 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Ciò che nessuno ti dice sui costi e sui tempi di consegna dei servizi di lavorazione meccanica
Time : 2026-03-28

Comprensione della lavorazione su commissione e del suo impatto strategico
Vi siete mai chiesti perché alcuni produttori investono milioni di euro in attrezzature, mentre altri realizzano componenti identici senza possedere neppure una macchina? La risposta risiede nella lavorazione su commissione: un approccio strategico che sta ridefinendo il modo in cui le aziende concepiscono la produzione.
Cosa significa concretamente la lavorazione su commissione per i produttori
La lavorazione su commissione indica l’esternalizzazione di lavorazioni di precisione a strutture esterne specializzate, dotate di avanzate tecnologie CNC. Invece di acquistare costose attrezzature e assumere operatori qualificati, le aziende collaborano con fornitori specializzati nella lavorazione, che gestiscono l’intero processo produttivo dalla A alla Z.
Pensala in questo modo: hai bisogno di componenti di precisione, ma non è necessario che tu possieda la fabbrica. Secondo una ricerca di settore condotta da Technavio, il mercato dei servizi di lavorazione meccanica dovrebbe crescere di 17,4 miliardi di dollari tra il 2023 e il 2028, con un tasso di crescita annuo composto del 4,5%. Questa crescita riflette un cambiamento fondamentale nella strategia produttiva: le aziende riconoscono sempre più che i partner esterni possono garantire risultati eccellenti senza l’onere degli investimenti in capitale.
Quando cerchi una "officina per lavorazioni CNC vicino a me" o esplori servizi di lavorazione meccanica CNC di precisione, stai essenzialmente cercando questi partner specializzati. Che tu sia una startup che sta realizzando il primo prototipo o un produttore consolidato che sta ampliando la produzione, i fornitori di servizi offrono lo stesso livello di qualità elevata che ti aspetteresti da operazioni interne.
La differenza fondamentale tra lavorazione esternalizzata e lavorazione interna
La distinzione tra questi approcci si riduce a proprietà e responsabilità. Con la lavorazione interna, si assume l’intero onere degli acquisti di attrezzature, dei programmi di manutenzione, della formazione degli operatori e delle certificazioni di qualità.
Considera quali sono effettivamente i requisiti delle operazioni interne:
- Capitale iniziale significativo per macchine CNC il cui costo può variare da decine di migliaia a milioni di dollari
- Costi di manutenzione continuativi che aumentano nel tempo e richiedono tecnici specializzati
- Operatori qualificati i quali percepiscono stipendi elevati e necessitano di una formazione continua
- Certificazioni di qualità come la norma ISO 9001, che richiede una documentazione rigorosa e audit periodici
La lavorazione esterna elimina questi requisiti. Un officina meccanica specializzata, come Jose Machine Shop o qualsiasi altro fornitore qualificato, ha già effettuato questi investimenti. Essa dispone delle attrezzature più moderne, impiega tornitori e fresatori esperti e possiede le certificazioni richieste dal vostro settore. Voi vi limitate a sfruttarne le capacità quando necessario.
Perché le aziende di settori diversi—dall'aerospaziale ai dispositivi medici—si affidano a partner esterni per la lavorazione meccanica? La proposta di valore è convincente. I servizi di lavorazione meccanica ad alta precisione ti consentono di accedere a macchine CNC multiasse, operatori esperti e sistemi qualità consolidati, senza immobilizzare capitale. Molti laboratori di lavorazione meccanica in California e in altri hub manifatturieri si specializzano in settori specifici, offrendo competenze che richiederebbero anni per essere sviluppate internamente.
Questa flessibilità si rivela particolarmente preziosa quando i requisiti del progetto variano. Invece di mantenere attrezzature inutilizzate durante i periodi di bassa attività o di dover affrettatamente ampliare la capacità produttiva in caso di picchi di domanda, l'outsourcing ti permette di scalare la produzione in modo fluido. Si tratta di un vantaggio strategico che ti consente di concentrarti su ciò che sai fare meglio: progettare prodotti, servire i clienti e far crescere la tua azienda. 
Tipi di processi di lavorazione CNC e le loro applicazioni
Quando collabori con un fornitore di servizi di lavorazione meccanica, non stai semplicemente accedendo a delle attrezzature: stai sfruttando un’ampia gamma di processi produttivi. Ma ecco la sfida: come fai a sapere quale processo è adatto al tuo progetto? Comprendere le differenze tra fresatura, tornitura e tecniche specializzate ti consente di comunicare efficacemente con il tuo partner per la lavorazione meccanica e di prendere decisioni informate riguardo ai tuoi componenti.
Spiegazione della fresatura CNC
Immagina un utensile da taglio rotante che si muove su un pezzo in lavorazione fisso, asportando materiale strato dopo strato . Questa è la fresatura CNC in azione. A differenza di altri processi, nei quali il pezzo ruota, nella fresatura il pezzo in lavorazione rimane fisso mentre utensili da taglio multipunto operano su più assi.
Questo approccio eccelle nella realizzazione di forme tridimensionali complesse, impossibili da ottenere con metodi più semplici. Secondo la ricerca manifatturiera di 3ERP, le fresatrici possono operare con capacità a 3, 4 o 5 assi, e ogni asse aggiuntivo sblocca nuove possibilità geometriche.
Cosa rende la fresatura particolarmente versatile? Considera queste applicazioni comuni:
- Superfici e facce piane — la fresatura frontale crea piani orizzontali precisi sulla superficie superiore dei pezzi in lavorazione
- Cavità e tasche — la fresatura a tasca rimuove materiale da sezioni interne, creando caratteristiche incassate
- Ranature e scanalature — la fresatura periferica taglia canali lungo i bordi dei componenti con profondità controllate
- Contorni 3D complessi — le frese a naso sferico seguono curve organiche per stampi e prototipi
- Caratteristiche inclinate — le frese per smussatura e le operazioni angolari creano spigoli smussati
Quando si valutano servizi di lavorazione CNC a 5 assi, si sta considerando la capacità di fresatura più avanzata disponibile. Queste macchine possono inclinare l’utensile o il tavolo, raggiungendo zone sottosquadro e superfici complesse in un’unica configurazione. Per la lavorazione CNC di pezzi di grandi dimensioni o di componenti aerospaziali complessi, i fornitori di servizi CNC a 5 assi garantiscono una precisione che configurazioni più semplici non sono in grado di offrire.
Quando la tornitura supera la fresatura
Ora invertiamo il processo. Nel tornio CNC, il pezzo ruota rapidamente mentre un utensile di taglio a punta singola, fisso, ne modella la superficie. Questa inversione del movimento determina una differenza fondamentale in ciò che ciascun processo esegue al meglio.
Sembra semplice? Lo è — e questa semplicità si traduce in efficienza. Le operazioni di tornitura sono intrinsecamente più veloci per componenti cilindrici, poiché il moto rotatorio genera naturalmente profili circolari. Se il vostro componente ha l’aspetto di un albero, di un perno, di una bussola o di una barra filettata, la tornitura è quasi certamente la soluzione migliore.
Ecco quando la tornitura supera la fresatura:
- Forme cilindriche e coniche — il pezzo in rotazione genera naturalmente profili circolari con eccellente concentricità
- Corse di Produzione a Alto Volume — i caricatori a barra consentono una lavorazione continua con intervento minimo dell’operatore
- Filettature esterne e interne — le operazioni di filettatura si integrano senza soluzione di continuità nei cicli di tornitura
- Tolleranze strette di rotondità — il processo mantiene diametri costanti anche su pezzi lunghi
- Progetti sensibili ai costi — utensili più semplici e tempi di ciclo più brevi riducono i costi per singolo pezzo
I moderni centri di tornitura CNC sfumano la distinzione tra processi diversi. Molti includono ormai utensili attivi — utensili rotanti in grado di eseguire operazioni di fresatura mentre il pezzo è ancora bloccato nel tornio. Questa capacità ibrida consente a una singola macchina di eseguire forature trasversali, fresare piani o realizzare cave di chiavetta senza dover trasferire il pezzo su un'altra postazione.
Per progetti di lavorazione CNC di pezzi che combinano caratteristiche circolari e prismatiche, chiedete al vostro fornitore di servizi informazioni sulle capacità di tornitura-fresatura. Queste macchine ibride possono ridurre drasticamente i tempi di consegna e migliorare l’accuratezza dimensionale eliminando più montaggi.
