 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Svarbus vadovas formos komplektų komponentams ir funkcijoms
TRUMPAI
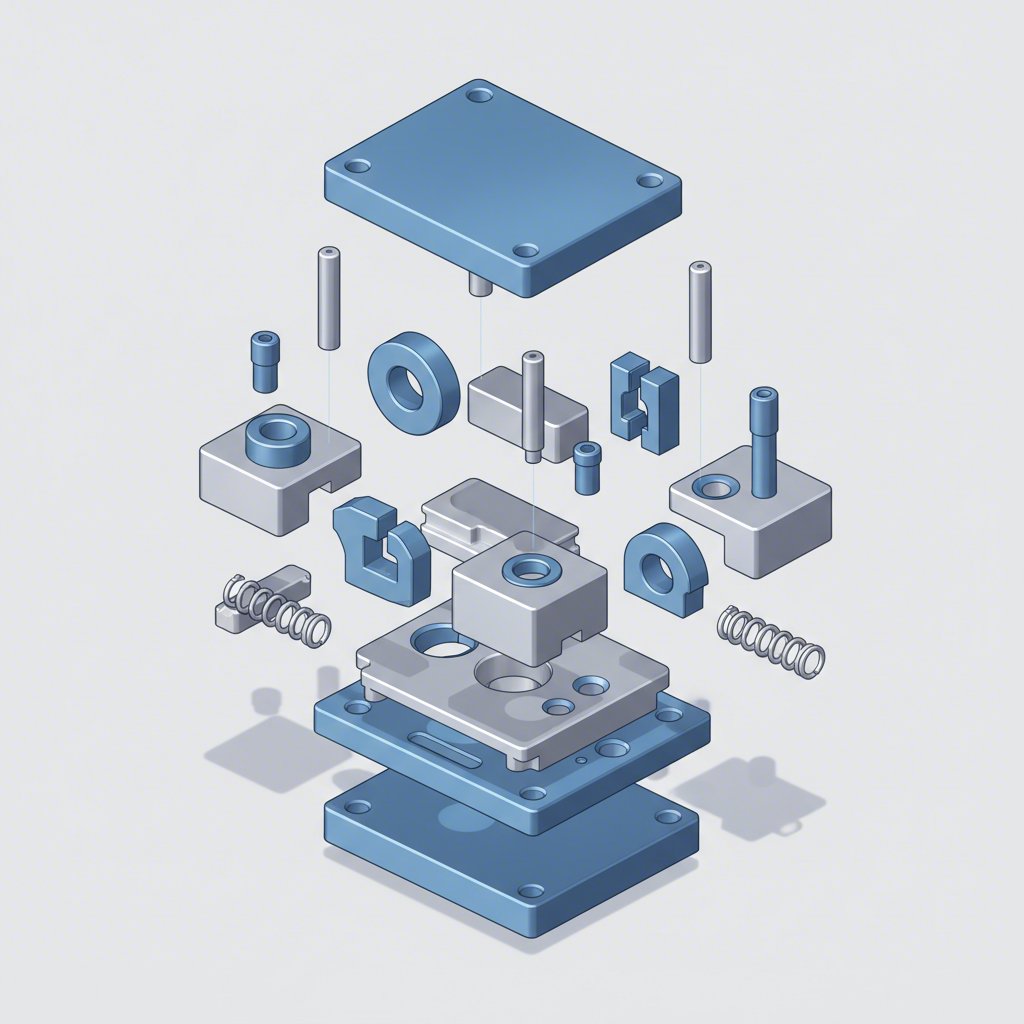
Formų rinkinys yra tikslus gamybos įrankis, kuris pjauna ir formuoja lakštinį metalą į konkretų formą. Jo būtini komponentai veikia kartu, užtikrindami tikslumą ir pakartojamumą. Pagrindiniai elementai apima pagrindines formos plokštes (arba batus), kurios laiko viską, nukreipimo kaiščius ir įvorės tiksliam derinimui, bei darbo elementus, tokius kaip skyriai ir formos blokai, kurie atlieka faktinį pjaunamą ir formavimo darbą. Papildomi komponentai, tokie kaip spyruoklės ir pagalvėlės, kontroliuoja medžiagos srautą ir suteikia būtiną jėgą.
