apdirbimo procesą – dabar atėjo lygiai tokia pat svarbi sprendimo priėmimo eilė. Pasirinkta medžiaga tiesiogiai veikia apdirbimo trukmę, įrankių ausimą, detalės našumą ir jūsų pelningumą. Įvertindami CNC detalių gamintoją, suprasdami jo medžiagų ekspertizą galėsite įvertinti, ar jis gali pagaminti apdirbtas dalis, atitinkančias jūsų tiksliausius reikalavimus.
Gerai apdirbamos metalinės medžiagos
Ne visi metalai elgiasi vienodai po pjovimo įrankiu. Apdirbamosios medžiagos savybės – tai tai, kaip lengvai medžiagą galima apdirbti, pasiekiant gerą paviršiaus baigtį ir ilgą įrankių tarnavimo laiką – labai skiriasi tarp skirtingų lydinių. Štai ką reikėtų žinoti apie dažniausiai naudojamas medžiagas:
Aliuminis (6061 ir 7075)
Aliuminis yra universalus CNC apdirbimo medžiagų „darbo arkliukas“. Pagal JLCCNC analizę, aliuminis 6061 yra geriausias bendrojo panaudojimo detalių variantas, kai svarbiausia vidutinė stiprybė ir žema kaina. Jo aukštas apdirbamosios medžiagos rodiklis reiškia trumpesnius ciklo laikus, mažesnį įrankių ausimą ir žemesnę kainą už vieną detalę.
- Apdirbamosios medžiagos rodiklis: Puiku (apytiksliai 270 % lyginant su plienu)
- Jėga: Vidutinis; tinkamas konstrukcinėms detalėms, kurios nekelia ekstremalių apkrovų
- Kainos apmąstymas: Pigiausias variantas prototipavimui ir gamybai
- Geriausios panaudojimo sritys: Lėktuvų pritvirtinimo elementai, elektronikos korpusai, automobilių tvirtinimo įtaisai
Plienas ir nerūdijantis plienas
Kai pirmenybė teikiama ilgaamžiškumui, kietumui ar korozijos atsparumui, CNC plieno dalys jie tampa logišku pasirinkimu. Žemo anglies kiekio plienai gana lengvai apdirbami, o nerūdijantys plienai reikalauja daugiau nuo pjovimo įrankių, tačiau suteikia geriausią našumą reikalaujančiose aplinkose.
- Apdirbamosios medžiagos rodiklis: Vidutinis (nerūdijantys plienai yra sudėtingesni apdirbti nei anglies plienai)
- Jėga: Aukštas; puikiai tinka apkrovas nešančioms ir dėvėjimui atsparioms aplikacijoms
- Kainos apmąstymas: Didesnės apdirbimo sąnaudos dėl padidėjusio įrankių nusidėvėjimo ir lėtesnių padavimų
- Geriausios panaudojimo sritys: Medicinos įranga, maisto perdirbimo įranga, automobilių varomųjų sistemų komponentai
Varis ir varnis
Varis puikiai derina funkcionalumą ir estetinį aspektą apdirbtiems komponentams, ypač mažomis partijomis. Jo lengvai apdirbamos savybės leidžia pasiekti tikslų matmenų nuokrypį ir puikią paviršiaus baigtinę būklę tiesiogiai po apdirbimo mašinoje. Varis, nors ir turi kai kurių panašių savybių, turėtų būti naudojamas tik taikymuose, kur reikalinga aukšta elektros ar šilumos laidumas.
- Apdirbamosios medžiagos rodiklis: Puiku variui; gerai variniam
- Jėga: Vidutinis; netinkamas aukštos įtempimo apkrovos konstrukcinėms detalėms
- Kainos apmąstymas: Medžiagos kaina aukštesnė nei aliuminio; apdirbimo kainos žemesnės dėl puikios skiedrų susidarymo savybės
- Geriausios panaudojimo sritys: Elektros jungtys, vandentiekio armatūra, dekoratyvinė įranga
Titanas
Titanas užtikrina nepasiekiamą stiprio ir svorio santykį bei išsklaidytą korozijos atsparumą – tačiau su reikšminga kainos premija. Šis metalas yra ekonomiškai naudingas tik tose pramonės šakose, kur našumo reikalavimai visiškai nustelbia kitus veiksnius, pvz., aviacijoje ir medicinos implantuose.
- Apdirbamosios medžiagos rodiklis: Prastas; reikalauja specializuotos įrangos ir lėtesnių apdirbimo greičių
- Jėga: Išsklaidytas; didžiausias stiprio ir svorio santykis tarp įprastų metalų
- Kainos apmąstymas: Aukštos klasės medžiagos ir apdirbimo kaštai; pateisinami tik kritinėse taikymo srityse
- Geriausios panaudojimo sritys: Orlaivių konstrukcinių komponentų, medicininiai implantai, aukštos našumo lenktynių dalys
Inžineriniai plastikai tiksliesiems detalėms
Metaliniai CNC apdirbti komponentai ne visada yra sprendimas. Inžinerinės plastmassos suteikia aiškių privalumų, įskaitant mažesnį svorį, cheminę atsparumą ir elektrinę izoliaciją. Komponentų apdirbimo gamintojai vis dažniau dirba su pažangiomis polimerinėmis medžiagomis, kad atitiktų įvairius taikymo reikalavimus.
Dažniausiai CNC apdirbamos plastmassos yra:
- Asetalis (Delrin): Puiki matmenų stabilumas, žemas trinties koeficientas, puikiai tinka pavaroms ir guoliams
- Nailonas: Gerai atsparus dilimui ir stiprus; tinkamas įvorėms ir ritmenims
- PEEK: Aukštos našumo variantas su išskilusia cheminės ir šiluminės atsparumo savybėmis
- PTFE: Išskilusia cheminė inertiskumas ir žemas trinties koeficientas
- ABS: Pigu prototipams ir nekritinėms CNC staklių dalims
- HDPE ir PP: Cheminiams poveikiams atsparūs variantai talpoms ir skysčių valdymo taikymams
Medžiagų pritaikymas prie aplikacijos reikalavimų
Pasirinkdami tarp metalo ir plastiko arba parinkdami tinkamą lydinį reikia išlaikyti pusiausvyrą tarp kelių veiksnių. Atsižvelkite į šiuos nurodančiuosius principus:
Kada tikslinga naudoti CNC apdirbtus metalo detalių:
- Yra didelės mechaninės apkrovos arba įtempimų koncentracijos
- Eksploatacijos temperatūros viršija plastiko ribas (paprastai aukštesnės nei 121 °C)
- Reikalinga elektrinė ar šiluminė laidumas
- Paviršiaus kietumas ir dilimo atsparumas yra kritiniai reikalavimai
- Detales reikia sukalti arba į ją reikės įspausti įstatomuosius įtaisus
Kada plastikai suteikia privalumų:
- Svorio sumažinimas yra pagrindinis konstravimo tikslas
- Elektros izoliacija yra būtina
- Cheminių medžiagų poveikis suardo metalus
- Savilubrikacinės savybės sumažina techninės priežiūros poreikius
- Kainai jautrios programos, kuriose medžiagos savybės yra pakankamos
Medžiagų pasirinkimas taip pat tiesiogiai veikia jūsų projekto terminą. Mažomis serijomis gaminant arba kurdami maketą, aliuminis ir varis sumažina riziką ir sąnaudas dėl trumpesnių apdirbimo laikų bei paprastesnių įrengimo procedūrų. Įvertindami šias medžiagų parinktis, kitas svarbus veiksnys – suprasti, kaip tikslumo specifikacijos įtakoja realaus pasaulio našumą ir kaip jos daro įtaką kainoms, ką daugelis pirkėjų nepastebi.
Tikslumo specifikacijos ir tikslumo reikalavimai paaiškinti
Štai klausimas, kuris atskiria patyrusius pirkėjus nuo pradedančiųjų: kokie iš tikrųjų turi būti jūsų leistinieji nuokrypiai? Supratimas apie leistinų nuokrypių specifikacijas – tai vieta, kur daugelis pirkimo sprendimų suklumpa: arba pernelyg griežtai nustatomos leistinosios nuokrypos, dėl ko nepriteikiamai padidėja sąnaudos, arba nepakankamai griežtai nustatomos leistinosios nuokrypos ir gaunami netinkamai veikiantys komponentai. Įvertinant CNC detalių gamintoją, jo galimybės laikytis leistinų nuokrypių daug pasako apie įrangos kokybę ir proceso kontrolę.
Standartinis ir griežtesnis leistinų nuokrypių apdirbimas
Įsivaizduokite leistinąsias nuokrypas kaip leistiną matmeninio nuokrypio nuo numatytojo dizaino diapazoną. Pagal pramonės standartus standartiniai CNC apdirbimo leistinieji nuokrypiai paprastai yra apie ±0,005 colio (0,13 mm), kontroliuojami pagal ISO 2768-1 vidutinės klasės reikalavimus. Šis bazinis lygis kompensuoja normalius mašinos tikslumo, šiluminių poveikių ir įrankių ausimą sąlygotus nuokrypius, tuo pat metu užtikrindamas ekonomišką gamybos našumą.
