 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

CNC apdirbimas paaiškintas: nuo skaitmeninio dizaino iki baigtos detalės
Ką CNC apdirbimas iš tikrųjų reiškia šiuolaikinėje gamyboje
Ar kada nors domėjotės, kaip skaitmeninis projektas jūsų kompiuterio ekrane virsta tikslia metaline detalė, kurią galima paimti į rankas? Atsakymas slepiasi technologijoje, kuri tyliai suvaidino revoliuciją gamyboje beveik kiekviename įmanomame sektoriuje.
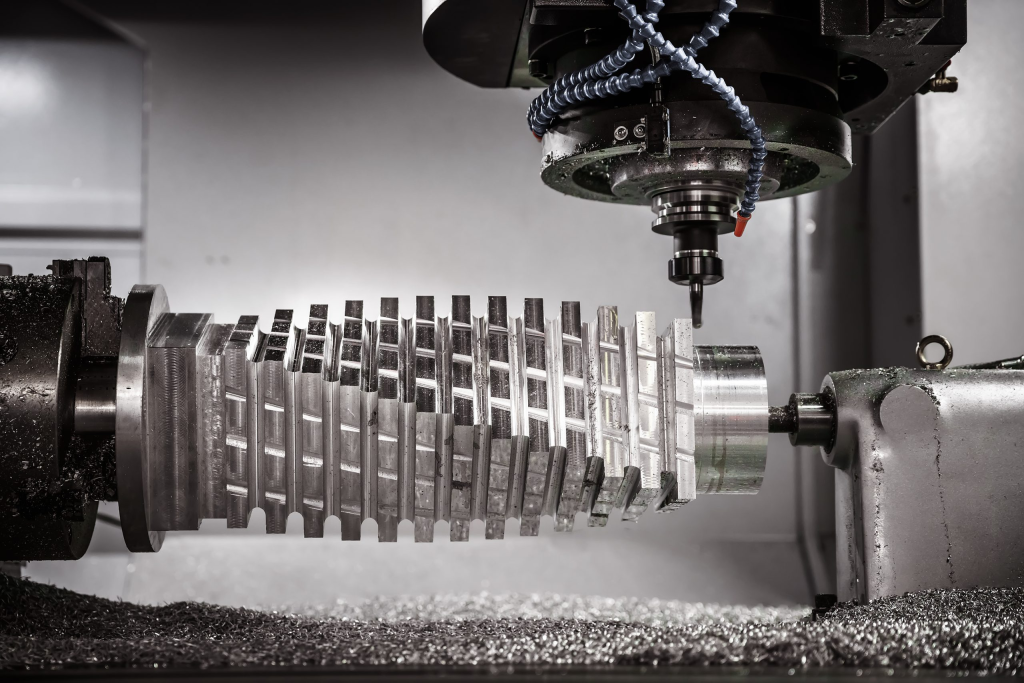
Taigi, kas yra CNC? Esminė CNC apibrėžtis yra paprasta: CNC reiškia „Computer Numerical Control“ ši technologija naudoja kompiuterizuotas sistemas, kurios su nepaprasta tikslumu valdo įrankių mašinas, transformuodamos žaliavas į baigtines detalių dalis automatiniais pjovimo, gręžimo ir formavimo procesais. Skirtingai nuo rankinio apdirbimo, kai operatoriai rankomis sukioja rankenas, kad kontroliuotų kiekvieną judesį, CNC mašinos vykdo sudėtingus veiksmus tiksliai laikydamosi skaitmeninių nurodymų.
CNC reikšmė tampa aiškesnė, kai suprantamas šis procesas. Kompiuterinė programa, parašyta standartizuotoje kalboje, vadinamoje G-kodu, tiksliai nurodo įrenginiui, kaip judėti, kokiu greičiu sukti pjovimo įrankius ir kur tiksliai pašalinti medžiagą. Rezultatas? Detalės, pagamintos su tikslumu iki ±0,001 colio – maždaug viena septyniasdešimtasis žmogaus plauko storio.
CNC apdirbimas užpildo spragą tarp vaizduotės ir realybės, skaitmeninių projektų tikslų geometriją verčiant į fizinės formos dalis su tikslumu, kurio negali pasiekti rankomis atliekami metodai.
Iš skaitmeninio brėžinio į fizinę realybę
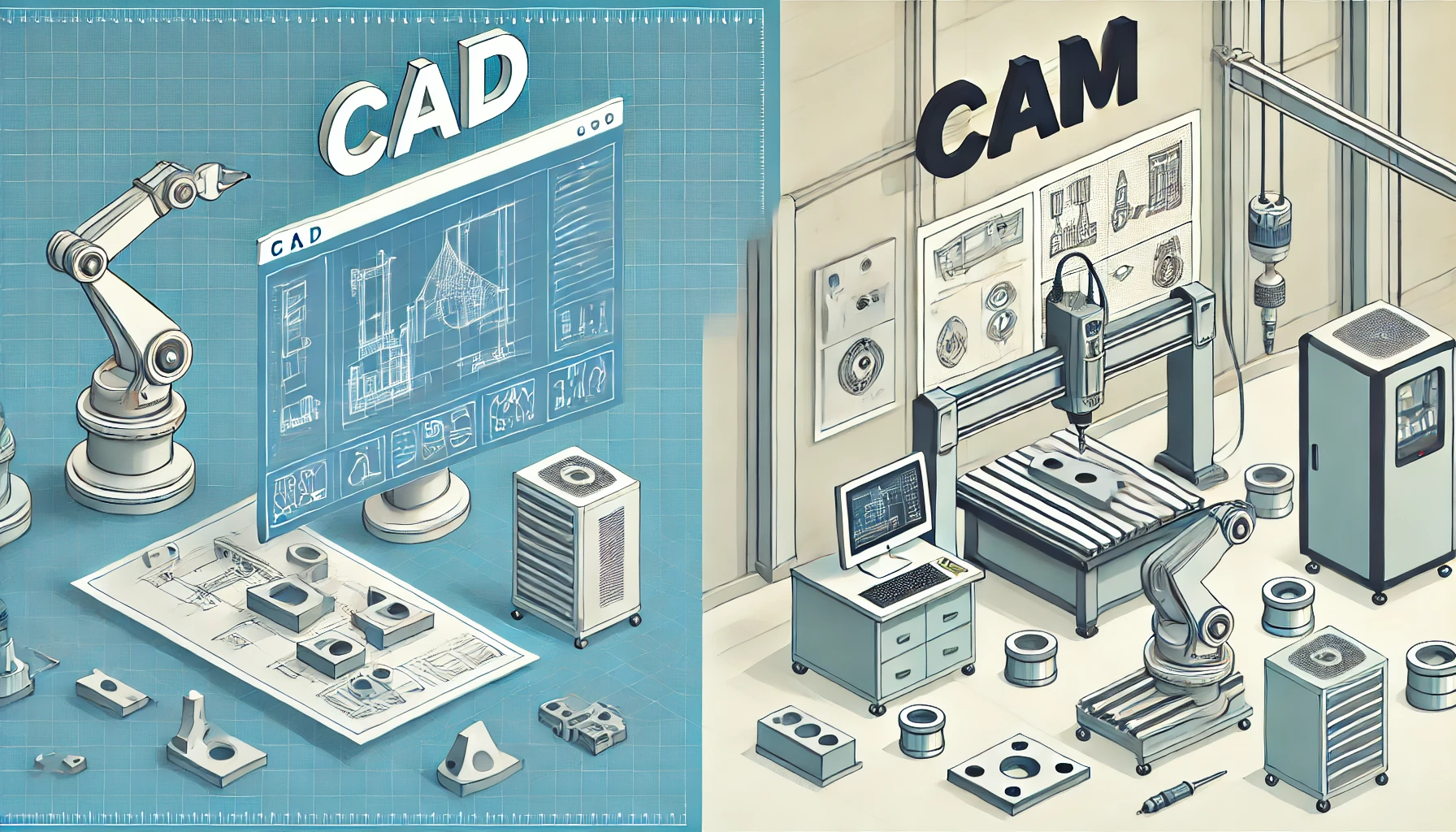
Įsivaizduokite, kaip suprojektuojate sudėtingą aviacijos ir kosmonautikos komponentą savo kompiuteryje. Kiekvienas lankstumas, kiekvienas skylės plotis, kiekvienas tikslus matmuo egzistuoja kaip duomenys. CNC technologija šį skaitmeninį brėžinį paverčia materialiu objektu. Procesas prasideda naudojant kompiuteriu paremtos projektavimo (CAD) programinę įrangą, kurioje inžinieriai sukuria išsamių 3D modelių. Šie modeliai vėliau perduodami į kompiuteriu paremtos gamybos (CAM) programinę įrangą, kuri sukuria konkrečias instrukcijas, reikalingas mašinai.
Ką CNC reiškia faktiniam gamybos procesui? Tai reiškia sukamąjį pjovimo įrankį, kurį valdo servorajtukai, atliekantys kompiuterio komandas, sistemingai nuimdami medžiagą iš vientiso bloko, kol išnyra jūsų detalė. Šis subtrakcinės gamybos metodas veikia su metalais, tokiomis kaip aliuminis, plienas ir titanas, taip pat su plastikais ir kompozitinėmis medžiagomis.
Kompiuteriu valdomos gamybos revoliucija
Supratimas, ką reiškia CNC, padeda paaiškinti, kodėl ši technologija dominuoja šiuolaikinę gamybą. Nuo jūsų automobilio variklio detalių iki chirurginių įrankių operacinėse salėse – CNC apdirbti komponentai yra visur. Aerokosmoso pramonė remiasi šiuo tikslumu saugos kritinėms lėktuvų detalėms gaminti. Medicinos prietaisų gamintojai remiasi ja implantams, kurie turi idealiai tikti, gaminti. Net vartotojų elektronikos įrenginiai turi tiksliai apdirbtų detalių, pagamintų kompiuterinio skaitmeninio valdymo (CNC) būdu.
Pagal gamybos ekspertų nuomonę, CNC staklės gali veikti be pertraukos su minimalia žmogaus įsikišimo reikme, taip žymiai padidindamos našumą ir tuo pat metu išlaikydamos nuolatinę kokybę. Kiekviena detalė yra esminis ankstesnės kopija – tokia pakartojamumo lygis leidžia ne tik masiškai gaminti sudėtingas komponentų dalis, bet ir daro tai ekonomiškai naudinga.
Ar esate inžinierius, tyrinėjantis gamybos galimybes, verslo savininkas, apsvarstantis gamybos metodus, ar tiesiog žmogus, kuris domisi, kaip gaminami įvairūs daiktai – suprasdami šią technologiją, atveriate duris protingesniems konstravimo sprendimams ir efektyvesnėms gamybos strategijoms.

Pagrindiniai CNC staklių tipai ir jų unikalios galimybės
Dabar, kai jau suprantate, ką reiškia skaitmeninis kompiuterinis valdymas, tikriausiai klausiatės: kuriuo iš CNC įrenginių iš tikrųjų gaminami detalės? Ne visos CNC įrangos veikimo principas yra vienodas. Kai kurios puikiai tinka plokščių paviršių ir sudėtingų įdubimų gamybai, kitos – apvalių velenų ir cilindrinių detalių gamybai, o trečiosios – didelių minkštų medžiagų lakštų apdirbimui greitai ir efektyviai.
Pasirinkimas tinkamų CNC staklių pasirinkimas jūsų projektui tiesiogiai veikia kokybę, sąnaudas ir pristatymo terminą. Pažvelkime į tris pagrindinius CNC staklių tipus, su kuriais susidursite dažniausiai: frezavimo stakles, sukimosi stakles ir frezavimo routerius.