Pagrindas: formų rinkinio pagrindinė anatomija
Kiekvieno išspaudimo proceso pagrindą sudaro formos komplektas, kuris tarnauja kaip tvirta atrama visiems kitiems darbo komponentams. Šio pagrindo pagrindiniai elementai yra formos plokštės, taip pat žinomos kaip formos bateliai. Pilnas formos rinkinys susideda iš viršutinio bato (kuris laiko smaigą) ir apatinio bato (kuris laiko formos bloką), kurie idealiai sureguliuojami naudojant vedimo komponentus. Šios plokštės yra tiksliai apdirbamos iš aukštos kokybės plieno ar aliuminio, kad būtų visiškai plokščios ir lygiagrečios – tai būtina sąlyga nuosekliai gaminti aukštos kokybės detalių. Medžiagos pasirinkimas priklauso nuo taikymo srities; nors plienas dėl savo ilgaamžiškumo yra dažnesnis, aliuminis dažnai renkamas dėl mažesnio svorio, greitesnio apdorojimo ir puikios smūgių sugeriamosios gebos, todėl jis yra idealus aukšto poveikio iškirpimo formoms.
Formos batelių konstrukcija ir storis tiesiogiai susiję su jėga, kurią formai tenka išlaikyti. Pavyzdžiui, monetas gaunanti forma, kuri metalą kompresuoja milžinišku slėgiu, reikalauja žymiai storesnių ir tvirtesnių batelių nei paprasta forma, naudojama lengvoms lenkimo operacijoms atlikti. Ši pagrindinė stiprybė neleidžia formai deformuotis ir užtikrina, kad preso jėga būtų efektyviai perduota apdirbamajam dariniui. Apatinis formos batelis dažnai apdorojamas taip, kad būtų sukurtos strategiškai išdėstytos angos. Šios angos leidžia gabalėliams ir šiukšlėms, atsiradusioms perforuojant ar išpjaunant, praeiti pro jas ir būti pašalintoms iš preso, todėl išvengiama formos pažeidimo ir technologinio proceso sustojimų.
Be to, įrankių rinkinys yra sąsaja tarp įrankio ir preso mašinos. Viršutiniai ir apatiniai batai turi tvirtinimo elementus, tokius kaip kotai arba varžtų skylės, kurie užtikrina viso įrankių komplekto tvirtą tvirtinimą prie preso stūmoklio ir atraminės plokštės. Šis patikimas tvirtinimas yra būtinas saugumui ir veikimo tikslumui. Sudėtingoms aplikacijoms, ypač tokiose pramonės šakose kaip automobilių gamyba, įrankių rinkinio konstrukcija yra itin svarbi. Įmonės, tokios kaip Shaoyi (Ningbo) Metal Technology Co., Ltd. specializuojasi kurdamos individualius spaustukus, kurių pagrindiniai komponentai sukurti siekiant atitikti aukščiausius reikalavimus, keliamus gaminant sudėtingas automobilių dalis, reikalaujančias didelio tikslumo ir ilgo tarnavimo laiko.
