 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

Тұтымды доңғалақ құрылымының түрлері: Қайсысы стильіңізге сәйкес келеді?

Ұсталып Жасалған Доңғалақ Конструкциясының Негізгі Ережелерін Түсіну
Жоғары өнімділікті доңғалақ нұсқаларын қарап отырғанда «ұсталып жасалған доңғалақ» деген сөздің мағынасы қандай екенін ойланып көрдіңіз бе? Мұның маңызды жауабы: ұсталып жасалған доңғалақтар әдетте 8 000-ден 10 000 тоннаға дейін қысым астында қатты алюминий болаттарын сығу арқылы жасалады, бұл кез-келген басқа өндіру әдісіне қарағанда тығыздау және әлдеқайда берік молекулалық құрылым жасауға мүмкіндік береді.
Құйма дөңгелектерде балқытылған алюминий қалыптарға құйылып, содан кейін суытылатынына қарама-қарсы, шаблондау космостық дәрежедегі 6061-T6 алюминийдің қатты цилиндрлік блогын бақыланатын жылу мен үлкен қысым арқылы дөңгелекке түрлендіреді. Алюминий бұл процесте ешқашан балқымайды. Оның орнына ол кристалдық құрылымын сақтай отырып, пішінін өзгертуге жеткілікті дәрежеде серпімді болады. Бұл негізгі айырмашылық шаблондалған құрылымды құюдан бөліп, мұндай дөңгелектердің бағасы жоғары болу себебін түсіндіреді.
Шаблондалған Алюминийдің Беріктігінің Артқы Ғылымы
Шаблондалған дөңгелектер мен құйма дөңгелектерді салыстырғанда, маңызды айырмашылық – дәнекер құрылымында. Оны ағаш дәніне ұқсатыңыз. Дәнді бойлай кесу оның көлденеңінен кесуге қарағанда анағұрлым аз күш жұмсауды талап етеді. Металл да осыған ұқсас мінез-күй көрсетеді және шаблондау осы принциптен пайдаланады.
Шөмілу процесі кезінде алюминийдің ішкі дән құрылымы молекулалық қайта ұйымдастырудан өтеді. Дәндер ұзарып, түзеліп, қолданылатын күш бағыты бойынша бағдарланады. Бұл материал бойынша кернеулердің жүруі үшін үздіксіз, бағытталған жолдарды құрады. Саланың сынақтарына сәйкес, осы бағдарланған дән құрылымы шөмілген дискілердің бірдей жүктеме шарттарында шамамен 2-3 есе иілгіштік құрамы болаттан жасалған дискілермен салыстырғанда ұзақ қызмет етуге мүмкіндік береді.
Шөмілген дискілер шикі беріктіктен тыс нені ұсынады? Жауап — жуық нөлдік сұңқарлық. Құйылымдық дискілерде балқытылған металл теңсіз суыған кезде пайда болатын микроскопиялық ауа кеңістіктері мен бос кеңістіктер бастапқы түрде болады. Бұл кемшіліктер қайталанатын кернеулер әсерінде потенциалды сынудың нүктелеріне айналады. Шөмілген дискілер бұл әлсіздікті толығымен жояды және материал бойынша біртекті құрылым жасайды.
Шойын шиналардың анықтамасы соңында мыналарға негізделеді: созылу беріктігі, жорамал беріктік және соққыға төзімділік үшін молекулалық деңгейде өңделген доңғалақтар. Олар әдетте беріктік талаптарын сақтай отырып немесе оларды асыра отырып, литейлік аналогтарынан 25-30% жеңіл болады.
Неліктен Құрылыс Түрі Өнімділікті Анықтайды
Шойын доңғалақтардың не екенін түсіну – бұл тек бастама ғана. Доңғалақтардың құрылыс әдісі, яғни шойын элементтердің қалай жиналғаны, баптау мүмкіндіктерінен бастап ұзақ мерзімді жөндеуге дейінгі барлығын анықтайды.
Литейлік пен шойын доңғалақтарды салыстырған кезде, шойын құрылыстың өзі үш түрге бөлінетінін байқайсыз:
- Моноблок (Бір бөлшекті) - Құрылымдық бүтіндіктің максимумы мен массаның минимумы үшін бір ғана алюминий заготовкасынан толығымен өңделеді
- ЕКІ БӨЛІК - Орталықтың және қаптаманың шойындан жасалуымен қосылады, бекітуге икемділікті арттырады
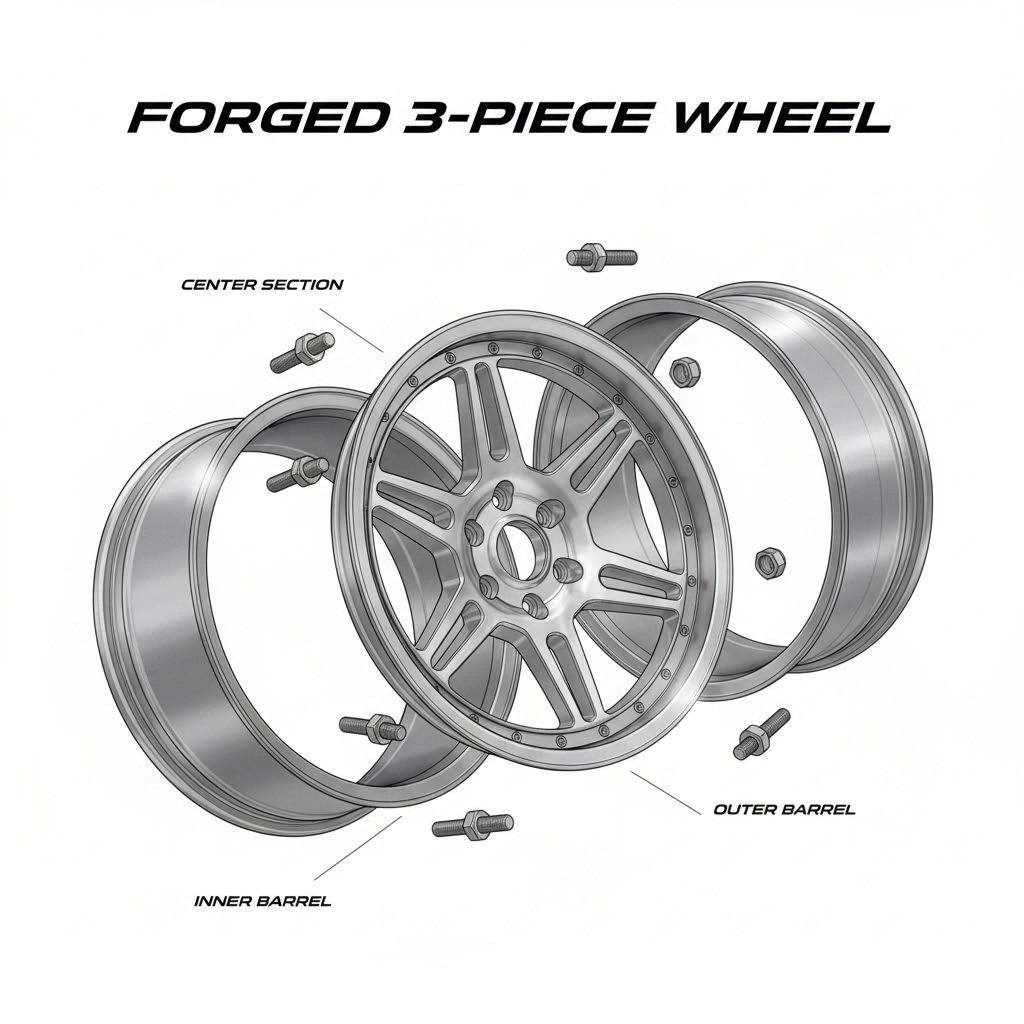
- Үш бөлікті - Аэрокосмостық сыныптағы құрал-жабдықтар арқылы біріктірілген жеке шойын компоненттерден (орталық, ішкі қаптама, сыртқы қаптама) тұрады және максималды баптауды қамтамасыз етеді
Әрбір конструкция түрі қолданылуыңызға байланысты нақты артықшылықтарды ұсынады. Трек энтузиастары шоу машиналарын жасаушыларға қарағанда басқа сипаттамаларға басымдық береді. Күнделікті жүргізушілерге апта соңында каньондармен жүруге арналған автомобильдерге қарағанда өзіндік талаптар қойылады. Келесі бөлімдер әрбір санатты талқылайды, сондықтан сіз өзіңіздің нақты мақсаттарыңызға сәйкес келетін дұрыс конструкция түрін таңдай аласыз.

Моноблок Ұсталған Дискілер Түсіндірілді
Ендеше ең таза түрінде ұсталған диск деген не? Жауабы — моноблок конструкция. Сонымен қатар 1 бөлшекті ұсталған дискілер деп те белгілі, моноблоктар ұсталған дискілерді өндірудің ең тікелей, бірақ техникалық тұрғыдан ең қиын тәсілін білдіреді. Бір ғана алюминий болаты дәлме-дәл өңдеу арқылы толық дискке айналады, конструкциялық беріктікті нашарлататын ешқандай бұйымдар, бекітпелер немесе жиналған бөлшектер жоқ.
Моноблок конструкциясын қарастырғанда, шөйген жәберлердің мағынасы түсінікті болады. Дайын жәбердің әрбір миллиметі СЧПМ станогы соңғы пішінді жасамас бұрын, экстремалды қысым астында сығылып және пішінделген бір бөлек металдан келеді. Бұл біріккен құрылыс барлық басқа шөйген жәберлердің түрлері өлшенетін өнімділік стандартын орнатады.
Жалғыз Құйманың Шығару Процесі
Моноблок жәберлер әдетте дайын жәбердің өлшеміне байланысты 40-80 фунт салмақтағы цилиндрлік алюминий құймалар ретінде өмірге келеді. Өндірушілер бұл процесте айтарлықтай 6061-T6 соғылған алюминий таңдауды жасайды, ал неге осылай екенін түсіну премиум шөйген шеңберлердің құрылысының артқы инженерлік философиясын ашады.
6061 белгісі алюминий қорытпасының құрамын білдіреді. Бұл нақты қоспа мыналарды қамтиды:
- Алюминий - Жеңіл салмақты қасиеттер мен жалпы беріктікті қамтамасыз ететін негізгі негіз
- Магний - Қатты ерітінді нығайту арқылы жалпы беріктікті арттырады
- Силікон - Магниймен синергиялық жұмыс істей отырып, беріктікті арттырады және төменгі балқу температурасын қамтамасыз етеді, бұл соғу процесін оңайлатады
- Күміс - Ширақтыққа төзімділікті және қосымша беріктікті арттыру үшін шағын мөлшерде қосылады
Ал T6 белгілеуі туралы не айтуға болады? Бұл жақсы алюминийді өте жоғары сапалы дөңгелек материалға айналдыратын нақты жылулық өңдеу процесін көрсетеді. T6 өңдеуі екі маңызды кезеңнен тұрады. Біріншіден, ерітіндіні ыстықпен өңдеу кезінде қорытпаны жоғары температураға дейін қыздырып, тез суытады, нәтижесінде магний мен кремний алюминийге еріп, қаныққан қатты ерітінді түзеді. Екіншіден, жоғарылатылған температурада бақыланатын кестелеу кезінде еріген элементтер бөлініп шығып, ақырындап қаттылық пен серпімділік шегін әлдеқайда арттырады.
Сәйкес 3030 Autosport құрамы мен жылулық өңдеудің осы комбинациясы әскери қолданыс, аэроғарыш, «Формула 1» және драг-жарыстар сияқты талаптары жоғары салаларда 6061-T6-ны басым таңдауға айналдырады. 40 000 фут биіктікте ұшақ бөлшектерін қорғайтын қасиеттер ортақ немесе трек бойынша шаблондардың өнімділігіне дәл осылайша әсер етеді.
Болат кесегі шаншылғаннан және жылумен өңделгеннен кейін дәлме-дәл CNC өңдеуі спикерлердің үлгілерін, орнату беттерін және соңғы өлшемдерді жасау үшін материалды алады. Әрбір доңғалақ негізінен сығылған болат кесегінің ішінен ойып жасалады және осы затты азайту процесі салмағы мүмкіндігінше жеңіл болуын қамтамасыз етеді, бірақ шаншылған доңғалақтардың беріктігі мен сенімділігін сақтайды.
Бірыңғай құрылыстың құрылымдық артықшылықтары
Моторлық спорт командалары мен өнімділік жинақтаушылар неге моноблоктық құрылысқа ұмтылады? Жалғастырулардың болмауы осы сұраққа тікелей жауап береді.
