 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Automobilinių sėdynių rėmų štampavimas: gamybos technologijos ir lengvų konstrukcijų tendencijos
TRUMPAI
Automobilių sėdynių rėmų štampavimas yra tikslus gamybos procesas, kuris naudoja didelės galios progresyviąsias ir perkeliamąsias štampančiąsias formas (paprastai 100–1 200+ tonų) konstrukciniams transporto priemonių komponentams gaminti iš aukštos stiprybės medžiagų. Kai automobilių pramonė perėina prie elektrinių automobilių (EV), pagrindinis dėmesys nukreipiamas į lengvinimas —pakeisti tradicinį plieną Aukštos stiprybės pažangiuoju plienu (AHSS), aliuminiu ir magnio lydiniais, kad būtų pratęstas akumuliatoriaus veikimo diapazonas, nekompromituojant saugos.
Šiuolaikinė sėdynės rėmo gamyba jau nebe tik metalas, ji reikalauja integruoti vielos linkimą, vamzdžių gamybą ir sudėtingus surinkimo metodus, tokius kaip lazerio suvirinimas. Pirmojo lygio gamintojų ir tiekėjų sėkmė priklauso nuo tinkamo gamybos proceso pasirinkimo, t. y. nuo to, ar progresyvaus spausdinimo greitis yra suderintas su perdavimo sistemų medžiagų efektyvumu, o griežti saugos standartai, tokie kaip FMVSS ir IATF 16949, laikomi.
Pagrindinės technologijos: progresyvus ir perdavimo spausdinimas
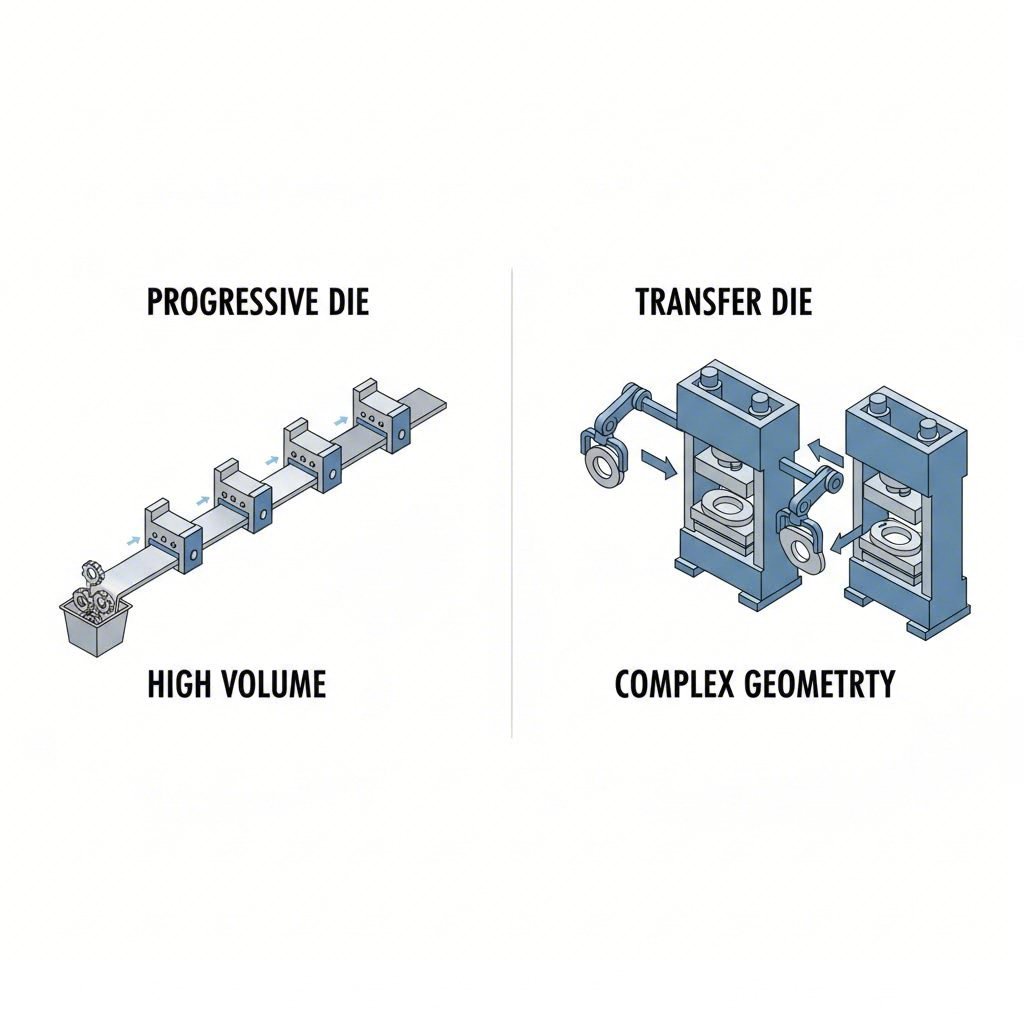
Sprendimas dėl progresyvaus ir perdavimo formų formų yra pagrindinis inžinerijos pasirinkimas sėdimųjų kėbulo gamyboje. Šis sprendimas lemia įrankių sąnaudas, gamybos greitį ir detalės sudėtingumą.