Frezavimo staklės ir jų pjovimo galimybės
CNC frezuoklis, be abejo, yra daugiausiai universalus darbo žirgas tiksliajame gamybos procese. Šios mašinos naudoja besisukančius pjovimo įrankius, kurie juda keliais ašimis, kad nuo nejudančio detalių gabalo pašalintų medžiagą. Įsivaizduokite gręžimo stakles, kurios gebėtų judėti į šoną, pirmyn ir atgal, tuo pačiu metu pjaudamos – tai ir yra frezavimas jo paprasčiausioje formoje.
CNC frezuokliai puikiai tinka:
- Lygioms paviršiaus ir tiksliai apdirbtiems paviršiams
- Įpjovoms, kišenėms ir kanalams
- Sudėtingiems 3D kontūrams ir skulptūriškiems paviršiams
- Pergręžtiems ir sriegtiems skylėms
- Pavarų profiliams ir sudėtingoms geometrijoms
Kas daro frezuoklius ypač vertingais? Jie puikiai tvarkosi su kietomis medžiagomis. Nerūdijantis plienas, titanas, kietintos įrankių plienų rūšys ir inžineriniai plastikai visi puikiai apdirbami CNC frezuokliuose. Pagal CNC viryklės išsami vadovėlė , šios mašinos svyruoja nuo paprastų 2 ašių konfigūracijų iki sudėtingų 5 ašių ar net 6 ašių sistemų, galinčių apdirbti detalių iš beveik bet kurio kampo.
Kada turėtumėte pasirinkti frezavimą? Jei jūsų detalė turi plokščias paviršius, įdubimus, sriegius ar sudėtingas 3D formas – ypač jei ji pagaminta iš kietųjų metalų – CNC frezavimo staklės tikriausiai bus geriausias variantas.
Sukamosios tikslumo detalėms skirtos sukimosi staklės
CNC sukimosi staklės veikia visiškai kitu principu nei frezavimo staklės. Vietoje to, kad suktų pjovimo įrankį, šios staklės sukasi apdorojamąją detalę dideliu greičiu, tuo tarpu nejudantis pjovimo įrankis formuoja detalę. Toks požiūris daro sukimosi stakles idealiais cilindrinėms, kūginėms ar sferinėms detalėms gaminti su išskirtine sukamosios simetrijos tikslumu.
Pagalvokite apie tokias komponentes kaip:
- Velenus ir ašis
- Apsauginiai žiedai ir guoliai
- Sriegiuoti tvirtinamieji elementai ir jungtys
- Skriemulys ir ratukai
- Apgręžti rankenėliai ir mygtukai
CNC sukimosi staklių operacijos apima apgręžimą (skersmens sumažinimą), galų apdirbimą (plokščių galų sukūrimą), vidinių skylių išplėtimą (boring), sriegių frezavimą ir griovelių frezavimą. Dauguma standartinių sukimosi staklių veikia dviem ašimis: Z ašis valdo judėjimą palei apdorojamosios detalės ilgį, o X ašis valdo pjovimo įrankio judėjimą link arba nuo ašies linijos.
Kada sukimo staklės yra labiausiai naudingos? Visada, kai detalė yra daugiausia apvali arba cilindrinė. Automobilių varomieji velenai, aviacijos jungtys, sanitarijos komponentai ir medicininiai implantų kotai visi naudojasi CNC sukimo greičiu ir tikslumu.
CNC frezavimo staklės minkštesniems medžiagoms ir didelėms detaliams
Jei reikia apdirbti medį, plastikus, putplastį, kompozitus ar aliuminio lakštus, medienos CNC staklės arba universali CNC frezavimo staklių lentelė dažnai būna praktiškesnė nei frezavimo staklės. Frezavimo staklės naudoja aukšto greičio verpetus ir keičiamus frezavimo įrankius, kad iš plokščių lakštų medžiagų išpjautų sudėtingus 2D ir 2,5D dizainus.
Dažniausiai frezavimo staklėmis vykdomos operacijos:
- Ženklams ir dekoratyviniams skydeliams
- Spintų komponentai ir baldų dalys
- Plastikiniai korpusai ir ekranai
- Putplasčio prototipai ir pakuotė
- Aliuminio ženklai ir lengvosios konstrukcinės dalys
CNC frezavimo staklės paprastai turi didesnį darbo lauką nei frezavimo staklės, todėl jos yra idealios visų medžiagų lakštų apdorojimui. Be to, jas paprastai lengviau ir greičiau paruošti bei valdyti paprastiems pjovimo darbams. Tačiau jų tikslumas yra šiek tiek mažesnis nei frezavimo staklių – šis kompromisas daugelyje taikymų yra visiškai priimtinas.
Skirtingų staklių tipų palyginimas vienu žvilgsniu
Teisingos staklių parinkties nustatymas tampa lengvesnis, kai jų pagrindinės charakteristikos palyginamos šalia viena kitos:
| Mašinos tipas | Pagrindinis judėjimas | Geriausi medžiagų tipai | Tipinės taikymo sritys | Tikslumo lygis |
|---|---|---|---|---|
| Cnc frizėrius | Sukamasis pjovimo įrankis juda prieš nejudančią detalią | Plienas, nerūdijantis plienas, titanas, aliuminis, kietos plastmasės | Lėktuvų pramonės komponentai, formos, variklių blokai, sudėtingi tvirtinamieji elementai | Labai aukštas (pasiekiamas ±0,001 colio tikslumas) |
| Cnc tornas | Detalė sukasi prieš nejudantį pjovimo įrankį | Metalai, plastmasės, kompozitinės medžiagos su cilindrine geometrija | Velenai, jungtys, įmovos, sriegiuoti komponentai, ratukai | Labai aukštas (pasiekiamas ±0,001 colio tikslumas) |
| Cnc router | Aukšto greičio špindelis juda per plokščią lakštų medžiagą | Mediena, plastikai, putos, aliuminis, kompozitinės medžiagos | Ženklai, baldai, prototipai, dekoratyviniai skydeliai, korpusai | Vidutinis iki aukšto (±0,005 colio tipiškai) |
Pagrindinė išvada? Pasirinkite įrangą, atitinkančią jūsų detalės geometriją ir medžiagą. CNC frezavimo staklės tvarko sudėtingas prizmines formas kietose metalinėse medžiagose. Suktuvai dominuoja tada, kai svarbi sukamoji simetrija. Frezavimo įrankiai užtikrina greitį ir ekonomiškumą minkštesnėms medžiagoms ir didesniems plokščiems darbo gabalams. Šių skirtumų supratimas padeda veiksmingai bendrauti su gamybos partneriais ir priimti informuotus sprendimus dėl jūsų gamybos proceso.
Žinoma, įrangos tipas yra tik vienas iš lygtyje esančių veiksnių. Ašių skaičius, kuriose veikia jūsų įranga, dramatiškai paveikia pasiekiamas geometrijas – tai tema, kurios reikia išsamiau nagrinėti.
Daugaašio apdirbimo paaiškinimas: nuo 3 ašių iki 5 ašių
Skamba sudėtingai? Štai paprastas būdas tai suprasti: ašys nustato, keliais kryptimis jūsų pjovimo įrankis gali artėti prie apdorojamojo daikto. Daugiau ašių reiškia didesnę laisvę kurti sudėtingas formas – tačiau taip pat ir didesnį sudėtingumą bei kainą. Šio pažangos supratimas padeda pritaikyti mašinos galimybes tikrai reikalingoms detalėms, nepermokant.
Ar tyrinėjate CNC frezavimą paprastam laikikliui arba svarstote CNC sukimosi apdorojimą tiksliesiems cilindriniams elementams , ašių skaičius esminiu būdu nulemia, kas yra įmanoma.
Supratimas apie X, Y ir Z judėjimo pagrindą
Įsivaizduokite standartinę koordinačių sistemą iš matematikos pamokų. X ašis eina iš kairės į dešinę, Y ašis – iš priekio į galą, o Z ašis – aukštyn ir žemyn. 3 ašių CNC frezavimo staklės veikia šiomis trimis tiesinėmis kryptimis – niekuo daugiau ir niekuo mažiau.
Kai vykdoma 3 ašių operacija, pjovimo įrankis juda šiose plokštumose, o detalė lieka nejudama stalyje. Pagal Fictiv apdirbimo vadovą ši konfigūracija puikiai tinka paprastiems uždaviniams: aštrios kraštų pjovimui, skylėms gręžti, išplėšti, grioveliams frezuoti ir plokščių paviršių kūrimui.
Ką realistiškai galima pagaminti naudojant 3 ašių mašiną?
- Plokščios plokštės ir plokščių paviršių
- Paprasti laikikliai ir montavimo plokštės
- Su ašimi lygiagrečiai išdėstyti sugręžti ir sriegiuoti skylių
- Paprasti kišenės ir kanalai
- Paprasti mechaniniai komponentai automatizavimui
Apribojimas? Jūsų pjovimo įrankis gali priartėti tik iš viršaus. Bet kuri detalės šonuose ar apačioje esanti savybė reikalauja rankinio detalės perkėlimo – tai prideda paruošimo laiko ir galimų centrinimo klaidų. Detalėms su įlinkiais, išlenktais paviršiais arba savybėmis sudėtingose kampinėse padėtyse 3 ašių CNC frezavimo mašinos nepakanka.
Sukamojo judėjimo galimybės pridėjimas naudojant 4 ašių apdirbimą
Įsivaizduokite, kad jūsų detalė galėtų suktis, kol pjovimo įrankis dirba. Būtent tai ir suteikia 4 ašių mašina. Ketvirtoji ašis – paprastai vadinama A ašimi – prideda sukimosi judėjimą aplink X ašį, leisdama mašinai pasiekti detalės kelis paviršius be rankinio perstatymo.
Ši papildoma sukimosi galimybė atveria duris geometrijoms, kurios kitaip reikalautų kelių surenkamųjų operacijų. CNC Cookbook pastabos kad gamintojai, naudojantys 4 ašių įrangą, gali sukurti pasvirusius elementus, lankus, spiralės formos profilius ir sudėtingus kontūrus viename tvirtinime – taip žymiai sutrumpinant gamybos laiką.
Kompiuterinio skaitmeninio valdymo (CNC) sukimo staklės veikia panašiais principais: jos sukasi apdorojama detalė prieš nejudančius pjovimo įrankius. Tačiau specializuotos 4 ašių CNC frezavimo staklės prideda šį sukimosi judėjimą prie frezavimo platformos, derindamos abiejų tipų staklių privalumus tam tikroms programoms.
Detalės, kurios ypač tinka 4 ašių apdirbimui, yra:
- Cilindriniai elementai, reikalaujantys šoninio apdirbimo
- Spiraliniai raštai ir spiralės formos grioveliai
- Kamštiniai velenai ir ekscentriniai profiliai
- Detalės su skylėmis ar išpjovomis keliomis pusėmis
- Tikslūs graviravimai aplink išlenktas paviršius
Kokia kompromisinė situacija? Keturių ašių mašinos kainuoja daugiau nei jų trijų ašių atitikmenys, o programavimas tampa sudėtingesnis. Paprastesniems projektams ar mažesniems biudžetams papildoma galimybė gali būti nepateisinama investicija.
Kai jūsų detalė reikalauja penkių ašių laisvės
Penkių ašių CNC frezavimas yra subtrakcinės gamybos lankstumo viršūnė. Šios mašinos prideda antrą sukimosi ašį – dažniausiai C-ašį, kuris sukasi aplink Z-ašį – leisdamos pjovimo įrankiui prieiti prie apdirbamojo gaminio beveik iš bet kurios krypties.
