 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

Прогрессивті матрицалық шөмілу арқылы автомобиль бөлшектері: Жоғары көлемді нұсқаулық
ҚЫСҚАША
Прогрессивті матрицамен созу үздіксіз металл жолақты бірнеше тізбекті станциялар арқылы беру арқылы жоғары жылдамдықты металл пішіндеу процесі, әрбір престің соққанында дайын бөлшекті жасайды. Автомобиль өнеркәсібі үшін бұл әдіс кішірек немесе орта өлшемді дәл бөлшектердің — мысалы жақтаулар, электр байланыс коннекторлары және сенсорлы клиптер — массалы өндіріс үшін алтын стандарт болып табылады, қатаң допусқа (жиі ±0,001 дюйм) және ең аз қалдықпен жетеді. Трансферлі созудан өзгеше, ол үлкен құрылымдық бөлшектер үшін жеке бөлшектерді өңдесе, прогрессивті созу жоғары көлемді тиек үшін әлдеқайда тиімді болып келеді және Just-in-Time (JIT) жеткізу тізбегі үшін маңызды.
Прогрессивті Матрицамен Созу: Автомобиль Өндірісінің Қозғалтқышы
Жыл сайын өндіріс көлемі миллионға жететін автомобиль өндірісінің жоғары ставкалы әлемінде жылдамдық пен тұрақтылық келіссөзге жатпайды. Прогрессивті штамптау осы экожүйенің тірек сүйеніші болып табылады, ол шикі металл орамаларын минутына 1000 бөлшектен асатын жылдамдықпен дайын бөлшектерге айналдырады. Бұл процесс ерекше қоректендіру механизміне негізделеді: металл жолағын катушкадан ашып, автоматты түрде штамптау пресіне енгізеді.
Баспасөздің ішінде прогрессивті үстем көп станциялық құрал ретінде әрекет етеді. Жапсырма бірте-бірте алға жылжи отырып, әр станцияда бір мезгілде әр түрлі операцияларды - мысалы, қалау, иілу, ұрып, тесу және мойынға салу - орындайды. Ең бастысы, бөлшектің металл жолаққа (желіге) соңғы бекетке дейін жабысып, одан босап, шығарылады. Бұл үздіксіз бекіту қолмен жасалған әдістерге қарағанда жоғары сәйкестікті және бақылауды қамтамасыз етеді, бұл цикл уақытын және еңбек шығындарын күрт қысқартады.
Автомобиль инженерлері үшін басты мән қайталанушылық . Бір рет прогрессивті матрица жасалып, тексерілгеннен кейін ол миллиондаған бірдей бөлшектерді өлшемдік ауытқуларсыз шығара алады. Коннекторда немесе сүйеніште микрон деңгейіндегі ауытқу да жабысқақтыққа немесе істен шығуға әкелуі мүмкін автоматтандырылған жинау желілері үшін бұл мүмкіндік маңызды. Сонымен қатар, тегістеу жүргізу немесе контактілерді орнату сияқты қосымша операцияларды матрицаға тікелей енгізу (матрицада жинау) өндірістік аяқ іздерін одан әрі жеңілдетеді.
Прогрессивті тегістеу арқылы өндірілетін негізгі автомобиль бөлшектері
Үлкен дене панельдері әдетте трансферлік матрицалар немесе тандемді желілер арқылы жасалса да, автомобильдің жұмыс істеуін қамтамасыз ететін мыңдаған кішігірім, күрделі бөлшектерді өндіруде прогрессивті тегістеу басым болып табылады. Бұл компоненттер автомобильдің қолданылатын жүйелері бойынша топтарға бөлінуі мүмкін.