Progresyvus štampavimas yra pramonės standartas didelės apimties, mažesniems komponentams gaminti. Šiame procese metalo juosta tiekiama per keletą stotelių viename įrenginyje. Kiekvienas preso ėmimas atlieka skirtingą operaciją – pjaunant, lenkiant, kalibravimas – kol galutinėje stotelėje baigtas gaminys atskiriamas nuo juostos. Šis metodas ypač tinka tokių detalių gamybai kaip atlošimo žiedai, vedlės ir sujungimo atramos kur svarbiausias veiksnys yra greitis.
Pervadinis kalnojimas , priešingai, būtinas didesniems, gilesniems ar sudėtingesniems elementams, kurių negalima palikti pritvirtintų prie nešančiosios juostos. Čia mechaniniai pirštai arba robotų rankos perkelia atskirus ruošinius tarp skirtingų formų stotelių. Šis metodas dažniausiai naudojamas stambesniems konstrukciniams elementams, tokiems kaip giliai ištraukti sėdynės dubenys, šoniniai rėmai ir storesnio skersmens pakėlimo detalės . Nors lėtesnis nei progresyvusis štampavimas, jis suteikia didesnę laisvę sudėtingoms geometrijoms ir sumažina medžiagos švaistą – svarbų veiksnį dirbant su brangiomis lengvosiomis lydiniais.
| Ypatybė | Progresyvus štampavimas | Pervadinis kalnojimas |
|---|---|---|
| Tinkamiausias | Maži iki vidutinių detalių (laikikliai, bėgeliai, žiedai) | Didelės konstrukcinės detalės (sėdynių pagrindai, šoniniai rėmai) |
| Greitis | Aukštas (tolygus maitinimas) | Vidutinis (reikalingas dalių tvarkymas) |
| Medžiagų atliekos | Aukštesnis (reikalinga nešlio juosta) | Žemesnis (optimizuotas išdėstymas) |
| Įrankių kaina | Didelė pradinė investicija | Bendrai žemesnis, tačiau preso kaina aukštesnė |
| Sudėtingumas | Apribota juostos tvirtinimo | Didelė geometrinė lankstumas |
Medžiagų inovacijos: siekis lengvinti konstrukcijas
Reikalavimas didinti EV nuvažiuojamą atstumą ir mažinti CO2 išmetamąjį kiekį radikaliai pakeitė sėdynių konstrukcijų medžiagų pasirinkimą. Gamytojai atsisuka nuo mažai anglies turinčių plienų į medžiagas, kurios siūlo geresnį stiprumo ir svorio santykį.
Pažangiosios aukštos stiprumo plienų (AHSS) ir UHSS dabar yra dominuojantys. Tokių plienų rūšys kaip dvifazis (DP) ir transformacijos sukelta plastinė deformacija (TRIP) leidžia inžinieriams naudoti storesnius lakštus, nesumažinant smūgio atsparumo. Vadovaujančios gamyklos, tokios kaip Proma Group, naudoja patentuotus vieno smūgio formavimo procesus, kad šiuos sudėtingus medžiagų tipus galėtų paversti patvariais sėdynės pagalvės ir atramos rėmais.
Aliuminio ir magnio lydiniai reprezentuoja kitoji vystymosi pakopa. Aliuminio rėmai gali sutaupyti apie 28 % svorio lyginant su plienu, o magnis gali pasiekti net 35 % sutaupymą. Tačiau šios medžiagos sukelia gamybos iššūkius, tokius kaip padidėjęs tamprumo grįžtamas deformacijos efektas ir specialių tepimų poreikis. Šiems iššūkiams įveikti dažnai reikalingos servovaldžio presų sistemų, kurios programiškai gali reguliuoti stūmoklio greitį traukimo fazės metu, kad būtų išvengta įtrūkimų.