Kodėl tai svarbu? Sudėtingos išlenktos paviršiaus formos, sudėtiniai kampai ir įvairiausi geometriniai sprendimai tampa įmanomi vienoje montavimo operacijoje. Pjovimo įrankis visą laiką išlaiko optimalią padėtį, užtikrindamas aukštesnės kokybės paviršiaus apdorojimą ir tikslų matmenų išlaikymą reikalaujančiose detalėse.
Pagal gamybos specialistų teigimą, penkių ašių mašinos vienu metu apdoroja detalės penkis skirtingus paviršius, priklausomai nuo konstrukcijos sudėtingumo. Ši galimybė yra būtina pramonės šakose, kur tikslumas ir geometrija išstumia įprastus ribotumus.
Detalės, kurios tikrai reikalauja penkių ašių laisvės:
- Turbininiai mentys su sudėtingais aerodinaminiais kontūrais
- Aviacijos konstrukciniai komponentai
- Sudėtingos automobilių rėmo surinktys
- Medicininiai implantai su organinėmis formomis
- Varikliai ir siurblių korpusai
- Formų ertmės su giliais požeminiais pjūviais
CNC sukimo staklės apdorojimas efektyviai tvarko sukamąsias dalis, tačiau kai jūsų geometrija derina sukimo panašias savybes su sudėtingais frezuojamais paviršiais, penkių ašių frezavimas dažnai tampa vienintele praktiška sprendimu.
Galimybių ir kainos balansavimas
Daugiau ašių visada reiškia didesnes išlaidas – tiek įrengiant mašiną, tiek gaminant kiekvieną detalę. Šios sąsajos supratimas padeda tiksliai nustatyti, ko tikrai reikia jūsų projektui, nepermokant už nepanaudotas galimybes.
Tryjų ašių mašinos išlieka ekonomiškiausias pasirinkimas paprastoms geometrijoms. Jų programavimas yra lengvesnis, valdymas paprastesnis ir jos plačiai prieinamos. Jei jūsų detalė gali būti pagaminta viename ar dviejuose montavimuose su paprastu perstatymu, dažnai geriausią vertę suteikia 3-aešių apdirbimas.
Keturių ašių įranga užima praktišką vidurinę padėtį. Papildoma sukamoji ašis sumažina montavimų skaičių vidutinio sudėtingumo detalėms, pagerindama tikslumą, nes pašalinamas rankinis perstatymas tarp operacijų. Vidutinėms gamybos apimtims, kai detalėje yra elementų keliomis pusėmis, 4-aešių CNC frezavimo ir sukimo kombinacijos dažnai yra ekonomiškai naudingos.
Penkių ašių mašinos kainuoja brangiau, tačiau suteikia nepasiekiama galimybių. Reikalingas CAD/CAM programavimas yra žymiai sudėtingesnis, o kvalifikuoti operatoriai yra būtini. Tačiau dėl aukštos tikslumo reikalavimų aerokosmoso komponentų, medicinos įrenginių ar bet kurių detalių su tikrai sudėtingomis 3D kontūrais penkių ašių apdirbimas dažnai pasirodo vienintele įmanoma parinktimi – be to, jis gali iš tikrųjų sumažinti bendrąsias sąnaudas, pašalinant kelis montavimo etapus ir papildomus apdirbimo veiksmus.
Pagrindinė išvada? Ašių skaičių pritaikykite savo geometrijai. Nepirkite penkių ašių galimybių, jei užtenka trijų ašių – tačiau taip pat nepriverčiokite sudėtingos detalės dirbti netinkamoje įrangoje. Jūsų gamybos partneris gali padėti įvertinti, kuri konfigūracija suteiks geriausią kokybės, greičio ir kainos derinį jūsų konkrečioms reikmėms.
Visas kelias nuo skaitmeninio dizaino iki apdirbtos detalės
Jūs pasirinkote savo įrenginio tipą ir nustatėte ašių konfigūraciją, kuri reikalinga jūsų geometrijai. Dabar kyla klausimas, kuris dažnai suklaidina pradedantuosius: kaip tiksliai skaitmeninis projektavimo failas tampa baigtiniu metaliniu komponentu? Atsakymas – tai tiksliai suplanuota seka, kuri transformuoja abstraktius skaitmeninius duomenis į tikslų fizinį realumą.
Šio darbo proceso supratimas svarbus tiek tuo atveju, jei patys programuojate CNC įrangą, tiek dirbdami su gamybos partneriu. Žinodami, kas vyksta kiekviename etape, galėsite parengti geriau pritaikytus failus, veiksmingiau bendrauti ir numatyti galimus problemas dar prieš tai, kol jos taps brangiais sprendimais.
Panagrinėkime visą procesą nuo pradinės idėjos iki apdirbto detalės:
- Projekto kūrimas CAD programinėje įrangoje – Skaitmeninės 3D modelio kūrimas
- CAM programavimas – Įrankių judėjimo trajektorijų ir mašinos instrukcijų generavimas
- G-kodo postprocesavimas – Mašinai specifinių komandų kūrimas
- Mašinos sudarymas – Įrangos, įrankių ir apdirbamojo gaminio paruošimas
- Apdirbimo operacija – Programos vykdymas medžiagai supjaustyti
- Poapdirbimas ir inspekcija – Baigiamasis apdorojimas ir kokybės patikrinimas
CAD į CAM vertimo procesas
Viskas prasideda naudojant kompiuteriu paremtos projektavimo (CAD) programinę įrangą. Tokios programos kaip SolidWorks, Fusion 360 ir Inventor leidžia inžinieriams sukurti išsamių 3D modelių, kurie tiksliai atspindi visus numatyto detalės matmenis, skyles, kreivines ir paviršius. Šis skaitmeninis modelis yra vienintelis tiesos šaltinis visiems tolesniems etapams.
Tačiau daugelis žmonių nežino: jūsų CNC staklės negali tiesiogiai skaityti CAD failų. Pagal JLC CNC paruošimo vadovą, prieš pradedant gamybos procesą, reikia eksportuoti savo projektą į suderinamą formatą – paprastai STEP arba IGES. Šie neutralūs formatai išsaugo geometrinę tikslumą ir tuo pačiu leidžia skirtingoms programinėms sistemoms bendrauti.
Kas iš esmės yra CNC programavimas? Tai procesas, kuriuo jūsų 3D modelis verčiamas į konkrečias staklių instrukcijas. Tai vyksta CAM (kompiuteriu paremtos gamybos) programinėje įrangoje, kur iš tikrųjų vyksta CNC operacijų programavimo „stebuklas“.
CAM programinėje įrangoje jūs:
- Importuosite savo CAD geometriją
- Nustatysite žaliavos заготовės dydį ir tipą
- Pasirinksite tinkamus pjovimo įrankius
- Nurodysite pjovimo parametrus (sukimosi greičius, padavimus, pjovimo gylį)
- Sugeneruosite įrankių judėjimo trajektorijas, kurios efektyviai pašalins medžiagą
- Simuliuosite operaciją, kad patikrintumėte jos tikslumą
Populiarios CAM programinės įrangos priemonės, tokios kaip Mastercam, Fusion 360 ir SolidCAM, automatiškai apskaičiuoja efektyviausias pjovimo trajektorijas remdamosi jūsų įvestais duomenimis. Programinė įranga atsižvelgia į veiksnius, tokius kaip įrankio skersmuo, medžiagos kietumas ir pageidaujama paviršiaus baigiamoji apdorojimo kokybė, kad optimizuotų kiekvieną judėjimą.
Nuo G-kodo komandų iki baigtų detalių
Kai jūsų įrankių keliukai apibrėžti, CAM programinė įranga juos perduoda į postprocesorių – vertėją, kuris konvertuoja bendruosius įrankių keliukų duomenis į konkrečią kalbą, kurią supranta jūsų įranga. Šis išvesties rezultatas vadinamas G-kodu, ir būtent jį apdirbimo įranga iš tikrųjų skaito eilutė po eilutės veikdama.
Kaip atrodo G-kodas? Pagal DeFusco Industrial Supply programavimo pagrindų vadovą , kiekviena eilutė atstovauja tam tikrą veiksmą. G-kodai valdo pozicionavimą ir judėjimą: G00 greitai perkelia įrankį į nurodytą poziciją, G01 sukuria tiesias pjūvio linijas su kontroliuojamu padavimu, o G02/G03 – lankus ir apskritimus. M-kodai tvarko papildomąsias funkcijas, pvz., verčiamosios ašies paleidimą (M03), aušinimo skysčio įjungimą (M08) arba programos pabaigą (M30).
Štai supaprastintas pavyzdys, kokį turėtų įtraukti CNC programos kodas:
- G21 – Nustatyti matavimo vienetus – metrinę sistemą
- G90 – Naudoti absoliučiąjį pozicionavimą
- M03 S3000 – Paleisti verčiamąją ašį 3000 apsukų per minutę greičiu
- G00 X10 Y10 – Greitas judėjimas į pradinę padėtį
- G01 Z-5 F100 – Pjovimas 5 mm gylis, 100 mm/min greičiu
- M05 – Sustabdyti verčiamąją ašį
- M30 – Programos pabaiga
Jums nereikia išmokti visų kodų mintinai, kad dirbtumėte su CNC gamybos partneriais. Tačiau šių pagrindų supratimas padeda išspręsti problemas, aiškintis staklių elgesį ir veiksmingiau bendrauti apie savo projektus.
Staklių paruošimas ir valdymas
Kai jūsų G-kodas paruoštas, dėmesys persikelia į fizinę staklių įrangą. Paruošimo procesas apima keletą kritinių žingsnių, kurie tiesiogiai veikia gaminamo detalės tikslumą:
Tvirtinimo būdas tvirtina jūsų žaliavą tvirtai vietoje. Pincetės, spaustukai, tvirtinimo įtaisai ir vakuumo stalai neleidžia medžiagai judėti pjovimo metu – bet koks poslinkis apdorojimo metu sugenda detalę. Darbo vietos fiksavimo metodas priklauso nuo detalės geometrijos, medžiagos ir pjovimo metu veikiančių jėgų.
Įrankių pasirinkimas ir montavimas užtikrina, kad tinkami pjovimo įrankiai būtų įdėti į tiksliai nurodytas pozicijas. Galiniai frezavimo įrankiai, gręžtukai, sriegiamieji įrankiai ir specialūs pjovimo įrankiai kiekvienas turi savo specifinę paskirtį. Šiuolaikinės mašinos su automatiniais įrankių keitikliais gali per vieną operaciją keisti dešimtis įrankių.
Nulinio taško nustatymas praneša mašinai tiksliai, kur yra jūsų apdorojama detalė. Naudojant kraštų ieškiklius ar liečiamuosius zondus, operatoriai nustato darbo nulinį tašką – tai atskaitos taškas, kuriame X0, Y0 ir Z0 atitinka konkrečią medžiagos kampą arba savybę. Kiekvienas programuojamas judėjimas remiasi šiuo pozicionavimu.
Prieš pradedant pjauti, patyrę operatoriai atlieka simuliacijas ir bandymo veiksmus. Jie vizualiai patikrina įrankių judėjimo trajektorijas, tikrina galimus susidūrimus ir dažnai pirmuosius pjūvius atlieka sumažintais padavimo greičiais. Šis atsargus požiūris padeda išvengti avarijų, kurios gali pažeisti brangią įrangą arba sugadinti apdorojamuosius gaminius.
Apdorojimo procesas ir toliau
Kai paruošimas patvirtintas, prasideda faktinis apdorojimas. Staklės nuosekliai skaito G-kodo komandas ir kiekvieną judesį vykdo su tikslumu, matuojamu tūkstantosiomis colio dalimis. Pjovimo įrankiai sukasi nustatytais greičiais, aušinimo skystis tiekiamas šilumai valdyti ir šukoms pašalinti, o medžiaga sistemingai šalinama, kol jūsų detalė išryškėja iš žaliavos.