Processi specializzati per geometrie complesse
Cosa accade quando gli utensili di taglio convenzionali non riescono a raggiungere la geometria richiesta? È in questo caso che entrano in gioco processi specializzati come la lavorazione a scarica elettrica (EDM) e la rettifica di precisione.
Macchinario a Rilascio Elettrico (EDM) rimuove materiale mediante scintille elettriche controllate, anziché mediante taglio fisico. Secondo La documentazione tecnica di OpenLearn , L'EDM funziona su qualsiasi materiale conduttore elettricamente, indipendentemente dalla durezza, rendendolo ideale per acciai da utensili temprati e leghe esotiche che distruggerebbero utensili da taglio convenzionali.
L'EDM eccelle in applicazioni specifiche:
- Fori di piccole dimensioni con elevati rapporti di aspetto — l'EDM a filo può creare aperture piccole fino a 0,05 mm
- Cavità complesse per stampi — l'EDM a tuffo realizza caratteristiche intricate negli stampi senza formare bave
- Materiali temprati — l'erosione a scintilla ignora completamente la durezza del materiale
- Spigoli interni vivi — consente di ottenere raggi stretti fino a 0,4 mm, dove gli utensili da taglio non possono arrivare
Il compromesso? L'EDM opera più lentamente rispetto alla lavorazione convenzionale, con tassi di rimozione del metallo tipicamente misurati in centimetri cubi all'ora. Inoltre, lascia uno strato ri-fuso profondo da 0,0025 a 0,15 mm, che potrebbe richiedere una rimozione per applicazioni critiche dal punto di vista della fatica.
Rettifica di Precisione utilizza ruote abrasive per ottenere finiture superficiali e tolleranze superiori a quelle raggiungibili con utensili da taglio. Quando il tuo progetto richiede superfici simili a specchi o un'accuratezza al livello di micron, la rettifica diventa essenziale.
Aziende come Odyssey Machining e altri fornitori specializzati combinano spesso più processi in sequenza: sgrossatura mediante fresatura, finitura mediante rettifica e lavorazioni di dettaglio mediante EDM. Questo approccio integrato sfrutta i migliori vantaggi di ciascun metodo, riducendo al contempo il tempo totale di produzione.
Comprendere queste differenze tra i processi ti consente di collaborare in modo più efficace con il tuo partner per la lavorazione meccanica. Quando riesci a specificare se il tuo componente richiede la flessibilità della fresatura, l’efficienza del tornio o una precisione specializzata, riceverai preventivi più accurati e tempi di consegna più rapidi.
Guida alla selezione dei materiali per componenti meccanici
Hai scelto il tuo processo di lavorazione. Ora arriva una decisione altrettanto critica: da quale materiale deve essere realizzato il tuo componente? Questa scelta ha ripercussioni su ogni aspetto del tuo progetto, dal tempo di lavorazione e dall'usura degli utensili fino alle prestazioni finali del componente e al costo totale. Se la scelta è corretta, otterrai componenti che superano le aspettative. Se invece è errata, potresti affrontare ritardi, superamenti del budget o componenti che si guastano sul campo.
Ecco perché la selezione del materiale risulta complessa: si tratta sempre di un compromesso. Secondo la ricerca sulla produzione condotta da Tops Best Precision, mentre metalli morbidi come l’alluminio e l’ottone presentano un’eccellente lavorabilità, possono risultare carenti in termini di resistenza e durata. Al contrario, materiali più resistenti come il titanio e l’acciaio inossidabile sono più difficili da lavorare, ma offrono maggiore resistenza, resistenza alla corrosione e durata.
Analizziamo le tue opzioni per consentirti di prendere decisioni informate per il tuo servizi di fresatura CNC in alluminio o per qualsiasi altro requisito relativo ai materiali.
Leghe di alluminio per prestazioni leggere
Quando i produttori necessitano di componenti in tempi rapidi senza compromettere la qualità, l’alluminio è spesso la prima scelta. Con un indice di lavorabilità del 90–95% rispetto allo standard del rame, i servizi di lavorazione dell’alluminio garantiscono tempi di consegna brevi ed eccellenti finiture superficiali.
Perché l’alluminio si presta così bene alla lavorazione? La sua elevata conducibilità termica consente una rapida dispersione del calore dalla zona di taglio, permettendo velocità di lavorazione più elevate senza compromettere la durata degli utensili. Secondo la guida alla selezione dei materiali di Ethereal Machines, l’alluminio 6061 offre un ottimo equilibrio tra resistenza e lavorabilità, risultando versatile in applicazioni che vanno dal settore automobilistico a quello dei beni di consumo.
Le leghe di alluminio più comuni che si incontrano nei preventivi per servizi di fresatura CNC su alluminio includono:
- 6061-T6 — la lega di riferimento, che offre buona resistenza, saldabilità e resistenza alla corrosione per applicazioni generali
- 7075-T6 — maggiore resistenza, paragonabile a quella di alcuni acciai, ideale per componenti strutturali aerospaziali e applicazioni ad alto carico
- 2024-T3 —eccellente resistenza alla fatica per rivestimenti esterni e parti strutturali di aeromobili
- 5052—superiore resistenza alla corrosione per ambienti marini e di lavorazione chimica
Il compromesso? La minore durezza dell’alluminio implica che non è adatto ad applicazioni con usura estrema o a temperature elevate. In questi casi, sarà necessario considerare l’acciaio o leghe esotiche.
Opzioni in acciaio e acciaio inossidabile per durata
Quando la resistenza e la durata sono più importanti del peso, le varianti di acciaio diventano i materiali di riferimento. Tuttavia, la famiglia degli acciai copre un ampio spettro di prestazioni — così come la loro lavorabilità.
Acciai al Carbonio e Leghe (come gli acciai 1018, 4140 e 4340) offrono un ragionevole equilibrio tra resistenza e lavorabilità. Con valori di durezza intorno al 70%, sono significativamente più difficili da tagliare rispetto all’alluminio, ma rimangono comunque gestibili con utensili standard. Questi materiali eccellono nelle componenti strutturali, nelle parti di macchinari e negli ingranaggi, dove la resistenza giustifica il maggiore tempo di lavorazione.
Acciai inossidabili presentano una sfida diversa. Secondo la ricerca sui materiali, acciai inossidabili come le qualità 304 e 316 presentano valori di lavorabilità pari soltanto al 30-40%. Perché sono così difficili da lavorare? L'acciaio inossidabile subisce indurimento per deformazione: ciò significa che diventa più duro man mano che viene tagliato. Ciò richiede velocità di taglio più basse, configurazioni più rigide e cambi utensile più frequenti.
Nonostante le difficoltà di lavorazione, le proprietà dell'acciaio inossidabile giustificano lo sforzo richiesto in applicazioni specifiche:
- di acciaio —resistenza alla corrosione di uso generale per applicazioni nel settore alimentare, architettonico e chimico
- acciaio inossidabile 316 —resistenza superiore alla corrosione per ambienti marini, medici e farmaceutici
- 17-4 PH —qualità a indurimento per precipitazione, con elevata resistenza meccanica per componenti aerospaziali e della difesa
- acciaio inossidabile 303 —qualità facilmente lavorabile, con zolfo aggiunto per migliorare la rottura del truciolo e la durata degli utensili
Se il tuo progetto richiede acciaio inossidabile, prevedi tempi di consegna più lunghi e costi maggiori per singolo pezzo rispetto ai preventivi per la fresatura dell’alluminio. Il materiale stesso è più costoso, viene lavorato più lentamente dalle macchine e consuma gli utensili più rapidamente: tutti fattori che il fornitore inserirà nel suo prezzo.
Plastiche tecniche e materiali esotici
Non tutti i componenti devono essere realizzati in metallo. Le plastiche tecniche offrono vantaggi unici, tra cui peso ridotto, resistenza chimica e isolamento elettrico. Nel frattempo, le leghe esotiche sopportano condizioni estreme in cui i materiali convenzionali falliscono.
Plastiche tecniche comuni per componenti meccanizzati includono:
- Delrin (Acele) —molto facile da lavorare, con eccellente stabilità dimensionale, ideale per ingranaggi, cuscinetti e componenti meccanici
- PEEK —termoplastico ad alte prestazioni in grado di resistere a temperature fino a 250 °C, comunemente utilizzato nell’aerospaziale e negli impianti medici
- UHMW —eccezionale resistenza all’usura e basso coefficiente di attrito per componenti di trasporto e strisce antiusura
- Polycarbonate —elevata resistenza agli urti e elevata trasparenza ottica per finestre di sicurezza e coperture protettive
Le macchine per la lavorazione delle materie plastiche operano rapidamente, ma richiedono considerazioni diverse. Alcune possono fondersi o deformarsi a causa del calore generato dal taglio, mentre altre si scheggiano se tagliate in modo troppo aggressivo. Il vostro partner per la lavorazione deve adeguare di conseguenza velocità, avanzamenti e strategie di raffreddamento.
