 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Automobilių metalo štampavimas: techninės tikslumo paslaptys
TRUMPAI
Los automobiliais metalų presavimo gaminiai yra šiuolaikinės gamybos pagrindas, leidžiantis transformuoti metalo lakštus į aukštos tikslumo komponentus naudojant štampavimo procesus. Jų svarba slypi gebėjime masiškai gaminti struktūrinius ir estetinius elementus su išskirtine technine nuoseklumu. Gamintojams valdymas šių technologijų yra gyvybiškai svarbus siekiant subalansuoti transporto priemonės lengvumą, rėmo saugumą ir eksploatacinių sąnaudų efektyvumą.
Techniniai pagrindai: Skirtumai tarp presavimo ir štampavimo
Pramoniniame kontekste terminai „presavimas“ ir „štampavimas“ dažnai vartojami vienaip, nors turi esminių techninių niuansų, svarbių inžinerijai. Kaip apibrėžia Mursix Corporation , automobilių pramonėje štampavimas reiškia procesą, kai plokščios metalinės lakštai transformuojami į specifines formas naudojant presą ir specialiai sukurtas formas. Tuo tarpu kaip presavimas koncentruojasi ties didelės jėgos taikymu metalo formavimui, štampavimas apima visą operacijų ekosistemą, įskaitant pjaustymą, išpjovimą ir lenkimą.
Šio proceso pagrindinis mechanizmas grindžiamas sąveika tarp preso, kuris suteikia būtiną energiją, ir formos arba matricos, kuri nustato galutinę detalės geometriją. Šios technologijos raida nuo paprastų rankinių metodų perėjo prie automatizuotų didelio greičio sistemų, gebančių apdoroti šimtus detalių per minutę. Šis pereinamasis etapas buvo skatinamas poreikio laikytis vis griežtesnių matmeninių tolerancijų, kurios yra esminės robotizuotam surinkimui originalių gamintojų (OEM) gamyklose.
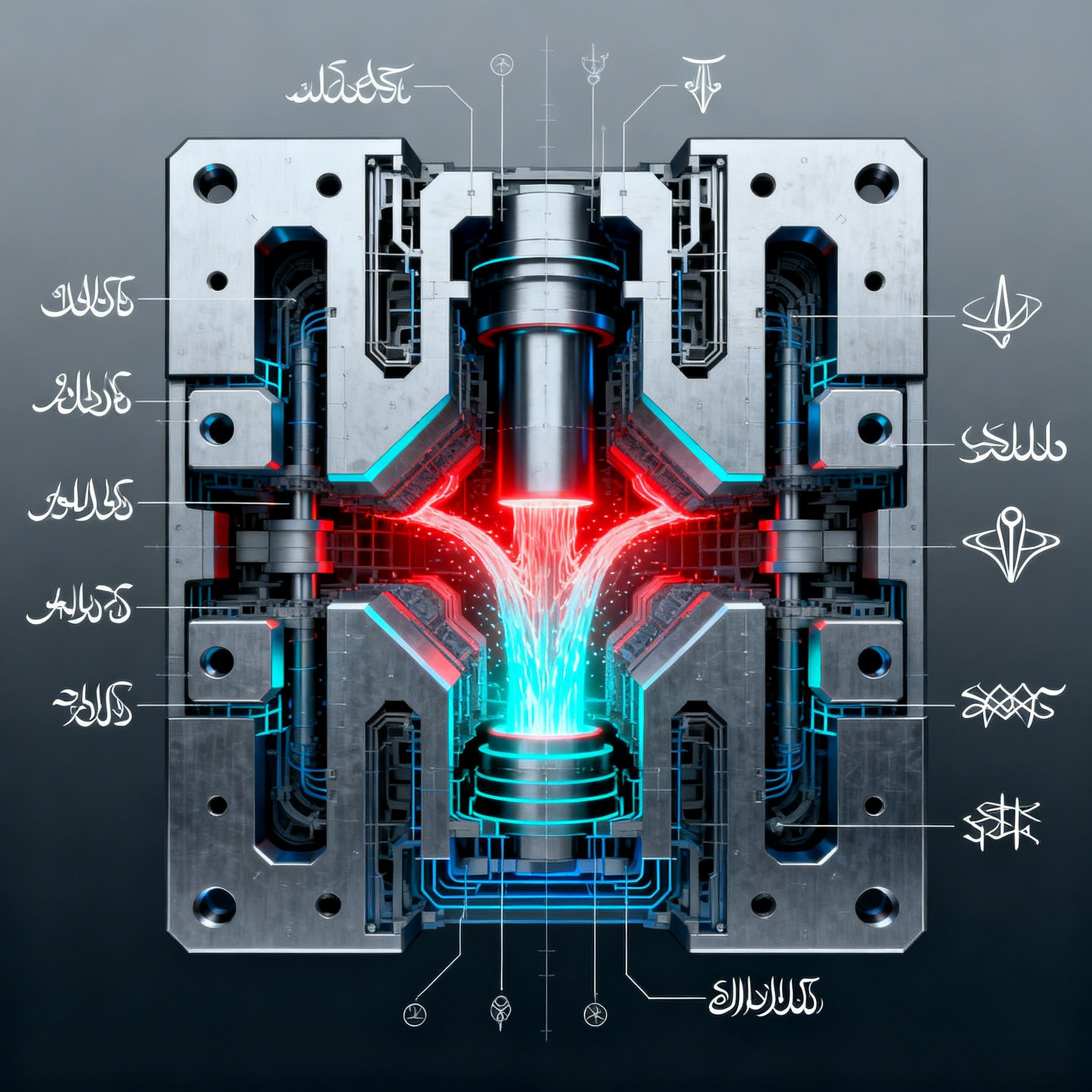
Svarbus veiksnys yra įrankių konstrukcija. Formos sukūrimas reikalauja tikslinės inžinerijos, kurioje būtų atsižvelgiama į medžiagos tamprųjį grįžtį ir įtempties pasiskirstymą formuojant. Be optimizuotos formos konstrukcijos, defektai, tokie kaip plyšimai ar raukšlės metale, gali pakenkti detalių struktūrinei vientisumui, ypač kritinėse dalyse, pvz., automobilio stulpų stiprintuvuose ar elektromobilių baterijų korpusuose.