Бірнеше бөліктен тұратын дөңгелектегі әрбір жалғану нүктесі потенциалдық ақау орны болып табылады. Болттар жиі қайталанатын жылу циклы кезінде босап шығуы мүмкін. Мыңдаған шақырым жол жүргеннен кейін пісіру жерлерінде кернеулік сызаттар пайда болуы мүмкін. Тетіктердің арасындағы тығыздандырғыштар бұзылып, герметикті (резеңке шинасыз) жүйелерде ауа құйылуына мүмкіндік беруі мүмкін. Моноблокты дөңгелектерде бұл мәселелердің барлығы болмайды, өйткені ешқандай жиналған бөлшек болмайды.
Зерттеулерге сәйкес, соғылған дөңгелектер тең салмақтағы тұтас литийленген алюминий дөңгелектерден 30% мықтырақ болуы мүмкін. Егер бұл соғылған материал бір үздіксіз бөлшек болып тұрса, спицадан шинага, содан кейін оське дейін кернеу біркелкі тасымалданады. Біртұтас қатты ағаш арқалық пен шегелермен бекітілген тақтайлардың айырмашылығын елестетіңіз. Бастапқыда екеуі де ұқсас жүктерді көтере алады, бірақ динамикалық, қайталанатын кернеулерге төтеп беруде біртұтас арқалық ұзақ уақыт бүтіндігін сақтайды.
Бұл біріктірілген конструкция өлшенетін өнімділік артықшылықтарын әкеледі:
- Максималды құрылымдық бүтіндік - Қайталанатын кернеу циклдары кезінде ақау нүктелеріне айналуы мүмкін бұйымдар, тігістер немесе бекіткіштер жоқ
- Ең төменгі салмақ потенциалы - Қосымша құрылғы салмағы жоқ; компоненттердің байланысын бұзбай кез-келген жерден материалды алуға болады
- Қарапайым жөндеу - Бекітуге ештеңе керек емес, герметиктерді тексеру керек емес, қызмет көрсету кезінде ауыстыруға тиісті құрылғылар жоқ
- Герметиктің сапасының төмендеуіне қатысты қайғы-қасірет жоқ - Трубалық емес доңғалақтардың орамдары жинақталған бөліктерге емес, үздіксіз ұсталған материалға отырады
Салмақтың артықшылығына қосымша назар аудару қажет. Моноблок доңғалақтарға бұрандалар, гайкалар немесе байланыстырушы құрылғылар қажет емес болғандықтан, өндірушілер жұқа қабырғалы бөліктер мен әлдеқайда агрессивті сақина пішіндерін жобалай алады. Ілмектенген массаның салмағын азайтуда әр грамм маңызды. Өнімділік деректеріне сәйкес, ілмектенген массадағы әрбір салмақтың фунттай кемуі автомобильдің серпінді массасын тең шамаға азайтқаннан гөрі үдеуді, тежеу реакциясын және ілмектеу жұмысын жақсартады
Максималды баптау икемділігіне қарағанда таза өнімділікті үйлестіруді қалайтын жүргізушілер үшін моноблоктық құрылыс идеалды тепе-теңдікті қамтамасыз етеді. Алайда, бұл оптимизацияланған конструкция көпбөлшекті нұсқалармен салыстырғанда орнату опцияларын шектейді. Келесі бөлімде екі бөлшекті құрылыс осы ауысуға қалай жауап беретінін және соғылған доңғалақтардың өнімділік сертификатын сақтай отырып қалай ұстап тұратынын қарастырады.
Екі бөлшекті соғылған құрылыс әдістері
Сізге моноблок деңгейіндегі беріктік қажет болса, бірақ біртекті құрылым әкелуі мүмкін болмайтын орнату икемділігі қажет болса не болады? Екі бөлшекті соғылған доңғалақтар доңғалақты екі негізгі компонентке бөлу арқылы осы сұраққа жауап береді: орталық бөлігі (беті мен сақиналар) және шина орнатылатын сыртқы бөшкесі.
Бұл модульдік тәсіл моноблоктық конструкцияларда берік жабық болатын есіктерді ашады. Тоқашталған мен құймалы нұсқаларды салыстырғанда, екі бөлікті тоқашталған құрылыс тоқаштаудың жоғары деңгейдегі дәнекер құрылымын және материал тығыздығын сақтайды және күрделі өзгерістер енгізілген автомобильдерге немесе ерекше орнату талаптары бар бағдарланушыларға ұнаған тиімділік мүмкіндіктерін қосады.
Сәйкес саланың техникалық талаптары , екі бөлікті тоқашталған дискілер екі компонент үшін де жоғары сапалы тоқашталған алюминий қорытпасын қолданады, оларды құймалы нұсқалармен салыстырғанда беріктеу және ұзақ қызмет ететін етеді. Бірақ шынайы айырмашылық осы компоненттердің қалай біріктірілуінде жатыр.
Дәнекерленген және болтпен бекітілген жинау әдістері
Мұнда көбінесе дөңгелек талқылаулары толығымен назардан тыс қалдыратын маңызды деталь: барлық екі бөлікті дөңгелектер бірдей жиналмайды. Қосылу әдісі дөңгелектің сипаттамаларын түбегейлі өзгертеді және нақты қолданылуыңыз үшін тоқашталған немесе құймалы дөңгелектерді таңдау кезінде ақпаратты шешім қабылдауға көмектеседі.
Дәнекерленген екі бөлікті құрылыс корпус пен орталық бөлімді тұрақты түрде жалғастырып, біртұтас бірлікке айналдырады. Дәлме-дәл механикалық өңдеуден кейін білікті мамандар компоненттерді олардың жанасу беттері бойынша бекіту үшін арнайы TIG пайдаланады. Пайдаланылған пайда тереңдей енеді және екі шөгінді бөлімдердің молекулалық деңгейде байланысуын қамтамасыз етеді, нәтижесінде конструкциялық беріктік моноблок деңгейіне жақындайды.
Мұны былай түсініңіз: бір рет пайдаланғаннан кейін бұл компоненттер түгелдей бір бөлшек болып қайтадан қалпына келеді. Жақсы орындалған жағдайда, пайдаланылатын аймақ материалдың қоршаған аймағының беріктігіне сәйкес келеді немесе тіпті оны асып түседі, себебі пайдалану бірігу нүктесіндегі дәнекер құрылымын тазартады.
Бұрандалы екі бөлшекті құрылыс керісінше тәсілді қолданады. Жоғары беріктіктегі әуежайда қолданылатын стандарттағы бекіткіштер корпус пен орталық бөлімді бекітеді және дөңгелектің модульділігін оның жұмыс істеу мерзімі бойы сақтайды. Бұл концепция максималды құрылымдық қарапайымдықтан гөрі жөндеуге ыңғайлылықты басымдыққа ие етеді.
Дөңгелектердің құрылысына арналған зерттеулерге сәйкес, бекітпелердің қайта орнатылуы мен реттелуі ең маңызды болған кезде бұрандалы дөңгелектер жиіірек істен шықпайды, бірақ уақыт өте жылу циклдары мен тербелістер салдарынан бұрандалардың босап кетуі мүмкіндігіне байланысты мұндай жинақтарға жиірек техникалық қызмет көрсету қажет болуы мүмкін.
Құйма немесе соғылған дөңгелектерді таңдағанда, дәнекерленген және бұрандалы екі бөлікті нұсқалар соғылған материал қасиеттерін сақтайтынын есте ұстаңыз. Жинау әдісі негізінен ұзақ мерзімді техникалық қызмет көрсету талаптары мен пайдалану ыңғайлылығына әсер етеді, ал негізгі соғылған және құйма дөңгелектердің беріктік артықшылығына емес.
| Фактор | Дәнекерленген екі бөлікті | Бұрандалы екі бөлікті |
|---|---|---|
| Құрылымдық беріктік | Жартылай моноблок беріктігі; тұрақты біріктіру жалғасатын бөліктің иілуін жояды | Қажетті бұрау күшімен дұрыс бекітілген кезде өте жақсы; периодты түрде бекітпе элементтерін тексеру қажет |
| Жөндеу мүмкіндігі | Зақымданған бөліктерді кесіп, қайтадан дәнекерлеу қажет; арнайы жабдық қажет | Жеке бөлшектерді бұрандаларынан ажыратып, тәуелсіз алмастыруға болады |
| Салмағы | Жалпы алғанда жеңілірек; бекітпе бөлшектер масса қоспайды | Орнату нүктелеріндегі бұрандалар, гайкалар және қажетті материал қалыңдығына байланысты сәл ауырлау |
| Техникалық қызмет көрсету | Минималды; тексеруге немесе қайтадан бұрауға арналған құрылғы жоқ | Әр 19 000 шақырым сайын болттардың бұрау кернеуін тексеру ұсынылады |
| Сатып алудан кейін баптау | Шектеулі; өзгертулер кәсіби түрде кесу мен дәнекерлеуді талап етеді | Жоғары; компоненттерді әртүрлі ені немесе ығысу үшін ауыстыруға болады |
| Салыстырмалы құны | Орташа; ұзақ мерзімді иелікке алу қарапайым, бірақ жөндеу қиын | Бастапқы бағасы жоғары; егер компоненттерді ауыстыру қажет болса, ұзақ мерзімді төменірек |
Цилиндр мен Орталық Құрылыс Динамикасы
Екі бөлікті доңғалақтардың қалай жасалатынын түсіну олардың моноблокты конструкциялар ұсына алмайтын артықшылықтары бар екенін ашады. Әрбір компонент жеке шөгінді алюминий болванка ретінде басталады, соңғы пішінін беру үшін дәлме-дәл өңдеуден өткізбестін бұрын тәуелсіз түрде өңделіп және жылумен өңделеді.
The орта бөлім сәулелер мен тіректің бекіту бетін орналастырады. Өндірушілер осы компонентті шөгінді блоктан өңдейді, сөйтіп көрінетін дизайнерлік элементтерді және көлігіңіздің тіреу құрылғысымен маңызды интерфейсті жасайды. Мұнда сәулелердің орналасуы, болт тесіктері мен центрлік тесіктің өлшемдері пішін алады.
The барель шина орнатылатын сыртқы шеңберді құрайды. Пошымдарға сәйкес өндіріс Сипаттамалары цилиндр бөлімдері максималды беріктік үшін соқтырылады, содан кейін шина жолағының орны мен сақиналық саптың орнына дәл өлшемдермен дәл өңделеді.
Мұнда сәйкестендірудің икемділігі маңызды рөл атқарады. Бір бөлшекті құрылыста дөңгелектің енін немесе ығысуын өзгерту толығымен жаңа дөңгелекті нөлден шығаруды талап етеді. Екі бөлшекті құрылыс бұл теңдеуді радикалды өзгертеді.
Өндірушілер бір орталық бөлікті әртүрлі тереңдік пен ені бар цилиндрлермен жұптастыра алады. Агрессивті ығысуы бар кеңірек артқы дөңгелек керек пе? Орталық конструкция сол күйінде қалады, ал басқа цилиндр спецификациясы қажет өлшемдерге жетуге мүмкіндік береді. Бұл модульдік тәсіл мыналарға мүмкіндік береді:
- Кеңірек ығысу диапазоны - Бір орталық бөлік бірқатар цилиндр конфигурацияларымен жұмыс істейді, бұл бір бөлшекті құрылымның құрал-жабдығы шығарылатын ығысуды шығара алмайды
- Енінің көбірек комбинациялары - Цилиндр тереңдігінің өзгеруі сәлем геометриясын қайта жобалаусыз енінің опцияларын жасайды
- Әртүрлі орнатылымдар - Алдыңғы және артқы доңғалақтар центрлік дизайндармен бөлісе алады, бірақ әртүрлі цилиндр спецификацияларын қолданады
- Болашақтағы бейімделу - Көлікті ауыстыру немесе тартқыш геометриясын өзгерту міндетті түрде бүкіл доңғалақ жиынтығын ауыстыруды білдірмейді
Жөндеу бұрышы да назар аударуды қажет етеді. Жол шетінің зақымы цилиндр бөлігін сызған кезде, бөлшектерден тұратын құрылыс тек сол компонентті ауыстыруды мүмкінді етеді. Зақымдалмаған центрлік бөлік көлікте қызметін жалғастырады, ал жаңа цилиндр доңғалақты толық жағдайға келтіреді. Бұны бүтіндей жасалған құрылыспен салыстырыңыз, онда ұқсас зақым көбінесе бүкіл доңғалақты лақтыруды білдіреді.
Бұл қызмет көрсету мүмкіндігі сыртқы жаңартуларға да жатады. Қызығушылар доңғалақ пішінін жаңарту үшін центрлік бөліктерді қайта өңдеп немесе ауыстыра алады, толығымен жаңа доңғалақ сатып алу қажет болмайды. Тасталған және соғылған нұсқаларды бағалайтындар үшін, екі бөлшекті соғылған құрылыс материал беріктігінің артықшылықтары мен күнделікті жүріп өтілетін көліктерге жиі қажет болатын практикалық икемділікті ұсынады.
