 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

CNC staklių detalių gamintojai: 9 vidinės paslaptys, kurių pirkėjai norėtų žinoti anksčiau

Suprantant CNC mašinų komponentų gamintojus ir jų pramoninę funkciją
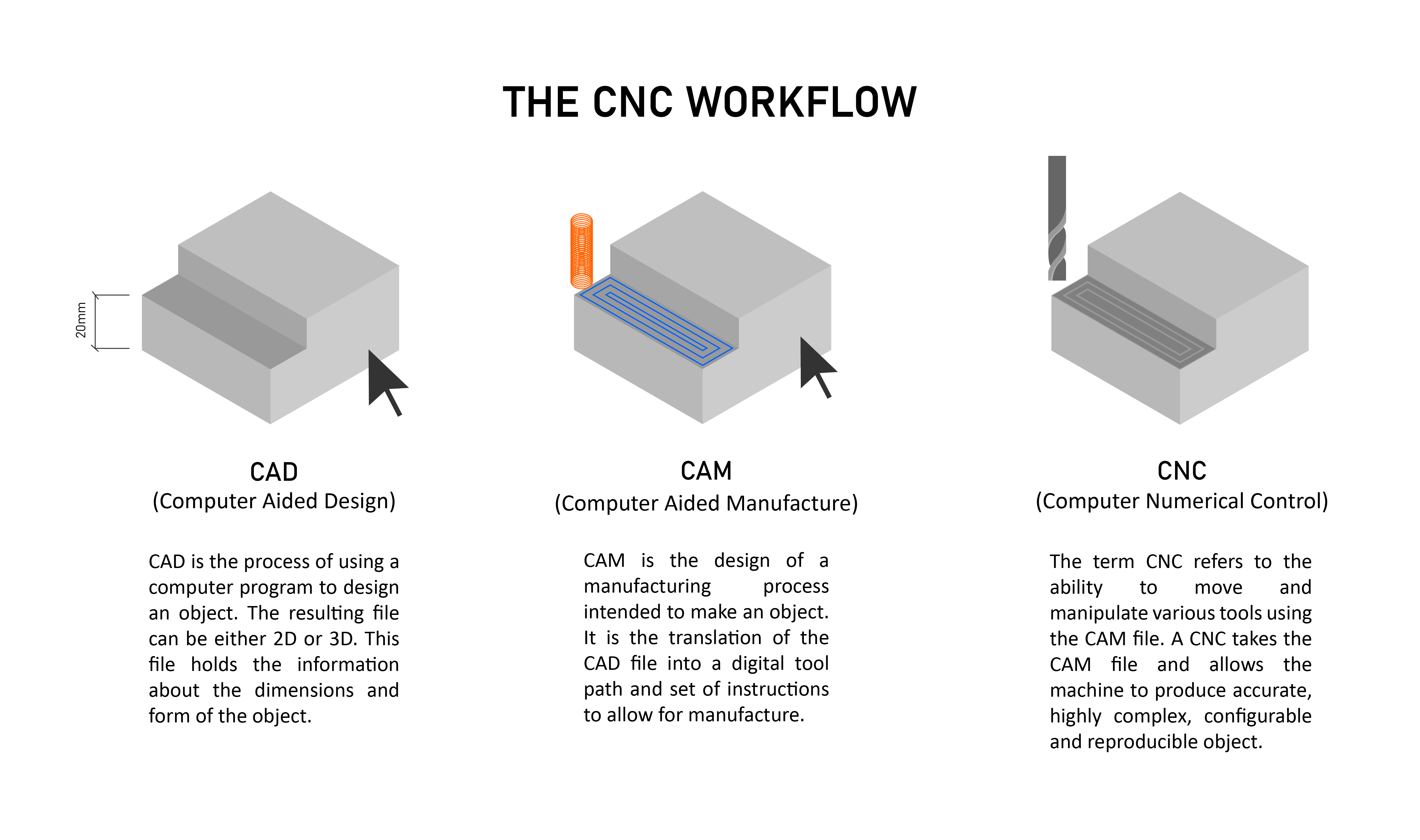
Ar kada nors pagalvojote kaip žaliava – metalas – virsta sudėtingais komponentais, kurie varo Jūsų automobilio variklį ar medicinos įranga? Būtent čia ir įžengia CNC mašinų komponentų gamintojai. Šios specializuotos gamybos įmonės yra šiuolaikinės gamybos pagrindas: jos inžinerinius brėžinius paverčia realiais objektais neįtikėtinai tiksliai.
Skirtingai nuo bendrosios gamybos dirbtuvių, kurios daugiausia dėmesio skiria pjovimui ir suvirinimui, šie gamintojai specializuojasi aukšto tikslumo gamyboje. Jie naudoja kompiuteriu valdomą įrangą, kad pasiektų tikslų matmenis ir siaurus leistinus nuokrypius – dažnai matuojamus mikronais. Galima juos laikyti pramonės pasaulio tikslumo specialistais, kur kiekvienas milimetro dalis turi reikšmės.
Ką iš tikrųjų daro CNC mašinų komponentų gamintojai
Šių gamintojų esmė yra žaliavų—dažniausiai metalų, tokių kaip aliuminis, plienas ir titanas—perdirbimas į baigtus mašinų komponentus naudojant kompiuteriu valdomus apdirbimo procesus. Tačiau tai, kas juos skiria nuo įprastų apdirbimo dirbtuvių, yra tikslumas, pakartojamumas ir mastelis, kurio bendrosios dirbtuvės tiesiog negali pasiekti.
Kai bendradarbiaujate su specializuotomis CNC apdirbimo paslaugomis, turite prieigą prie šių galimybių:
- CNC suvirkimo: Cilindrinės formos detalių, tokių kaip velenai, įmovos ir vožtuvų stiebai, gamyba sukant apdirbamąjį daiktą priešpjovimo įrankius
- CNC traukinimas: Plokščių paviršių, kontūrų, įpjovų ir sudėtingų 3D geometrijų gamyba naudojant besisukančius priepjovimo įrankius
- Daugiaašis apdirbimas: Sudėtingų geometrijų detalių gamyba per vienu metu judant keliais ašimis
- Papildomos operacijos: Paviršiaus apdorojimas, terminis apdorojimas ir surinkimo paslaugos, kurios užbaigia gamybos ciklą
Ši skirtis yra svarbi. Nors bendrojo tipo mašinų dirbtuvės gali atlikti įvairius metalo apdirbimo darbus, CNC detalių gamintojai dideliais kiekiais investuoja į pažangią įrangą, kokybės valdymo sistemas ir specializuotą ekspertizą. Pagal pramonės ekspertai , šiuolaikinėse gamybos patalpose integruojamos daugiakomponenčių ašių CNC mašinos, kurios leidžia greitesnę gamybą, sumažina klaidas ir užtikrina nuolatinę kokybę visose gamybos serijose.
Tikslaus gamybos ekosistema
Įsivaizduokite ekosistemą, kurioje kiekvienas dalyvis atlieka svarbų vaidmenį. CNC detalių gamintojai yra šios pramoninės tinklo centro dalis, jungdami žaliavų tiekėjus su galutinių produktų surinkėjais. Jie inžinerines specifikacijas paverčia tiksliai apdirbtais komponentais, atitinkančiais tiksliausius matmeninius reikalavimus.
Šių specializuotų gamintojų paklausa toliau auga įvairiose srityse:
Automobilių pramonė: Variklio komponentai, perdavimo mechanizmų detalės ir važiuoklės elementai, reikalaujantys didelės gamybos apimties nuoseklumo ir IATF 16949 sertifikavimo.
Oro ir kosmoso pramonė: Skrydžiui kritiškai svarbūs komponentai, reikalaujantys medžiagų sekamosios informacijos, AS9100D sertifikavimo ir tikslumo, matuojamo tūkstantosiomis colio dalimis.
Medicinos: Chirurginiai įrankiai ir implantai, gaminami kontroliuojamose aplinkose pagal ISO 13485 standartus.
Kas daro šią ekosistemą veikiančia? Tai pažangios CNC technologijos, patyrusių operatorių ir griežtų kokybės kontrolės procesų derinys. Kai gamybos technologijos tobulėja, šie gamintojai vis dažniau integruoja dirbtinio intelekto (AI) valdomas sistemas, IoT ryšį ir automatizavimą, kad pasiektų dar didesnį tikslumą ir efektyvumą.
Šiame vadove rasite vidinę žinią, kuri atskiria sėkmingus pirkėjus nuo tų, kurie brangiai mokosi klaidų. Nuo apdirbimo procesų ir medžiagų pasirinkimo supratimo iki tiekėjų vertinimo ir neįveikiamų RFQ parengimo – gausite išsamią gairę, reikalingą priimti informuotus sprendimus užsakant CNC apdirbimo detalių gamybą iš kvalifikuotų gamintojų.
Kiekvienam pirkėjui turėtini žinoti CNC apdirbimo procesai
Štai scenarijus, su kuriuo susiduria daugelis pirkėjų: jūs suprojektavote detalę, radoje gamintoją ir pateikėte savo brėžinius. Tada iškyla klausimas – „Ar reikia 3 ašių, 4 ašių ar 5 ašių apdirbimo?“ Skamba sudėtingai? Nebūtinai. Supratę šiuos procesus dar prieš pradėdami bendradarbiauti su tiekėjais, turėsite didelį pranašumą pokalbiuose, kainų derybose ir terminų planavime.
Terminas „ašis“ reiškia kryptis, kuriose pjovimo įrankis juda santykinai jūsų apdirbamojo gaminio atžvilgiu apdirbimo metu. Daugiau ašių reiškia didesnį lankstumą – tačiau taip pat ir didesnį sudėtingumą bei kainą. Išanalizuokime kiekvieną variantą, kad galėtumėte parinkti tinkamiausią CNC apdirbimo procesą savo detalių reikalavimams.
Nuo 3 ašių iki 5 ašių apdirbimo paaiškinimas
3 ašių CNC apdirbimas representuoja šiuolaikinės tikslaus gamybos pagrindą . Pjovimo įrankis juda trijose tiesinėse ašių kryptimis: X (kairėn-dešinėn), Y (priekin–atgal) ir Z (aukštyn–žemyn). Apdirbamasis gaminys lieka nejudantis mašinos stende, o įrankis prieina iš viršaus.
Ši konfigūracija puikiai tvarko plokščias paviršius, paprastus kontūrus ir pagrindines geometrines figūras. Galvokite apie laikiklius, plokštumas ir korpusus su paprastomis savybėmis. Privalumai yra įtikinami – žemesnės įrangos kainos, lengvesnis programavimas ir prieinama valdymo sistema daro 3 ašių frezavimą idealų prototipų gamybai ir bendrosios gamybos užduotims.
Tačiau sudėtingose geometrijose pasireiškia ribojimai. Sudėtingų elementų frezavimui keliuose paviršiuose reikia perkelti detalę, dėl ko gali atsirasti tikslumo nuokrypių ir padidėti gamybos trukmė.
4 ašių CNC frezavimas remiasi 3 ašių pagrindu, pridedant sukimosi ašį – dažniausiai A ašį, kuri sukasi aplink X ašį. Tai leidžia nepertraukiamai frezuoti detalės apskritiminį paviršių be rankinio perstatymo.
Cilindriniai ir simetriniai CNC frezavimo detalės labiausiai naudojasi šios konfigūracijos pranašumais. Velenai, pavaros, krumpliaratiniai velenai ir voztuvų komponentai tampa žymiai lengviau gamintini. Sukimosi galimybė sumažina paruošimo laiką ir užtikrina geresnį tikslumą apvaliems elementams lyginant su keliais 3 ašių paruošimais.
5 ašių CNC apdirbimas prideda antrą sukimosi ašį, leisdama įrankiui ar detalei pasvirsti ir suktis, kad būtų pasiekiamos beveik visos paviršiaus sritys viename paruošime. Pagal industrijos tyrimai , tai pašalina kumuliacines nuokrypas, susijusias su keliais paruošimais – visi elementai apdirbami vienojo atskaitos taško atžvilgiu, užtikrinant aukštesnį matmeninį tikslumą.
