 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Ritininiai guoliai ar paprastieji vediklio įmovai: kuris apsaugo jūsų veleną?

Teisingo vedlio įvorės pasirinkimo priėmimas tiksliesiems taikymams
Kiekvienas mechanikas žino tą jausmą – stovi prie darbo stalo, žiūri į matricos rinkinio specifikaciją ir svarsto, ar pasirinkti rutulinius guolius ar paprastąsias vedlio įvorės. Tai nėra tik techninis sprendimas. Tai pasirinkimas, kuris tiesiogiai veikia jūsų špindelio tarnavimo laiką, detalių kokybę ir galiausiai – jūsų pelningumą.
Kai dirbate su tiksliaisiais įrankiais, supratimas apie skirtumą tarp įvorės ir guolio nėra akademinis. Tai praktika. Netinkamas pasirinkimas veda prie ankstyvo susidėvėjimo, varginančių nelygiagretumo problemų ir brangaus prastojo laiko, kurio niekas neplanuoja. Taigi kas yra įvorė ir kaip ji skiriasi nuo guolio sprendimo realioje veikloje?
Kodėl jūsų vedlio įvorės pasirinkimas lemia matricos našumą
Įvorės reikšmė siekia daug toliau nei paprasta cilindrinė detalė. Vadovaujančios įvorės yra kritiškas sąsaja tarp judančių formos dalių, tiksliai kontroliuojant jų išdėstymą mikroskopiniu tikslumu. Ar pasirinktumėte ritinėlio tipo konstrukciją, ar paprastą slydimo paviršių, šis sprendimas atsilieps kiekviename jūsų preso ėjime.
Pagalvokite taip: jūsų vedimo sistema sugeria nesuderintas jėgas, valdo šiluminį plėtimąsi ir palaiko pozicijos tikslumą per tūkstančius – kartais milijonus – ciklų. Guolių ir įvorių pasirinkimas veikia trinties charakteristikas, šilumos generavimą ir dilimo modelius. Padarykite teisingai, ir jūsų įrankiai sklandžiai tarnaus metus. Padarykite klaidą, ir netrukus planuosite nenuspėtą techninę priežiūrą.
The Hidden Costs of Choosing Wrong
Ką guoliai ir įvorės iš tiesų jums kainuoja virš pirkimo kainos? Apsvarstykite šias realaus pasaulio pasekmes, kai vedimo komponentai nesuderinti:
- Greitesnis špindo dilimas dėl didelės trinties ar nepakankamo apkrovos pasiskirstymo
- Detalių kokybės prastėjimas nes laikui bėgant atsiranda susidėvėjimo tolerancijų pokyčiai
- Netikėta įrangos sustabdymo veiklos pertrauka skubiam remontui ir komponentų keitimui
- Padidėjęs broko kiekis kai tikslumas išeina už priimtinų ribų
Šis vadovas praktiškai prieina prie klausimo apie įvorės ir guolius. Vietoj teorinių inžinerinių formulių, rasite taikomuosius sprendimų priėmimo rėmus, paremtus realiomis eksploatacinėmis sąlygomis. Įvertinsime pasirinkimus pagal penkis pagrindinius kriterijus: apkrovos talpą, greičio reikalavimus, tikslumo poreikius, aplinkos veiksnius ir bendrąsias savininkystės sąnaudas.
Ar jūs parenkate komponentus naujam progresyviniam įrankiui, ar ieškote sprendimo ankstyvo nusidėvėjimo problemoms esamuose įrankiuose, šis vadovas suteiks aiškius nurodymus, kaip parinkti tinkamas vedančiąsias įvorės, atsižvelgiant į konkrečias jūsų taikymo sąlygas.
Vedančiųjų įvores vertinimo kriterijai
Prieš pradedant konkrečias produkto rekomendacijas, jums reikia sisteminio pagrindo, kuris padėtų įvertinti galimus variantus. Per daug inžinierių pasirenka tai, kas veikė ankstesniame projekte – ar dar blogiau, tai, ką turi tiekėjas sandėlyje. Toks požiūris nepaiso realybės, kad skirtingi taikymai reikalauja skirtingų sprendimų.
Lyginant guolius ir įdėklus vediklio taikymams, penki susiję veiksniai nulemia, kuris sprendimas užtikrina optimalų našumą. Suprasti, kam geriausiai tinka įdėklai – ir kur puikiai pasirodo riedėjimo elementų konstrukcijos – reikalauja kiekvieno kriterijaus analizės kontekste jūsų specifinės darbo aplinkos.
Penki esminiai vediklio įdėklų parinkimo veiksniai
Šie vertinimo kriterijai sudaro pagrindą kiekvienam vediklio įdėklo pasirinkimui. Jokio vieno veiksnio svarba neatmeta kitų; priešingai, jūsų aplikacijos unikali reikalavimų kombinacija nurodo tinkamiausią sprendimą.
- Našumo talpos reikalavimai: Kiek jėgos sugers jūsų vedimo sistema? Apsvarstykite tiek statines apkrovas, atsirandančias stovėjimo metu, tiek dinamines apkrovas, atsirandančias dirbant dideliu greičiu. Skirtingi įvorės tipai ir medžiagų parinktys skirtingai efektyviai atlaiko radialines, ašines ir lenkiamąsias apkrovas. Stiprios presavimo operacijos reikalauja patikimų apkrovos rodiklių, o lengvosios aplikacijos gali teikti pirmenybę kitiems veiksniams.
- Greitis ir ciklų dažnis: Kokie yra reikalingi judesio greičiai ir ciklų skaičius per minutę jūsų operacijoje? Didesnis nei 200 ėminių per minutę esantis didelis greitis progresyviems štampams sukelia kitokius trinties ir šilumos iššūkius nei lėtesnės perkėlimo formos operacijos. Tokios įvorės, kurios puikiai veikia esant 50 ciklų per minutę, gali per anksti sugesti esant 500.
- Tikslumo tarpai: Kokie yra jūsų pozicijos tikslumo reikalavimai? Kai kurios aplikacijos gali toleruoti keletą tūkstantųjų pokyčių, o kitos reikalauja submikroninio kartojamumo. Jūsų vedimo sistema turi nuosekliai išlaikyti šiuos tarpus esant temperatūriniams ciklams ir ilgoms gamybos serijoms.
- Aplinkos sąlygos: Su kokiais teršalais, temperatūromis ir eksploatacijos sąlygomis susidurs jūsų vedančiosios dalys? Iškarpymo (stamping) aplinkose dažnai atsiranda metalo traukuliai, tepimo skysčio migla ir temperatūros svyravimai, kurie išskirtiniais būdais veikia įvairių tipų įvorės. Sprendimas, kuris be priekaištų veikia klimatu valdomoje patalpoje, gali susidurti su sunkumais dulkiname gamybos ceche.
- Priežiūros reikalavimai ir prieinamumas: Kiek priežiūros galite realiai teikti? Kai kurios įvorės ir guoliai reikalauja reguliaraus tepimo grafiko, o kiti veikia be priežiūros. Įvertinkite ne tik idealų priežiūros planą, bet ir tai, ką jūsų komanda iš tikrųjų gali nuosekliai vykdyti.
Kaip eksploatacijos sąlygos lemia jūsų pasirinkimą
Štai ką supranta patyrę įrankių gamintojai: kontekstas lemia viską. Rutulinis guolis, kuris vienoje programoje suteikia puikius rezultatus, kitoje gali veikti prastai. Panašiai ir paprasti įvoriniai guoliai, kurie atrodo pasenusi technologija, dažnai veikia geriau už sudėtingesnes alternatyvas, kai tinkamai parinkti sąlygoms.
Svarbiausia – sąžininga vertinimo priemonė. Įvertindami savo taikymą, pasistenkite nepervertinti reikalavimų ar neklajoti paskui specifikacijas, kurių iš tikrųjų nereikia. Forma, dirbanti 100 000 ciklų per metus, turi esminį kitokius poreikius nei forma, dirbanti 10 milijonų ciklų. Jūsų vediklių atranka, atitinkanti faktines – o ne teorines – eksploatacijos sąlygas, apsaugo tiek nuo perdidelių išlaidų, tiek nuo nepakankamo našumo.
Bendrosios nuosavybės sąnaudos nusipelnė ypatingo dėmesio. Pradinė pirkimo kaina atskleidžia tik dalį istorijos. Įvertinkite montavimo sudėtingumą, techninės priežiūros darbus, keitimo intervalus ir nenuspėtų prastovų sukeltas gamybos sąnaudas. Pigesnis guolis, kurio keitimas reikalingas kas šešis mėnesius, gali pasirodyti žymiai brangesnis už aukštesnės klasės variantą, tarnaujantį tris metus.
Nustatę šiuos vertinimo kriterijus, jūs galėsite įvertinti konkrečias vedančiųjų vamzdelių parinktis pagal jų tikrąją vertę, o ne remdamiesi rinkodaros teiginiais. Toliau pateikiamose dalyse išsamiai apžvelgiama kiekviena pagrindinė kategorija – pradedant rutuliniais guoliais skirtais didelio tikslumo taikymams dideliu greičiu.