Priklausomai nuo sudėtingumo, operacijos gali apimti:
- Grubųjį apdirbimą – didelės medžiagos kiekio pašalinimą greitai
- Baigiamąjį apdirbimą – galutinių matmenų ir paviršiaus kokybės pasiekimą
- Gręžimą ir sriegimą – sriegiuotų skylių įrengimą
- Kampuotą kraštų apdirbimą ir šukų šalinimą
Po apdirbimo detalės paprastai reikalauja papildomo apdorojimo. Tai gali apimti iš tvirtinimo įrenginių pašalinimą, pjovimo skysčio nuvalymą, aštrios briaunos šalinimą (debūrinimą) ir matmenų tikrinimą pagal technines sąlygas. Priklausomai nuo reikalavimų, vėliau gali būti atliekamos papildomos operacijos, tokios kaip termoapdorojimas, paviršiaus apdorojimas ar surinkimas.
Visas darbo eigos ciklas – nuo CAD projekto iki baigtos detalės – sudaro vientisą grandinę, kur kiekvienas žingsnis remiasi ankstesniuoju. Šio proceso supratimas padeda suprasti, kodėl svarbi failų kokybė, kodėl tikslumo ribos veikia kainą ir kodėl bendradarbiavimas su patyrusiais gamybos partneriais tikrai paveikia galutinius rezultatus.
Kalbant apie medžiagas, ką tik aptartas darbo eigos ciklas taikomas nepriklausomai nuo to, ar apdirbamas aliuminis, plienas, titanas ar inžineriniai plastikai. Tačiau medžiagos pasirinkimas dramatiškai veikia visus proceso aspektus – tai tema, kuriai reikėtų skirti atskirą išsamų nagrinėjimą.
CNC medžiagų pasirinkimo vadovas metalams ir plastikams
Jūs jau suplanavote savo darbo eigą ir suprantate, kuri mašinos konfigūracija tinka jūsų geometrijai. Tačiau čia kyla klausimas, kuris lemia visus kitus sprendimus: iš kokios medžiagos turėtų būti pagaminta jūsų detalė? Atsakymas į šį klausimą veikia apdirbamos galimybes, kainą, našumą ir net tai, kurios baigiamosios apdorojimo parinktys tampa prieinamos.
Metalų CNC staklės gali apdirbti viską – nuo minkšto aliuminio iki aviacijos klasės titano. Metalų pjovimo parametrai, įrankių pasirinkimas ir ciklo trukmė labai skiriasi priklausomai nuo to, kokia medžiaga yra jūsų žaliavos ruošinyje. Panašiai inžineriniai plastikai siūlo unikalius privalumus, tačiau kiekvienas iš jų skirtingai elgiasi po pjovimo įrankiu. Panagrinėkime jūsų parinktis sistemingai.
Metalai – nuo aliuminio iki titano
Kai galvojate apie CNC metalo taikymus, pirmiausia į protą ateina aliuminio lydiniai – ir tai ne be pagrindo. Pagal Hubs medžiagų pasirinkimo vadovą aliuminis pasižymi puikiu stiprumo ir svorio santykiu, aukšta šiluminės ir elektrinės laidumo laipsniu bei natūralia korozijos apsauga. Be to, jis yra nepaprastai lengvai apdirbamas, todėl daugelyje taikymų tai yra ekonomiškiausias pasirinkimas.
Tarp aliuminio lydinių susidursite su keletu paplitusių rūšių:
- Aliuminis 6061 – Universalus daugiafunkcis lydinys su geromis apdirbamosiomis ir suvirinamomis savybėmis
- Aliuminis 7075 – Aviacijos klasės lydinys su didesniu stiprumu, kurį galima termiškai apdoroti iki kietumo, palyginamo su plieno kietumu
- Aliuminis 5083 – Aukštesnės kokybės atsparumas jūros vandeniui jūrų technikos ir statybos taikymuose
CNC būdu apdirbti plieno komponentai užtikrina reikiamą stiprumą ir ilgaamžiškumą. Minkštieji plienai, pvz., 1018 ir 1045, puikiai apdirbami ir lengvai suvirinami – tai puikus pasirinkimas tvirtinimo įrenginiams, šablonams ir konstrukcinėms detalėms.
Nerūdijantys plienai suteikia korozijos atsparumą. 304-osios rūšies nerūdijantis plienas puikiai atlaiko daugumą aplinkos sąlygų, o 316-oji rūšis atspari jūros vandeniui ir agresyvioms chemikalų medžiagoms. Ekstremalioms aplikacijoms 17–4 PH nerūdijantis plienas gali būti nusodintinis kietinamas iki išskilusio stiprumo lygio – tai puikus sprendimas turbinų komponentams ir medicinos įrangai.
Varis vertas paminėjimo dėl elektros ir dekoratyvinių taikymų. Pagal Elcon Precision medžiagų analizę vario lydinys C36000 pasižymi puikiu apdirbamumu ir natūralia korozijos atsparumu, todėl jis ypač tinka didelėmis serijomis gaminamiems elektros jungtukams ir architektūrinėms armatūroms.
Aukštos kokybės segmente titanas užtikrina išsklitančią stiprio ir svorio santykį bei puikią korozijos atsparumą. Titanas dažnai nurodomas naudojant lėktuvų komponentams, medicininiams implantams ir aukštos našumo lenktynių detalėms, nepaisant jo didesnės kainos. Atminkite, kad titano žema šiluminė laidumas daro jį sudėtingesnį apdirbti – būtina specializuota įranga ir technikos.
Inžineriniai plastikai specializuotoms aplikacijoms
Kai jūsų projektui reikia mažesnio svorio, cheminės atsparumo ar elektrinės izoliacijos, inžineriniai plastikai dažnai pranašesni už metalus. Pagal Komacut plastikų pasirinkimo vadovą, plastikai paprastai turi geresnę apdirbamumą nei metalai dėl mažesnio kietumo ir tankio, todėl reikia mažesnės pjovimo jėgos ir sumažėja įrankių nusidėvėjimas.
Štai dažniausiai pasitaikantys plastikai:
- ABS – Geri mechaniniai savybės, puiki smūgio atsparumas, idealu prototipams prieš liejimą į formą
- Delrin (POM) – Aukščiausia apdirbamumas tarp plastikų, išsklitančia matmenų stabilumas, žemas trinties koeficientas
- Nylonas (PA) – Puikus dilimo atsparumas ir cheminė suderinamumas, nors jis yra jautrus drėgmei absorbuoti
- PEEK – Aukštos našumo termoplastinis polimeras, kuris gali pakeisti metalus reikalaujančiose aplikacijose, įskaitant medicininio lygio naudojimą
- Polikarbonatas – Išsklaidytas smūgio stiprumas su optine skaidrumu, puikiai tinka apsauginiams dangtams ir ekranams
- PTFE (Teflon) – Mažiausias trinties koeficientas iš visų kietųjų medžiagų, puikus cheminis ir šiluminis atsparumas
Metalo sukimosi staklės efektyviai apdoroja cilindrinius plastiko komponentus, o frezavimo centrai – sudėtingas plastiko geometrijas. Pagrindinis dėmesys – šilumos valdymas. Kai kurie plastikai tirpsta ar deformuojasi esant aukštoms pjovimo temperatūroms, todėl reikia reguliuoti pjovimo greičius ir padėklus.
Medžiagų palyginimas vienu žvilgsniu
Teisingos medžiagos pasirinkimas tampa aiškesnis, kai pagrindinės charakteristikos palyginamos šalia viena kitos:
| Materialių kategorija | Pagrindinės savybės | Bendrosios paraiškos | Apdirbiamumo reitingas |
|---|---|---|---|
| Aliuminio lydiniai | Lengvas, korozijai atsparus, puikus šilumos laidumas | Aviacijos konstrukcijos, šilumos šalinimo elementai, vartotojų elektronika, automobilių skydeliai | Puikios |
| Minkštieji / lydiniai plienai | Didelis stiprumas, ilgaamžiškumas, šilumai apdorojamas, suvirinamas | Mašinų dalys, pavaros, velenai, konstrukciniai elementai | Geras iki vidutinis |
| Nerūdijančių plienų | Atsparūs korozijai, didelės stiprybės, šlifuojami | Medicinos įranga, maisto perdirbimo įranga, jūrų įranga, chirurginiai įrankiai | Vidutinis |
| Vario lydinys | Puiki elektros laidumas, dekoratyvus paviršius, žemas trinties koeficientas | Elektriniai jungikliai, vandentiekio armatūra, muzikos instrumentai | Puikios |
| Titanas | Išskitimai stiprumo ir svorio santykis, biologinė suderinamumas, korozijai atsparus | Aviacijos komponentai, medicininiai implantai, lenktynių dalys | Įvairūs |
| ABS plastmasa | Atsparūs smūgiams, lengvi, ekonomiški | Prototipai, korpusai, vartotojų prekės | Puikios |
| Delrin (POM) | Matmeniškai stabilūs, žemo trinties, drėgmei atsparūs | Pavaros, guoliai, tikslūs mechanizmai, maistui saugios detalės | Puikios |
| PEEK | Aukštos temperatūros atsparumas, cheminė inertybė, metalo pakeitimo stiprumas | Medicininiai implantai, aviacijos ir kosmonautikos sandarinimo elementai, puslaidininkių komponentai | Gera |
Jūsų medžiagos pasirinkimas
Kaip pasirinkti? Pradėkite apibrėždami savo reikalavimus: Ar jūsų detalė turi atlaikyti didelius apkrovas? Aliuminis gali būti nepakankamas – apsvarstykite plieną ar titaną. Ar ji bus veikiama korozinių aplinkybių? Būtina naudoti nerūdijantįjį plieną arba PEEK medžiagą. Ar svarbus svoris? Čia tikėtina, kad laimės aliuminis arba inžineriniai plastikai.
Svarbu ir kaina. Titaninės detalės yra žymiai brangesnės už atitinkamas aliuminio dalis – ne tik dėl žaliavos kainos, bet ir dėl ilgesnio apdirbimo laiko bei specializuotų įrankių reikalavimų. Prototipams ar kainai jautrioms aplikacijoms CNC apdirbamos metalinės detalės dažniausiai gaminamos iš aliuminio lydinio 6061, kuris užtikrina patikimą našumą esant ekonomiškai palankiai kainai.
Pagrindinė išvada? Parinkite medžiagą, kurios savybės atitinka jūsų taikymo reikalavimus, tada įvertinkite apdirbimo galimybes ir biudžeto apribojimus. Jūsų gamybos partneris gali padėti įvertinti kompromisus ir pasiūlyti alternatyvas, kurios galbūt neatėjo jums į galvą.
Žinoma, tinkamo medžiagos pasirinkimas yra tik viena lygties dalis. Tikslumo specifikacijos, kurias nustatote – ypač leidžiamosios nuokrypos – tiesiogiai veikia tiek gamybos sudėtingumą, tiek galutinę kainą.
Leidžiamųjų nuokrypų ir tikslumo supratimas CNC gamyboje
Jūs jau pasirinkote medžiagą ir suprantate apdirbimo darbo eigą. Tačiau čia kyla klausimas, kuris tiesiogiai lemia, ar jūsų pagamintas detalė iš tikrųjų veiks: koks tikslumas iš tikrųjų reikalingas? Atsakymas slypi leidžiamųjų nuokrypų supratime – tai priimtiniausi nuokrypų ribos, kurios nulemia, ar jūsų komponentas tiks, veiks ir atliks numatytą funkciją.