Galimybės yra įspūdingos: vienu metu vykdomas 5 ašių kontūrinis apdirbimas, daugialypis paviršiaus apdirbimas ir negalimi kitose konfigūracijose elementai, tokie kaip įlinkiai. Tampama įmanoma gaminti frezuotas dalis su sudėtingomis organinėmis formomis, sudėtingais kampais ar giliomis ertmėmis. Kompromisas – didesnės mašinos investicijos, sudėtingesnis CAM programavimas ir reikalingas aukštesnis operatoriaus specialistas.
| Ašies tipas | Geriausi taikymo atvejai | Sudėtingumo lygis | Tipiški detalės pavyzdžiai |
|---|---|---|---|
| 3 ašių | Plokščios paviršiaus sritis, paprasti kontūrai, prizminės geometrijos, vienos pusės elementai | Žemas iki vidutinio | Laikikliai, plokštės, korpusai, grandinės plokščių korpusai, paprasti automobilių komponentai |
| 4-aksesis | Cilindriniai detalės, simetrinės detalės, ašies aplinkui išsiskleidžiantys elementai | Vidmenis | Kulachinės velenos, pavaros, velenai, vožtuvai, paleistukai, vamzdžių jungtys |
| 5-asis ašis | Sudėtingos geometrijos, sudėtiniai kampai, įlinkiai, organinės formos, daugiapaviršinė apdirbimas | Aukšto | Turbininiai mentės, aviacijos konstrukcinės detalės, medicininiai implantai, pažangūs šablonai, aukštos našumo automobilių komponentai |
Jūsų detalės geometrijos pritaikymas tinkamam gamybos procesui
Kai pateikiate brėžinius CNC apdirbimo detalių gamintojams, jie įvertina keletą veiksnių, kad rekomenduotų tinkamą procesą. Suprasdami jų sprendimų priėmimo logiką, galėsite numatyti rekomendacijas ir atitinkamai planuoti biudžetą.
Paviršiaus pasiekiamumas veikia daugelį sprendimų. Ar visos kritinės savybės pasiekiamos iš vienos krypties? Jei jūsų CNC apdirbimo detalė reikalauja įrankių prieigos iš kelių kampų – pavyzdžiui, komponentas su savybėmis penkiuose paviršiuose – 5 ašių apdirbimas pašalina montavimo keitimus, kurie kitu atveju padidintų sąnaudas ir riziką.
Geometrinė sudėtingumo klasė taip pat žymiai veikia procesų parinktį. CNC mašinos komponentų dalys su tiesiomis kraštinėmis ir plokščiais paviršiais paprastai tinka 3 ašių operacijoms. Pridėjus išlenktus paviršius, apsukamus aplink centrinę ašį, tampa tinkamas 4 ašių apdirbimas. Įvedus sudėtingus kontūrus, skulptūriškus paviršius arba savybes netipiškais kampais, geriausius rezultatus užtikrina 5 ašių apdirbimas.
Leistinų nuokrypių reikalavimai taip pat veikia procesų parinktį. Kiekvieną kartą, kai darbo gabalas perstatomas, susikaupia nedidelės lygiavimo nuokrypos. CNC frezuojamoms detalėms, kurios reikalauja tikslaus laikymosi ribų keliuose elementuose, vieno montavimo 5 ašių apdirbimas išlaiko matmenines sąsajas, kurios kitaip būtų prastėjusios dėl pakartotinio aptarnavimo.
Gaminių kiekis turi įtakos lygčiai. Didelės serijos gamybai gali būti pateisinamas specializuotų 3 ašių arba 4 ašių įrenginių naudojimas, optimizuotų greičiui. Mažesniems kiekiams sudėtingų detalių dažnai naudingiau naudoti 5 ašių apdirbimą dėl jo efektyvumo, net jei valandinė kaina yra aukštesnė.
Štai vidinė perspektyva: neautomatiškai reikalaukite pačios pažangiausios galimos technologijos. Kompetentingas gamintojas pasiūlys kainiškai naudingiausią sprendimą jūsų konkrečiai geometrijai. Jei jie rekomenduoja 3 ašių apdirbimą, o jūs tikėjotės 5 ašių, tai dažnai yra gera žinia jūsų biudžetui – o ne jų galimybių ribojimas.
Kai apdirbimo procesai aiškūs, kitas svarbus sprendimas – medžiagos pasirinkimas, kuris tiesiogiai veikia leistinąsias nuokrypių ribas, paviršiaus baigtinį apdorojimą ir gamybos kaštus.
Medžiagų parinkimo vadovas specialiai apdirbtiems detalių gaminiams
Jūs nustatėte tinkamą apdirbimo procesą savo projektui. Dabar atėjo sprendimo priėmimo metas, kuris paveikia viską – nuo galutinio detalės veikimo iki jūsų pelno. Netinkamo medžiagos pasirinkimo atveju detalės gali sugesti veikiamos apkrovos, per anksti koroduoti arba būti žymiai brangesnės gaminti, nei reikia.
Štai ką daugelis pirkėjų nepastebi: nurodyta medžiaga nustato ne tik fizines savybes. Ji tiesiogiai veikia apdirbimo trukmę, įrankių nusidėvėjimą, pasiekiamus tikslumus ir paviršiaus apdorojimo kokybę. Patyrę CNC apdirbamos detalių gamintojai įvertina medžiagos pasirinkimą taip pat atidžiai kaip ir geometriją, kai skaičiuoja jūsų projekto kainą.
Pažvelkime, kaip parinkti medžiagą pagal jūsų taikymo reikalavimus – ir išvengti brangios klaidos, kuri gali nutraukti gamybos projektą.
Aliuminis prieš plieną CNC apdirbamosioms detalėms
Pasirinkdami nestandartinius apdirbtus detalių gamybos medžiagų variantus, nuolat kyla klausimas: aliuminis ar plienas. Abi šios medžiagos dominuoja metalinių apdirbtų detalių rinkoje, tačiau jų paskirtis yra aiškiai skirtinga.
Aliuminio lydiniai aliuminis pasižymi puikiu apdirbamuumu – jis lengvai pjaučiamas, sukuria mažiau šilumos ir užtikrina puikią paviršiaus baigtinę būklę. Pagal pramonės apdirbimo vadovus, aliuminio lengvas svoris, korozijos atsparumas ir galimybė anodizuoti daro jį populiarų įvairiose pramonės šakose. Dažniausiai naudojamos rūšys, tokios kaip 6061 ir 7075, tinka daugumai taikymų, o 7075-T6 rūšis suteikia stiprumą, artimą kai kuriems plienams, išlaikydama reikšmingą svorio pranašumą.
Apsvarstykite aliuminį, kai reikia:
- Lengvų apdirbtų metalinių detalių lėktuvų statybai ar transporto priemonių pramonėje
- Puiki šilumos ir elektros laidumo savybės
- Gamtinio korozijos atsparumo be papildomų apdorojimų
- Greitų apdirbimo ciklų, kurie sumažina vienos detalės gamybos sąnaudas
Plienas ir nerūdijantis plienas užtikrina aukštą stiprumą, kietumą ir dilimo atsparumą. Anglies plienai, tokie kaip 1018 ir 4140, užtikrina ilgaamžiškumą konstrukcinėms aplikacijoms. Nerūdijantys plieno variantai – ypač 303, 304 ir 316 – derina stiprumą su puikiu korozijos atsparumu šiurkštiems eksploatavimo sąlygoms.
Plienas tampa tinkamiausiu pasirinkimu, kai:
- Svarbiausia yra didelis mechaninis stiprumas ir našumo gebėjimas
- Dilimo atsparumas yra kritiškai svarbus judančioms detalėms
- Eksploatavimo temperatūros viršija aliuminio ribas
- Kainos efektyvumas svarbesnis už svorio apsvarstymus
Kompromisas? Plienas reikalauja lėtesnių pjovimo greičių, sukelia didesnį įrankių nusidėvėjimą ir paprastai reikalauja daugiau apdirbimo laiko. Šie veiksniai padidina gamybos kaštus palyginti su atitinkamomis aliuminio individualiomis metalinėmis detalėmis.
Medžiagos savybės, kurios lemia gamybos sprendimus
Už aliuminio ir plieno palyginimo yra keletas kitų medžiagų, kurios svarbią rolę vaidina metalinių detalių apdirbime. Suprasdami jų savybes galėsite veiksmingai bendrauti su gamintojais ir priimti informuotus techninius reikalavimus.
Titano lydiniai (ypač Ti-6Al-4V) pasižymi išsklitančiu stiprio ir svorio santykiu, korozijos atsparumu bei biologine suderinamumu. Oro laivų pramonės medžiagų specifikacijose dažnai nurodomas titanas variklių dalių, švaistymo įrenginių ir konstrukcinių komponentų gamybai. Tačiau titano apdirbimas kelia tam tikrų sunkumų – didelis įrankių nusidėvėjimas, žema šilumos laidumas ir specialių pjovimo parametrų reikalavimas žymiai padidina gamybos kaštus.
Vario lydinys puikiai apdirbamas, duodant švarius pjūvius ir puikią paviršiaus baigtį su minimaliu įrankių nusidėvėjimu. Individualios vario lydinio detalės dažnai naudojamos vandentiekio armatūroje, elektros jungikliuose ir dekoratyvinėje įrangos įrangoje. Šios medžiagos natūralus tepamumas ir skilimo savybės daro ją ypač ekonomišką didelėms serijoms gaminti.
Inžineriniai plastikai pavyzdžiui, PEEK, Delrin (acetalas) ir PTFE naudojami taikymuose, kur svarbūs masės sumažinimas, cheminė atsparumas ar elektrinė izoliacija. Šie medžiagų apdirbimo būdai skiriasi nuo metalų — reikia aštrių įrankių, tinkamų apdirbimo greičių ir dėmesio šilumos kaupimuisi, kuris gali paveikti matmeninę stabilumą.
| Medžiagos tipas | Pagrindinės savybės | Geriausi taikymo atvejai | Apdirbimo niuansai | Santykinė kaina |
|---|---|---|---|---|
| Aliuminis (6061, 7075) | Lengvoji, korozijai atspari, puiki apdirbamoji savybė, gerasis šiluminis laidumas | Orlaivių konstrukcijos, automobilių komponentai, elektronikos korpusai, vartotojų prekės | Greiti pjovimo greičiai, mažas įrankių nusidėvėjimas, galima pasiekti puikią paviršiaus baigtį | Žemas iki vidutinio |
| Anglies plienas (1018, 4140) | Didelė stiprybė, gerasis dilimo atsparumas, suvirinama, termiškai apdorojama | Konstrukciniai elementai, velenai, pavaros, tvirtinimo detalės, bendrosios mašinos | Vidutiniai greičiai, reguliarus įrankių nusidėvėjimas, gali reikėti aušinimo skysčio | Žemi |
| Nerūdijantis plienas (303, 304, 316) | Korozijai atspari, didelės stiprybės, šilumai atspari, higieniška | Medicinos įranga, maisto perdirbimo įrenginiai, jūrų technika, cheminė įranga | Lėtesni greičiai, didesnis įrankių nusidėvėjimas, tendencija kietėti deformuojant | Vidutinė iki aukšta |
| Titano (Ti-6Al-4V) | Išskitinis stiprio-ir-svorio santykis, biologinė suderinamumas, korozijos atsparumas, aukštos temperatūros stabilumas | Orlaivių varikliai, medicininiai implantai, aukšto našumo automobiliai, jūrų technika | Reikalinga specializuota įranga, lėti apdirbimo greičiai, reikšmingas įrankių nusidėvėjimas, šilumos valdymas yra kritinis | Aukšto |
| Pliušas (C360, C260) | Puiki apdirbamoji savybė, korozijos atsparumas, dekoratyvus išvaizdos poveikis, antimikrobinės savybės | Vandentiekio armatūra, elektros jungtys, vožtuvai, dekoratyvinė įranga | Labai greitas apdirbimas, minimalus įrankių nusidėvėjimas, puiki drožlių formavimosi savybė | Vidmenis |
| Inžineriniai plastikai (PEEK, Delrin) | Lengvas, chemiškai atsparus, elektrinė izoliacija, mažas trinties koeficientas | Medicininiai komponentai, elektros izoliatoriai, guoliai, tarpinės, maisto pramonė | Būtina naudoti aštrius įrankius, šilumos jautrumas, kyla dimensijų stabilumo problemų | Vidutinė iki aukšta |
Kaip medžiagos pasirinkimas veikia jūsų projekto rezultatus:
Tolerancijos: Kietesnės medžiagos, pvz., kietintasis plienas ar titanas, gali išlaikyti tikslesnius nuokrypius esant apkrovai, tačiau jų apdirbimui reikia didesnio tikslumo. Minkštesnės medžiagos gali šiek tiek deformuotis pjovimo metu, todėl reikia taikyti kompensavimo strategijas. Pagal apdirbimo specialistų nuomonę, metalo kietumas veikia įrankių nusidėvėjimą, pjovimo greitį ir paviršiaus baigtinį apdorojimą – minkštesniems metalams išlaikyti matmeninę tikslumą reikia papildomų priemonių.