Leghe esotiche occupano l’estremità opposta dello spettro: difficili da lavorare, ma essenziali per ambienti estremi. Primo Medical Group osserva che materiali come il titanio e altre leghe esotiche richiedono tecniche di lavorazione specializzate a causa delle loro proprietà uniche, quali durezza, resistenza alla corrosione e biocompatibilità.
Il titanio presenta un indice di lavorabilità pari soltanto al 20-25%. La sua bassa conducibilità termica trattiene il calore nella zona di taglio, imponendo l’uso di velocità ridotte e utensili speciali con rivestimento. L’Inconel e altre superleghe a base di nichel presentano un indice ancora più basso, pari al 10-15%, richiedendo massima attenzione per prevenire la rottura degli utensili.
Quando questi materiali giustificano la loro difficoltà di lavorazione? Il titanio è utilizzato nelle strutture aerospaziali, negli impianti medici e nei prodotti sportivi ad alte prestazioni, dove il suo rapporto resistenza-peso non ha eguali. L'Inconel è impiegato nei componenti dei motori a reazione e nelle applicazioni nucleari, dove calore estremo e corrosione distruggerebbero altri materiali.
Confronto dei materiali a colpo d'occhio
Utilizzare questa tabella di riferimento quando si discutono le opzioni di materiale con il proprio fornitore di servizi di lavorazione meccanica:
| Materiale | Indice di lavorabilità | Applicazioni tipiche | Considerazione dei Costi |
|---|---|---|---|
| Bronzo c36000 | 100% (standard) | Raccordi, componenti elettrici, ferramenta decorativa | Costo del materiale moderato, costo della lavorazione più basso |
| Alluminio 6061 | 90-95% | Aerospaziale, automotive, involucri per elettronica | Costo del materiale basso, lavorazione rapida |
| Acciaio al carbonio 1018 | 70% | Parti strutturali, alberi, componenti per macchinari | Costo del materiale basso, tempo di lavorazione moderato |
| Acciaio inossidabile 304 | 30-40% | Industria alimentare, settore medico, ambienti marini | Costo del materiale più elevato, lavorazione più lenta |
| Titanio 6Al-4V | 20-25% | Strutture aerospaziali, impianti medici, difesa | Costo del materiale elevato, richiede utensili specializzati |
| Inconel 718 | 10-15% | Motori a reazione, reattori nucleari, ambienti estremi | Costo del materiale molto elevato, lavorazione più lenta |
| Delrin (Acele) | Alto | Ingranaggi, cuscinetti, componenti meccanici di precisione | Costo moderato del materiale, lavorazione rapida |
| PEEK | Moderato | Impianti medici, aerospaziale, lavorazione chimica | Costo elevato del materiale, richiede il controllo della temperatura |
Requisiti Materiali Specifici per l'Industria
Il settore di riferimento determina probabilmente la scelta dei materiali oltre a semplici considerazioni prestazionali. I requisiti normativi e gli standard di certificazione riducono in modo significativo le opzioni disponibili.
Produzione di Dispositivi Medici richiede materiali con comprovata biocompatibilità e tracciabilità. Il titanio, l'acciaio inossidabile 316L e polimeri specializzati come il PEEK soddisfano i requisiti FDA per dispositivi impiantabili. Il partner di lavorazione deve conservare la documentazione che ne attesti l'origine e la conformità a standard quali ISO 13485.
Applicazioni Aerospaziali richiedono leghe certificate con piena tracciabilità del materiale. Non è possibile utilizzare semplicemente qualsiasi alluminio: deve trattarsi di alluminio per applicazioni aerospaziali, accompagnato da certificati di laminazione che ne documentino la composizione chimica e le proprietà meccaniche. Tra le specifiche più comuni figurano gli standard AMS (Aerospace Material Specifications) e ASTM.
Componenti automobilistici spesso bilanciano l'efficienza dei costi con i requisiti prestazionali. La produzione su larga scala privilegia generalmente materiali facilmente lavorabili, come l'alluminio e gli acciai per tornitura, per ridurre al minimo il costo per singolo pezzo pur rispettando le specifiche di durata.
Comprendere queste dinamiche relative ai materiali consente di collaborare in modo più efficace con il proprio partner per la lavorazione meccanica. Quando si è in grado di discutere i compromessi tra lavorabilità e prestazioni, si prendono decisioni migliori su dove investire il proprio budget e dove effettuare tagli. 
Il flusso di lavoro completo della lavorazione meccanica spiegato
Hai scelto il processo e selezionato il materiale. E ora? Per molti acquirenti alle prime armi, il percorso dalla richiesta iniziale alla ricezione dei pezzi finiti appare come una 'scatola nera'. Che cosa accade dopo l'invio dei file? Quanto tempo richiede ciascuna fase? Comprendere l'intero flusso di lavoro permette di definire aspettative realistiche ed evitare costose incomprensioni.
Che tu stia collaborando con un'officina meccanica di San Jose o con un fornitore situato in un'altra parte del paese, la maggior parte delle strutture affidabili per la lavorazione CNC in California segue un processo strutturato simile. Esaminiamo insieme ogni fase, in modo che tu sappia esattamente cosa aspettarti.
Preparazione dei file di progettazione per la consegna
Il tuo progetto ha inizio nel momento in cui invii i file di progettazione: la modalità con cui li prepari influisce direttamente sulla precisione del preventivo e sui tempi di consegna. Secondo la documentazione relativa ai flussi di lavoro del settore, un pacchetto di richiesta tipico dovrebbe includere modelli CAD, disegni tecnici, specifiche relative al materiale, quantitativi richiesti e tempistiche di consegna.
Quali formati di file preferiscono le officine meccaniche di San Jose (CA) e gli altri centri professionali?
- STEP (.stp, .step) — lo standard universale per lo scambio di modelli 3D, leggibile da praticamente qualsiasi software CAM
- IGES (.igs, .iges) — un formato più vecchio ma ampiamente supportato per geometrie superficiali e solide
- DXF/DWG — file di disegno 2D essenziali per parti piane e per indicare dimensioni supplementari
- File CAD nativi —I file SolidWorks, Inventor o Fusion 360 conservano pienamente l’intento progettuale quando il vostro laboratorio utilizza software compatibile
- Disegni PDF —Disegni 2D annotati che indicano tolleranze, finiture superficiali e requisiti particolari
Ecco qualcosa che molti acquirenti trascurano: i modelli 3D da soli non sono sufficienti. Il vostro laboratorio meccanico in California ha bisogno di disegni 2D quotati che specifichino tolleranze, requisiti di finitura superficiale e caratteristiche critiche. Il modello 3D indica la forma da realizzare; il disegno specifica con quale precisione deve essere eseguita.
Prima di inviare, verificate attentamente questi problemi comuni:
- Tutte le quote sono chiaramente specificate con le relative tolleranze appropriate?
- Avete indicato quali caratteristiche sono critiche e quali rientrano nella tolleranza generale?
- La qualità del materiale è esplicitamente indicata (non semplicemente «alluminio», ma «6061-T6»)?
- I requisiti di finitura superficiale sono indicati utilizzando i valori standard Ra?
- Avete specificato la quantità richiesta e la data di consegna prevista?
Il processo di preventivazione e revisione
Non appena i vostri file arrivano, inizia il processo di preventivazione—un processo più complesso di quanto molti clienti non immaginino. Secondo la guida RFQ di Stecker Machine, membri esperti del team della officina esaminano il pacchetto partendo da una valutazione di fattibilità basata sulle proprie capacità ed esperienza.
Cosa accade durante questa revisione? Gli ingegneri esaminano i vostri disegni tecnici alla ricerca di incongruenze, tolleranze stringenti, problemi potenziali e difficoltà di processo. Il loro obiettivo è individuare potenziali criticità prima che si trasformino in errori costosi.