Pagalvokite taip: joks gamybos procesas negamina visiškai tobulų matmenų. Kiekvienas pjūvis, kiekvienas įrankio praeities momentas sukelia mikroskopines nuokrypius. Apdirbimo tikslumo sąvoka pripažįsta šią realybę, nustatydama, kiek nuokrypio nuo idealaus matmens dar laikoma priimtina. Jei neteisingai nurodysite šį parametrą, arba per daug sumokėsite už nereikalingą tikslumą, arba gausite detales, kurios tinkamai nesumontuos.
Suprasdami apdirbimo tikslumo reikšmę kontekste, susijusiame su tikslumu, galėsite veiksmingiau komunikuoti reikalavimus ir nustatyti realistiškus lūkesčius savo projektams.
Standartiniai ir tikslūs tikslumo reikalavimai
Kas laikoma „standartiniu“ ir kas – „tiksliu“ CNC tikslaus apdirbimo kontekste? Pagal Absolute Machining standartinės apdirbimo tikslumo ribos paprastai svyruoja nuo ±0,005 colio iki ±0,001 colio. Dauguma universalios paskirties apdirbamos detalių patogiai tilpsta į šį intervalą – tai tvirtinimo skliaustai, korpusai, dangteliai ir konstrukcinės detalės, kuriose svarbus tikslus pritaikymas, tačiau jis nėra kritiškai svarbus iki tūkstantosios colio dalies.
Aukštos tikslumo apdirbimas reiškia matmenis, laikomus ±0,0005 colio arba geresniuose ribose. Palyginimui: tai maždaug viena dešimtoji žmogaus plauko storio. Kai kurios aukštos klasės programos reikalauja dar didesnio tikslumo: pagal pramonės specialistų duomenis, tikslusis apdirbimas gali pasiekti ±0,0002 colio tikslumą tokioms savybėms kaip presuojamieji skylių būdai ar kritiškai svarbios lygiavimo paviršiai.
Kada iš tikrųjų reikia aukštos tikslumo ribų?
- Suderinamosios paviršiai – Detalės, kurios turi tiksliai susijungti, pvz., guolių korpusai ar lygiavimo smeigtukai
- Sandarinimo taikymai – Komponentai, kuriuose negali būti skysčio ar dujų nutekėjimo
- Sukamieji mazgai – Velenai ir skylių būdai, kurių bėgimo nuokrypis veikia našumą
- Sauga kritiški komponentai – Aviacijos, medicinos ar krašto apsaugos taikymai, kuriuose nepriimtinas joks verslo nutraukimas
Štai praktinė realybė: nustatant tikslumą, kuris yra griežtesnis nei reikalingas jūsų taikomajame sprendime, pinigai švaistomi be jokios papildomos funkcionalios naudos. Laikiklis, kuris montuojamas prie sienos, neturi reikalauti kosminės technologijos lygio tikslumo. Šio skirtumo supratimas padeda optimizuoti tiek sąnaudas, tiek našumą.
Kaip tikslumo specifikacijos veikia jūsų projektą
Kodėl tolerancijų griežtumas taip labai veikia jūsų biudžetą? Pagal Factorem tolerancijų vadovą griežtesnės tolerancijos visada lemia didesnes gamybos sąnaudas dėl kelių tarpusavyje susijusių priežasčių.
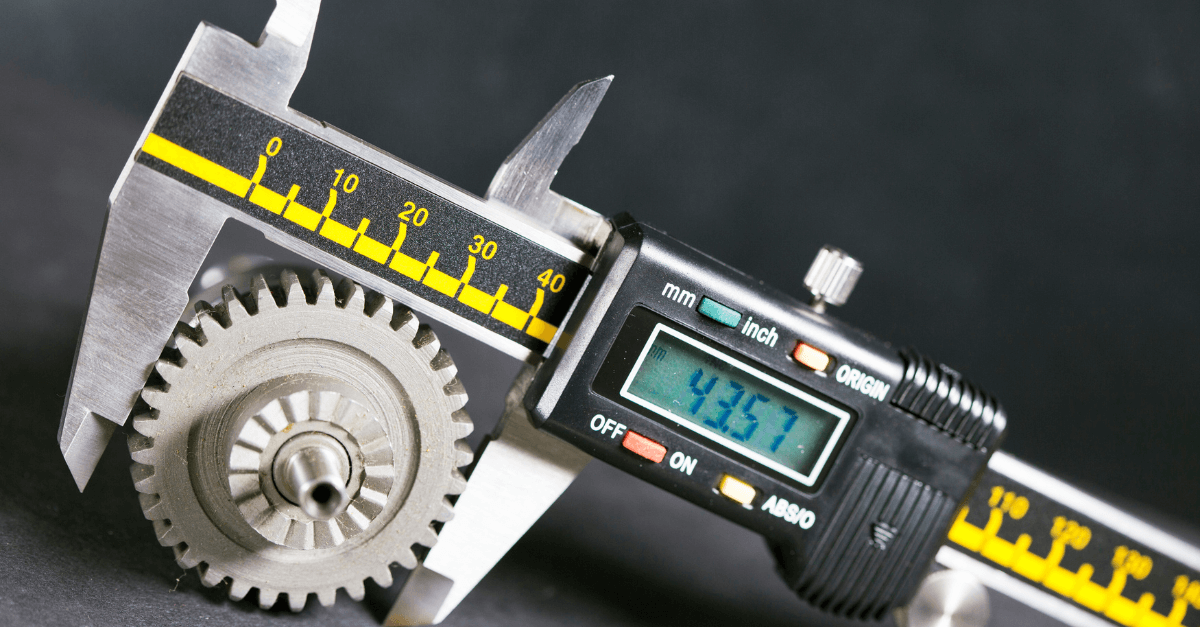
Pirma, pasiekti griežtesnius matmenis reikalauja lėtesnių pjovimo greičių ir lengvesnių pjovimo eigų. Daugiau laiko mašinoje reiškia didesnes vieno gaminio sąnaudas. Antra, pažangios apdirbimo technologijos ir aukštesnio tikslumo įranga kainuoja brangiau. Trečia, tikrinimo reikalavimai sustiprėja – detalė, kurios nuokrypis turi būti ±0,0005 colio, turi būti patikrinta koordinačių matavimo mašina (CMM) ar kitais tiksliais prietaisais, o ne paprastais kaliperiais.
CNC frezavimo operatoriaus apibrėžimas savo vaidmens vis labiau apima kokybės patikrinimą. Patyrę operatoriai supranta, kad nuoseklūs rezultatai priklauso nuo kelių kintamųjų vienu metu kontroliavimo.
Kokie faktoriai iš tikrųjų nulemia pasiekiamus nuokrypius? Veikia keletas elementų:
- Stačiakampio formos mašinos galimybės – Senesnės ar žemesnės klasės įrangos tiesiog negali užtikrinti tokios pačios tikslumo lygio kaip šiuolaikiniai, gerai prižiūrimi CNC centrai
- Medžiagos savybės – Minkštesni metalai, pvz., aliuminis, apdirbami numatytesniai nei darbo kietėjimu pasižymintys nerūdijantys plienai ar šilumai jautrios plastmassos
- Dalies geometrija – Plonos sienelės, gilių ertmių ir ilgų nepalaikomų elementų apdirbimas sukelia deformacijas ir virpesius, kurie veikia matmeninę tikslumą
- Aplinkos sąlygos – Temperatūros svyravimai sukelia šiluminį išsiplėtimą tiek mašinose, tiek apdirbamuosiuose gaminiuose, todėl sumažėja tikslumas
- Įrankių nubrozdinimas – Pjovimo kraštai laikui bėgant susidėvi, todėl, jei jų būklės nekontroliuojama ir nekompensuojama, matmenys palaipsniui keičiasi
Pagal BDE Manufacturing Technologies, tikslumo išvesties veiksniai yra aplinkos temperatūra, reguliarus kalibravimas, profilaktinė priežiūra ir laiku keičiami įrankiai. CNC įrangos įrengimas kontroliuojamoje aplinkoje su pastovia temperatūra ir drėgnumu padeda išlaikyti nuoseklią tikslumą.
Konstrukcijos sudėtingumas ir gamybos galimybė
Kas lemia detalės tikslų apdirbimą arba ką daro ją sunkiai apdirbamą? Šios sąsajos supratimas padeda kurti protingesnius projektus ir nustatyti realistiškus lūkesčius.
Paprastos, stačiakampės geometrijos su pakankamomis sienelių storio reikšmėmis apdirbamos numatytai. Pjovimo įrankis susiduria su nuoseklia varža, virpesiai lieka minimalūs, o matmenys išlieka stabilūs. Šios detalės gali pasiekti tikslų matmenų nuokrypį ekonomiškai, nes niekas nekliudo tikslumui.
Sudėtingumas kelia iššūkių. Plonos sienelės deformuojasi pjovimo slėgio poveikiu. Gilių ertmių riboja įrankių pasiekiamumas ir šukų pašalinimas. Aštrūs vidiniai kampai reikalauja mažo skersmens įrankių, kurie lengviau nukrypsta. Sudėtingais kampais apdirbami elementai reikalauja daugiaplokštuminės (daugiaašės) apdirbimo galimybės ir sudėtingo programavimo.
Ar tai reiškia, kad reikėtų vengti sudėtingų konstrukcijų? Visai ne. Šiuolaikinės apdirbimo technologijos kasdien sėkmingai tvarko nepaprastai sudėtingus gaminius. Pagrindinis dalykas – suprasti kompromisus: sudėtingas aviacijos komponentas su dvidešimčia tiksliai išmatuotų elementų kainuos daugiau nei paprastas laikiklis, gaminamas pagal standartines technines sąlygas.
Patyrę gamybos partneriai vertina jūsų brėžinius remdamiesi gamybos patogumo projektavimo (DFM) principais. Jie nustatys elementus, kurie didina gamybos kaštus, pasiūlys alternatyvius sprendimus, kurie atitiks tuos pačius funkcinius reikalavimus, tačiau bus ekonomiškesni, ir padės taikyti tikslų matmenų nuokrypių ribas tik ten, kur jos tikrai reikalingos.
Pagrindinė išvada? Tolerancijų specifikacijos tiesiogiai lemia gamybos sudėtingumą, ciklo trukmę ir sąnaudas. Taikykite tikslumą ten, kur to reikalauja funkcija, o kitur priimkite standartines tolerancijas. Šis subalansuotas požiūris užtikrina veikiančias detales be nereikalingų išlaidų – būtent tai ir yra protingo inžinerinio sprendimo esmė.
Žinoma, matmeninė tikslumas yra tik viena baigtosios produkcijos lygties dalis. Paviršiaus apdorojimas ir papildomi apdorojimai paverčia apdirbtas detalių dalis tikraisiais, visiškai paruoštais jų numatytiems taikymams komponentais.
Paviršiaus apdorojimai ir papildomi apdorojimai
Jūsų detalė tik kas išėjo iš CNC pjovimo įrenginio su tobulais matmenimis – bet ar ji iš tikrųjų baigta? Daugumai atvejų atsakymas yra ne. Matomieji įrankių žymėjimai, aštrūs kraštai ir neapdoroti metaliniai paviršiai reikalauja dėmesio, kol jūsų komponentas bus paruoštas numatytam taikymui. Paviršiaus apdorojimas paverčia apdirbtą detalę ne tik „matmeniškai tikslia“, bet ir „visiškai funkcinė bei vizualiai patrauklia“.
Pagal Hubs paviršiaus apdorojimo vadovą, paviršiaus apdorojimas taikomas po apdirbimo, kad būtų pagerinta CNC apdirbtų metalinių detalių paviršiaus šiurkštumas, išvaizda ir dilimo atsparumas. Kai apdorojimo tipas atitinka taikymo sritį, jis pagerina tiek funkcionalumą, tiek estetinę vertę.