Paviršiaus išdėstymas: Medžiagos grūdelių struktūra įtakoja pasiekiama paviršiaus kokybę. Smulkagrūdžiai metalai paprastai užtikrina geresnę paviršiaus kokybę, tuo tarpu rupiagrūdžių medžiagų paviršiuje gali būti matomi apdirbimo žymenys net ir esant optimaliems parametrams. Aliuminis ir varis natūraliai užtikrina puikią paviršiaus kokybę; titanui ir kai kurioms nerūdijančiojo plieno rūšims reikia papildomų paviršiaus apdorojimo operacijų.
Privalomas laikas: Įprasti medžiagų tipai, pvz., aliuminio lydinys 6061 arba nerūdijantis plienas 304, yra lengvai prieinami. Specialieji medžiagų tipai – aviacijos titanas, konkrečios niklio lydiniai arba sertifikuotos medicinos klasės medžiagos – gali reikšti ilgesnius tiekimo laikotarpius, kurie paveiks jūsų projekto grafiką.
Automobilių ir aviacijos sektoriuose veikiantys gamintojai dirba su konkrečiais medžiagų tipais, kad atitiktų sertifikavimo reikalavimus. IATF 16949 standartu sertifikuota įmonė, aptarnaujanti automobilių tiekimo grandinę, saugo medžiagas, atitinkančias OEM specifikacijas. Aviacijos gamintojai palaiko medžiagų sekamumo dokumentus, kad būtų užtikrintas atitikimas AMS ir ASTM standartams. Kai jūsų taikymo sritis reikalauja sertifikuotų medžiagų, patikrinkite, ar jūsų tiekėjas geba tiekti ir dokumentuoti tinkamus medžiagų tipus.
Supratę medžiagų pasirinkimo principus, kitas svarbus aspektas – tikslumo nuokrypių nustatymas ir kokybės sertifikatai – tai standartai, kurie apibrėžia tikslų gamybos procesą.

Tikslūs nuokrypiai ir kokybės sertifikatai paaiškinti
Jūs jau pasirinkote medžiagą ir nustatėte tinkamą apdirbimo procesą. Dabar prasideda pokalbis, kuris atskiria informuotus pirkėjus nuo tų, kurie moka už tikslumą, kurio jiems nereikia – arba dar blogiau, gauna netinkamai veikiančius detalių komponentus. Suprasti nuokrypių specifikacijas ir kokybės sertifikatus – tai ne tik techninė žinios, bet ir veiksmingos pirkimų organizavimo pagrindas.
Kai brėžinyje matote matmenį „1,500 ± 0,005 colio“, šis nuokrypių diapazonas nurodo leistiną nuokrypių ribą. Tačiau daugelis pirkėjų praleidžia štai ką: nuokrypio ribų susiaurinimas nuo ±0,005 iki ±0,001 colio ne tik padidina tikslumą – tai gali padidinti gamybos kaštus tris–penkis kartus . Protingų nuokrypių nustatymo sprendimų priėmimui reikia suprasti, ką šie skaičiai iš tikrųjų reiškia jūsų konkrečiai taikomajai srityje.
Nuokrypių specifikacijos pirkėjams suprantamai išaiškintos
Įsivaizduokite nuokrypius kaip „teisinį diapazoną“, kuriame jūsų detalės matmenys gali svyruoti, tačiau vis tiek būti laikomi priimtinais. Ašmenys, nurodyti kaip 10,00 mm ± 0,05 mm, praeina tikrinimą bet kurioje vietoje tarp 9,95 mm ir 10,05 mm. Paprasta – tačiau pasekmės yra gilesnės.
Standartinės tolerancijos reprezentuoja tobulą pusiausvyrą tarp tikslumo ir praktiškumo. Daugumai CNC apdirbimo operacijų ±0,010 colio (±0,25 mm) užtikrina išsklaidytą tikslumą daugumai mechaninių detalių. Šis lygis atsižvelgia į natūralius mašinų našumo, medžiagų savybių ir aplinkos sąlygų pokyčius, tuo pat metu užtikrindamas patikimą sukabinimą ir veikimą.
Tikslūs matmenų nuokrypai viršija standartines galimybes – paprastai ±0,001 colio (±0,025 mm) arba dar tiksliau. Šių nuokrypių pasiekimas reikalauja specializuotos įrangos, lėtesnių apdirbimo greičių, kontroliuojamos aplinkos ir papildomo tikrinimo. Pagal apdirbimo specialistų nuomonę, nuokrypiai ±0,01 mm ir mažesni laikomi ultraaukšto tikslumo, dėl ko kaina žymiai padidėja.
Tiksliesiems mašinų detalių gamybos tikslams nustatytos nuokrypos tiesiogiai veikia gamybos metodą, kontrolės reikalavimus ir galiausiai jūsų projekto biudžetą.
| Tikslumo ribos | Klasifikacija | Tipinės taikymo sritys | Kainos poveikis |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Standartinis / komercinis | Konstrukcinės detalės, korpusai, laikikliai, apsauginiai korpusai, bendrieji įrenginiai | Pagrindinė vertė (1x) |
| ±0,005 colio (±0,127 mm) | Tikslus pramoninis | Suderinamosios surinkties detalės, guolių korpusai, tikslieji tvirtinimo įtaisai, pramonės automatizavimas | 1,5–2x bazinis |
| ±0,002 colio (±0,051 mm) | Aukšta tikslumas | Medicinos įranga, aviacijos ir kosmonautikos komponentai, optiniai sistemos, tikslieji prietaisai | 2–3 kartus daugiau nei bazinis |
| ±0,001" (±0,025 mm) | Super aukštoji tikslumas | Skrydžiui kritiškos aviacijos ir kosmonautikos detalės, įkūnintos medicinos įrangos detalės, tikslieji įrankiai | 3–5 kartų bazinį |
| ±0,0005″ (±0,013 mm) | Ekstremali tikslumas | Kosmoso taikymai, ultra tikslūs prietaisai, etaloniniai matavimo įtaisai | 5 kartus daugiau nei bazinė reikšmė |
Kai tikslūs tarpeliai iš tiesų svarbūs
Štai vidinė informacija, kuri gali padėti jums žymiai sutaupyti: tikslūs nuokrypiai turėtų būti taikomi tik tiems elementams, kuriems funkcionalumas tikrai to reikalauja. Protingas požiūris – taikyti tikslųs nuokrypius tik kritinėms sujungiamosioms paviršių sritims, o neveikiančiose vietose naudoti standartinius nuokrypius.
Tikslūs nuokrypiai tampa būtini, kai:
- Komponento funkcionalumas priklauso nuo tikslaus matmeninio santykio – pavyzdžiui, ašių tiksliauose guoliuose arba stumtuvų hidraulinėse cilindruose
- Keli vienas su kitu sąveikaujantys komponentai sukuria kaupiamuosius nuokrypius, kurie gali paveikti visos surinkties veikimą
- Reguliavimo reikalavimai nustato konkrečius tikslumo standartus saugos kritinėse aplikacijose
- Hermetiški paviršiai turi užkirsti kelią nutekėjimams slėgiui išlaikančiuose komponentuose
Standartiniai nuokrypiai puikiai tinka:
- Konstrukciniams komponentams, kuriuose svarbesnis tikslus pritaikymas nei absoliuti matmeninė tikslumas
- Korpusų surinktims, montavimo laikikliams ir atraminėms konstrukcijoms
- Aplinkoms, kuriose jūsų projektas numato tinkamus tarpus
- Nekritiškos funkcijos, pvz., dangteliai, korpusai ir dekoratyviniai elementai
Pagrindinis dalykas – suprasti savo funkcines reikalavimus. Jei jūsų tikslieji CNC apdirbti komponentai patikimai atlieka numatytą funkciją standartinėse nuokrypių ribose, papildomi pritaikyti reikalavimai padidina sąnaudas ir sudėtingumą, tačiau nepagerina našumo.
Panagrinėkime praktinį palyginimą iš nuokrypių specialistų: pasiekti ±0,05 mm tikslumą – tai lygu pataikyti į obuolį iš 10 metrų atstumo naudojant standartinius gamybos procesus, o ±0,01 mm – tai lygu pataikyti į višnią iš 50 metrų atstumo. Pastarasis tikslumas reikalauja stabilesnių mašinų, tikslesnių įrankių, griežtesnių aplinkos sąlygų kontrolės ir pažangios matavimo įrangos – visi šie veiksniai lemia eksponentišką sąnaudų padidėjimą.
Kokybės sertifikatai, kurie nustato gamybos standartus
Viršijus leistinus nuokrypius, kokybės sertifikatai rodo, kokius sisteminius valdymo mechanizmus taiko gamintojas. Tai ne tik dekoratyvūs sienų papuošimai – jie atspindi griežtą procesų, dokumentacijos ir nuolatinio tobulinimo sistemų auditą.
ISO 9001:2015 yra pagrindinis tarptautiniu mastu pripažintas kokybės standartas. Pag according to sertifikavimo ekspertus , jis grindžiamas kokybės valdymo principais, įskaitant stiprų klientų orientavimąsi, aukščiausiojo vadovybės įsipareigojimą, procesų požiūrį ir nuolatinį tobulinimą. Atitikimas ISO 9001 standartui padeda užtikrinti, kad klientai gautų nuoseklius ir aukštos kokybės produktus. Šis sertifikatas tinka bendrosios komercinės gamybos sektoriui visose pramonės šakose.
AS9100D remia ISO 9001 standartą, pridedant griežtus reikalavimus, specifiškus aviacijos kokybės poreikiams. AS9100 standartą remia Tarptautinė aviacijos kokybės grupė (IAQG), atstovaujanti pagrindinėms pasaulinėms aviacijos įmonėms; jis apima rizikos valdymą, konfigūracijos valdymą, netikrų detalių prevenciją ir papildomus saugos reikalavimus. Jei gaminate skrydžiui kritiškai svarbias tiksliai apdirbtas dalis, tiekėjai privalo turėti šią sertifikaciją.
ISO 13485 nustato kokybės valdymo reikalavimus medicinos prietaisų gamybai. Jis užtikrina procesų atitiktį reguliavimo reikalavimams medicinos prietaisams, kurie tiesiogiai veikia paciento saugą. Medicinos komponentai dažnai reikalauja nuokrypių nuo ±0,005 colio iki ±0,002 colio, taip pat švarios patalpos (cleanroom) galimybių ir išsamių sekamosios dokumentacijos.
IATF 16949 taikoma specialiai automobilių tiekimo grandinėms, pabrėžiant defektų prevenciją, nuokrypių sumažinimą ir švaistymo pašalinimą. Automobilių gamintojai reikalauja šios sertifikacijos iš tiekėjų, gaminančių CNC tikslumo detalių automobiliams, kad būtų užtikrinta vientisumas didelėse serijinėse gamybos partijose.
Vertindami CNC mašinų detalių gamintojus, pritaikykite jų sertifikatus prie savo pramonės reikalavimų. Gamintojas, turintis tik ISO 9001 sertifikatą, negali tiekti aviacijos komponentų, kuriems reikalinga AS9100D atitiktis – nepaisant jo apdirbimo galimybių.
Supratę leidžiamuosius nuokrypius ir sertifikatus, galėsite vykdyti informuotas diskusijas su potencialiais tiekėjais. Kitas žingsnis – sukurti sistemingą gamintojų vertinimo ir palyginimo rėmą, kad partnerystė būtų sudaryta su įmonėmis, galinčiomis patenkinti jūsų konkrečius reikalavimus.
Kaip vertinti ir palyginti CNC detalių gamintojus
Jūs nustatėte savo leistinus nuokrypius, pasirinkote medžiagas ir suprantate apdirbimo procesus, kurių reikia jūsų projektui. Dabar ateina, galbūt, svarbiausias sprendimas jūsų pirkimo kelionėje – teisingo gamybos partnerio pasirinkimas. Būtent čia daugelis pirkėjų susiduria su sunkumais, dažnai parinkdami tiekėjus remdamiesi daugiausia kainos pasiūlymais, o ne išsamia gebėjimų įvertinimu.