Bet kas nutinka, kai standartiniai nuokrypiai nepakanka? Tikslūs CNC apdirbti komponentai reikalauja specializuotų metodų. Aukšto tikslumo apdirbimas gali pasiekti nuokrypius iki ±0,001" (0,025 mm), o labai reikalaujančiose srityse – pavyzdžiui, chirurginėse priemonėse – gali būti reikalaujami nuokrypiai nuo ±0,0002" iki ±0,0005" (0,005–0,013 mm). Tačiau tik apie 1 % detalių iš tikrųjų reikalauja tokių ekstremalių nuokrypių.
Aukšto tikslumo CNC detalės skiriasi nuo įprastų CNC apdirbtų komponentų keletu pagrindinių požymių:
- Įrangos reikalavimai: Aukšto tikslumo verpetai su keraminiais arba oro guoliais, užtikrinantys bėgimo nuokrypį mažesnį nei 0,0001"
- Aplinkos kontrolė: Temperatūros kontroliuojamos patalpos, palaikančios ±0,5 °C stabilumą
- Kokybės patvirtinimas: Gerinti matavimo protokolai su kalibruotais matavimo prietaisais
- Apdirbimo laikas: Lėtesni padavimai ir sukimosi greičiai, kad būtų sumažinta šiluminė deformacija
Kai tikslumas yra svarbiausias
Ne kiekvienas jūsų detalės bruožas reikalauja to paties tikslumo lygio. Protingas specifikavimas reiškia, kad tikslūs leidžiamieji nuokrypiai taikomi tik ten, kur to reikalauja funkcionalumas – jungiamosios paviršiaus sritis, guolių pasodinimai ar kritinės išdėstymo savybės – o nekritinėms matmenų reikšmėms paliekami standartiniai leidžiamieji nuokrypiai.
Įvertinkite šiuos scenarijus, kai tiksliai CNC apdirbamos detalės pateisina investiciją:
- Sujungimo sąsajos: Detalės, kurios turi tiksliai sujungtis su kitomis komponentėmis
- Sukamieji mazgai: Ašys ir guoliai, reikalaujantys konkrečių pasodinimų
- Sandarinimo paviršiai: Ten, kur matmeninė tikslumas neleidžia susidaryti nutekėjimams
- Optinių ar elektroninių korpusų gamyba: Taikymai, kuriuose ypač svarbus tikslus išdėstymas
Didelių detalių CNC apdirbimas kelia unikalius iššūkius tikslumo kontrolėje. Šiluminis išsiplėtimas tampa reikšmingesnis didėjant detalės matmenims, todėl temperatūros kontroliuojamos aplinkos dar labiau svarbios, siekiant išlaikyti tikslumą visame dideliame apdirbamojo gaminio paviršiuje.
Sąnaudų ir tikslumo ryšys
Štai tikroji padėtis, kurią dažnai praleidžia dauguma pirkėjų: tikslumo ribų susiaurinimas už tai, kas funkcionaliai būtina, nepagerina jūsų detalės – tai tiesiog padidina jūsų sąnaudas. Pagal tikslaus apdirbimo duomenis , perėjimas nuo standartinio prie temperatūros kontroliuojamo apdirbimo padidina sąnaudas 25–50 %, o griežčiausių tolerancijų pasiekimas visiškai kontroliuojamoje aplinkoje gali padidinti sąnaudas 100–200 %.
Žemiau pateiktoje lentelėje išskleista, ką skirtingos tolerancijų klasės reiškia jūsų projektui:
| Tikslumo ribos | Tipinės taikymo sritys | Kainos poveikis | Reikalinga įranga |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Bendrosios pramonės detalės, laikikliai, korpusai | Vidurkis | Standartinės CNC įrangos, įprastos dirbtuvės aplinka |
| ±0,005 colio (±0,13 mm) | Funkciniai surinkimai, automobilių komponentai | 10–25 % padidėjimas | Gerai prižiūrimos mašinos, klimato stebėjimas |
| ±0,002" (±0,05 mm) | Aukštos našumo automobilių ir pramonės įrangos | 50–100 % padidėjimas | Tikslūs velenai, temperatūros valdymas ±3 °C |
| ±0,001" (±0,025 mm) | Aviacijos komponentai, medicinos prietaisai | 100–150 % padidėjimas | Aukštos tikslumo mašinos, patobulintas tvirtinimas |
| ±0,0005″ (±0,013 mm) | Chirurginiai instrumentai, optiniai prietaisai | 150–200 % padidėjimas | Visiškas aplinkos valdymas, virpesių izoliacija |
Medžiagos pasirinkimas taip pat veikia pasiekiamus tikslumus. CNC būdu tiksliai apdirbti aliuminio detalės pasiekia griežtesnius tikslumus lengviau nei titano dėl skirtingos apdirbamojo medžiagų savybių. Plastikai kelia papildomų iššūkių—jų lankstumas ir šiluminė jautrumas dažnai riboja praktinius tikslumus iki ISO 2768-1 vidutinės klasės.
Susisiekdami su gamintojais, į savo 2D brėžinius įtraukite tikslumo lentelę, kurioje aiškiai nurodytumėte, kurios matmenų reikšmės yra kritinės. Tai padeda išvengti per didelių tikslumų nustatymo ir leidžia gamintojams tiksliau pateikti pasiūlymus. Šių tikslumo dinamikos supratimas paruošia jus kitam esminiam aspektui: kaip skirtingos pramonės šakos nustato specifines sąlygas, kurios lemia gamintojų pasirinkimą ne tik remiantis bendromis apdirbimo galimybėmis.
Pramonės šakoms būdingos sąlygos CNC detalių gamybai
Ar kada pastebėjote, kaip vietinė automobilių remonto dirbtuvė tvarko projektus visiškai kitaip nei įmonė, gaminanti chirurginius instrumentus? Tai neatsitiktinumas. Skirtingos pramonės šakos kelia visiškai skirtingus reikalavimus savo CNC detalių gamintojams – ir suprasdami šiuos skirtumus galite nustatyti tiekėjus, kurie tikrai turi reikiamų kompetencijų jūsų konkrečiai aplikacijai, o ne tuos, kurie tiesiog teigia turį bendrų gebėjimų.
Automobilių pramonės apdirbimo standartai
Kai pirkiate komponentus automobilių pramonei, nuoseklumas masinėje gamyboje tampa lemtingas. Ar ieškotumėte automobilių remonto dirbtuvės netoliese, ar vertintumėte tarptautinius tiekėjus – automobilių apdirbimo gamyba reikalauja specialių gebėjimų, kurių gali neturėti bendrosios gamybos įmonės.
Automobilių sektorius veikia pagal IATF 16949 standartą – tai pasaulinis automobilių kokybės valdymo standartas, kuris sujungia ISO 9001 principus su sektoriui būdingais reikalavimais. Ši sertifikacija – ne tik popieriai; ji atspindi fundamentalų įsipareigojimą:
- Defektų prevencija: Sistemos, skirtos aptikti problemas dar prieš joms pasiekiant jūsų surinkimo liniją
- Nuolatinis tobulinimas: Dokumentuoti procesai nuolatiniam efektyvumo ir kokybės pagerinimui
- Tiekėjų priežiūra: Rigoringa medžiagų šaltinių kvalifikacija ir stebėjimas
- Gaminio sekamumą: Visas dokumentavimas nuo žaliavų iki gatavos detalės
Variklių mechaninė dirbtuvė, dirbanti varomųjų sistemų komponentais, susiduria su kitokiomis problemomis nei gamybos dirbtuvė, gaminanti kūno skydelius. Automobilių CNC apdirbimo detalės turi atlaikyti virpesius, temperatūros ciklus ir mechaninį krūvį per šimtus tūkstančių mylių. Tai reiškia, kad gamintojams reikia patikimų procesų kontrolės priemonių, užtikrinančių, kad kiekviena detalė – nepriklausomai nuo to, ar tai pirmoji, ar dešimtoji tūkstantoji – atitiktų vienodas technines specifikacijas.
Medicinos prietaisų gamybos reikalavimai
Medicinos prietaisų gamyba vyksta reguliavimo aplinkoje, kur klaidos gali turėti gyvybės ar mirties padėtis. Šios sąlygos reikalauja sertifikavimo sistemų, kurios yra žymiai griežtesnės nei bendrosioms pramonės programoms.
ISO 13485 yra nustatyta kokybės valdymo norma medicinos prietaisų gamybai. Šis sertifikatas reikalauja:
- Rizikos tvarkymas: Sistemingas galimų gedimo režimų nustatymas ir šių gedimų pašalinimas
- Projektavimo kontrolę: Dokumentuota patvirtinimo procedūra, užtikrinanti, kad detalės veiktų kaip numatyta
- Visiška sekama Kiekvienas komponentas yra sekamas iki konkrečių medžiagų partijų, įrengimų ir operatorių
- Skundų tvarkymas: Oficialios procedūros kokybės problemoms tiriant ir sprendžiant
- Sterilumo aspektai: Medžiagų ir paviršiaus apdorojimo pasirinkimas, atitinkantis sterilizavimo reikalavimus
Be ISO 13485 standarto, gamybos įmonės privalo laikytis JAV maisto ir vaistų administracijos (FDA) 21 CFR 820 dalies – kokybės sistemos reglamento, kuris reglamentuoja JAV medicinos prietaisų gamybą. Šie susiję reikalavimai užtikrina, kad chirurginiai įrankiai, implantai ir diagnostinė įranga atitiktų griežčiausius saugos ir našumo standartus.
