 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

CNC бөлшектерінің негізі: Машина компоненттерінен дайындалған қосымша бөлшектерге дейін
CNC бөлшектері деген не және оның маңызы қандай
"CNC бөлшектері" деген сөзді іздеу кезінде нәтижелердің бағыттары толығымен әртүрлі болып көрінуі мүмкін, сондықтан сіз шатастыруға ұшырай аласыз. Сіз фрезерлеу станогыңыздың ауыстырылатын шпинделін бе іздейсіз немесе келешектегі жобаңыз үшін дәлдікпен өңделген алюминийдің кронштейндерін бе қажет етесіз? Бұл шатастыру пайда болады, себебі бұл термин сатып алушылар, техниктер мен инженерлер күнделікті кездестіретін екі толығымен әртүрлі санатты қамтиды.
Станок компоненттері мен өңделген өнімдер
Бұл негізгі айырмашылықты түсіну сізге сағаттармен өтетін қиыншылықтардан және потенциалды түрде қымбат тұратын қателерден құтылуға көмектеседі. "CNC бөлшектері" деген сөз тіркесі CNC станогының өзін құрайтын ішкі компоненттерін де, сонымен қатар осы станоктармен жасалатын аяқталған өнімдерді де білдіреді. Автокөлік бөлшектерін іздеу кезінде сіз қозғалтқыштың астындағы бөлшек пе немесе тапсырыс бойынша жасалған кузов панелін бе іздейсіз дегенін білмей іздеуді елестетіңіз —бұл көптеген адамдардың осы терминологиямен жұмыс істеген кезде кездестіретін қиындық.
Ауыстыруға арналған компоненттерді сатып алушылар үшін бұл анықтық сіз CNC Router Parts LLC сияқты станоктар құрылғыларын таратушыға немесе қосымша өңдеу қызметіне хабарласуға болатынын анықтайды. Техникалық қызмет көрсету жұмыстарын жүргізетін техниктер CNC станогының бөлшектерін дәл диагностикалау үшін түсінуі тиіс, ал өнімдерді жобалаушы инженерлер белгілі дәлдік шектері мен материалдық қасиеттері бар өңделген бөлшектерді талап етеді.
CNC бөлшектерінің терминологиялық бөлінуін түсіну
Сіздің жағдайыңызға қай санаттың қолданылатынын тез анықтауға көмектесу үшін, төмендегі бөліністі қарастырыңыз:
| Категория | Анықтама | Міндеттер | Кімге қажет |
|---|---|---|---|
| CNC станогының компоненттері | CNC станогын құрайтын ішкі бөлшектер | Айналдырғыштар, шарлы винттар, сызықты бағыттаушылар, қадамдық электрқозғалтқыштар, басқару құрылғылары | Станок иелері, техникалық қызмет көрсету техниктері, станок жасаушылар |
| CNC өңделген өнімдер | CNC жабдықтарын пайдаланып өндірілген қосымша бөлшектер | Алюминийдің кронштейндері, болаттан жасалған валдар, пластиктен жасалған корпуслар, латуннан жасалған қоспалар | Өнімді жобалаушылар, өндірушілер, сатып алу бойынша мамандар |
Бұл нұсқаулықтың барлық бөлімдерінде CNC-компоненттерінің екі тобы бойынша толық ақпарат келтірілген. Сіз цехтағы тозған CNC бөлшегін анықтауға тырыссаңыз немесе әуе-ғарыш қолданысы үшін қосымша өңделген компоненттерді таңдасаңыз, келешектегі бөлімдер сізге дұрыс шешім қабылдауға көмектесетін тәжірибелік білім береді.
Әрбір CNC машинасының ішіндегі негізгі компоненттер
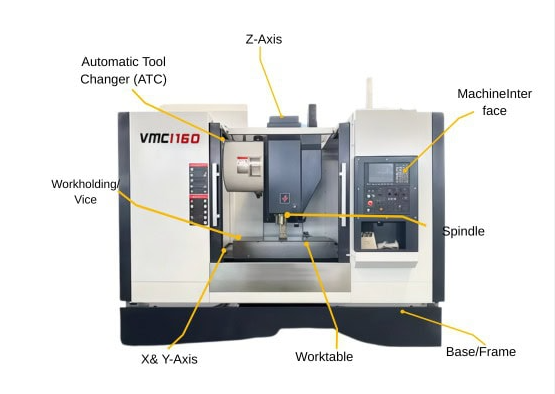
Сіз CNC машинасының қаптамасының астында ненің болып жатқанын ескергеніз бар ма? Көптеген нұсқаулықтар тек компоненттердің атауларын тізіп шығады, ал бұл CNC машинасының бөлшектері қалай жұмыс істейді және бір-бірімен қалай ықпалдасады — бұл сізді пассивті пайдаланушыдан проблемаларды диагностикалауға, өнімділікті оптимизациялауға және ақылды сатып алу шешімдерін қабылдауға қабілетті адамға айналдырады. Енді CNC жүйесінің негізін құрайтын төрт негізгі компоненттер тобын қарастырайық.
Дәлме-дәл қозғалысқа мүмкіндік беретін механикалық компоненттер
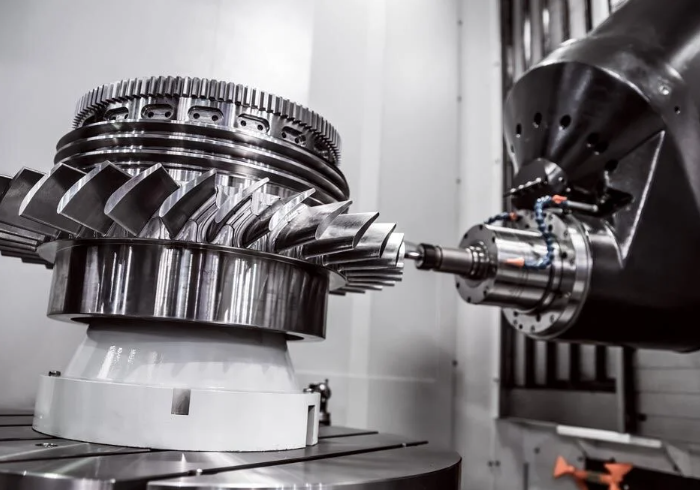
CNC машинасының механикалық жүйелері цифрлық командаларды физикалық қозғалысқа аудару тамаша дәлдікпен. Бұл CNC машинасының компоненттері құралдар мен өңделетін бұйымдарды олардың қажетті орындарына микрон дәлдігімен орналастыру жауапкершілігін алады.
- Spindles: Кез келген CNC машинасының айналып тұратын жүрегі — шпиндельдер, олар қиылатын құралдарды бірнеше жүздеген мен он мыңдаған айналым/мин жылдамдықта ұстайды және қозғалтады. Жоғары жылдамдықты шпиндельдер материалды тиімді өңдеу үшін қажетті кесу қуатын қамтамасыз етеді және беттің сапасын сақтайды.
- Шарлы ілгерілемелі винттар: Бұл дәлдікпен өңделген тісті валдар электрқозғалтқыштардан келетін айналмалы қозғалысты сызықты қозғалысқа айналдырады. Салалық нормаларға сәйкес шарлы винттар жоғары жылдамдықты берумен қатар өте жақсы қозғалыс тиімділігін және минималды жылу шығарумен сипатталады. Олардың циркуляцияланатын шарлы роликтері люфтты толығымен жояды, бұл сырғанау механизмдері қол жеткізе алмайтын дәлдікпен орналастыруды қамтамасыз етеді.
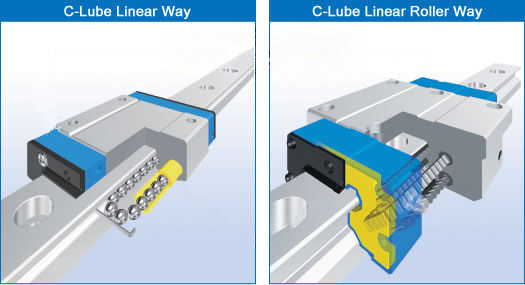
- Сызықты бағыттаушылар (рельстер): Сонымен қатар, олардың атауы — сырғымақ рельстер немесе сызықтық сырғытқыштар; бұл компоненттер қозғалыс осьтерін олардың жүру траекториясы бойынша ұстап, бағыттайды. Қазіргі заманғы сызықтық бағыттаушыларда сырғып қозғалу орнына домалақ үйкеліс қолданылады, сондықтан үйкеліс коэффициенті дәстүрлі сырғымақ бағыттаушыларға қарағанда шамамен 1/50-ге дейін төмендейді. Бұл қатты төмендеу қозғалыстың тегіс болуын, энергия тұтынуының азаюын және компоненттердің қызмет ету мерзімінің ұзаруын қамтамасыз етеді.
- Рулонды және сақиналы подшипниктер: Айналып және сырғып қозғалатын барлық компоненттерді ұстай отырып, дәлдікке ие подшипниктер ауыр жүктемелер мен жоғары жылдамдықтар кезінде үйкелісті азайтып, тесіктердің тым тар шектерін сақтайды.
Бұл механикалық компоненттерді іздейтін құрметті құрылғы жасаушылар мен өзіңіз жасаушылар үшін OpenBuilds Part Store сияқты таратушылар модульді шешімдер ұсынады, олар кәсіби деңгейдегі сапа стандарттарын сақтай отырып, өзіңіз жасаған құрылғыларды құру процесін жеңілдетеді.
CNC операцияларын қоректендіретін электрлік жүйелер
Күрделі болып көрінеді ме? Электрлік компоненттерді CNC құрылғыңыздың бұлшықеттері мен жүйке жүйесі ретінде қарастырыңыз — олар дәл және үйлесімді қозғалыс үшін қажетті қуат пен кері байланыс қамтамасыз етеді.
