 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Automobilių formų gyvavimo ciklo valdymas: svarbiausios strategijos

TRUMPAI
Automobilių formų gyvavimo ciklo valdymas – tai visaprotis procesas, kurio metu kontroliuojamas formos visą gyvavimo trukmę, pradedant nuo projektavimo ir gamybos, naudojimo, priežiūros, saugojimo iki utilizavimo. Šis sistemingas požiūris siekia maksimaliai pailginti įrankio naudingo tarnavimo laiką, pagerinti detalių kokybę, padidinti gamybos efektyvumą ir žymiai sumažinti bendrąsias savininkystės sąnaudas. Veiksmingas valdymas priklauso nuo proaktyvių priežiūros procedūrų ir specializuotų technologijų, tokių kaip Sandėlio Valdymo Sistema (WMS) bei įrankių sekimo programinės įrangos, naudojimo.
Automobilių formų gyvavimo ciklo valdymo apibrėžimas
Automobilių formų gyvavimo ciklo valdymas yra strateginis ir sistemingas požiūris, apimančias kiekvieną lyginimo formos egzistavimo fazę. Tai siekia daug toliau nei paprastas saugojimas ir remontas, apimdamas visaprotį procesą, kuris apima pradinį dizainą, pirkimą, aktyvų gamybos naudojimą, planuojamą techninę priežiūrą, technologinį sekimą ir galutinį išmetimą. Pagrindinis tikslas – transformuoti formą iš paprastos įrangos į aukštai valdomą turtą, užtikrinant, kad ji per visą savo veiklos trukmę generuotų maksimalią vertę.
Šis valdymo požiūris yra labai svarbus aukšto rizikos automobilių pramonėje, kur tikslumas, patikimumas ir efektyvumas yra svarbiausi. Blogai valdomos formos yra tiesioginė reikšmingų finansinių nuostolių priežastis. Kaip išsamiai aprašyta vadove, parašytame Phoenix Group , nepakankamas įrankių techninis aptarnavimas gamybos metu gali sukelti kokybės trūkumus, dėl kurių išauga rūšiavimo išlaidos, padidėja broko norma ir didėja rizika klientams išsiųsti defektinius komponentus – kas potencialiai gali sukelti brangius atšaukimus ir žalą prekės ženklo reputacijai.
Gerai struktūruotas gyvavimo ciklo planas, panašiai kaip ir bendras įrangos gyvavimo ciklo planas, grindžiamas keturiais pagrindiniais etapais: planavimu, įsigijimu, techniniu aptarnavimu ir utilizacija. Automobilių formų atveju tai reiškia optimalaus įrankių dizaino planavimą, įsigijimą iš patyrusių gamintojų, griežto techninio aptarnavimo grafiko įgyvendinimą ir aiškios pabaigos strategijos turėjimą. Nauda yra konkreti ir tiesiogiai veikia pelningumą, įskaitant patikimesnę įrangą, ryškų netikėtų gedimų mažėjimą ir brangios įrangos eksploatacijos trukmės pailginimą.
Palyginkite valdomą gyvavimo ciklą su nevaldomu. Be formalaus valdymo sistemos, įrankių remontas dažnai tampa reaktyvus – problemos spręnčiamos tik tada, kai jos jau sukelia gamybos sustojimą. Tai lemia prarasto presavimo laiko, brangių skubotų remontų ir detalių nukrypimų atsiradimą, kurie gali sutrikdyti tolesnius surinkimo procesus. Proaktyvi gyvavimo ciklo strategija, paremta ekspertų partneryste, užtikrina, kad kiekvienas įrankis išlaikytų optimalų našumą nuo vieno paleidimo iki kito. Pavyzdžiui, tokios įmonės kaip Shaoyi (Ningbo) Metal Technology Co., Ltd. specializuojasi gaminant aukštos tikslumo specialius presavimo įrankius, užtikrindamos kokybės pagrindą, kuris būtinas ilgam ir produktyviam įrankių tarnavimo laikui.