Дене және құрылымдық компоненттер
Көлік құралының құрылымдық беріктігі дәукіздің артында жасырынған сансыз күшейтілген бөлшектерге байланысты. Прогрессивті тегістеу жоғары беріктіктегі болатты шығару үшін идеалды тәсіл. отырғыш рельстері, бүгілу механизмдері және қауіпсіздік белбеуінің тіреулері . Бұл бөлшектердің механикалық қасиеттері мықты болуы керек, бірақ көлік жинау жылдамдығына сәйкес келу үшін үлкен көлемде шығарылуы тиіс. Басқа да жиі кездесетін қолданыстарға мыналар жатады:
- Есік құлыптары мен соққыштар
- Терезе реттегіш компоненттері
- Бағдарлау рельстері мен күшейтілген арқалықтар
- Ауа жастығы корпусының бөлшектері
Электр және EV Жүйелері
Өнеркәсіп электрлік көлік құралдарына (EV) қарай ығысуымен қосымша электрлік компоненттерді тегістеуге деген сұраныс арта түсті. Өткізгіштік пен қосылу үшін мыс пен мырыш күрделі геометриялық пішіндерге тегістеледі. Шиналар , электр қозғалтқышы батареяларындағы қуатты тарататын, прогрессивті тегістеудің дәлдігінен пайда көретін бөлшектердің негізгі мысалы болып табылады. Бұл процесс материалдың жұмсақ бетіне зиян келтірмей-ақ күрделі терминалдар мен серіппелі контактілерді жасауға мүмкіндік береді. Негізгі электр бөлшектеріне кіреді:
- Лидтің рамалары мен шынықтырғыштар
- Сенсор корпусы мен қақпақтары
- Сақтандырғыш клиптері мен реле контактілері
- Батарея контактілері
Қозғалтқыш пен Шасси құрамдас бөлшектері
Мотор капшонының астындағы бөлшектер экстремалды жылуға, тербеліске және коррозиялық ортаға шыдай алуы керек. «Безбе» болат пен ерекше құймалар былайша тегістеледі отын жіберу клиптері, клапан қақпақтары және жылулық экрандар . Шасси де тегістелген тежеуіш клиптері, ABS сенсор орындары мен сақиналы шайбаларды пайдаланады бұл қауіпсіздікке өте қажетті қолданулар үшін, тегістеу процесінің қамтамасыз ететін дәндердің тұрақты ағыны бөлшектердің циклдық жүктеме астында құрылымдық бүтіндігін сақтауын қамтамасыз етеді.
Прогрессивті матрицаға қарсы трансферлі матрица: Дұрыс әдісті таңдау
Автокөлік сатып алушы басшысы үшін ең маңызды шешімдердің бірі дұрыс тегістеу әдісін таңдау. Прогрессивті тегістеу әлдекүшті болса да, ол әмбебап шешім емес. Талдау жиі бөлшектің өлшеміне, геометриясына және көлеміне байланысты.
| Ерекшелігі | Прогрессивті штамптау | Трансферлі қалыптау |
|---|---|---|
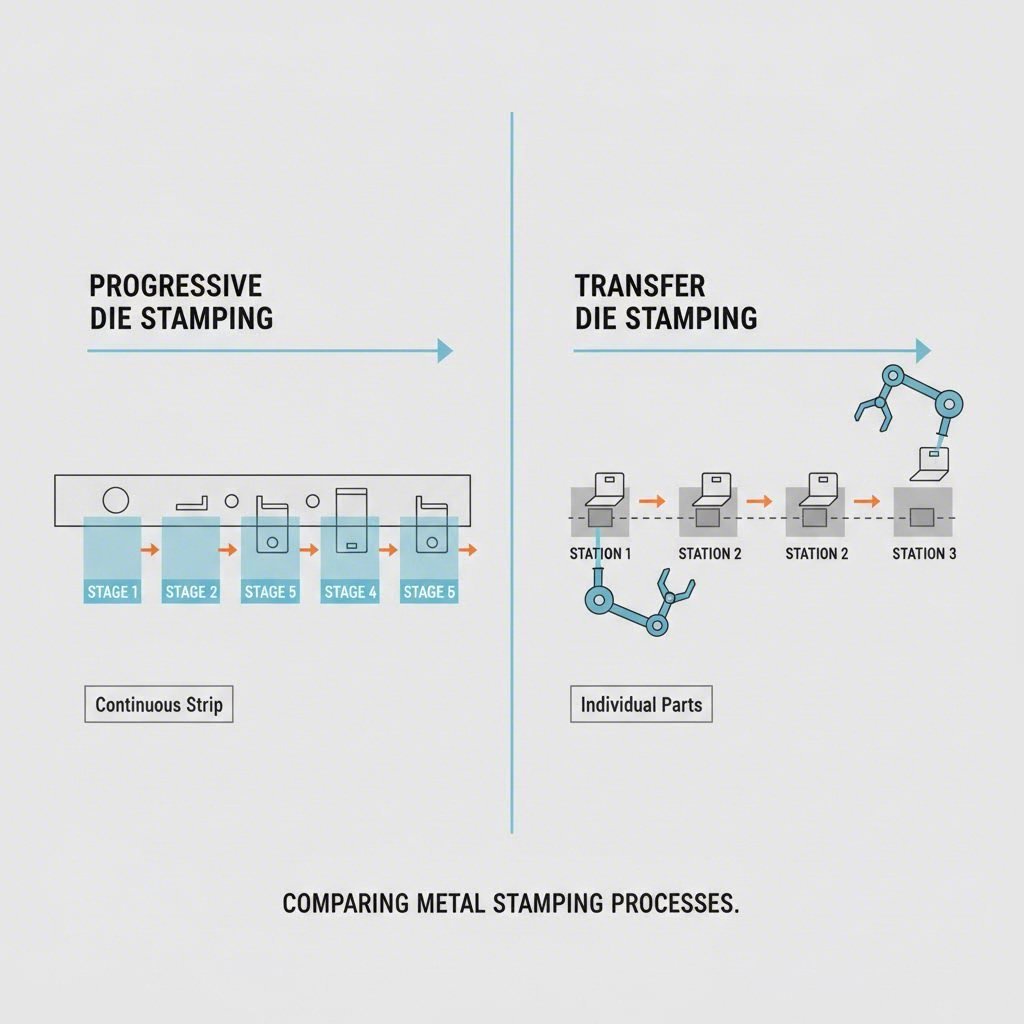
| Бөлшекпен жұмыс | Бөлшек жолақтың соңына дейін металл жолаққа бекітіліп тұрады. | Бөлшек алдымен босатылып (босатылған), содан кейін механикалық саусақтар арқылы жылжытылады. |
| Идеалды бөлшек өлшемі | Кішіден ортаға дейін (мысалы, қосылғыштар, тіреулер). | Үлкен (мысалы, көлденең мүшелер, рама рельстері, терең қаптамалар). |