- Сервоқозғалтқыштар: Тек айналып отыратын қарапайым моторлардан айырмашылығы, сервомоторлар өздерінің орнын үнемі бақылап, реттейтін жабық цикл жүйелерінде жұмыс істейді. Сервомотор контроллермен және кері байланыс құрылғысымен бірігіп, тұйық цикл жүйесіне айналады.
- Степперлік қозғалтқыштар: Бұл қозғалтқыштар дискрет бұрышты қадамдармен қозғалады, бұл оларды кодтаушы кері байланыс күрделілігісіз дәл орналасуды қажет ететін қосымшалар үшін идеалдық етеді. Олар көбінесе кіші CNC маршрутизаторларында және 3D принтерлерде кездеседі.
- CNC қозғалтқыштар: Cnc қозғалтқышы басқару сигналдарын моторларды дұрыс қуаттандыруға күшейтеді. Қазіргі заманғы қозғалтқыштар қозғалтқыштың жылдамдығы мен моментін ерекше тиімділікпен реттеу үшін импульс енінің модуляциясын (PWM) пайдаланады. PWM толқын формалары моторына модуляциялық сигналдарды береді, онда ұзағырақ қосылған импульстер көбірек кернеу береді және айналымды жеделдетеді.
- Сенсорлар мен кодтаушылар: Орын кодтаушылар, шекті коммутаторлар және жақындық датчиктері дәл өңдеу үшін қажетті кері байланыс циклін қамтамасыз етеді. Бұл құрылғылар басқару жүйесіне осьтің орналасуын, құралдың болуын және қауіпсіздік жағдайларын үздіксіз хабарлайды.
- Қоректендіру көздері: Тұрақты, таза қуат беру электр шуының орналасудың дәлдігіне әсер етуіне жол бермейді. Сонымен қатар, сапалы электр тогы да сезімтал электрониканы кернеудің жоғарылауы мен ауытқуынан қорғайды.
Басқару архитектурасы және бағдарламалық қамтамасыз етуді интеграциялау
Басқару жүйесі барлық машинаның қызметін үйлестіретін ми болып табылады. G-кодты жүктегенде, бұл компоненттер командаларды түсіндіріп, аяқталған бөлімді шығаратын қозғалыстардың симфониясын ұйымдастырады.
- CNC басқарушылары: Бұл арнайы компьютерлер машиналау бағдарламаларын өңдейді және әрбір оське арналған координацияланған қозғалыс командаларын шығарады. Басқарушылар PID (пропорционалды, интегралды, туынды) алгоритмдерін қолданады қалыптастырылған және нақты позициялар арасындағы айырмашылықты үнемі азайту, кесулеріңіздің дәл белгіленген жерге түсуін қамтамасыз ету.
- Адам-машина интерфейсі (HMI): Қосқыш экрандары, пернетақталар және дисплей панельдері операторларға бағдарламаларды жүктеуге, параметрлерді реттеуге және машинаның жай-күйін нақты уақытта бақылауға мүмкіндік береді.
- Бағдарламалық интерфейстер: CAM бағдарламалық жасақтамасы құрал жолдарын жасайды, ал постпроцессорлар оларды машинаға тән кодқа аударады. Қазіргі CNC аксессуарлары жиі қашықтан бақылау және бағдарламаны беру үшін желілік қосылымды қамтиды.
- Қозғалыс басқару карталары: ПК-ға негізделген жүйелерде арнайы қозғалыс басқару аппараттары тегіс, үйлестірілген көп осьті қозғалыс үшін қажетті нақты уақыт есептеулерін жүргізеді.
CNC машинасының нақтылығы бір бөлшектен емес, механикалық, электрлік және басқару жүйелерінің бір-бірімен қалай байланыс жасап, бір-біріне байланысты өзгерістерді қалай өтейтінінен көрінеді.
Бұл үш жүйе дербес әрекет етпейді. Сервомотор өсін қозғаған кезде сызықтық бағыттаушы тегіс қозғалысты қамтамасыз етеді, шарлық бұранда айналу қозғалысын сызықтық қозғалысқа түрлендіреді, энкодер орынды растайды, ал басқару құрылғысы қозғалтқыш сигналын реттейді — бұлар бір секунд ішінде мыңдаған рет қайталанады. Бұл интеграцияланған тәсіл әрбір компонент санатында сапаның маңыздылығын түсіндіреді: тізбектегі кез келген әлсіз буын барлық жүйенің өнімділігін нашарлатады.
Бұл негіз дайын болғаннан кейін сіз осы маңызды компоненттерді шығару үшін қандай материалдар қолданылатынын және осы таңдаулардың машинаңыздың дәлдігін қанша уақыт бойы сақтауына қалай әсер ететінін ойлануыңыз мүмкін.
CNC компоненттерінің надежділігін қамтамасыз ететін материалдар
Сіз қашанда болса да, ось 20 000 айн/мин жылдамдықпен жылдар бойы істейтінін немесе сызықтық бағыттаушылардың тұрақты үйкеліс кезінде микрон деңгейіндегі дәлдікті сақтайтынын қалай түсіну керек екенін ойланғансыз ба? Бұл құбылыстың себебі — қатаң таңдалған материалдарда: әрбір материал өзінің қолданылуына қойылатын талаптарға сәйкес белгілі қасиеттері бойынша таңдалады. Осы материалдық таңдауларды түсіну сізге компоненттің сапасын бағалауға , қызмет ету мерзімін болжауға және CNC-жабдықтарыңыздың бөлшектері үшін ақылды алмастыру шешімдерін қабылдауға көмектеседі.
Неге материалдың таңдалуы компоненттің қызмет ету мерзімін анықтайды
Әрбір CNC-компоненті әртүрлі түрлердегі кернеулерге ұшырайды: механикалық жүктемелер, үйкеліс, жылу бөлінуі және сыртқы орта әсері. Өндірісте қолданылатын материалдар бұл барлық қиындықтарға бір уақытта шешім ұсынып, мыңдаған жұмыс сағаты бойы өлшемдік тұрақтылықты сақтауы керек.
Жоғары жылдамдықта өңдеу кезінде осьтің роликті тірек ішінде не болатынын қарастырыңыз. Тіректің жолақтарына әсер ететін факторлар:
- Циклдық кернеу: Шарлар беттер бойынша миллиондаған рет домалап өткен кезде қайталанатын жүктеме қою мен түсіру
- Үйкеліс жылуы: Қатаң кесу операциялары кезінде 150°C-тан асатын температуралар
- Ластану әсері: Енуге тырысатын суытқыш шашыратпасы, металдың ұнтақтары және ауадағы бөлшектер
- Дәлдік талаптары: Жылулық кеңеюге қарамастан тұрақты қалуы керек микрондармен өлшенетін дәлдік шектері
Сондықтан осьтік роликті тірекшелерде AISI 52100 сияқты арнайы хромды болат қорытпалары қолданылады. Материалтану ғылымының принциптері бойынша, бұл болат жылумен өңделгеннен кейін өте жоғары қаттылыққа (60–64 HRC) ие болады және қаттылыққа төзімділікті сақтайды. Хром мөлшері — шамамен 1,5% — орташа коррозияға төзімділік қасиетін қамтамасыз етеді және тірек қимасы бойынша қаттылануды жақсартады.
Шарлық ілмектер (шарлық винттар) ұқсас қиындықтарға ұшырайды, бірақ оларға қосымша күрделілік қосылады: олар айналмалы қозғалысты шамамен нөлдік соққыдан тәуелсіз сызықтық қозғалысқа айналдыруы керек. Өндірушілер әдетте винт осі мен гайканың өңдеуі үшін қаттылатқан легирленген болаттарды қолданады, жиі индукциялық қаттылату немесе азоттау сияқты беттік өңдеулермен қоса. Бұл процестер тозуға төзімді қатты сыртқы қабықша мен соққы жүктемелеріне төзімді берік ішкі қабат — дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлірек айтқанда, дәлі......
Қаттылатқан болат пен алюминийдің CNC құрылысындағы салыстырмалы қолданылуы
Кез келген станок цехында жүріп өтсеңіз, CNC станоктарының құрылысында болат пен алюминийдің кеңінен қолданылатынын байқайсыз — бірақ олар өте әртүрлі орындарда қолданылады. Бұл кездейсоқ емес; бұл беріктік, салмақ, жылулық қасиеттер мен құны арасындағы негізгі компромиссті көрсетеді.
Қаттылатқан болат басымдыққа ие болатын орындар:
- Сызықтық бағыттаушы рельстер: Бұл мамандандырылған бөлшектердің беткі қаттылығы әдетте 58–62 HRC болатын жақсартылған болаттан жасалуы керек, себебі олар микрондар шегінде жазықтық пен түзусызықтықты сақтай отырып, домалақ элементтердің әсерінен тозуға төзімді болуы керек. Жұмсақ материалдар тезден ойықтарға ұшырайды, нәтижесінде орналастыру дәлдігі жоғалады.
- Айналу осьтері: Көп көміртекті аспаптық болаттар кесу күштерінен туындайтын иілу күштеріне төзімді болады және экстремалды айналу жылдамдықтарында концентриялықты сақтайды.
- Шарлы ілгерілемелі винт құрылғылары: Жоғары контакттық кернеулер мен тұрақты қозғалыс қосындысы ең жоғары циклдық беріктікке ие материалдарды талап етеді — мұндай қасиет тек сапалы болат қорытпаларында ғана болады.