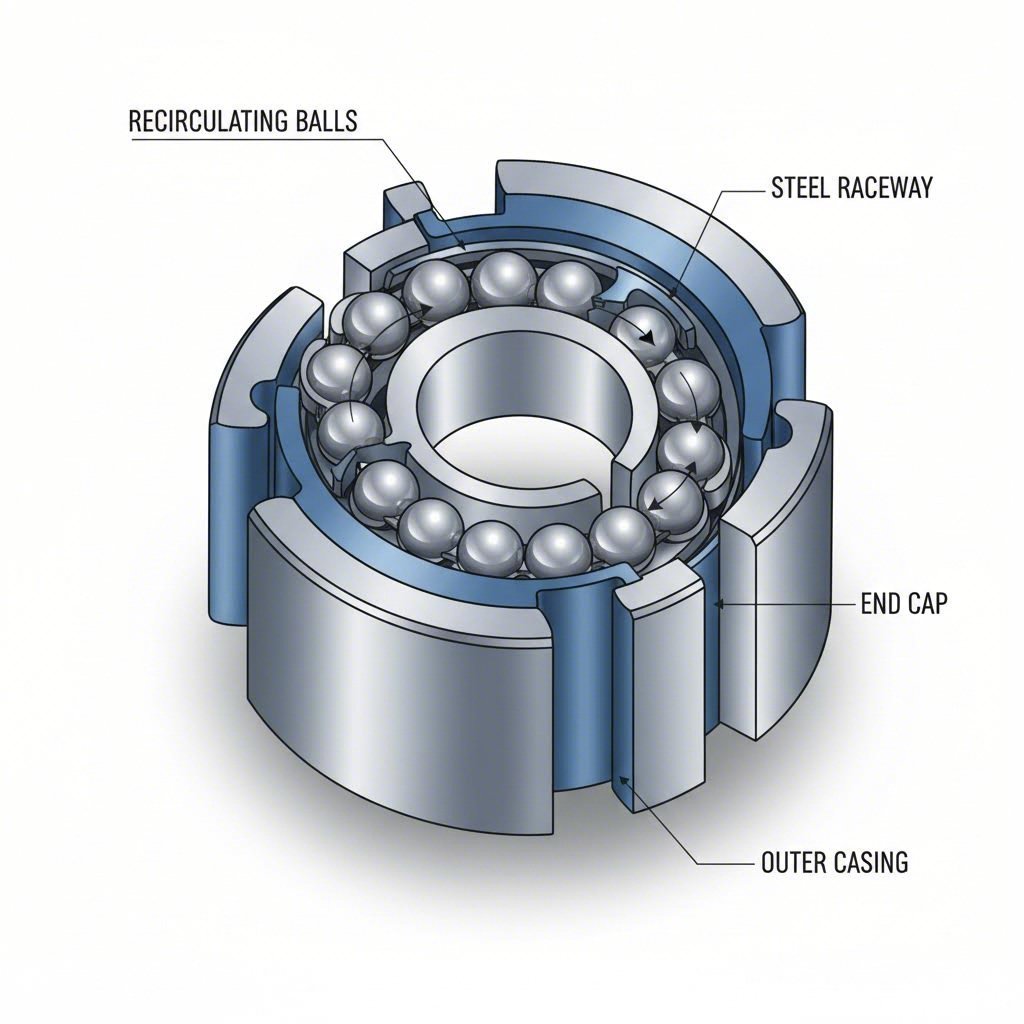
Rutuliniai guoliai vedantieji vamzdeliai didelio greičio tiksliesiems taikymams
Kai jūsų taikymo sritis reikalauja maksimalaus greičio, neatmetant tikslumo, rutuliniai guoliai vedantys vamzdeliai iškyla kaip aiškūs lyderiai. Šie tikslūs komponentai keičia briauninių komplektų veikimą didelės apkrovos ciklų sąlygomis, užtikrindami našumą, kurio paprastos slydimo paviršiaus savybės tiesiog negali pasiekti.
Taigi, ką gi iš tikrųjų veikia rutulinio guolio technologija jūsų vedimo sistemoje? Skirtingai nuo paprastųjų įdėklų, kuriuose paviršiai slysta vienas per kitą, rutulinis įdėklas naudoja riedančius elementus – mažus rutulinius guolius, išdėstytus cirkuliuojančiuose takeliuose – kad palaikytų ir nukreiptų judesį. Šis esminis skirtumas kontaktinių mechanizmų srityje keičia viską, kas susiję su trintimi, šiluma ir dėvėjimosi elgsena.
Kai rutuliniai guoliai užtikrina nepalygintą našumą
Rutulinio guolio paskirtis vedimo taikymuose sukasi aplink vieną pagrindinę pranašumą: riedantysis kontaktas pašalina slydimo trintį. Kai rutulinio guolio rutulys rieda tarp sukietintų bėgių, jis sukuria tik mažą dalį trinties, kuri atsiranda, kai du paviršiai slysta vienas pro kitą. Šis skirtumas tampa ryškus didelėmis greičiais.
Įsivaizduokite, kad darbinės matricos judėjimas vyksta 300 ėmimų per minutę. Naudojant paprastus įvorės tipopaviršius, kiekvienas ciklas sukelia didelį šilumos kiekį dėl metalo liečimosi su metale. Ši šiluminė energija kaupiasi, sukelia išsiplėtimą, kuris pablogina tikslumą. Rutuliniai guoliai visiškai išvengia šios problemos. Riedėjimo trintis sukuria minimalią šilumą, todėl jūsų vedžiojimo sistema išlaiko siaurus tarpus net ir ilgai dirbant aukštu greičiu.
Tikslumo galimybės siekia toliau nei ties šilumine stabilumu. Aukštos kokybės rutuliniai guolių mazgai pasiekia nepaprastai mažus tarpus – dažnai matuojamus mikronais, o ne tūkstantajėmis. Tai tiesiogiai lemia geresnę detalių kokybę, ypač progresyvioms formoms, gaminančioms detalės su siaurais tolerancijų ribomis, kur svarbu padėties pakartojamumas.
Optimalūs rutulinių guolių vedžiojimo taikymo atvejai
Suprasdami, kam naudojami rutuliniai guoliai įrankių taikymuose, galite nustatyti, kur jie suteikia didžiausią vertę. Apsvarstykite rutulinius guolius vedžiojimui, kai jūsų procesas apima:
- Progresyviniai iškaldymo įrenginiai, veikiantys daugiau nei 150–200 ėmimų per minutę kur trinties šiluma tampa problema naudojant paprastas alternatyvas
- Aukštos tikslumo išspaudimas reikalaujantis tūkstantosios tikslumo pozicijos kartojamumo visame gamybos cikle
- Ilgalaikiai gamybos ciklai kuomet nuoseklus našumas per milijonus ėmimų pateisina didesnes pradines investicijas
- Taikymai su lygiu, nuosekliu apkrovimu o ne stipriu smūgio ar smūginėmis sąlygomis
- Švarios ar kontroliuojamos aplinkos kur teršalai gali būti veiksmingai kontroliuojami
Progresyvinės išspaudimo operacijos ypač naudojasi rutulinio guolio technologija. Šios formos reikalauja tikslaus lygiavimo per kelias formavimo stotis, o bet koks padėties poslinkis kaupiasi, kai juosta juda į priekį. Aukštesnė ritininio elemento vedžių pakartojamumas padeda išlaikyti kokybę nuo pirmos iki paskutinės stoties.
Rutulinio guolio sistemų privalumai ir trūkumai
Kiekvienas vedimo sprendimas susijęs su kompromisais. Rutulinio guolio sistemos užtikrina išskirtinį našumą tinkamomis sąlygomis, tačiau jos nėra visuotinai geresnės. Štai atviras vertinimas:
Privalumai
- Ženkliai mažesnis trinties koeficientas: Ritinys kontaktas sumažina trinties koeficientą 80–90 % lyginant su slydimo kontaktu, leidžiant didesnius ciklo greičius be perkaitimo
- Didesnis pasiekiamas greitis: Priskiriamas nuolatiniam veikimui tokiuose greičiuose, kurie paprastus įvorės guolius sunaikintų per kelias valandas
- Išplėstas naudojimo laikas: Tinkamomis sąlygomis – švarioje aplinkoje, teisingai pratemptuose, pakankamai tepamuose – rutulinio guolio vedžiai gali tarnauti žymiai ilgiau nei paprasti analogai
- Geresnis pozicionavimo tikslumas: Minimalus tarpas ir pastovi ritulio elgsena užtikrina išskirtinį kartojamumą nuo vieno įbrėžimo iki kito
- Sumažinti tepimo reikalavimai: Daugelis konstrukcijų apima hermetiškus, iš anksto suteptus elementus, kurie sumažina techninės priežiūros poreikius
Trūkumai
- Didesni pradiniai kaštai: Tikslios rutulinio guolio detalės paprastai kainuoja 3–5 kartus daugiau nei atitinkami paprasti bushing'ai
- Jautrumas teršalams: Maži rutuliniai guoliai ir tikslūs bėgeliai yra pažeidžiami dėl metalinių trupinių, dulkių ir šiukšlių žalos – vienas vienintelis dalelė gali inicijuoti ankstyvą gedimą
- Tikslumo derinimo svarba: Rutulinio guolio vedžikliai reikalauja tikslaus montavimo derinimo; netolygumai, kuriuos paprasti bushing'ai galėtų toleruoti, gali sukelti greitą guolių nusidėvėjimą
- Montavimo sudėtingumas: Tinkamas išankstinis apkrovos reguliavimas ir derinimo patvirtinimas reikalauja didesnių įgūdžių ir laiko, nei paprasto apvalkalo įstatymas
- Ribotas smūginės apkrovos atsparumas: Smūginė apkrova gali pažeisti riedėjimo elementus ir bėgius, dėl ko šios vedžių tampa mažiau tinkamos sunkioms iškirpimo ar gręžimo operacijoms
Spustelėjus dažnai tenka pritaikyti vedžių technologiją prie faktinių eksploatacijos sąlygų. Rutuliniai guoliai pateisina jų aukštesnę kainą didelio greičio, tikslumo reikalaujančiose aplikacijose, veikiančiose santykinai švarioje aplinkoje. Tačiau, kai teršalai neišvengiami arba vyrauja smūginės apkrovos, privalumai mažėja – ir aukštesnė kaina tampa sunkiau pagrįsta.