I migliori fornitori di servizi di lavorazione meccanica non si limitano a preventivare ciò che richiedete: propongono anche miglioramenti. L’analisi per la progettazione per la produzione (DFM) identifica opportunità per:
- Ridurre i costi mediante sostituzioni di materiale o semplificazioni geometriche
- Migliorare la qualità modificando le tolleranze su caratteristiche non critiche
- Accorcia i tempi di consegna selezionando processi più adatti alla vostra geometria
- Eliminare potenziali guasti individuando pareti sottili, spigoli interni troppo accentuati o altre caratteristiche problematiche
La complessità e il volume determinano come i componenti devono essere lavorati. Utilizzando queste informazioni, i responsabili della stima collaborano con gli ingegneri per condurre studi tempi operazione per operazione e utensile per utensile. Queste stime dei tempi ciclo costituiscono la base di tutto: capacità degli operatori, esigenze di attrezzature e, in ultima analisi, il prezzo da voi quotato.
Il preventivo formale che ricevete include generalmente:
- Prezzo unitario e dettaglio del costo totale
- Tempi di consegna stimati, dal conferimento dell’ordine alla spedizione
- Costi dei materiali (talvolta indicati separatamente)
- Spese di allestimento e requisiti relativi agli utensili
- Eventuali dichiarazioni chiarificatrici relative a tolleranze o specifiche
Produzione fino all’ispezione finale
Dopo l’approvazione del preventivo e la conferma del vostro ordine, ha inizio la pianificazione della produzione. Il vostro ordine viene inserito in una coda sulla base della complessità, della disponibilità dei materiali e della programmazione delle macchine. È proprio in questa fase che i vostri componenti prendono effettivamente vita.
La fase produttiva prevede diversi passaggi coordinati:
- Sorgente dei Materiali —il vostro negozio acquista materiale grezzo conforme al grado specificato, spesso con certificati di laminatoio per garantire la tracciabilità
- Programmazione CNC —gli ingegneri creano i percorsi utensile utilizzando software CAM, ottimizzando velocità, precisione e durata dell’utensile
- Impostazione della macchina —gli operatori montano i dispositivi di fissaggio, caricano gli utensili e calibrano la macchina per il vostro particolare componente
- Produzione del primo campione —il primo pezzo viene lavorato e sottoposto a un’ispezione approfondita prima di procedere
- Lotto di produzione —una volta che il primo articolo supera l’ispezione, vengono lavorati i pezzi rimanenti
- Controlli di qualità in corso —gli operatori verificano le dimensioni critiche durante tutta la produzione
- Operazioni Secondarie —se necessario, i pezzi vengono sottoposti a sbavatura, trattamento superficiale o trattamento termico
- Ispezione finale —i pezzi finiti vengono misurati in base alle vostre specifiche utilizzando strumenti tarati
- Imballaggio e spedizione —i pezzi sono adeguatamente protetti e spediti con la documentazione richiesta
I controlli qualità avvengono in modo continuo, non solo alla fine. L’ispezione del primo articolo è particolarmente critica: è in questa fase che vengono individuati eventuali errori di programmazione, problemi di impostazione o difetti progettuali, prima che venga sprecato materiale in una produzione completa.
L'intero flusso di lavoro a colpo d'occhio
Dall'inizio alla fine, ecco il percorso tipico che il tuo progetto compie all'interno di un'officina professionale per lavorazioni meccaniche:
- Consegna del Progetto —fornisci i file CAD, i disegni e le specifiche
- Generazione del preventivo —gli ingegneri ne valutano la fattibilità e definiscono il preventivo
- Revisione del progetto e analisi DFM —vengono individuati e discussi potenziali miglioramenti
- Conferma Ordine —approvi il preventivo e fornisci l'autorizzazione all'acquisto
- Pianificazione della produzione —il tuo ordine entra nella coda in base agli impegni sui tempi di consegna
- Approvvigionamento di materiali —il materiale grezzo viene reperito secondo le tue specifiche
- Operazioni di lavorazione —le macchine CNC trasformano il materiale grezzo in componenti finiti
- Ispezione e controllo qualità —i componenti vengono verificati in base ai requisiti dimensionali e di qualità
- Spedizione e consegna —i componenti completati arrivano presso la vostra struttura con la relativa documentazione
Comprendere questo flusso di lavoro vi aiuta a pianificare i progetti in modo più efficace. Saprete quando aspettarvi aggiornamenti, quali informazioni il vostro laboratorio necessita in ciascuna fase e come evitare ritardi che potrebbero posticipare la data di consegna.
Ora che conoscete il processo, la domanda successiva più logica diventa: quanto costerà effettivamente tutto ciò? Diversi fattori influenzano il prezzo in modi non immediatamente evidenti; conoscerli vi permetterà di progettare in modo più intelligente e di predisporre un budget più accurato.
Quali fattori influenzano i costi dei servizi di lavorazione meccanica
Ecco ciò che la maggior parte dei fornitori non vi comunicherà in anticipo: il prezzo che pagate per i componenti lavorati dipende da decisioni che siete voi a controllare. La scelta del materiale, le tolleranze specificate, i requisiti di finitura superficiale e il volume dell’ordine influenzano tutti la vostra fattura finale—talvolta in modo significativo. Comprendere queste variabili vi pone al comando nella pianificazione del budget dei progetti e nelle trattative con i fornitori.
Secondo l’analisi dettagliata dei costi di Unionfab, i costi della lavorazione CNC variano notevolmente in funzione di fattori quali la geometria del pezzo, la scelta del materiale, la strategia di lavorazione, i requisiti di tolleranza e il volume di produzione. Esaminiamo ciascun fattore in modo che possiate prendere decisioni informate prima di inviare la vostra prossima richiesta di preventivo.
In che modo la scelta del materiale incide sul vostro budget
La vostra scelta del materiale ha ripercussioni su ogni categoria di costo: prezzo del materiale grezzo, tempo di lavorazione, usura degli utensili e persino peso della spedizione. Scegliete con attenzione e ottimizzerete il rapporto qualità-prezzo. Scegliete in modo poco accurato e dovrete pagare sovrapprezzi che non migliorano le prestazioni del vostro prodotto.
Considerare soltanto i costi delle materie prime. Secondo i dati di mercato sui prezzi, i materiali rientrano in fasce di costo distinte:
- Basso costo ($) —Alluminio e PMMA (acrilico) rappresentano il punto di partenza più economico
- Costo moderato ($$) —POM, PTFE, nylon e materiali compositi come l'FR4
- Costo elevato ($$$) —Rame, ottone, bronzo, acciaio, acciaio inossidabile e plastiche tecniche come il PC e l'ABS
- Costo premium ($$$$$) —Magnesio, titanio, PEEK e ceramiche tecniche
Tuttavia, il prezzo delle materie prime racconta solo una parte della storia. Un laboratorio meccanico della Bay Area terrà inoltre conto della lavorabilità, ovvero della velocità e della facilità con cui il materiale può essere tagliato. L'alluminio viene lavorato a velocità 3-4 volte superiori rispetto all'acciaio inossidabile. Questa differenza di velocità si traduce direttamente in minori costi di manodopera e di tempo macchina.
Ecco il punto pratico: non specificare il titanio quando l'alluminio soddisfa i vostri requisiti. Non optare automaticamente per l'acciaio inossidabile quando l'acciaio al carbonio offre una resistenza alla corrosione adeguata. Ogni sovraspecifica comporta un aumento dei costi senza aggiungere valore alla vostra applicazione.
Rapporto tra tolleranza e costo
Tolleranze più strette comportano sempre costi maggiori, ma la relazione non è lineare. Secondo la ricerca di Fictiv sulla progettazione per la produzione, i progetti nella regione di tolleranza «minimo sforzo» utilizzano lo standard ISO 2768 medio, che rappresenta un buon compromesso tra quanto è facilmente realizzabile con macchine CNC standard e quanto è necessario per componenti funzionali.
Perché le tolleranze strette fanno aumentare i costi? Diversi fattori si sommano:
- Velocità di lavorazione ridotte —ottenere precisione richiede tagli accurati e controllati, anziché rimozione aggressiva del materiale
- Operazioni aggiuntive —le caratteristiche potrebbero richiedere passaggi di sgrossatura seguiti da passaggi di finitura separati
- Utensili specializzati —il lavoro di precisione richiede spesso utensili da taglio di qualità superiore con un runout più contenuto
- Tempo di ispezione prolungato —ogni tolleranza stretta richiede la verifica con strumenti di misura tarati
- Tassi di rifiuto più elevati —i componenti fuori specifica devono essere scartati o ritoccati
L’approccio più intelligente? Applicare tolleranze strette solo dove la funzionalità lo richiede. Un’officina specializzata in lavorazioni di precisione, sia a Mass Precision San Jose che altrove, vi dirà la stessa cosa: specificare ±0,001" solo sulle superfici di accoppiamento critiche e lasciare le caratteristiche non critiche alla tolleranza standard di ±0,005" o più ampia.