Алюминийдің артықшылығы көрінетін жерлер:
- Станок құрылымдары мен рамалары: Алюминийдің өте жақсы күш-саппоры қозғалыстағы массаны азайтады, ол қаттылықты төмендетпей-ақ тез үдеу мен баяулауға мүмкіндік береді.
- Гантри жүйелері: Төмен салмақ двигателдердің аз қуатты жұмсаумен жоғары жылдамдыққа жетуін және жетек компоненттеріндегі тозу деңгейінің төмендеуін қамтамасыз етеді.
- Жылу шашушылар мен двигатель орындары: Алюминийдің жылу өткізгіштігі (болатқа қарағанда шамамен бес есе жоғары) двигателдер мен жетектерден жылуды тиімді шашады.
Кейбір CNC компоненттерін өндірушілер сондай-ақ белгілі бір қолданыстарда мыс пен қалайы қорытпаларын қолданады. Сіз мыс сақиналарын өздігінен майланатын қасиеттері мен коррозияға төзімділігі өте қаттылықтың қажеттілігінен артық болатын ескі немесе арнайы машиналарда көре аласыз. Қалайы қорытпалары, атап айтқанда фосфорлы қалайы, оператордың күшін азайтатын төмен үйкеліс коэффициентіне ие болғандықтан, қолмен реттеуге арналған басқару винттерінде қолданылады.
Полимерлер мен инженерлік пластмассалар қазіргі заманғы CNC дизайнында өздеріне арналған нишаларды құрды. Ацеталь (POM/Delrin) жедел әсер ететін гайкаларда жеңіл жағдайлар үшін қолданылады, ол өте жақсы өлшемдік тұрақтылық пен төмен үйкеліс коэффициентін қамтамасыз етеді және болатқа қарағанда көп есе арзан тұрады. PTFE негізіндегі материалдар химиялық төзімділік пен өте төмен үйкеліс маңызды болған жағдайларда — мысалы, подшипник беттері мен салондар ретінде — қолданылады.
Дұрыс материалды дұрыс қолдану саласында қолданған кезде ол өзін қоршаған машинаға қарағанда ұзағырақ қызмет ете алады — ал дұрыс материалды дұрыс емес қолдану саласында қолданған кезде ол тез қирауы мүмкін.
Ауыстыру бөлшектерін бағалай немесе өз машинаңызды жаңартқан кезде, материалдың таңдалуы ұзақ мерзімді өнімділікке қалай әсер ететінін ескеріңіз. Жеткілікті қаттылыққа ие болмаған болаттан жасалған арзан сызықтық бағыттаушы бастапқыда ақша үнемдейді, бірақ тез тозу дәлдіктің жоғалуы мен жиі ауыстырулар арқылы көп ақша тұрады. Осы материалдық негіздерді түсіну сізді бөлшектерді сатып алуға ғана емес, тұрақты өнімділікке инвестициялауға жетелейді — бұл компоненттердің сапасы өңделетін бөлшектерге қалай тікелей әсер ететінін түсінуге әкеледі.
Машина компоненттерінің сапасы өніміңізге қалай әсер етеді
Дәл шахталардың партиясын өңдеуді елестетіңіз, бірақ барлығы бір ось бойынша 0,05 мм-ге артық болып шығады. Сіз G-кодыңызды тексересіз — ол дұрыс. Сіздің құралдарыңыз жақсы көрінеді. Сіздің жұмыс ұстағыштарыңыз берік. Онда қате қайдан пайда болды? Жауап жиі көз алдыңызда: сіздің машинаңыздағы CNC өңдеу бөлшектері қабылданатын дәлдік шектерінен тыс өнім алу үшін жеткілікті деңгейде тозған.
Ішкі компоненттердің жағдайы мен дайын бұйымның сапасы арасындағы байланыс тек теориялық емес — ол өлшенеді, болжанады және кез келген адам үшін міндетті түрде маңызды cNC өңдеу өнімдерін шығаратын тұрақты дәлдікті талап ететін.
Компоненттің тозуы қалай бұйымның ақауларына айналады
Сіздің CNC станогыңыздағы әрбір механикалық компонент бірте-бірте тозады. Бұл қиындық туғызатын нәрсе — тозу қатты көрінбейді: ол баяу қозғалады, жиі автоматты түзету немесе оператордың реттеулерімен жасырылады, дейін бірден сіздің бұйымдарыңыз бақылаудан өтпей қалады.
Шарлы ілгектің тозуы және орналасу қателері
Шарлы ілгектер тозған кезде, шарлар ілгек тістерімен тұрақты түрде жанаспайды. Бұл кері жүру — яғни электрқозғалтқыш айналады, бірақ ось қозғалмайды — азғантай «өлі аймақ» пайда болады. Токарьлық CNC бұйымдарында кері жүру мыналарға әкеледі:
- Қарама-қарсы бағытта өңделген элементтердегі өлшемдік айырымдар
- Шынындағы шеңберлер емес, сәл эллипсті пішіндер беретін шеңберлі интерполяция
- Жұмыс бетінің ұзындығы бойынша аздап өзгеретін тістің қадамдары
- Келу бағытына байланысты орын ауысатын иық орындары
Артқы люфті 0,02 мм болатын шарлық винт сияқты көрінуі мүмкін, бірақ ±0,01 мм дәлдікпен бөлшектерді өңдеген кезде бұл люфт басқа айнымалыларды ескермей-ақ барлық қателік бюджетіңізді толығымен тұтып алады.
Біліктің айналуы мен беттің жабылуының проблемалары
Біліктің айналуы — бұл айналатын біліктің идеалды концентрикалықтықтан қанша ауытқуы. Сіз кесу құралын ұстаған кезде, айналу құралдың номиналды диаметрінен сәл үлкен шеңбер бойымен қозғалуына әкеледі. Бірақ шынайы зияны беттің жабылуында көрінеді.
0,01 мм-дік айналу орталығынан ауытқуы бар ось әрбір кесу жетегін шамалы өзгертілген құралға айналдырады. Бір жетек тереңірек кеседі, келесісі — бетіне қарағанда терең емес, бұл өңделген беттерде сипатты толқындылық үлгісін тудырады. Алюминий сияқты жарқырағыш материалдарда бұл толқындылық қарапайым көзбен көрінеді. Дәлме-дәл тығыздау беттерінде ол функционалдық ақауларға әкелуі мүмкін.
Жетектеу жүйесінің сапасы мен қайталанушылығы
Сіздің жетектеу жүйесіңіз — моторлар, энкодерлер және күшейткіштер бірлесіп жұмыс істейді — машинаңыздың әрқашан бірдей орынға қайтуының тұрақтылығын анықтайды. Төмен сапалы жетектер немесе тозған компоненттер мыналарды туғызады:
- Контурлау кезінде беттің жаңғыруын өзгертетін жылдамдық толқыны
- Тез бағыт өзгерістері кезінде жинақталатын қателердің қадамы
- Ұзақ мерзімді жұмыс істеу кезінде моторлар қызуына байланысты жылулық ауытқу
- Құралдың қосылу бұрыштарына әсер ететін тұрақсыз үдеу
Машина мен өңделетін бұйым арасындағы дәлме-дәл тізбек
Мұны көптеген операторлар білмейді: бірнеше компоненттерден туындайтын қателер жай ғана орташа емес — олар біріктіріледі. Бұл ұғым — «допусктардың қосылуы» деп аталады және бірнеше «қабылданған» компоненттің жағдайы бар машина әлі де қабылданбайтын бөлшектер шығаруын түсіндіреді.
Шарлық винттың люфті, сызықтық бағыттаушылардың тозуы, шпиндельдің радиалды тербелісі және энкодердің шешімділігіндегі қателер бірігіп кеткенде, жалпы орналастыру белгісіздігіңіз жеке сипаттамалардың қосындысынан асып кетуі мүмкін — нәтижесінде шекті түрде қабылданған компоненттер жиынтығы ретінде қабылданбайтын жүйе өнімділігіне айналады.
Сіз тесікті номиналды орнынан ±0,025 мм ішінде орналастыруыңыз қажет болатын типтік фрезерлеу операциясын қарастырыңыз:
| Қате көзі | Типтік үлес | Жинақталған әсер |
|---|---|---|
| X осі бойынша шарлық винттың люфті | ±0.008мм | 0.008мм |
| Y осі бойынша шарлық винттың люфті | ±0,006 мм | 0,014 мм |
| Сызықтық бағыттаушылардың түзусызықтығы | ±0.005мм | 0,019 мм |
| Аспап ұшындағы шпиндельдің радиалды тербелісі | ±0.008мм | 0,027 мм |
Бұл жағдайда әрбір компоненттің тозу шегі әдеттегі шектерге сыйып тұрса да, олардың қосынды әсері сіздің 0,025 мм-лік дәлдік талабыңызды асырып тастайды. Сондықтан критикалық CNC өңдеу өнімдерін шығаратын өндірушілер тек минималды қабылданатын стандарттарға ғана емес, сонымен қатар қатаң компоненттердің жағдайына қойылатын шектерге де қатаң талап қояды.
Сапалы компоненттердің өзін-өзі қайтару себебі
Жоғары сапалы компоненттерге инвестициялау — бұл тек қағаздағы техникалық сипаттамаларды іздеу емес. Бұл — ұзақ қызмет көрсету аралығында тиісті дәлдікті сақтау, яғни тікелей мыналарға алып келеді:
- Қабылданбаған бұйымдардың азаюы және қалдықтардың азаюы
- Калибрлеу мен реттеу арасындағы аралықтың ұзаруы
- Жаңа жұмыстар бойынша бірінші үлгілердің қабылдануының тұрақтылығы
- Бұйымдардың тұрақты түрде дәлдік шегінде болуы салдарынан бақылау уақытының қысқаруы
- Техникалық қызмет көрсету тоқтатулары арасындағы машина жұмыс істеу уақытының ұзаруы
Сіздің машинаңыздың ішкі компоненттерін сіздің аяқталған өніміңіз сапасына байланыстыратын дәлдік тізбегі оның ең әлсіз буынындай ғана берік. Бұл қатынасты түсіну сізге техникалық қызмет көрсетуге инвестицияларды басымдықпен жасауға, сапа мәселелерін олардың көзінде анықтауға және компонентті алмастыру қажеттілігі әрі қарай реттеу мен компенсациялауға қарағанда тиімдірек болған кезде шешім қабылдауға мүмкіндік береді.