Үш бөлікті құрылыс әдісі бұл модульдік философияны одан әрі жеткізеді, максималды дәлдікпен түзетуге мүмкіндік беру үшін баррелдің өзін ішкі және сыртқы бөліктерге бөледі.
Үш Бөлікті Шойылған Диск Архитектурасы
Егер сіз енін, орнату параметрін (offset) және артқы кеңістікті (backspacing) миллиметрлік дәлдікпен дәлме-дәл реттеу арқылы өз идеалды дискаңызды нөлден бастап жинау мүмкіндігіңіз болса ше? Дәл осыны үш бөлікті шойылған дискер ұсынады. Толығымен шойылған дискер технологиясының ең жоғарғы шыңын бейнелей отырып, бұл құрылыс әдісі дискті үш бөлек шойылған компонентке бөледі, олардың әрқайсысы әуежай құрылғыларына сай материалдармен жинастыру алдында жеке өндіріледі.
Көрсетілім машиналарында, трек жинақтарында немесе агрессивті орнатуды талап ететін коммерциялық көліктер үшін сәнді шойылған дискерлерді пайдаланатын бағдаршамдар үшін үш бөлікті құрылыс моноблокты және екі бөлікті конструкциялар ұсына алмайтын мүмкіндіктерді береді. Бірақ бұл икемділік бұл премиумалды құрылыс түрін таңдау алдында түсіну қажет болатын сауда-саттықтармен келеді.
Модульдік жобалау философиясы
Үш бөлікті дөңгелектер үш жеке шөгітілген алюминий бөлшектерге бөлінеді:
- Орта бөлім - Дөңгелектің спицаларын, тірек бетін және дөңгелектің визуалды сипатын қамтиды
- Ішкі цилиндр (артқы жартысы) - Тежегіш элементтері мен серпімділікпен қосылатын дөңгелектің артқы жағын құрайды
- Сыртқы цилиндр (алдыңғы жартысы) - Көрінетін жиекті және алдыңғы доңғалақтың шина орнату бетін жасайды
Әрбір бөлшек шөгітілген жеке болаттан басталады және барлық шөгітілген дөңгелектердің жасалуын сипаттайтын қыздыру мен дәл өңдеуден өтеді. Сомта кезінде шын мәніндегі сиқыр пайда болады. Forgeline-дің өндірістік спецификацияларына сәйкес , үш бөлікті дөңгелектер центріне, ішкі және сыртқы жиекке әртүрлі түс комбинацияларымен жабылуы да мүмкін, басқа да құрылыс әдістерінде мүмкін емес визуалдық мүмкіндіктер туғызады.
Бірақ бұл компоненттер бір функционалды доңғалаққа қалай айналады? Әдетте жоғары беріктік болттары немесе арнайы бекіткіштерден тұратын әуежай-дәрежелі болаттан жасалған құрал-жабдық доңғалақтың шеңбері бойынша үш бөлікті бекітеді. Бұл құрал-жабдық үлкен күштерге шыдайтындай болуы керек: үдеу кезіндегі жүктемелер, тежеу кезіндегі кернеулер, бұрылыстағы G-күштер және жол бетінен туындайтын тұрақты тербелістер.
Кейбір адамдар «білет» немесе «ұсталып жасалған» алюминийдің қайсысы мықтырақ деп сұраса, жауап екі бөлшекті конструкцияда күрделенеді. Ұсталып жасалған компоненттер өздері моноблок доңғалақтар сияқты әлдеқайда жақсы дәнекер құрылымы мен материал тығыздығын сақтайды. Дегенмен, жинақтың жалпы беріктігі енді құрал-жабдық сапасына, дұрыс моментке және бөліктер арасындағы герметикалық бекітілуіне тәуелді.
Дербестендірудің артықшылығы
Кеңейтілген фендерлердің астына үлкен доңғалақтар сәйкес келетіндей етіп, өз қалауыңызша жабдықталған подвескасы бар пикапқа өте нақты ортақтан тыс 24x14 шөмілген доңғалақтар қажет болғанын елестетіңіз. Моноблок конструкцияда, дәл осы сипаттамаға сәйкес келетін құрал-жабдықты шығару үшін өндірушіге арнайы құрал-жабдық қажет болады. Ал үшбөлшекті конструкцияда олар баррель мен центрлік бөлшектерді жаңа конфигурацияларда қосады.
Бұл модульді тәсіл шынымен шектеусіз комбинацияларды мүмкіндік береді:
- Енінің реттелуі - Әртүрлі тереңдіктегі ішкі немесе сыртқы бочканы ауыстыру доңғалақтың жалпы енін өзгертеді, алайда центрлік дизайнына әсер етпейді
- Ортақтан тыс мөлшерді дәл реттеу - Бочканың тереңдік қатынастары доңғалақтың орта сызығына қатысты бекіту бетінің орнын өзгертуге мүмкіндік береді
- Артқы қашықтықтың дәлдігі - Доңғалақтар үшін және доңғалақ арасындағы миллиметрлер маңызды болатын агрессивті позициялық құрылыстар үшін шөмілген дискілер үшін өте маңызды
- Жиектің тереңдігін өзгерту - Көрсетілім машиналарын жасаушылар көрінетін тереңдетілген табан түрін алу үшін сыртқы бочканы тереңірек етіп таңдай алады
Қалай белгіленгеніндегідей Hot Rod-тың доңғалақ орнату нұсқауы екі және үш бөліктен тұратын доңғалақтар орнату барысында ең кең тиімділік береді, ал мүмкіндігінше ең кең сыңарларды алуға ұмтылғанда, барлығы орнату нұсқаларында болады. Бұл икемділік бастапқы сатып алу шеңберінен тыс та кетеді. Көлік өзгерді ме? Жабдықтау геометрияңызды өзгерттіңіз бе? Үш бөлікті құрылым алмастыруға қарағанда қайта құруға мүмкіндік береді.
Жөндеу мен қызмет көрсету бұрышы тағы бір маңызды артықшылықты білдіреді. Автотұрақтірегінің тірегінде сыртқы жиегіңізді жараладыңыз ба? Орталық және ішкі цилиңызды сақтап, тек сыртқы цилиңді ғана ауыстырыңыз. Трек күнінен кейін бояуды қайта жаңарту керек пе? Жеке бөлшектерді бөлшектеп, жөндеуге немесе ауыстыруға, содан кейін қайта жинауға болады. Бұл қайта жиналатындық үш бөлікті доңғалақтарды тұтыну заттарынан ұзақ мерзімді инвестицияларға айналдырады.
Ескеруге тиісті шынайы компромистер
Үш бөліктен тұратын құрылым әмбебап жоғары болып табылмайды. Оның шектеулерін түсіну сізге осы конструкцияның нақты қажеттіліктеріңізбен сәйкес келетін-жоқтығын анықтауға көмектеседі:
- Салмақтың өсуі - Әуе-космостық деңгейдегі осындай болттар мен бекіту үшін қосымша материалдар массаны арттырады. Үшбөлшекті дөңгелектердің салмағы бір бөлшекті (monoblock) аналогтарына қарағанда 10-20% артық болатынын күтіңіз
- Сырғының техникалық қызмет көрсету талаптары - Барабанның бөліктерінің жалғасу орны пневматикалық доңғалақтарды қолдану үшін силикон немесе O-сақиналы тығындарды талап етеді. Уақыт өте келе бұл тығындар нашарлап, баяу ауа шығынына әкеп соғуы мүмкін
- Жабдықтарды тексеру қажеттілігі - Бекіткіштерге периодты түрде күш моментін тексеру қажет, әсіресе агрессивті жүргізу немесе тежеу тақташаларының жылуынан кейінгі температуралық циклдан кейін
- Жоғары өндіріс құны - Құрамдас бөлшектердің көбеюі, көбірек механикалық өңдеу операциялары, жинау жұмыстары мен жоғары сапалы жабдықтар бағаның жоғарылауына әкеп соғады
- Зақымдануды бағалаудағы күрделілік - Соққы зақымы бірнеше компоненттерді қамтуы мүмкін, оның салдарын жөндеу шешімдерін күрделендіреді
Үшбөлшекті конструкция үшін идеал қолданыстар
Осы сипаттамаларға байланысты үш бөлшекті шөмілген дөңгелектер өз артықшылықтары кемшіліктерінен асып түсетін нақты жағдайларда ерекше жақсы көрсетеді:
- Дәл орнату талап етілетін көрсетілім машиналары - Сіздің машинаңызға дәл келетін, идеалды деңгейде орналасқан дөңгелектерді қажет етсеңіз, үш бөлшекті конструкция стандартты дөңгелектердің беруі мүмкін емес миллиметрлік дәлдікті ұсынады
- Қайта жинауға болатын дөңгелектерді қалайтын коллекционерлер - Классикалық автомобильдерге қызығушылар мен коллекционерлер дөңгелектерді ауыстыруға қарағанда қалпына келтірудің маңыздылығын бағалайды. Жеке бөлшектердің қолжетімділігі бұл дөңгелектерді шексіз ұзақ уақыт пайдалануға мүмкіндік береді
- Кейінірек платформасын өзгерту мүмкіндігі бар автолюбительлер - Инвестицияңызды келешектегі жинаққа аудару жоспарыңыз бар ма? Үш бөлшекті дөңгелектер жаңа мақсаттар үшін басқа цилиндрлік параметрлермен қайта конфигурациялануы мүмкін
- Дәстүрлі емес жинақталған жеңіл және жүк автомобилдері - Автомобильдер үшін шөмілген дөңгелектер жиі өте енді және ығысу параметрлерін талап етеді. Үш бөлшекті конструкция 24x14 сияқты шөмілген дөңгелектерді алуға мүмкіндік береді, ал құрал-жабдықтарды дайындау құны тым жоғары болмастан
- Айналмалы көрме және көше конфигурациялары - Кейбір қолданушылар терең шеті бар, көрмеге дайын және тиімді көше конфигурацияларына тез ауысу үшін бірнеше цилиндр жиынтықтарын сақтайды
Құрылыс түрлерін таңдау соңында сіздің басымдықтарыңызға байланысты. Трекке бағытталған жүргізушілер әдетте моноблоктың жеңілдігі мен құрылымдық қарапайымдығын таңдайды. Күнделікті жүргізушілер екі бөлікті конструкцияның икемділігін және төмендетілген техникалық қызмет көрсету талаптарын бағалайды. Көрмелік көліктерді жинақтаушылар мен жеке тапсырыс бойынша жасауға құмар адамдар үш бөлікті құрылыстың шектеусіз конфигурация мүмкіндігін қосымша күрделілік пен құнына қарамастан тиімді деп санайды.
Толығымен шөгітілген көп бөлшекті конструкциялар мен қалыпталған стандартты нұсқалардың арасында тағы бір санат бар: әртүрлі өнімділік пен құн мақсаттарына жету үшін шөгіту мен құю принциптерін біріктіретін гибридті құрылыс әдістері.
Ағын қалыпталған және айналмалы шөгітілген нұсқалар
Егершіктен жақсы өнімділік керек, бірақ толығымен ұсталып жасалған дөңгелектер бюджетіңізді тым көп шығындауы мүмкін болса, не істеу керек? Дәл осы сәтте гибридтік құрылыс әдістері пайда болады. Ағыстыру арқылы жасалған дөңгелектер, айналмалы ұсталып жасалған дөңгелектер және оған ұқсас технологиялар дәстүрлі құю мен толық ұсталып жасалу арасындағы орташа нүктені алады және қолжетімді бағаларда жақсартылған сипаттамаларды ұсынады.
Түсінуіңіз керек негізгі айырмашылық: «ағыстыру арқылы ұсталып жасалған дөңгелектер» немесе «айналмалы ұсталып жасалған» сияқты маркетингтік терминдерге қарамастан, бұлар шын ұсталып жасалған дөңгелектер емес. Олар құйылма компоненттер ретінде өмірге келеді. Алайда, олардан өткізілетін қосымша өңдеу шынымен стандартты құюмен салыстырғанда олардың металлургиялық қасиеттерін нақты жақсартады.
Ағыстыру Әдісін Түсіну
Сазбалшық пен жұмсақ қолдардың орнына қыздырылған алюминий мен қуатты гидравликалық валдары бар гончарлық доңғалақты елестетіңіз. Бұл ойдағы бейне дәстүрлі литейлік және соғу әдістерімен салыстырғанда жақында пайда болған ағымдық түзу деп аталатын өндірістік әдістің мәнін білдіреді.