Aviacijos klasės tikslumo reikalavimai
Aviacijos pramonės gamyba, matyt, yra reikalaujamiausia sertifikavimo aplinka tiksliajame apdirbime. Kai komponentai veikia 30 000 pėdų aukštyje, kokybė nėra derėtina – ji yra gyvybiškai svarbi.
AS9100 standartas remiasi ISO 9001 standarto pagrindu, tačiau prideda aviacijos pramonės specifinius reikalavimus, kurie atskiria kvalifikuotus gamintojus nuo bendrojo paskirties mašinų dirbtuvių:
- Konfigūracijos valdymas: Griežti kontrolės mechanizmai, užtikrinantys, kad konstrukcijos pakeitimai būtų tinkamai dokumentuoti ir įdiegti
- Pirmo straipsnio patikrinimas (FAI): Išsamus patvirtinimas, kad gamybos detalės atitinka patvirtintas konstrukcijas
- Užsienio daiktų (FOD) prevencija: Protokolai, neleidžiantys kritinių surinkimų užteršimo
- Klastojimų prevencija: Tiekimo grandinės kontrolė, užtikrinanti medžiagų autentiškumą
- Specialių procesų kontrolė: Gerinta prižiūrėjimo sistema šiluminiam apdorojimui, metalų dengimui ir kitiems kritiniams procesams
Daugelyje aviacijos programų taip pat reikalaujama NADCAP akreditacijos specialiems procesams. Skirtingai nuo bendrųjų sertifikatų, NADCAP tikrina procesų specifines kontrolės priemones išsamiu lygiu – patvirtindama, kad šiluminis apdorojimas, cheminis apdorojimas ir neardomieji bandymai atitinka pramonės aukščiausius standartus.
Gynybos srityje atliekamoms užduotims taikoma ITAR (Tarptautinės ginklų prekybos taisyklės), kuri prideda dar vieną reikalavimų lygį. ITAR reglamentuoja jautrių techninių duomenų ir komponentų tvarkymą, todėl būtina būti registruotam JAV Valstybės departamente ir laikytis griežtų informacinės saugos protokolų.
Sertifikatų palyginimas: reikalavimų pritaikymas konkrečioms programoms
Supratimas, kurie sertifikatai yra svarbūs jūsų programai, padeda išvengti tiek per didelių kvalifikacijos sąnaudų, tiek tiekėjų rizikos dėl nepakankamos kvalifikacijos:
| Sertifikavimas | Pagrindinė pramonės šaka | Pagrindiniai akcento kryptys | Kodėl tai svarbu |
|---|---|---|---|
| ISO 9001 | Bendras gamybos procesas | Kokybės valdymo sistemos, nuolatinis tobulinimas | Pagrindinis sertifikatas, patvirtinantis kokybės įsipareigojimą |
| IATF 16949 | Automobilinis | Defektų prevencija, tiekėjų priežiūra, sekamumas | Reikalaujama pagrindinių OEM gamintojų; 67 % automobilių OEM gamintojų reikalauja bent ISO 9001 standarto |
| AS9100 | Oro erdvė | Rizikos valdymas, konfigūracijos kontrolė, pirminis priėmimo tikrinimas (FAI) | Būtinas dalyvavimui aviacijos pramonės tiekimo grandinėje |
| ISO 13485 | Medicininiai prietaisai | Rizikos valdymas, sekamumas, reguliavimo reikalavimų laikymasis | Būtina FDA reguliuojamiems medicinos prietaisų komponentams |
| Nadcap | Aviacijos/gynybos | Specialių procesų akreditacija | Patvirtina šiluminio apdorojimo, neardomosios kontrolės (NDT) ir cheminio apdorojimo galimybes |
| ITAR | Gynimasis | Informacinė saugos, eksporto kontrolės | Privaloma ginties srityje naudojamoms techninėms duomenims ir komponentams |
Štai ką daugelis pirkėjų praleidžia: sertifikatai nėra tarpusavyje keičiami. Automobilių apdirbimo įmonė, turinti IATF 16949 sertifikatą, parodo automobilių pramonės specifines kompetencijas, tačiau šis sertifikatas jos neįgaliuoja dirbti aviacijos srityje, kur reikalingas AS9100 sertifikatas. Panašiai, gamybos įmonė, turinti tik ISO 9001 sertifikatą, gali neturėti specializuotų kokybės valdymo sistemų, reikalingų medicinos ar aviacijos taikymuose.
Pagal industrijos tyrimai pagal tyrimus, įmonės su pramonės šakai būdingais sertifikatais vidutiniškai laimi 15 % daugiau sutarčių nei tie, kurie turi tik bendruosius kokybės sertifikatus. Specializuotų sertifikatų įsigijimas rodo gebėjimus ir įsipareigojimą, kuriuos pirkimo komandos puikiai supranta.
Kai vertinate potencialius gamybos partnerius, patikrinkite jų sertifikatus tiesiogiai – paprašykite sertifikatų kopijų ir patvirtinkite jų galiojimo būklę išduodančiose institucijose. Šis dėmesys detalėms tampa dar svarbesnis, kai apsvarstote paviršiaus apdorojimo variantus, kurie labai paveikia tiek detalių veikimą, tiek reglamentinį atitikimą reikalaujančiose aplikacijose.
Paviršiaus apdorojimo variantai CNC frezuojamoms detalėms
Jūs pasirinkote tinkamą procesą, medžiagą ir nuokrypius – bet yra dar vienas veiksnys, kuris gali nulemti jūsų projekto sėkmę ar nesėkmę. Paviršiaus apdorojimas transformuoja neapdorotus CNC frezuojamus komponentus iš funkcionalių detalių į baigtus gaminius, paruoštus montavimui ar galutiniam naudojimui. Suprasdami savo galimus variantus, galėsite aiškiai perteikti technines sąlygas bet kuriam CNC apdirbimo detalių gamintojui ir užtikrinti, kad jūsų detalės veiktų tiksliai taip, kaip numatyta.
Funkciniai ir estetiniai paviršiaus apdorojimai
Štai skirtumas, kurį daugelis pirkėjų praleidžia: ne kiekvienas paviršiaus apdorojimas turi tą pačią paskirtį. Kai kurie paviršiaus apdorojimai daugiausia pagerina išvaizdą, o kiti suteikia esminius funkcinio pobūdžio privalumus, pvz., korozijos apsaugą ar pagerintą dilimo atsparumą. Protingas specifikavimas reiškia pasirinkimą remiantis tikraisiais reikalavimais, o ne automatiškai pasirenkant brangius variantus, kurių jums nereikia.