Tikslumas judėjime: vedamieji velenėliai, įvorės ir atraminiai blokai
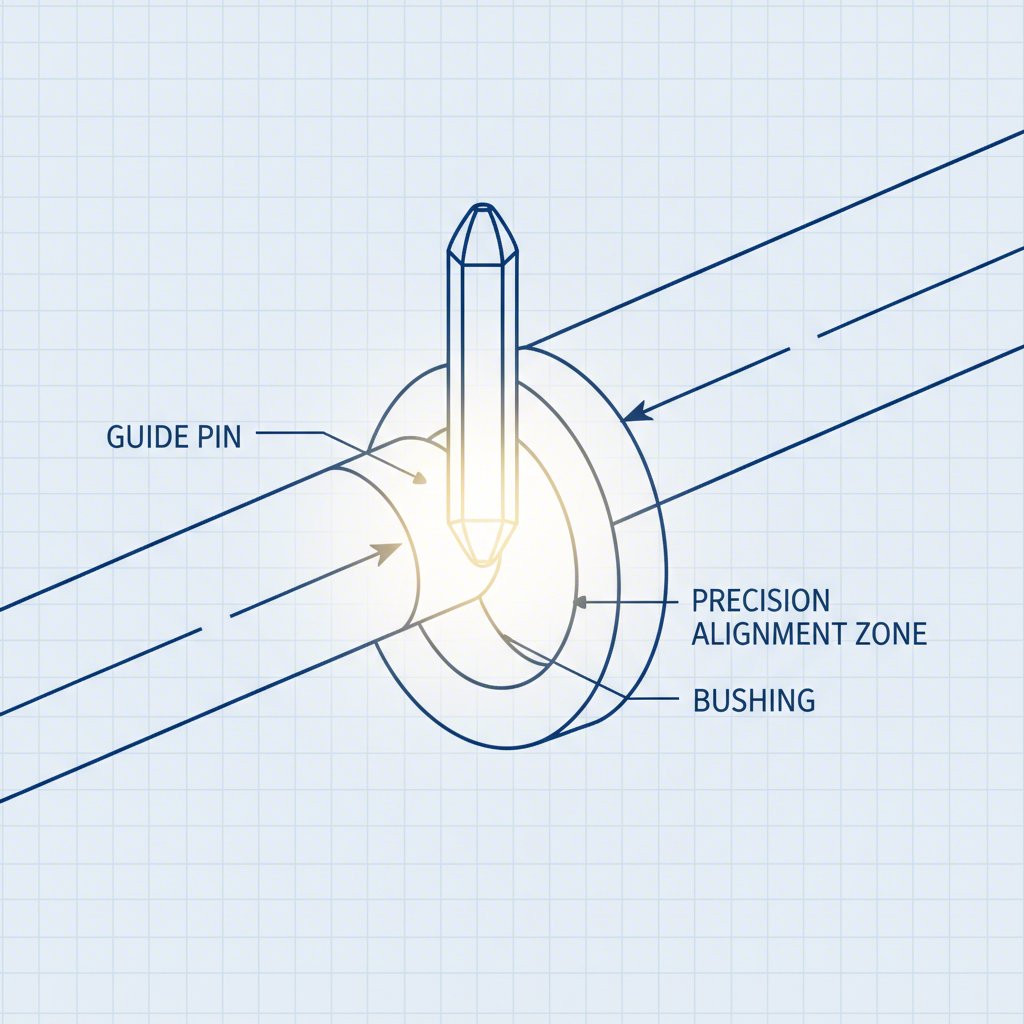
Kol formos batai sudaro pagrindą, priveržimo formos nepaprastą tikslumą užtikrina jos valdymo sistema. Už tai atsakingi pagrindiniai komponentai yra vedlės (dar vadinamos kolonėlėmis arba vedamaisiais stulpeliais) ir vedančiosios įvorės. Šie elementai dirba poroje, kad viršutinė ir apatinė formos dalys kiekvienu preso ėjimu būtų idealiai išlygintos, dažnai išlaikant nuokrypį iki 0,0001 colio. Toks tikslus išlyginimas yra būtinas pjaunančiųjų smeigiamųjų įrankių ir formų blokų tarpui tinkamai palaikyti, kas tiesiogiai veikia detalės kokybę, įrankių dėvėjimąsi ir formos tarnavimo laiką.
Yra dvi pagrindinės vedančiųjų kaiščių sistemos, kuri kiekviena tinka skirtingoms eksploatacijos sąlygoms. Tradicinis pasirinkimas – tai trinties kaiščiai, kurie yra sukietinti, tiksliai apdirbti iš plieno kaiščiai, judantys aliuminio-bronziniuose įvorėse. Šios įvorės dažnai įterpiamos su grafitiniais kamščiais, kad būtų pasiekiama savisutekėjimo savybė, sumažinant trintį ir dėvėjimąsi. Alternatyva – rutulinio guolio tipo sistema, kurioje kaiščiai juda ant rutulių, esančių narve. Ši konstrukcija žymiai sumažina trintį, leidžiant aukštesnes preso greitis be per didelio šilumos generavimo ir palengvina technikams formos puses atskirti techniniam aptarnavimui.