Бұл процесс мына түрде жүзеге асады:
- 1-қадам: Пішінді литейге алу - Өндірушілер көбінесе қалыңдау болатын бөшке бөлігі бар төменгі қысымды алюминий доңғалақтан бастайды
- 2-қадам: Бөшкені қыздыру - Литейлік доңғалақ арнайы айналатын машинаға бекітіледі, ал бөшке бөлігі алюминийді иілгіш ету үшін қыздырылады
- 3-қадам: Домалақтау қысымын қолдану - Гидравликалық валдар айналатын бөшкеге қарсы қысып, материалды созады және бір уақытта сығады
- 4-қадам: Соңғы пішінді жасау - Валдар бөшкенің қалыңдығын азайта отырып, ұзындығын керекті ені мен профиліне жеткізуге дейін созады
Сәйкес ағын түзілуін зерттеу , бұл процесс металдың дәнекер құрылымын бойлық бағытта созады, оның беріктігі мен жорамалдыққа төзімділігін едәуір арттырады. Валдықтардың сығылу әсері өңдеу кезінде материал дәндерінің туралануына әкеледі, бұл шынында да шөгендеу кезінде болатын процеске ұқсас.
Бірақ маркетинг материалдары жиі жасыратын металлургиялық шындық мынада: тек қана құбыршық бөлігі ғана осы түрленуден өтеді. Дөңгелектің ортасы, иінділер мен білік орнату аймағын қосқанда, бастапқы дән құрылымы сақталып қалатын құйылған алюминий болып қала береді. Сіз дөңгелектің ортасы құйылған қасиеттерін сақтап тұрса, доңғалақ орнатылатын жерде шамалы шөгілген қасиеттерді аласыз.
Аралас табиғаты ағын түзілетін дөңгелектердің толықтай шөгілген аналогтарына қарағанда едәуір арзан болу себебін түсіндіреді. Моноблок құрылысы үшін қажет болатын қымбат шөгендеу престері мен кеңейтілген механикалық өңдеу арзандау айналу операциясымен алмастырылады, ол құйылған негізге қолданылады.
Құрылыс спектрінде гибридтердің орны
Осылайша, ағын түзетін дөңгелектер шынымен де орындары қай жерде? Олар бағалы ортаңғы сатыда орналасқан деп есептеңіз. Саланың талдауы бойынша, ағын түзілген дөңгелектердің массасы эквивалентті құймаларға қарағанда 15%-дан 25%-ға дейін жеңіл болып келеді, сонымен қатар компрессияланған жиектің беріктігі артып, соққыға төзімділігі мен жүк көтеру қабілеті артады.
Терминология қатысында түсініксіздік туындауы мүмкін. Сіз мынадай атаулармен кездесуіңіз мүмкін:
- Ағын түрінде жасалған - Ең дәл техникалық сипаттама
- Роторлы қалыптау - Кейбір өндірушілер айналу және компрессия процесін ерекше баса көрсету үшін пайдаланатын нарықтандыру термині
- Ағыммен шөгітілген - Шойылған секілді қасиеттерді білдіретін тағы бір нарықтандыру нұсқасы
- Айналмалы шойылған - Негізгі процесс сияқты өзгерісті сипаттайтын тағы бір термин
Белгіленгендей дөңгелектерді өндіру сарапшылары «айналмалы шойылған» сияқты атауларды естіген кезде, дөңгелектің шынымен қалай жасалғанын қосымша тексеру қажет. Бұл нақты шойылмаған болса да, өздерінің ағын түзілген дөңгелектерінің беріктігі жоғарырақ екенін көрсету үшін компания қолданып отырған нарықтандыру термині болуы мүмкін.
Бұл айырмашылық сіздің нақты қолдану жағдайыңыз үшін ағымда формаланған немесе шойылған нұсқаларды бағалайтын кезде маңызды болып табылады. Екеуі де шынымен өнімділік дәрежесін арттырады, бірақ негізгі құрылысы мен нәтижелік сипаттамалары әлдеқайда ерекшеленеді.
| СӘРЕПТІК | Ағымда формаланған / Шойылған | Толығымен шойылған (моноблок) |
|---|---|---|
| Бастапқы материал | Құйылған алюминий бастапқы пішін | Қатты шойылған алюминий заготовка |
| Бағана құрылымы | Сығылған және тураланған (шойылғанға ұқсас) | Бүкіл бойынша толығымен шойылған |
| Орталық құрылымы | Құйылған күйінде қалады (ықтимал сүңгуірлік) | Толығымен шөмілген (қуыссыз) |
| Құйылымға қарағанда салмағының азаюы | 15-25% жеңілірек | 25-30% жеңілірек |
| Беріктіктің артуы | Цилиндрде маңызды; ортада құйылым деңгейінде | Дискінің толық бойынша максималды |
| Өндіру күрделілігі | Орташа (құю + айналу операциясы) | Жоғары (соққы пресі + кең көлемді CNC) |
| Салыстырмалы құны | Ортаңғы дәліз (төсемдегіден жоғары, шаншылғаннан төмен) | Жоғары сапалы фильмдер үшін премиальды баға белгілеу |
| Негізгі қолданыс | Көше өнімділігі, кездейсоқ трекке пайдалану | Моторспорт, максималды өнімділік талаптары |
Көптеген энтузиастар үшін айналмалы шаншылған дөңгелектер ақылды компромисс болып табылады. Сіз толық шаншылудың үлкен құнын қоспастан-ақ, стандартты төселген дөңгелектерге қарағанда салмақ, беріктік және өнімділік бойынша өлшенетін жақсартуларға ие боласыз. Кәсіби емес жарыстарға қатысушылар, көше өнімділігі үшін жиналған автомобильдер және жаңартылған дөңгелектерді іздейтін күнделікті қозғалтқыштар жиі ағымдық формалау дөңгелектерін таңдайды.
Дегенмен, максималды беріктік, минималды салмақ және толық құрылымдық біркелкілік маңызды болған кезде, толығымен шаншылған конструкция соңғы таңдау болып табылады. Кәсіби жарыс командалары, арнайы трек автомобильдері және абсолют өнімділікті талап ететін энтузиастар негізгі себептермен шынайы шаншылған дөңгелектерге қарай ұмтылады.
Барлық осындай конструкциялар анықталғаннан кейін, олар сіздің жинағыңыз үшін ең маңызды факторлар бойынша бір-біріне қатар қойылғанда қалай салыстырылады?

Шаблондық Құрылым Түрлерін Қатарымен Салыстыру
Сіз қазір шаблондық санаттағы әртүрлі дөңгелектерді жеке-жеке таныстыңыз. Бірақ нақты сатып алу шешімін қабылдаған кезде, оларды тікелей салыстырып қарау сіздің нақты міндеттеріңізге сәйкес келетін құрылыс әдісін анықтауға мүмкіндік береді. Бұл қатарымен салыстыру маркетингтік тілдің орнына сізге қажет болатын ашық салыстыруды ұсынады.
Жалпы сөйлесу кезінде алюминий мен қорытпалы дөңгелектерді салыстырғанда, адамдар жиі терминдерді шатастырады. Тез түсіндіру: алюминий дөңгелектер мен қорытпа дөңгелектер бірдей нәрсені білдіреді, себебі дөңгелек қорытпалары алюминий негізінде жасалады. Шынайы өнімділіктің айырмашылығы алюминий мен қорытпа дөңгелектердің терминологиясында емес, сонымен қатар осы алюминий қорытпасының қалай жасалғаны мен жиналғанында. Дәл осы жерде құрылыс түрі анықтаушы факторға айналады.
Құрылым Түріне Қарай Өнімділік Сипаттамалары
Әртүрлі дөңгелек түрлері шектік жағдайда қалай жұмыс істейді? Моноблокты, екі бөлшекті және үш бөлшекті конструкциялардағы құрылымдық беріктікті, салмақ тиімділігін және соққыға төзімділікті түсіну құрылысты қолдануға сәйкестендіруге көмектеседі.
Құрылғының бекітілгендігі
Моноблокты құрылыс бір үздіксіз ұсталған материалдан тұратындықтан, стресс біркелкі таратылады және ең жоғары құрылымдық беріктікті қамтамасыз етеді. По Performance Plus Tire бір бөлшекті құрылыс экстремалды жүктемелер мен қатаң жүк талаптарын орындай алатын өте жоғары құрылымдық беріктікті қамтамасыз етеді. Сыну нүктелеріне айналуы мүмкін болатын қосылыстар, бекітпелер немесе жіктер жоқ.
Екі бөлшекті ұсталған дөңгелектер шамамен 2,5 есе литейлік нұсқалардан берік болып келеді. Пайдаланылатын екі бөлшекті конструкциялар пайда компоненттердің арасында молекулалық байланыс орнату арқылы моноблоктың беріктігіне жақындайды. Болтталған нұсқалар дұрыс моментпен бекіту талап ететін қосымша құрылғыларды енгізеді, бірақ литейлік құрылыстан әлдеқайда жақсы жұмыс істейді.
Үш бөлікті доңғалақтар әлі де шойын нұсқаларға қарағанда күштірек болып табылады, бірақ олардың құрамдас бөліктеріне тәуелді жинақталуы ең көп стрессті нүктелерді туғызады. Динамикалық жүктемелер астында құрылымдық бүтіндікті сақтау үшін компоненттерді қосатын 30-35 бекіткіш элементтер дұрыс момент берілімдерін сақтауы тиіс.
Салмақтың тиімділігі
Салмақты азайту үдеуге, тежеу реакциясына және басқару дәлдігіне тікелей әсер етеді. Салмақтың әртүрлі мақсаттарына әртүрлі құрылыс түрлері ие болады:
- MONOBLOCK - Бекіткіш құрылғылар масса қоспайтындықтан мүмкіндігінше жеңіл салмаққа ие болады. Өндірушілер компоненттердің байланыстарын бұзбай-ақ материалдарды қажет жерден шығара алады
- ЕКІ БӨЛІК - Әдетте бір блокты нұсқаларға қарағанда доңғалақ сайын 1-2 фунтқа ауыр болады, себебі қосылу құрылғылары мен байланыс нүктелеріндегі материалдар талап етіледі
- Үш бөлікті - Кең қолданылатын құрылғылар мен бекіту орындарындағы қалың материалдарға байланысты әдетте бір блокты нұсқаларға қарағанда 10-20% ауыр болады, сондықтан ең көп салмақтық жазалануды тасиды
Шабылған санаттағы барлық тегін жасалу түрлері құймаларға қарағанда әлдеқайда жеңіл болып келеді. Салалық деректерге сәйкес, өлшемдері бірдей болса да, шабылған дөңгелектер құйма дөңгелектерден шамамен 25-30% жеңіл болады.
Соққыға төзімділік
Дөңгелектердің жолдағы ойықтарға, борттағы соққыларға және жолдағы қоқыстарға реакциясы жасалу түріне қарай өзгереді. Моноблок дөңгелектер соққы күштерін біріктірілген құрылым бойынша таратады, осылайша олар локализацияланған зақымданудан өте жоғары деңгейде қорғалады. Дегенмен, ауыр соққылар бүкіл дөңгелекке зақым келтіруі мүмкін.
Көпбөлшекті конструкциялар нақты соққы жағдайларында артықшылықтар беруі мүмкін. Vivid Racing атап өткендей, жеке компоненттерге келтірілген зақымдарды бүкіл дөңгелекті ауыстырмай-ақ жоюға болады. Сыртқы цилиндрге зақым келтірген борт соққысы орталық және ішкі цилиндрлердің бүтін күйінде және қайта пайдалануға болатын күйін сақтайды.
Әрбір санат үшін шығын-пайда талдауы
Сіз шынымен не үшін төлейтініңізді түсіну кез-келген шаблондық дискілерді сатып алуға инвестиция ретінде дәлелдеуге көмектеседі. Ақшаңыз қайда жұмсалатынын және қандай пайда күтілетінін қарастырайық.
Моноблоктың құндылық ұсынысы
Бастапқы деңгейдегі моноблокты шаблондалған дискілер жиынтығына шамамен 2095 АҚШ долларынан басталады, ал жеке дискілердің бағасы өлшеміне байланысты өзгереді: 17 дюймдік – базалық баға, 18 дюймге (2150 АҚШ доллары) дейін, 19 дюймге (2250 АҚШ доллары) дейін, 20 дюймге (2295 АҚШ доллары) және одан әрі өседі. Премиум брендтер едәуір жоғары баға талап етеді, мысалы HRE Performance Wheels дискілерінің жиынтығы 6000-15000 АҚШ доллары аралығында болады.
Бұл инвестицияны неге дәлелдеуге болады?
- Дискілерді жасаудың ең жоғары беріктік-салмақ қатынасы
- Тежегіштердің қалыпты қызметінен басқа күтім талап етпейді
- Бірыңғай құрылымына байланысты ең ұзақ пайдалану мерзімі
- Қатаң тежегіш қызу жағдайларында ең жақсы жылулық тұрақтылық
Екі бөлшекті дискілердің құндылық ұсынысы
Екі бөлімді конструкция шамамен дөңгелектің бір мың он жүз долларға шығады, моноблок пен үш бөлімді бағалардың ортасында орын алады. Модульдік дизайн сіздің құрылғыңызға жұмыс істеу мен тиімді жөндеуге инвестиция салуңыз дегенді білдіреді.