Dirbtuvėms vertinant savo pasirinkimus, kyla logiškas tolesnis klausimas: kada paprasti vedžių įvorės turi daugiau prasmės? Atsakymas susijęs su supratimu, kaip šiuolaikinės tiksliai suprojektuotos paprastosios įvorės išsivystė, kad atitiktų reikalavimus kalnų formavimo įrankiams.
Tikslumoiosios paprastosios vedžių įvorės kalnų formavimo įrankiams
Kol rutuliniai guoliai dažniausiai naudojami aukštos greičio aplikacijose, tikslūs paprastieji slydimo guoliai lieka pagrindiniu sprendimu didžiausiai dalių kalnų formavimo mirkų operacijų. Šios klaidingai paprastos detalės – tinkamai suprojektuotos ir pagamintos – pasižymi nepaprastai geromis charakteristikomis įvairiomis sąlygomis, kurios daugeliui inžinierių yra netikėtos.
Kuo šiuolaikiniai metaliniai guoliai esmingai skiriasi nuo paprastų cilindrinių guolių, naudotų prieš dešimtmečius? Atsakymas slypi gamybos tikslumuose, medžiagų moksle ir apgalvotame projekte. Šiandienos paprastieji slydimo guoliai nėra tiesiog cilindrinės vamzdelinės detalės; tai tikslūs prietaisai, apdirbti su tokiais tarpiniais, kurie varžosi su ritininiais elementais.
Kodėl paprastieji slydimo guoliai puikiai tinka kalnų formavimo mirkoms
Apsvarstykite tipišką presavimo aplinką: lėkiančios metalo dulkės, tepalo migla ore, temperatūros svyravimai tarp pamainų ir kartais netinkamai išmetamas gaminys. Tai yra tikrovė gamybos aikštelėje – ir būtent čia paprasti įvoriniai guoliai atsiskleidžia visu pajėgumu.
Skirtingai nuo rutulinio guolio su mažomis riedančiomis detalėmis ir siaurais bėgeliais, gerai suprojektuotas flanšinis guolis užterštumui neteikia vietos pasislėpti ir pakenkti. Dalelės, kurios sunaikintų tikslųjį rutulinį guolį, tiesiog pašalinamos arba nekenksmingai įsiterpia į minkštesnes guolių medžiagas. Ši užterštumo atsparumo savybė tiesiogiai lemia patikimą veikimą realiomis sąlygomis.
Paprastųjų mašininių įmovų kompaktiškas dizainas suteikia dar vieną praktinę pranašumą. Ten, kur erdvės apribojimai riboja jūsų pasirinkimus, cilindrinio tipo vedlys užima žymiai mažesnę radialinę vietą nei rutulinio guolio mazgas su palyginama apkrovos talpa. Tai turi reikšmės progresyviose iškirpimo formose su glaudžiai esančiomis stotimis arba atnaujinimo situacijose, kai esama formos geometrija negali priimti didesnių vedimo detalių.
Aukštos kokybės paprastųjų įmovų inžinerija
Ne visos paprastosios įmovos pasižymi vienodai geru našumu. Tarp prekinės kategorijos komponento ir tiksliai suprojektuotos vedamosios įmovės yra keletas svarbių skirtumų.
Pirma, matmeninė tikslumas. Aukščiausios kokybės paprasti įmoviniai guoliai yra šlifuojami ir honuojami taip, kad vidaus ir išorės skersmenų nuokrypiai būtų matuojami mikronais. Šis tikslumas užtikrina pastovią tarpinę su vedančiosiomis kolonomis, mažindamas judesį, kartu neleisdamas strigimo. Galvokite apie tai kaip apie skirtumą tarp masiškai gaminamo plastikinio įmovinio guolio ir tiksliai apdirbto metalinio įmovinio guolio – abu gali atrodyti panašiai, tačiau jų našumas smarkiai skiriasi.
Antra, paviršiaus apdorojimo kokybė. Tinkamai apdirbtas skylių paviršius suteikia lygų, tolygų slydimo paviršių, kuris skatina vienodą tepalo pasiskirstymą ir numatomus dėvėjimosi modelius. Pažangios apdorojimo technologijos sukuria mikrotekstūras, kurios išlaiko tepimo plėveles net esant didelėms apkrovoms.
Trečia, medžiagos parinkimas. Šiuolaikiniai paprastieji įvorės guoliai naudoja specializuotas lydinius, sukurtus polimerus ir kompozitines medžiagas, pritaikytas konkrečioms eksploatacijos sąlygoms. Ar jums reikia gręžimo įvorės tiksliai skylės padėčiai arba sriegiuotos įvorės reguliuojamai padėčiai, tinkamas medžiagos pasirinkimas subalansuoja nusidėvėjimo atsparumą, trinties charakteristikas ir apkrovos talpą.
Įvorės flanšo dizainui yra būtina skirti ypatingą dėmesį kalnų taikymuose. Tinkamai suprojektuota flanšinė įvorė užtikrina ašinį laikymą be papildomų tvirtinimo detalių, supaprastina montavimo išlyginimą ir gali turėti tokių savybių kaip tepimo grioveliai ar apsauga nuo teršalų. Šios integruotos konstrukcinės detalės sumažina surinkimo sudėtingumą, tuo pačiu pagerindamos našumą.
Atitinkama įvorės kokybė pagal OEM standartus
Čia yra tikrovė, kurią supranta patyrę formų gamintojai: jūsų vedančiosios įvorės yra tokios pat gerų, kokio buvo gamybos procesas, kuris juos sukūrė. Tikslios ribinės nuokrypos dokumentuose nieko nereiškia, jei gamybos procesas negali jų nuosekliai išlaikyti tūkstančiams detalių.
Čia sertifikavimo standartai tampa prasmingi, o ne tik reklaminiais ženkleliais. Pavyzdžiui, IATF 16949 sertifikatas nustato griežtas kokybės valdymo reikalavimus, skirtus automobilių tiekimo grandinės komponentams. Gamintojai, dirbantys pagal šį standartą, privalo demonstruoti statistinį proceso valdymą, defektų prevencijos sistemas ir nuolatinio tobulėjimo protokolus, užtikrinančius, kad kiekviena įvorė atitiktų specifikacijas – ne tik pateiktus patvirtinimui pavyzdžius.
Automobilių presavimo taikymui, kai vedančiosios įvorės tikslumas tiesiogiai veikia detalės kokybę, bendradarbiauti su IATF 16949 sertifikuotais tiekėjais kaip Shaoyi užtikrina, kad jūsų vedimo komponentai atitiktų reikalaujamus tikslumą, kurio reikia jūsų formoms. Jų pažangios CAE modeliavimo galimybės padeda patvirtinti formos projektavimą dar prieš pjauti plieną, ankstyvai nustatant galimas vedimo sistemos problemas, kai jų šalinimas kainuoja centus, o ne dolerius.
Privalumai
- Žemesnės pradinės išlaidos: Paprasti įvoriniai guoliai paprastai kainuoja 60–80 % mažiau nei atitinkami rutuliniai guolių mazgai, todėl lėšos gali būti panaudotos kitoms įrankių tobulinimo priemonėms
- Aukštesnis teršalų atsparumas: Atleidžia daleles, dulkes ir šiukšles, kurios neišvengiamai patenka į presavimo aplinką
- Lengvesnis montavimas: Presinis arba laisvasis tvirtinimas reikalauja mažiau įgūdžių ir laiko nei tiksliųjų rutulinių guolių vedimo sistemų derinimas
- Galimos savęs tepančios versijos: Kompozitinės ir impregnuotos medžiagos visiškai pašalina išorinio tepimo poreikį
- Kompaktiškas gabaritas: Mažesni radialiniai matmenys lyginant su rutuliniais guoliais, kai apkrovos rodikliai yra lygiaverčiai
- Smūginės apkrovos geba: Geresnis atsparumas skydymo ir išpjaustymo operacijose būdingoms smūginėms apkrovoms
Trūkumai
- Didesnė trintis esant ekstremalioms greičių reikšmėms: Slydimo kontaktas sukuria daugiau trinties ir šilumos nei riedėjimo kontaktas, tai riboja praktinius ciklo dažnius
- Reikia tinkamo tepimo planavimo: Dauguma paprastųjų guolių reikalauja nuolatinio tepalo tiekimo maksimaliam tarnavimo laikui; nepakankamas tepimas žymiai pagreitina dėvėjimą
- Dėvėjimasis neišvengiamas: Net geriausi paprastieji guoliai palaipsniui dėvėjasi, todėl galiausiai reikia juos keisti ar reguliuoti
- Greičio apribojimai: Netinka aukščiausio greičio taikymams, kai rutulinio guolio trinties pranašumai tampa lemiami
Išvada? Tiksliosios paprastosios vedamosios įvorės yra optimalus pasirinkimas daugumai štampavimo formų taikymų. Gaminant jas pagal griežtus tolerancijos reikalavimus sertifikuotiems tiekėjams, jos užtikrina tikslumą, kurio reikalauja jūsų įrankiai, kartu siūlydamos praktinius privalumus, tokius kaip atsparumas teršalams, paprastas montavimas ir bendros savininkystės kaina.
Taikymams, reikalaujantiems dar didesnio atsparumo teršalams ar veikimui korozijai linkusiose aplinkose, bronzinės paprastosios įvorės siūlo laiku patikrintą patikimumą su unikaliomis medžiagos savybėmis, vertomis dėmesio.

Bronzinės paprastosios įvorės patikimam vidutinio krūvio našumui
Kartais geriausias sprendimas nėra naujausias. Bronzinės įvorės remia besisukančius ir slystančius mechanizmus jau šimtmečius – ir šiandien jos vis dar sėkmingai naudojamos šiuolaikinėse štampavimo operacijose. Kai reikia guolio įvorės, kuri ištveria sunkias sąlygas, nereikalaudama nuolatinio dėmesio, bronzinės įvorės nusipelno rimto apsvarstymo.