| Ypatybė | Sunkinimo šablonai | Ritininiai guoliai |
|---|---|---|
| Frikcijos lygis | Aukštesnis | Labai žemas |
| Eksploatacijos greitis | Žemesnis iki vidutinio | Aukštas |
| Tikslumas | Geras iki aukšto | Labai Aukštas |
| Kaina | Žemesnis | Aukštesnis |
Operacijose, kuriose atsiranda didelė šoninė jėga – pavyzdžiui, formavimo arba kulisinių įrankių atveju – vien vadovaujantysieksai gali būti nepakankami, kad būtų išvengta lenkimo. Tokiais atvejais pridedami kulniniai blokai. Tai tvirti, tiksliai apdirbti plieno blokai, pritvirtinti prie abiejų įrankių padėklų ir susijungiantys tarpusavyje, kad galėtų priimti skersines jėgas. Dažniausiai naudojamos dėvėjimosi plokštelės iš skirtingų medžiagų, pavyzdžiui, plienas ir aliuminio bronza, kad būtų išvengta užstrigimo ir užtikrintas sklandus veikimas. Svarbiausias principas formos konstrukcijoje yra tas, kad vedlio komponentai skirti tinkamai sukonstruotos formos centravimui, o ne kompensuoti netinkamai prižiūrimo arba netaikliai sureguliuoto preso stūmoklio.
Darbinis galas: smeigės, įrakiniai blokai ir laikikliai
Detalės, atliekančios tikrąjį darbą – pjaunant ir formuojant lakštų metalą, yra stūmiklis ir įrėžimo blokas. Stūmiklis yra vyriškoji detalė, paprastai tvirtinama prie viršutinės mirgos padėklo, kuri įspaudžia medžiagą. Įrėžimo blokas, arba įrėžimo ertmė, yra moteriškoji detalė, tvirtinama prie apatinio padėklo, kuri nustato detalės galutinę formą. Tiksli sąsaja ir tarpas tarp stūmiklio ir įrėžimo bloko lemia pjaunamo ar formuojamo paviršiaus kokybę.
Stūmikliai ir įrėžimo blokai naudojami įvairioms operacijoms, o jų terminologija atspindi jų funkciją. Pavyzdžiui, 'iškirpimo' operacija reiškia, kad iš lakšto išmušta detalė yra pageidaujamas gaminys, vadinamas ruošiniu. Atvirkščiai, 'gręžimo' operacija reiškia, kad stūmiklis sukuria skylę detalei, o išmušta medžiaga, vadinama gabalu, šalinama kaip šiukšlė. Šios darbinės detalės atsakingos už daugybę procesų, įskaitant:
- Iškirpimas: Iškirpti detalės išorinį profilį iš lakštinės medžiagos.
- Gręžimas: Detalei kuriami vidiniai skyliukai arba elementai.
- Kalnijimas: Taikomas didelis slėgis, kad metalą būtų įspaustas išsami detalė.
- Ištraukimas: Lakštinis metalas tempiamas ir formuojamas į gilias, puodelio formos formas.
- Lankstymas: Medžiaga formuojama palei tiesią ašį.
Kad būtų palengvinta techninė priežiūra ir greiti keitimai, įspaudai dažnai tvirtinami laikikliais. Vienas dažniausių tipų yra rutulinis spynos tipo laikiklis. Šis įrenginys naudoja spyruoklę turinčią rutulinę guolio dalį, kuri įsispiečia į ašmenų kotės ašaros formos griovelį. Tokia sistema leidžia mirgos techninės priežiūros meistrui greitai pašalinti nusidėvėjusį ar sugedusį įspaudą ir įdiegti naują, nereikalaujant visos mirgos išardymo, žymiai sumažinant prastovų trukmę. Ši moduliškumas yra svarbi šiuolaikinės, efektyvios mirgos konstrukcijos savybė.
Medžiagos valdymas ir jėgos taikymas: Pagalvėlės ir spyruoklės
Lakštinio metalo valdymas aukštos spartos kalnimo operacijos metu yra tokia pat svarbi kaip ir pjaustymas bei formavimas. Tokia yra įvairių plokštelių ir spyruoklių funkcija kalnų rinkinyje. Plokštelė – tai slėgiu apkrauta plokštė, kuri laiko, kontroliuoja arba atskiria metalą. Pavyzdžiui, atplėšimo plokštelė – tai spyruoklėmis apkrauta plokštė, kuri apsupa pjaunamuosius kalnus. Kai kalnas praduria medžiagą, metalo tampriumas verčia jį įsikibti į kalną; atplėšimo plokštelė prilaiko medžiagą, leisdama kalnui išsitraukti švariai.