Ұзақ мерзімді құны ақауланған кезде айқындалады. Зақымданған жиектің бөлігін ауыстыру толық моноблок дөңгелекті ауыстырудың $2000+ құнына қарсы тәжірибе бойынша $400-$800 құрайды. Жол жиегіне зақым келу қаупі жоғары қалалық орталарда бұл қолданыс артықшылығы бірнеше жыл ішінде бастапқы инвестицияны өтелетін болады.
Үш бөлікті құндылық ұсынысы
Үш бөлікті соғылған дөңгелектер әдетте дөңгелек басына шамамен $1680-дан басталатын жоғары бағаларды қажет етеді және өлшеміне, бетінің күрделілігіне және бренд престижіне байланысты құны тез өседі. HRE сияқты сапалы өндірушілерден толық жинақтар $8000-$20000 аралығында болуы мүмкін.
Сіз максималды икемділік үшін төлейсіз:
- Шамамен шексіз ен, ығысу және артқы аралық үйлесімдері
- Компоненттік деңгейде ауыстыру мүмкіндігі
- Әртүрлі көліктер немесе сипаттамалар үшін потенциалды қайта конфигурациялау
- Дискілердің бүкіл жинағын алмастырусыз жеке жаңарту
Толық салыстыру: Барлық құрылыс түрлері
Бұл толық кесте барлық шөмілген дискілердің құрылыс түрлері бойынша негізгі факторларды біріктіреді және шешім қабылдау үшін жалғыз анықтама ретінде қызмет етеді:
| Фактор | Моноблок (Бір бөлшекті) | Екі бөлікті иілген | Үш бөлікті иілген |
|---|---|---|---|
| Әдеттегі салмақ диапазоны | Ең жеңіл; тең кастингтен 25-30% аз | моноблоктан дөңгелектің әрқайсысына 1-2 фунт артық | моноблоктан 10-20% ауыр |
| Құрылымдық беріктік | Максимум; шамамен кастингтен 3 есе берік | Шамамен кастингтен 2,5 есе берік | Шамамен кастингтен 2 есе берік |
| Персоналдастыру гибкілігі | Қол жетімді құрал-жабдықтарға шектеулі; азайту опциялары шектеулі | Орташа; бөшке таңдау арқылы әртүрлі азайтулар мүмкін | Максимум; шынымен шектеусіз комбинациялар |
| Жөндеу мүмкіндігі | Қиын; зақым көбінесе толық ауыстыруды талап етеді | Орташа; бұрандалы конструкцияларда бөшкені ауыстыру мүмкін | Өте жақсы; жеке компоненттерді ауыстыруға болады |
| Қызметкерлік талаптар | Минималды; тексеруге арналған құрылғылар жоқ | Төменнен орташа деңгейге дейін; бұрандалы нұсқалар периодты түрде бұрау күшін тексеруді талап етеді | Жоғарырақ; периодты түрде құрылғыларды тексеру және сақтандырғыштарды растау |
| Салыстырмалы құнының деңгейі | $2 095+ жиынтық басына; $6 000-$15 000 премия | $1 100+ дөңгелек басына; $2 800-$6 500 премиялық жиынтықтар | $1 680+ дөңгелек басына; $8 000-$20 000 премиялық жиынтықтар |
| Идеалдық пайдалану жағдайлары | Трек машиналары, моторспорт, максималды өнімділік көшесі | Көше өнімділігі, күнделікті жүргізушілер, тепе-теңдік сақтайтын жинақтар | Көрсетілетін машиналар, коллекционерлер, шектен тыс орнату талаптары |
| Жабын нұсқалары | Әрбір дөңгелек үшін біртекті бетінің аяқталуы стандартты | Екі түсті мүмкіндігі (центрге қарсы цилиндр) | Үш аймақты бетінің аяқталуы; фурнитура акценттерінің нұсқалары |
| Ұзақ мерзімді мән | Ең жоғары төзімділік; ең төменгі тұрақты құны | Тепе-тең; компонентті ауыстыру меншіктеудің жалпы құнын төмендетеді | Қайта жинауға болады; болашақ көліктер үшін қайта конфигурациялау мүмкіндігі |
Әрбір шабрылған доңғалақ конструкциясы белгілі бір жағдайларда жоғары нәтиже көрсетеді. Барлық жағдайда «ең жақсы» деген жалпы опция жоқ — тек сіздің басымдықтарыңызға, қолданылуыңызға және бюджетіңізге сәйкес келетін нұсқа бар.
Бұл бейтарапталған талдау моносаяқтың неліктен автожарыстарда доминантты орын алатынын және үш бөлікті конструкцияның неліктен көрсетілетін көлік жасаушылар мен стилістік доңғалақ орнатуға құштарларға тартымды екенін көрсетеді. Екі бөлікті конструкциялар ең көп санды перфорьманс бағытталған күнделікті пайдаланылатын көлік иелеріне ыңғайлы практикалық орташа шешімді ұсынады.
Енді әртүрлі типтегі доңғалақтар толық салыстырылды, келесі қадам — сіздің нақты көлігіңізге және жүргізу талаптарыңызға сәйкес келетін дұрыс конструкциялық типті таңдау.
Конструкциялық түрлерді сіздің қолданылуыңызға сәйкестендіру
Сіз техникалық сипаттамалар мен салыстыруларды көрдіңіз. Енді іс жүзіндегі сұрақ туындайды: қай ерітіп соғу дөңгелегінің түрі шынымен сіздің көлігіңізге лайық? Жауап толығымен көлігіңізді, жеңіл немесе жүк автомобиліңізді немесе өнімділік нұсқасын қалай пайдалануыңызға байланысты. Дұрыс емес конструкция түрін таңдау тек ақша шығынын ғана емес, сонымен қатар қауіпсіздікті нашарлатуы, басқаруды төмендетуі немесе мақсатына жетуге мүмкіндік бермейтін дөңгелектерді қалдыруы мүмкін.
Аллюминий немесе ерітіп соғу дөңгелектердің қайсысы жақсы деп сұрағанда, әдетте тереңірек сұрақты өткізіп жібереді. Барлық ерітіп соғу дөңгелектері массаға шаққандағы беріктік бойынша құйма аналогтардан асып түседі. Алайда, ерітіп соғу санатының ішінде қолдануға сәйкес келетін конструкция түрін таңдау сіздің осы артықшылықтан тиімді пайдалануыңызға немесе ешқашан пайдаланбайтын сипаттамалар үшін қосымша төлеуіңізге байланысты.
Әрбір конструкция түрі нақты өмірдегі жағдайларда қалай жұмыс істейтінін қарастыра отырып, шешімді талқылайық.
Трек және жарыс қолданбалары
Миллисекундтар маңызды болғанда және сәтсіздік опция болмағанда неге моноблок құрылыс кәсіби автожарыстарда басымдық танытады? Жауап екі шартқа байланысты: салмақ және болжамдылық.
Шөгітілген дискілер құймалы дискілерден жеңілірек пе? Мүмкін — көбінесе салыстырғанда 25-30% жеңіл. Бірақ моноблок шөгітілген дискілер өз кластарында да ең жеңіл болып табылады, себебі бекітпе құралдары масса қоспайды. Performance Plus Tire зерттеуі бойынша айналушы массаның азаюы үдеуді, тежеуді және басқару реакциясын жақсарту арқылы шағын трассаларда да бір айналым уақытын 0,3-0,4 секундқа жақсартуы мүмкін.
Жарыс үшін құрылымдық болжамдылық тең маңызды. Моноблок дискілер қайталанатын жүктеме циклдарында тұрақты әрекет етеді, өйткені олардың жылжитын, босап кететін немесе микросырғанау пайда болатын бөлшектері жоқ. Сіз автомобильді бұрылудан бұрылуға абсолютті шектеріне дейін итеріп жатқанда, 50-ші айналымда бірінші айналымдай әрекет ететін дискілерге ие болуыңыз керек.
Трек және жарыс үшін шешім қабылдау критерийлері:
- Салмаққа сезімталдық - Егер сіз айналым уақытын жақсартуды мақсат етіп қойсаңыз, серіппеленбеген салмақтың әрбір грамы нақты өнімділік артуына аударылады
- Жылу циклінің төзімділігі - Белсенді тежеуден туындайтын қайталамалы қыздыру құрылғының бекітпесінің дымқылдануына жол бермейтін біртұтас құрылысты талап етеді
- Құрылымдық тұрақтылық - Жалғастырғыштар мен бекіткіштер жоқ болғандықтан, сессия ортасында басқару тепе-теңдігіне әсер етуі мүмкін айнымалылар да жоқ
- Ауыстыру философиясы - Жарысқа бағдарланған командалар күшті соққылардан кейін дөңгелектерді жөндеуге қарағанда ауыстыруды ұстанады; моноблоктың төменгі жөндеуге болуы маңызын жоғалтады
- Бюджетке басымдық - Трекке бағдарланған жиналымдар әдетте өнімділік компоненттеріне көбірек бюджет бөледі; моноблоктың жоғары бағасы осындай басымдық құрылымымен сәйкес келеді
Арнайы трек машиналары, уақыт атактары жинақтары және кәсіби жарыс қолданбалары үшін моноблокты конструкция анық таңдау болып табылады. Көше үшін оны аз практикалық ететін сипаттамалар — шектеулі ығысу опциялары, жөндеудің қиындығы, премиум бағасы — абсолюттік өнімділік ғана бірден-бір критерий болғанда маңызы жоқ.
Күнделікті жүргізу және көше өнімділігіне байланысты сұрақтар
Сіздің күнделікті пайдаланылатын автомобильіңіз жарыс машиналарына ешқашан кездеспейтін қиындықтармен кездеседі. Шұңқырлар. Автотұрақтардың бордюры. Шиналарды алмастыруға дейінгі айлар. Құрылыс аймақтары. Кейде сіздің дөңгелектеріңізді жалға алынған жабдық ретінде қарастыратын вэлет. Бұл нақтылықтар конструкция түрінің есебін айтарлықтай өзгертеді.
Таза алюминий құймалар күнделікті жүргізу үшін жеткілікті мықты ма? Тек қана стандартты конфигурациядағы, ұқыпты түрде жүргізілетін автомобильдер үшін стандартты құймалар жеткілікті өнімділік көрсетеді. Бірақ сіз құймаланған алюминий дөңгелектердің күштілігі орындалған дөңгелектердің беріктігіне сай келе ме деп сұраған кезде, жауап одан да күрделенеді.
Екі бөлімді шөгітілген конструкция жиі көше үшін өнімділік қолданыстарының ең тиімді тепе-теңдігін қамтамасыз етеді. Сіз шамамен 2,5 есе күштірек болатын құймалы нұсқаларға қарағанда берік материалдың беріктігін аласыз — бұл меншік иелігінің жылдары бойы маңызды практикалық жөндеу мүмкіндіктерімен үйлеседі.
Күнделікті жүргізу мен көше үшін өнімділікке арналған шешім критерийлері:
- Ойыққа төзімділік - Шөгітілген конструкция құймалы дөңгелектерді сындыратын соққыларға төтеп бере алады, бірақ көпбөлімді конструкциялар зақымдалған бөлшектерді дөңгелектің бүкіл бөлігін лақтыру орнына ауыстыруға мүмкіндік береді
- Жол шетіне зақым келу ықтималдығы - Қалалық жүргізуде сыртқы түрдегі зақым келу қаупі артады; бөлшектері болтпен бекітілген екі бөлімді конструкция барабанды толық дөңгелектің құнынан анағұрлым аз шығынмен ауыстыруға мүмкіндік береді
- Жөндеуге деген міндеттеме - Шынайы жөндеу әдеттеріңізді ескеріңіз; бөлшектері болтпен бекітілген көпбөлімді дөңгелектер периодты түрде қосымша құрылғыларды тексеруді талап етеді, ал бұл моноблоктық конструкцияларға қажет емес
- Ұзақ мерзімді иелік - Егермеңізді бірнеше жыл ұзақ уақыт пайдалансаңыз, екі бөлікті конструкцияның қызмет көрсету жеңілдігі бастапқы шығындар жоғары болса да, иеліктің жалпы құнын төмендетуі мүмкін
- Өнімділіктің практикалық қолданысқа қатынасы - Сіз үш бөлікті конструкцияның қызмет көрсетуіне қойылатын талаптарды алуға деген қажеттілікті тудырмай, маңызды салмақтың азаюы мен беріктікті арттыруды қалайсыз
Иректердің жеңілдігі туралы сұрақ контексте қарастырылуы керек. Ия, соққыдан жасалған иректер құймадан жасалған аналогтарына қарағанда біраз салмағын азайтады. Бірақ көшелік пайдалану үшін моноблок пен екі бөлікті конструкция арасындағы әр иекте 0,45–0,9 кг айырмашылық көбінесе сезілетін өнімділік айырмашылығын туғызбайды. Көше үшін пайдаланылатын көліктерде екі бөлікті конструкцияның қызмет көрсетуге ыңғайлылық артықшылығы тиімділігі осы минималды салмақ айырмашылығынан асып түседі.