Бұл сапалық байланыстарды тани отырып, табиғи түрде келесі сұрақ туындайды: нақты компоненттер қашан орнықтырылуға тиіс деңгейге дейін тозғанын қалай білуге болады?
CNC бөлшектерінің қашан алмастырылуы керек екенін анықтау
Сіз байқадыңыз ба, соңғы кезде сіздің бөлшектеріңіз дұрыс өлшенбей тұр? Немесе шпиндельден бұрынғы айда болмаған жаңа дыбыс шығып тұр ма? Сіз қашан CNC ауыстыру бөлшектерін тапсыру керегін, ал қашан бағдарламаныңызды реттеу немесе болтты ғана қатайту керегін қалай білесіз? Қалыпты жұмыс істеу мен жақындағы апат арасындағы айырмашылықты білу сізді қымбат тұратын авариялық тоқтатулардан сақтайды — сонымен қатар шығындардыңызға әсер ететін қалдық бөлшектердің пайда болуын болдырмаған.
Қиындық осында: CNC сақтандыру бөлшектері әдетте ескертусіз түрде толықтай шығып қалмайды. Олар көбінесе баяу тозады, ал бұл процесті компенсациялық алгоритмдер немесе оператордың реттеулері жасыруы мүмкін. Апат анық көрінген кезде сіз әдетте апталар бойы шекті сападағы бөлшектер шығарып келесіз. Енді тәжірибелі техниктердің проблемаларды ерте анықтау үшін қолданатын ескерту белгілеріне тоқталайық.
Компоненттің шығып қалуының көрінетін ескерту белгілері
Сіздің көзіңіз — сіз неге назар аудару керектігін білген кезде қуатты диагностикалық құрал болып табылады. Көптеген CNC станоктарының бөлшектері функционалдық зақымдануға дейін көрінетін өзгерістер арқылы өз жағдайларын хабарлайды.
Шарлық винттар мен сызықтық бағыттаушылар:
- Түсінің өзгеруі немесе қараюы: Шарлық винттың осіндегі жылу әсерінен пайда болған түс өзгерістері майлау қабатының бұзылуын немесе артық үйкелісті көрсетеді — бұлар екеуі де тездетілген тозуға алып келеді
- Көрінетін тозу іздері: Транспорттық кареткалардың қозғалысы кезінде сызықтық бағыттаушы рельстерінде жарқыраған, полировкаланған жолдар қиратушы қоспалардың әсерін немесе жеткіліксіз майлауды көрсетеді
- Питтинг немесе спаллинг: Шарлық винттың резьбалы бетіндегі кішкентай кратерлер немесе бөлінулер циклдық тозу зақымының басталғанын көрсетеді — бұл жағдайда бөлшекті алмастыру өте қажет
- Қызмет көрсету немесе коррозия: Дәлме-дәл беттерде тіпті незақымдалған беттік тотығу да қорғаныш майлау қабатының жойылғанын көрсетеді
Валдар мен жағындылар:
- Майлағыштың ағуы: Валдың тығыздағыштарынан май немесе майлағыштың біршама мөлшерде шығуы тығыздағыштың тозуын және ішке ластану енгізуінің болуын көрсетеді
- Құрал ұстарындағы күйік іздері: Құралдар орналасатын жерлердегі түсінің өзгеруі айналу осінің ауытқуының артуынан пайда болатын үйкеліс жылуын көрсетеді
- Суытқыштағы металл бөлшектері: Суытқыш ыдысыңыздағы жарқыраған жапырақшалар көбінесе тозған вал жағындыларынан пайда болады
Электр компоненттері:
- Күйген иіс немесе түсінің өзгеруі: Қозғалтқыш корпусы немесе жетек бірліктеріндегі қараңғыланған аймақтар қызуға ұшыраған оқиғаларды көрсетеді
- Ашылып кеткен немесе жарылған сым оқшауламасы: Әсіресе, кабельдік тасымалдаушыларда қайталанатын иілу салдарынан материалдың әлсіруі басталады
- Коррозияға ұшыраған қосылыстар: Электрлік контакттарда жасыл немесе ақ тұнбалар пайда болуы кедергіні арттырады және кейде ақауларға әкеледі
Ауыстыру уақытын көрсететін өнімділік белгілері
Сіздің CNC сақтандыру бөлшектеріңіз істен шыға бастаған кезде машина оның әрекеті арқылы сізге хабарласады — егер сіз құлақ түріп отырсаңыз. Бұл өнімділік белгілері көбінесе көрінетін белгілер айқын көрінгенге дейін пайда болады.
Өлшемдік ауытқу көрсеткіштері:
- Бір ось бағытында тұрақты түрде шектен тыс немесе шектен төмен өлшемдегі бөлшектер
- Тексеру кезінде дөңгелек пішінді элементтердің сопақша пішін қабылдауы
- Келу бағытына байланысты орын ауысу қателері (классикалық люфт белгісі)
- Машина қызған сайын өндіріс циклы бойынша өлшемдердің ауытқуы
- Сменаның аяғына қарай төмендейтін бірінші бөлімнің дәлдігі
Бетінің өңделу сапасының төмендеуі:
- Алдын ала тегіс беттерде пайда болатын толқындылық үлгілері
- Дәлелденген жылдамдықтар мен берілулерді қолдана отырып да пайда болатын вибрациялық ізбелер
- Бірдей операциялар арасындағы жабдықтау сапасының тұрақсыздығы
- Қорытынды өңдеу өтістерінен көрінетін құрал іздері
Есту арқылы ескерту белгілері:
Тәжірибелі операторлар өз машиналарының дыбыстарын ажыратуды үйренеді. Дыбыстар өзгерген кезде, механикалық жағынан неше-неше өзгеріс болғанын көрсетеді:
- Үйкеліс немесе сығылу дыбыстары: Тегіс қозғалыс болуы керек жерде металл-металл арасындағы тікелей контакт — негізінен сызықтық бағыттаушылардың ластануын немесе майланбауын көрсетеді
- Қопарылыс немесе шарттау дыбыстары: Әсіресе бағытты ауыстырған кезде — шарлық винт гайкасының тозуын немесе механикалық қосылыстардың босауын көрсетеді
- Жоғары жиілікті құлындау: Айналу осінің айналу жылдамдығы артқан сайын көтерілетін тірек дыбысы — тіректің тозуын немесе дұрыс емес алдын ала керілуін көрсетеді
- Құрқылдау немесе құрқылдаған дыбыс: Қозғалтқыштардан немесе беріліс қораптарынан шығатын төмен жиілікті тербеліс дыбыстары тіректің нашарлауын көрсетеді
- Кездейсоқ құлындау: Белдікпен ілгерілетілетін айналу осінде жиі белдіктің керілуін реттеу мәселелеріне немесе белдік шегінің тірегінің тозуына байланысты болады
Алдын алушылық пен реакциялық ауыстыру стратегиялары
Бұл белгілерді түсіну маңызды шешім қабылдауға алып келеді: сіз CNC машиналары үшін бөлшектерді белгіленген мерзім бойынша ауыстырасыз ба, әлде белгілер пайда болған кезде ғана әрекетке көшесіз бе?
Реакциялық ауыстыру бөлшектерді тапсыру алдында анық зақымдану белгілерін күтеді. Бұл тәсіл бөлшек қорының шығындарын азайтады, бірақ жоспарланбаған тоқтап қалу қаупін туғызады. Бұл тәсіл елеулі емес компоненттер үшін немесе резервті қуаты бар машиналар үшін қанағаттанарлық деңгейде жұмыс істейді.
Алдын алу мақсатындағы ауыстыру компоненттердің ауыстырылуын жұмыс істеу сағаттарына, циклдарға немесе календарлық уақытқа негіздейді — олардың көрінетін қалпына қарамастан. Бұл стратегия тоқтап қалу шығындары компоненттердің құнынан едәуір асып түсетін өндірістік орталар үшін қолайлы. Мысалы, маңызды білік тірек қосымшалары әлі де қанағаттанарлық деңгейде жұмыс істесе де, әрбір 8 000 жұмыс істеу сағатынан кейін ауыстырылуы мүмкін.
Жиі қолданылатын гибридті тәсіл — негізгі көрсеткіштерді бақылау, компоненттер жаңа болған кезде базалық өлшемдерді орнату және олардың тозуы белгіленген шектерге жеткен кезде, бірақ апатқа дейінгі уақытта ауыстыру.
Дұрыс майлану ауыстырулар арасындағы аралықты әлдеқайда ұзартады. Сызықтық бағыттаушылар мен шарлық резьбалық винттер үшін Mobil SHC 220 майы сияқты сапалы майларды қолдану металл-металл жанасуын болдырмауға көмектесетін қорғаныш қабатын сақтайды. Көптеген цехтар SHC 220 немесе оған теңестірілген синтетикалық майларды стандарттандырады, себебі олардың жоғары термиялық тұрақтылығы мен ұзақ қызмет ету мерзімі дәстүрлі майларға қарағанда қосымша құнын оправдациялайды.