Paviršiaus apdorojimo standartai ir matavimai
Kiekvienas pjovimo įrenginio veiksmas palieka savo pėdsaką ant apdirbamojo gaminio. Sukantis įrankis sukuria mažyčius kalnelius ir slėnius, nuimdamas medžiagą – tai yra jūsų įrankio žymės. Paviršiaus kokybė matuojama kaip vidutinis paviršiaus šiurkštumas, vadinamas Ra (vidutinis šiurkštumas), kuris nusako vidutinį nuokrypį nuo idealiai lygaus paviršiaus.
Ką šie skaičiai iš tikrųjų reiškia? Štai kaip įprasti šiurkštumo reikšmių vertinimai atrodo:
- Ra 3,2 μm (125 μin) – Standartinis „kaip apdirbta“ paviršiaus apdorojimas; matomos įrankio žymės
- Ra 1,6 μm (63 μin) – Tikslesnis apdirbimo paviršiaus apdorojimas su sumažintomis įrankio žymėmis
- Ra 0,8 μm (32 μin) – Lygus paviršiaus apdorojimas, tinkamas sandarinamiesiems paviršiams
- Ra 0,4 μm (16 μin) – Labai lygus paviršius; reikalauja papildomų apdirbimo eigų
Mažesnės Ra reikšmės kainuoja brangiau, nes reikalauja papildomų apdirbimo etapų, lėtesnių pjovimo greičių ir griežtesnio kokybės kontrolės. Daugelyje funkcinio panaudojimo atvejų standartinis 3,2 μm paviršiaus apdorojimas veikia puikiai. Lygesnes specifikacijas naudokite tik tada, kai tikrai svarbu sandarinimas, trinties sumažinimas ar estetinis išvaizdos aspektas.
Papildomi apdorojimai, gerinantys našumą
Be standartinio apdirbto paviršiaus, antriniai apdorojimai prideda apsauginių sluoksnių, pagerina išvaizdą arba gerina funkciniai charakteristikas. Kiekvienas apdorojimas tinka skirtingoms reikmėms – suprasdami savo galimybes, galėsite tiksliai nurodyti tai, ko reikalauja jūsų taikymo sritis.
Štai dažniausiai taikomi papildomi apdorojimai ir kada juos naudoti:
- Ledų pušinimas – Sukuria vienodą matinę ar šilkinę tekstūrą, paviršiui šaudant stiklo rutuliukais. Pašalina įrankių žymes ir užtikrina nuoseklų išvaizdos vaizdą. Žema kaina ir puikiai tinka kosmetinėms detalėms, kurios neturi griežtų matmenų tolerancijų. Geriausiai tinka aliuminio, plieno ir nerūdijančiojo plieno komponentams, kuriems reikia pagerinti vizualinį patrauklumą.
- Anodizuoti (II tipas) – Elektrocheminis procesas, kurio metu ant aliuminio ir titano susidaro plona keraminė oksido danga. Užtikrina korozijos atsparumą ir leidžia dažyti į įvairias spalvas, įskaitant juodą, mėlyną, raudoną ir auksinę. Dangos storis paprastai siekia 4–12 μm. Puikiai tinka vartotojų elektronikos gaminiams, dekoratyvinėms detalėms bei taikymams, kuriems reikia tiek apsaugos, tiek estetinės prasmės.
- Anodinė danga (tipas III / stiprioji danga) – Storesnė oksido danga (iki 50+ μm), užtikrinanti aukštą nusidėvėjimui atsparią dangą ir paviršiaus kietumą. Brangesnė, bet būtina funkcinėms detalėms, kurios patiria dilimą, slydimo sąlytas arba veikia ekstremaliomis sąlygomis. Dažnai naudojama aviacijoje, krašto apsaugos srityje ir aukšto našumo mechaninėse sistemose.
- Miltelinis dažymas – Džiovintosios miltelinės dulkės elektrostatiniu būdu padėtos ir šilumai atspariai kaitinamos apie 200 °C temperatūroje, kad susidarytų tvirtas polimerinis sluoksnis. Storis svyruoja nuo 18 iki 72 μm. Puiki smūgio atsparumas, įvairių spalvų pasirinkimas ir suderinamumas su visais metalais. Idealu naudoti lauko įrangai, korpusams ir detaliams, kurios reikalauja stiprių apsauginių denginių.
- Metalinio dangos dėjimas (chromavimas, nikeliavimas, cinkavimas) – Plonas metalinis sluoksnis nusodinamas elektrocheminiais procesais. Chromas suteikia dekoratyvinį blizgesį ir vidutinį korozijos atsparumą. Nikelis užtikrina subalansuotą dilimo atsparumą ir estetinę išvaizdą. Cinkas puikiai apsaugo nuo korozijos, ypač plieninėms detalėms. Kiekvienas iš šių būdų turi savo funkcines ir estetines paskirtis.
Tinkamos apdailos pasirinkimas jūsų taikymui
Kaip pasirinkti? Pradėkite nuo funkcinių reikalavimų ir estetinių pageidavimų atskyrimo. Remiantis SYZ sukabintųjų galų išsamiu vadovu paviršiai, kurie yra veikiami pakartotinio kontakto, slydimo ar šiurkščiosios deformacijos, paprastai reikalauja kietesnių ir storesnių dengiamųjų sluoksnių – tuo tarpu estetiniai apdailos būdai, pvz., švelninis smėlio pūtimas, pagerina išvaizdą, tačiau suteikia ribotą apsaugą, nebent juos derinama su kitais apdorojimais.
Dėmesingai įvertinkite savo veiklos aplinką. Lauko sąlygos, druskos purškimas, aukšta temperatūra ir UV spinduliuotė reikalauja patvaresnių apdailos būdų nei vidinės patalpos naudojimui. Žuvų pramonės taikymams skirtų CNC gamybos detalių galima reikalauti cinkavimo arba miltelinio dengimo, tuo tarpu automobilių vidaus komponentams tinka dekoratyvinis anodavimas.
Keli apdailos būdai gali būti strategiškai sujungti. Pavyzdžiui, švelninis smėlio pūtimas prieš anodavimą sukuria vienodą matinę išvaizdą ir tuo pačiu padidina korozijos bei dilimo atsparumą. CNC pjovimo operacijos sukuria geometriją – tačiau paviršiaus apdaila nulemia tai, kaip ši geometrija veikia ir atrodo tikrojoje aplinkoje.
Pagrindinė išvada? Baigiamąjį apdorojimą neverta laikyti antraeiliu dalyku. Užsakant detalių, nurodykite reikiamas paviršiaus savybes ir nuokrypius, uždėkite apsauginius dangtukus ant kritinių elementų, kuriems neturėtų būti taikomos dengiamosios medžiagos, ir pasirinkite apdorojimo būdą, kuris atitiktų tiek funkcines reikalavimus, tiek aplinkos poveikį. Toks požiūris užtikrina, kad jūsų CNC apdirbti komponentai ilgą laiką veiks patikimai.
KNC apdirbimo kaštų veiksniai ir biudžeto optimizavimas
Jūs jau pasirinkote medžiagą, nurodėte leistinus nuokrypius ir pasirinkote idealų paviršiaus apdorojimą. Dabar kyla klausimas, kuris nusprendžia, ar jūsų projektas bus tęsiamas: kiek jis iš tikrųjų kainuos? Supratimas, kas lemia apdirbimo gamybos išlaidas, padeda priimti informuotus sprendimus, išvengti netikėtų biudžeto viršijimų ir rasti galimybes sutaupyti be kokybės praradimo.
Štai kas iš tikrųjų vyksta: CNC detalių kainos nėra atsitiktinės. Kiekvienas doleris susijęs su konkrečiais veiksniais, kuriuos galite kontroliuoti – medžiagos pasirinkimu, konstrukcijos sudėtingumu, tikslumo reikalavimais ir gamybos apimtimis. Pagal Unionfab sąnaudų analizę, suprantant, iš kur kyla šios sąnaudos, yra būtina tiksliai planuoti biudžetą ir pasirinkti tiekėjus.
Išnagrinėkime tiksliai, už ką mokate, ir kaip optimizuoti kiekvieną elementą.
Pagrindiniai apdirbimo sąnaudų veiksniai
Įsivaizduokite, kad apdirbimas gamybos sąnaudoms panašus į statomas vieną ant kitos plytelės. Kiekvienas sluoksnis prideda prie bendros sumos, o atskirų komponentų supratimas parodo, kur galima sutaupyti.
Materialinės išlaidos medžiagos sudaro reikšmingą jūsų bendrų sąnaudų dalį – o kainų skirtumas yra labai didelis. Aliuminis yra ekonomiškesnio krašto pavyzdys, tuo tarpu titanas reikalauja aukštos kainos, kuri gali būti penkis–dešimt kartų didesnė. Pagal pramonės kainų duomenis, medžiagos pasirinkimas veikia ne tik žaliavų sąnaudas, bet taip pat įrankių nusidėvėjimą ir apdirbimo trukmę.
Panagrinėkime supaprastintą kainų palyginimą:
| Materialių kategorija | Santykinė kaina | Pagrindinė sąvoka |
|---|---|---|
| Aliuminio | $ | Puikus apdirbamosumas, trumpiausi ciklo laikai |
| Varis / vario lydiniai | $$$ | Lengvai apdirbamas, naudojamas elektros technikoje |
| Plienas / nerūdijantis plienas | $$$ | Kietesnės medžiagos padidina įrankių ausimą |
| Titanas | $$$$$ | Reikalinga specializuota įranga, ilgesni ciklai |
| PEEK (plastikas) | $$$$$ | Aukštos našumo, bet brangus žaliavinis medžiagų atsargas |
Apdirbimo laikas tiesiogiai padidina sąnaudas. Pramoniniai apdirbimo procesai vykdomi valandinėmis kainomis, kurios skiriasi priklausomai nuo įrangos sudėtingumo: 3 ašių frezavimo staklės paprastai kainuoja apie 40 JAV dolerių už valandą, o 5 ašių įranga – 75–120 JAV dolerių už valandą, kaip nurodo gamybos apklausos. Sudėtingos geometrijos, reikalaujančios daugiaplokštuminių operacijų, tikslūs matmenys, dėl kurių reikia lėtesnių padavimų, ir sudėtingos detalės, kurioms reikia keisti kelis įrankius, visos ilgina ciklo trukmę – ir jūsų sąskaitą.
Paruošimo ir programavimo sąnaudos taikomos nepriklausomai nuo kiekio. Kiekvienam darbui reikia paruošti stakles, sukonfigūruoti detalių tvirtinimą, įkelti įrankius ir nustatyti nulinį tašką. Šios fiksuotos sąnaudos paskirstomos visoje užsakytų detalių partijoje: jei gaminama dešimt detalių, kiekviena iš jų „neša“ viena dešimtąją paruošimo sąnaudų dalies; jei gaminama šimtas detalių, kiekvienos detalės dalis tampa žymiai mažesnė.
Leistinų nuokrypių specifikacijos turi įtakos tiek apdirbimo laikui, tiek kontrolės reikalavimams. Pagal Ensinger Plastics DFM vadovą , tikslūs nuokrypiai turėtų būti taikomi tik ten, kur tai būtina – bendrieji nuokrypiai žymiai sumažina sąnaudas, neprarandant funkcionalumo netikrinamosiose srityse.