Көрсетілетін көліктер мен дайындалған жинақтар
Сіз көрсетілім машинасын жинақтағанда немесе агрессивті позиция орнатуға ұмтылғанда, басымдықтар толығымен өзгереді. Орнату дәлдігі ең маңызды болып табылады. Визуалды әсер маңызды. Дайын дөңгелектер ұсынбайтын дәл сипаттамаларға жету мүмкіндігі бүкіл дөңгелек таңдау процесін басқарады.
Дәл осы жерде үш бөлшекті шөген жасалған конструкция өзінің жоғары бағасын алады. Белгіленгендей, саланың талдауы шөгеннен жасалған дөңгелектер көлік құралының сыртқы түрін көтеретін кең класты конфигурациялық опцияларды ұсынады — ал үш бөлшекті конструкция модульді дизайн философиясы арқылы осы артықшылықты максималдандырады.
Көрсетілім машиналары мен тапсырыс бойынша жиналған көліктер үшін шешім қабылдау критерийлері:
- Орнату талаптары - Егер сіздің жинақтауыңыз стандартты дөңгелектер ұсынбайтын нақты ен, оффсет және артқы қашықтық комбинацияларын талап етсе, үш бөлшекті конструкция шынымен шектеусіз сипаттамаларды ұсынады
- Визуалды конфигурациялау - Орталықтар, ішкі цилиндрлер және сыртқы цилиндрлер үшін жеке бояу опциялары басқа конструкция түрлерінде қолжетімсіз визуалды мүмкіндіктерді жасайды
- Қайта жинау мүмкіндігінің құндылығы - Көрсету машиналары жиі бірнеше рет жаңартылады; жеке компоненттерді ауыстыру мен қайта жаңарту ұзақ мерзімді шығындарды төмендетеді
- Болашақтағы икемділік - Дөңгелектерді келешекте жинақтау үшін ауыстыруды жоспарлап отырсыз ба? Үшбөлшекті конструкциялар әртүрлі бөшке сипаттамаларымен қайта конфигурациялануы мүмкін
- Құрылғының эстетикалық түрі - Үшбөлшекті дөңгелектердің айналасындағы көрінетін болттар дизайн элементіне айналады; кейбір жинаушылар нақты осы механикалық түрді қалайды
Үшбөлшекті құрылымның салмағының артуы, техникалық қызмет көрсетудің қажеттілігі мен жоғары құны — негізгі мақсаты табуға болмайтын сипаттамаларға жету және ұзақ мерзімді жөндеуге қабілеттілікті сақтау болған кезде қабылданатын компромисстерге айналады.
Сәйкес келмейтін құрылым түрлерінің салдары
Қолданылуыңыз үшін қате құрылым түрін таңдағанда нақты не болады? Осы салдарларды түсіну сәйкестіктің маңызды екенін негіздеуге көмектеседі.
Жаман жол жағдайларында күнделікті пайдаланылатын моноблок: Сіз максималды беріктікке ие боласыз, бірақ жөндеуге келмейді. Екі бөлікті дөңгелекте жағалау соғысын түзету $400-$800 құрайды, ал енді толық ауыстыру $2000+ құрайды. Дөңгелек тамаша жұмыс істейді, бірақ әрбір қалалық жүргізуде кезекті айыпталушы шығындар иелік құнын көбейтеді.
Жарыс машинасындағы үш бөлікті дөңгелек: Сіз қажет емес баптау мүмкіндігі үшін қосымша салмақ тасымалдайсыз. Маңыздырақ: бірнеше бекіткіштер жол күнінің жылу циклын тексеруді талап етеді – бұл моноблок конструкция толығымен жоюы мүмкін болатын қызмет көрсету жүгін қосады.
Ерекше техникалық сипаттамалары бар көрсетілетін машина үшін екі бөлікті дөңгелек: Екі бөлікті каталогтардағы орналасу және ен комбинацияларыңыз сіздің нақты орнату мақсаттарыңызға жетпейді. Сіз ойлаған позициядан бас тартасыз, себебі нақты талаптарыңызға сай келмейтін конструкция түрін таңдадыңыз.
Таза стандартты коммутаторлық көліктер үшін кез-келген түрдегі ұсталып жасалған дөңгелектер: Сіз қолданбайтын өнімділік артықшылықтары үшін премиалды баға төлеп жатырсыз. Стандартты құйма дөңгелек технологиясы абсолютті тұрғыдан төмен болса да, жол жылдамдығынан аспайтын немесе елеулі кернеу жүктемелерге ұшырамайтын көліктер үшін жиі жеткілікті қызмет көрсетеді.
Кар тиімділігіне арналған ең жеңіл дөңгелектер әрқашан әрбір автомобиль үшін дұрыс дөңгелектер болып табылмайды. Құрылыс түрін нақты пайдалануға, ұмтылатын пайдалануға емес сайлаңыз.
Сіз шеңбер уақытын іздесеңіз де, көрсету машинасын жинасаңыз да немесе күнделікті пайдаланатын көлігіңізден жақсартылған өнімділік алғыңыз келсе де, құрылым түрін таңдау сіздің шағармашылық дөңгелекке инвестиция салуыңыздың потенциалын орындауын анықтайды. Бұл дөңгелектерді жасау процесін түсіну де соншалықты маңызды — бұл шағармашылық құрылыстың неге премиалды баға талап ететінін және өндірушілер арасында сапаның қалай өзгеретінін көрсетеді.

Шағармашылық Дөңгелек Өндіру Процесінің Ішінде
Саймаланған дискілер қалай жасалатынын бірдеңе ойладыңыз ба? Таза алюминийден әдістемелік дайындамадан өңделген өнімге дейінгі жол үшін арнайы машиналар, дәл температураны реттеу және сапаны тексеру қажет, осының бәрі жоғары бағаның дәлелі болып табылады. Бұл өндіріс процесін түсіну саймалау әдісінің неге жоғары өнімділік көрсететінін ашады — сондай-ақ өндірушілердің сапа туралы мәлімдемелерін бағалауға көмектеседі.
Балқытылған алюминий үлгіге құйылатын литейлік әдістерден өзгеше, алюминий дискілерді саймалау кезінде қатты металға экстремалды күштер әсер етеді, бұл оның ішкі құрылымын түбегейлі өзгертеді. Бұл металл формалайтын әдіс саймаланған дискілерді басқа барлық өндіріс әдістерінен ерекшелейтін тығыздық пен дәндердің бағытталуын құрады.
Алюминий дайындамадан дәл компонентке дейін
Өндіру жолы цилиндр тәрізді алюминий болаттарынан басталады, олардың салмағы соңғы дөңгелектің техникалық сипаттамаларына байланысты 40-80 фунт болады. Бұл 6061 алюминий қорытпасының қатты блоктары әлі құрал-саймандардың доңғалақтарын қолдауға арналған шаблондарды шабу үшін қажетті шикізат болып табылады.
Алдын ала қыздыру кезеңі
Қысым алдында болаттарды балқытпай-ақ алюминийді иілгіш ететін дәл температураға жеткізу керек. Шабу процесінің техникалық талаптарына сәйкес материалды металл ағымының оптималды сипаттамалары үшін әдетте 400°C-тан 480°C-қа (750°F-тан 900°F-қа) дейінгі температураға дейін қыздырады.
Бұл кезеңде температураның біркелкілігі өте маңызды. Теңсіз қыздыру болатта температуралық градиенттер туғызады, бұл материалдың біркелкісіздігіне және дайын доңғалақта әлсіздіктердің пайда болуына әкеледі. Сапалы өндірушілер болаттың ішінде қыздырудың біркелкілігін тексеру үшін калибрленген температура сенсорларын немесе инфрақызыл термометрлерді қолданады.
Қыздырылған болат матрицалармен жанасқан кезде жылулық шокты болдырмау үшін өздері алдын ала қыздырылуы керек. Матрицаны дайындау престеу операциясы кезінде материалдың тегіс ағуын қамтамасыз етеді және соғудың сапасына зиян тигізуі мүмкін уақытынан бұрын суынуын болдырмайды.
Престеу Операциясы
Мұнда дөңгелектерді соғу әдеттегі құюдан айтарлықтай ерекшеленеді. Rusch Wheels өндіріс деректеріне сәйкес, дөңгелектерді соғу үшін 12 000 тонналық экстремал қысым беретін престер қолданылады — ал MP Wheels олардың соғылған магний дөңгелектері үшін 10 000 тонналық престі пайдаланады. Бұл үлкен күштер алюминий болатты басқа да метал формалау әдісі арқылы жетуге болмайтын тығыз, жетілдірілген құрылымға ығыстырады.
Престеу кезінде не болады?
- Матрицаның дәлме-дәл орналасуын тексеру - Дәлме-дәл орналасу өлшемдік дәлсіздіктерді немесе дөңгелектің сапасына зиян тигізуі мүмкін теңсіз бет бетін болдырмайды
- Қысымды бақылау - Жүктеме тұрақты түрде бақыланады, оның белгіленген шектерде болуын қамтамасыз ету үшін; асып кетуі немесе жеткіліксіз болуы бөлшектің деформациясына немесе матрицаның толық толмауына әкеледі
- Материал ағынын тексеру - Визуалды немесе машиналық көмекші тексерулер матрица қуыстарының барлық аймақтарына материалдың дұрыс ағуын растайды және толық толмау немесе суық жабылу сияқты потенциалды мәселелерді анықтайды
- Бастапқы геометрияны тексеру - Престеуден кейін доңғалақ үлгісі жиектің пішіні, біліктің өлшемдері мен жалпы симметриясын қоса алганда, дұрыс пішінді визуалды тексереді
Бұл престеу операциясы шойылған доңғалақтарда пайда болатын қуыстар мен әлсіз жерлерді жояды. Нәтижесінде өнімділік ең маңызды болған кезде доңғалақтар ненің негізінде жасалады: бүкіл тақтайша бойынша ұйымдасқан түйіршік құрылымы бар тығыз, біртекті алюминий.
Флаштың алынуы және кесіп тастау
Шаблондау кезінде дөңгелек босағының шеттерінде «шұбар» деп аталатын артық материал пайда болады. Сапа басқару талаптарына сәйкес, шұбардың жойылуы бөлшектің бетіне зақым немесе қисықтық қалдырмай таза орындалуы тиіс. Дәлдікпен қыршалау құралдары маңызды беттердің өлшемдік дәлдігін сақтай отырып, осы артық материалды жояды.
Қыршалаудан кейін өлшемдік тексеру центр, тесік және жүйектің өлшемдері белгіленген допустар шегінде жататынын растайды. Беттің сапасын тексеру дөңгелектің жұмысына немесе доңғалақты орнатуға кедергі жасайтын қырлар немесе тегіс емес шеттер сияқты кемшіліктерді анықтайды.
Жылулық өңдеу және механикалық өңдеу сатылары
Престелген дөңгелек босағы енді жылулық өңдеуге түседі — бұл сапалы шабралған дөңгелектерде кездесетін T6 термиялық өңдеу белгісі арқылы жақсы алюминийді ерекше дөңгелек материалына айналдыратын процесс.
T6 Жылулық өңдеу процесі
Саланың өндірістік сипаттамаларына сәйкес, матадан кейін бұйымдар T6 жылулық өңдеуден өтеді, ол жоғары беріктікке ие, көпбағытты дәнекерлі құрылымды қалыптастырады. Бұл өңдеу екі негізгі кезеңнен тұрады:
Ерітіндіні қыздыру алюминийді жоғары температураға дейін қыздыру, қоспаның ішіндегі магний мен кремний суперқаныққан қатты ерітіндіге еріп кетуіне мүмкіндік береді. Содан кейін дискі тез суытылады — элементтерді еріген күйінде «тартып» қою үшін жылдам суытылады.
Басқарылатын жетілу әрі қарай жүреді, онда диск белгілі бір жоғары температурада нақты уақыт аралығында ұсталады. Бұл еріген қоспа элементтерінің беріктікті, қаттылықты және серпімділікті қосымша салмақ қоспай-ақ қатты арттыратындай етіп бөлінуіне әкеледі.