Ауытқуларды алғаш рет байқаған кезде — оларды көрмей қалғанға дейін күтпей, толықтыру бөлшектерін тапсырыс берудің ең жақсы уақыты.
Спиндельдің роликті тірек бұрандалары, шарлы бұранда гайкалары және жетек белбеушелері сияқты маңызды CNC толықтыру бөлшектерінің кіші қорын құру — ауытқулар пайда болған кезде авариялық жағдайда қиындыққа ұшырамай, өзіңізге ыңғайлы уақытта ауыстыруды жоспарлауға мүмкіндік береді.
Қай компоненттерді ауыстыру керектігін анықтағаннан кейін келесі қиындық — әсіресе станоктарыңызда стандартты және лицензияланған компоненттердің араласын қолданған кезде — үйлесімді бөлшектерді табу.
Станоктар бойынша CNC бөлшектерінің үйлесімділігін түсіну
Сонымен, сіз тозған шарлық винт немесе жұмыс істемейтін қозғалтқышты анықтадыңыз — енді қиын бөлігі келді. Сіз оны кез келген тәжірибелі тұтынушыдан тапсырыс бере аласыз ба, әлде машинаңыздың алғашқы өндірушісінен ғана сатып алуға мәжбүрсіз бе? Жауап сіздің CNC машиналарыңыздың бөлшектері өнеркәсіптік стандарттарға сай келе ме, әлде иелік дизайндарын қолдана ма — осыған байланысты.
Брендтерге қарамай жұмыс істейтін стандартталған компоненттер
Алдымен жақсы жаңалық: көптеген маңызды CNC компоненттері брендтер арасында үйлесімділікті қамтамасыз ететін халықаралық стандарттарға сай келеді. Бұл CNC машиналарына арналған стандартталған бөлшектер сізге тауып алу бойынша икемділік береді және негізгі өндірушіден тыс жоғары сапалы опцияларға жиі қатынас қамтамасыз етеді.
Таралған стандартталған компоненттерге мыналар жатады:
- Сызықтық бағыттаушылар мен рельстер: Көптеген өндірушілер рельстердің ені, каретканы орнату үлгілері мен биіктік сипаттамалары үшін ISO өлшемдік стандарттарына бағынатын болады. Бір өндірушінің 20 мм енді сызықтық бағыттаушысы әдетте басқа брендтің сәйкес моделімен ауыстырылуға болады.
- Шарлы ілгерілемелі винттар: Диаметр, ілгерілеме және орнату өлшемдері жиі DIN немесе JIS стандарттарына сәйкес келеді. Алайда, алдын ала жүктеме сипаттамалары мен шарларды қайтару жүйелері өндірушілер бойынша өзгеруі мүмкін.
- Қадамдық және серво қозғалтқыштар: NEMA рамалық өлшемдер (NEMA 17, NEMA 23, NEMA 34) орнату тесіктерінің үлгісі мен валдың өлшемдерін стандарттауға арналған. Метрикалық эквиваленттер IEC стандарттарына сәйкес келеді.
- Спиндельдің құралдарының интерфейстері: BT, CAT, HSK және басқа конустық жүйелер қатаң халықаралық спецификацияларға бағынады, сондықтан бірдей конустық стилін қолданатын әртүрлі машина брендтерінде құрал ұстағыштарын пайдалануға болады.
- Электрлік қосқыштар: Көптеген жетектер мен басқару құрылғылары RS-485, EtherCAT немесе Modbus сияқты стандартты қосқыш түрлері мен байланыс протоколдарын қолданады.
Стандартталған CNC бөлшектерді сатып алған кезде негізгі техникалық сипаттамаларға назар аударыңыз: жүктеме шегі, дәлдік дәрежелері және алдын ала қысу класстары. A брендінің C3 дәлдікті баллық винті B брендінің C3 винтімен тең деңгейде жұмыс істеуі тиіс — осы ауыстырымдылықты қамтамасыз ету үшін ғана осы классификациялық жүйе қолданылады.
Патенттелген бөлшектерге байланысты қиындықтарды шешу
Мұнда компоненттерді іздеу күрделенеді. Көптеген станок жасаушылар қызмет көрсету табысын бақылауда ұстау үшін немесе өздерінің конструкциялары стандартты емес сипаттамаларды талап ететіндіктен, арнайы (патенттелген) компоненттерді әдетте мақсатты түрде қолданады.
Жиі патенттелген компоненттерге мыналар жатады:
- CNC басқару жүйелері мен HMI панельдері: Бағдарламалық және аппараттық интеграция әдетте сізді түпнұсқалы өндірушінің экожүйесіне бекітеді
- Айналу осі картридждері: Қосымша подшипник орналасуы, суыту каналдары және сенсорлардың интеграциясы көбінесе OEM-ге арналған ауыстырғыш бөлшектерді талап етеді
- Арнайы сервомоторлар: Нақты өнімділік шегі үшін жобаланған машиналарда стандартты емес орамдары, энкодерлері немесе орнату конфигурациялары бар қозғалтқыштар қолданылуы мүмкін
- Арнайы жетек күшейткіштер: Әсіресе басқару архитектурасы қазіргі байланыс стандарттарынан бұрын пайда болған ескі машиналарда
Кез келген алмастыру бұйымын тапсырыс бермес бұрын осы маңызды сипаттамаларды құжаттаңыз:
- Электрлық талаптар: Кернеу, ток рейтингілері, фазалық конфигурация және қосқыштардың шығыс бұрандалары
- Физикалық өлшемдер: Орнату тесіктерінің орналасуы, біліктердің өлшемдері және габариттік шектеулер
- Интерфейс протоколдары: Байланыс стандарттары, энкодер түрлері және кері байланыс сигналы форматтары
- Техникалық сипаттамалар: Айналу жиілігі рейтингілері, момент қисықтары, дәлдік класстары және жылулық шектеулер
Ауыстыру нұсқаларын салыстырған кезде, осы факторларды мұқият ескеріңіз:
| Есептеме | OEM бөлшектері | Кейіннен сату бөлшектері |
|---|---|---|
| Сапаны қамтамасыз ету | Кепілденген сәйкестік; сіздің нақты машина модельіңіз үшін сынақтан өткен | Кеңістігі өте көп; жоғары сапалы қосымша өндірушілердің өнімдері OEM сапасымен теңестірілуі немесе оны асып түсуі мүмкін |
| Кеңес беру қарым-қатынасы | Әдетте 12–24 ай; орнату қолдауын қамтиды | Жиі 6–12 ай; тек компоненттің ақауына ғана қатысты |
| Баға | Жоғары баға (қосымша өндірушілердің өнімдеріне қарағанда жиі 30–100% қымбат) | Стандартталған компоненттер бойынша қолдауға болатын қатты үнем |
| Заманауи мезгіл | Сирек кездесетін модельдер үшін әдетте апта немесе айларға созылуы мүмкін | Көптеген тарату арналарынан жиі тезірек қолжетімділік |
| Техникалық қолдау | Өндірушіден толық қолданбалы қолдау | Спецификацияларға шектелген; интеграция жауапкершілігі сіздікі |
| Машина кепілдігіне әсер ету | Оригинал кепілдік статусын сақтайды | Жаңа машиналардың кепілдігін бұзуы мүмкін; орнатудан бұрын растаңыз |
Тәжірибелі тәсіл? Құрылымдық, қауіпсіздікке өте маңызды немесе кепілдікке әсер ететін компоненттер үшін OEM бөлшектерін қолданыңыз. Сызықтық бағыттаушылар, шариктік ілмектер және стандартты рамалы электрқозғалтқыштар сияқты стандартталған CNC бөлшектері үшін техникалық сипаттамалары нақты сәйкес келетін және үнемдеу интеграцияға қосымша күш жұмсауға тұрған бағасын оправданатын сапалы қосалқы нарық көздерін таңдаңыз.
Совместимость ескерілген кезде сіз CNC бөлшектерінің теңдеуінің екінші жағын — көптеген әртүрлі салаларда қатаң қолданысқа арналған дәлме-дәл бейнелерді жасайтын осы машиналардың жасаған қосымша дәлме-дәл бөлшектерін зерттеуге дайын боласыз.

Дәлме-дәл қолданыстар үшін қосымша CNC өңделген бөлшектер
Енді CNC машиналарының жұмыс істеуін қамтамасыз ететін ішкі компоненттерін зерттегеннен кейін, біз толығымен көзқарасты өзгертеміз. Ал осы машиналардың нақты қандай өнімдерін шығаратыны қалай? Таңдалған CNC бөлшектері — бұл CNC технологиясының шығыс жағын білдіреді: дәл сипаттамаларға сәйкес дәлдікпен жасалған компоненттер, мұнда «жеткілікті жақын» деген ұғым жеткіліксіз болып табылады.
Сіз жаңа өнімнің прототипін әзірлейтін болсаңыз немесе толық өндіріске көшетін болсаңыз, CNC өңдеу процесінің қалай таза материалдарды аяқталған бөлшектерге айналдыратынын түсіну сізге тараптармен тиімді қарым-қатынас жасауға және негізделген сатып алу шешімдерін қабылдауға көмектеседі.
Таңдалған CNC компоненттеріне сүйенетін салалар
CNC-тің өңдеуі тәжірибелік түрде әртүрлі салаларда дәлдікпен жасалатын өндірістің негізіне айналды. Өндіріс саласының сарапшыларына сүйенсек, CNC-тің өңдеуі күрделі геометриялық пішіндерді тым тар шектерде жасау мүмкіндігіне байланысты аэроғарыш, автомобиль, медициналық, роботтектес және өнеркәсіптік жабдықтар өндірісі салаларында кеңінен қолданылады. Алайда, әрбір сала нақты қандай компоненттерді талап етеді?