Už presavimo: surinkimas ir komponentų integracija
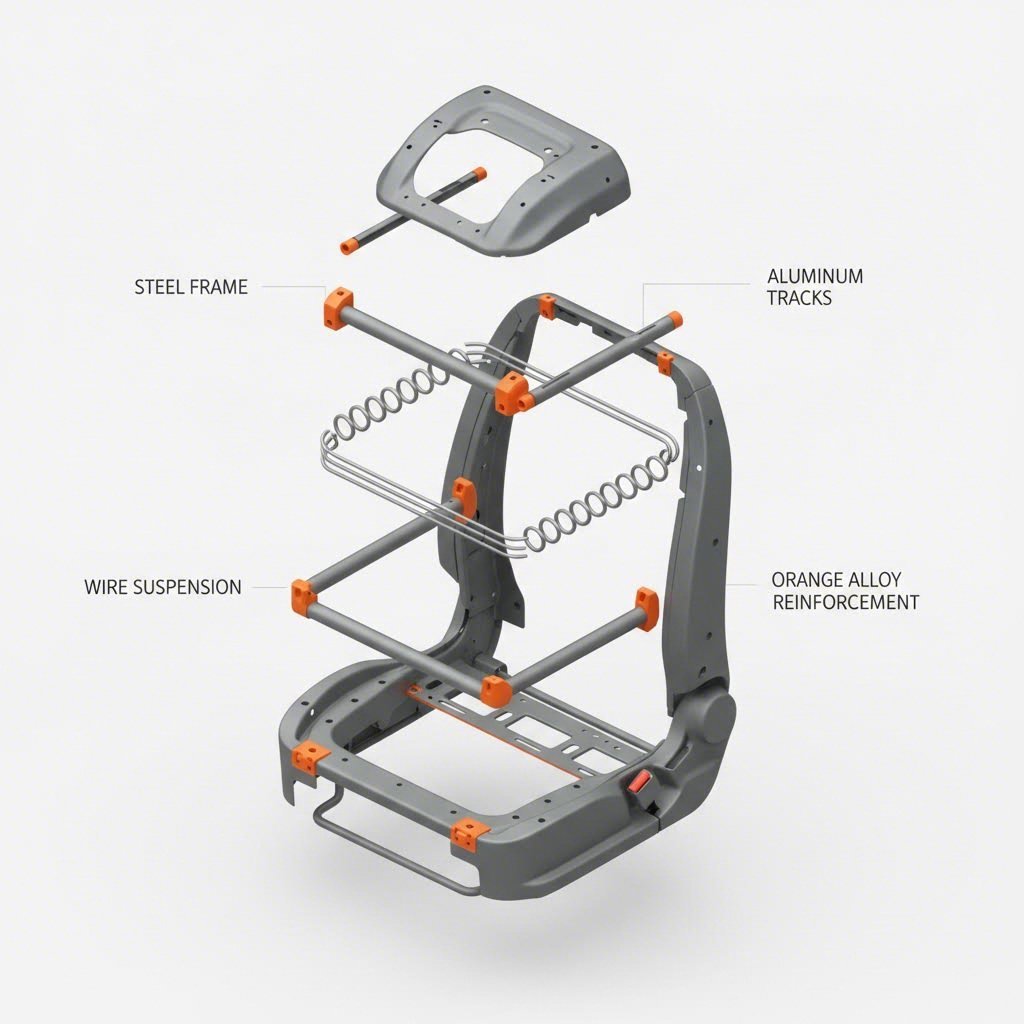
Išspaudas iš metalo retai būna galutinis produktas. Šiuolaikinės automobilių sėdynės reikalauja visiškai integruotų komplektų tiekimo. Tiekejai, tokie kaip Guelph Manufacturing ir Hatch Stamping, išsivystė į sistemos integratorius, sujungdami išspaudus komponentus su vielinių formų ir vamzdinių konstrukcijų elementais.
- Vamzdžių lenkimas ir vielos formavimas: Sėdynių konstrukcijos dažnai remiasi išlenktais vamzdžiais rėmais atramoms ir vielinėmis formomis pakabos kilimams. Šie procesai turi būti sinchronizuoti su išspaudimo operacijomis, kad būtų užtikrintas tinkamas pritaikymas.
- Sujungimo technologijos: Pereinant prie skirtingų medžiagų (pvz., jungiant plienines bėges su aliuminio padėklais), tradicinė taškinė suvirinimo technika kai kuriose aplikacijose tampa nepakankama. Gamintojai vis dažniau naudoja MIG suvirinimą, lazerinį suvirinimą ir mechaninius tvirtinimo būdus kad užtikrintų struktūrinį vientisumą tarp skirtingų metalų.