Secondo l’analisi dei costi di Exact Machine Service, è fondamentale definire le tolleranze e le finiture superficiali necessarie sulla base dei requisiti funzionali dei componenti, per raggiungere un equilibrio tra precisione e costo.
Prezzi agevolati per volumi e considerazioni relative al setup
Ogni ciclo di produzione inizia con la predisposizione: caricamento dei dispositivi di fissaggio, installazione degli utensili, taratura della macchina ed esecuzione del primo pezzo. Questi costi rimangono relativamente fissi, sia che si producano 10 pezzi sia 1.000. Comprendere questa dinamica spiega perché il costo per pezzo diminuisce drasticamente all’aumentare delle quantità.
Consideri questo scenario: un’officina meccanica di San Jose (CA) prevede costi di predisposizione pari a 500 USD più 20 USD per pezzo per il tempo di lavorazione. Con un ordine di 10 pezzi, il costo di predisposizione ammonta a 50 USD per unità; con un ordine di 100 pezzi, scende a 5 USD per unità. Il costo di lavorazione rimane costante, ma il costo totale per pezzo passa da 70 USD a 25 USD.
Ecco i fattori di costo ordinati dal maggiore al minore impatto sul costo totale del progetto:
- Complessità e geometria del pezzo —design complessi che richiedono più fasi di predisposizione, utensili specializzati o lavorazioni a 5 assi comportano prezzi premium
- Selezione del Materiale —leghe esotiche e materiali difficili da lavorare aumentano sia il costo del materiale grezzo sia quello della lavorazione
- Requisiti di tolleranza —ogni cifra decimale aggiuntiva di precisione comporta un aumento sproporzionato dei costi
- Quantità di ordine —volumi più elevati ammortizzano i costi di allestimento e possono rendere idonei a prezzi agevolati per lotti
- Specifiche di finitura superficiale —finiture oltre quella standard (Ra 3,2 μm) richiedono operazioni aggiuntive
- Operazioni Secondarie —trattamenti termici, anodizzazione, nichelatura o verniciatura comportano costi aggiuntivi post-macchinatura
- Tempi di consegna richiesti —consegne accelerate comportano spesso sovrapprezzi per urgenza
Volete ridurre i costi senza compromettere la funzionalità? Secondo le migliori pratiche produttive di Fictiv, queste modifiche progettuali garantiscono i maggiori risparmi:
- Semplificare la geometria —minimizzare gli spigoli interni vivi, le tasche profonde e le caratteristiche complesse che aumentano i tempi di lavorazione
- Utilizzare dimensioni standard degli utensili —progettare caratteristiche compatibili con frese e punte da trapano comuni riduce i costi di allestimento e di utensileria
- Progettare per un numero minore di allestimenti —i componenti lavorabili in due allestimenti o meno evitano i tempi di riposizionamento e l’accumulo delle tolleranze
- Specificare solo le finiture funzionali —richiedere superfici lucidate solo dove lo richiedano l’estetica o la funzionalità
- Valutare lotti leggermente più grandi —passare da 25 a 50 unità spesso garantisce risparmi sproporzionati per singolo pezzo
I laboratori meccanici della Bay Area e i laboratori di lavorazione di precisione in tutto il territorio nazionale applicano strutture di costo simili. Comprendendo quali fattori ne determinano il prezzo, è possibile progettare componenti più intelligenti, presentare preventivi meglio preparati e negoziazioni basate su conoscenze concrete anziché su supposizioni.
Questi fattori di costo diventano particolarmente critici quando il vostro progetto richiede certificazioni specifiche per settore. Le applicazioni aerospaziali, automobilistiche e mediche introducono requisiti di conformità che influenzano sia i prezzi sia la scelta dei partner: argomenti che esploreremo nel seguito.

Applicazioni industriali e requisiti di certificazione
Pensate che tutti i fornitori di lavorazione meccanica siano equivalenti? Riflettete ancora. Il laboratorio che produce ferramenta decorativa opera secondo regole completamente diverse rispetto a quello che fabbrica supporti per aeromobili o impianti chirurgici. Il vostro settore non influenza soltanto ciò che producete, ma detta anche come il vostro partner di lavorazione meccanica deve operare, documentare e verificare ogni singolo passaggio della produzione.
Comprendere questi requisiti di certificazione vi aiuta a valutare potenziali partner ed evitare errori costosi. Secondo la ricerca sulle certificazioni nel settore manifatturiero, le certificazioni relative alla lavorazione meccanica non sono una semplice formalità: rappresentano un requisito fondamentale che disciplina la selezione dei fornitori, l’idoneità contrattuale e la conformità normativa.
Requisiti e certificazioni per i componenti automobilistici
Il settore automobilistico richiede coerenza su larga scala. Quando si producono migliaia di componenti identici destinati alle linee di montaggio dei veicoli, la variabilità non è semplicemente indesiderabile: è inaccettabile. È per questo motivo che i costruttori automobilistici (OEM) richiedono ai fornitori di rispettare rigorosi standard di certificazione prima di assegnare contratti.
Certificazione IATF 16949 iATF 16949 rappresenta lo standard di riferimento per la gestione della qualità nel settore automobilistico. Pubblicato dall'International Automotive Task Force, questo standard si basa su ISO 9001 aggiungendovi requisiti specifici per il settore automobilistico. Secondo Le linee guida per la certificazione AIAG , IATF 16949:2016 definisce i requisiti per i sistemi di gestione della qualità delle organizzazioni operanti nell’industria automobilistica globale.
Cosa distingue IATF 16949 dalle certificazioni generali sulla qualità? Lo standard enfatizza:
- Prevenzione dei Difetti —approcci sistematici per identificare ed eliminare potenziali guasti prima che si verifichino
- Riduzione delle variazioni —protocolli di miglioramento continuo che rafforzano progressivamente il controllo dei processi
- Eliminazione degli sprechi —principi di produzione snella integrati nella gestione della qualità
- Requisiti specifici del cliente —flessibilità nell'incorporare le specifiche individuali dei produttori OEM
Controllo Statistico dei Processi (SPC) gioca un ruolo fondamentale nella produzione automobilistica. Piuttosto che ispezionare i componenti dopo la produzione, il controllo statistico dei processi (SPC) monitora i processi in tempo reale per rilevare eventuali variazioni prima che queste generino componenti difettosi. I grafici di controllo, gli indici di capacità e l’analisi delle tendenze diventano strumenti standard per gli stabilimenti certificati.
Per i laboratori di lavorazione CNC in California e per gli stabilimenti aerospaziali specializzati in lavorazioni CNC che forniscono servizi ai clienti del settore automobilistico, queste certificazioni non sono optional aggiuntivi: costituiscono invece un requisito indispensabile per operare sul mercato. I principali produttori OEM, tra cui General Motors, Ford e Stellantis, richiedono ai propri fornitori di lavorazione la certificazione IATF 16949.
Strutture certificate come Shaoyi Metal Technology rispondono a queste esigenze del settore automobilistico grazie alla certificazione IATF 16949 e a rigorosi protocolli SPC. Le loro operazioni producono gruppi telaistici ad alta tolleranza e componenti di precisione, garantendo nel contempo la documentazione e la tracciabilità richieste dalle catene di fornitura automobilistiche.
Standard di Precisione Aerospaziale
Se nel settore automobilistico si richiede coerenza, nell’aerospaziale si richiede perfezione—con relativa documentazione. Ogni materiale, ogni processo e ogni misurazione devono essere documentati e tracciabili. Quando il guasto di un componente può avere conseguenze catastrofiche, i requisiti di certificazione riflettono proprio tali rischi.
Certificazione AS9100 si basa sulla norma ISO 9001 aggiungendovi rigorosi requisiti di qualità specificamente concepiti per i settori aerospaziale, della difesa e spaziale. Secondo una ricerca di settore, oltre l’80% delle aziende aerospaziali globali richiede ai fornitori di lavorazione CNC la certificazione AS9100.
Cosa distingue la norma AS9100 dagli standard qualitativi generali?