Kodėl šis senovinis lydinys yra toks ilgaamžis? Bronza sujungia vario puikią šilumos laidumą su alavo sukelta kietumo didėjimu, sukuriant guolio įvorės medžiagą, kuri natūraliai atspari dilimui, efektyviai sklaido šilumą ir laikui bėgant formuoja naudingas paviršiaus savybes. Tai nėra tik teoriniai privalumai – jie pasireiškia patikima ir numanoma veikimu reikalaujančiose aplikacijose.
Bronzinės įvorės tradicinei patikimumui
Bronzos mechaninės savybės ją daro unikaliai tinkama vedimo įvorių taikymams. Pagal industrijos analizė , bronzinės įvorės pasižymi aukštu kietumu, kuris atlaiko fizinį dėvėjimąsi, puikiu suspaudimo stiprumu esant didelėms apkrovoms ir natūraliu korozijos atsparumu, susidarančiu oksido sluoksniui.
Pagalvokite apie tai, kas vyksta mechaninio įvorės viduje veikimo metu. Slenkančios paviršiaus dalys sukelia trintį, dėl kurios atsiranda šiluma. Aliuminio bronzos geresnis šilumos laidumas efektyviai pašalina šią šilumą iš kontaktinės zonos, neleidžiant akumuliuotis šilumai, kuri pagreitina dėvėjimąsi mažiau laidžiose medžiagose. Šis natūralus šilumos išsklaidymas tampa ypač svarbus mirgaliose, dirbančiose nuolatinių gamybos ciklų režimu.
Bronzos būdingas žemas trinties koeficientas sumažina energijos nuostolius ir mažina tepimo poreikius, palyginti su plieno-plieniniais kontaktiniais paviršiais. Laikui bėgant, bronzos guolių paviršiai iš tikrųjų tobulėja – susiformuoja poliruotas, sukietėjęs sluoksnis, kuris gerina našumą. Šis „priminimo“ bruožas reiškia, kad jūsų įvorės dažnai veikia geriau po pradinio naudojimo nei tuoj po įdiegimo.
Bronzos lydiniai yra kelių skirtingų sudėčių, kiekvienas optimizuotas specifinėms sąlygoms:
- Cinko bronza: Vidutinė kietumas ir puikus atsparumas korozijai bei apdirbamumas – idealus visuotinio pobūdžio taikymui
- Švinu praturtinta alavine bronza: Pagerintas apdirbamumas ir nusidėvėjimo atsparumas paprastiems guoliams, veikiamiems vidutiniškai apkrovų
- Aliuminio bronza: Itin didelis stiprumas ir atsparumas korozijai didelėms apkrovoms ir agresyviems (koroziją sukeliantiems) aplinkos sąlygoms
- Fosforo bronza: Puikus nusidėvėjimo ir nuovargio atsparumas tiksliai mašinų įrangai
- Grafitu praturtinta bronza: Savaiminio tepimo savybės, kurios sumažina priežiūros poreikį aukštoje temperatūroje arba sunkiai tepiamose situacijose
Kai bronza pranašesnė už šiuolaikines alternatyvas
Bronziniai įvoriniai guoliai netinka visiems taikymo būdams – tačiau tam tikromis sąlygomis jie pranašesni už iš esmės geresnes alternatyvas. Šių situacijų supratimas padeda protingai parinkti medžiagą pagal taikymo būdą
Apsvarstykite barokinio guolio taikymą sunkioje iškirpimo mirgoje. Kiekvienas ėjimas sukelia didelę smūginę apkrovą, kai skvarba liečiasi su medžiaga. Rutuliniai guoliai, kurių riedėjimo elementai liečiasi tašku, gali būti pažeidžiami nuo kartotinių smūginių apkrovų. Bronza, turinti paskirstytą paviršinį kontaktą ir savaiminį atsparumą, absorbuoja šiuos smūgius nepakenkiant sau.
Užterštoje aplinkoje bronzos pranašumai pasireiškia dar labiau. Kalibravimo operacijose, kur metaliniai šipuliai, tepalų skilimo produktai ir aplinkos dulkės neišvengiami, bronzos paklusnumas neleidžia katastrofiškų gedimų, kuriuos užterštumas sukelia tikslumu paremtuose rutuliniuose guoliuose. Dalelės, kurios sunaikintų mažus rutulinius guolius, tiesiog įsiterpia į minkštesnę bronzos struktūrą arba perbėgamos šalin veikiant.
Savarankiškai tepami bronzos variantai, ypač grafitu ir aliejumi impregnuoti tipai, išsprendžia vieną tradicinės bronzos trūkumų. Šie angliavario įvorės pakaitalai užtikrina tolydų tepimą iš paties medžiagos vidaus, sumažindami arba visiškai panaikindami išorinio tepimo poreikius. Taikymams, kuriuose sunku pasiekti tepimo sistemas ar kur svarbus švarus veikimas, šios savitepės formulės suteikia bronzos patikimumą su mažesniais techninės priežiūros reikalavimais.
Privalumai
- Patvirtinta veiklos istorija: Šimtmečiais sėkmingai taikoma pramonės šakose – nuo jūrinės iki aviacijos ir automobilių gamybos
- Puiki šilumos atemimo savybė: Puiki šilumos laidumas neleidžia kauptis karščiui, kuris kitose medžiagose pagreitina dėvėjimąsi
- Apdirbama pagal individualius reikalavimus: Bronza lengvai apdirbama, leidžiant tiksliai pritaikyti ir derinti be specialių įrankių
- Ekonomiška standartinėms aplikacijoms: Mažesni medžiagų ir gamybos kaštai lyginant su tikslaus rutulinio guolio alternatyvomis
- Natūralus korozijos atsparumas: Sudaro apsauginius oksido sluoksnius, kurie atsparūs degradacijai sunkiomis sąlygomis
- Smūginės apkrovos tolerancija: Atlaiko smūgius ir vibracijos apkrovas, kurios gali pažeisti riedėjimo elementų guolius
- Galimos savęs tepančios versijos: Grafito kamščių ir aliejumi impregnuotos formulės žymiai sumažina techninės priežiūros reikalavimus
Trūkumai
- Sunkesnė nei alternatyvos: Bronzos tankis prideda svorio lyginant su aliuminiu ar kompozitinėmis alternatyvomis – tai svarstymo klausimas svoriui jautriose aplikacijose
- Apribotas greičio naudojimas: Slydimo trintis sukuria daugiau šilumos aukštesniais greičiais nei riedėjimo kontaktas, dėl ko praktinis greitis yra ribojamas
- Reikalinga periodinė tepimas: Standartinėms bronzos formulėms reikia reguliariai papildyti tepalus, kad būtų užtikrintas optimalus našumas ir ilgesnis tarnavimo laikas
- Palaipsniui dėvėjimasis yra būdingas: Visos slydimo kontaktinės paviršiaus dalys laikui bėgant dyla, todėl galiausiai reikia jas pakeisti arba sureguliuoti
Bronziniai įvorės puikiai tinka žemo greičio mirgų taikymui, operacijoms, susijusioms su dideliu smūgio apkrovimu, bei aplinkoms, kur teršalai daro neįmanomą tikslumio guolių naudojimą. Jos ypač tinkamos mirgoms, veikiančioms žemiau 100 ėmimų per minutę, perkėlimo mirgų operacijoms su sunkesnėmis apkrovomis ir gamybos aplinkoms, kuriose apriboti techninės priežiūros ištekliai.
Kai net bronzos sumažintos tepimo sąlygos atrodo pernelyg didelės, savitepės kompozitinės įvorės siūlo kitą kelią į priekį – visiškai pašalinant išorinį tepimą, kartu užtikrinant patikimą vedimo veikimą
Savitepės kompozitinės įvorės mažesnei techninei priežiūrai
O kas, jei būtų galima visiškai atsisakyti tepimo tvarkaraščių? Operacijoms, kuriose prieiga prie techninės priežiūros yra sudėtinga arba kur tepalo užterštumas sukelia problemas, savaitepės kompozitinės atramos siūlo elegantišką sprendimą. Šie pažangūs komponentai iš esmės keičia tradicinės atramos techninės priežiūros logiką.
Suprasdami, ką daro atrama savaitepėje konfigūracijoje, atskleidžiate sumanią inžinerijos veiklą. Vietoj išorinio tepalo tiekimo šios kompozitinės medžiagos turi tepimo medžiagų, tiesiogiai įterptų į jų struktūrą. Veikiant atramai, mikroskopinės tepimo medžiagos kiekiai pereina į slydimo paviršių, palaikydamos apsauginę plėvelę be jokios jūsų techninės priežiūros komandos intervencijos.
Problemos dėl tepimo pašalinimas naudojant kompozitines atramas
Technologija, naudojama savaime tepamiesiems įvorėms, skiriasi priklausomai nuo gamintojo ir taikymo sritys, tačiau pagrindinė koncepcija išlieka ta pati. Į pagrindinę matricos medžiagą įterpiami kietieji tepalai – dažniausiai PTFE, grafitas, molibdeno disulfidas arba patentuoti mišiniai. Ši plastikinė įvorės medžiaga arba metalo-polimerų kompozitas tolydžio išskiria tepalą visą komponento eksploatacijos trukmę.
Kaip gi veikia savaime tepamosios įvorės? Įsivaizduokite tūkstančius mažyčių tepalo rezervuarų, paskirstytų visoje įvorės struktūroje. Veikiant apkrovai ir judesiams, šie rezervuarai perneša tepalą į guolio paviršių dėl mechaninio poveikio ir šiluminių efektų derinio. Rezultatas – pastovus tepimas, kuris nėra priklausomas nuo tobulai laikomos techninės priežiūros tvarkaraščio.