Štai tikrovė: žemiausia kaina retai užtikrina žemiausią bendrąją sąnaudų sumą. Nematomi išlaidų padidėjimai dėl kokybės problemų, komunikacijos sutrikimų ir praleistų terminų dažnai viršija bet kokius pradinius taupymus. Sistemingo vertinimo metodologijos sukūrimas apsaugo jūsų projektus ir kuria ilgalaikius ryšius su apdirbamosiomis detalėmis užsiimančiais gamintojais, kurie gali palaikyti jūsų ilgalaikį pasisekimą.
Penkių žingsnių gamintojų vertinimo sistema
Palyginant apdirbimo detalių gamintojus, struktūruotas požiūris padeda išvengti brangiai kainuojančių nepastebėjimų. Šis rėmas buvo tobulinamas per daugybę sėkmingų – ir nesėkmingų – tiekėjų santykių. Sekite šiais žingsniais sistemingai, ir rasite partnerius, kurie užtikrina nuolatinę kokybę, o ne pateikia pateisinimus.
-
Patikrinkite sertifikatus ir atitikties standartus
Pradėkite nuo nenutarinamų dalykų. Pagal pramonės tiekimo ekspertai , tokie sertifikatai kaip ISO 9001, IATF 16949 ar AS9100D rodo struktūruotus procesus ir pakartotinai pasiekiamą kokybę. Paprašykite esamų sertifikatų – ne pasibaigusių galiojimo terminu – ir patikrinkite, ar jų taikymo sritis apima būtent tuos paslaugų tipus, kurių jums reikia. Gamintojas, sertifikuotas sukimo operacijoms, gali nebūti sertifikuotas sudėtingoms daugiakomponentėms frezavimo operacijoms. Prieš tęsdami toliau, pritaikykite sertifikatus prie savo pramonės reikalavimų. -
Įvertinkite įrangos galimybes ir techninę ekspertizą
Įvertinkite, ar tiekėjas naudoja pažangius CNC sukimo stakles, frezavimo stakles, šlifavimo stakles ir koordinačių matavimo mašinas (KMM). Jų techninė komanda turėtų parodyti gebėjimą dirbti su CAD/CAM įrankiais ir daugiaplokštuminiu apdirbimu. Užduokite konkrečius klausimus: kokias staklių markes jie naudoja? Koks jų didžiausias apdirbamojo gaminio gabaritinis matmuo? Ar jie gali apdoroti jūsų nurodytomis medžiagomis? Tiksliai apdirbtų detalių tiekėjai įsigyja įrangą, atitinkančią jų kokybės pareiškimus – pasenusi įranga prieštarauja tikslaus matavimo ribų pažadams. -
Peržvelgti kokybės kontrolės procesus
Šis žingsnis atskiria rimtus apdirbamosiomis detalėmis prekiuojančius gamintojus nuo įmonių, kurios tiesiog turi CNC įrangą. Paklauskite apie jų tikrinimo įrankius – kaiščių kalibrus, mikrometrus, koordinatinio matavimo mašinas (CMM) – ir paprašykite pateikti pavyzdinių tikrinimo ataskaitų. Supraskite, kaip jie taiko statistinį procesų valdymą (SPC). Ar jie stebi kritines matmenis visą gamybos ciklą ar tik patikrina baigtas dalis? Pagal gamybos kokybės specialistus tinkama kokybės kontrolės dokumentacija yra būtina reguliuojamose srityse, tokiose kaip aviacija ar automobilių pramonė. -
Įvertinkite ryšio reagavimo greitį
Išsiųskite techninius klausimus ir stebėkite atsakymų kokybę bei laiku. Patyrę tiekėjai parodo savo gebėjimą suprasti techninius brėžinius, pateikti gamybos patogumo projektavimo (DFM) pastabas ir pasiūlyti alternatyvius apdirbimo būdus. Operatyvi ir aiški komunikacija užtikrina, kad jūs neatsidurtumėte nežinioje, kai kiltų problemų. Tiekejas, kuris lėtai atsako dar kainos pasiūlymo etape, tikriausiai sukels jums nemažai nepatogumų gamybos metu. -
Paprašykite pateikti pavyzdines dalis
Prieš pradedant gaminti dideliais kiekiais, užsakykite pavyzdžių arba prototipų kiekius. Tai patvirtina faktinę gebėjimų lygį, o ne tik teigiamą gebėjimų lygį. Įvertinkite matmenų tikslumą, paviršiaus apdorojimą ir dokumentacijos kokybę. Pagal CNC tiekimo gaires pradėti nuo prototipo projekto yra greičiausias būdas patikrinti tiekėjo tikrąją kompetenciją, procesų discipliną ir kokybės suvokimą prieš perėjant prie visiškos gamybos.
Statistinė proceso kontrolė (SPC) ir koordinatinio matavimo mašinos (CMM) tikrinimas
Du kokybės kontrolės principai reikalauja išsamiau paaiškinti, nes jie esminiu būdu skiria pajėgius CNC apdirbimo detalių gamintojus nuo paprastų mechaninių dirbtuvių.
Statistinė procesų kontrolė (SPC) stebi gamybą tikruoju laiku, stebėdama matmenų tendencijas dar prieš tai, kai detalės išeina iš nustatytų ribų. Vietoj to, kad problemas aptiktų baigę visą partiją, statistinė proceso kontrolė (SPC) nustato, kai procesai pradeda keistis – leisdama atlikti korrekcijas dar prieš tai, kai pradėtų gaminami netinkami gaminiai. Didelės apimties tiksliai apdirbamos detalių tiekėjams SPC yra būtina, kad būtų užtikrinta vientisumas tūkstančiams identiškų komponentų.
Koordinatinio matavimo mašinos (CMM) tikrinimas užtikrina trimatę sudėtingų geometrijų patikrinimą. Šie sudėtingi prietaisai matuoja taškus ant detalių paviršių, palygindami faktinius matmenis su CAD modeliais mikronų tikslumu. Kai jūsų apdirbamos detalių tiekėjas nurodo labai siaurus nuokrypius, paklauskite, kaip jis patikrina atitiktį. Koordinatinio matavimo mašinos (CMM) patikrinimo ataskaitos pateikia dokumentuotus įrodymus, kad detalės atitinka nustatytus reikalavimus – tai ypač svarbu aviacijos, medicinos ir automobilių pramonės srityse, kur reikalaujama visiškos sekamosios informacijos.
Raudonosios vėliavos vertinant CNC tiekėjus
Tikslas ne tik tai, ką reikia ieškoti, bet ir įspėjamųjų požymių atpažinimas padeda išvengti partnerystės, kurios vėliau gailėsitės. Dėmesingai stebėkite šiuos nerimą keliančius požymius:
- Nepasiruošimas dalintis sertifikatais arba patikrinimo galimybėmis: Įstatymais leistų apdorotų detalių gamintojai didžiuojasi savo kvalifikacijomis ir mielai aptaria gamybos įmonės veiklą.
- Kainos pasiūlymai žymiai žemiau rinkos lygio: Neįtikėtinos kainos dažnai rodo, kad medžiagose, kokybės kontrolyje ar gamybos procesuose taikomos trumpųjų būdų priemonės, kurios vėliau pasireiškia kaip defektai.
- Neaiškūs atsakymai apie įrangą ar procesus: Patikimi tiekėjai tiksliai nurodo savo galimybes – naudojamų staklių modelius, tolerancijų ribas, patikrinimo įrangą.
- Nepateikiamas DFM (gamintojo draugiškumo projektavimui) atsiliepimas dėl sudėtingų konstrukcijų: Patyrę gamintojai nustato potencialias problemas ir siūlo pagerinimus. Tylėjimas dėl gamybos įmanomumo klausimų rodo nepatyrą ar abejingumą.
- Prastos dokumentavimo praktikos: Paprašykite pateikti pavyzdinius patikrinimo ataskaitų ir medžiagų sertifikatų egzempliorius. Tie tiekėjai, kurie negali pateikti tvarkingos dokumentacijos, tikėtina, neturi sistemingų kokybės užtikrinimo procesų.
- Nesutikimas pateikti nuorodų: Įsitvirtinę tikslausis apdorotų detalių tiekėjai išlaiko patenkintus klientus, kurie mielai dalijasi savo patirtimi.
Vidinės versus užsienio gamybos kompromisinės sąlygos
Jūsų apdirbtų detalių tiekėjo geografinė vieta labai paveikia projekto rezultatus. Šių kompromisų supratimas padeda jums priimti strateginius tiekimo sprendimus, kurie atitinka jūsų prioritetus.
Vietinis CNC apdirbimas daugelyje sričių siūlo įtikinamus privalumus. Pagal gamybos tiekimo tyrimus vietinė gamyba užtikrina artimą geografinį derinimą tarp projektavimo komandų ir gamybos įmonių. Pliusai apima trumpesnius pristatymo laikus, geresnį ryšį, lengvesnį bendradarbiavimą projektavimo pakeitimų metu bei didesnę kontrolę virš gamybos kokybės. Artumas leidžia realiuoju laiku šalinti gedimus ir greičiau įdiegti inžinerinius pakeitimus.
Atliekant tyrimą reikšmingai palankiau vertinti vietinius partnerius. Užsienio šalyse atliekamas apdirbimas reikalauja atsižvelgti į tarptautinį vežimą, muitinės formalumus ir galimus uostų delsas. Deloitte ataskaitoje nurodyta, kad daugiau kaip 40 % pasaulinių gamintojų nurodė užsienio tiekėjų tiekimo nestabilumą kaip vieną svarbiausių operacinės veiklos rizikos veiksnių. Vietiniai tiekėjai veikia saugių logistikos tinklų ribose, todėl sumažėja pristatymo laiko kintamumas ir stiprinama verslo tęstinumas.
Bendravimas sunkumai dauginasi bendradarbiaujant su užsienio tiekėjais. Laiko juostų skirtumai, kalbų barjeros ir verslo praktikos kultūrinės ypatybės gali sulėtinti techninių problemų sprendimą. Kai atsiranda projektavimo pakeitimai – o jie visada atsiranda – vietiniai partneriai įdiegia pakeitimus per kelias dienas, o ne savaites.
Intelektinės nuosavybės apsauga žymiai skiriasi priklausomai nuo teisinės sistemos. Užsienio gamyba reikalauja projektavimo failų perdavimo per tarptautines tinklus, dėl ko atsiranda pažeidžiamumo taškų. Pagal intelektinės nuosavybės apsaugos specialistus, duomenys gali būti perimti, kopijuoti ar naudojami be leidimo, ypač regionuose, kur intelektinės nuosavybės apsauga yra silpna. Vidinė gamyba užtikrina didesnę apsaugą nuo neleistinos kopijavimo, išsaugant konkurencinį pranašumą.
Kainų aspektai reikalauja subtilios analizės. Užsienio variantai gali pasiūlyti žemesnę kainą vienam gaminui, tačiau bendrosios pristatymo į šalį sąnaudos atskleidžia visą vaizdą. Įvertinkite vežimo išlaidas, muitinės rinkliavas, kokybės patikrinimo išlaidas, papildomą atsargų kiekį dėl ilgesnių pristatymo laikų bei galimas perdaromųjų darbų išlaidas. Pagal gamybos sąnaudų analitikus, šios paslėptos sąnaudos gali suvaldyti daugelį, jei ne visą, matomą naudą iš užsienio tiekimo.
Pasirinkimas tarp vietinės ir užsienio gamybos galiausiai priklauso nuo jūsų produkto specifinių poreikių, taikymo jautrumo ir reikiamo priežiūros lygio. Tikslumo reikalavimai, pristatymo terminų apribojimai, intelektinės nuosavybės apsauga ir atitikties standartai visi žaidžia lemtingą vaidmenį renkantis tinkamiausią požiūrį.
Turėdami aiškią gamintojų vertinimo sistemą, jūsų kitas žingsnis – parengti dokumentus, kurie leidžia gauti tikslų kainų pasiūlymą ir efektyviai vykdyti projektą – dažnai nepastebima profesionalių paklausų dėl kainų (RFQ) paruošimo menas.