Аэроғарыш және қорғаныс:
- Экзотикалық қорытпалармен өңделетін турбиналық жапырақшалар мен қозғалтқыш компоненттері
- Салмақ пен беріктік арасындағы қатынасқа қатысты қатаң талаптар қойылатын конструкциялық кронштейндер мен қосылу элементтері
- Күрделі ішкі өткелдері бар гидравликалық коллекторлар
- Авионика және бағдарлау жүйелері үшін дәлдікпен жасалған корпус элементтері
Автокөлік:
- Қозғалтқыш блоктары, цилиндр басы және беріліс қораптары
- Тұрақты сызықтық дәлдікті талап ететін ілініс компоненттері
- Қауіпсіздік шектері шартты емес тежеу жүйесінің бөлшектері
- Жарыс және қосымша нарыққа арналған қосымша өнімдер үшін қосымша жасалған бөлшектер
Тиімді құралдар:
- Биологиялық үйлесімділігі бар материалдар мен айна сияқты жылтыр беті бар хирургиялық құралдар
- Титан мен медициналық сапалы қорытпалардан жасалған ортопедиялық импланттар
- Дәл сенсор орналастыру құрылымдары бар диагностикалық құрылғылардың корпусы
- Науқасқа тән геометриялық параметрлерге қолданысқа ие болатын протездік компоненттер
Роботика және автоматизация:
- Актуаторлардың корпусы мен буын компоненттері
- Қосымша орнату пластинкалары мен конструкциялық рамалар
- Дәл беріліс механизмі компоненттері мен валдардың қосылу элементтері
- Соңғы әсер етуші құрылғылар мен ұстағыш механизмдер
Әдетте өнеркәсіптік өндірушілерге ғана қолжетімді болған, өзінше жасауға арналған CNC компоненттері хоббиистер мен жасаушылар үшін жеке тәртіпте дайындау мүмкіндігін ашты. Сызықтық ұшақтардың каркасынан бастап механикалық пернетақталардың пластиналарына дейін CNC кесілген бөлшектер жеке тұлғаларға өз дизайндарын кәсіби деңгейдегі дәлдікпен нақты физикалық нысанға айналдыруға мүмкіндік береді.
Прототиптен өндіріске дайын бөлшектерге дейін
Неліктен CNC өңдеу дәл компоненттер үшін идеалды? Дәлдік маңызды болған кезде бұл технология неге басымдыққа ие болатынын, идеядан аяқталған бөлшекке дейінгі жол көрсетеді.
Тәжірибелік CNC бөлшектердің жұмыс үдерісі:
1. Жобалау және инженерлік
Әрбір тәжірибелік CNC бөлшегі CAD-модельден басталады — бұл әрбір өлшемді, дәлдікті және беттің жағын өңдеу талаптарын анықтайтын цифрлық кескін. Инженерлер соңғы бөлшекке қойылатын маңызды сипаттамаларды, материалдың таңдалуын және геометриялық дәлдіктерді анықтайды.
2. CAM бағдарламалауы
CAM бағдарламасы сіздің жобаңызды құралдың қозғалыс траекториясына — яғни кесу құралының нақты қозғалыс жолына — аударады. Бағдарламашылар сіздің нақты материалыңыз бен геометрияңызға сәйкес келетін кесу стратегияларын, берілу жылдамдығын, айналу жиілігін және құралдардың ретін таңдайды.
3. Материалды таңдау
Дұрыс материалды таңдау — орындалу талаптарын, өңделу қабілетін және құнын теңестіру болып табылады. Кеңінен қолданылатын нұсқалар:
- Алюминий қорытпалары (6061, 7075): Өте жақсы өңделу қабілеті, жақсы беріктік-салмақ қатынасы, коррозияға төзімділік
- Коррозияға төзімді болаттар (303, 304, 316): Қатал орталардағы коррозияға төзімділік, әртүрлі өңделу қабілеті
- Көміртекті болаттар (1018, 4140): Құны төмен, беріктігі жоғары, қаттылығын арттыру үшін жылумен өңдеуге болады
- Титан құймалары: Ерекше беріктік-салмақ қатынасы, биологиялық үйлесімділік, өңдеу қиындығы
- Инженерлік пластмассалар (Delrin, PEEK, Nylon): Жеңіл салмақты, химиялық тұрақты, электрлік оқшауланған
4. Өңдеу операциялары
Нақты кесу процесі материалды өте жоғары дәлдікпен алып тастайды. CNC өңдеуі кесу, бұрғылау, фрезерлеу және иілу процестерін автоматтандырады, осылайша өндірілетін әрбір бөлшектің дәлдігі мен тұрақтылығы қамтамасыз етіледі. Көп осьті станоктар шығарылатын бөлшектерге шамамен кез келген бұрыштан жақындай алады, бұл қолмен өңдеу әдістерімен іске асыру мүмкін емес элементтерді жасауға мүмкіндік береді.
5. Сапаны растау
Дайын CNC кесілген бөлшектер координаталық өлшеуіш машиналары (CMM), оптикалық салыстырғыштар немесе дәл өлшеуіш құралдары арқылы тексеріледі. Маңызды өлшемдер тапсырыс берілген техникалық талаптарға сәйкес құжатталады және бөлшектерді жіберуге дейін тексеріледі.
CNC өңдеуінің нағыз құндылығы сізге бірдей бөлшектер қажет болған кезде анықталады — бұл екі прототип немесе екі мың өндірістік бірлік болса да, әрбір бөлшек белгіленген допустимдік шектерінде цифрлық модельге сәйкес келеді.
Бұл қайталанғыштық — медициналық құралдар, аэроғарыш және автомобиль өнеркәсібі сияқты ауытқуларға толеранттылығы нөлге тең болатын салалардың CNC технологиясына қаншалықты көп сүйенетінін түсіндіреді. Хирургиялық құрал бірінші немесе он мыңшы өңделген бұйым болса да, бірдей жұмыс істеуі тиіс.
Қатаң талаптар қойылатын қолданбалар үшін, әсіресе қауіпсіздік пен сенімділік басты маңызға ие болатын автомобиль компоненттері үшін, дұрыс өндіруші серіктесті таңдау өзінің дизайнды таңдауға тең маңызға ие болады. Сапасын расталған және берік сапа жүйелері бар тараптар сіздің қосымша CNC бөлшектеріңіздің тұрақты түрде техникалық талаптарға сай келуін қамтамасыз етеді — бұл тақырып сіз технологияны түсінуден өз жобаларыңызға компоненттерді нақты тауып алуға көшкен кезде қарастыруға құнды.
Сенімді CNC бөлшектерінің тараптарын таңдау
Сіз өзіңіздің бөлшегіңізді жобалағансыз, материалды таңдағансыз және дәлелдеу шектерін орнатқансыз. Енді сіздің жобаңыздың сәтті немесе сәтсіз болуын анықтайтын шешім келді: өндіріске қай CNC өңдеу бөлшектерінің тәжірибелі тұтынушысына сенуге болады? Тұтынушылар арасындағы айырмашылық әрқашан баға ұсынысынан анық көрінбейді. Сапа сертификаттары, өндіріс процестерін бақылау және жеткізу мүмкіндіктері сапалы бөлшектерді тұрақты түрде өндіретін өндірушілерді, ал мерзіміне бейімделе алмай, қабылданбаған бөлшектермен қиындыққа ұшырайтын өндірушілерден ажыратады.
Сіз прототиптік санын сатып аласыз ба немесе ұзақ мерзімді өндірістік қарым-қатынас орнатасыз ба — дәл CNC станоктарында өңделетін бөлшектердің жоғары сапалы тұтынушыларын орташа деңгейдегілерден ажырататын факторларды түсіну сізге қымбатқа түсетін қателерден аулақ болуға және сенімді жеткізу тізбегін құруға көмектеседі.
Өндірістік үздіксіздікті көрсететін сертификаттар
Сертификаттарды тұтынушының резюмесі ретінде қарастырыңыз — олар нақты өндірістік мамандықтар бойынша расталған біліктілікті көрсетеді. Көптеген сертификаттар бар болса да, белгілі бір сертификаттар дәл CNC өңдеу қолданбалары үшін ерекше маңызға ие.
IATF 16949: Автомобильдық өнеркәсіптегі алтын стандарт
Егер сіз автомобиль қолданбалары үшін компоненттерді сатып алып жүрсеңіз, IATF 16949 сертификаты міндетті талап – ол опциялық емес. Бұл стандарт негізгі сапа басқаруынан әлдеқайда кеңірек. Согласно санаттық Сертификация Талаптары , IATF 16949 өндірушілердің сериялық бөлшектерді ең аз ақаулармен шығару үшін іске асыруға тиіс бес негізгі құралды анықтайды:
- APQP (Алдын ала өнім сапасын жоспарлау): Өндіріс басталмас бұрын қауіптерді жоюға бағытталған тұрақты өндіріс процестерін дамытуға арналған құрылымдалған тәсіл
- FMEA (Сәтсіздік тәртібі мен әсерін талдау): Потенциалды конструкциялық және технологиялық сәтсіздіктерді жүйелі түрде анықтау және олардың әсерін азайту
- SPC (Статистикалық өндіріс басқаруы): Ақауларды туғызатын ауытқуларды уақытылы анықтау үшін маңызды технологиялық параметрлерді нақты уақыт режимінде бақылау
- MSA (Өлшеу Жүйесін Талдау): Бақылау құралдары мен әдістері сенімді, қайталанатын өлшеулер беретінін растау
- PPAP (Өндірістік бөлшекке келісім беру процесі): Тағайындалған тапсырыс берушінің талаптарына сәйкес бөлшектерді тұрақты түрде шығара алатынын көрсететін құжаттама
Бұл интеграцияланған құралдар ақауларды тек анықтауға ғана емес, олардың пайда болуын алдын алуға бағытталған сапа экожүйесін құрады. Егер CNC бөлшектерін жеткізуші серіктес IATF 16949 сертификатына ие болса, сіз автомобильдік деңгейдегі сапа жүйелерін меңгерген ұйыммен жұмыс істейсіз.