| Өндіріс жылдамдығы | Өте жоғары (үздіксіз цикл). | Орташа (трансферлік механизмнің жылдамдығымен шектеледі). |
| Құрал-жабдық бағасы | Бастапқы инвестиция жоғары (күрделі жалғыз құрал). | Айнымалы, бірақ жылдамдықтың төмендігіне байланысты бөлшекке шаққанда жиі құны жоғары болады. |
| Ең жақсы | Жоғары көлемді, дәл сақталуы қажет күрделі пішінді бөлшектер. | Терең тартылған бөлшектер немесе үлкен өлшемді конструкциялық элементтер. |
Прогрессивті штамптау жоғары өндірістік жылдамдық пен қатаң дәлдікті талап ететін кішігірім бөлшектер үшін айқын жеңімпаз. "Лента" әдісі күрделі тасымалдау механизмдерінің қажеттілігін жояды және бөлшектердің дұрыс орналаспау мүмкіндігін азайтады. Дегенмен, бөлшектің тереңдігі оның диаметрінен асып түсетін жағдайларда (тарту тереңдігі материал ағынына шектеу қоятын лентаның өзіне байланысты) оны жақсы өңдей алмайды.
Трансферлі қалыптау керісінше, ілу қолқандары немесе май қораптары сияқты үлкен бөлшектер үшін қажет. Бөлшек лентадан дер кезде бөлініп тұратындықтан, станциялар арасында оны еркін қозғалтуға, бұруға немесе көлбеу орнатуға болады. Бұл прогрессивті матрицада лентаның жыртылуына әкелетін терең тартулар мен күрделі пішіндеу операцияларын орындауға мүмкіндік береді.
Автокөлік өнімділігі үшін материалды таңдау
Прогрессивті штамптаудың көпжақтылығы өндірушілерге әр түрлі материалдармен жұмыс істеуге мүмкіндік береді, олардың әрқайсысы автомобиль ортасындағы нақты өнімділік критерийлері үшін таңдалады.
Жоғары беріктікті төмен қоспалы (HSLA) болат құрылыстық және қауіпсіздік компоненттерінің жұмыс жылқысы. Ол өте жақсы беріктік-салмақтық қатынасын ұсынады, бұл оны бамперді нығайту және бағаналардың тіректері сияқты соққы қауіпсіздігі үшін өте маңызды етеді. Бұл қатты материалдарды штамптау үшін карбид немесе жоғары сапалы құралдар болаттарынан жасалған мықты құралдар қажет.
Алюминий отын үнемдеу және EV диапазонын жақсарту үшін жеңілдету бастамаларына көбірек қолдау көрсетілуде. Алюминийді болатқа қарағанда көбірек бұрмалау (бұрмалаудан кейін бастапқы пішініне қайта оралу) ықтимал болса, прогрессивті өлшеу конструкциялары бұны артық бұрмалау арқылы өтейтін болады. Жалпы қолданылған құрылғылар: жылу қалқандары, тұтқалар және жабу бөлшектері.
Мыс және қола электрлі көлік жүргізу үшін қажет. Олардың жоғары электр өткізгіштігі оларды терминалдар, қосылмалар және автобус барлары үшін стандартқа айналдырады. Прогрессивті штамптау кезінде бұл жұмсақ металдарды жоғары жылдамдықпен қалыптастыруға болады, бірақ қалдықтарды басқаруға және беттің бұзылуына жол бермеуге мұқият болу керек.