Pagrindinės sistemos ir technologijos šiuolaikinėje įrankių valdyme
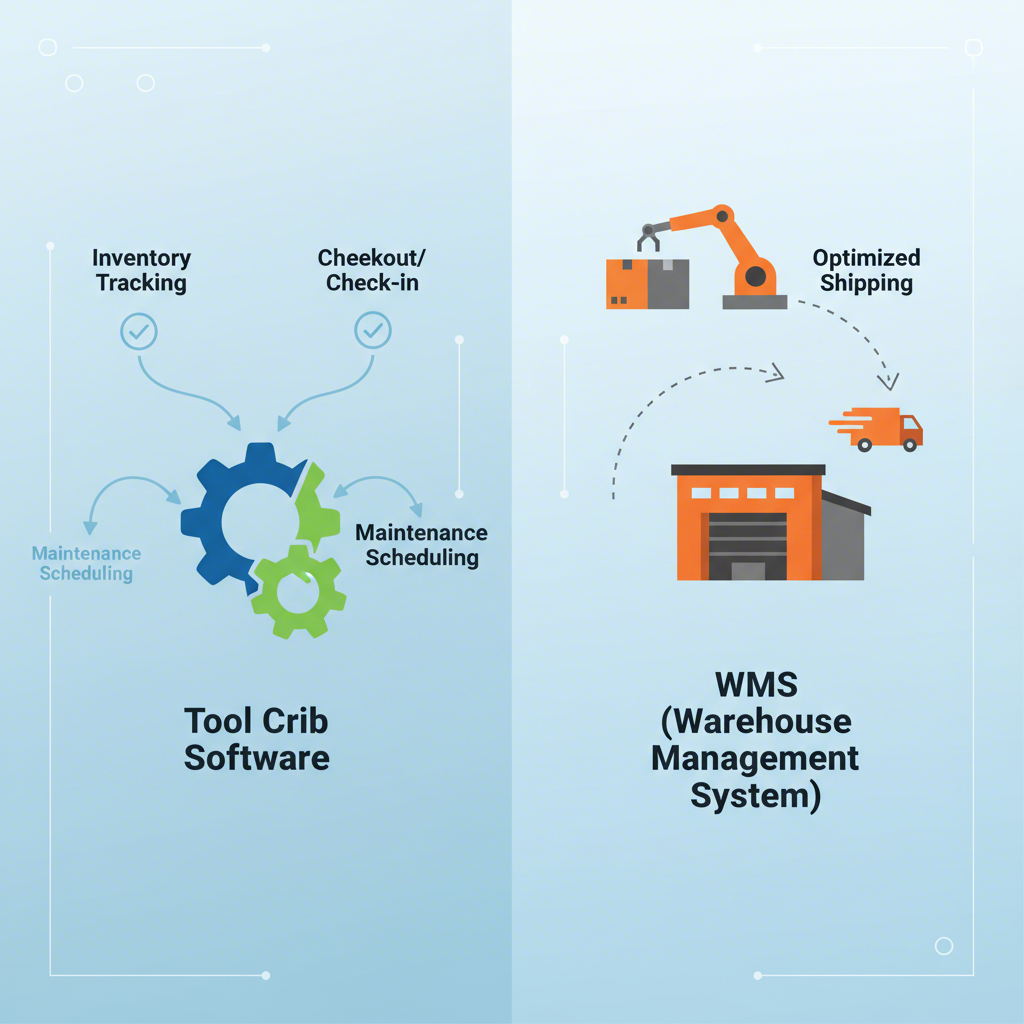
Šiuolaikinės automobilių formų gyvavimo ciklo valdymas labai priklauso nuo sudėtingos programinės ir aparatinės įrangos, siekiant pasiekti būtiną kontrolės ir efektyvumo lygį. Rankinis sekimas ir popieriniai dokumentai jau nebegali atitikti šiandienos gamybos aplinkos sudėtingumą. Vietoj to, įmonės kreipiasi į specializuotas technologijas, tokius kaip įrankių saugyklų valdymo programinę įrangą ir sandėliavimo valdymo sistemas (WMS), kad automatizuotų sekimą, saugojimą ir techninės priežiūros planavimą, taip sumažindamos žmogiškąsias klaidas ir užtikrindamos nepakeičiamas duomenų analitikos galimybes.