Formavimo operacijose naudojamos kitos pagalvėlės. Slėgio pagalvėlės yra būtinos traukiamajame lenkime, kai jos tvirtai laiko medžiagą prieš apatinę mirgos dalį, kad užtikrintų aiškų, tikslų lankstymą. Giliam formavimui taikant, traukos pagalvėlės (dar vadinamos spaustomis) taiko kontroliuojamą slėgį į заготовės perimetrą. Šis slėgis yra esminis reguliuojant medžiagos tekėjimą į mirgos ertmę. Per mažas slėgis leidžia medžiagai raukšlėtis, o per didelis slėgis riboja tekėjimą ir gali sukelti detalės plyšimą ar lūžį. Šios pagalvėlės paprastai pritvirtinamos naudojant detalis, tokias kaip ritinėliai arba suveržiamieji veržtuvai, kurios leidžia jiems judėti aukštyn ir žemyn taikant pastovią jėgą.
Šių pagalvėlių jėgą suteikia spyruoklės. Spyruoklės pasirinkimas priklauso nuo jėgos, eigos ir eksploatacijos trukmės reikalavimų. Pagrindiniai trys tipai yra:
- Apvalios spyruoklės: Pagamintos iš spyruoklinio plieno, jos yra paplitusios, ekonomiškos ir tinka aplikacijoms, reikalaujančioms vidutinės jėgos.
- Guminių poliuretano spyruoklių: Šie užtikrina gerą nulupimo slėgį ir dėl žemesnės kainos dažnai naudojami prototipuose ar trumpalaikiame įrankių naudojime.
- Azoto dujų spyruoklės: Tai cilindrai, užpildyti azoto dujomis, kurie gali suteikti labai didelę ir pastovią jėgą visą presavimo eigą. Jų tarnavimo laikas yra labai ilgas, todėl jie labiau tinkami reikmingoms aplikacijoms, tokioms kaip gilus traširavimas.
Dažniausiai užduodami klausimai
1. Kas yra formos komponentas?
Įrankio komponentas – tai bet kuri atskira detalė, sudaranti pilną štampavimo įrankio rinkinį. Šie komponentai kartu pjauna ar formuoja lakštinį metalą. Pagrindiniai pavyzdžiai apima įrankio plokštes (pagrindą), vedančiuosius kaištus ir įvarus (atsarginimui), kalibrus ir įrankio blokus (pjaunamąsias/formuojamąsias dalis), spyruokles (jėgai) bei išstūmimo padus (medžiagos valdymui). Kiekvienas komponentas atlieka specifinę funkciją, kuri yra būtina įrankio bendram našumui ir tikslumui.
2. Kokios yra liejimo formomis sudedamosios dalys?
Nors ir skamba panašiai, liejimas į formas yra kitoks gamybos procesas nei štampavimas. Liejimas į formas apima įkaitintą metalą, kuris aukštu slėgiu įpurškiamas į formos ertmę, vadinamą matrica ar forma. Pagrindiniai komponentai apima dvi formos puses (dangčio pusę ir išstūmimo pusę), išstūmimo kaištelių sistemą, skirtą išstumti sukietėjusią detalę, bei kanalus arba užtikinimo angas, kurios nukreipia įkaitintą metalą į ertmę. Naudojamos medžiagos dažniausiai yra negeležiniai lydiniai, tokie kaip aliuminis, cinkas ir magnis.
3. Kas yra iškirpti komponentai?
Iškirpti komponentai – tai detalės, gaminamos naudojant iškirpimą, kuris dažnai taikomas minkštesnėms medžiagoms, tokioms kaip popierius, plastikas, audinys ar putplastis, taip pat plonoms metalo plokštėms. Šiuo atveju „forma“ gali būti aštrus, specialiai suprojektuotas peilis (plieninės taisyklės forma), kuris įspaudžiamas į medžiagą, kad iškirptų tam tikrą formą, panašiai kaip sausainių formelė. Gauti gaminiai naudojami viskame – nuo pakuotės ir tarpinių iki elektroninių izoliatorių ir medicinos prietaisų.