Paruoškite savo kainos pasiūlymo užklausą kaip profesionalas
Jūs jau nustatėte perspėjamuosius gamintojus ir suprantate, kas skiria kompetentingus tiekėjus nuo netikrų. Dabar ateina žingsnis, kurį daugelis pirkėjų praleidžia – ir vėliau už tai moka delsėmis, pakartotiniais kainų pasiūlymais bei erzinančiu grįžtamuosiu ryšiu. Jūsų kainos pasiūlymo užklausa (RFQ) yra iš esmės jūsų pirmasis įspūdis ir ji tiesiogiai nulemia, kaip greitai ir tiksliai gamintojai galės atsakyti.
Štai vidinė paslaptis: visiškai užpildyta RFQ paraiška gali suteikti DFM atsiliepimą tą pačią dieną ir patikimus kainų pasiūlymus. Trūksta informacijos? Tada tikėkitės terminų nukrypimų, per didelių kainų pasiūlymų, skirtų padengti nežinomuosius veiksnius, ir rizikos technologinio proceso planavime. Pagal tikslumo gamybos specialistai , nepilnos RFQ paraiškos sukelia brangius atgalinius ryšius, kurie uždelša projektus dar prieš jų pradėjimą.
Kaip parengti RFQ paraišką greitesniems ir tiksliesiems kainų pasiūlymams
Įsivaizduokite savo RFQ paketą kaip išsamią instrukcinę dokumentaciją. Kuo išsamiau jį pateiksite, tuo tikslingesnis bus atsakymas. Kai nestandartinių detalių gamybai reikia tikslaus techninio aprašymo, spėlionės įveda klaidas, kurios dauginasi visame gamybos procese.
Prieš susisiekdami su bet kuriuo gamintoju, surinkite šiuos būtinus elementus:
- CAD failai ir techniniai brėžiniai: Pateikite tiek 3D modelius (STEP arba IGES formatu), tiek 2D PDF failus. Pagal CNC apdirbimo ekspertus daugelis pirkėjų daro klaidą, įtraukdami tik STEP failą. PDF faile pateikiami esminiai nurodymai dėl leistinų nuokrypių, medžiagų, šiluminio apdorojimo, paviršiaus baigimo ir baigiamųjų apdorojimų reikalavimų, kurie leidžia tiksliai nustatyti kainas.
- Medžiagų specifikacijos: Nurodykite tikslų lyginamąjį ženklą – pavyzdžiui, „6061-T6“, o ne tik „aliuminį“. Pagal gamybos specialistų teigimą, be konkretaus ženklo nurodytas „nerūdijantis plienas“ sukelia labai skirtingus pjovimo duomenis ir sąnaudas, todėl tiekėjams tenka kainas padidinti dėl neapibrėžtumo.
- Tolerancijos reikalavimai: Pažymėkite kritines matmenis kartu su jų leistinomis nuokrypių ribomis. Ten, kur taikoma, įtraukite geometrinio matmenų ir tolerancijų (GD&T) specifikacijas. Pažymėkite rizikingus elementus, pvz., plonus sienas, gilias ertmes, ilgus įsukimus ar mažus spindulius, kuriems reikia ypatingo dėmesio.
- Kiekių poreikiai: Nurodykite, ar tai yra prototipas, mažos serijos ar masinės gamybos užsakymas. Įtraukite vieno užsakymo kiekius ir metinius naudojimo prognozavimus. Ši informacija lemia įrankių parinkimą, partijų kainas ir planavimą.
- Paviršiaus apdorojimo reikalavimai: Nurodykite paviršiaus šiurkštumo reikšmes (Ra 1,6, Ra 3,2 ir pan.) ir anulines apdorojimo rūšis – anodavimo tipą ir spalvą, cheminį plėvelės dengimą, pasyvinimą, smiltelėmis šluostymą arba elektropoliravimą. Nurodykite funkcines ir dekoratyvines paviršiaus zonas.
- Papildomos operacijos: Išvardykite reikiamus šiluminio apdorojimo, metalo dengimo, dangos dėjimo, surinkimo ar kitus po apdirbimo procesus. Įtraukite sriegių specifikacijas su sistemos, klasės ir gyliaus nurodymais (pvz., M6×1,0–6H, 12 mm gylio).
- Pristatymo terminas: Pateikite numatomas pristatymo datas arba leistinus laiko intervalus. Vengkite neaiškių terminų, tokių kaip „kaip galima greičiau“ – nurodykite tikslų datas arba laiko periodus, kurie leistų realistiškai suplanuoti gamybą.
- Biudžeto parametrai: Nors šios informacijos nebūtinai reikia pateikti iš karto, nurodant biudžeto ribas gamintojams lengviau pasiūlyti ekonomiškesnius variantus, kai jūsų techniniai reikalavimai leidžia tam lankstumą.
Informacija, kurią gamintojams reikia gauti iš jūsų
Be patikrinimo sąrašo, supratimas, kaip gamintojai iš tikrųjų naudoja jūsų pateiktą informaciją, padeda jums efektyviau ją parengti. Kai jūsų projektui reikalingi apdirbti detalių gamybos užklausos etape patenka į kvietimo į pasiūlymą skyrių, inžinieriai vienu metu vertina keletą veiksnių.
Versijų valdymas yra itin svarbus. Pagal RFQ parengimo specialistų nuomones, vienas demoralizuojančiausių rezultatų pasireiškia tada, kai gaminiai pristatomi pagal seną brėžinio versiją – dėl to jie tampa visiškai netinkami naudoti. Kiekvienas pakeitimas reikalauja naujos versijos numerio, o kiekvienoje užsakymo dokumentacijoje turite nurodyti ir patikrinti šią versiją su gamintojais.
Kontekstas pagreitina supratimą. Būtina pateikti surinkimo eskizus, paaiškinti detalės funkciją, nurodyti su ja sąveikaujančias dalis bei aiškiai nurodyti savo prioritetus, kai reikia rasti kompromisą tarp kainos ir pristatymo termino. Inžinieriai, turintys dešimtmečių patirtį, gali pastebėti konstrukcijos trūkumus ar gamybos rizikas, kurių jūs galbūt nepastebėtumėte – tačiau tai įmanoma tik tuo atveju, jei jie supranta jūsų taikymo sritį.
Tikrinimo reikalavimai veikia tiek laiko, tiek kainos aspektus. Nurodykite, ar reikia pirmosios pavyzdinės patikros (FAI), 100 % patikros arba AQL atrankos. Nurodykite reikiamus dokumentus: matmenų ataskaitas, koordinačių matavimo mašinos (CMM) duomenis, medžiagų sertifikatus, RoHS/REACH atitikties pažymėjimus ar PPAP rinkinius. Pagal kokybės specialistų nuomonę, FAI ir CMM patikros paprastai prideda 0,5–2 dienos, priklausomai detalės kiekiui ir sudėtingumui.
Dažniausiai pasitaikančios klaidos, kurios vėlina individualių CNC detalių projektus:
- Pateikiant tik 2D brėžinius be STEP failų – prieigos patvirtinimas ir įrankių kelio planavimas žymiai sulėtėja
- Nenurodant matavimo vienetų ar leistinų nuokrypių – priverčiant taikyti numatytąsias sąlygas, kurios gali neatitikti jūsų ketinimų
- Nurodant tik „anodavimą“, bet nespecifikuojant jo tipo ar spalvos – nežinomi išorės tiekėjų apdorojimo ciklai ir matmenų atstatymo reikalavimai
- Nenurodant sriegio sistemos, klasės ar įsukimo gylies informacijos – padidėja perdaromų darbų rizika
- Nenurodant kiekio – neįmanoma suplanuoti tvirtinimo įrenginių ar apskaičiuoti partijos nuolaidų
- Nerealistiškų leistinų nuokrypių nurodymas netikslinėse funkcijose – kainos padidinimas be funkcionalios naudos
Pag according to gamybos komunikacijos ekspertų, jūsų RFQ rinkinys turėtų apimti pakankamai detalių, kad bet kuris gamintojas, laikydamasis nurodytų specifikacijų, galėtų išgaminti produktą identiškai. Kaip aiškiai perduoti konstrukcinę idėją? Visiškai išsamia ir vienareikšmiška dokumentacija, kuri nieko nepalieka interpretacijai.
Kai jūsų RFQ rinkinys tinkamai suformuotas, supratimas, kas lemia kainas, padeda jums protingai analizuoti pasiūlymus ir nustatyti galimybes sąnaudoms optimizuoti – tai tema, kurios mes nagrinėsime toliau.
Kainodaros veiksniai ir numatoma pristatymo trukmė
Jūs pateikėte išsamią RFQ paraišką keliems gamintojams. Dabar pradėjo ateiti pasiūlymai – ir kainų skirtumai atrodo keistoki. Vienas tiekėjas siūlo 45 USD už detalę, o kitas – 120 USD už, atrodo, identiškas specifikacijas. Kas čia vyksta? Supratimas, kokios sąlygos veikia CNC apdirbimo sąnaudas, paverčia jus nebaugščiu pirkėju, o informuotu derybininku.
Štai ką dauguma pirkėjų niekada sužino: kainos nėra atsitiktinės. Kiekvienas doleris CNC pasiūlyme grįžta prie konkrečių kaštų veiksnių, kuriuos dažnai galite įtakoti protingais konstravimo sprendimais ir strateginėmis techninėmis specifikacijomis. Paaiškinsime, kas iš tikrųjų lemia jūsų projekto kaštus.
Kas iš tikrųjų lemia CNC apdirbimo sąnaudas
Kai gamintojai kainina jūsų apdirbamus detalių elementus, jie įvertina keletą tarpusavyje susijusių veiksnių. Pagal industrijos memstų analizė , medžiagos rūšis, konstrukcijos sudėtingumas, apdirbimo trukmė ir paviršiaus apdorojimo reikalavimai visi žymiai veikia galutinę kainą. Kiekvieno elemento supratimas padeda nustatyti, kur yra lankstumo galimybių – o kur kaštai yra neperkalbami.
| Išlaidų faktorius | Poveikio lygis | Kas tai veikia | Pirkėjo kontrolė |
|---|---|---|---|
| Medžiagos išlaidos | Vidutinė iki aukšta | Medžiagos rūšis, kokybės klasės specifikacija, atsargų prieinamumas, apdirbimo metu susidarančios šiukšlių dalis | Didelė – medžiagos pasirinkimas tiesiogiai veikia pradines kaštų sąnaudas |
| Dalies sudėtingumas | Aukšto | Detalių elementų skaičius, sudėtinga geometrija, daugiapaviršinio apdirbimo poreikis, specializuotų įrankių reikalavimai | Vidutinė – supaprastinus konstrukciją sumažėja programavimo ir apdirbimo laikas |
| Leistinų nuokrypių reikalavimai | Aukšto | Tikslumo specifikacijos, tikrinimo intensyvumas, lėtesni apdirbimo greičiai siekiant tikslaus toleravimo | Aukšta—tikslus toleravimą taikyti tik ten, kur tai būtina funkcionaliai |
| Paviršiaus apdaila | Vidmenis | Reikalaujamos šiurkštumo reikšmės, antriniai baigiamieji apdirbimo procesai, specializuoti apdorojimai | Vidutinė—skirti estetinius nuo funkcionalių paviršių |
| Užsakymo apimtis | Labai Aukštas | Parengiamojo darbo amortizavimas, įrankių investicijų pagrindimas, medžiagų didmeninės pirkimo nuolaidos | Aukšta—kiekio sprendimai labai paveikia vieneto kainą |
| Sekundinės operacijos | Vidutinė iki aukšta | Šiluminis apdorojimas, cinkavimas, dengimas, surinkimas, papildomas apdorojimas ir išorės tiekėjų koordinavimas | Vidutinė—operacijų sujungimas arba specifikacijų koregavimas |
| Pristatymo termino skubumas | Vidmenis | Skubos mokesčiai, skubus medžiagų įsigijimas, viršvalandinis darbas, grafiko sutrikdymas | Aukšta—ankstyvas planavimas pašalina papildomus mokesčius |
Materialinės išlaidos nustatykite kainodaros pagrindą. Pagal apdirbimo kaštų specialistus, medžiagos, tokios kaip aliuminis ir minkštas plienas, paprastai yra pigesnės, o nerūdijantis plienas, titanas ir egzotiškos lydiniai gali žymiai padidinti kaštus. Be to, apdirbamosios medžiagos savybės veikia įrankių pjovimo greitį per medžiagą – kietesniems metalams reikia lėtesnių padavimų ir jie sukelia didesnį įrankių nusidėvėjimą, todėl kyla netiesioginiai kaštai.