Įrankių saugyklų valdymo programinė įranga veikia kaip centrinė nervų sistema, sekdama kiekvienos formos vietą, būklę ir naudojimo istoriją. Kaip paaiškina Advanced Technology Services (ATS) , šios sistemos užtikrina realaus laiko atsargų sekimą, dažnai naudodamos RFID arba brūkšninių kodų skaitytuvus, kad automatizuotų įėjimo ir išėjimo procedūras. Tai užtikrina, kad technikai greitai rastų tinkamą įrankį ir patvirtintų, jog jis yra tinkamas naudoti būsenoje. Programinė įranga generuoja automatinio pranešimus apie planuojamą techninę priežiūrą ir pateikia istorinių naudojimo ataskaitas, kurios padeda prognozuoti įrankių poreikį ir optimizuoti atsargų lygmenis.
Sandėliavimo valdymo sistemos (WMS) yra specialiai sukurtos sunkiems, gabeniems formoms fiziniam saugojimui ir ištraukimui automatizuoti. WMS iš tiekėjo, tokio kaip Konecranes valdo presformių sandėlį, valdydamas automatizuotus gribštus. Jis naudoja optimizavimo algoritmus, kad nustatytų efektyviausias saugojimo vietas ir presformių keitimo sekas, žymiai sumažindamas keitimo laiką. Šie sprendimai gali būti integruoti su automatizuotais vedamaisiais vežimėliais (AGV) ir juostiniais transporteriais, kad būtų užtikrintas vientisas, visiškai automatizuotas presformių srautas iš saugojimo vietos iki preso, padidinant tiek saugą, tiek našumą.
Šios technologijos, nors ir skirtingos, veikia kartu, sudarydamos vientisą valdymo ekosistemą. Presformių valdymo programinė įranga tvarko presformės duomenis ir tapatybę, o WMS valdo jos fizinę vietą ir judėjimą. Ši integracija suteikia išsamią viso turto gyvavimo ciklo apžvalgą, leidžiant priimti duomenimis paremtus sprendimus, kurie sumažina išlaidas ir gerina rezultatus.
| Technologijos | Pagrindinė funkcija | Pagrindinės savybės |
|---|---|---|
| Presformių Valdymo Programinė Įranga | Atskirų presformų ir įrankių duomenų ir būsenos stebėjimas |
|
| Sandėlio valdymo sistema (WMS) | Automatizuotas fizinis formų saugojimas, ištraukimas ir vežimas. |
|
Išsamus požiūris į proaktyvią formų priežiūrą ir remontą
Proaktyvi priežiūra yra svarbiausias automobilių formų gyvavimo ciklo valdymo etapas, kuris tiesiogiai veikia įrankių ilgaamžiškumą, detalių kokybę ir presų linijos našumą. Tai sisteminis patikros, remonto ir optimizavimo procesas, skirtas spręsti potencialias problemas dar iki jų peraugant į stabdančius gamybą gedimus. Pereiti nuo reaktyvaus remonto modelio prie proaktyvios priežiūros kultūros yra būtina kiekvienai šiuolaikinei lyginimo operacijai, siekiančiai kontroliuoti išlaidas ir pagerinti patikimumą.
Pagrindinė iššūkis užimtame įrankių gamykloje – efektyviai nustatyti darbų pirmenybę. Phoenix Group siūlo duomenimis pagrįstą „sprendimų medį“, kuris sistemingai nustato, kurie įrankiai bus remontuojami ir kada. Ši modelis darbo užsakymus prioritizuoja atsižvelgdamas į tokius veiksnius kaip gamybos poreikiai, klientų pasitenkinimas ir grąža iš investicijų. Aukščiausią prioritetą gauna įrankiai, sukeliantys „Neįmanoma gaminti“ būklę – kai dėl įrankio gedimo ar rimtų kokybės nepriėmimų sustabdoma gamyba. Kitas prioritetų lygis apima įrankius, kuriems reikalingi kokybės patobulinimai, o po jų – nuolatinio tobulėjimo užduotys, tokios kaip formuojamumo gerinimas ar inžinerinių pokyčių įdiegimas.