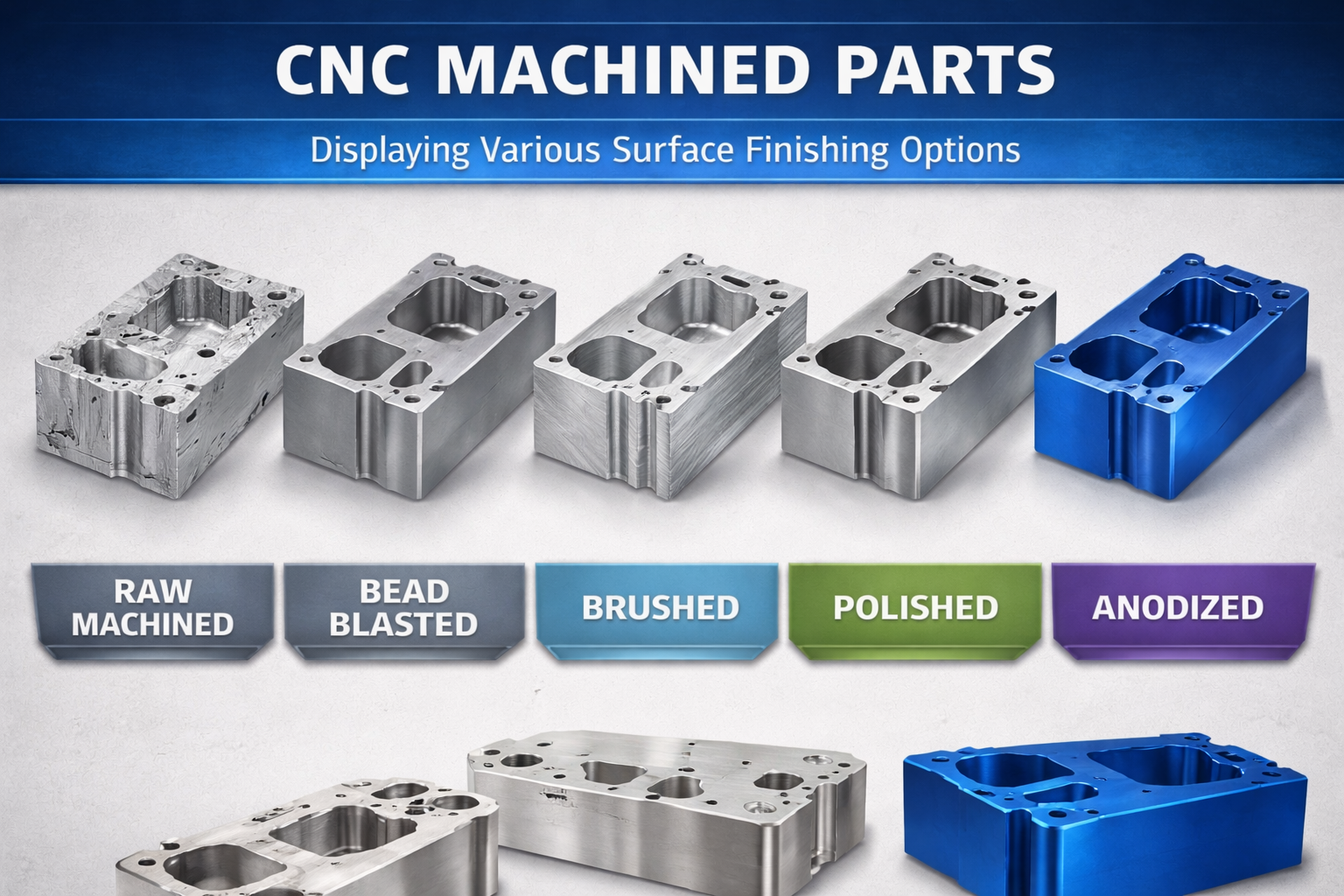
Apdirbtas paviršius
Pigiausias variantas palieka CNC frezavimo detalių paviršių su tuo paviršiaus tekstile, kuris susiformavo per apdorojimą. Pagal pramonės paviršiaus apdorojimo standartus tipiškas „kaip apdorota“ paviršiaus šiurkštumas svyruoja nuo 1,6 μm Ra (pramonės standartinis rodiklis bendrosioms aplikacijoms) iki 3,2 μm Ra detalių atveju, kai paviršiaus kokybė nėra kritinė. Šis paviršiaus apdorojimas tinka, kai:
- Detalės galutinėse surinktyse bus paslėptos iš akių
- Paviršiaus tekstūra neturi įtakos funkcionalumui
- Biudžeto apribojimai skatina kaštų mažinimą
- Detalėms vėliau tiekimo grandinėje bus taikytas papildomas paviršiaus apdorojimas
Poilimas ir briliažas
Kai svarbus vizualinis poveikis, šlifavimas pašalina apdirbimo žymes ir sukuria lygius, blizgančius paviršius. Pasiekus 0,4 μm Ra šiurkštumo reikšmę, gaunamas beveik veidrodinis paviršius, kuris būtinas komponentams, kuriems reikalingas minimalus trintis arba aukštos kokybės išvaizda. Tačiau tokia lygumos kaina yra didelė – šlifavimas paprastai žymiai padidina apdirbtų detalių gamybos laiką ir sąnaudas.
Ledų pušinimas
Šis mechaninis procesas stumia stiklo rutuliukus į detalės paviršių, sukurdamas vienodą matinį tekstūrą. Rutuliukų šautuvuojant efektyviai pašalinami nedideli paviršiaus defektai ir paruošiamos detalės tolesniam dengimui. Šis metodas ypač populiarus CNC apdirbamos produkcijos atveju, kai pageidaujama nuoseklios, neatspindinčios išvaizdos be šlifavimo sąnaudų.
Apsaugos dangos agresyvioms aplinkoms
Kai jūsų detalės yra veikiamos korozinių chemikalų, lauko sąlygų arba reikalaujančių eksploatacijos sąlygų, apsaugos danga tampa būtina, o ne pasirinktina.
Anodizuoti
Anodinimas sukuria tvirtą oksidų sluoksnį ant aliuminio detalių, žymiai pagerindamas korozijos atsparumą ir paviršiaus kietumą. Trys tipai skirti skirtingoms poreikio sritims:
- Tipas I (Chromo rūgštis): Ploniausias dengiamasis sluoksnis, išlaikantis tikslų matmenų tolerancijas; pageidaujamas aviacijos pramonėje, kur reikalinga nuovargio atsparumas
- Tipas II (sieros rūgštis): Dažniausiai naudojamas variantas, subalansuojantis kainą ir našumą; priima dažytus dažiklius estetinėms pritaikymo galimybėms
- Tipas III (kietasis dengiamasis sluoksnis): Storiausias ir tvirčiausias sluoksnis pramoninėms ir karinėms aplikacijoms, kur reikalaujama ypatingos dilimo atsparumo
Miltelinis dažymas
Šis universalus apdailos būdas taiko sausą miltelinį medžiagą elektrostatiniu būdu, po to ją šildant sukietinant į stiprų apsauginį sluoksnį. Miltelinis dengimas užtikrina nepaprastą atsparumą smūgiams, chemikalams ir UV spinduliavimui. Turint plačią spalvų pasirinkimo galimybę, jis suteikia tiek funkcinę apsaugą, tiek vizualinį patrauklumą – todėl ypač tinka vartotojų prekėms ir lauko įrangai.
Dengimo variantai
Metalinė padengimo technika nusodina plonus apsauginius ar funkcinius metalo sluoksnius ant detalių paviršiaus:
- Beperkinis niklis: Vienodas dengimas be elektros srovės; užtikrina puikią korozijos atsparumą ir kietumą sudėtingose geometrijose
- Chromavimas: Suteikia blizgančias, atspindinčias paviršių su geru dilimo atsparumu
- Cinkavimas: Pigus korozijos apsaugos sprendimas, dažnai naudojamas automobilių pramonėje
- Auksinė danga: Aukšta elektrinė laidumas elektroniniams jungtukams
Pasyvavimu
Nerūdijančiojo plieno CNC apdirbtiems gaminiams pasyvinimas padidina natūralų korozijos atsparumą pašalindamas laisvąjį geležį iš paviršiaus ir skatinant apsauginio oksidinio sluoksnio susidarymą. Ši cheminė apdorojimo procedūra yra būtina medicinos ir maisto perdirbimo komponentams, kur reikalinga užkirsti kelią užteršimui.
Baigiamųjų apdorojimų pasirinkimas pagal panaudojimą
Teisingo baigiamojo apdorojimo pasirinkimas reikalauja subalansuoti apsaugos poreikius, išvaizdos reikalavimus ir biudžeto apribojimus. Žemiau pateiktoje lentelėje pateikiamos rekomendacijos, kaip parinkti tinkamą baigiamąjį apdorojimą įprastoms aplikacijoms:
| Apdailos tipas | Apsaugos lygis | Išvaizda | Geriausi taikymo atvejai | Santykinė kaina |
|---|---|---|---|---|
| Apdirbtas | Žemi | Matomi įrankių žymenys; funkcinė išvaizda | Vidiniai komponentai, prototipai, paslėpti dalys | $ |
| Ledų pušinimas | Žema-vidutinė | Vienodas matinis tekstūra | Vartotojų elektronika, paruošimas dengimui | $$ |
| Pošlinkinimas | Žemi | Aukštos blizgesio, veidrodinė danga | Medicinos prietaisai, dekoratyviniai komponentai, optiniai korpusai | $$$ |
| Anodizuoti (II tipas) | Vidutinis-Aukštas | Matinė arba šilkinė; prieinama keliomis spalvomis | Aviacijos laikikliai, vartotojo gaminiai, elektronikos korpusai | $$ |
| Anodinimas (III tipo) | Labai Aukštas | Dažniausiai tamsiai pilka ar juoda | Karinė įranga, pramoninė technika, dilimo paviršiai | $$$ |
| Miltelinis dažymas | Aukšto | Platus spalvų rinkinys; lygus arba tekstūruotas | Lauko įranga, automobilių dalys, vartotojo prekės | $$ |
| Be elektros nikelio | Aukšto | Švelnus metalinis blizgesys | Sudėtingos geometrijos, hidrauliniai komponentai, vožtuvai | $$$ |
| Chrominis apdailas | Vidutinis-Aukštas | Labai atspindinčios, veidrodinės | Automobilių apdaila, dekoratyvinė įranga | $$$$ |
| Cinkas | Vidmenis | Sidabro-mėlynas arba geltonas chromatinis dengimas | Varžtai, laikikliai, automobilių apačios komponentai | $$ |
Remiantis apdailos kainos įvertinimais, paprastos apdailos, pvz., švelninimas smėliu, dažniausiai kainuoja nuo 30 iki 50 JAV dolerių už detalę, o anodinio dengimo ar beelektrodo nikelio galvaninio dengimo kaina gali pasiekti nuo 100 iki 200 JAV dolerių už detalę, priklausomai nuo jos dydžio ir sudėtingumo. Šių sąnaudų planavimas projektavimo etape padeda išvengti netikėtų biudžeto pokyčių.
Apdailos pasirinkimas taip pat veikia pristatymo terminus. Paprastos apdailos gamybai prideda kelias valandas, o sudėtingesniems apdorojimams, pvz., anodiniam dengimui ar elektrolitiniam dengimui, pristatymo terminai pratęsiami 24–48 valandų – neįskaitant paruošimo ir sukietėjimo laiko. Įvertindami gamintojus, patikrinkite, ar jie turi savo patalpose apdailos įrenginius, ar šiuos procesus vykdo išorės tiekėjai, kurie gali pridėti papildomą transportavimo laiką ir koordinavimo sudėtingumą.