Šis integruotas tepimo būdas užtikrina keletą praktinių pranašumų be mažesnės techninės priežiūros:
- Pastovios trinties charakteristikos: Skirtingai išorinio tepimo guoliams, kurie gali išdžiūti tarp techninės priežiūros intervalų, savitepės kompozitinės detalės išlaiko stabilų trinties koeficientą visą jų veikimo laiką
- Švarus veikimas: Nereikia perteklinio tepimo, todėl nėra lašėjimo, darinių užteršimo ir netvarkos gamybos aikštelėje
- Supaprastinta atsargų valdymas: Pašalinus tepimo medžiagų parinkimo ir sandėliavimo poreikius, sumažėja tiekimo sudėtingumas
- Mažesnės aplinkosaugos problemos: Nėra tepimo medžiagų utilizavimo klausimų ar užteršimo rizikos dėl avarinių išsiliejimų
Kur savitepės galimybės yra pagrįstos
Ne visose srityse vienodai pasiteisina savitepės technologija. Suprasdami, kam naudojami guoliai konkrečiose aplinkose, galima nustatyti, kur šios detalės suteikia didžiausią naudą
Maisto pramonės gamybos aplinkos pateikia akivaizdžią taikymo sritį. Kai tepalo užteršimas gali pakenkti produkto saugumui, savaitepės įvorės visiškai pašalina šį riziką. Daugelis kompozitinių mišinių atitinka FDA reikalavimus dėl atsitiktinio maisto kontakto, todėl tinka formoms, gaminančioms maisto pakavimą, arba maisto apdirbimo įrangos komponentams.
Panašiai nauda gaunama ir švarios patalpos kaimynystėje esančiose operacijose. Nors jūsų presavimo operacija gali nereikėti visiškų švarios patalpos protokolų, elektronikos, medicinos prietaisų ar puslaidininkių įrangos komponentų gamyba reikalauja taršos kontrolės. Savaitepės vedžėjos neleidžia tepalui perkelti ant detalių, skirtų jautrioms tolesnėms taikymo sritims.
Apsvarstykite taip pat ir taikymus, kai patekti į tepimo vietą yra fiziškai sunku. Formos su sudėtinga geometrija, bėgeliai, esantys siauruose tarpeliuose, arba aukštos temperatūros zonos, kuriose tepalas greitai susiskaido, visos sukelia techninės priežiūros iššūkius. Kai klausiate, kam reikalingas įvorės elementas šiose situacijose, savitepės kompozitinės medžiagos atsako patikimu, be priežiūros reikalaujančiu veikimu.
Periodinis veikimas sukuria dar vieną svarbų naudojimo atvejį. Įranga, ilgą laiką neveikianti, gali susidurti su tepalo migracija arba blogėjimu. Savitepės įvorės išlaiko savo tepimo gebėjimą nepriklausomai nuo veikimo grafiko, užtikrindamos patikimą paleidimą po dienų ar savaičių prastovos.
Privalumai
- Ženkliai sumažinti techninės priežiūros intervalai: Daugelis savitepių įvores visą eksploatavimo trukmę veikia be jokios priežiūros
- Švarus veikimas: Puikiai tinka taikymams, kai tepalo užterštumas nepriimtinas arba kelia problemų
- Geras atsparumas teršalams: Kietosios tepimo medžiagos nėra nuplaunamos aušinimo skysčių ar pažeidžiamos šiukšlių, kaip tai būna su aliejaus plėvelėmis
- Nuolatinis našumas: Trekščio savybės lieka stabilios, o ne kinta priklausomai nuo tepimo būklės
- Supaprastinta logistika: Nereikia parinkti, sandėliuoti ar išmetinėti tepimo medžiagų
- Atsparumas korozijai: Daugelis kompozitinių mišinių atsparūs cheminėms medžiagoms ir drėgmei, kurios suardo metalinius komponentus
Trūkumai
- Temperatūros apribojimai: Polimeriniais pagrindu pagaminti kompozitai turi viršutinius temperatūros ribojimus, paprastai svyruojančius nuo 250–500 °F, priklausomai nuo sudėties – šių ribų viršijimas pagreitina dėvėjimąsi ir gali sukelti gedimą
- Apkrovos talpos apribojimai: Savitepantys kompozitai bendrai negali prilygti to paties dydžio bronzu ar plienu pagamintų ašinių guolių apkrovos reitingams
- Didesnė vienetinė kaina: Pažangūs kompozitinės medžiagos kainuoja brangiau nei paprastas bronza, tačiau sumažintos priežiūros sąnaudos dažnai užtikrina palankesnes bendras savininkystės išlaidas
- Ribotas didelio greičio naudojimo pajėgumas: Didesniu greičiu dirbant šilumos generavimas gali viršyti tam tikrų kompozitinių medžiagų šiluminį pajėgumą
- Medžiagų suderinamumo apsvarstymai: Kai kurios kompozitinės medžiagos gali reaguoti su specifinėmis cheminėmis medžiagomis ar tepalais, esančiais jūsų aplinkoje
Ką atlieka bušingai tinkamai parinkti pagal taikymo reikalavimus? Jie užtikrina metų ilgio beproblemę tarnavimą. Savitepės kompozitinės medžiagos puikiai tinka vidutinės apkrovos ir vidutinio greičio taikymams, kai priežiūros mažinimas atsiperka dėl didesnės pradinės kainos – ypač tada, kai teršalų jautrumas ar prieigos apribojimai daro įprastinį tepimą nepraktišku
Taikymams, reikalaujantiems maksimalios apkrovos talpos minimaliame erdvėje, adatiniai guoliai siūlo dar vieną požiūrį į vedančiųjų bušingų iššūkį
Adatinių Guolių Vedimo Sistemos Didelėms Apkrovoms
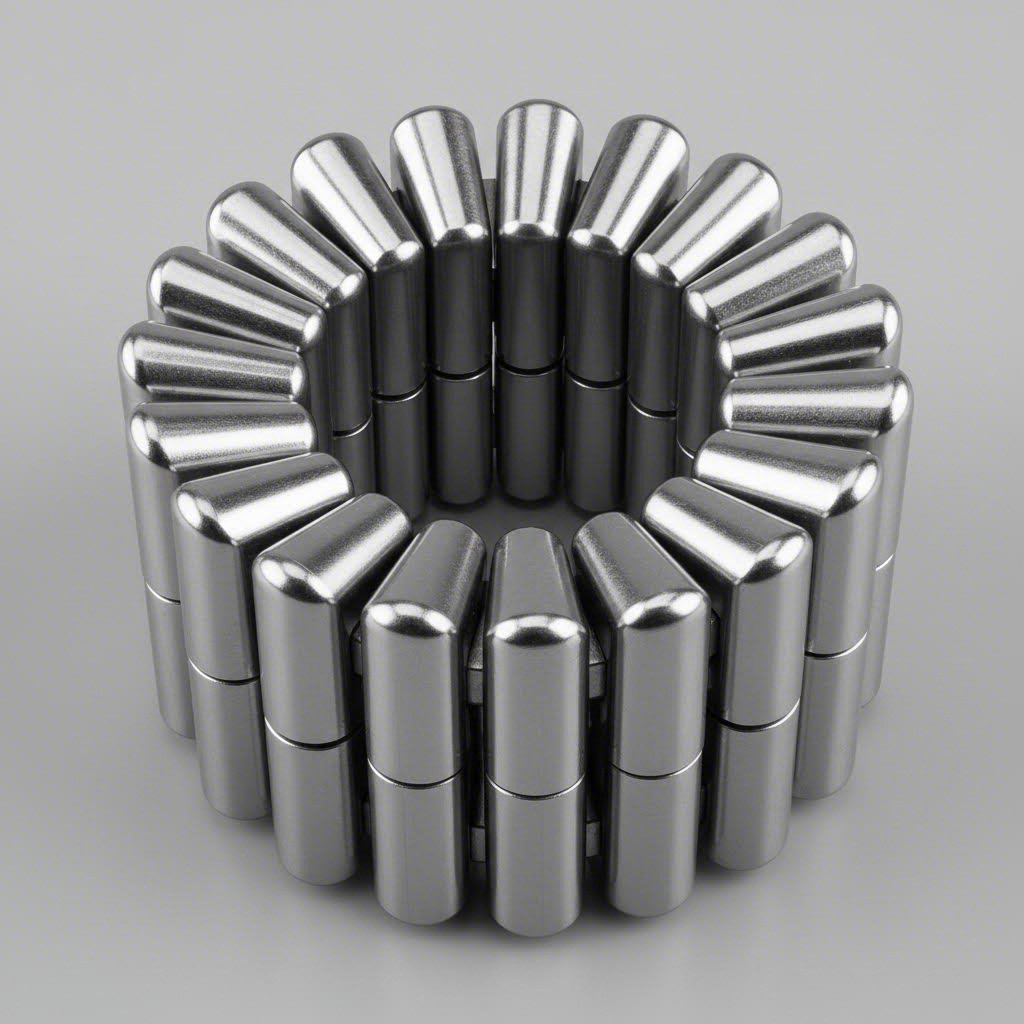
Kas nutinka, kai reikia guolių našumo, tačiau negalima išlaisvinti spindulio erdvės? Arba kai apkrovos reikalavimai viršija tai, ką įprasti riedėjimo elementai gali išlaikyti turimuose ribose? Būtent tada į diskusiją įsitraukia adatiniai guoliai – specializuoti sprendimai taikymams, kuriuose standartinės parinktys nepakankamos.
Palyginus adatinius ir rutulinius guolius, skirtumai akivaizdūs. Vietoje sferinių riedėjimo elementų, adatiniai guoliai naudoja pailgus cilindrinius riedmenis, kurių ilgio ir skersmens santykis dažnai viršija 4:1. Ši geometrija leidžia kiekviename spindulio milimetre sutalpinti žymiai didesnę apkrovą.