Norint valdyti šį procesą, būtina patikima darbo užsakymų sistema. Ši sistema dokumentuoja, stebi ir planuoja visus techninio aptarnavimo veiksmus, atlikdama svarbią ryšio priemonės funkciją. Ji fiksuoja užklausas iš įvairių šaltinių – kokybės skundų, profilaktinio aptarnavimo tikrinimų ar inžinerinių pakeitimų – bei detalizuojamas pagrindinę problemą ir atliktus taisomuosius veiksmus. Gerai vedama darbo užsakymų istorija tampa vertinga duomenų baze, leidžiančia komandoms nustatyti pasikartojančias problemas, stebėti ankstesnių remontų veiksmingumą ir tobulinti profilaktinio aptarnavimo planes panašioms įrangoms.
Tobulinto techninio aptarnavimo darbo eigos įgyvendinimas reikalauja gamybos principų taikymo tiesiogiai kalpų skyriuje. Nors kalpų skyriaus darbas yra labiau kintamas nei gamybos linijos, vieno gaminio srauto principai gali būti pritaikyti siekiant pagerinti kalpų judėjimą per remonto zoną ir sumažinti apdorojimo trukmę. Tikslas – atlikti tinkamą darbą, tinkamuose kalpuose, tinkamu metu.
- Įgyvendinkite sprendimų priėmimo medį, paremtą duomenimis: Visą priežiūros ir remonto darbų svarbą nustatykite pagal jų tiesioginį poveikį gamybai, kokybei ir klientų pasitenkinimui, o ne pagal patogumą.
- Naudokite patikimą darbo užsakymų sistemą: Dokumentuokite kiekvieną remonto užklausą, stebėkite jos eigą ir įrašykite sprendimą. Naudokite šiuos duomenis tendencijoms nustatyti ir būsimų gedimų prevencijai.
- Taikykite liesos gamybos principus: Adaptuokite tokias sąvokas kaip vieno gaminio srautas, kad optimizuotumėte formų taisymo procesą, sumažintumėte laukimo laiką ir užtikrintumėte, jog pridėtinę vertę kuriantys darbai prasidėtų kuo greičiau.
Įrankių tarnavimo trukmės ir bendrų savininkystės kaštų maksimalizavimo strategijos
Automobilių formų gyvavimo ciklo valdymo galutinis verslo tikslas yra maksimaliai pailginti kiekvienos įrangos produktyvų tarnavimo laiką ir sumažinti jos bendrąsias savininkystės išlaidas (TCO). Tam reikalingas strateginis, ilgalaikis požiūris, kai forma vertinama ne kaip sunaudojamas resursas, o kaip vertingas ilgalaikis turtas. Kiekvienas sprendimas – nuo pradinio dizaino iki galutinio perdirbimo – turėtų būti nukreiptas į tai, kad prieš pensinimą iš formos būtų pagaminta kuo daugiau aukštos kokybės detalių.
Sėkminga strategija dažnai apima tai, ką ekspertai Tru-Edge pavadinime „full circle tooling life management“. Ši visaprotė programa apima įrankį nuo pirmojo naudojimo, per daugelį kokybiškai atliktų pergrindavimų, ir galiausiai iki jo utilizavimo bei perdirbimo. Svarbi šio požiūrio dalis yra tikslus pergrindavimas – technika, kuria nusidėvėjusios įrankio pjaunamosios briaunos atkuriamos iki pradinių specifikacijų. Dėka ekspertų technikų maksimaliai padidinamas galimų pergrindavimų skaičius, kuris ženkliai pailgina įrankio tarnavimo laiką ir užtikrina didelę kainos naudą, palyginti su naujų įrankių pirkimu.