Suprantant galimas baigimo parinktis, pasiruošiate kitam svarbiausiam gamintojo pasirinkimo veiksniui: kaip įvairūs kaštų veiksniai susijungia, kad nustatytų galutinę kainą už vieną detalę – ir kur yra galimybių optimizuoti savo investicijas, neprarandant kokybės.
Kaštų veiksniai, turintys įtakos CNC detalių kainai
Štai klausimas, kuris dažnai priverčia nustebti daugelį pirkėjų: kodėl dvi atrodo panašios detalės grąžina visiškai skirtingas kainas? Atsakymas slepiasi suprantant paslėptus kaštų veiksnius, kurie lemia CNC apdirbimo detalių kainą. Ar dirbtumėte su vietiniu apdirbamosiomis detalėmis gamintoju, ar su tarptautine CNC apdirbimo detalių gamykla – tie patys pagrindiniai veiksniai formuoja jūsų galutinį sąskaitos faktūros dydį.
Tikrieji kaštų veiksniai CNC gamyboje
Kai užsakote pasiūlymą dėl nestandartinių CNC apdirbamosiomis detalėmis, gamintojai įvertina keletą kintamųjų, kurie sudaro jūsų kainą už vieną detalę. Pagal pramonės kainodaros analizę , šie veiksniai įvertinami nuo didžiausios iki mažiausios įtakos:
- Dizaino sudėtingumas: Sudėtingi dizainai su išsamiomis savybėmis arba sudėtingomis geometrijomis reikalauja išsamiau suprogramuoti, papildomų staklių paruošimo ir kartais specializuotų įrankių. Paprasti dizainai apdorojimui kainuoja maždaug 20 JAV dolerių už valandą, o sudėtingų detalių kainos pakyla iki 35–70 JAV dolerių už valandą.
- Medžiagų pasirinkimas: Žaliavos kainos labai skiriasi – aliuminio kaina svyruoja nuo 5 iki 10 JAV dolerių už svarą, o nerūdijančiojo plieno – nuo 8 iki 16 JAV dolerių už svarą. Be žaliavos kainos, apdirbamosios medžiagos savybės veikia ciklo trukmę ir įrankių nusidėvėjimą, dar labiau padidindamos išlaidas.
- Tolerancijos reikalavimai: Tikslūs leistinieji nuokrypiai reikalauja lėtesnių apdirbimo greičių, dažnesnių įrankių keitimo ir gilesnių kokybės tikrinimų. Nurodant ±0,001 colio vietoj ±0,005 colio leistinąjį nuokrypį, apdirbimo laikas gali padidėti 50 % ar daugiau.
- Gaminių apimtys: Pastoviosios išlaidos, tokios kaip programavimas ir paruošimas, paskirstomos visoms vienetams. Mažo tūrio gamybos serijose vieneto kaina yra aukštesnė, o didelės serijos naudojasi masto ekonomija.
- Tipas Stalčio: Trys ašys turinčios staklės paprastai veikia už 10–20 JAV dolerių už valandą, o penkios ašys turinčios staklės kainuoja 20–40 JAV dolerių už valandą dėl jų pažangaus funkcionalumo ir eksploatacinės sudėtingumo.
- Apdailos reikalavimai: Kiekvienas papildomas apdorojimas – anodavimas, metalinimas, šlifavimas – prideda darbo, mašinos laiko ir medžiagų sąnaudų prie jūsų projekto.
Šios hierarchijos supratimas padeda jums nustatyti, kur reikia optimizuoti. Mažas konstrukcinės sudėtingumo pokytis dažnai duoda didesnių sąnaudų taupymo rezultatų nei medžiagos keitimas.
Kiekio kainodara ir masto ekonomija
Įsivaizduokite, kad užsakote vieną prototipą arba 1000 gamybos detalių. Programavimas, CAD paruošimas ir mašinos paruošimas atliekami tik vieną kartą – nepriklausomai nuo kiekio. Tai sukuria atvirkštinį ryšį tarp užsakymo kiekio ir vienos vieneto kainos, kurį mašinų dalių gamybos ekspertai laiko vienu efektyviausiu galimu kainos valdymo įrankiu.
Štai kaip skaičiai atrodo praktikoje:
- Vienetas: Visos paruošimo ir programavimo sąnaudos priskiriamos vienai daliai – aukščiausia vienos vieneto kaina
- 5 vienetai: Vienos vieneto kaina sumažėja maždaug 50 % lyginant su vieno vieneto kaina
- 100 vienetų: Paruošimo sąnaudos vienam vienetui tampa nepastebimos; kaina daugiausia priklauso nuo medžiagų ir ciklo trukmės
- 1000+ vienetų: Vieneto kaina gali sumažėti iki 10–20 % vieno vieneto kainos
Kad būtų pagaminti apdirbimo detalės, užsakymų sujungimas į didesnius partijų kiekius – net jei tai reiškia tam tikro atsargų laikymo – dažnai žymiai sumažina bendras projekto sąnaudas. Daugelis CNC apdirbimo detalių gamintojų siūlo pakopinę kainodarą, kurioje tūriniai įsipareigojimai yra skatinami.
Maži užsakymų kiekiai taip pat kelia praktines problemas. Pagal pramonės duomenis, daugelis tiekėjų nustato minimalius užsakymų kiekius, kurie gali viršyti jūsų reikalavimus mažojo tūrio gamybai. Kuriant pirmuosius modelius (prototipus) šią realybę reikia įvertinti pasirenkant tiekėją.
Kokybės ir biudžeto pusiausvyra
Kiekvienas sprendimas, kurį priimate projektuodami prieš siųsdami failus į CNC apdirbimo detalių gamyklos, veikia gamybos galimybes – ir kainą. Protingi pirkėjai optimizuoja savo projektus gamybai, o ne traktuoja apdirbimą kaip antrarūšį veiksmą.
Įvertinkite šiuos projektavimo požiūrius, kurie sumažina sąnaudas, nepažeisdami funkcionalumo:
- Vengti gilių įdubimų: Tuščios erdvės, kurių gylis žymiai viršija plotį, reikalauja specializuotų įrankių ir lėtesnių apdirbimo greičių
- Naudokite standartinius skylių dydžius: Laikymasis standartinių gręžimo įrankių dydžių (1/64 colio žingsniais) pašalina poreikį naudoti specialiuosius įrankius
- Apvalūs vidiniai kampai: Aštrūs vidiniai kampai reikalauja specializuotų įrankių ir padidina sudėtingumą – šiuos kraštus suapvalinkite
- Padidinkite sienelės storį: Plonosieniai detalės reikalauja tikslingesnio valdymo ir specializuotos tvirtinimo įrangos, dėl ko kyla sąnaudos
- Ribokite įpjovimus: Kiekvienas įpjovimas prideda apdirbimo laiko; ten, kur įmanoma, apsvarstykite alternatyvius tvirtinimo būdus
- Nebūtino teksto neįtraukite: Iškilusis arba įgraužtas ženklavimas prideda mašinos darbo laiko be funkcionalios naudos, nebent jis būtinas identifikavimui
Taip pat reikia atkreipti dėmesį į ryšį tarp pristatymo terminų ir kainų. Standartiniai pristatymo terminai leidžia gamintojams efektyviai suplanuoti jūsų užsakymą kartu su kitais projektais. Skubūs užsakymai – ypač tie, kuriems reikia greitintos medžiagų pirkimo ar viršvalandinio darbo – gali padidinti sąnaudas 25–50 % ar daugiau. Iš anksto planavimas vis dar yra labiausiai nepastebima sąnaudų mažinimo strategija.
Palyginant pasiūlymus dėl nestandartinių CNC apdirbamos detalių ir standartinių katalogo komponentų, prisiminkite, kad nestandartiniai darbai savo prigimtimi reikalauja programavimo ir paruošimo sąnaudų. Tačiau nestandartinės detalės tiksliai atitinka jūsų taikomosios programos reikalavimus, todėl galima išvengti papildomų apdirbimo operacijų ar surinkimo etapų, kurių gali reikėti naudojant standartinius komponentus.
Praktiškas požiūris apima šios formulės naudojimą projekto finansinio pagrįstumo įvertinimui:
Įvertinta kaina = (Medžiagos kaina + Paruošimo kaina) + (Apdirbimo laikas × Valandinis įkainis) + Baigiamųjų apdirbimo sąnaudos
Šis išsamus analizės aprašymas padeda jums nustatyti, kurie kaštų komponentai suteikia didžiausią optimizavimo potencialą jūsų konkrečiam projektui. Turėdami šį supratimą apie kaštų veiksnius, esate pasiruošę įvertinti potencialius gamybos partnerius pagal tikrai svarbius veiksnius – jų gebėjimus, kokybės sistemas ir gebėjimą nuolat tiekti aukštos kokybės rezultatus už konkurencingas kainas.