Sekundinės operacijos prideda papildomas sąnaudas, kurios greitai kaupiasi. Paviršiaus apdorojimas, pvz., anodavimas, paprastai kainuoja 3–12 USD už detalę, o elektrolizinis metalinimas – 10–30 USD. Šiluminis apdorojimas, kontrolė ir specialus supakuojimas kiekvienas prideda savo atskirą sąnaudų poziciją. CNC apdirbomoms detalėms, reikalaujančioms kelių papildomų procesų, šie papildymai gali lygintis su pagrindinėmis apdirbimo sąnaudomis ar net jas viršyti.
Protingos strategijos, kaip optimizuoti savo biudžetą
Gera naujiena: dauguma sąnaudų veiksnių reaguoja į protingą planavimą. Pagal Protolabs gamybos sąnaudų vadovą, dėmesį skirdami protingam konstravimui, medžiagų pasirinkimui, nuokrypiams ir gamybos planavimui, galite žymiai sumažinti sąnaudas, išlaikydami aukštą kokybę.
Štai įrodytos strategijos mašininio gamybos sąnaudoms optimizuoti:
- Dizainas gamybai – Supaprastinkite geometriją, kai tik įmanoma. Sumažinkite aštrius vidinius kampus, gilias kišenes ir elementus, kuriems reikia specialių įrankių. Naudokite standartinius įrankių dydžius skylėms ir kitoms savybėms. Tada, kai tai praktiška, sujunkite kelis detalių komponentus į vieną detalę.
- Nustatykite leistinus nuokrypius tinkamai – Taikykite tikslų leistinąjį nuokrypį tik kritinėms sujungiamosioms paviršių sritims ir funkcionalioms savybėms. Neesminėse matmenų srityse galima naudoti standartinį ±0,005 colio nuokrypį, kuris žymiai sumažina apdirbimo laiką ir kontrolės išlaidas.
- Optimizuokite medžiagų pasirinkimą – Pasirinkite medžiagas, kurios atitinka funkcines reikalavimus, neperdaug nurodydami jų savybes. Dažnai aliuminis užtikrina pakankamą našumą už dalį titano kainos. Atsižvelkite į apdirbamosias savybes: minkštesnės medžiagos sumažina įrankių dėvėjimąsi ir ciklo trukmę.
- Strategiškai suplanuokite gamybos apimtis – Didesni partijų kiekiai paskirsto fiksuotas paruošimo sąnaudas tarp daugiau detalių, todėl sumažėja vienos detalės sąnaudos. Net nedidelis kiekio padidėjimas gali duoti reikšmingų taupymo rezultatų. Pagal Unionfab analizę, vienos detalės kaina žymiai mažėja, kai užsakymo kiekiai auga nuo vienos detalės iki serijinės gamybos.
- Sumažinkite paruošimus ir perkėlimus – Projektuokite detales taip, kad jas būtų galima apdirbti mažiau paruošimų. Kiekvieną kartą, kai operatoriui reikia perkelti darbo gabalą, kalibravimo procesas užtrunka laiko ir gali sukelti papildomų nuokrypių.
- Apsvarstykite standartines paviršiaus apdorojimo rūšis – Natūraliai apdirbti paviršiai nereikalauja papildomų sąnaudų. Specializuotų paviršiaus apdorojimų prašykite tik tada, kai to reikalauja funkcionalumas ar išvaizda.
Ar CNC apdirbimas yra tinkamas jūsų projektui?
Kartais protingiausias biudžeto sprendimas – visiškai pasirinkti kitą gamybos metodą. Kaip suprasti, kada CNC apdirbimas suteikia geriausią vertę?
CNC apdirbimas puikiai tinka, kai reikia:
- Tikslių nuokrypių ir aukštos tikslumo laipsnio
- Sudėtingų geometrijų kietose medžiagose
- Maži iki vidutiniškų gamybos apimčių (1–1000 detalių)
- Greita prototipavimo gamyba naudojant pramoninės kokybės medžiagas
- Detalės, kurios reikalauja puikaus paviršiaus baigiamojo apdirbimo tiesiogiai po frezavimo
Kitos metodikos gali pasirodyti ekonomiškesnės, kai:
- Gamybos apimtys viršija tūkstančius identiškų detalių (apsvarstykite liejimą arba įpurškimą)
- Sudėtingos vidinės geometrijos negali būti pasiekiamos pjovimo įrankiais (apsvarstykite 3D spausdinimą)
- Paprasčiausios formos nereikalauja tikslaus apdirbimo (apsvarstykite štampavimą arba ekstruziją)
CNC technologijos „šventoji vieta“ dažniausiai yra nuo prototipų iki mažų gamybos serijų diapazone. Vienos detalės užsakymus slėgiantys paruošimo kaštai tampa nepastebimi esant penkiasdešimčiai ar šimtui vienetų, tuo tarpu gamybos apimtys vis dar lieka žemiau ribos, kai įforminimo ar liejimo įrangos investicijos tampa ekonomiškai pagrįstos.
Šių kaštų dinamikos supratimas padeda jums artintis prie gamybos partnerių kaip informuotam pirkėjui. Jūs užduosite geriau suformuluotus klausimus, tiksliau įvertinsite pasiūlymus ir atpažinsite tikrąją vertę, o ne tiesiog persekosite žemiausią kainą.
Tinkamo CNC apdirbimo partnerio pasirinkimas jūsų projektui
Jūs jau užbaigėte savo dizainą, pasirinkote medžiagą ir nustatėte nuokrypius, kurie subalansuoja funkcionalumą ir biudžetą. Dabar atėjo sprendimo laikas, kuris nulemia, ar šios rūpestingai suplanuotos specifikacijos iš tikrųjų paversiamos į veikiančius komponentus: kas juos gamins? Gebėjusio CNC frezavimo specialisto ir netinkamo specialisto skirtumas – ne tik kokybės, bet ir skirtumas tarp laiku įvykdymo gamybos grafiko ir skubaus paaiškinimų dėl vėlavimų.
Teisingo partnerio radimas reikalauja žvelgti toliau nei pateikti kainos pasiūlymai. Pagal Zenith Manufacturing partnerių atrankos vadovą tikslas yra ne tik rasti tiekėją, kuris galėtų pagaminti jūsų komponentus, – tai rasti strateginį partnerį, kuris galėtų stiprinti jūsų verslą. Šis procesas prasideda sistemingai vertinant gebėjimus, sertifikatus ir ankstesnę veiklos patirtį.
Kokybės sertifikatai, kurie svarbūs jūsų pramonei
Sertifikatai – tai ne tik lentelės ant sienos: jie yra dokumentuotas įrodymas, kad gamintojas palaiko griežtus kokybės valdymo sistemas. Tačiau kurie sertifikatai iš tikrųjų svarbūs – priklauso visiškai nuo jūsų pramonės šakos ir taikymo srities.
Supratimas, kas yra CNC operatoriaus pareigos, padeda suprasti, kodėl sertifikatai yra svarbūs. Sertifikuotas darbuotojų kolektyvas rodo vienodą bazinį žinojimą: visi supranta geriausias praktikas, saugos protokolus ir kokybės reikalavimus. Pagal „American Micro Industries“ sertifikavimo vadovą, sertifikuoti procesai reiškia, kad patys metodai ir įranga laikomasi dokumentuotų standartų, užtikrinant nuoseklumą nuo vienos partijos iki kitos.
Štai į ką reikėtų atkreipti dėmesį, remiantis jūsų sektoriumi:
- ISO 9001 – Bazinis kokybės valdymo sistemos sertifikatas, taikomas visose pramonės šakose. Rodo dokumentuotus darbo eigas, našumo stebėjimą ir klaidų taisymo procedūras.
- AS9100 – Remia ISO 9001 standartą, papildydama jį aviacijos pramonei būdingais reikalavimais dėl rizikos valdymo, dokumentavimo ir gaminio vientisumo. Būtinas bet kuriam dalyvavimui aviacijos tiekimo grandinėje.
- ISO 13485 – Pagrindinis medicinos prietaisų gamybos standartas, apimantis projektavimo kontrolę, sekamumą ir rizikos mažinimą.
- IATF 16949 – Pasaulinis automobilių pramonės kokybės valdymo standartas, sujungiantis ISO 9001 principus su sektoriui būdingais reikalavimais nuolatiniam tobulėjimui ir defektų prevencijai.
- Nadcap – Akreditacija specialiems procesams, tokiems kaip šiluminis apdorojimas ir beardymo tyrimai, kurie yra kritiškai svarbūs aviacijos ir krašto apsaugos taikymuose.
Automobilių pramonės taikymams konkrečiai IATF 16949 sertifikavimas rodo, kad gamintojas supranta šios pramonės reikalaujančias lūkesčius. Tokios įmonės kaip Shaoyi Metal Technology parodo šį įsipareigojimą tiek turėdamos IATF 16949 sertifikatą, tiek taikydamos griežtas statistinio proceso valdymo (SPC) procedūras – užtikrindamos, kad kiekvienas tikslusis komponentas nuolat atitiktų automobilių pramonės klasės specifikacijas.
Tačiau vien tik sertifikavimas nepakanka. Pagal gamybos specialistų nuomonę, tikrasis išbandymas yra tai, kaip giliai kokybės požiūris įsišaknijęs jų kultūroje. Užduokite tikslūs klausimus, pvz., „Ar galėtumėte paaiškinti, kaip jūsų įmonė tvarko neatitinkančią detalę?“ Jų atsakymas daugiau atskleidžia tikrąją įsipareigojimo laipsnį nei bet kuris sertifikatas.
Vertinimas gamybos galimybių ir laiko tarpusavio
Tipiško CNC staklių operatoriaus pareigų aprašyme nurodoma įrengimų paruošimas, eksploatavimas ir kokybės patikrinimas – tačiau jūsų partnerio galimybės išeina toliau nei atskiri operatoriai. Jums reikia įvertinti visą veiklą: įrangą, ekspertizę ir pajėgumus.
Kokius CNC įrankius ir įrangą turėtumėte ieškoti? Pagal Kesu Group vertinimo vadovą tiekėjas, turintis įvairią, gerai prižiūrimą įrangą – įskaitant CNC frezavimo stakles, frezavimo centrus ir daugiapasių įrengimų – geriau pasirengęs vykdyti sudėtingus projektus. Šiuolaikiniai CNC apdirbimo centrai su automatiniais įrankių keitikliais ir procese vykdomais matavimais užtikrina tiek tikslumą, tiek efektyvumą.
Taip pat svarbu: ar jūsų partneris gali augti kartu su jumis? Greitojo prototipavimo poreikiai labai skiriasi nuo serijinės gamybos poreikių. Idealus CNC įrangos komplektas palaiko abu variantus – leidžia greitai pagaminti pavyzdinius detalių egzempliorius ir tuo pačiu išlaiko pajėgumus tūkstančiams vienetų, kai užsakymai didėja. Kai kurie gamintojai, įskaitant „Shaoyi Metal Technology“, siūlo tiekimo laiką net vieną darbo dieną skubiam prototipavimui, be trukdžių perėdami prie masinės gamybos tūrių automobilių tikslausis komponentams, įskaitant rėmo surinkimus ir specialius metalinius įvorius.