- Mechanizmų integracija: Rėmas turi talpinti sudėtingas elektromechanines sistemas, įskaitant pakėlimo stabdžius, rankinius ir varomuosius sėdynės bėgius bei pasvėrimo mechanizmus . Tikslus išspaudimas čia yra kritiškai svarbus; net mikronų lygio nuokrypiai sėdynės laikiklyje gali sukelti triukšmą, vibraciją ir kietumą (NVH) galutiniame vožtuve.
Kokybės kontrolė ir proceso optimizavimas
Saugos požiūriu kritinėse automobilių sėdynių programose defektų prevencija yra neabejotina. Kokybė prasideda dar prieš tai, kai presas paliečia metalą. Tikslios dekoilero mašinos, tokios kaip Henli Machine detalizuotos, atlieka svarbų vaidmenį. Tokios funkcijos kaip pneumatinės slėgio rankos ir vedančiųjų rankų sistemos neleidžia medžiagai išsisklaidyti ir apsaugo ritinio paviršių nuo įbrėžimų – defektų, kurie gali sukelti estetinį atmestį ar struktūrinį nuovargį.
Baigtinių elementų analizės (BEA) yra kitas esminis įrankis, kurį naudoja pirmaujantys tiekėjai, kad imituotų išspaudimo procesą dar prieš gamindami įrankius. FEA padeda inžinieriams numatyti plonėjimą, raukšlėjimąsi ir atšokimą, leisdama kompensuoti formos defektus dar projektavimo etape, o ne brangiai eksperimentuoti gamyklos aikštelėje.
Kai renkatės gamybos partnerį, sertifikavimas yra minimalus reikalavimas. Ieškokite tiekėjų, turinčių IATF 16949 sertifikavimas, kuris garantuoja griežtų automobilių kokybės valdymo standartų laikymąsi. Be to, gebėjimas užmegzti ryšį tarp plėtros ir gamybos yra labai svarbus. Gamintojams, reikalaujantiems lankstumo, Shaoyi Metal Technology siūlo išsamią spaustukų gamybą kurie skaluoja nuo greito prototipavimo (pristatant daugiau nei 50 detalių per penkias dienas) iki didelės apimties masinės gamybos 600 tonų spaustuvuose, užtikrinant, kad dizaino įgyvendinamumas būtų patvirtintas programos pradžioje.
Sėdynių ateities projektavimas
Automobilių sėdynių rėmo rinka vystosi nuo paprasto metalo lenkimo iki aukštosios technologijos konstrukcinio inžinerijos. Kai automobiliai tampa autonomiški ir elektriniai, sėdynė tampa keleivio patirties centru, reikalaudama mažesnės masės, didesnio saugumo ir didesnės funkcionalumo. Inžinieriams ir pirkimų vadovams tikslas – bendradarbiauti su gamintojais, kurie siūlo ne tik spaustuvų pajėgumus, bet ir visapusišką medžiagų mokslą, sujungimo technologijas bei tikslų kokybės kontrolę.
Dažniausiai užduodami klausimai
1. Kuo skiriasi progresyvioji ir perkeliamojo štampo išspaudimo technologija sėdynių rėmams?
Progresyvioji štampo išspaudimo technologija praleidžia nuolatinę metalo juostą per kelias stotis, todėl ji yra greitesnė ir tinka mažesniems detalių tipams, tokiems kaip laikikliai ir jungtys. Perkeliamojo štampo išspaudimo technologija perkelia atskiras išpjautas заготовки tarp stotelių, kuri ypač tinka didelėms, giliai ištrauktoms detalėms, pvz., sėdynių pagrindams ir šoniniams rėmams, reikalaujantiems sudėtingų formavimo operacijų.
3. Kodėl magnis naudojamas automobilių sėdynių rėmuose?
Magnis naudojamas dėl savo išskirtinio stiprumo ir svorio santykio. Jis apie 33 % lengvesnis už aliuminį ir 75 % lengvesnis už plieną, todėl puikiai tinka elektromobilių nuvažiuojamam atstumui didinti. Tačiau dėl unikalių medžiagos savybių reikalingos specializuotos liejimo arba štampavimo technologijos.
4. Kas yra pagrindiniai pasauliniai automobilių sėdynių konstrukcijų gamintojai?
Pagrindiniai dalyviai automobilių sėdynių pramonėje yra Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S ir Magna International. Šios įmonės paprastai veikia kaip pirmos lygmens tiekėjai, teikdamos visus sėdynių sistemas OEM gamintojams.