Kaip pasirinkti tinkamą CNC detalių gamintoją
Jūs jau išmokote techninių pagrindų – procesų, medžiagų, nuokrypių ir paviršiaus apdorojimo būdų. Dabar ateina sprendimo priėmimo momentas, kuris nulemia, ar visa ši žinios taps sėkmingomis detalėmis: reikia pasirinkti tinkamą gamybos partnerį. CNC apdirbamos detalių tiekėjo pasirinkimas – tai ne tik žemiausios kainos pasiūlymo paieška. Tai – partnerio, kurio gebėjimai, kokybės sistemos ir bendravimo praktika atitinka jūsų projekto reikalavimus, nustatymas.
Vertinant gamintojo galimybes
Įvertindami potencialius apdirbamos detalių gamintojus, jums reikia sistemingo požiūrio, kuris išeitų už paviršutiniškų teiginių ribų. Pag according to pramonės geriausios praktikos, įvertinant CNC tiekėjus, būtina tikrinti kelių jų veiklos aspektų.
Įrangos ir technologijų vertinimas
Apdirbamos detalių tiekėjas, turintis pažangius daugiapračius apdirbimo centrus, parodo gebėjimą tvarkyti sudėtingas geometrijas. Tačiau neapsiribokite tik įrangos skaičiumi – ištirkite šiuos konkrečius veiksnius:
- Staklių amžius ir būklė: Naujesnė įranga paprastai užtikrina tylesnius nuokrypius ir mažesnį prastovų laiką
- CAD/CAM programinės įrangos integracija: Šiuolaikinė programinė įranga leidžia greičiau programuoti ir sumažina klaidų skaičių jūsų projektų failuose
- Automatizavimo galimybės: Robotinė kraunamoji įranga, palletų sistemos ir „šviesos išjungtos“ apdirbimo technologijos rodo gamybos efektyvumą
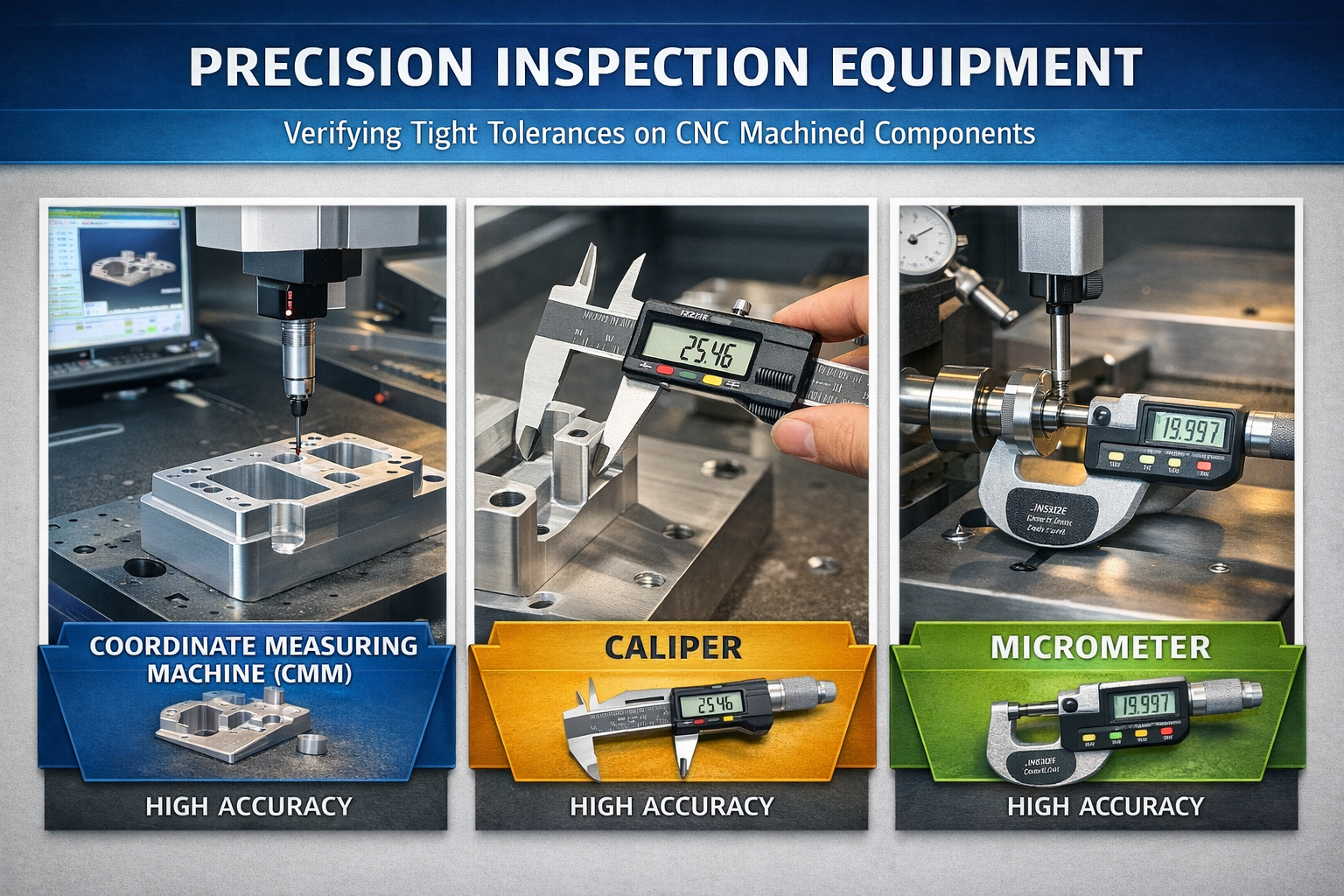
- Tikrinimo įranga: Koordinatiniai matavimo įrenginiai (CMM), optiniai palyginimo prietaisai ir paviršiaus šiurkštumo matuokliai patvirtina tikslumo teiginius
Medžiagų ekspertizė yra dar vienas svarbus gebėjimų rodiklis. Apdirbamosios detalės gamintojai, turintys patirties su jūsų konkrečia medžiaga – ar tai būtų aliuminis, titanas ar inžineriniai plastikai – gali numatyti apdirbimo iššūkius ir atitinkamai optimizuoti procesus. Platus medžiagų asortimentas rodo techninį kompetenciją ir lankstumą skirtingose taikymo srityse.
Gamybos pajėgumų vertinimas
Ar gamintojas gali tvarkyti tiek jūsų dabartinę užsakymo sąskaitą, tiek ateities augimą? Įvertinkite šiuos pajėgumų rodiklius:
- Skaičius mašinų, skirtų jūsų detalės tipui (frezuojant, sukant ar elektroerozinėje apdirbimo sistemoje – EDM)
- Darbo pamainų grafikas – viena, dvi ar 24/7 veikla
- Dabartinis pajėgumų naudojimas ir įprasti pristatymo laikai
- Galimybė padidinti gamybą nuo prototipų kiekių iki serijinės gamybos tūrių
Tiekėjas, turintis mastuojamus pajėgumus, sumažina susidūrimo su „susiaurėjimais“ riziką, kai jūsų projektas perkeliamas nuo prototipavimo prie visiškos gamybos. Automobilių pramonės taikymo srityse tokius gamintojus kaip Shaoyi Metal Technology pavyzdžiui, demonstruojama ši galimybė, siūlant greitą prototipavimą su pristatymo laikais, kurie gali būti trumpiausi kaip viena darbo diena, o taip pat be problemų skaluojant iki masinės gamybos apimčių – tokia kombinacija palaiko lankstius produktų kūrimo ciklus.
Svarbūs kokybės valdymo sistemos
Tikrinant ne tik sertifikatus, pateiktus svetainėse, bet ir suprantant, kaip gamintojai faktiškai įgyvendina kokybės kontrolę, galima atskirti patikimus partnerius nuo tų, kurie tiesiog užpildo atitikties reikalavimų langelius.
Statistinė procesų kontrolė (SPC)
Statistinė proceso valdymo (SPC) sistema yra aukso standartas tiksliajai gamybai. Vietoje to, kad detalės būtų tikrinamos po jų pagaminimo – kai defektai jau įvyko, – SPC realiuoju laiku stebi proceso kintamuosius, leisdama operatoriams aptikti nuokrypius dar prieš tai, kol bus pagamintos netinkamos detalės.
Pagal kokybės valdymo tyrimai , veiksminga SPC įgyvendinimas suteikia matomų privalumų:
- Įrankių nusidėvėjimo ankstyvas aptikimas dar prieš tai, kol jis paveiks matmeninę tikslumą
- Proceso pajėgumo rodikliai (Cpk reikšmės), kurie rodo nuoseklią veikimą
- Tendencijų analizė, neleidžianti procesui „nukrypti“ link leistinų nuokrypių ribų
- Dokumentacija, patvirtinanti sekamosios kontrolės reikalavimus
Įvertindami potencialų CNC apdirbimo detalių tiekėją, paklauskite apie jų statistinės proceso valdymo (SPC) įdiegimą. Gamintojai, turintys SPC paremtas kokybės sistemas – pavyzdžiui, IATF 16949 sertifikatuotus gamybos objektus – parodo įsipareigojimą ne tik aptikti, bet ir užkirsti kelią defektams.