- Tracciabilità completa dei materiali —ogni componente è riconducibile a materiale grezzo certificato, con numeri di lotto termico e certificati di laminazione documentati
- Ispezione del primo articolo (FAI) —La documentazione conforme alla norma AS9102 dimostra che la produzione iniziale soddisfa tutte le specifiche
- Gestione della configurazione —Un rigoroso controllo delle revisioni garantisce che i componenti corrispondano alle versioni attuali dei progetti ingegneristici
- Gestione del rischio —Processi formali identificano, valutano e mitigano potenziali problemi di qualità
- Prevenzione delle parti contraffatte —Le procedure di verifica garantiscono l'autenticità dei materiali
L'onere documentale si estende per tutta la durata della produzione. Un'officina di lavorazione CNC in California che fornisce servizi a clienti del settore aerospaziale deve conservare registrazioni che attestino:
- Certificazioni dei materiali grezzi e verifica della provenienza
- Percorsi utensile e programmi CNC utilizzati per ogni operazione
- Qualifiche degli operatori e registri della formazione
- Stato di taratura di tutti gli strumenti di misura
- Dati completi di ispezione per ogni dimensione critica
Per i fornitori di lavorazione metalli a San Jose (CA) e altri laboratori regionali, il conseguimento della certificazione AS9100 richiede un investimento significativo nei sistemi documentali, nella formazione e nella preparazione agli audit. Tuttavia, tale certificazione consente l’accesso a contratti nel settore aerospaziale che i concorrenti non certificati non possono perseguire.
Considerazioni relative alla produzione di dispositivi medici
La produzione di dispositivi medici aggiunge un ulteriore livello di complessità regolamentare. Quando i componenti meccanici diventano parte di apparecchiature diagnostiche o di dispositivi impiantabili, la sicurezza del paziente determina ogni requisito.
Secondo Linee guida regolamentari della FDA , i produttori devono istituire e applicare sistemi qualità per garantire che i loro prodotti soddisfino in modo costante i requisiti e le specifiche applicabili. Questi sistemi qualità per i dispositivi soggetti alla regolamentazione della FDA sono noti come buone pratiche di fabbricazione correnti (CGMP).
Certificazione ISO 13485 si riferisce specificamente alla gestione della qualità dei dispositivi medici. Pur essendo strutturato in modo simile alla norma ISO 9001, aggiunge requisiti relativi a:
- Controlli di progetto —verifica sistematica che i dispositivi soddisfino i requisiti per l’uso previsto
- Validazione del processo —prova documentata che i processi produttivi generano in modo coerente risultati accettabili
- Documentazione sulla biocompatibilità —evidenza che i materiali non provocheranno reazioni avverse nei pazienti
- Convalida della sterilizzazione —verifica che i processi di sterilizzazione raggiungano i livelli richiesti di garanzia sterilità
- Gestione dei reclami —sistemi formali per il tracciamento e l’indagine dei problemi relativi ai prodotti
Il Regolamento FDA sul Sistema Qualità (21 CFR Parte 820) fornisce il quadro normativo negli Stati Uniti. Secondo la documentazione FDA, il regolamento sul sistema qualità adotta un approccio "ombrello" che richiede ai produttori di sviluppare e seguire procedure adeguate ai dispositivi specifici da loro realizzati.
Cosa significa ciò per il vostro partner nella lavorazione meccanica? Deve mantenere:
- Registri completi della storia del dispositivo per ogni lotto prodotto
- Processi produttivi convalidati, con parametri documentati
- Strumenti di misura tarati, riconducibili agli standard nazionali
- Ambienti controllati adeguati ai requisiti del prodotto
- Registri della formazione del personale che dimostrano la competenza
La FDA ha recentemente emanato la norma definitiva sul Regolamento per il Sistema di Gestione della Qualità (QMSR), integrando la norma ISO 13485:2016 nel quadro regolamentare. Questa armonizzazione significa che i fornitori di lavorazione di dispositivi medici devono sempre più rispettare contemporaneamente sia i requisiti della FDA sia gli standard internazionali.
Scegliere il Partner Certificato Giusto
Il settore di appartenenza determina quali certificazioni rivestono maggiore importanza. Di seguito una rapida guida di riferimento:
| Settore | Certificazione principale | Requisiti Principali |
|---|---|---|
| Automobilistico | IATF 16949 | Controllo statistico di processo (SPC), prevenzione dei difetti, requisiti specifici del cliente |
| Aerospaziale/Difesa | AS9100 | Tracciabilità completa, ispezione iniziale di accettazione (FAI), gestione delle configurazioni |
| Dispositivi medici | ISO 13485 | Controlli di progettazione, convalida dei processi, gestione dei reclami |
| Industriale generale | ISO 9001 | Principi fondamentali della gestione della qualità, miglioramento continuo |
Non date per scontato che un'officina certificata per un settore industriale sia automaticamente qualificata anche per un altro. I fornitori aerospaziali certificati AS9100 potrebbero non disporre dei sistemi produttivi ad alto volume richiesti dal settore automobilistico. Gli specialisti nel campo dei dispositivi medici potrebbero non avere esperienza con le leghe esotiche richieste dall’aerospaziale.
Nel valutare potenziali partner, verificate direttamente le relative certificazioni. Chiedete copie dei certificati, controllate le date di scadenza e accertatevi che il campo di applicazione copra effettivamente i vostri specifici tipi di prodotto. Gli organismi di certificazione mantengono database pubblici nei quali è possibile verificare in modo indipendente lo stato di un fornitore.
Questi requisiti di certificazione aggiungono costi e complessità alla lavorazione su commissione, ma esistono per una buona ragione. Quando i vostri componenti vengono impiegati in veicoli, aeromobili o dispositivi medici, le implicazioni sono tali da giustificare l’investimento in rigorosi sistemi qualità. Comprendere le esigenze specifiche di ciascun settore vi aiuta a individuare partner in grado di mantenere effettivamente le proprie promesse.
Le certificazioni stabiliscono sistemi di qualità di base, ma in che modo i fornitori di lavorazione meccanica verificano effettivamente che i singoli componenti rispettino le vostre specifiche? La risposta risiede nei metodi di ispezione e nei protocolli di garanzia della qualità: il nostro prossimo argomento.
Garanzia della qualità e verifica delle tolleranze
Il vostro partner per la lavorazione meccanica possiede una certificazione impressionante. Ma ecco la vera domanda: in che modo dimostra concretamente che i vostri componenti rispettano le specifiche? Le certificazioni stabiliscono i sistemi; l’ispezione ne verifica i risultati. Comprendere come le strutture professionali misurino, documentino e verifichino le dimensioni vi aiuta a valutare le dichiarazioni sulla qualità e a interpretare correttamente i rapporti di ispezione che ricevete insieme alle vostre spedizioni.
Che siate in contatto con una struttura di lavorazione meccanica a Santa Clara o che stiate acquistando da officine meccaniche a Santa Clara (CA), i principi fondamentali della garanzia della qualità rimangono costanti tra tutti i fornitori affidabili.
Comprensione delle specifiche di tolleranza
Prima che venga effettuata qualsiasi misurazione, tutti devono concordare sul significato di "accettabile". Le specifiche di tolleranza definiscono la variazione ammissibile rispetto alle dimensioni nominali e la comprensione di questo linguaggio consente di comunicare efficacemente con il proprio partner per la lavorazione meccanica.
Le tolleranze compaiono in diverse forme sui disegni tecnici:
- Tolleranze bilaterali — variazione consentita in entrambe le direzioni (ad es. 25,00 ±0,05 mm)
- Tolleranze unilaterali — variazione consentita in una sola direzione (ad es. 25,00 +0,00/−0,10 mm)
- Dimensioni limite — valori espliciti massimo e minimo (ad es. 24,95–25,05 mm)
- Indicazioni GD&T — simboli di dimensionamento e tolleranza geometrica che controllano forma, orientamento e posizione
Perché ciò è rilevante per la verifica della qualità? Secondo La ricerca metrologica con macchine di misura a coordinate (CMM) , i sistemi avanzati possono misurare geometrie complesse con un’accuratezza eccezionale, raggiungendo spesso incertezze di misura nell’ordine dei micrometri. Tuttavia, anche l’apparecchiatura più sofisticata non ha alcun valore se le tolleranze non sono definite in modo chiaro.
Il processo di ispezione inizia dal vostro disegno. Ogni quota indicata come critica viene misurata e documentata. Le caratteristiche con tolleranze standard possono essere sottoposte a controlli a campione anziché a ispezione al 100%: un approccio pratico che bilancia accuratezza e convenienza economica.
Metodi ed equipaggiamenti per l’ispezione
I centri di lavorazione professionale impiegano una gamma di tecnologie per l’ispezione, ciascuna adatta a specifiche sfide di misurazione. Comprendere questi strumenti vi aiuta a valutare meglio ciò che comporta la verifica dei vostri componenti.
