 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Analisi Essenziale della Formabilità della Lamiera per la Prevenzione di Difetti
Time : 2025-12-13
TL;DR
L'analisi della formabilità della lamiera è un processo ingegneristico fondamentale utilizzato per valutare la capacità di un metallo di essere modellato in un componente senza difetti come strozzature o crepe. Combina prove fisiche e simulazioni informatiche avanzate per prevedere il comportamento del materiale durante il processo di stampaggio. Questa previsione è essenziale per ottimizzare la progettazione degli utensili, ridurre i costi di produzione e garantire che il pezzo finale soddisfi rigorosi standard qualitativi.
Comprensione della Formabilità della Lamiera: Concetti Fondamentali e Importanza
Nella produzione, la formabilità indica la capacità di una lamiera metallica di subire deformazione plastica ed essere modellata in un componente desiderato senza rompersi. Il processo di valutazione di questa capacità è noto come analisi della formabilità della lamiera metallica. È un elemento fondamentale nello stampaggio moderno dei metalli, fornendo agli ingegneri i dati necessari per colmare il divario tra un progetto digitale e un pezzo fisico realizzato con successo. L'obiettivo principale è prevedere ed evitare difetti comuni nella formatura prima che si verifichino, risparmiando tempo e risorse significative.
L'importanza di questa analisi non può essere sopravvalutata. Senza di essa, i produttori rischiano un approccio basato su tentativi ed errori che porta a elevati tassi di scarto, modifiche costose degli utensili e ritardi nella produzione. I difetti principali che l'analisi di formabilità aiuta a prevenire includono lo strangolamento, ovvero l'assottigliamento localizzato del materiale che precede il cedimento, e la rottura, in cui il materiale si frattura completamente. Comprendendo i limiti di un materiale, gli ingegneri possono progettare processi più efficienti e selezionare la lega più adatta al compito, bilanciando i requisiti di resistenza con la fattibilità produttiva.
Un'analisi approfondita offre numerosi vantaggi che incidono direttamente sul risultato economico aziendale e sulla qualità del prodotto. Prevedendo il flusso del materiale e le concentrazioni di sollecitazione, l'analisi garantisce un processo produttivo robusto e ripetibile. Ciò è particolarmente importante con l'uso crescente di acciai avanzati ad alta resistenza (AHSS) e leghe di alluminio, che offrono significativi risparmi di peso ma presentano comportamenti di formatura più complessi.
I principali vantaggi includono:
- Riduzione dei costi: Riduce al minimo la necessità di interventi costosi e dispendiosi in termini di tempo sui punzoni da tranciatura e diminuisce lo spreco di materiale causato da pezzi difettosi.
- Miglioramento della qualità: Garantisce che i componenti siano prodotti in modo costante e soddisfino tutte le specifiche geometriche e strutturali.
- Tempi più rapidi di immissione sul mercato: Accorcia la fase di collaudo degli stampi risolvendo potenziali problemi già nella fase progettuale virtuale.
- Ottimizzazione dei materiali: Consente la selezione e l'utilizzo sicuri di materiali leggeri ad alte prestazioni senza compromettere la lavorabilità.
- Maggiore Libertà di Progettazione: Permette la creazione di forme di componenti più complesse e ambiziose fornendo una chiara comprensione dei limiti del materiale.
Principali metodi e prove per la valutazione della formabilità
La valutazione della formabilità della lamiera prevede una serie di prove, dai metodi meccanici tradizionali ai sofisticati sistemi ottici senza contatto. Ogni metodo fornisce informazioni diverse sul comportamento del materiale sotto le sollecitazioni di un'operazione di formatura. La scelta della prova dipende spesso dal materiale, dalla complessità del pezzo e dal livello di precisione richiesto.