ISO 9001: Әмбебап сапа негізі
Автомобильге қатысы жоғары қолданыстар үшін ISO 9001:2015 сертификаты тұтынушының құжатталған сапа басқару процестерін ұстанатынын растайды. IATF 16949-ға қарағанда бұл сертификат біраз жеңіл болса да, ол тұрақты сапаға, ізділікке және үнемі жақсартуға деген ұмтылысты көрсетеді.
Қоршаған орта мен энергия бойынша сертификаттар
Барынша көп жағдайда тауарларды сатып алу тобы тұтынушылардың тұрақты даму бойынша сертификаттарын бағалайды. ISO 14001-2015 қоршаған орта бойынша сертификат шығарылатын зиянды заттардың мөлшерін, материалдарды өңдеуді және қалдықтарды азайтуды қамтитын қоршаған ортаны басқару жүйелерін көрсетеді — бұл факторлар корпоративтік тұрақты даму туралы есептер мен жауапкершілікті тауарларды сатып алу бағдарламалары үшін маңызды.
Сіздің қажеттіліктеріңізге сай тұтынушы мүмкіндіктерін бағалау
Сертификаттар есікті ашады, бірақ жобаның сәттілігін анықтайтын — сіздің нақты талаптарыңызға қолданбалы тұтынушы қабілеттерін сәйкестендіру. Төменде CNC машина бөлшектерінің тұтынушыларын таңдаған кезде тәжірибелі сатып алу мамандары қандай факторларды бағалайды.
Статистикалық процестік бақылау қол жетімділігі
Потенциалды тұтынушылардан өндіріс циклы кезінде олар қандай әдіспен маңызды өлшемдерді бақылайтынын сұраңыз. Сапаға бағытталған өндірушілер процесстің қабілеттілігін нақты уақытта бақылау үшін статистикалық процессті бақылауды (SPC) қолданады. Тұтынушыларды бағалау бойынша ең жақсы тәжірибелерге сәйкес, берік сапа бақылау жүйелері маңызды параметрлер үшін SPC диаграммаларын қамтуы керек, сонымен қатар ауытқулар пайда болған кезде процесстің бақылау шектері мен әрекет жоспарларын белгілеу керек.
SPC қолданатын тұтынушы ауытқуға бейімделген бөлшектерді шығарып жібермей-ақ, оны алдын ала анықтайды. Оны қолданбасаңыз, сіз проблемаларды анықтау үшін соңғы тексеруге сүйенесіз — бұл кезде қалдықтар әлдеқашан пайда болған болады.
Жеткізу мерзімі және жауапкершілік
Бөлшектер кешігіп келсе, өндірістік қабілет ештеңе білдірмейді. Тәжірибелі тұтынушыларды бағалағанда қалыпты жеткізу мерзімдерін ғана емес, қажет болған жағдайда жеткізуді жылдамдай алу қабілетін де ескеріңіз. Кейбір сертификатталған өндірушілер жылдам жауап беруге арналған тапсырыстар үшін арнайы қуатты сақтайды — тұтынушылар өз операцияларын икемділікке негіздейтін болса, бір жұмыс күні ішінде жеткізу мерзімдері маркетингтік фантазия емес.
Мысалы, Shaoyi Metal Technology iATF 16949 сертификатымен расталған тұтынушылардың сапа жүйелерін жылдам жеткізумен қалай үйлестіретінін көрсетеді; олар автокөлік саласына арналған дәл компоненттерді өндіреді, ал жеткізу мерзімдері «уақытында ғана» өндіріс талаптарын қолдайды.
Жабдықтар мен қуатты бағалау
Тұтынушының құрылыс-техникалық паркін түсіну оның шынайы мүмкіндіктерін ашады. CNC қызмет көрсетушілерді бағалағанда станоктардың жасын, техникалық қызмет көрсету графигін және технологиялық жаңалығын бағалаңыз. Кәдімгі емес жабдықпен жұмыс істейтін CNC бөлшектер бөлімі қазіргі заманғы станоктардың әдеттегідей орындайтын аз шектеулер мен күрделі геометриялық пішіндерді өңдеуге қиындық тудыруы мүмкін.
Потенциалды CNC бөлшек тұтынушыларын салыстырғанда осы тәсілді қолданыңыз:
| Бағалау критерийлері | Нешелікті іздейтін | Қызыл жалаулар |
|---|---|---|
| Сапалық сертификаттар | Автомобиль үшін IATF 16949; жалпы өңдеу үшін ең төменгі деңгейдегі ISO 9001; қазіргі сертификаттау мерзімдері | Мерзімі өткен сертификаттар; аудит құжаттарын ұсына алмау |
| Процесті басқару | Құжаттандырылған СТА (статистикалық процессті бақылау) іске асырылуы; критикалық өлшемдер үшін бақылау жоспарлары; әрекет ету процедуралары | Тек соңғы тексеруге сүйену; статистикалық бақылау жоқ |
| Тексеру мүмкіндіктері | Координаталық өлшеу машинасы (CMM) жабдығы; калибрленген өлшеу құралдары; құжаттандырылған тексеру процедуралары | Тек визуалды тексеру; уақыты өткен немесе калибрленбеген жабдық |
| Жеткізу уақытының өнімділігі | 95%-дан жоғары құжаттандырылған уақытында жеткізу көрсеткіштері; тездетілген жеткізу мүмкіндіктері; анық коммуникация | Белгісіз жеткізу уәделері; мерзімінен кешіктірілген тапсырыстар тарихы |
| Материалдардың трассабельдігі | Құжаттандырылған материалдың сертификаттары; партияларды іздеу жүйесі; келіп түскен материалды тексеру | Материалдың сертификаттарын ұсына алмау; іздеу жүйесі жоқ |
| Техникалық білім | DFM пікірлері бойынша инженерлік қолдау; тәжірибелі бағдарламашылар; материалдар туралы білім | Тек сараптама беру ғана; техникалық кеңес берілмейді |
| Байланыс | Жауап беретін жоба басқаруы; іс-шаралардың алдын ала хабарлануы; анық құжаттама | Қатысу қиын; жеткізу күнінде қатты таң қалдыратын жағдайлар |
Бөлшек үлгісін бағалау
Өндіріс көлеміне толықтай кіріспес бұрын, толық өлшеу есептерімен үлгі бөлшектерді сұраңыз. Өлшеу құжаттамасымен үлгі бөлшектерді қарау дәлдік мүмкіндіктері туралы жасалған тұжырымдарды растайды және тағайындаушының бақылау қаталдығын көрсетеді. Өлшемдердің шектеулерге сыйғызылуына ғана назар аудармаңыз, сонымен қатар олардың қаншалықты номиналдың ортасында орналасқанына да назар аударыңыз — өлшемдерді тұрақты түрде номиналға дәл келтіретін тағайындаушы процестің басқарылуында жоғары деңгейге ие болады, ал шектеулер арасында «секіретін» тағайындаушыдан айтарлықтай артықшылыққа ие.
Ең арзан сараптама әдетте ең төмен жалпы құнды қамтамасыз етпейді — қабылданбаған бұйымдардың пайызын, жеткізу сенімділігін және қызметі нашар тағайындаушылармен жұмыс істеудің жасырын шығындарын ескеріңіз.
Сапалы CNC өңдеу бөлшектерінің тәжірибелі тұтынушыларымен қатынас орнату бастапқы күш жұмсауды қажет етеді, бірақ тұрақты сапа, сенімді жеткізу және сатып алу шығындарын азайту арқылы тиімділігін көрсетеді. Бұл серіктестіктерді орнатқаннан кейін өзіңіздің бөлшектеріңізді өндіретін CNC жабдығыңызды ұстау немесе тұтынушыларыңыздың өз жабдықтарын қалай ұстайтынын түсіну — дәлме-дәл өндірістің соңғы элементі болып табылады.
CNC бөлшектерін ұзақ мерзімді жұмыс істеуге ұстау
Сіз сапалы компоненттерге инвестиция жасадыңыз, сенімді тұтынушыларды таңдадыңыз және CNC машинаңыздың қалай жұмыс істейтінін түсіндіңіз. Бірақ шындық мынада: тіпті ең жоғары сапалы CNC жабдықтары мен дәл компоненттері де дұрыс ұстаусыз бұзылады. Ондаған жылдар бойы тұрақты дәлдік көрсететін және жиі жөндеу қажет ететін машиналар арасындағы айырмашылық — бір ғана факторға — ұстауға деген тәртіпке байланысты.
Ұстауды өз инвестицияңызды қорғау ретінде қараңыз. Deloitte зерттеулеріне сәйкес алдын ала жөндеу бағдарламаларын енгізген өндірушілер әдетте жөндеу шығындарын 25–30%, авариялық жағдайлар санын 70–75% және жұмыс уақытының пайдалы қолданылуын 35–45% қысқартады. Бұл — шекті табыстар емес, олар — тікелей сіздің таза пайданыңызға әсер ететін түрлендіруші нәтижелер.
Алдын ала техникалық қызмет көрсету кестесін құру
Тиімді жөндеу — кездейсоқ тексерулер туралы емес, ол проблемаларды олар күшейгенге дейін анықтайтын құрылымдық ретпен орындалатын іс-әрекеттер туралы. Сіздің CNC станогыңыздың қосымша бөлшектері мен негізгі компоненттері әртүрлі уақыт аралықтарында назар аударуды қажет етеді.