Procesas prasideda nuo pradinio įrankių dizaino. Forma, sukurtą su ateities technine priežiūra galvojant, galima pagaminti taip, kad viso jos gyvavimo laikotarpio metu būtų galima atlikti daugiau pergrindavimų. Bendradarbiaujant su įrankių valdymo specialistu, gamintojai gali įgyvendinti veiksmingas programas, skirtas šiam visam ciklui valdyti. Šie partneriai gali tvarkyti sudėtingą susidėvėjusių įrankių rūšiavimo logistiką, pateikti pasiūlymus dėl pergrindavimo, atlikti darbus aukščiausios tikslumo kokybės standartais ir grąžinti juos paruoštus gamybai, dažnai naudodami Kanban sistemą, kad būtų užtikrintas pastovus atnaujintų įrankių tiekimas.
Fokusuodamiesi ties bendromis eksploatacijos išlaidomis (TCO), gamintojai savo dėmesį perkelia nuo pradinės pirkimo kainos prie bendros vertės, kurią turtas sukuria per visą savo gyvavimo ciklą. Šis požiūris apima techninės priežiūros išlaidas, prastovų kaštus, broko normas ir atnaujinimo dėka pratęsto tarnavimo laiko vertę. Rezultatas – pelningesnė ir darnesnė gamybos veikla.
- Bendradarbiaukite su įrankių valdymo specialistu: Pasitelkite išorės ekspertizę, kad galėtumėte tvarkyti įrankių rūšiavimo, pergrindavimo ir logistikos sudėtingumus.
- Projektavimas techninei priežiūrai: Dirbkite su formų gamintojais, kad užtikrintumėte, jog naujos formos būtų suprojektuotos taip, jog būtų galima atlikti kiek įmanoma daugiau pergrindavimų.
- Rodiklių stebėjimas: Tolydžio stebėkite įrankių našumą, techninės priežiūros istoriją ir pergrindavimo ciklus, kad užtikrintumėte reikalaujamą kokybę ir mažintumėte bendrąsias savininkystės sąnaudas.
- Įdiekite Kanban sistemą: Sukurkite įrankių rotacijos ir atsargų programą, kad sumažintumėte atsargų tūrį, kartu užtikrindami, jog atnaujinti įrankiai visada būtų pasiekiami, kai tik to prireikia.
Dažniausiai užduodami klausimai
1. Kokia formos paskirtis automobilių pramonėje?
Automobilių pramonėje forma yra specializuotas įrankis, naudojamas presuose lakštams pjaustyti ir formuoti į specifines formas. Šis procesas, vadinamas automobilių formų presavimu, yra būtinas gaminant platų komponentų asortimentą su didelės tikslumo laipsniu ir nuoseklumu, įskaitant karbonus, dangčius ir duris.
2. Kas tai yra įrangos gyvavimo ciklo valdymo planas?
Įrangos gyvavimo ciklo valdymo planas yra strateginis pagrindas, skirtas įrangai valdyti visą jos gyvavimo trukmę. Jis paprastai susideda iš keturių pagrindinių etapų: planavimas (projektavimas ir atranka), įsigijimas (prieiga prie įrangos), techninė priežiūra (eksploatacija ir remontas) bei utilizacija (išvedimas iš eksploatacijos ir pakeitimas). Tikslas – maksimaliai padidinti įrangos vertę ir efektyvumą, tuo pačiu mažinant bendrus naudojimo kaštus.
3. Kas yra įrankių ir formų gamybos procesas?
Įrankių ir formų gamybos procesas apima labai kvalifikuotą darbą, kurio metu gaminamos formos, lydiniai, tvirtinimo ir matavimo priemonės, naudojamos masinei gamybai. Šis procesas apima tikslų kietų metalų pjovimą, formavimą ir apdailą, kad būtų sukurti įrankiai, kurie vėliau bus naudojami medžiagoms, tokioms kaip metalas ar plastikas, spausti, kalvauti ar formuoti į galutinius detalių komponentus.