Toliau pateikiama pagrindinių presų ceche naudojamų sąvokų palyginamoji analizė:
| Terminas | Techninis požiūris | Tipinė taikymo sritis |
|---|---|---|
| Kalibravimas (Stamping) | Daugiaetapės formavimo ir pjaustymo operacijos | Korpuso skydai, elektriniai jungtys |
| Spaudimas (Pressing) | Slėgio taikymas plastinei deformacijai | Sunkieji konstrukciniai komponentai, šasis |
| Išspaudimas (Blanking) | Pradinis plokščios formos išpjaunimas iš ritės | Pagrindinių detalių paruošimas vėlesniems procesams |
Lankstymo procesų tipai ir jų pramoninė universalumas
Tinkamo lankstymo proceso pasirinkimas tiesiogiai priklauso nuo gamybos apimties, geometrinio sudėtingumo ir medžiagų reikalavimų. Pagrindiniai keturi tipai yra progresyvusis lankstymas, perkeliamasis lankstymas, gilusis ištraukimas ir tikslusis pjaustymas. Kiekvienas metodas siūlo strategines privalumus, kuriuos pirkimų ir gamybos inžinieriai turi atidžiai įvertinti siekdami maksimalizuoti investicijų grąžą.
La progresyvusis lankstymas yra aukšto apimties gamybos aukso standartas. Šioje sistemoje metalo juosta paeiliui juda per keletą stotelių vienoje matricoje. Kiekviena stotelė atlieka specifinę operaciją (pjaustymas, lenkimas, formavimas), kol galutinis gaminys atsiskiria nuo juostos paskutiniame etape. Šis metodas sumažina detalių tvarkymą ir maksimaliai padidina gamybos tempą, todėl yra idealus mažoms detalėms, tokioms kaip jungtys ir variklio laikikliai.
Kita vertus, gilus formavimas (Deep Draw) yra būtinas detalėms, kurių gylis viršija jų skersmenį. Tokių specialistų kaip Transmatic pažymima, kad šis procesas yra esminis jutiklių korpusams, alyvos filtrams bei kitiems cilindriniams komponentams gaminti, kuriems reikalingos plonos, bet patvarios sienelės. Technika apima metalo ištempimą per matricą, kontroliuojant medžiagos tekėjimą, kad būtų išvengta įtrūkimų, dėl ko gaunamos siūlės be siūlių ir puikia mechanine vientisumu.