Macchine coordinate di misurazione (CMM) rappresentano lo standard aureo per la verifica dimensionale. Secondo la documentazione industriale, le macchine di misura a coordinate (CMM) acquisiscono punti dati che il software elabora per calcolare dimensioni, tolleranze e relazioni geometriche. Questi sofisticati strumenti operano all'interno di un sistema di coordinate tridimensionale, utilizzando gli assi X, Y e Z per determinare le posizioni esatte.
Che cosa rende particolarmente preziose le CMM?
- Misurare geometrie complesse in 3D a cui gli strumenti manuali non possono accedere
- Fornire risultati ripetibili e indipendenti dall'operatore
- Generare report di ispezione automatizzati con documentazione completa dei dati
- Verificare le specifiche GD&T, inclusa la posizione reale e le tolleranze di profilo
Comparatori ottici proiettare su schermi i profili ingranditi dei componenti per un confronto visivo con sovrapposizioni di riferimento. Questi sistemi senza contatto funzionano bene per:
- Componenti fragili o facilmente deformabili
- Profili filettati e dentature degli ingranaggi
- Smussi e svasature
- Verifica visiva rapida durante la produzione
Tester di rugosità superficiale misurare la texture microscopica delle superfici lavorate. Quando il disegno specifica valori Ra (rugosità media aritmetica), questi strumenti verificano la conformità tracciando una punta sulle superfici e analizzando il profilo risultante.
Ecco come si confrontano i comuni metodi di ispezione:
| Metodo di ispezione | Precisione tipica | Migliori Applicazioni | Limitazioni |
|---|---|---|---|
| CMM (a contatto) | ±0,001–0,003 mm | Geometria 3D complessa, verifica GD&T, pezzi in produzione | Più lento per misurazioni semplici, richiede un ambiente controllato |
| Comparatore ottico | ±0,01–0,025 mm | Ispezione del profilo, verifica filettature, confronto visivo | solo 2D, richiede interpretazione da parte dell’operatore |
| Micrometri/Calibri | ±0,01–0,025 mm | Controlli rapidi, dimensioni esterne, caratteristiche semplici | Funzionamento manuale, limitato alle superfici accessibili |
| Altometri | ±0,01mm | Altezze di gradino, riferimenti di quota, lavoro su piano di riscontro | Richiede una superficie di riferimento piana |
| Misuratore di ruvidezza superficiale | Risoluzione fino a 0,001 μm Ra | Verifica della finitura superficiale, convalida del processo | Misura esclusivamente la texture, non l’accuratezza dimensionale |
| scansione 3D | ±0,025–0,1 mm | Forme complesse, reverse engineering, mappatura delle deviazioni | Accuratezza inferiore rispetto alla macchina di misura a coordinate (CMM), richiede post-elaborazione |
Un laboratorio meccanico a Santa Clara (CA) o qualsiasi struttura orientata alla qualità combina tipicamente diversi metodi. Le macchine di misura a coordinate (CMM) gestiscono l'ispezione finale delle caratteristiche critiche, mentre gli strumenti manuali supportano i controlli in-process durante le operazioni di lavorazione.
Documentazione e tracciabilità
I dati di misurazione non significano nulla senza una documentazione adeguata. L’assicurazione della qualità professionale va oltre la semplice rilevazione delle misure: comprende la tracciabilità completa, dalla materia prima fino alla spedizione finale.
Ispezione del primo articolo (FAI) costituisce il fondamento della qualità produttiva. Secondo una ricerca sul settore manifatturiero condotta da PMP Metals, l’ispezione iniziale (FAI) è un processo formale e documentato che garantisce che la produzione di un componente o di un insieme rispetti le specifiche di progettazione, i disegni e i requisiti definiti dal cliente o dall’ufficio tecnico.
Cosa include un’ispezione iniziale (FAI) approfondita?
- Disegno a palloncino —ogni quota numerata per riferimento
- Tabella dei Risultati Dimensionali —valori misurati confrontati con le tolleranze specificate
- Certificazioni dei Materiali —documentazione che attesta la corretta lega e il trattamento termico applicato
- Registri dei processi —informazioni relative alle macchine e agli utensili utilizzati nella produzione
- Firme di accettazione —firme dell'operatore e dell'ispettore che confermano la verifica
L'FAI avviene in punti critici: all'inizio delle prime produzioni, dopo modifiche ingegneristiche, in caso di cambio di sede produttiva o a seguito di interruzioni prolungate della produzione. Questo sistema di punti di controllo individua i problemi prima che si ripercuotano su intere quantità di produzione.
Ispezione durante il Processo fornisce una verifica continua durante le fasi di produzione. Gli operatori controllano le dimensioni critiche a intervalli regolari — ad esempio ogni 10° o 25° pezzo — per confermare che il processo rimanga stabile. Eventuali scostamenti innescano un’indagine prima che si accumulino pezzi fuori tolleranza.
Ispezione finale i protocolli verificano i pezzi completati prima della spedizione. A seconda dei vostri requisiti e degli standard di settore, ciò può includere:
- ispezione al 100% di tutte le caratteristiche critiche
- Campionamento statistico basato sulla dimensione del lotto e sui livelli di qualità accettabili (AQL)
- Certificato di conformità che documenta l’adesione alle specifiche
- Relazioni complete delle misure con i valori effettivamente rilevati
Sistemi di Gestione della Qualità collegare questi elementi tra loro. Secondo la ricerca su ISO 9001:2015, questo standard riconosciuto a livello internazionale stabilisce il punto di riferimento che le aziende devono raggiungere e superare per soddisfare le aspettative dei clienti. Una officina meccanica certificata ISO ha implementato un solido sistema di gestione della qualità (QMS) che garantisce qualità e affidabilità costanti.
Cosa significa concretamente la certificazione ISO 9001:2015 per i vostri componenti?
- Procedure documentate garantiscono processi coerenti, indipendentemente dall’operatore che esegue il vostro ordine
- I programmi di taratura verificano che gli strumenti di misura mantengano la loro accuratezza
- I sistemi di azioni correttive affrontano i problemi in modo sistematico, anziché ripetutamente
- La revisione da parte della direzione garantisce il miglioramento continuo, anziché la stagnazione
Oltre alla norma ISO 9001, le certificazioni specifiche per settore aggiungono requisiti specializzati. La norma AS9102 disciplina la documentazione della verifica iniziale (FAI) nel settore aerospaziale. La norma IATF 16949 impone i protocolli di controllo statistico dei processi (SPC) nel settore automobilistico. La norma ISO 13485 riguarda la tracciabilità dei dispositivi medici. L’applicazione specifica determina quali norme sono applicabili e quali documenti è opportuno richiedere al proprio fornitore di lavorazioni meccaniche su commissione.
L’assicurazione della qualità si riduce infine alla fiducia, verificata da prove oggettive. Le certificazioni definiscono i sistemi. Le attrezzature per ispezione ne attestano la capacità operativa. La documentazione ne dimostra i risultati. Quando si valutano fornitori di servizi di lavorazione meccanica, non ci si deve limitare alle capacità dichiarate, ma occorre comprendere come vengono effettivamente verificati i prodotti consegnati.
Confronto tra lavorazione meccanica su commissione e altri metodi di produzione
Hai esplorato come funziona la lavorazione conto terzi, quali sono i costi associati e come viene verificata la qualità. Ma ecco la domanda che tiene svegli tutta la notte i responsabili delle operazioni: la lavorazione conto terzi è davvero la scelta giusta per il tuo progetto? Oppure la produzione interna, la stampa 3D o la fusione fornirebbero risultati migliori?
La risposta dipende dalla tua situazione specifica: i requisiti di volume, le esigenze di tolleranza, i vincoli sui materiali e le pressioni temporali influenzano tutti il percorso ottimale. Costruiamo insieme un quadro decisionale che ti aiuti a valutare obiettivamente questi compromessi.
Lavorazione conto terzi vs operazioni interne
La decisione se esternalizzare o investire internamente rappresenta una delle scelte più rilevanti che i produttori devono affrontare. Secondo ricerca manifatturiera , di norma è più conveniente esternalizzare inizialmente, a meno che non si richieda una produzione superiore a circa 4.000–5.000 pezzi all’anno, non siano presenti esigenze particolarmente stringenti in termini di proprietà intellettuale o certificazioni, oppure non si sia in grado di sostenere una spesa iniziale compresa tra 200.000 e 700.000 USD, oltre ai costi per la formazione degli operatori.