Dalies sudėtingumas apdirbimo trukmę, kuri sudaro vieną didžiausių kaštų komponentų. Sudėtingos geometrijos, tikslūs leistinieji nuokrypiai ir daugiapaviršių apdirbimas reikalauja ilgesnio programavimo ir apdirbimo laiko. Pagal CNC prototipų gamybos kaštų tyrimus, konstrukcijos sudėtingumas gali padidinti apdirbimo trukmę 30–50 %, tiesiogiai paveikdamas galutinę sąskaitą. Detales, kurioms reikia pašalinti 80 % ar daugiau pradinės medžiagos, taip pat kainuoja brangiau dėl ilgesnio apdirbimo laiko ir padidėjusio įrankių nusidėvėjimo.
Leistinų nuokrypių reikalavimai sukelia eksponentinius kaštų poveikius. Tikslaus gamybos analitikų duomenimis, tikslūs nuokrypiai ±0,001 colio gali padvigubinti kaštus lyginant su standartiniais nuokrypiais ±0,005 colio. Kiekvienas apdirbamos detalės elementas, reikalaujantis ultra tikslaus matmens, reikalauja lėtesnių apdirbimo greičių, specializuotų įrankių ir papildomos kontrolės – viskas tai prideda prie jūsų sąskaitos faktūros.
Tūriniai kainodaros ir prototipų ekonomikos principai
Galbūt nei vienas veiksnys neįtakoja vieneto kainos taip ryškiai kaip užsakymo kiekis. Šios sąsajos supratimas padeda priimti strateginius sprendimus dėl prototipų serijų arba gamybos kiekių.
Panagrinėkime šią situaciją, remiantis gamybos ekonomikos tyrimais: vieno prototipo kaina gali siekti 500 JAV dolerių, o užsakius 10 vienetų vieneto kaina sumažėja iki maždaug 300 JAV dolerių. Didelėse serijose (50+ vienetų) kaštai gali sumažėti net iki 60 %, sumažinant vieneto kainą iki maždaug 120 JAV dolerių – tuo pačiu išlaikant identišką kokybę ir technines specifikacijas.
Kodėl tokie ryškūs skirtumai? Ekonomika suskaidoma į pastaruosius ir kintamuosius kaštus:
- Fiksuotos išlaidos lieka pastovūs nepriklausomai nuo kiekio—programavimas, CAD/CAM paruošimas, tvirtinimo įtaisų kūrimas ir įrengimas. Šios vienkartinės išlaidos, dažnai svyruojančios nuo 200 iki 500 JAV dolerių, pasiskirsto visame užsakyme. Vienas gaminys padengia visą sumą; penkiasdešimt gaminių kiekvienas padengia tik dalį.
- Kintamos išlaidos keičiasi proporcingai kiekiui—medžiaga, apdirbimo laikas vienam gaminiui ir patikrinimas. Šios išlaidos naudojasi efektyvumo pranašumu, kai operatoriai optimizuoja procesus ilgesniuose gamybos cikluose.
- Medžiagų nuolaidos pradeda taikyti didesniems kiekiams. Pag according to medžiagų tiekimo specialistų, masinės pirkimo operacijos paprastai leidžia gauti nuolaidas nuo 10 iki 25 %, dar labiau sumažinant vieno gaminio sąnaudas.
Praktinis taikymas: Jei kuriate naujus CNC apdirbamus komponentus ir jums reikia prototipų bandymams, apsvarstykite užsakymą 3–5 vienetų vietoj vieno pavyzdžio. Taip gausite atsarginius egzempliorius sunaikinamiesiems bandymams ir žymiai sumažinsite vieno vieneto investiciją. Papildomų prototipų ribinės sąnaudos yra žymiai mažesnės nei vėlesnio atskirų vienetų užsakymo sąnaudos.
Gamintojui pritaikytas projektavimas – sąnaudų mažinimas
Čia informuoti pirkėjai įgyja reikšmingų privalumų. Efektyviam gamybos mašinų detalių gamybai reikia konstrukcijų, optimizuotų CNC procesams – net nedidelės konstrukcinės pakeitimų galima pasiekti didelių taupymo rezultatų, neprarandant funkcionalumo.
Pagal DFM specialistų nuomones, keletas konstravimo principų tiesiogiai sumažina gamybos kaštus:
Vengti gilių skylių ir įdubimų. Šios savybės sukelia paviršiaus apdorojimo ir tikslumo problemas, dėl kurių gali nutrūkti įrankiai. Dažnai šiems elementams tinkamai apdirbti reikia kelių pjovimo eigų, todėl padidėja apdirbimo laikas ir, atitinkamai, jūsų detalės kaina.
Minimizuoti aštrius vidinius kampus. CNC frezavimo įrankiai yra apvalūs, todėl vidiniuose kampuose lieka išlenktos kraštinės. Aštrūs vidiniai kampai reikalauja specializuotų įrankių arba papildomų operacijų, pvz., elektroerosinio apdirbimo (EDM), kurios žymiai padidina kaštus. Vietoj to rekomenduojama naudoti vidinius apvalinimus, atitinkančius standartinių įrankių skersmenis.
Palaikyti tinkamą sienelės storį. Plonos sienelės yra linkusios virpėti apdirbant, dėl ko sumažėja pasiekiamoji tikslumas ir gali atsirasti brokuota produkcija. Laikymasis minimalių sienelių storio rekomendacijų užtikrina konstrukcinį vientisumą ir gamybos įmanomumą.
Išoriniuose kraštuose vietoj suapvalintų kampų (fillet’ų) pasirinkite nuopjautus kampus (chamfer’us). Išoriniai fillet’ai paprastai reikalauja daugiau mašininio apdirbimo laiko ir specialių įrankių. Chamfer’ai atlieka panašias funkcines užduotis – šlifuojamos kraštų nulaužimas, saugos užtikrinimas, estetinė išvaizda – žymiai mažesne kaina.
Nurodykite tik būtinus tikslumo reikalavimus. Pagal apdirbimo optimizavimo ekspertai , jei jūsų detalėms tikslumas nėra absoliučiai būtinas, visur, kur įmanoma, laikymasis bendrųjų tikslumo reikalavimų, pvz., ISO 2768 standarto, padeda išvengti neįprastai didelių sąnaudų.
Pradėtos gamybos laikas ir realistiškos lūkesčių vertinimas
Be kainos, pradėtos gamybos laikas dažnai netikėtai nustebina pirkėjus, nepažįstančius gamybos realijų. Kelios faktoriai lemia, kaip greitai jūsų apdirbtos detalės pereina nuo užsakymo iki siuntimo.
Prieinamumas staklėms tiesiogiai veikia planavimą. Populiarios įrangos – penkių ašių mašinos, didelio darbo lauko frezavimo staklės – eilės laukimo laikas gali trukti savaites. Paprastesniems detalių gamybos užsakymams, vykdomiems ant trijų ašių įrangos, dažnai skiriama trumpesnė laukimo eilė.
Medžiagų tiekimai gali žymiai pratęsti terminus. Dažniausiai naudojamos medžiagos, pvz., aliuminio lydinys 6061 arba nerūdijančiojo plieno 304 rūšis, paprastai yra atsargose vietos lygiu. Eksotiški lydiniai, specialios šiluminės apdorojimo sąlygos arba sertifikuoti aviacijos pramonės lydiniai gali reikalauti gamyklinių užsakymų, kurių pristatymo laikas siekia 4–8 savaites.
Apdorojimo reikalavimai prideda apdorojimo dienų. Pagal paviršiaus apdorojimo specialistų duomenis, „kaip išfrezuota“ būklė papildomo laiko neprideda, o paprasti apdorojimai, pvz., smiltelėmis šluostymas, prideda 1–2 dienas. Aukštos kokybės apdorojimai, pvz., anodavimas, padidina pristatymo laiką 3–5 dienomis, o specializuoti dengimai gali reikalauti išorės tiekėjų koordinavimo ir pridėti dar vieną ar daugiau savaičių.
Skubūs užsakymai yra įmanomi, bet brangūs. Greitinimas reikalauja, kad gamintojai perorganizuotų grafikus, greičiau įsigytų medžiagas ir galbūt dirbtų viršvalandžius – viskas už papildomą mokestį. Pagal pramonės kainų specialistų duomenis, trumpos pristatymo sąlygos padidina sąnaudas dėl viršvalandžių apdirbimo, greitintos medžiagų užsakymo ir pirmenybės suteikimo – dažnai 25–50 % brangiau nei standartinėse sąlygose.
Kokia yra naudingiausia strategija? Planuoti iš anksto. Detalių gamybos terminai tampa numatomi, kai pateikiate tikslų grafiką, vengiate paskutinės minutės pakeitimų ir įtraukiate rezervinį laiką netikėtiems įvykiams. Gamintojai skiria geriausias kainas ir pirmenybę tiems klientams, kurie elgiasi numatoma tvarka, todėl tikrosios krizės atveju gauna prioritetinę paramą.
Supratę kainodaros veiksnius, kitas svarstomas klausimas – pramonės šakų specifiniai reikalavimai: specializuoti standartai ir sertifikatai, kurie nustato automobilių, aviacijos ir medicinos pramonės gamybą.

Pramonės šakų specifiniai reikalavimai automobilių, aviacijos ir medicinos pramonei
Jūs jau išmokote kainodaros veiksnių ir pristatymo laiko lūkesčių. Tačiau tai, kas atskiria sėkmingus pirkėjus nuo tų, kurie susiduria su brangiais netikėtumais, yra supratimas, kad skirtingos pramonės šakos reikalauja visiškai skirtingų gamybos požiūrių. Mašinų detalių gamintojas, aptarnaujantis automobilių tiekimo grandines, veikia visiškai kitomis sąlygomis nei gamintojas, gaminantis aviacijos komponentus ar medicinos prietaisus.
Tai nėra subtilūs skirtumai – tai skirtingos ekosistemos, kurioms būdingi unikalūs sertifikavimo reikalavimai, dokumentų parengimo reikalavimai ir kokybės kontrolės protokolai. Įmonės, gaminančios specialiuosius metalo komponentus reguliuojamose srityse, dideliais pajėgumais investuoja į specializuotas galimybes, kurių paprastosios mašinų dirbtuvės tiesiog neturi. Pažvelkime, ko kiekviena pagrindinė sektorius reikalauja iš savo gamybos partnerių.
Automobilių sektoriaus gamybos reikalavimai
Automobilių pramonė yra viena reikalavimų keliančiausių aplinkų CNC apdirbtiems detalių gamybai. Tūkstančių ar milijonų identiškų komponentų gamybos apimtys yra įprasta, o visos detalės turi būti absoliučiai vienodos. Viena defektinė detalė gali sukelti atšaukimus, kurie paveikia šimtus tūkstančių automobilių – tai neša milžiniškas finansines ir reputacines pasekmes.
Pagal pramonės sertifikavimo specialistus, IATF 16949 yra pasaulinis automobilių pramonės kokybės valdymo standartas, kuris sujungia ISO 9001 principus su sektoriui būdingais reikalavimais nuolatiniam tobulėjimui, defektų prevencijai ir griežtam tiekėjų priežiūros užtikrinimui. Šis sertifikatas nėra pasirinktinis rimtiems automobilių pramonės tiekėjams – jis yra būtinas sąlyga dirbant su didžiaisiais OEM gamintojais.