Operacinis progresyvios matricos srautas gali būti suskirstytas į šiuos žingsnius:
- Maitinimas: Metalo ritė išsivynioja ir tikslaus maitinimo įrenginiu patenka į presą.
- Pradinis gręžimas: Atliekami orientavimo skylės, kad užtikrinti tikslų pozicionavimą sekant kamerose.
- Progresyvus formavimas: Metalas palaipsniui lenkiamas ar deformuojamas keliais etapais, kad būtų išvengta pernelyg didelių įtempių.
- Įspaudimas arba kalibravimas: Taikomos aukštos apkrovos, kad būtų apibrėžti finišiniai detalių bruožai ir užtikrintos kritinės tarpinės.
- Galutinis supjovimas ir išstūmimas: Detalė atskiriama nuo likusio juostos gabalo ir surenkama tolesniam apdorojimui.
Kritiniai medžiagų tipai ir jų poveikis transporto priemonės našumui
Medžiagos pasirinkimas automobilių metaliniams presuotiems gaminiams turi įtakos ne tik kainai, bet ir transporto priemonės saugumui bei energijos efektyvumui. Istoriniu požiūriu anglies plienas buvo dominuojanti medžiaga dėl savo žemos kainos ir didelio atsparumo. Tačiau tendencija link dekarbonizacijos skatina naudoti aukštos jėgos plienus (AHSS) ir aliuminio lydinius, kurie leidžia sumažinti bendrą svorį, nesumažinant keleivių apsaugos susidūrimo atveju.
Aliuminis kėlia presavimui unikalius iššūkius dėl mažesnio plastiškumo ir linkimo į tamprųjį atsitraukimą, palyginti su plienu. Tačiau jo naudojimas išoriniuose skydeliuose ir pakabos konstrukcijose auga dėl puikios stiprumo ir svorio santykio. Tuo tarpu varis ir varžalis yra būtini gaminant kontaktus ir komponentus automobilio elektrinei architektūrai, kur laidumas yra lemiamas veiksnys. Tokios lyderės kaip Wiegel specializuojasi šių spalvotųjų metalų apdorojime mikronų tikslumu, kad būtų užtikrinta elektroninių saugos sistemų patikimumas.
Ženklams, ieškantiems strateginio partnerio, gebančio valdyti šią medžiagų sudėtingumą, Shaoyi siūlo tobulai pritaikytus metalo štampavimo sprendimus su IATF 16949 sertifikavimu. Jų patirtis apima nuo greito prototipavimo iki kritinių komponentų, tokių kaip subrame ir valdymo svirtys, masinės gamybos, integruojant konstrukcijos analizę gamybai (DFM), užtikrinančią techninę ir biudžetinę įgyvendinamumą jau koncepcinėje stadijoje.
Toliau pateikiamos pagrindinės taikymo sritys pagal metalo tipą:
| Medžiaga | Pagrindinės savybės | Taikymas transportui |
|---|---|---|
| Aukštos stiprybės plienas (AHSS) | Didžiausia atsparumas ir energijos sugeriamumas | A/B stulpeliai, rėmo ilgynės |
| Aliuminis (5000/6000 serija) | Lengvumas ir atsparumas korozijai | Dangčiai, durelės, pakabos bokštai |
| Varis / Berilis | Aukšta elektros ir šilumos laidumas | Jutikliai, baterijų jungtys, ECU |
| Nerūdijantis plienas | Atsparumas karščiui ir oksidacijai | Išmetimo sistemos, purkštuvai |
Presų technologija: nuo mechaninių sistemų iki servotechnologijos
Šiuolaikinės presų dirbtuvės infrastruktūra nustatoma pagal naudojamą įrangą. Tradiciniai mechaniniai presai, veikiantys inercijos ratu, vis dar yra populiarūs dėl greičio pjovimo ir paprasto formavimo operacijose. Kaip paaiškina HTT Inc. šios mašinos yra idealios greitoms gamybos ciklams, kai maksimali jėga reikalinga arti stūmoklio eigos pabaigos.
Tačiau labiausiai trikdančia inovacija yra servo presas . Skirtingai nuo mechaninių, servo presai naudoja aukšto sukimo momento variklius, kurie leidžia visiškai kontroliuoti stūmoklio greitį ir padėtį bet kuriame ciklo taške. Tai leidžia atlikti sudėtingas operacijas, pvz., formuoti sunkias geometrijas mažesniais greičiais, kad būtų išvengta plyšimų, o grąžinimo fazėse padidinus greitį išlaikyti produktyvumą. Servo presų tikslumas sumažina įrankių dėvėjimąsi ir ženkliai pagerina detalių paviršiaus kokybę.