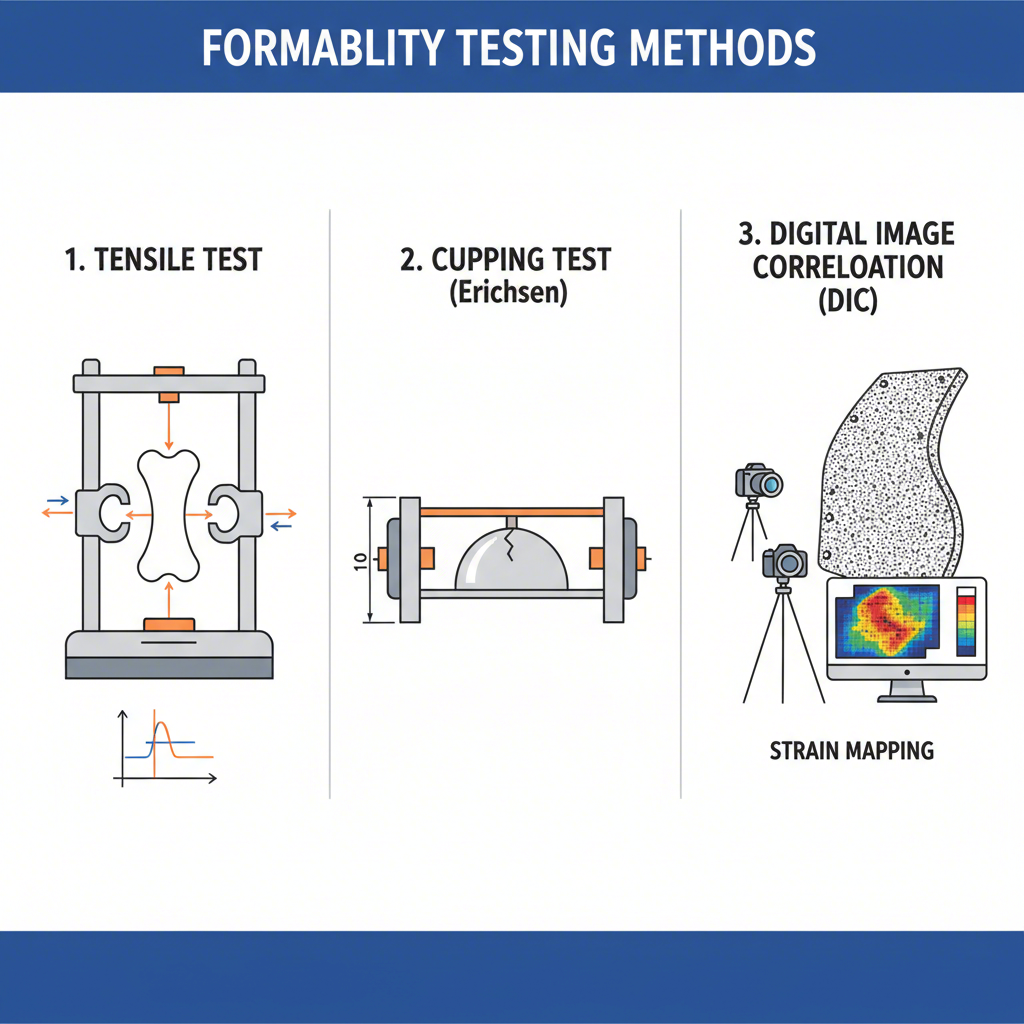
I metodi tradizionali spesso iniziano con la prova di trazione uniaxiale. Questa prova fondamentale tira un campione di materiale fino alla rottura, misurando proprietà come l'allungamento totale e il coefficiente di incrudimento (valore n). Sebbene semplice ed economica, la sua limitazione principale è che misura la sollecitazione in una sola direzione, mentre la maggior parte delle operazioni di stampaggio nel mondo reale comporta sollecitazioni complesse, biaxiali (a due direzioni). Per simulare meglio queste condizioni, gli ingegneri utilizzano prove come il test di imbutitura Erichsen o il test Nakajima. In queste procedure, un punzone deforma una lamiera bloccata in una forma a cupola, fornendo una valutazione più realistica della formabilità sotto trazione biaxiale.