Күндік іс-әрекеттер (әрбір станок үшін 10–15 минут):
- Станок беттеріндегі шаң, қалдықтар және суытқыш қалдығы бойынша көрінетін тексеру
- Суытқыш деңгейін және концентрациясын тексеру — дұрыс қатынастар бактериялардың өсуін болдырмауға және тиімді суыту қамтамасыз етуге көмектеседі
- Майлау жүйесінің жұмыс істеуін және резервуарлардағы май деңгейін тексеру
- Авариялық тоқтату және қауіпсіздік блоктау құрылғыларын сынау
- Ластануға жол беретін зақымданған жол қаптамалары мен бельфоны тексеру
Апталық тапсырмалар:
- Сызықтық бағыттаушыларды тозу белгілері мен құрғақ дақтар бойынша тазарту және тексеру
- Басқару осінің жетектеріндегі ременьдің керілуі мен орналасуын тексеру
- Электрлық қосылыстардың болуын немесе коррозиялануын тексеріңіз
- Суытқыш шашыратқыштарын тазартып, дұрыс ағыс қамтамасыз етіңіз
- Гидравликалық және пневматикалық қысым көрсеткіштерін растаңыз
Айлық іс-әрекеттер:
- Рефрактометрмен суытқыш концентрациясын сынаңыз — оптималды жұмыс істеу үшін 5–10% аралығын сақтаңыз
- Пневматикалық жүйелер мен корпусlardардағы ауа сүзгілерін алмастырыңыз
- Диагностикалық бағдарламалық құрал арқылы әрбір ось бойынша соқыр аралықты тексеріңіз
- Сызықты индикатор көмегімен шпиндельдің айналуын өлшеңіз
- Барлық майлау нүктелерінде майлауды тексеріңіз және толықтырыңыз
Дұрыс майлау ерекше назарға лайық. Mobil Mobilith SHC 220 сияқты сапалы синтетикалық майлар сызықты бағыттаушылар мен шарлық винттерге дәстүрлі майларға қарағанда жоғары деңгейде қорғаныс қамтамасыз етеді. Mobilith SHC 220 майының жоғары термиялық тұрақтылығы мен ұзақ қызмет көрсету мерзімі оның қымбаттығын түсіндіреді — компоненттер қатты жылу бөлетін қиын жағдайларда да қорғалып тұрады. Көптеген CNC мамандандырылған жұмыс орындары SHC 220 майын стандартты май ретінде қабылдайды, себебі ол төменгі сапалы майлардың ыдырайтын жағдайларында да қорғаушы қабатын сақтайды.
Дәлдікті сақтайтын калибрлеу әдістері
Калибрлеу бір рет өткізілетін шара емес — бұл дәлдікке үнемі ұмтылу. Сақтау-түзету мамандарының айтуы бойынша , калибрлеу жұмыс істеу кезінде дәлдікті қамтамасыз етеді, ал реде кездесетін тексерулер дәлдікті сақтауға және қымбатқа түсетін қателерді болдырмауға көмектеседі.
Жылдық калибрлеуге мыналар кіруі тиіс:
- Геометриялық дәлдікті тексеру — барлық осьтердің тік бұрыштылығы, параллельдігі және түзу сызықтылығы
- Лазерлі интерферометрия немесе шарлық барабан (ballbar) сынағы арқылы орналасу дәлдігін тексеру
- Айналу осінің (спиндель) подшипниктерін тозу, люфт немесе алдын ала қысу деңгейіндегі өзгерістерге қарап тексеру
- Шарлық винттың люфтін базалық техникалық сипаттамалармен салыстыру
- Станок параметрлері мен басқару орнатуларының толық резервтік көшірмесін жасау
Әрбір калибрлеу нәтижесін құжаттаңыз. Уақыт өте келе бұл деректер тенденцияларды көрсетеді — мысалы, постепенді люфттің өсуі шарлық винттың тозуын көрсетеді, бұл бұйымдардың қабылданбауына әкелгенше ұзақ уақыт бұрын байқала бастайды. Бұл үдерістерді ерте анықтау сізге авариялық тоқтатулардың орнына жоспарланған тоқтату кезінде ауыстыруды жоспарлауға мүмкіндік береді.
Сіз күнделікті 15 минутты жөндеу жұмыстарына жұмсайсыз ба, әлде көпкүндік тоқтату мен авариялық жөндеулермен айналысасыз ба?
Сіздің CNC жөндеу іс-әрекеттеріңіз бойынша тексеру тізімі:
- Әрбір станок үшін күндік, апталық және айлық жөндеу ретін орнатыңыз
- Маңызды CNC сатып алу қорларын (майлағыштар, сүзгілер және жиі тозатын бөлшектер) қорда ұстаңыз
- Операторларды компоненттердің тозу белгілерін ерте анықтауға үйретіңіз
- Барлық жөндеу іс-әрекеттерін бақылау үшін құжаттамалау жүйесін (қағаз журналдар немесе CMMS бағдарламалық қамтамасыз ету) енгізіңіз
- Дұрыс өлшеу құралдарын қолдана отырып, жыл сайынғы кәсіби калибрлеуді жоспарлаңыз
- Ауыстыру бөлшектері қажет болған кезде жедел әрекет ете алатын сертификатталған тәрменгерлермен ынтымақтастық құрыңыз
Сіздің машинаңыздың жағдайын сіздің дайын бұйымдарыңыздың сапасымен байланыстыратын дәлдік тізбегі тек қана сіздің ең әлсіз техникалық қызмет көрсету тәжірибесіңізбен ғана берік болады. Бұл реттіліктерді енгізу арқылы сіз тек қана апаттарды болдырмауға ғана тырыспайсыз — сіз өндіретін әрбір бұйымның сипаттамаларға сай келуін, әрбір мерзімнің сақталуын және CNC-жабдығыңыздың жылдар бойы пайда әкелуін қамтамасыз етесіз.
CNC бөлшектері туралы жиі қойылатын сұрақтар
1. CNC бөлшектері дегеніміз не?
CNC бөлшектері екі мағынаға ие: CNC машиналарын құрайтын компоненттер (айналу осі, шарлы ілмектер, сызықтық бағыттаушылар, электрқозғалтқыштар) және CNC машиналары арқылы өндірілетін өнімдер (дәлдікке негізделген кронштейндер, валдар, корпустар). Машина компоненттері автоматтандырылған кесу операцияларын қамтамасыз етеді, ал өңделген өнімдер — алюминий, болат, титан және пластмассалар сияқты материалдардан компьютерлік басқарумен жабдықталған құрылғылар арқылы жасалатын тапсырыс бойынша бөлшектер.
2. CNC станогының 7 негізгі бөлігі қандай?
Жеті негізгі CNC станогының компоненттеріне мыналар кіреді: бағдарламаларды өңдейтін машина басқару құрылғысы (MCU), кодты жүктеу үшін кіріс құрылғылары, серво немесе қадамдық қозғалтқыштары бар жетек жүйелері, айналу осі мен кесу құралдары сияқты станок құралдары, энкодерлер мен сенсорлары бар кері байланыс жүйелері, өңделетін бұйымды орналастыру үшін төсеніш пен үстел, сонымен қатар жылулық басқару үшін суыту жүйелері. Бұл компоненттер цифрлық нұсқауларды дәл физикалық қозғалыстарға айналдыру үшін бірлесіп жұмыс істейді.
3. CNC бөлшектерін қашан алмастыру керек екенін қалай білемін?
Шарлық бұрандалардағы түсінің өзгеруі, сызықтық бағыттаушылардағы тозу іздері, айналу осінен майлағыштың ағуы сияқты көрінетін белгілерге назар аударыңыз. Өнімділік белгілеріне өлшемдік ауытқу, дөңгелек пішіндердің сопақшаға айналуы, беттің сапасының нашарлауы, сонымен қатар жұмыс істеу кезіндегі ұнайтын немесе шықырғылдаған дыбыстар кіреді. Mobil SHC 220 майы сияқты сапалы майлағыштарды қолданып, алдын-ала қорғау шараларын жүзеге асыру компоненттердің қызмет көрсету мерзімін қатты ұзартады.
4. CNC бөлшектерінің тәмін етушілері қандай сертификаттарға ие болуы керек?
Автомобильдық қолданыстар үшін IATF 16949 сертификаты өте маңызды, өйткені ол APQP, FMEA, SPC, MSA және PPAP сапа құралдарын енгізуді талап етеді. Жалпы механикалық өңдеу тәсілдерін қолданатын тараптар үшін ISO 9001:2015 — негізгі стандарт болып табылады. Shaoyi Metal Technology сияқты сертификатталған тараптар бұл сапа жүйелерін тез жеткізу мерзімдерімен ұштастырады және автомобильдік дәл компоненттерді бір жұмыс күні ішінде жеткізуге қабілетті.
5. CNC бөлшектері әртүрлі машина маркалары арасында ауыстырылуға бола ма?
Көптеген компоненттер халықаралық стандарттарға сай жасалады және ауыстырылуға болады. Сызықтық бағыттаушылар әдетте ISO өлшемдік стандарттарына сай келеді, қозғалтқыштар NEMA немесе IEC рамалық өлшемдеріне сай келеді, ал BT, CAT және HSK конустық қосылулары сияқты құралдар интерфейстері стандартталған. Алайда, басқару құрылғылары, қосымша шпиндель патрондары мен арнайы жеткізу күшейткіштері жиі қорғалған (патенттелген) болады. Ауыстыру бөлшектерін тапсырыс бермес бұрын әрқашан өлшемдер, кернеу рейтингтері және интерфейс протоколдары сияқты сипаттамаларды тексеріңіз.