Pagrindiniai reikalavimai automobilių CNC apdirbtiems detaliams:
- IATF 16949 sertifikavimas: Rodo sistemingą kokybės valdymą, atitinkantį automobilių pramonės lūkesčius, įskaitant gamybos detalių patvirtinimo procesus (PPAP)
- Statistinė proceso kontrolė (SPC): Realaus laiko stebėjimas kritinių matmenų visą gamybos ciklą, kad būtų galima aptikti nuokrypius dar prieš juos virstant defektais
- Didelio kiekio vientisumas: Galimybė gaminti tūkstančius identiškų tiksliai apdirbtų gaminių su minimaliu nuokrypiu tarp pirmojo ir paskutinio gaminio
- Defektų Prevencijos Fokusas: Proaktyvios kokybės valdymo sistemos vietoj reaktyvaus tikrinimo – problemų aptikimas dar prieš joms atsirandant
- Visiška sekama Medžiagų sertifikatai, procesų įrašai ir tikrinimo dokumentacija, susiejantį kiekvieną komponentą su jo gamybos istorija
- Greita mastelio keitimo galimybė: Galimybė perėti nuo prototipų kiekių prie pilnos gamybos apimties be kokybės sumažėjimo
Automobilių komponentų pirkėjams sertifikuotų gamintojų partnerystė lemia skirtumą tarp sklandžios gamybos ir brangiai kainuojančių sutrikimų. Shaoyi Metal Technology pavyzdžiui, ji turi IATF 16949 sertifikatą ir taiko griežtus SPC procesus – tai leidžia jai tiekti aukštos tikslumo klasės komponentus sudėtingoms važiuoklių surinktuvėms ir specialiai suprojektuotiems metaliniams įdėklams, be jokių problemų mastuojant nuo greito prototipavimo iki masinės gamybos. Jų pristatymo laikai gali būti tokie trumpi kaip viena darbo diena skubiais atvejais, kas rodo, kad jie atitinka automobilių tiekimo grandinės reikalavimus dėl operatyvumo.
Aerospace sektoriaus gamybos reikalavimai
Kai komponentai skrenda 35 000 pėdų aukštyje veždami šimtus keleivių, nesėkmė yra neįmanoma. Aerospace gamyba reikalauja griežčiausių kokybės standartų iš visų pramonės šakų. Pagal aerospace sertifikavimo ekspertų vertinimą, AS9100 paremtas ISO 9001 pagrindu, tačiau įtraukia papildomus, specifiškus aerospace sektoriui reikalavimus, kurie akcentuoja rizikos valdymą, griežtą dokumentavimą bei produkto vientisumo kontrolę visoje sudėtingoje tiekimo grandinėje.
Kas daro aerospace gamybą skirtinga nuo kitų tiksliai apdirbamų komponentų gamybos?
- AS9100D sertifikavimas: Aerospace specifinė kokybės valdymo standartinė sistema, kurioje ISO 9001 papildoma papildomais valdymo mechanizmais konfigūracijos valdymui, netikrų detalių prevencijai ir saugos reikalavimams
- Nadcap akreditacija: Pagal specialių procesų specialistų nuomonę, NADCAP orientuota į specialių procesų akreditavimą, kurie yra kritiškai svarbūs aerokosmoso ir gynybos pramonės gamyboje, įskaitant šiluminį apdorojimą, cheminį apdorojimą ir neardomąją kontrolę
- Visiška medžiagų sekama Pagal AS9100 įdiegimo ekspertai , sekamosios informacijos reikalavimai apima identifikavimą visą produkto gyvavimo ciklą, žinojimą apie visus iš vienos medžiagos partijos pagamintus produktus bei galimybę atkurti produkto seka pateiktą įrašą per visus gamybos, surinkimo, bandymų ir patikrinimų etapus
- Konfigūracijos valdymas: Tikslus žinojimas apie tai, kokios detalės, procesai, medžiagos ir versijos buvo naudotos kiekviename produkte, kad būtų galima palyginti su projektuojama konfigūracija
- Priėmimo laikmenų valdymas: Žymėjimai, slaptažodžiai arba elektroniniai parašai, nurodantys, kas atliko užduotis arba patvirtino matavimus, turi būti kontroliuojami, kad būtų užtikrintas tinkamas įgaliotumas
- Kokybės planavimas, grindžiamas rizikos įvertinimu: Sistemingas galimų gedimo režimų nustatymas ir pašalinimas prieš pradedant gamybą
Netinkamos aviacijos prasekamumo pasekmės yra labai rimtos. Pagal prasekamumo specialistus, jei konkrečia dalis yra rasta defektinė ir sukelia lėktuvo incidentą, gamintojai privalo nustatyti, kurios kitų lėktuvų dalys gali būti paveiktos – iki pat kiekvienos atskiros detalės naudotų žaliavų. Be tinkamo prasekamumo įmonės gali būti priverstos keisti visas abejotinas prekes tiesiog todėl, kad nežino tiksliai, kurios vienetai yra įtartinų.
Bet kuris CNC apdirbamos detalių gamintojas, aptarnaujantis aviacijos pramonę, privalo įrodyti šiuos gebėjimus dokumentuotais procesais ir nepriklausomų šalies auditais. Jei jūsų taikymas susijęs su skrydžiui kritinėmis komponentėmis, prieš pradėdami bet kokius tiekėjo ryšius, patikrinkite, ar tiekėjas turi AS9100D sertifikatą.
Medicinos prietaisų gamybos reikalavimai
Medicinos prietaisai tiesiogiai veikia paciento saugą – todėl šios srities reikalavimai yra ypatingai griežti. Pag according to medicinos sertifikavimo ekspertų, ISO 13485 yra šios srities apibrėžtasis kokybės valdymo standartas, nustatantis griežtus reikalavimus projektavimui, gamybai, sekamumui ir rizikos mažinimui.
Svarbiausi reikalavimai medicinos tiksliai apdirbtiems gaminiams:
- ISO 13485 sertifikavimas: Specializuota kokybės valdymo sistema medicinos prietaisų gamybai, užtikrinanti reglamentinį atitikimą ir paciento saugą
- FDA 21 CFR 820 dalies atitiktis: Kokybės sistemos reglamentas, reguliuojantis produktų projektavimą, gamybą ir sekimą JAV parduodamiems prietaisams
- Išsamus rizikos valdymas: Sisteminis rizikos, galinčios paveikti prietaiso saugą ar veiksmingumą, nustatymas ir mažinimas
- Visiškas produkto sekamumas: Galimybė sekti kiekvieną komponentą per visą jo gamybos istoriją atšaukimo valdymui
- Veiksminga skundų tvarkymo sistema: Dokumentuoti procesai, skirti kokybės problemų tyrimui ir sprendimui
- Švariosios patalpos galimybės: Neužterštos gamybos aplinkos jautriems komponentams
Švariosios patalpos reikalavimai reikalauja ypatingo dėmesio. Pagal švariosios patalpos gamybos specialistus, aukštai reguliuojamose pramonės šakose naudojami komponentai turi būti tiksliai surinkti nešvarumų neturinčioje aplinkoje, kad būtų laikomasi tinkamų standartų. Patyrusių technikų teikiamos medicinos prietaisų surinkimo ir komplektavimo paslaugos užtikrina, kad specialiai apdirbti detalės atitiktų griežtus kokybės reikalavimus.
Specializuotos aplinkos kritinėms pramonės šakoms
Tikrinant pačias sertifikacijas, kai kurios programinės įrangos ar taikymo sritys reikalauja gamybos aplinkų, kurių dauguma mašinų dirbtuvių tiesiog negali pasiūlyti. Švariosios patalpos yra svarbiausia specializuota galimybė puslaidininkių ir medicinos pramonės taikymui.
Pagal tikslaus komponentų specialistus, ISO 7 klasės švariosios patalpos atitinka JAV maisto ir vaistų administracijos (FDA) kokybės sistemos reglamentus bei ISO 13485:2016 sertifikavimo reikalavimus. Šios kontroliuojamos aplinkos palaiko įvairius surinkimo ir baigiamųjų apdorojimo metodus, įskaitant:
- Pirminės kilmės pirminės medžiagos pašalinimui skirta ultragarsinė valymo procedūra
- Tirpiklių ir klijavimo sujungimai dalelių neturinčiomis sąlygomis
- Ultragarso ir lazerio suvirinimas su tikslia valdymo sistema
- Lazerinis gręžimas, pjovimas ir ženklinimas medicininės sekamosios sistemos tikslais
- Išbandymai ir patvirtinimas, įskaitant sprogimo, slėgio nuosėdos ir tempimo bandymus
Medicininiai prietaisai ir įranga reikalauja tikslumo nuo projektavimo iki gamybos ir kokybės kontroliuojamos surinkimo. Pagal medicinos pramonės ekspertų nuomones, procesai turi būti orientuoti į griežtą kokybės kontrolę, nes apdirbimo, surinkimo ar pristatymo klaidos gali turėti kritinės įtakos galutiniams vartotojams.
Aerospace komponentai taip pat naudojasi kontroliuojamomis aplinkomis. Dažnai naudojami aukšto greičio ir didelės apkrovos sąlygomis, šie komponentai priklauso nuo tikslaus gamybos ir surinkimo, kur mažiausias defektas gali turėti katastrofiškus padėjimus. Termoparų, palydovų komponentų ir deguonies gamybos įrangos galimybės reikalauja specializuoto aptarnavimo, kuris išeina už įprastų mechaninės apdirbimo dirbtuvių ribų.
Gynybos sektoriaus aspektai
Gynybos paskirties CNC apdirbimas įtraukia papildomas reguliavimo lygius. Pagal gynybos atitikties specialistus, gynybos gamyba reglamentuojama Tarptautinės ginklų prekybos taisyklių (ITAR), kurios griežtai kontroliuoja jautrių techninių duomenų ir komponentų tvarkymą. Atitiktis reikalauja registracijos JAV Valstybės departamente ir informacinės saugos protokolų.
Ginties rangovams paprastai reikia ISO 9001 arba AS9100 sertifikatų kartu su ITAR registracija, kad būtų įrodyta tiek kokybės užtikrinimo, tiek nacionalinės saugos atitiktis. Šie sujungti reikalavimai padeda užtikrinti vyriausybės klientams gamybos objekto technines galimybes ir gebėjimą apsaugoti slaptą informaciją.
Pirkdami CNC apdirbtų detalių reguliuojamose srityse, sertifikatų patvirtinimas nėra pasirinktinis – jis yra būtinas. Paprašykite esamų sertifikatų, patikrinkite, ar jų taikymo sritis apima jūsų konkrečius reikalavimus, ir įsitikinkite, kad tiekėjas turi patirties su jūsų pramonės šakos ypatingais dokumentais ir sekamosios informacijos reikalavimais.
Šių pramonės šakų specifinių reikalavimų supratimas leidžia jums užduoti tinkamus klausimus ir nustatyti gamintojus, kurie tikrai geba patenkinti jūsų poreikius. Galutinis galvosūkio elementas – ilgalaikių tiekėjų santykių statymas, kuris laikui bėgant užtikrina nuolatinius rezultatus – ir dažnai pasitaikančių klaidų išvengimas, kurios suardo gamybos partnerystes.
Klaidų išvengimas ir stiprių gamintojų santykių kūrimas
Jūs jau atrinkote medžiagas, supratote kainodaros veiksnius ir nustatėte pramonės specifinius reikalavimus. Dabar ateina įžvalga, kuri atskiria pirkėjus, kurie klesti, nuo tų, kurie nuolat ieško naujų tiekėjų: ilgalaikių partnerystės santykių su CNC apdirbimo detalių gamintojais kūrimas reikalauja daugiau nei tik kompetentingų gamybos įmonių paieškos. Tai reikalauja bendradarbiavimo klaidų, kurios sugenda santykius dar prieš jų suaugimą, išvengimo – taip pat bendradarbiavimo praktikų įdiegimo, kurios pakeičia paprastą prekiavimą strateginėmis partnerystėmis.
Štai ką supranta patyrę tiekimo specialistai: tikroji tiekėjų keitimo kaina daug viršija akivaizdžius taupymus, kurie atsiranda stengiantis gauti žemesnius pasiūlymus. Pagal gamybos partnerystės specialistų teigimą, ilgalaikės santykių su tiekėjais sąsajos leidžia abiems šalims susiderinti dėl bendrų tikslų, sukurti gilų abipusį supratimą, sumažinti brangius nesupratimus ir bendradarbiauti iniciatyviai sprendžiant sudėtingus inžinerinius iššūkius. Pažvelkime, kaip sukurti šiuos vertingus santykius – pradedant nuo klaidų, kurių būtina vengti.
Dažniausiai pasitaikančios klaidos, kurios sukelia gamybos projektų nesėkmę
Net patyrę pirkėjai įstrigsta spąstuose, kurie pakenkia tiekėjų santykiams ir padidina projekto išlaidas. Šių spąstų atpažinimas dar prieš jų įvykimą sutaupo jums brangios patirties įgyjimą sunkiu būdu.