Жылулық өңдеудің сапа талаптарына сәйкес, терможұп бұл процесс барысында температураның дәлдігін бақылайды. Роквелл немесе Виккерс әдістері бойынша қаттылықты сынау соңғы доңғалақ қаттылығының техникалық талаптарға сай екенін растайды. Металлографиялық талдау арқылы микрокүйді тексеру трещиндер немесе қоспалар сияқты ақаулардың болмауын және біркелкілікті растайды.
CNC Сапалы Машиналанған
Жылулық өңдеуден өткізілген шойыл қазір грубті доңғалақ пішініндей, бірақ соңғы өлшемдер мен конструкциялық ерекшеліктер дәлме-дәл механикалық өңдеуді қажет етеді. Rusch Wheels деректеріне сәйкес, олардың зауыты құймалы доңғалақтарды шығару үшін арнайы 11 CNC машинасы бар — цилиндрлік беттер үшін жоғары концентрлілікті қамтамасыз ететін токарлық станоктар және жоғары қаттылық пен шпиндельдің жылдамдығы арқылы тегіс аяқталған беттерді қамтамасыз ететін фрезерлеу станоктары.
Механикалық өңдеу процесі кезеңдерге бөлінеді:
- Бет бедерін өңдеу - CNC фрезерлер спикалардың үлгілерін жасайды, әр доңғалақ моделін ерекшелейтін визуалды дизайнды жасайды
- Артқы тіреуішті фрезерлеу - Дөңгелекті 180 градусқа бұрғаннан кейін, салмақты мүмкіндігінше азайту үшін артқы жағына жеңілдету үшін кеуектер фрезерленеді
- Ступица мен тесіктің дәлдігі - Дөңгелектің дұрыс отыруы үшін маңызды орнату беттері дәл сипаттамалар бойынша өңделеді
- Жиектің профилін аяқтау - Тежегіш белбеуін орнату беттері дұрыс отыру үшін соңғы өңдеуден өтеді
Сәйкес өндірістік сапа стандарттары , жоғары сапалы CNC машиналарының қолданылуы шойылтпаларда беттік ақауларды азайтса, ең жоғарғы дәлдікке қол жеткізеді. Әрбір дөңгелектің CAD моделі G-Code құру үшін компьютерлік өндіріс бағдарламасын (CAM) пайдаланып бағдарламаланады, бұл дәл құрал жолдарын басқарады.
Қолмен аяқтау және жабын
Дәл өңдеу адам назарын қажет ететін шеттер қалдырады. Салалық практикаға сәйкес, әрбір фрезерленген бөлік жабын дайындауға дейін бірнеше кезеңдегі зақымдан тазарту, қолмен файлдау, буффинг және полировкалау процесінен өтеді. Шеберлер әрбір профильді жетілдіруге иеленеді — соңғы аяқтауға дейін әрбір шет ерекше назар аударады
Баған процесі көп сатылы протоколды басшылыққа алады. Сапалы өндірушілер сұйық бояу мен ұнтақтық баған әдістерінің комбинациясын қолданады: алдымен ұнтақтық баған және күйдіру, одан кейін бояумен бағандау және күйдіру, сосын түссіз ұнтақтық баған және соңғы күйдіру — беріктік пен сыртқы түрді қамтамасыз ету үшін үш рет толық бағандау мен күйдірудің циклі.
Сапаны бақылау: Неліктен ол жоғары бағаны оправдациялайды
Жоғарыда сипатталған әрбір сатыға сапалы шөмілген дөңгелектерді сапасыз өнімдерден ажырататын тексеру процедуралары кіреді. Осы сапа бақылау шараларын түсіну өндірушінің сенімділігін бағалауға көмектеседі.
Бастан Әсер Етпейтін Сынау (БӘЕС)
Тексеру протоколдарына сәйкес, бұйымның жұмыс істеуіне әсер етуі мүмкін ішкі ақауларды анықтау үшін бұйымды бұзуға болмайтын сынақтар қолданылады:
- Ультрадыбыстық тексеру (UT) - Көзге көрінбейтін ішкі трещиндерді немесе қуыстарды анықтау үшін ультрадыбыстық толқындарды қолданады
- Магниттік бөлшектермен сынау (MPT) - Құрылымның беріктігіне әсер ететін беттік және бетке жақын трещиндерді анықтайды
- Бояғыштық проникациялық сынау (PT) - Бояғыштың бетке сіңуі арқылы көзге көрінетін беттік трещиндерді немесе ақауларды көрсетеді
- Рентгендік немесе радиографиялық тексеру - Ең жоғары сезімталдық үшін рентгендік тексеру жасырын ішкі ақауларды анықтайды
Өлшемдік тексеру
Дөңгелектер соңғы кезеңде Координаталық өлшеу машиналары (CMM), дәл өлшеу штангенциркульдері мен микрометрлер көмегімен толық өлшенеді. Rusch Wheels сапасының техникалық шарттары бойынша, айналушы дөңгелектің дөңгелектігін өлшеу — бұл ең маңызды өлшем. Барлық өлшемдердің рұқсат етілген шектерде екенін растау үшін дөңгелектер халықаралық сапа стандарттары SAE-J және JWL бойынша тексеріледі.
Өнімділік сынағы
Инженерлік растау протоколдарына сәйкес әрбір дөңгелек дизайны өндіріс басталмас бұрын әрбір автомобиль қолданысына арналған FEA (соңғы элементтерді талдау) бағдарламасы арқылы жиектеу, радиалды және соққыға сынақтан өтуін модельдеу арқылы SAE, JWL, VIA және TUV стандарттарына сәйкес физикалық сынақтан өтеді.
Қатаң сапа басқару жүйесінің болуы бедеулік дөңгелек жасаушы компаниялардың тексеру инфрақұрылымына үлкен инвестициялар салуының себебін түсіндіреді. IATF 16949 сияқты сертификаттарға ие компаниялар — яғни автомобиль өнеркәсібі үшін сапа басқару стандарты — осы растау стандарттарына байланыстылығын көрсетеді. Мысалы, дәлме-дәл ыстық бейімдеу мамандандырылған Shaoyi (Ningbo) Metal Technology iATF 16949-ға сәйкес сертификатталған сапа басқару протоколдарын автомобильдің ілмегі мен кардандық валдарына қолданады, осылайша автомобиль өнеркәсібінің барлық жоғары өнімді бейімделген бөлшектеріне қолданылатын металлургиялық принциптер мен растау стандарттарының қалай әділетті екендігін көрсетеді.
Бедеулік дөңгелектерді жасау процесі 1000°C астам температура, 12 000 тонналық қысым және әуежаю өнеркәсібі стандарттарына сай келетін сапаны тексеру протоколдарын қажет етеді. Бұл премиум бағалардың және жоғары өнімділіктің себептерін де түсіндіреді.
Шөмілген дөңгелектердің жасалу технологиясын түсіну өндірушілерді бағалау және саналы түрде сатып алу шешімін қабылдау үшін контекст береді. Соңғы бөлім сапа көрсеткіштерін қалай анықтау керектігін және нақты құрылыс қажеттіліктеріңізге сәйкес келетін құрылым түрін таңдау туралы айтады.
Қажетті Шөмілген Дөңгелек Құрылымын Таңдау
Сіз шөмілу технологиясының артқы жағындағы ғылымды зерттедіңіз, әрбір құрылым түрінің сипаттамаларын қарастырдыңыз және қолданбаларды нақты конструкциялармен сәйкестендірдіңіз. Енді іс жүзіндегі қадам келді: маркетингтік абайламаушылықтарға немесе сапа төмендеулеріне түспей-ақ шынымен шөмілген дөңгелектерді сатып алу. Сіз трек үшін ең жақсы шөмілген дөңгелектерді іздестірсеңіз де немесе шынымен пайдалы болатын арзан шөмілген дөңгелектерді іздестірсеңіз де, бұл сатып алу нұсқауы сіздің рынокта сеніммен бағдарлануыңызға көмектеседі.
Жалған дискілер мен құйма дискілерді салыстырған кезде барлық жалған дискілер — бұл алюминий қорытпалы дискілер екенін есте сақтаңыз: айырмашылық негізгі материалда емес, өндіру әдісінде. Бұл кең таралған қате түсініктің себебін түсіндіреді: жалған дискілер алюминийден жасалған ба? Иә, дәлелі мұның бәрі алюминий қорытпасы. Орындалу артықшылығы экзотикалық материалдардан емес, осы алюминий қорытпасының өңделу тәсілінен туындайды.
Құйма немесе жалған дискілер туралы сұрақ шын мәнінде алюминийді құю (балқытып қалыпқа құю) немесе жалғау (қатты заготовкаларды үлкен қысым астында сығу) арқылы жасалғанына байланысты. Екеуі де алюминий қорытпаларын пайдаланады; жалғау әдісі құю кезіндегі табиғи суыту сипаттамаларына сүйенбей, механикалық өңдеу арқылы жоғарырақ материал қасиеттерін қамтамасыз етеді.
Калибеттік Показателдерді бағалау
Шынайы жалған дискілер брендтерін нақты емес мәлімдемелер жасайтын компаниялардан қалай ажыратуға болады? Сертификаттар, сынақ стандарттары мен материалдар туралы құжаттар маркетинг тілінен тыс объективті сапа растауын ұсынады.
Тексеру қажет негізгі сертификаттар
Сәйкес саланың сертификаттау стандарттары , сенімді шаблондық дөңгелек өндірушілер бірнеше негізгі сертификаттарға ие болуы тиіс:
- ISO 9001 - Жобадан бастап тексеруге дейінгі сапа басқару процестерінің тұрақтылығын қамтамасыз ететін сапа басқару жүйелерінің глобалдық стандарты
- JWL және JWL-T - Қоспалық дөңгелектерге қойылатын қауіпсіздік пен сапа талаптарын растайтын жапон стандарттары; жапон шығу тегіне қарамастан, бүкіл әлемде кеңінен танылған
- VIA Сертификаттау - Өндірушілердің өздерінің тұжырымдарынан тыс қосымша тексеруді ұсынатын Жапонияның Көлік Тексеру Ассоциациясының тәуелсіз үшінші тұлға тексеруі
- TÜV сертификаты - Еуропалық нарықтарда жоғары бағаланады, қатаң сапа мен қауіпсіздікке сынақтан өту талаптарына сай келетінін білдіреді
- IATF 16949 - Үздіксіз жақсарту мен ақауларды алдын алуға ерекше назар аударатын өндірістің барлық процестерін қамтитын автомобиль өнеркәсібінің сапа басқару стандарты
IATF 16949 сертификаты ерекше назар аудартуға тиіс. Бұл стандарт автомобиль шаблоны мамандары сияқты сақталады Shaoyi (Ningbo) Metal Technology , бұл өндірушінің автомобиль класына сәйкес компоненттер үшін арнайы әзірленген сапа жүйелерінде жұмыс істейтінін көрсетеді. Жалғастыру компаниясы ілмектер мен кардандық валдар сияқты өнімдер үшін осы сертификаттауды сақтаса, олар премиум дәрежелі доңғалақтарды штамптау кезінде қажет болатын металлургиялық сауаттылық пен сапаны растау протоколдарын көрсетеді.
Сынақ стандарттары мен құжаттама
Сертификаттан тыс, доңғалақ конструкцияларына жүргізілген нақты сынақтардың дәлелдерін талап етіңіз. Доңғалақ сатып алу нұсқауына сәйкес, шынында да штампталған доңғалақтар престің тоннаждығын және жылумен өңдеу журналдарын көрсететін штамптау сертификаттарымен бірге келуі тиіс. Металлургиялық сынақ есептерін немесе рентген тексеру нәтижелерін ұсына алмайтын өндірушілер шынайы штампталған конструкцияны ұсынбауы мүмкін.
Негізгі сынақ құжаттамасы мыналарды қамтиды:
- Соққыға сынақ нәтижелері - Түйіршікті немесе жол шекарасына соққылану сценарийлеріндегі доңғалақтың өнімділігін растайды
- Тозуға сынақ деректері - Қайталанатын кернеу циклдары кезінде ұзақ мерзімді төзімділікті растайды
- Радиалдық жүкке сынақ - Дөңгелектер белгіленген салмақтық жүктемелерді деформацияланбастан шыдайтынын қамтамасыз етеді
- Бұрышта қажу тексеруі - Агрессивті басқару кезінде пайда болатын жанама күштерге дөңгелектің құрылымдық беріктігін сынап тексереді
Сапа бағалау протоколдарына сәйкес осы сынамаларды өткізу арқылы өндірушілер дөңгелектерінің құрылымдық беріктігі мен қауіпсіздігін кепілдеуге мүмкіндік алады, бұл сенімді өнімдерге инвестиция жасап жатқандарына көптеген тұтынушыларға сенімділік бере алады.