Inspekcijos procedūras
Tikslūs ir išsamūs patikrinimai reiškia daugiau nei brangios įrangos savininkystę. Ištirkite gamintojo patikrinimų darbo eigą:
- Pirmo straipsnio patikrinimas (FAI): Išsami matmeninė patikra prieš pradedant serijinę gamybą
- Gamybos proceso apžiūra: Reguliarios patikros gamybos metu, kurios leidžia laiku aptikti problemas
- Galutinis patikrinimas: Visiška patikra pagal jūsų technines specifikacijas prieš siuntimą
- Dokumentacija: Patikrinimų ataskaitos, medžiagų sertifikatai ir sekamosios kontrolės įrašai
Aukščiausios klasės tiekėjai sistemiškais kokybės valdymo metodais palaiko skundų rodiklį žymiai žemesnį nei pramonės vidurkis. Dvigubas bandymų procesas – patikrinimas gamybos vietoje, po kurio seka nepriklausoma patikra – sumažina defektų pasiekimą klientams iki šimtųjų procento dalies.
Raudonosios žymos, kurias reikia stebėti
Patirtis moko pirkėjus atpažinti įspėjamuosius ženklus, kurie numato būsimas problemas. Stebėkite šiuos rodiklius vertindami tiekėją:
- Neaiškūs gebėjimų teiginiai: Gamintojai, negalintys nurodyti tolerancijų galimybių ar medžiagų ekspertizės, gali neturėti tikros kompetencijos
- Kainos žymiai žemesnės nei konkurentų: Neįtikėtinai žemos pasiūlytos kainos dažnai rodo medžiagų, kokybės kontrolės ar vėliau iškylančių paslėptų mokesčių naudojimo supaprastinimą
- Nenorėjimu pateikti rekomendacijų: Įsitvirtinę tiekėjai mielai pateikia klientų kontaktus, kad būtų patikrintos jų galimybės
- Prasta ryšio palaikymo reakcija: Lėti arba nepilni atsakymai per kainų pasiūlymo parengimo etapą numato panašias problemas gamybos metu
- Trūkstamos arba pasibaigusios galiojimo sąlygos sertifikatai: Visada patikrinkite sertifikatų galiojimo laikotarpį tiesiogiai su išduodančiomis institucijomis
- Nėra skirtos projektų valdymo tarnybos: Sudėtingi CNC komponentai reikalauja techninės konsultacijos visą gamybos procesą — tiekėjai be inžinerinės paramos palieka jus vienus sprendžiant kilusias problemas
Pagal tiekėjų vertinimo tyrimus, skaidrios kainodaros struktūros yra tokios pat svarbios kaip ir galutinė kaina. Išsami pasiūlymo sąskaita, kurioje išskleidžiamos medžiagų kainos, apdirbimo laikas ir baigiamųjų paslaugų kainos, rodo tiekėją, kuris supranta savo pačių kaštų struktūrą – todėl gali užtikrinti nuoseklią kainodarą ir kokybę.
Produktyvių tiekėjų santykių kūrimas
Tinkamo gamintojo radimas – tai tik pradžia. Vertės maksimizavimui reikia sukurti bendradarbiavimo pagrindu paremtas santykius, kurie naudingi abiems šalims.
Bendravimo praktikos
Aiškus bendravimas neleidžia kilti nesupratimams, kurie sukelia vėlavimus, pakartotinį darbą ir nepasitenkinimą. Įvertinkite potencialius partnerius pagal šiuos kriterijus:
- Atsakymo laiką į techninius klausimus
- Inžinerinės paramos prieinamumą dizaino optimizavimui
- Aktyvų bendravimą apie gamybos būklę ar galimus problemų šaltinius
- Kalbėjimo gebėjimus, atitinkančius jūsų komandos poreikius
Tie tiekėjai, kurie siūlo skirtojo projektų vadovo paslaugas, suteikia geresnį vadovavimą visą laiką nuo projektavimo iki gamybos etapų. Šis vienintelis ryšio taškas supaprastina koordinavimą ir užtikrina, kad jūsų reikalavimai nepradingtų perduodant juos tarp skyrių.
Ilgalaikio partnerystės suteikiamos naudos
Jei CNC mašinų detalių pirkimas laikomas tik sandorių vykdymo veikla, tai riboja naudą, kurią galima gauti iš gamybos partnerystės santykių. Ilgalaikės partnerystės suteikia privalumų, kurių negali suteikti vienkartiniai užsakymai:
- Procesų optimizavimas: Tie tiekėjai, kurie pažįsta jūsų detalių specifikacijas, nuolat gerina efektyvumą
- Pirmenybės planavime: Įsitvirtinusios partnerystės dažnai reiškia privilegijuotą aptarnavimą, kai susiduriama su gamybos pajėgumų apribojimais
- Projekto įvestis: Patyrę partneriai aptinka gamybos įmanomumo problemas dar prieš tai, kol jos tampa brangiais problemomis
- Atsargų valdymo programos: Bendrieji užsakymai ir kanban tvarka sumažina jūsų atsargų laikymo sąnaudas
Gamintojų vertinimo kontrolinis sąrašas
Naudokite šį išsamų kontrolinį sąrašą lygindami potencialius CNC apdirbimo komponentų tiekėjus:
| Vertinimo kategorija | Pagrindiniai klausimai | Ko ieškoti |
|---|---|---|
| Techninės galimybės | Kokie mašinų tipai ir ašių konfigūracijos yra prieinami? Kokios CAD/CAM sistemos naudojamos? | Daugelio ašių mašinos, šiuolaikinė programinė įranga, automatizavimo galimybės |
| Medžiagų žinios | Kokius medžiagų tipus dažniausiai apdirbate? Ar galėtumėte pateikti pavyzdžių? | Patirtis dirbant su jūsų konkrečiomis medžiagomis; platus produktų asortimentas rodo universalumą |
| Kokybės sertifikatai | Kokias pramonės sertifikacijas turite? Kada jos buvo paskutinį kartą audituotos? | Šiuo metu būtina bent ISO 9001; IATF 16949 – automobilių pramonei; AS9100 – aviacijos pramonei |
| Kokybės sistemos | Kaip įdiegiate statistinį procesų valdymą (SPC)? Kokį matavimo įrangos įrangą naudojate? | Koordinatinės matavimo mašinos (CMM) galimybės, dokumentuoti SPC procedūros, proceso metu vykdomų patikrinimų protokolai |
| Gaminimo pajėgumai | Kokie yra įprasti pristatymo laikai? Ar galite peraugti nuo maketo iki serijinės gamybos? | Realistiški terminai, įrodyta mastelio keitimo galimybė, atsarginių planų parengimas |
| Bendravimas | Kas bus mano pagrindinis kontaktinis asmuo? Kaip sprendžiate techninius klausimus? | Skirta projektų valdymo, inžinerinės palaikymo paslaugos prieinamumas ir reaktyvumas |
| Kainodaros skaidrumas | Ar galite pateikti išsamią sąnaudų skaidrą? | Aiškus medžiagų, apdirbimo, baigiamųjų apdorojimų ir paruošimo sąnaudų atskyrimas |
| Veiklos rezultatus | Ar galite pateikti klientų rekomendacijas? Koks jūsų laiku pristatytų užsakymų procentas? | Patikrinamos rekomendacijos, laiku pristatytų užsakymų rodiklis virš 95 %, žemas skundų lygis |
Automobilių pramonės CNC komponentų pirkėjams IATF 16949 sertifikatas suteikia būtiną garantiją, kad tiekėjas atitinka šios pramonės griežtus reikalavimus. Gamintojai, tokie kaip Shaoyi Metal Technology, šį sertifikatą derina su statistinio proceso valdymo (SPC) paremtomis kokybės sistemomis ir greitu prototipavimu – tokia kombinacija, kurios turėtų ieškoti pirkėjai, kurie sudaro automobilių tiekimo grandines, kuriose derinamas greitis, kokybė ir sąnaudų veiksmingumas.
Turėdami sistemingą gamintojų vertinimo metodiką, jūs esate pasiruošę pereiti nuo įvertinimo prie veiksmų. Galutinis žingsnis – jūsų reikalavimus versti aiškiais techniniais reikalavimais ir sukurti naudingas darbo santykius, kurie ilgą laiką užtikrintų nuoseklius rezultatus.
Veiksmai su savo CNC detalių reikalavimais
Jūs jau įsisavinote svarbiausius veiksnius, kuriuos dažnai praleidžia pirkėjai – dabar atėjo laikas šią žinią panaudoti praktikoje. Perėjimas nuo tyrimų prie rezultatų reikalauja struktūruoto požiūrio, kuris jūsų supratimą apie CNC apdirbtas dalis paverčia sėkmingais projektų rezultatais. Panagrinėkime tiksliai, kaip to pasiekti.