Più recentemente, avanzati sistemi ottici di misurazione 3D hanno rivoluzionato l'analisi della formabilità. Tecniche come la Correlazione Digitale d'Immagine (DIC) forniscono una visione completa del campo deformativo. In questo metodo, prima della formatura viene applicata una griglia o un pattern di punti sul lamierino metallico. Durante il processo di stampaggio, telecamere ad alta risoluzione acquisiscono immagini da più angolazioni. Un software specializzato analizza quindi come si è deformato il pattern, calcolando le deformazioni principali e secondarie con precisione su tutta la superficie del pezzo. Questo approccio senza contatto fornisce molte più informazioni rispetto ai test tradizionali, consentendo l'identificazione precisa delle aree soggette a deformazione critica.
La seguente tabella confronta questi comuni metodi:
| Metodo di Test | Cosa misura | Vantaggi | Limitazioni |
|---|---|---|---|
| Prova di trazione | Allungamento, resistenza, valore n | Semplice, economico, standardizzato | Lo stato di sollecitazione uniaxiale non è rappresentativo della maggior parte delle operazioni di formatura |
| Prova di incupinatura / gonfiaggio | Altezza della cupola alla rottura, limiti di deformazione biaxiale | Simula condizioni di trazione biaxiale | Tempo richiesto, fornisce un numero limitato di punti dati, può essere influenzato dall'attrito |
| Analisi ottica 3D (DIC) | Deformazione e deformata tridimensionale completa su tutta l'area | Dati altamente precisi, completi e senza contatto | Richiede attrezzature e software specializzati |
Analisi avanzata: Modellistica, Simulazione e Previsione della rottura
Oltre ai test fisici, gli strumenti più potenti nell'analisi moderna della formabilità sono la modellazione computazionale e la simulazione. Utilizzando software di Analisi agli Elementi Finiti (FEA), gli ingegneri possono creare una rappresentazione virtuale dell'intero processo di stampaggio. Questo include la geometria degli utensili, le proprietà del lamierino metallico e i parametri del processo come l'attrito e la forza del premilamiere. La simulazione prevede quindi come il lamierino si deformerà, si allungherà e si assottiglierà durante la formatura nel componente finale.
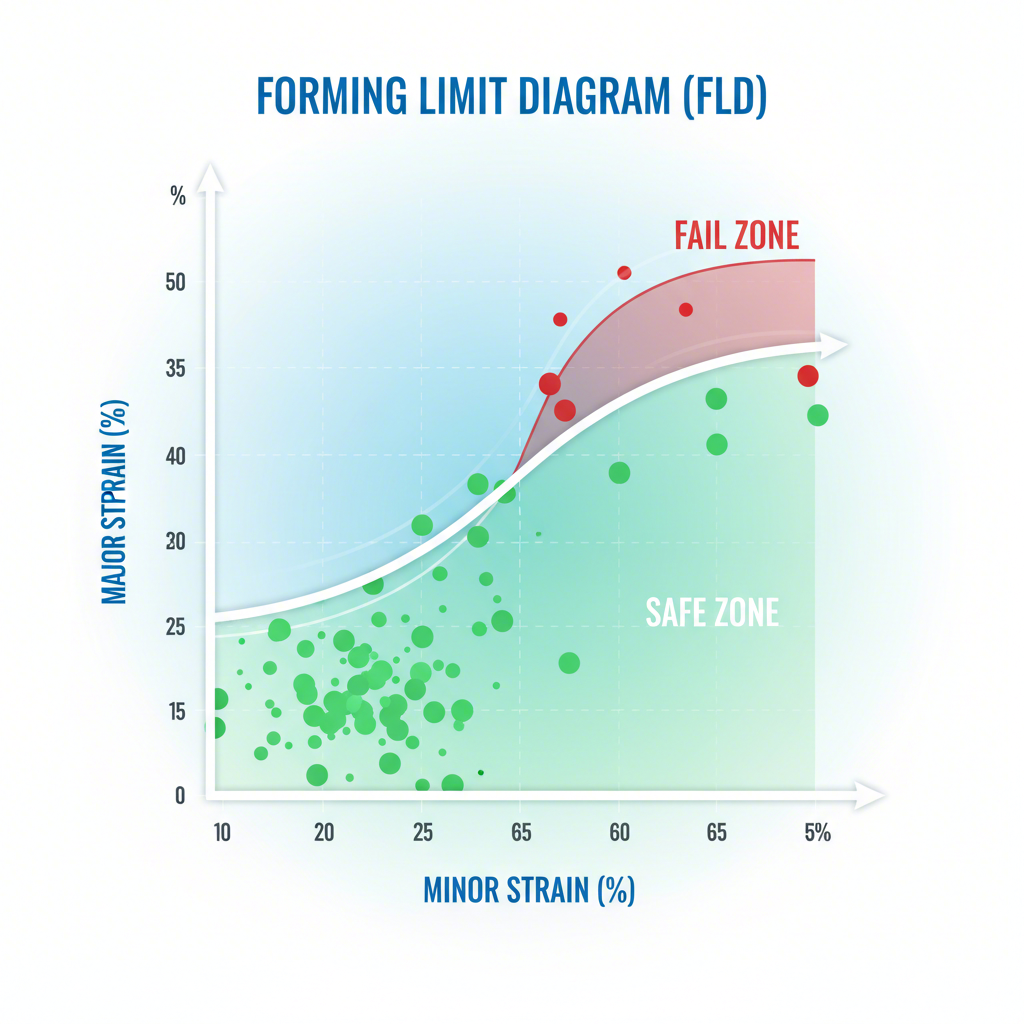
Un elemento centrale di questa simulazione è il diagramma del limite di imbutitura (FLD). Il FLD è un grafico che definisce la finestra di lavorabilità sicura per un materiale specifico. Esso riporta la deformazione principale rispetto a quella secondaria, con una linea di contorno nota come curva del limite di imbutitura (FLC) che separa le deformazioni accettabili dall'insorgenza di strozzature e rottura. Durante una simulazione, il software calcola lo stato di deformazione per migliaia di punti sul pezzo e li riporta sul FLD. Se i punti si trovano al di sopra della FLC, ciò indica un elevato rischio di rottura in quella zona, richiedendo una modifica del progetto.