Nauda, gaunama integruojant servo technologiją į gamybą, apima:
- Visiška ciklo lankstumas: Galimybė programuoti sustojimus arba svyravimo judesius metalų srauto optimizavimui.
- Vibracijų sumažinimas: Sklandesnis judesys pratęsia pjovimo įrankių tarnavimo laiką iki 30 %.
- Energetinė efektyvumas: Energijos atkūrimo sistemos servo presuose sumažina elektros energijos suvartojimą eksploatacijos metu.
- Matmeninė pastovumas: Didesnis pakartojamumas formuojant sudėtingas detales iš aukštos stiprybės plienų.
Kainos efektyvumas ir Industrijos 4.0 perspektyvos
Rentabilumas automobilių metalinių detalių presavime yra masto klausimas. Nors įrankių ir formų pradinės sąnaudos gali būti didelės, vieneto savikaina smarkiai mažėja masinės gamybos sąlygomis. Ekonominei analizei reikia įvertinti ne tik medžiagos ir įrangos kainą, bet ir prastovų dėl įrankių keitimo laiką bei medžiagos šalutinį produktą (šiukšles). Kaip nurodo Clamason , modernūs komponentai – nuo išorinių skylių iki vidinių jutiklių – reikalauja tokio konstravimo, kuris sumažintų atliekas, kad būtų tvaru ir konkurencinga.
Industrija 4.0 keičia sektorių, skaitmenizuojant presavimo linijas. Prognozavimo jutiklių diegimas matricose leidžia tiksliai stebėti slėgį, temperatūrą ir tepimą realiu laiku. Tai palengvina prognozuojamąją techninę priežiūrą, aptinkant galimus gedimus dar iki atsirandant brokuotai produkcijai ar įrangos pažeidimams. Skaitmeninių dvynių integravimas projektavimo etape leidžia imituoti metalo elgseną nepaprastai tiksliai, sumažinant bandymų ir klaidų ciklus fiziniame ceche.
Apibendinant, automobilių metalinių detalių presavimo ateitis susijusi su tvarumu ir duomenų analitika. Gebėjimas gaminti lengvesnes dalis švariau ir labiau automatizuotais procesais bus pagrindinis konkurencinis pranašumas tiekėjams, norintiems išlaikyti savo vietą globalinėje tiekimo grandinėje. Investicijos į pažangią technologiją ir bendradarbiavimas su patyrusiais partneriais užtikrina, kad gamintojai galėtų efektyviai spręsti elektrinės mobilumo ir autonominio valdymo iššūkius aukščiausios patikimumo klasės komponentais.
Dažniausiai užduodami klausimai apie metalinių detalių presavimą
1. Kokie keturi pagrindiniai metalinių detalių presavimo tipai?
Pagrindiniai metodai yra progresyvusis presavimas (tinka mažų, didelės apimties detalių gamybai), perkeliamasis presavimas (didelėms detalėms), gilusis išspaudimas (cilindriniams ar tuščiaviduriams formos elementams) ir mikro presavimas itin mažoms elektroninėms komponentėms.
2. Ar metalo štampavimo procesas brangus?
Pradinės investicijos į formas ir įrenginius yra nemažos, dažnai pasiekiančios tūkstančius eurų. Tačiau masinei gamybai vieneto kaina yra labai žema, todėl ilguoju laikotarpiu tai pelningiausias automobilių pramonei metodas.
3. Kokia skirtumas tarp metalo presavimo ir štampavimo?
Nors šie terminai dažnai vartojami kaip sinonimai, štampavimas yra visapusiškas procesas, apimantis įvairias plokščių pjaustymo ir formavimo operacijas, o presavimas konkrečiai reiškia mechaninį slėgio taikymą medžiagai deformuoti.
4. Kokios medžiagos dažniausiai naudojamos automobilių presuotoms detalėms?
Aukštos stiprybės plienas dėl saugumo vis dar yra lyderis, o jam iš paskos seka aliuminis, naudojamas siekiant sumažinti svorį. Vario reikia visiems elektrinės ryšio komponentams hibridiniuose ir elektriniuose automobiliuose.