- Neaiškūs techniniai reikalavimai: Nepateikiant pilnų brėžinių, praleidžiant tikslumo reikalavimus ar pateikiant neapibrėžtus medžiagų reikalavimus, gamintojams tenka daryti prielaidas. Pagal CNC apdirbimo specialistai palikdami savo projektą paprastą ir technines specifikacijas aiškias, išvengiama papildomo apdirbimo laiko ir nereikalingo apdirbimo, kuris padidina sąnaudas be pridėtinės vertės. Neaiškumai sukelia klaidas – ir ginčus dėl to, kas už juos atsako.
- Nerealūs terminai: Reikalavimas greito pristatymo be gamybos realijų supratimo įtemptina santykius ir padidina sąnaudas. Tinkintiems mašininio apdirbimo detaliams reikia programuoti, paruošti įrangą, apdirbti ir patikrinti – šie procesai negali būti savivališkai sutrumpinti be kokybės pasekmių.
- Prasta komunikacija: Užsakymus padėję ir dingo, o vėliau staiga pasirodę su skubiais pakeitimais sukelia chaosą. Stipriems partnerystės santykiams reikia nuolatinio bendradarbiavimo, greitų atsakymų į klausimus ir iniciatyva pranešti apie keičiamus reikalavimus.
- Nepaisant DFM atsiliepimų: Kai patyrę gamintojai siūlo konstrukcijos pakeitimus gamybos patogumui, jų nuomonės nepaisymas reiškia vertingos ekspertinės žinios praradimą. Pagal konstrukcijos optimizavimo ekspertus tokios savybės kaip maži vidiniai kampai, aukšti ir ploni sienos ar iškilęs tekstas žymiai padidina gamybos sąnaudas ir apdirbimo laiką. Gamintojai, teikiantys DFM (gamintojo draugiškos konstrukcijos) patarimus, stengiasi sutaupyti jums pinigų – klausykite jų.
- Dažnas tiekėjų keitimas: Nuolatinis žemiausios kainos ieškojimas neleidžia jokiam tiekėjui išmokti jūsų pageidavimų, kokybės standartų ir bendravimo modelių. Kiekvienas naujas ryšys reikalauja atkurti institucinę žinias, kuriomis jau pasinaudoja patyrę partneriai.
Šios klaidos turi bendrą bruožą: jos traktuoja gamybą kaip prekinę operaciją, o ne kaip bendradarbiavimo santykius. CNC mašinų komponentams reikia tikslumo, ekspertinės žinios ir dėmesio į smulkmenas – šios savybės klesti stabiliose partnerystėse ir nyksta priešiškos pirkimo praktikos sąlygomis.
Patikimo tiekėjo partnerystės sukūrimas
Perkelti tiekėjų santykius iš operacinio lygio į strateginį reikalauja sąmoningos abiejų šalių pastangos. Štai kaip sėkmingi pirkėjai kuria partnerystes, kurios kasmet užtikrina nuoseklius rezultatus.
Įdiegti reguliarią ryšio ritmą. Pagal partnerystės plėtojimo ekspertus, abiejose pusėse paskirti specialius kontaktinius asmenis supaprastina koordinavimą. Numatykite fiksuotus laikus projektų atnaujinimams, konstrukcijų peržiūroms ir vykstančių darbų demonstracijoms. Naudokite debesijos pagrindu veikiančias bendradarbiavimo platformas, kad failus ir duomenis būtų galima nedelsiant bendrinti.
Sukurti prasmingus grįžtamųjų ryšių ciklus. Nelaukite, kol iškils problemos – aktyviai dalinkitės stebėjimais apie veiklos rezultatus. Kai pasirinktinės gamybos detalės viršija lūkesčius, tai paminėkite. Kai kyla klausimų, juos sprendykite konstruktyviai, o ne kaltindamai. Pagal tiekėjų santykių specialistus, aplinka, kurioje iššūkiai pranešami nedelsiant ir sprendžiami konstruktyviai, sukuria pasitikėjimą, kuris laikui bėgant stiprėja.
Pateikite tikslų apimčių prognozavimą. Gamintojai planuoja gamybos pajėgumus, tvarkaraščiuoja įrangą ir sandėliuoja medžiagas remdamiesi klientų prognozėmis. Realistiškų metinių naudojimo įvertinimų, net apytikslių diapazonų, dalijimasis padeda jūsų CNC komponentų tiekėjui pasiruošti jūsų poreikiams. Staigūs paklausos šuoliai tampa valdomi, kai partneriai juos numato kartu.
Įtraukite tiekėjus į ankstyvąją kūrimo stadiją. Pagal bendradarbiavimo gamybos ekspertų nuomones, įtraukiant jūsų CNC apdirbimo partnerį į projektavimo ir maketo etapus panaudojamos jų gamybos žinios. Ankstyvas tiekėjų įtraukimas leidžia nustatyti galimus gamybos sunkumus ir sumažinti brangius pakartotinius projektavimus – taip jūsų tiekėjas tampa ne tik gamybos įmone, bet ir projektavimo ištekliu.
Bendraukite nuolatinio tobulėjimo siekdami. Numatykite periodines verslo apžvalgas, kad įvertintumėte kokybės rodiklius, pristatymo našumą ir kaštų tikslus. Pagal partnerystės tvarumo specialistų nuomonę, šios sesijos padeda nustatyti tobulinimo galimybes, prisitaikyti prie naujų rinkos sąlygų ir tiksliau suderinti būsimus gamybos planus.
Partnerių atranka ilgalaikiui augimui
Augančioms įmonėms tiekėjų atrankos kriterijai turėtų išeiti už dabartinių poreikių ribų ir apimti būsimas galimybes. Idealus gamybos partneris auga kartu su jūsų įmone – šiandien gali tvarkyti prototipų kiekius, o rytoj – masinės gamybos apimtis, neprarasdama kokybės ar nepakenkdama partnerystės santykiams.
Atkreipkite dėmesį į gamintojus, kurie pateikia:
- Trumpi pristatymo laikai skubiais atvejais: Partneriai, kurie geba pristatyti apdirbtus gaminius jau po vienos darbo dienos skubiais atvejais, suteikia neįkainojamą lankstumą, kai kyla netikėtos galimybės ar iššūkiai.
- Mastelio plėtimosi galimybė gamyboje: Įrenginiai, kurie be trukdžių perėja nuo prototipavimo prie masinės gamybos, pašalina sutrikdymus, susijusius su naujų tiekėjų paieška didėjant gamybos apimtims
- Visapusiškos specializuotos apdirbimo paslaugos: Partneriai, siūlantys visą paslaugų spektrą – nuo sudėtingų surinkimų iki specializuotų detalių – supaprastina jūsų tiekimo grandinę ir sumažina koordinavimo naštą
- Sertifikuotos kokybės sistemos: IATF 16949 sertifikavimas ir statistinio proceso valdymo (SPC) įdiegimas užtikrina nuoseklumą augančioms gamybos apimtims
Šios galimybės ypač svarbios automobilių pramonės taikymuose, kur tiekimo grandinės patikimumas tiesiogiai veikia gamybos grafikus. Shaoyi Metal Technology šis požiūris į partnerystę yra puikus pavyzdys – jų IATF 16949 sertifikuotas įrenginys tvarko viską: nuo sudėtingų kėbulo surinkimų iki specializuotų metalinių įvorės, o skubiosiomis sąlygomis pristatymo laikas gali būti trumpiausiai viena darbo diena. Ši visapusiškų galimybių ir reaktyvaus aptarnavimo kombinacija sukuria pagrindą tiekėjų santykiams, kurie stiprėja kartu su jūsų verslo augimu.
Geriausios tiekėjų sąsajos jaučiamos kaip jūsų pačių komandos pratęsimas — partneriai, kurie supranta jūsų prioritetus, numato jūsų poreikius ir investuoja į jūsų sėkmę, nes jų sėkmė priklauso nuo jūsų.
Šių santykių kūrimas reikalauja kantrybės, nuoseklumo ir abipusiško pagarbos. Trumpalaikės taupymo naudos, keičiant tiekėjus, yra menkos lyginant su ilgalaikėmis vertėmis, kurias suteikia partneriai, kurie išsamiai žino jūsų technines specifikacijas, aptinka potencialius trūkumus dar prieš jiems virstant problemomis ir skiria pirmenybę jūsų užsakymams, nes vertina jūsų partnerystę. Investuokite į santykius su kompetentingais CNC mašinų detalių gamintojais, ir pamatysite, kad tikroji vidinė paslaptis nėra išradinga derybų strategija — tai pasitikėjimo vertė, kuri laikui bėgant vis labiau auga.
Dažniausiai užduodami klausimai apie CNC mašinų detalių gamintojus
1. Kokios yra 7 pagrindinės CNC mašinos dalys?
Septyni pagrindiniai komponentai apima mašinos valdymo bloką (MCU), kuris veikia kaip smegenys, įvesties įrenginius programų įkėlimui, variklio sistemą judėjimo valdymui, įrankių mašinas pjovimo operacijoms, atgalinio ryšio sistemas tikslumo stebėjimui, pagrindą ir stalą detalių tvirtinimui bei aušinimo sistemas šilumos valdymui apdirbant.
2. Kiek kainuoja pasirinktinės CNC detalės?
Tinkintų CNC detalių kainos labai skiriasi priklausomai nuo sudėtingumo, medžiagų, tikslumo reikalavimų ir gamybos apimties. Paprastos detalės mažomis serijomis paprastai kainuoja nuo 10 iki 50 JAV dolerių už vienetą, o tiksliai suprojektuotos komponentės mažomis partijomis gali kainuoti daugiau nei 160 JAV dolerių už vienetą. Pagrindiniai kainos veiksniai yra medžiagų pasirinkimas, detalės sudėtingumas, tikslumo reikalavimai, paviršiaus apdorojimo specifikacijos ir užsakymo kiekis. Didesnės gamybos apimtys žymiai sumažina vieneto kainą, nes paruošimo išlaidos paskirstomos tarp didesnio detalių skaičiaus.
3. Kuri įmonė geriausia CNC staklėms?
Geriausias CNC mašinų detalių gamintojas priklauso nuo jūsų konkrečių pramonės reikalavimų ir taikymo poreikių. Automobilių pramonei, kurioje reikalinga IATF 16949 sertifikacija ir didelio tūrio gamybos nuoseklumas, gamintojai, tokie kaip Shaoyi Metal Technology, siūlo sertifikuotus kokybės valdymo sistemas su statistinio proceso valdymo (SPC) procesais ir pristatymo laiką, kuris gali būti trumpiausiai viena darbo diena. Oro ir kosmoso pramonei reikalingi AS9100D sertifikuoti tiekėjai, o medicinos įrenginių gamybai būtina ISO 13485 sertifikacija kartu su švariosios patalpos galimybėmis.
4. Kokius sertifikatus turėtų turėti CNC mašinų detalių gamintojai?
Būtinos sertifikacijos priklauso nuo jūsų pramonės šakos. ISO 9001:2015 yra pagrindinis kokybės standartas bendrajai gamybai. Automobilių tiekimo grandinėse reikalinga IATF 16949 sertifikacija, kurioje ypač akcentuojama defektų prevencija ir skirtumų mažinimas. Oro laivų komponentams reikalinga AS9100D sertifikacija su papildomomis kontrolėmis konfigūracijos valdymui ir medžiagų sekamumui užtikrinti. Medicinos prietaisų gamybai reikalinga ISO 13485 sertifikacija, užtikrinanti atitiktį reguliavimo reikalavimams ir pacientų saugą.
5. Kaip parengti veiksmingą CNC apdirbimo paklausimą (RFQ)?
Visas RFQ paketas apima CAD failus STEP arba IGES formatu, taip pat 2D PDF failus su leistinų nuokrypių pažymėjimais, tiksliai nurodytą medžiagos rūšį, kritinių matmenų leistinus nuokrypius su geometrinės tikslumo (GD&T) specifikacijomis, kur taikoma, kiekių reikalavimus, įskaitant metinę naudojimo prognozę, paviršiaus apdorojimo reikalavimus, atskiriant funkcines nuo estetinių sričių, antrinių operacijų specifikacijas, realistiškus pristatymo terminus ir biudžeto parametrus, kai tai tinkama. Visiškai užpildyti prašymai leidžia greičiau ir tiksliau parengti pasiūlymus bei išvengti brangios vėlavimų.