Tuttavia, il tradizionale FLD presenta delle limitazioni, in particolare per i processi di formatura multistadio o quando si lavorano materiali avanzati. Come spiegato da esperti del settore, fattori come il caricamento non proporzionale (in cui il percorso di deformazione cambia durante il processo) e gli effetti stabilizzanti della piegatura su raggi ridotti possono alterare il limite reale di formabilità di un materiale. I moderni framework di analisi della formabilità tengono ora conto di questi effetti per fornire previsioni di rottura più accurate per componenti complessi. Produttori leader di componenti complessi, come gli esperti presso Shaoyi (Ningbo) Metal Technology Co., Ltd. , utilizzano simulazioni avanzate CAE per garantire la precisione degli stampi per la carpenteria automobilistica, riducendo significativamente i tempi di sviluppo e migliorando i risultati per OEM e fornitori di primo livello.
I vantaggi derivanti dall'inclusione della simulazione nel processo di progettazione sono notevoli:
- Prototipazione Virtuale: Riduce la necessità di costose e lente prove fisiche degli utensili, risolvendo prima i problemi sul computer.
- Ottimizzazione del Design: Consente agli ingegneri di testare rapidamente diverse geometrie di parti, disegni di utensili o scelte di materiali per trovare la soluzione più robusta.
- Previsione dei difetti: Prevede con precisione non solo spaccature e fissature, ma anche problemi come rughe, ripetizioni e distorsioni superficiali.
- Efficienza dei processi: Aiuta a ottimizzare parametri come la forma in bianco e la tonnellaggio della stampa per ridurre al minimo l'uso di materiale e il consumo di energia.
Interpretazione dei risultati e applicazione delle migliori pratiche di progettazione
Il vero valore dell'analisi della formabilità della lamiera metallica risiede nella sua capacità di generare informazioni attuabili che guidano le decisioni di ingegneria. L'output delle simulazioni è in genere una mappa del pezzo codificata per colore, in cui i diversi colori rappresentano diversi livelli di deformazione o diradamento. Le aree verdi sono generalmente sicure, il giallo indica una condizione marginale vicina al limite di formazione e il rosso evidenzia le zone critiche con un'alta probabilità di guasto. Questi strumenti visivi permettono agli ingegneri di individuare immediatamente le aree problematiche.