Тасымалдайтын желінің ерекшеліктері
Тапсырыспен жасалатын дөңгелек жобалары немесе партиялық сатып алу үшін өндірушінің орналасқан жері жеткізу мерзімдеріне және логистикалық шығындарға әсер етеді. Нинбо порты сияқты ірі көлік шабылдарына жақын орналасқан бекітілген соғу серіктері сатып алу процесін едәуір жеңілдетуі мүмкін. Мысалы Shaoyi Metal Technology осы стратегиялық портқа жақын орналасқан компания, географиялық орны мен сертификатталған өндірістік мүмкіндіктерінің дәлме-дәл соғылған автомобиль компоненттерін әлемдік масштабта тиімді жеткізуге мүмкіндік беретінін көрсетеді.
Құрылым түріңізді таңдау
Сапа көрсеткіштері түсінілгеннен кейін соңғы қадам — құрылыс түрін нақты талаптарыңызбен жүйелі түрде сәйкестендіру. Бұл шешім қабылдау негізі дөңгелек сипаттамалары мен нақты қолдану жағдайлары арасындағы қымбатқа түсетін сәйкессіздікті болдырмауға көмектеседі.
- Негізгі қолданылуыңызды анықтаңыз - Көлікті қалай пайдаланатыныңызға қатысты шынайы болыңыз, оны қалай пайдаланғыңыз келетініне емес. Трекке бағытталған құрылыстар күнделікті жүргізумен салыстырғанда басқа сипаттамаларға басымдық береді. Көрсетілетін көліктердің үй ішіндегі өнімдермен салыстырғанда өзіндік ерекшеліктері бар. Сіздің қолданылуыңыз құрылыс түрлерінің қандай компромистерінің маңызды екенін анықтайды.
- Бюджеттік шектеулерді белгілеңіз - Нақты бағалар талдауына сәйкес шынайы баға санаттарын күтіңіз: бірблокты дәстүрлі деңгейдегі жиынтықтар шамамен 2 095 АҚШ долларынан басталады, орта деңгейдегі екібөлшекті дөңгелектер шамамен 1 100 АҚШ долларынан басталады, ал үшбөлшекті премиум құрылыс 1 680 АҚШ долларынан жоғары болады. Жөндеу, техникалық қызмет көрсету және компоненттерді ауыстыру сияқты болашақтағы шығындарды ескеріңіз.
- Орнату талаптарын анықтаңыз - Стандартты орналасу және ені бір бөлшекті немесе екі бөлшекті құрылымдармен жұмыс істейді. Миллиметрлік дәлдікті талап ететін экстремалды сипаттамалар үшін, ережеге сай, үш бөлшекті құрылым қажет болады. Орнату нұсқаулығына сәйкес сатып алу алдында әрқашан цифрлық конфигуратор көмегімен орнатуды растаңыз және өндірушінің үлгілерін пайдаланып минималды сүзгіштің бос кеңістігін растаңыз.
- Техникалық қызмет көрсетуге дайындық деңгейін бағалаңыз - Бір бөлшекті дискілерге қалыпты доңғалақ қызметінен басқа аса көп назар аудару қажет емес. Екі бөлшекті бұрандалы конструкциялар периодты түрде бұрау моментін тексеруді талап етеді. Үш бөлшекті конструкция регулярлы түрде фурнитураны тексеруді және мүмкін болатын герметикті қызмет көрсетуді талап етеді. Құрылым түрін шынайы техникалық қызмет көрсету әдеттеріңізбен сәйкестендіріңіз.
- Өндірушінің лауазымын растаңыз - Сатып алу алдында сертификаттау құжаттарын, сынақ нәтижелерін және материалдардың техникалық сипаттамаларын талап етіңіз. Бұл құжаттарды ұсынуға қабілетсіз немесе ынтасыз өндірушілер сатылымда көрсетілген сапа деңгейін қамтамасыз ете алмауы мүмкін. Сапаның көрсеткіші ретінде ISO 9001, JWL, VIA және идеялық жағдайда IATF 16949 сертификаттарын іздеңіз.
Жиі кездесетін сатып алушылардың қате түсініктеріне шолу
Нақты сатып алу шешімдеріне әкелмейтін бірнеше қате түсініктерді нарықтағы маркетингтік тіл мен бәсекелестердің тұжырымдамалары таратады. Оларды түсіну дөңгелектерді объективті бағалауға көмектеседі.
"Ротациялық соғу" және "ағынмен соғу" – шынымен соғылған дөңгелектер
Бұрын айтылғандай, бұл терминдер ойыс центрлері бар дәстүрлі құйылған дөңгелектерге қосымша өңдеу жасалатын гибридті өндіру процесін сипаттайды, бұл қасиеттерді жақсартады. Бұлар толығымен соғылған құрылым емес. Дөңгелектің бөшке бөлігі соғылғанға ұқсас сипаттамаларға ие болады, бірақ центрі әлі де құйылған алюминий болып қала береді. Олар толық соғылған дөңгелектермен теңестірілмейді, бірақ стандартты құюдан гөрі төменірек бағаға нақты өнімділікті жақсарту мүмкіндігін ұсынады.
"Арзан шөйген жүректер" премиалық нұсқалармен бірдей өнімділік көрсетеді
Шөйген жүректердегі баға айырмашылықтары шынымен сапа айырмашылықтарын көрсетеді. Зерттеулерге сәйкес, бюджеттік сатып алушылар жиі кәсіби орнатуды өткізіп жіберуге және сапаны тексеруден өтуге тырыспауға қатты қиналады. Күдікті төмен бағалар материалдардың сапасында, жылу өңдеуде немесе тестілеу растауда үнемдеу белгісі болуы мүмкін. Арзан шөйген жүректер бар, бірақ ең арзан нұсқалар шынымен шөйген өнімділікті сирек ұсынады.
"Брендіне қарамастан барлық шөйген жүректер бір-біріне алмастырылады"
Әртүрлі шөйген жүректер брендтері әртүрлі сапа стандарттарын, тексеру протоколдарын және материал спецификацияларын сақтайды. Сәйкес растау нұсқауына , шөйген сертификатын қажет етіңіз, онда престің тоннаждығы мен жылу өңдеу журналдары көрсетілген болуы керек. Шыны шөйген жүректерде үлкейткенде көрінетін біркелкі дән ағыны бар және құю жіктері жоқ. Металлографиялық зертханалық есептерді ұсына алмайтын сатушылардан аулақ болыңыз.
дөңгелек шөмілтілген болса, құрылыс түрінің маңызы жоқ
Бұл мақалада құрылыс түрінің дәлме-дәл баптау мүмкіндігін, жөндеуге ыңғайлылығын, техникалық қызмет көрсету талаптарын және салмақ сипаттамаларын анықтайтыны кеңінен көрсетілген. Моноблок, екі бөлшекті және үш бөлшекті құрылыс әртүрлі қолданыстарға оптималды қызмет етеді. Құрылыс түрін ескермей, тек «шөмілтілген» деп белгілеуге негізделіп таңдау күтілмеген нәтижелерге әкеледі.
шөмілтілген дөңгелектер тек жарыс көліктері үшін ғана
Қолданыс талдауына сәйкес, шөмілтілген дөңгелектер күнделікті жүріс үшін де нақты пайда әкеледі: отынның тиімділігін арттыру (электрокөліктерде емес, шамамен 0,5-1 MPG жақсару), жеткізу реакциясының жақсаруы және жолдағы қауіп-қатерлерге қарсы мықтылық. Айналу массасын азайту тікелей тиімділікті және басқаруды жақсартатын 300 ат күшінен астам өндіретін немесе үлкен жүкті тасымалдайтын көліктер үшін олардың қажеттілігі дәлелденген.
Сіздің автокөлігіңізге ең жақсы сәйкес келетін мықты дөңгелектер — бұл нақты қолданылуыңызға, бюджетіңізге және техникалық қызмет көрсетуге деген шешімділігіңізге сәйкес келетін дөңгелектер, міндетті түрде ең қымбат немесе ең жеңіл нұсқа болуы керек деген шарт жоқ.
Мықты дөңгелектердің құрылымдық түрлері, сапаның көрсеткіштері және практикалық таңдау критерийлері туралы толық түсінікке ие болып, сіз ұзақ мерзімді пайда әкелетін шешімдер қабылдауға дайынсыз. Сіз арнайы трек үшін, назар аудартатын шоу-автокөлік немесе сыныбынан жоғары жұмыс істейтін күнделікті пайдаланылатын машина жинасаңыз да, нақты талаптарыңызға сәйкес келетін мықты құрылымдық түрді таңдау сіздің инвестицияңыздың әр рет жүргізген сайын пайда әкелуін қамтамасыз етеді.
Мықты дөңгелектердің құрылымдық түрлері туралы жиі қойылатын сұрақтар
1. Дөңгелектердің құрылымының ең жақсы түрі қандай?
Моноблоктан жасалған шөмілгіш дөңгелектер өз ерекшелігінен-ақ салмаққа қатынасы мен құрылымдық бүтіндігінде мықты болуы арқасындегі өнімділікке қол жеткізу үшін ең жоғарғы деңгей болып табылады. Олар құймалы дөңгелектерге қарағанда шамамен 25-30% жеңіл, ал беріктігі бойынша 3 еседей артық. Дегенмен, «ең жақсы» конструкция қолданылуыңызға байланысты — моноблок трек үшін үздік нәтиже көрсетеді, екі бөлікті нұсқа күнделікті пайдалану үшін жөндеуге ыңғайлы және тепе-теңдік орнатады, ал үш бөлікті нұсқа көрсету машиналары мен ерекше орнату талаптары үшін максималды дәрежеде баптау мүмкіндігін береді.
oEM дөңгелектері құймалы ма, әлде соғылған ба?
Көбінесе зауыттық OEM дөңгелектері құймалы алюминийден жасалады. Соғылған дөңгелектер, әдетте, тек өндірушілер қосымша құнын оправдай алатын жоғары өнімділік немесе люкс автокөліктерде қолданылады. Мысалы, BMW-дың толық M модельдері жиі соғылған дөңгелектермен жабдықталады, ал стандартты нұсқалары құймалы конструкцияны пайдаланады. Нақты дөңгелегіңіздің конструкциясын өндірушінің техникалық сипаттамалары немесе материалдар туралы құжаттама арқылы тексеруге болады.
соғылған және ағыммен пісірілген дөңгелектердің айырмашылығы неде?
Толығымен шөмілген дөңгелектер 8000-12000 тонналық қысым астында сығылған қатты алюминий болванкалардан толығымен өңделеді, бүкіл денеде жоғары деңгейдегі дәнекер құрылымын қамтамасыз етеді. Ағымды формаланған дөңгелектер құймалы алюминийден басталады, содан кейін тек қобыша бөлігі роликтер астында қыздырылып созылады, осы аймақта шөмілгенге ұқсас қасиеттерге ие болса да, орталық бөлігі құймалы күйінде қалады. Ағымды формаланған дөңгелектердің құны төменірек және құймалы дөңгелектерге қарағанда 15-25% жеңіл болады, алайда толығымен шөмілген дөңгелектер құрылымдық тұтастықтың толық сақталуымен 25-30% салмақты азайтады.
4. Шөмілген дөңгелектер қосымша құнын ақтайды ма?
300 ат күшінен асатын қозғалтқыш қуаты бар, трекке бағытталған немесе шыдамдылық талап ететін көліктер үшін ұсталып жасалған дөңгелектердің бағасы оправданылады. Оларға жатпайтын салмақтың азаюы арқасында бір турдың уақыты 0,3-0,4 секунд қысқаруы, отын тиімділігінің 0,5-1 MPG-ге жақсаруы, тежеу жүйесінің жауап беру мүмкіндігінің артуы және жолдағы қауіп-қатерлерге төзімділіктің әлдеқайда жоғары болуы сияқты нақты пайдалары бар. Тек қана қалыпты жағдайда ұстаушылықпен жүріп жүретін серіктестік көліктер үшін стандартты құймалы дөңгелектер төменірек құнымен жеткілікті қызмет көрсетуі мүмкін.
5. Зақымдалған ұсталып жасалған дөңгелектерді жөндеуге бола ма?
Жөндеуге жарамдылық конструкция түріне байланысты. Моноблоктан жасалған соғылма дөңгелектерді жөндеу қиын — айтарлықтай зақым көбінесе толық ауыстыруды талап етеді. Екі бөлшекті болтпен бекітілетін конструкциялар құмыраны $400-$800-ға ауыстыруға мүмкіндік береді, ал толық дөңгелекті ауыстыру $2000-ден жоғары тұрады. Үш бөлшекті конструкция ең жақсы жөндеуге жарамды нұсқаны ұсынады, онда орталық, ішкі немесе сыртқы құмыра компоненттерін жеке-жеке ауыстыруға болады. Бұл ұзақ мерзімді қайта жинауға мән беретін қолданушылар үшін үш бөлшекті дөңгелектерді идеалды етеді.