Сапа стандарттары және стратегиялық сатып алу
Автомобиль өнімдерінің тізбектерінде сапа қатаң әлемдік стандарттарға сәйкес келеді, әсіресе IATF 16949 . Бұл сертификат штамптаушы өнім берушілердің ақаулардың алдын алу және ауытқуларды азайтуға бағытталған сапаны басқарудың мықты жүйелеріне ие болуын қамтамасыз етеді. Өнеркәсіптік серіктесті тексергенде инженерлер негізгі штамптаудан тыс мүмкіндіктерді іздеуі керек, мысалы, бөлшектердің 100%-ын күрделі өлшемдер үшін тексеретін желілік көрініс жүйелері.
Автомобиль OEM-лері үшін ортақ қиындық - бастапқы жобалау мен толық көлемді өндіріс арасындағы алшақтықты тоқтай алатын жеткізушіні табу. Кейбір дүкендер тек үлкен тапсырыстарды ғана орындаса, Shaoyi Metal Technology тез пішімдеуден үлкен көлемді өндіріске дейінгі масштабталатын толық құрал-жабдық шешімдерін ұсынады. IATF 16949-ге сәйкес келетін дәлдік пен 600 тоннаға дейінгі престік мүмкіндіктерді пайдалана отырып, миллионынша бөлшектерді өндіру үшін қажетті ауыр құрал-жабдыққа инвестициялау алдында, құрастырушылардың пішімін тексеруге мүмкіндік беретін, бақылау иінтілері мен рамалар сияқты маңызды компоненттерді жеткізуге болады.
Нәтижесінде, дұрыс тауарлық шешім бір өнімнің бағасын және тәуекелді теңгеруден тұрады. Үйлік тауарлық қамтамасыз ететін компаниялар байланыстың жылдамдығын ұсынуы мүмкін, бірақ IATF сертификациясы бар орныққан халықаралық серіктес әдетте материалдың сапасын немесе жеткізу мерзімдерін қиындатпай, бірқатар шығындық артықшылықтарды ұсынуы мүмкін.

Қорытынды: Автокөлік өндірісіндегі тиімділікті арттыру
Прогрессивті матрицалық штамптеу қазіргі заманғы автомобильдерге қажетті күрделі, берік және дәл бөлшектерді массалық түрде шығаруға мүмкіндік беретіндіктен автомобиль өнеркәсібі үшін маңызды технология болып табылады. ЭҚ-ның аккумуляторындағы электр қосылыстардан бастап отырықты бекітетін жоғары беріктікке ие тіреулерге дейінгі барлық процестер жинау жолдарының үздіксіз жұмыс істеуі үшін масштабтау мен құнын төмендетуді қамтамасыз етеді. Сатып алушылар тобы мен инженерлер үшін бұл әдістің механикасын, материалдық шектеулерін және сатып алу стандарттарын түсіну автомобиль жеткізу тізбегін оптимизациялау және автомобиль сапасын қамтамасыз ету үшін маңызды.
Жиі қойылатын сұрақтар
прогрессивті матрицалық штамптеу мен трансферлі матрицалық штамптеу арасындағы айырмашылық қандай?
Негізгі айырмашылық бөлшектің қалай өңделуінде жатыр. Прогрессивті матрицамен тартуда бөлшек әртүрлі станцияларға қозғалған кезде үздіксіз металл жолаққа бекітіліп тұрады. Ал беру (transfer) матрицамен тартуда бөлшек алдымен жолақтан кесіліп алынып, одан кейін механикалық түрде бір станциядан екіншісіне ауыстырылады. Прогрессивті әдіс жалпы алғанда жылдамырақ және кіші бөлшектер үшін жақсырақ, ал беру әдісі үлкен, терең тартылған бөлшектерге сәйкес келеді.
2. Автомобильдерді прогрессивті матрицамен тартуда қандай материалдар ең жиі қолданылады?
Автомобиль өнеркәсібінде құрылымдық бөлшектер үшін беріктігі жоғары, қоспалы аз болат (HSLA) жиі қолданылады. Жеңілдетілген бөлшектер, мысалы, жылулық экрандар мен тіректер үшін кеңінен алюминий пайдаланылады. Электр құрамдас бөлшектер, мысалы, қосылғыштар мен шиналар үшін жоғары өткізгіштігіне байланысты мыс пен мырыш стандартты түрде қолданылады.
3. Неліктен матрицамен тарту жеткізушілері үшін IATF 16949 сертификаты маңызды?
IATF 16949 — автомобиль өнеркәсібіне арналған халықаралық сапа басқару стандарты. Ол штамптау құрастырушысының қателіктерді алдын алу, қалдықтарды азайту және үздіксіз жақсарту практикасына қатаң сәйкес келуін қамтамасыз етеді. Бөлшектердің қауіпсіздігі мен сенімділігін қамтамасыз ету үшін OEM компаниялар үшін IATF-сертификатталған құрастырушыдан сатып алу, әдетте, міндетті талап болып табылады.