Quando una simulazione segnala un potenziale problema, l'analisi fornisce i dati necessari per risolverlo. Ad esempio, se viene prevista una concentrazione elevata di deformazione in prossimità di un angolo acuto, la raccomandazione progettuale sarà quella di aumentare il raggio di tale caratteristica. Ciò distribuisce la deformazione su un'area più ampia, riportandola nella zona sicura. Analogamente, se viene prevista una formazione di grinze in un pannello piano, la soluzione potrebbe consistere nell'aggiustare la forza del premilamiere o nell'aggiungere delle barre di trattenuta per controllare meglio il flusso del materiale.
Questo approccio basato sui dati è un principio fondamentale della Progettazione per la Produzione (DFM). Considerando i principi di formabilità fin dalle prime fasi di progettazione, gli ingegneri possono creare componenti che non sono solo funzionali, ma anche efficienti da produrre. Questo approccio proattivo evita modifiche tardive al progetto che potrebbero compromettere tempistiche e budget del progetto.
Di seguito sono riportate alcune best practice progettuali chiave informate dall'analisi della formabilità:
- Utilizza raggi generosi: Evitare, quando possibile, angoli interni ed esterni vivi. Raggi più ampi sono uno dei modi più efficaci per prevenire assottigliamenti localizzati e crepe.
- Mantenere le caratteristiche lontane dalle piegature: Come linea guida generale, posizionare i fori a una distanza di almeno 2,5 volte lo spessore del materiale più il raggio di piegatura rispetto alla linea di piega. Questo aiuta a prevenire la deformazione della caratteristica durante il processo di piegatura.
- Incorpora angoli di sformo: Per parti stampate in profondità, leggeri angoli sulle pareti verticali riducono l'attrito e la forza richiesta per la formatura, diminuendo il rischio di fessurazioni.
- Specificare tolleranze appropriate: Utilizzare la Geometria Dimensionale e le Tolleranze Geometriche (GD&T) per definire i limiti accettabili per planarità, rettilineità e altre caratteristiche, considerando che il processo di formatura introdurrà comunque alcune variazioni.
- Consultare i dati del materiale: Bisogna sempre basare progetti e simulazioni su dati accurati delle proprietà del materiale, poiché la formabilità può variare notevolmente anche tra diverse qualità dello stesso metallo.
Domande frequenti
1. Qual è la formabilità di un metallo?
La formabilità è la capacità di una lamiera di essere deformata plasticamente e plasmata in un componente senza sviluppare difetti come crepe o strozzature. È influenzata principalmente dalla duttilità del metallo (la sua capacità di allungarsi) e dalle sue proprietà di incrudimento, che determinano quanto uniformemente si assottiglia durante la formatura.
2. Quali sono i comuni test di formabilità per le lamiere?
I test più comuni includono la prova di trazione uniassiale, che misura l'allungamento e la resistenza di base; prove di imbutitura (ad esempio Erichsen, Olsen) e prove di gonfiaggio che simulano uno stiramento biaxiale; e moderni sistemi ottici non a contatto di analisi 3D (DIC) che forniscono una mappa completa delle deformazioni superficiali.
3. Cos'è la regola del 4T nel design delle lamiere?
Una linea guida comune di progettazione stabilisce che, per evitare deformazioni, un elemento come un foro debba essere posizionato a una distanza pari almeno a 2,5 volte lo spessore del materiale più il raggio di piegatura rispetto alla linea di piega. Un valore '4T' viene talvolta applicato alle fessure, ma la regola completa è tipicamente 4 volte lo spessore più il raggio di piegatura.
4. Cos'è il GD&T per la lamiera?
Il Geometric Dimensioning and Tolerancing (GD&T) è un linguaggio simbolico utilizzato sui disegni tecnici per definire la variazione ammissibile nella geometria di un pezzo. Per la lamiera, il GD&T specifica tolleranze critiche per caratteristiche di forma come planarità, rettilineità e profilo, al fine di garantire che il pezzo finito, una volta formato, funzioni correttamente e si assembli senza problemi.