Adatiniai guoliai ekstremalioms apkrovoms
Pagalvokite apie fiziką. Paprastas ašies guolis arba rutulinis ašies guolis liečiasi su savo poriniam paviršiui skirtu paviršiumi santykinai mažose vietose – taškuose rutulių atveju, siaurame brėžinyje ašies paviršiaus atveju. Adatiniai rolleliai, priešingai, užtikrina ištisą linijinį kontaktą per visą jų ilgį. Šis paskirstytas kontaktas paskirsto apkrovas didesniuose plotuose, sumažindamas įtempimo koncentraciją ir leisdamas didesnes apkrovos charakteristikas.
Praktinis rezultatas? Adatinis guolio būgnelis gali išlaikyti dvigubai ar trigubai didesnę spindulinę apkrovą nei rutulinio guolio mazgas, užimantis tą patį erdvę. Sunkioms žymėjimo operacijoms, kai formos jėgos stumia tradicinius vedžiojimo sistemas iki jų ribų, šis našumo pranašumas tampa lemiamas.
Kreipiamieji judesiai ypač naudingi adatinio riedėjimo technologijai. Skirtingai nuo rutulinio guolio, kuris turi polinkį į tolydų sukimosi judesį, adatinis guolis toleruoja pirmyn ir atgal vykstantį judesį, būdingą daugelyje mirgės taikymų, nesukurdamas dėvėjimosi raštų, kurie gali kliudyti kitoms riedančiosios dalies konstrukcijoms. Rolo bushing konfigūracija tvarkosi su šiais dalinio posūkio ciklais, išlaikydama žemo trinties privalumus, būdingus riedamajam kontaktui.
Kombinuotos apkrovos situacijos – kai spindulinės jėgos susiduria su ašinėmis apkrovomis – yra dar viena adatinio guolio savybė. Kai kurios guolių bushing konfigūracijos apima ašines galvutes arba pasvirusius riedmenų išdėstymus, kurie valdo sudėtingas apkrovų kombinacijas. Kai jūsų mirgė generuoja jėgas keliose kryptyse vienu metu, tokios integruotos konstrukcijos supaprastina vedžio sistemos architektūrą.
Galingumas mažose erdvėse
Erdvės apribojimai lemia daugelio adatinio guolių parinkimų. Palaipsniui veikiančios formos, kurių stotys yra glaudžiai išdėstytos, pertvarkytos programos esamuose įrankių korpusuose ar konstrukcijos, kur kitos detalės riboja turimą vietą, visos naudojasi adatinių guolių išskirtine galios tankiu.
Įsivaizduokite situaciją, kai apkrovos analizė rodo, kad reikia 50 mm skylinio rutulinių guolių komplekto – tačiau turite tik 35 mm spindulio erdvės. Adatinis guolių įvorės sprendimas gali suteikti lygiavertę apkrovos talpą mažesniame gabarite, pavertždamas neįmanomą konstrukcinį uždavinį paprasta specifikacija.
Stiprūs iškirpimo ir formavimo procesai sukuria didžiules jėgas, kurios kelia iššūkius lengvesnės paskirties vedlėms sistemoms. Koncentruotos apkrovos medžiagos pjovimo metu gali viršyti tai, ką standartinės rutuliniai guoliai gali išlaikyti be ankstyvo išsekimo. Adatinių guolių didesnis apkrovos rodiklis suteikia reikiamą atsarga šioms sudėtingoms aplikacijoms.
Privalumai
- Išskirtinė apkrovos talpa santykinai mažam dydžiui: Dvigubai iki trigubai didesnis radialinės apkrovos talpingumas lyginant su rutuliniais guoliais, turinčiais tą patį boro skersmenį, leidžiantis sukurti kompaktiškesnius konstrukcijų sprendimus esant didelėms apkrovoms
- Puikiai tinka svyravimo judesiui: Geriau nei rutuliniai guoliai toleruoja dalinį posūkį ir grįžtamąjį judesį, todėl idealiai tinka tipiškiems mirgalio judėjimo modeliams
- Veiksmingai tvarko derinamas apkrovas: Prieinamos konfigūracijos valdo vienu metu veikiančias radialines ir ašines jėgas be atskirų įtempimo guolių
- Kompaktiškas radialinis gabaritas: Plonos skerspjūvio sienelės telpa ten, kur negalima įmontuoti didesnių rutulinių guolių rinkinių, todėl išsprendžia sudėtingas montavimo erdvės problemas
- Didelė standumas: Keli linijiniai kontaktai sukuria standesnes vedžiojimo sistemas, kurios mažiau deformuojasi veikiamos apkrovos, palyginti su taškiniais kontaktiniais sprendimais
Trūkumai
- Brangiausias variantas: Premijinė kaina atspindi tikslaus gamybos reikalavimus – reikia tikėtis, kad kaina bus žymiai aukštesnė nei rutulinės ar paprastosios alyvos guolių alternatyvų
- Reikalingas tikslus išlygiavimas: Adatiniai roliai yra mažiau pakantūs nelygiams nei rutuliai; net mažos kampinės klaidos greitina dėvėjimąsi ir trumpina tarnavimo laiką
- Jautrus užterštumui: Tarpai tarp rolių ir bėgių yra tokie siauri, kad adatiniai guoliai yra pažeidžiami dalelių pažeidimams – galbūt net labiau nei rutuliniai guoliai
- Sudėtinga įrengimo procedūra: Tinkamas surinkimas reikalauja specialių žinių ir dažnai specifinės įrangos; neteisingas įrengimas sukelia greitą gedimą
- Apribotas greičio naudojimas: Nors tai riedlenčiai elementai, adatiniai guoliai paprastai turi žemesnius greičio reitingus palyginti su panašaus dydžio rutuliniais guoliais dėl roliukų dinamikos
- Reikalinga tinkama tepimo priežiūra: Būtinas nuolatinis ir tinkamas tepimas – gedimai dėl nepakankamo tepimo atsiranda greitai ir katastrofiškai
Adatinių guolių vedimo sistemos užima specializuotą nišą. Jos nėra tinkamas atsakymas daugumai išspaudimo aplikacijų – tačiau kai reikia maksimalios apkrovos talpos minimaliame erdvėje, jos išsprendžia problemas, kurių kitos guolių įvorės tiesiog negali išspręsti. Didelės masės išspaudimo formos, erdvės trūkumu suspausti progresyviniai įrankiai ir aplikacijos su stipriai svyruojančiomis apkrovomis visos gali būti potenciali adatinių guolių sritis.
Dabar, kai išnagrinėjote visas pagrindines vedimo įvorių kategorijas, esate pasiruošę tiesiogiai palyginti galimus variantus – pritaikydami specifines našumo charakteristikas savo aplikacijos reikalavimams.
Išsami palyginimo lentelė vedimo įvorių atrankai
Išsamiai ištyrėte kiekvieną vedimo įvorių kategoriją – dabar laikas juos pamatyti šalia vienas kito. Vertindami skirtumus tarp įvorės ir guolio variantų, išsami palyginimo sistema padeda išsklaidyti sudėtingumą ir parodo, kuris sprendimas tinka jūsų konkrečiai situacijai.
Toliau pateiktos lentelės sujungia viską, ką aptarėme, į veiksmingus orientyrus. Ar jūs nustatote komponentus naujo formos gamybai, ar ieškote problemų sprendimo esamoje sistemoje – šie palyginimai suteikia reikiamą paramą sprendimams priimti.
Išsami našumo palyginimo lentelė
Norint suprasti skirtumą tarp guolių ir įdėtinių guolių (bushing), reikia vienu metu ištirti kelias našumo kryptis. Toliau pateikta lentelė palygina visas aptartas parinktis pagal anksčiau nustatytus svarbiausius atrankos kriterijus.
Skaitant šį palyginimą, prisiminkite, kad „įdėtiniai guoliai ir guoliai“ nėra pasirinkimas tik vieno iš dviejų. Kiekviena kategorija puikiai tinka specifinėms sąlygoms – jūsų užduotis – pritaikyti šias stipriąsias puses konkrečios programos reikalavimams.
| Vadovo tipas | Apkrovos talpa | Greičio tinkamumas | Tikslumo galimybės | Užterštumo tolerancija | Techninės priežiūros reikalavimai | Santykinė kaina | Geriausios naudojimo sąlygos |
|---|---|---|---|---|---|---|---|
| Aukštos tikslumo paprastieji įdėtiniai guoliai | Aukšto | Žemas iki vidutinio (iki 150 SPM) | Aukštas (su aukštos tikslumo gamyba) | Puikios | Vidutinis (reikalingas reguliarus tepimas) | Žema ($) | Bendrieji kalnai, perkeliami įforminimai, užteršta aplinka |
| Ritininiai guoliai | Vidutinis | Labai aukštas (300+ SPM) | Puikios | Blogai | Žemas (hermetiški dizainai) | Aukštas ($$$) | Aukštosios greičio progresyviniai kalnai, tikslusis kalnijimas |
| Bronziniai paprastieji įvorės | Aukšto | Žemas (mažiau nei 100 SPM) | Nuo vidutinio iki didelio | Puikios | Vidutinis (periodinė tepimo priežiūra) | Žema ($) | Storos plokštės iškirpimas, smūginės apkrovos, korozinė aplinka |
| Savitepės kompozitinės medžiagos | Nuo žemo iki vidutinio | Nuo žemo iki vidutinio | Vidutinis | Gera | Labai žemas (priežiūros nereikalaujantis) | Vidutinis ($$) | Maisto klasės, švarios sąlygos, sunkiai pasiekiamos vietos |
| Adatinio guolio vedžikliai | Labai Aukštas | Vidutinis | Puikios | Blogai | Aukštas (kritiška tepimo būklė) | Very High ($$$$) | Stiprus kalibravimas, erdvės trūkumas, didelės apkrovos |
Atkreipkite dėmesį, kad joks vienas variantas nevienaudoja visose kategorijose. Guolių ir atraminių įdėklų klausimas visada grįžta prie taikymo konteksto. Mechanikoje terminu „bush“ (atraminis įdėklas) vadinamas slydimo sąsaja – ir kai tokia slydimo sąsaja tinka jūsų sąlygoms, ji dažnai veikia geriau nei sudėtingesnės alternatyvos.