Naudokite šį kontrolės sąrašą vertindami potencialius gamybos partnerius:
- Sertifikatai – Patikrinkite bent jau ISO 9001 sertifikatą; patvirtinkite, kad pramonės specifiniai sertifikatai (AS9100, IATF 16949, ISO 13485) atitinka jūsų reikalavimus
- Kokybės sistemos – Ieškokite dokumentuotų statistinio proceso valdymo (SPC) programų, pirmosios atrankos patikrinimo galimybių ir koordinatinio matavimo mašinos (CMM) patvirtinimo įrangos
- Įrangos galimybės – Įvertinkite naudojamų staklių tipus, ašių konfigūracijas ir pajėgumus jūsų detalių geometrijoms bei gamybos apimtims
- Medžiagų žinios – Patikrinkite, ar gamintojas turi patirties su jūsų konkrečiomis medžiagomis ir panašiomis taikymo sritimis
- Perdavimo laikas – Paprašykite įprastų pradinių pavyzdžių gamybos laikų palyginus su masine gamyba; patikrinkite laiku ir visiškai pristatytų prekių (OTIF) rodiklius
- Susisiekimo reaktyvumas – Įvertinkite pasiūlymų parengimo laiką, techninių klausimų atsakymus ir iniciatyvius projekto atnaujinimus
- DFM atsiliepimas – Geri partneriai siūlo gamybai tinkamo projektavimo (DFM) rekomendacijas vietoj to, kad tylėdami priimtų problemiškus projektus
Pagal Zenith Manufacturing tyrimus, bloga komunikacija yra svarbus raudonasis signalas. Šiandien jums reikia partnerių, kurie greitai reaguoja, pateikia iniciatyvius atnaujinimus ir išlaiko skaidrumą, kai kyla problemų. 48 valandų el. pašto atsakymo laikas yra nepriimtinas, kai priklauso nuo to, ar bus laiku įvykdyti gamybos grafikai.
Esminė išvada? Jūsų gamybos partneris tampa jūsų komandos pratęsimu. Jų gebėjimai, kokybės sistemos ir reaktyvumas tiesiogiai veikia jūsų produkto sėkmę. Investuokite laiko į išsamią pradinę įvertinimą – tai daug pigiau nei vėliau nustatyti galimybių trūkumus jau prasidėjus gamybai.
Pradėkite savo CNC apdirbimo projektą
Jūs nuėjote nuo to, kaip suprasti, kas yra CNC sistema, iki gamybos partnerių vertinimo – dabar laikas šią žinią pritaikyti praktikoje. Atstumas tarp idėjos jūsų galvoje ir baigto komponento jūsų rankoje yra trumpesnis, nei galėtumėte manyti, jei procesą vykdytumėte sistemingai.
Prisiminkite, kad CNC reiškia kompiuterinį skaitmeninį valdymą – tačiau tai iš tikrųjų reiškia jūsų gebėjimą transformuoti skaitmeninę tikslumą į fizinę realybę. Kiekvienas šiame vadove išmoktas sprendimas susijęs su vienu tikslu: gauti detalių, kurios veikia tiksliai taip, kaip numatyta, laiku ir numatytoje biudžeto riboje.
Susiejkime viską į aiškią veiksmų kryptį.
Jūsų CNC projekto veiksmų planas
Ant ko iš tikrųjų remiasi sėkminga CNC apdirbimo technologija? Ant sistemingo požiūrio, kuris kiekviename kritiniame sprendimo taške atsižvelgia į tinkamą seką. Sekite šiuos žingsnius, kad drąsiai judėtumėte nuo idėjos iki baigtų detalių:
- Galutinai patvirtinkite savo projektą, atsižvelgdami į gamybos galimybes – Peržvelkite savo CAD modelį, kad nustatytumėte bruožus, kurie sukelia nereikalingą sudėtingumą. Jei įmanoma, pašalinkite aštrius vidinius kampus, standartizuokite skylų dydžius taip, kad jie atitiktų įprastų įrankių skersmenis, ir užtikrinkite, kad sienelių storis būtų pakankamas, kad išlaikytų pjovimo jėgas. Jei neesate tikri, prieš galutinai patvirtindami technines sąlygas, paprašykite DFM atsiliepimo.
- Nustatykite medžiagos ir tikslumo reikalavimus – Priderinkite medžiagos savybes prie savo taikymo poreikių. Ar jūsų detalė turi būti atspari korozijai? Tuomet apsvarstykite nerūdijančiąją plieną arba anodintą aliuminį. Ar svarbus mažas svoris? Tada idealūs gali būti aliuminis arba inžineriniai plastikai. Taikykite tikslų toleranciją tik ten, kur tai reikalinga dėl jungiamųjų paviršių ar kritinių funkcijų – kitur naudokite standartines tolerancijas, kad išlaikytumėte priemones pagrįstomis kainomis.
- Paprašykite pasiūlymų iš kvalifikuotų partnerių – Pateikite savo projektą keliems gamintojams, kurių sertifikatai atitinka jūsų pramonės reikalavimus. Pateikite visą dokumentaciją: 3D modelius, 2D brėžinius su nuokrypių ribomis, medžiagų specifikacijas, kiekių reikalavimus ir numatomas pristatymo datas. Aiškus bendravimas iš anksto padeda vengti nesupratimų vėliau.
- Atidžiai peržiūrėkite DFM atsiliepimus – Patyrę partneriai nustatys galimus problemas ir pasiūlys alternatyvas. Rekomendacija pakeisti vidinio kampo spindulį iš 0,5 mm į 2 mm gali atrodyti nedidelė – tačiau tai gali sumažinti detalės kainą 30 % ir tuo pačiu pagerinti jos konstrukcinę vientisumą. Klausykite šių pasiūlymų atvirai.
- Pradėkite gamybą su pasitikėjimu – Kai patvirtinsite pavyzdžius ir patvirtinsite technines sąlygas, leiskite gamybą. Palaikykite nuolatinį ryšį viso proceso metu, ypač pirmosioms partijoms. Prieš siunčiant dalis nustatykite kokybės kontrolės taškus ir tikrinimo kriterijus.
Perėjimas nuo idėjos prie gamybos
CNC staklių operatoriaus ekspertizės reikšmė tampa aiški, kai dirbate su partneriais, kurie vedžioja jus per kiekvieną etapą. Prototipavimas patvirtina jūsų projektą prieš pradedant masinę gamybą. Pirmojo gaminio tikrinimas patvirtina, kad gamybos procesai sukuria detalės, atitinkančias nustatytus reikalavimus. Statistinė proceso kontrolė užtikrina nuoseklumą visuose gamybos cikluose.
Automobilių tiekimo grandinėje dirbantiems skaitytojams kelias nuo prototipo iki masinės gamybos reikalauja partnerių, turinčių specifinius įgūdžius ir sertifikatus. Shaoyi Metal Technology šią galimybę puikiai iliustruoja jų IATF 16949 sertifikatas ir griežti statistinės proceso kontrolės (SPC) protokolai, kurie užtikrina, kad aukštos tikslumo ribos komponentai atitiktų automobilių pramonės reikalavimus. Su prototipavimo pristatymo laikais, kurie gali būti trumpiausi kaip viena darbo diena, ir beproblemės skalės plėtros į masinę gamybą, jie efektyviai tiekia tikslų važiuoklės surinkimų komplektus ir specialius metalinius įvorius.
CNC – kas tai reiškia? Kompiuterinė skaitmeninė valdymo sistema – tačiau svarbiausia, kad tai reiškia gamybos galimybę, kuri jungia jūsų skaitmeninius projektus su fiziniais gaminiais. Ar gamintumėte dešimt pavyzdžių ar dešimt tūkstančių serijinių detalių, ši technologija užtikrina nuolatinę tikslumą, kurios rankomis atliekamos metodikos tiesiog negali pasiekti.
Esminė išvada? Dabar jūs suprantate įrenginių tipus, medžiagų pasirinkimą, leistinų nuokrypių specifikacijas, paviršiaus apdorojimo variantus, kainos veiksnius ir partnerių vertinimo kriterijus. Šios žinios pakeičia jus iš pasyvaus pirkėjo į informuotą gamybos partnerį. Naudokite jas, kad užduotumėte geriau suformuluotus klausimus, priimtumėte protingesnius sprendimus ir pristatytumėte gaminius, atitinkančius tiksliai nustatytus reikalavimus.
Jūsų kitas žingsnis yra paprastas: paimkite savo projektą, taikykite įgytus principus ir susisiekite su kvalifikuotu gamybos partneriu, kuris gebės įgyvendinti jūsų viziją. Technologija jau parengta. Ekspertizė egzistuoja. Jūsų tikslūs komponentai laukia, kol bus pagaminti.
Dažniausiai užduodami klausimai apie CNC apdirbimą
1. Kas yra CNC apdirbimas?
CNC apdirbimas yra gamybos procesas, kuriame iš anksto suprogramuota kompiuterinė programinė įranga valdo gamyklinių įrankių ir įrangos judėjimą. CNC reiškia „Computer Numerical Control“ (skaitmeninio valdymo kompiuteriu), kuris naudoja G-kodo instrukcijas, kad su nepaprasta tikslumu nukreiptų pjovimo įrankius – pasiekiant nuokrypius iki ±0,001 colio. Šis atimtinės gamybos metodas pašalina medžiagą iš vientisų blokų, kad būtų sukurti galutiniai komponentai pramonės šakoms – nuo aviacijos ir kosmonautikos iki medicinos prietaisų.
2. Ar CNC staklių operatoriai uždirba daug pinigų?
CNC staklių operatoriai gauna konkurencingas algas, JAV vidutinė valandinė alga siekia apie 27,43 JAV dolerio. Uždarbis priklauso nuo patirties, sertifikatų ir specializacijos. Operatoriai, turintys pažangias žinias daugiaplokštuminių ašių programavime, mažų nuokrypių apdirbime arba aviacijos klasės gamyboje, paprastai gauna aukštesnes algas. IATF 16949 arba AS9100 sertifikuotos įmonės dažnai moka aukštesnes algas kvalifikuotiems staklių operatoriams, kurie užtikrina kokybės standartus.
3. Kokie yra skirtingi CNC staklių tipai?
Trys pagrindiniai CNC staklių tipai yra frezavimo staklės, sukimo staklės ir maršrutizatoriai. CNC frezavimo staklės naudoja besisukančius pjovimo įrankius prie nejudančių detalių, kad būtų sukurtos sudėtingos 3D geometrijos kietuose metaluose. CNC sukimo staklės sukasi detalė prie nejudančių įrankių ir yra idealios cilindrinėms detalėms, tokioms kaip velenai ir įmovos. CNC maršrutizatoriai apdoroja minkštesnius medžiagų tipus ir didesnius plokščius lakštus, dažnai naudojami ženklams, baldų gamybai ir plastikinėms korpusams gaminti.
4. Kiek kainuoja CNC apdirbimas?
CNC apdirbimo kainos priklauso nuo pasirinktos medžiagos, detalės sudėtingumo, tikslumo reikalavimų ir gamybos apimties. Aliuminio detalės kainuoja mažiau nei titano analogai dėl medžiagos kainos ir trumpesnio ciklo laiko. Tikslūs leidžiami nuokrypiai padidina apdirbimo laiką ir kontrolės išlaidas. Paruošimo išlaidos pasiskirsto per didesnius užsakymus, todėl vienos detalės kaina sumažėja. Strategijos, tokios kaip gamybai pritaikytas projektavimas (DFM), tinkamas tikslumo nustatymas ir apimčių planavimas, gali žymiai sumažinti bendras projekto išlaidas.
5. Kokius sertifikatus turėčiau ieškoti CNC apdirbimo partneriui?
Pagrindiniai sertifikatai priklauso nuo jūsų pramonės šakos: ISO 9001 nustato pagrindinį kokybės valdymą, AS9100 apima aviacijos pramonės reikalavimus, ISO 13485 taikoma medicinos įrangai, o IATF 16949 – automobilių gamybos standartams. Partneriai, tokie kaip „Shaoyi Metal Technology“, parodo savo įsipareigojimą įgiję IATF 16949 sertifikatą kartu su statistinio proceso valdymo (SPC) protokolais, užtikrindami nuoseklią kokybę tiksliesiems automobilių komponentams, įskaitant važiuoklių surinkimus.