Jūsų CNC detalių įsigijimo žemėlapis
Pasiruošę įsigyti kitą CNC detalę? Sekite šią patvirtintą seką, kad sumažintumėte riziką ir padidintumėte rezultatus:
- Užbaikite savo konstrukcijos failus: Parengti visus CAD modelius universaliais formatais (STEP, IGES) kartu su papildomais 2D brėžiniais, kuriuose nurodyti kritiniai leistinieji nuokrypiai, paviršiaus apdorojimo reikalavimai ir medžiagos specifikacijos
- Aiškiai apibrėžkite savo technines specifikacijas: Dokumentų medžiagos klasė, kiekvienos kritinės matmenų tolerancijos reikalavimai, apdorojimo specifikacijos ir bet kokios privalomos pramonės sertifikacijos
- Nustatykite potencialius gamintojus: Atrinkite tiekėjus pagal įrangos galimybes, atitinkamas sertifikacijas ir patirtį su jūsų konkrečia taikymo sritimi
- Paprašykite išsamių pasiūlymų: Pateikite užklausas (RFQ) su visais dokumentais ir paprašykite išsamaus kainų suskaidymo, kurioje atskirai nurodytos medžiagos, apdirbimo ir apdorojimo kainos
- Įvertinkite ir palyginkite gautus atsakymus: Įvertinkite technines galimybes, kokybės sistemas, komunikacijos operatyvumą ir bendrą vertę – ne tik kainą
- Atlikite dėmesio reikalaujančią patikrinimą: Patikrinkite sertifikatus, paprašykite nuorodų ir patvirtinkite pristatymo terminų įsipareigojimus prieš užsakydami
- Pradėkite nuo prototipo patvirtinimo: Užsakykite pavyzdžių kiekius, kad patikrintumėte matmenų tikslumą ir paviršiaus kokybę prieš pradėdami gaminti didesniais tūriais
Nuo specifikacijos iki gamybos
Aiškus bendravimas neleidžia brangiai kainuoti nesupratimams. Pateikdami savo CNC apdirbimo detalių reikalavimus, įtraukite šiuos būtinus elementus:
- Tolerancijų lentelės: Nurodykite, kurie matmenys yra kritiniai, o kurie – standartiniai; išvengkite pernelyg griežtų tolerancijų neturinčioms funkcionalios reikšmės savybėms
- Medžiagos sertifikatai: Nurodykite, ar reikia metalo bandymo ataskaitų ar konkrečios medžiagos sekamosios informacijos
- Tikrinimo reikalavimai: Apibrėžkite pirmosios detalės patikrinimo poreikius bei nuolatinės kokybės dokumentavimo lūkesčius
- Apdirbtų detalių surinkimo aspektai: Jei jūsų komponentas sąveikauja su kitomis detalėmis, pateikite jungiamų komponentų piešinius arba surinkimo kontekstą
Pagal dizaino paruošimo ekspertų nuomonę, konsultuojantis su gamintojo technologais dar dizaino etape galima sumažinti sąnaudas 20–30 % ir pagerinti gamybos tinkamumą. Šis bendradarbiavimo požiūris leidžia aptikti potencialias problemas dar prieš tai virstant brangiais gamybos trūkumais.
Kitas žingsnis
Turėdami šiame vadove apžvelgtus devynis esminius veiksnius, galėsite priimti informuotus pirkimo sprendimus, kurie suderintų kokybę, kainą ir patikimumą. Ar jums reikia vieno CNC mašinos komponento prototipavimui ar tūkstančių gamybos detalių – principai lieka tie patys: tiksliai nurodykite reikalavimus, sistemingai įvertinkite pasiūlymus ir sukurti santykius su kompetentingais partneriais.
Automobilių pramonei skirtoms tiksliai važiuoklių surinktuvėms, specialiai suprojektuotiems metaliniams įvorėms ar kitoms kritinėms detalėms gaminti reikalingi gamintojai, turintys IATF 16949 sertifikatą ir statistinio proceso valdymo (SPC) paremtas kokybės sistemas, kurios užtikrina nuoseklumą jūsų tiekimo grandinėje. Shaoyi Metal Technology tai puikiai iliustruoja šią visapusišką galimybę – siūlo tikslų CNC apdirbimą, kuris apima nuo greito prototipavimo (pristatymo laikas gali būti trumpiausiai viena darbo diena) iki pilnos masinės gamybos apimčių.
Jūsų kitas CNC apdirbimo detalių projektas prasideda vienu žingsniu: parengiant technines specifikacijas ir susisiekiant su kvalifikuotais gamintojais, kurie gebės paversti jūsų projektus tiksliai pagamintomis detalėmis. Žinios, kurias čia įgijote, užtikrina, kad šis pokalbis prasidėtų iš informuotos ir pasitikinčios pozicijos.
Dažniausiai užduodami klausimai apie CNC detalių gamybą
1. Kas yra CNC staklių apdirbimas ir kaip jis veikia?
CNC apdirbimas yra atimamojo gamybos procesas, kuriame iš anksto suprogramuota kompiuterinė programa valdo pjovimo įrankius, kad iš žaliavų būtų pagamintos tikslūs komponentai. Procesas prasideda nuo CAD failo, kuriame nurodytos detalės techninės charakteristikos; šis failas paverčiamas G-kodu, kurį supranta CNC mašinos. Toliau mašina tiksliai vykdo kiekvieną pjovimo trajektoriją mechaniniu tikslumu, pasiekdama nuokrypius iki ±0,0002 colio standartiniam apdirbimui ir iki ±0,0001 colio EDM operacijoms. Ši technologija užtikrina pakartotinį tikslumą, nepriklausomai nuo to, ar gaminama 10, ar 10 000 identiškų vienetų.
2. Kokius sertifikatus turėčiau ieškoti CNC detalių gamintoje?
Sertifikatai, kurių jums reikia, priklauso nuo jūsų pramonės šakos. ISO 9001 yra bendrosios gamybos kokybės valdymo sertifikavimo pagrindas. IATF 16949 yra būtinas automobilių pramonei, akcentuojant defektų prevenciją ir sekamumą. AS9100 reikalaujamas aviacijos komponentams, apima konfigūracijos valdymą ir pirmosios atrankos patikrinimą. ISO 13485 reglamentuoja medicinos prietaisų gamybą su griežta rizikos valdymo sistema. NADCAP akreditacija patvirtina specialiuosius procesus, pvz., šiluminį apdorojimą aviacijos taikymuose. Visada patikrinkite sertifikatų galiojimą tiesiogiai išduodančiose institucijose prieš sudarydami partnerystę su gamintoju.
3. Kiek kainuoja CNC apdirbimas?
CNC apdirbimo kaštai priklauso nuo kelių veiksnių, išdėstytų pagal jų poveikį: konstrukcijos sudėtingumo (paprastos konstrukcijos kainuoja 20 JAV dolerių už valandą, o sudėtingų detalių – 35–70 JAV dolerių už valandą), medžiagos pasirinkimo (aliuminio – 5–10 JAV dolerių už svarą, nerūdijančiojo plieno – 8–16 JAV dolerių už svarą), tikslumo reikalavimų (tikslūs leistinieji nuokrypiai gali padidinti apdirbimo trukmę iki 50 %), gamybos apimties (paruošimo kaštai paskirstomi visoms vienetinėms detalėms), mašinos tipo (3 ašių – 10–20 JAV dolerių už valandą, 5 ašių – 20–40 JAV dolerių už valandą) ir apdorojimo reikalavimų. Dėl masto ekonomijos užsakius 1000 ar daugiau detalių vieneto kaina gali sumažėti iki 10–20 % nuo vienos detalės kainos.
4. Iš kokių medžiagų galima gaminti CNC apdirbtas dalis?
CNC staklės veikia su įvairiais metalais ir plastikais. Aliuminis lydinys 6061 užtikrina geriausią bendrą našumą visuotinio panaudojimo detalių gamybai, pasižymėdamas puikiu apdirbamu-mumu. Plienas ir nerūdijantis plienas užtikrina aukštą ištvirkumą ir atsparumą korozijai reikalaujančiose aplikacijose. Varis pasižymi puikiu apdirbamu-mumu elektrinių jungiklių ir dekoratyvių įrenginių gamybai. Titanas pasižymi aukščiausiu stiprumo ir svorio santykiu orlaivių pramonėje ir medicinos implantuose. Inžineriniai plastikai, tokie kaip Delrin, Nylon, PEEK ir PTFE, suteikia privalumų, įskaitant mažesnį svorį, cheminę atsparumą ir elektrinę izoliaciją konkrečioms aplikacijoms.
5. Kaip pasirinkti tarp CNC frezavimo, sukimo ir elektroerozinio apdirbimo (EDM)?
Pasirinkite remdamiesi savo detalės geometrija ir medžiaga. CNC frezavimas naudoja besisukančius pjovimo įrankius nejudančioms detalioms apdoroti – tai idealus būdas apdirbti plokščias paviršių, įdubas, griovytas ir 3D kontūrus prizminėse detalėse. CNC sukimas sukasi apdorojamosios detalės aplink nejudantį įrankį – tai geriausias būdas apdirbti cilindrinės formos detales, pvz., velenus, įmovas ir sriegiuotas dalis. EDM (elektroerosinis apdirbimas) naudoja elektrinius kibirkščiavimus, kad išnaikintų medžiagą be fizinio sąlyčio – tai būtina technologija kietosioms įrankių plieno rūšims, aštriausiems vidiniams kampams ir delikatiškoms detalėms, kurios negali atlaikyti pjovimo jėgų. Daugelyje projektų reikia kelių apdirbimo procesų, todėl gamintojai, turintys visus šiuos gebėjimus vienoje vietoje, turi privalumą užtikrindami aukštą kokybės kontrolės lygį.