Vedžiklių tipo pritaikymas prie jūsų darbo sąlygų
Aukščiau pateikta našumo palyginimo lentelė parodo, ką gali kiekvienas vedžiklių tipas. Ši lentelė pateikia atvirkštinę perspektyvą – pradedant nuo jūsų taikymo parametrų ir nurodant rekomenduojamą sprendimą.
Galvokite apie tai kaip apie greitąją sprendimų priėmimo priemonę. Nustatykite savo mirgalio tipą, greičio diapazoną ir aplinkos sąlygas, tada sekite horizontaliai, kad rastumėte tinkamą vedlį technologiją. Suprantant būgno mechaninius reikalavimus konkrečiomis sąlygomis, galima padaryti geresnį pasirinkimą, o ne remtis įprastomis sprendimų schemomis.
| Dienos tipas | Ciklo greičio diapazonas | Veiklos aplinka | Pagrindinis apkrovimas | Rekomenduojamas vedlio sprendimas |
|---|---|---|---|---|
| Progresyvinis šablonas | 200–400+ SPM | Švarus, klimatu valdomas | Lengvas iki vidutinio | Ritininiai guoliai |
| Progresyvinis šablonas | 100–200 SPM | Standartinė gamybos patalpa | Vidutinis | Aukštos tikslumo paprastieji įdėtiniai guoliai |
| Perdavimo įrenginys | 20–80 SPM | Didelis užterštumas | Dideli, smūginiai apkrovimai | Bronziniai paprastieji įvorės |
| Tuščiojo šablono | 50–150 SPM | Standartinė gamyba | Galingas įspindis | Bronziniai arba tikslieji paprastieji įvorės |
| Stambios formavimo mirgės | 20–60 SPM | Apribotas erdvės tarpas | Labai sunkus | Adatinio guolio vedžikliai |
| Maisto pakuotės mirgė | 50–150 SPM | Šalia valymo kameros | Lengvas iki vidutinio | Savitepės kompozitinės medžiagos |
| Medicininės detalės mirgė | 100–250 SPM | Jautrus užteršimui | Šviesa | Hermetiški rutuliniai guoliai arba savitelsmūs kompozitai |
| Universalus iškaltas štampas | Mažiau nei 100 SPM | Tipiškos dirbtuvės sąlygos | Vidutinis | Aukštos tikslumo paprastieji įdėtiniai guoliai |
Montavimo ir nustatymo apsvarstymai
Skirtumas tarp guolio ir įmovos siekia ne tik eksploatacinių charakteristikų, bet ir montavimo reikalavimų. Šis veiksnys dažnai nepaisomas renkantis techninę specifikaciją, tačiau esminį poveikį daro bendrai savikainai ir sistemos patikimumui.
- Plokštieji guoliai (visų tipų): Paprastaičiausias montavimas – presinis arba laisvasis pasodinimas su minimaliu jautrumu lygiavimui. Atleidžia nedidelius montavimo defektus, kurie sugadintų riedėjimo elementų alternatyvas. Tipiškas montavimo laikas: 15–30 minučių vienam vediklių komplektui.
- Rutuliniai guoliai vedikliai: Reikia tikslaus lygiagrečiojo atitikimo tarp vedančiosios atramos ir įvorės skylių. Netinkamas išlyginimas, viršijantis 0,001 colio vienam judėjimo coliui, greitina dėvėjimąsi. Dažnai reikia išankstinio apkrovos reguliavimo optimaliam veikimui. Tipiškas montavimo laikas: 45–90 minučių vienam vedimo komplektui.
- Adatiniai guoliai: Sudėtingiausi montavimo reikalavimai. Reikia specialių surinkimo technikų ir dažnai specifinės įrangos. Netinkamo išlyginimo ribos yra siauresnės nei rutuliniams guoliams. Netinkamas montavimas sukelia greitą, kartais katastrofišką gedimą. Tipiškas montavimo laikas: 60–120 minučių vienam vedimo komplektui.
Keičiant senesnes sistemas, šie montavimo skirtumai tampa ypač svarbūs. Atnaujinant nuo paprastųjų įvorės įvedimo sistemų iki rutulinių guolių gali prireikti pakeitimų, kad būtų galima pasiekti ir išlaikyti tinkamus išlyginimo tolerancijas. Priešingai, keičiant problemiškas rutulinių guolių sistemas į kokybiškas paprastąsias įvores dažnai pavyksta išspręsti išlyginimui susijusius gedimus, tuo pačiu mažinant sudėtingumą.
Turėdami šį išsamią palyginimo sistemą, esate pasiruošę priimti informuotus sprendimus dėl įvorės atramų parinkimo remiantis faktinėmis eksploatacinėmis sąlygomis, o ne prielaidomis ar tiekėjų rekomendacijomis.

Galutinės rekomendacijos ir jūsų įrankių partnerio pasirinkimas
Jūs įvertinote našumo charakteristikas, palyginote apkrovos rodiklius ir ištyrėte užterštumo atsparumą kiekvienoje pagrindinėje įvorės atramų kategorijoje. Dabar ateina svarbus žingsnis – šios žinios turi būti paverstos pasitikėjimu priimant sprendimą konkrečiai jūsų taikymo sričiai. Klausimas, kas geriau – įvorės atramos ar rutuliniai guoliai, galutinai išsprendžiamas taikant sistemingą vertinimo procesą.
Kas skiria sėkmingus įvorės atramų pasirinkimus nuo brangių klaidų? Retkarčiais tai nėra susiję su brangiausiu variantu pasirinkimu ar ankstesnio projekto patirtimi. Sėkmė priklauso nuo sąžiningo darbo sąlygų įvertinimo ir tinkamos technologijos parinkimo. Pažvelkime, kaip tai tiksliai atlikti.
Jūsų sprendimų planas pagal taikymo reikalavimus
Laikykitės šių penkių žingsnių seka. Kiekvienas žingsnis remiasi ankstesniuoju, sudarydamas išsamią jūsų reikalavimų apžvalgą dar nepasirenkant konkretaus sprendimo. Skubotinis arba žingsnių praleidimas dažnai lemia specifikacijas, kurios atrodo gerai popieriuje, bet gamyboje veikia nepakankamai.
- Nustatykite greičio ir ciklo reikalavimus: Pradėkite nuo tikslinio ėminių per minutę skaičiaus. Ar dirbate aukšto greičio progresyvine matrica 300+ ėm/min ar vidutinio greičio perkėlimo operacijoje, mažesnioje nei 100 ėm/min? Šis vienas veiksnys dažnai žymiai apriboja jūsų pasirinkimo galimybes. Sprendimas dėl ritininio guolio ar būgšto dažnai priklauso nuo to, ar jūsų ciklo dažnis sukuria trinties šilumą, kurią paprastos paviršiaus dalys negali išsklaidyti. Užfiksuokite ne tik dabartinius, bet ir numatomus būsimus reikalavimus – pasirinkimas ateityje išvengs pernelyg ankstyvo atnaujinimo.
- Įvertinkite apkrovos sąlygas: Apskaičiuokite jėgas, kurias turi sugerti jūsų vedimo sistema. Atsižvelkite į radialines apkrovas iš šoninių formos jėgų, ašines apkrovas iš vertikalių komponentų ir momentines apkrovas iš poslinkio jėgų. Nepamirškite smūginės apkrovos kirpimo ir gręžimo operacijų metu – šios smūginės apkrovos gali viršyti pastoviąsias jėgas tris ar daugiau kartų. Didelėms, linksmoms smūgiams aplikacijoms dažnai tinkamesni paprastieji pleištai ar adatiniai guoliai, o ne rutuliniai guoliai, jautrūs smūgiams.
- Įvertinkite aplinkos veiksnius: Apžiūrėkite savo gamybos patalpą naujomis akimis. Kiek iš tikrųjų teršalų pateks į jūsų formos zoną? Metaliniai šipuliai, tepalo migla, ore esantis dulkių kiekis ir temperatūros svyravimai visi turi įtakos vedimo sistemos našumui. Guolių pleištų ir rutulinių guolių palyginimas radikaliai keičiasi, kai teršalų lygis yra aukštas – rutulinių guolių trinties privalumai nieko nereiškia, jei dalelės sunaikina bėgius per kelis mėnesius.
- Atsižvelkite į techninės priežiūros galimybes: Būkite atviras dėl to, ką jūsų techninės priežiūros programa gali realistiškai pasiekti. Sudėtingos vedimo sistemos, reikalaujančios tikslaus tepimo grafiko ir periodinių išankstinio apkrovimo reguliavimų, reikalauja kvalifikuotų technikų ir griežtų procedūrų. Jei jūsų techninės priežiūros ištekliai yra riboti, savitepės kompozitinės medžiagos arba pakantūs bronziniai įvorės ilgesniu laikotarpiu gali duoti geresnių rezultatų nei tikslieji rutuliniai guoliai, kurie be tinkamos priežiūros blogėja.
- Apskaičiuokite bendrąsias savininkystės išlaidas: Pradinė pirkimo kaina atskleidžia tik dalį istorijos. Atsižvelkite į montavimo darbo išlaidas (rutuliniams guoliams reikia 2–3 kartų daugiau montavimo laiko nei paprastoms įvorėms), techninės priežiūros išlaidas numatytame tarnavimo laikotarpyje, pakeitimo detalių sąnaudas ir – svarbiausia – gamybos pristojimo, atsiradusio dėl nenuspėtų pertraukų, kainą. Vedlys į įvorės ir guolius, kuris nepaiso viso ciklo išlaidų, suteikia nepilną informaciją.
Jūsų vedančiųjų įvorės tikslumas niekada negali viršyti bendro matricos konstrukcijos tikslumo. Nurodant aukštos kokybės rutulinio guolio vedžius, bet toleruojant laisvas tarpus kitur, sukuriamas brangus neatitikimas – ir švaistoma pinigai už galimybes, kurių išnaudoti negalite.
Kada atnaujinti – ir kada supaprastinti
Modernizavimo scenarijai suteikia unikalias sprendimų galimybes. Jei ieškote priežasčių ankstyvam vedančiųjų dalių dilimui ar apsvarstote esamos įrangos patobulinimus, sprendimas dėl rutulinių guolių ar įvorės pasirinkimo gali skirtis nuo naujos sistemos specifikacijų.
Atnaujinkite nuo paprastųjų įvorės iki rutulinių guolių, kai:
- Gamybos greitis padidėjo už pradinio nustatyto lygio, sukeliant šilumines problemas
- Tikslumo reikalavimai tapo griežtesni dėl didesnių kokybės reikalavimų tolesniame gamybos etape
- Jūsų įrenginys nuo pradinės diegimo dienos pagerino aplinkos valdymą
- Techninės priežiūros galimybės išsiplėtė, kad būtų galima palaikyti sudėtingesnes sistemas
Apsvarstykite pereiti nuo rutulinių guolių prie kokybiškų paprastųjų įvorės, kai:
- Dėl užteršimo susijusios guolių gedimai kartojasi nepaisant sandarinimo priemonių
- Senesnių matricų batų alinavimo problemos sukelia greitesnį rutulinio guolio dėvėjimąsi
- Faktinės gamybos spartos yra žemesnės nei iš pradžių tikėtasi
- Priežiūros ištekliai negali užtikrinti reikiamo rutulinių guolių priežiūros lygio
Spindulinio guolio ir bako sprendimas transmisijų taikymuose siūlo naudingą analogiją. Inžinieriai ten renkasi remdamiesi faktinėmis eksploatacinėmis sąlygomis – ne teorine pranašumu. Taikykite tą patį praktiškumą savo presavimo formų vedlėms.
Partnerystė su tinkamu įrankių tiekėju
Štai kokia realybė, kurią supranta patyrę formų gamintojai: tai, kam naudojamas bakas, siekia daug toliau nei tiesiog judėjimo vedimas. Jūsų vedimo sistema integruojama su smeigiamųjų ir formavimo elementų alinavimu, išstūmimo mechanizmais, medžiagos padavimo sistemomis ir bendra formos konstrukcine vientisumu. Vedlyno bako optimizavimas izoliuotai, nepaisant šių tarpusavio ryšių, riboja jūsų rezultatus.
Šis integracijos požiūris paaiškina, kodėl vedančiųjų įvorės pasirinkimas nusipelnys dėmesio dar ant kalimo formos projektavimo etapo – ne kaip antrinis veiksmas gamybos metu. CAE modeliavimo priemonės gali numatyti vedančiosios sistemos elgseną esant tikroms eksploataciniams apkrovoms ir nustatyti potencialias problemas dar prieš pradedant apdirbti plieną. Tinkamas analizės patvirtinimas, kad pasirinkta vedančioji technologija veiks kaip numatyta specifinėje Jūsų kalimo formos architektūroje.
Automobilių stampavimo taikymo srityse, kur tarpiniai tarpai yra siauri ir gamybos apimtys aukštos, bendradarbiavimas su tiekėjais, kurie supranta šį visapusišką požiūrį, suteikia matomų pranašumų. Shaoyi IATF 16949 sertifikuotos stampavimo formos sprendimai integruoja tinkamą vedančiosios sistemos specifikaciją su pažangiais CAE modeliavimo įrankiais, patvirtindami projektus dar prieš pradedant prototipavimą. Jų 93 % pirmojo bandymo patvirtinimo rodiklis atspindi inžinerinę discipliną, kuri tęsiasi nuo vedančiųjų įvores pasirinkimo iki visos kalimo formos sistemos optimizavimo.
Ar jūs nurodote rutulinio guolio vedžius aukštos spartos tikslumui, ar atrinkite patvirus tuosius įvorinius guolius teršiamai aplinkai, pagrindinis principas lieka tas pats: vedančiųjų įvarų našumas yra toks pat geras kaip ir bendras die techninės kokybės užtikrinimas. Suderinkite savo vedžių pasirinkimą su faktinėmis eksploatacinėmis sąlygomis, patvirtinkite pasirinkimą atlikdami tinkamą analizę ir bendradarbiaukite su tiekėjais, kurie supranta, kad įrankių puikybė reikalauja dėmesio kiekvienam komponentui – įskaitant vedančiuosius įvarus, kurie apsaugo jūsų špindelį.
Dažniausiai užduodami klausimai apie rutulinius guolius ir tuosius vedančiuosius įvarus
1. Koks skirtumas tarp įvaro ir rutulinio guolio?
Įvorė yra paprasta apvalkalo formos detalė, kuri užtikrina lygią slydimo paviršių veleno judėjimui, o rutulinis guolis naudoja ritinčius elementus (rutuliukus), esančius takeliuose, kad sumažintų trintį. Įvorės remiasi slydimu ir geriau tinka teršiamose aplinkose, žemesnėms greičiui bei smūginėms apkrovoms. Rutuliniai guoliai pasižymi žymiai mažesne trintimi – iki 90 % mažiau – todėl puikiai tinka aukšto greičio taikymams, viršijantiems 200 SPM, kur kaitos generavimas yra svarbus dalykas. Pasirinkimas priklauso nuo jūsų specifinių eksploatavimo sąlygų, įskaitant greitį, apkrovą, aplinką ir techninės priežiūros galimybes.
2. Kada turėčiau naudoti rutulinius guolius vietoj paprastųjų įvorių?
Pasirinkite rutulinio guolio vedžius, kai jūsų taikymas apima aukšto greičio progresyvines miras, veikiančias daugiau nei 150–200 ėminių per minutę, reikalaujančias pozicijos kartojamumo iki tūkstantosios mikrono dalies, veikimą švariose ar kontroliuojamose aplinkose ir tolygią pastovią apkrovą, o ne stiprius smūgius. Rutuliniai guoliai puikiai tinka ilgoms gamybos ciklams, kur jų didesnis tikslumas ir sumažintas trintis kompensuoja aukštesnes pradines išlaidas. Tačiau jie netinka teršiamoms aplinkoms, stipriai apkrautiems iškirpimo darbams ar taikymams, kai negalima užtikrinti tinkamo lygiagretumo.
3. Kokios yra bronzinių įvorės privalumai lyginant su kitomis vedžio galimybėmis?
Bronzos įvorės pasižymi patikrintu patikimumu, kuris buvo sėkmingai naudojamas pramonėje jau šimtmečius. Pagrindiniai privalumai apima puikią šilumos laidumą, leidžiantį efektyviai atiduoti šilumą, natūralią korozijos atsparumą dėl apsauginio oksido sluoksnio susidarymo, išskirtinį smūginės apkrovos atlaikymą sunkiems iškirpimo įrankiams ir lengvą apdirbamumą individualiems tikslingiems pritaikymams. Savęs tepančios bronzos versijos su integruotu grafitu sumažina techninės priežiūros poreikius. Bronza yra idealus sprendimas žemesnio greičio įrankiams iki 100 SPM, taikymams, kuriuose neįmanoma išvengti teršalų, bei aplinkoms, reikalaujančioms korozijos atsparumo. Pagrindiniai trūkumai yra svoris ir ribojamas greitis, palyginti su šiuolaikiniais alternatyviais sprendimais.
4. Kaip apskaičiuoti vadovaujančių įvorių bendrąsias savininkystės sąnaudas?
Bendrosios savininkystės sąnaudos išeina už pirkimo kainos ribų ir apima montavimo darbus (ritininiai guoliai reikalauja 2–3 kartų daugiau montavimo laiko nei paprasti įvorės), techninio aptarnavimo sąnaudas eksploatacijos laikotarpiu, pakeitimo detalių išlaidas bei gamybos praradimus dėl nenuspėtų sustojimų. Pigesnė įvorė, kurią reikia keisti kas šešis mėnesius, gali kainuoti brangiau nei aukščiausios kokybės variantas, tarnaujantis tris metus. Atsižvelkite į savo komandos techninio aptarnavimo galimybes – sudėtingos ritininių guolių sistemos, reikalaujančios tikslaus tepimo grafiko, gali veikti neefektyviai, jei tinkamas priežiūros lygis nuolat nėra užtikrinamas. IATF 16949 sertifikuoti tiekėjai, tokie kaip Shaoyi, padeda sumažinti bendras sąnaudas dėka tikslumo gamyboje, pratęsiančio detalių tarnavimo laiką.
5. Ar galiu pertvarkyti savo formą, pakeičiant paprastas įvores ritininių guolių vedliais?
Taip, tačiau atnaujinimas reikalauja atidžios vertinimo. Atnaujinkite į ritininiai guolius, kai gamybos greičiai viršija pradinius techninius duomenis, dėl to atsiranda šiluminės problemos, tikslumo reikalavimai pasidarė griežtesni, pagerėjo aplinkos kontrolė ar išsiplėtė techninės priežiūros galimybės. Tačiau apsvarstykite pereiti nuo ritininių guolių prie kokybiškų paprastųjų atraminių įvynių, kai dažnai pasitaiko teršalų sukelti gedimai, senesnių formų kalibravimo problemos sukelia greitesnį susidėvėjimą, faktiniai greičiai yra žemesni nei numatyta ar techninės priežiūros ištekliai yra riboti. Visada patikrinkite, ar esama formos geometrija gali prisitaikyti prie skirtingų vedančiųjų detalių dydžių ir ar galima pasiekti reikiamą tikslumą derinime.