Cosa rende questo calcolo così complesso? Considera cosa richiede effettivamente la lavorazione interna:
- Investimento iniziale —una singola macchina CNC a 5 assi può costare da 200.000 a 700.000 USD prima di installazione, utensili e formazione
- Operatori qualificati —la lavorazione CNC rimane un processo altamente specializzato che richiede competenze continuamente aggiornate
- Manutenzione continua —le attrezzature necessitano di regolari operazioni di taratura, riparazione e, alla fine, sostituzione
- Spazio a terra e servizi —gli utensili da taglio richiedono fondazioni adeguate, alimentazione elettrica e controllo climatico
Quando ha più senso esternalizzare? Per volumi annuali inferiori a 1.000 unità, i calcoli favoriscono nettamente i partner esterni. Un tipico fornitore conto terzi potrebbe quotare 18 USD per pezzo per lavorazioni CNC in alluminio a basso volume, molto meno del costo ammortizzato delle attrezzature di proprietà che rimangono parzialmente inutilizzate.
Tuttavia, il calcolo cambia su larga scala. Quando i volumi di produzione superano le 5.000 unità annuali e le tolleranze sono standard, l’investimento interno inizia a generare costi unitari inferiori. I costi di allestimento vengono ripartiti su un numero sufficiente di componenti, rendendo economica la produzione interna.
Se stai cercando «operatori CNC vicino a me» perché hai bisogno di realizzare occasionalmente prototipi o di produrre volumi medi, il servizio di lavorazione a conto terzi offre quasi certamente un valore migliore rispetto a un investimento in capitale.
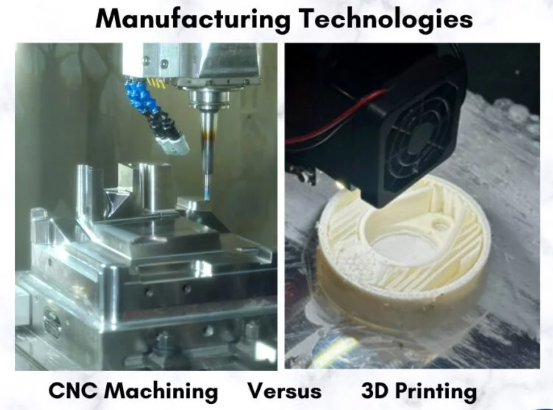
Quando la produzione additiva risulta più indicata
la stampa 3D ha rivoluzionato l’economia della produzione, ma non ha sostituito la lavorazione meccanica. Comprendere in quali ambiti ciascun metodo eccelle ti aiuta a scegliere in modo appropriato.
Secondo il confronto tra processi di Xometry, la stampa 3D consente di ottenere rapidamente pezzi a forma definitiva, mentre la lavorazione CNC richiede un allestimento specifico per ogni componente e generalmente una programmazione manuale, oltre a un controllo continuo. È comune che i componenti realizzati con CNC costino fino a 10 volte di più rispetto a quelli stampati in 3D per piccoli lotti e geometrie complesse.
In quali casi la produzione additiva risulta vantaggiosa?
- Geometrie interne complesse —strutture a griglia, canali di raffreddamento conformi e forme organiche irraggiungibili con utensili da taglio
- Iterazione rapida —le modifiche richiedono soltanto la modifica dei file, non nuovi utensili o programmazione
- Produzione a basso volume —i costi di allestimento sono minimi, rendendo economicamente vantaggiosa la produzione di singoli pezzi
- Opportunità di consolidamento —gli insiemi possono diventare singoli componenti stampati
Tuttavia, la stampa 3D presenta limitazioni significative. I vari processi di stampa offrono resistenze diverse rispetto alle proprietà native del materiale: fino al 10% della resistenza a trazione ultima del materiale per la tecnologia FFF in ABS, ma fino al 100% per la sinterizzazione laser selettiva (SLS) del nylon. La fresatura CNC produce componenti in materiali nativi non interrotti, pertanto la resistenza è generalmente elevata.
Un altro aspetto critico è la finitura superficiale. La stampa 3D è generalmente influenzata dalle caratteristiche meccaniche del processo: in particolare, la risoluzione lungo l’asse Z genera superfici gradinate e irregolarità visive. La finitura superficiale ottenuta con la fresatura CNC può essere estremamente uniforme e altamente precisa, purché i percorsi dell’utensile siano programmati per ottenere una finitura liscia.
Il punto decisionale pratico? Scegli la produzione additiva per i prototipi, le geometrie complesse e i volumi inferiori a 50 unità. Passa alla lavorazione su commissione quando hai bisogno di proprietà meccaniche da produzione, tolleranze strette o superfici lisce.
Alternative alla fusione e allo stampaggio
Per la produzione in grande volume, né la lavorazione né la stampa 3D potrebbero rappresentare la soluzione migliore. La fusione e lo stampaggio ad iniezione offrono costi per singolo pezzo notevolmente inferiori—una volta sostenuto l’investimento in attrezzature.
Lo stampaggio ad iniezione può produrre componenti plastici identici in pochi secondi anziché in ore. Tuttavia, gli stampi stessi costano da migliaia a centinaia di migliaia di dollari, a seconda della complessità. Tale investimento è giustificato solo quando si producono decine di migliaia di componenti identici.
La pressofusione offre economie simili per i componenti metallici. Una volta realizzati gli stampi, è possibile produrre rapidamente componenti complessi in alluminio o zinco. Tuttavia, la pressofusione non raggiunge le tolleranze ottenibili con la lavorazione meccanica senza operazioni secondarie, e le modifiche progettuali richiedono costose alterazioni degli stampi.
Quando questi metodi risultano più vantaggiosi rispetto alla lavorazione su commessa?
- Volumi superiori a 10.000 unità — i costi degli stampi vengono ammortizzati fino a un impatto trascurabile sul costo unitario
- Progetti stabili — le modifiche sono costose, quindi i componenti devono essere pronti per la produzione
- Tolleranze moderate — la precisione ottenuta direttamente dalla fusione o dallo stampaggio soddisfa i requisiti
- Cicli di produzione prolungati — lo stesso progetto verrà prodotto per mesi o anni
Confronto dei metodi di produzione a colpo d'occhio
Utilizza questa tabella di riferimento per valutare gli approcci produttivi per il tuo prossimo progetto:
| Criteri | Lavorazione a servizio | Lavorazione interna | stampa 3D | Iniezione di materiale plastico | Gettito sotto Pressione |
|---|---|---|---|---|---|
| Intervallo di volume ideale | 1-5.000 unità | oltre 5.000 unità all’anno | 1-50 unità | 10.000+ unità | 5.000+ unità |
| Opzioni di materiale | Virtuale illimitate leghe metalliche e plastiche | Limitata dalle attrezzature di proprietà | Polimeri specifici per processo, alcuni metalli | Termoplastici principalmente | Leghe di alluminio, zinco, magnesio |
| Capacità di tolleranza | raggiungibile ±0,001" | raggiungibile ±0,001" | tolleranza tipica: ±0,005–0,010 pollici | tolleranza tipica: ±0,002–0,005 pollici | tolleranza tipica: ±0,005 pollici; lavorazione per tolleranze più strette |
| Tempi di consegna | Giorni fino a settimane | Ore a giorni | Ore a giorni | Settimane per la realizzazione degli utensili, quindi produzione rapida | Settimane per la realizzazione degli utensili, quindi produzione rapida |
| Costo di installazione/strumentazione | Basso-Moderato | Elevato investimento iniziale | Minimale | $5.000–$100.000+ per gli stampi | $10.000–$100.000+ per le matrici |
| Costo per pezzo (Basso Volume) | Moderato | Alto | Basso-Moderato | Molto elevato | Molto elevato |
| Costo per pezzo (Alto Volume) | Moderato | Bassi | Alto | Molto Basso | Molto Basso |
| Flessibilità di progettazione | Alto | Alto | Molto elevato | Basso costo dopo la realizzazione degli utensili | Basso costo dopo la realizzazione degli utensili |
| Resistenza del materiale | Proprietà native complete | Proprietà native complete | 10-100% a seconda del processo | Proprietà polimeriche quasi complete | Proprietà lega quasi complete |
Fare la Scelta Giusta per il Tuo Progetto
Il metodo di produzione ottimale dipende dalla posizione del vostro progetto lungo diversi assi decisionali. Considerate questi scenari:
Scegliete la lavorazione a servizio quando:
- Hai bisogno di componenti metallici di qualità produttiva in quantità comprese tra 10 e diverse migliaia di pezzi
- Sono richieste tolleranze più strette di ±0,005 pollici
- Il tuo progetto potrebbe evolvere in base ai test o al feedback dei clienti
- Non disponi del capitale necessario per investire in attrezzature o assumere operatori qualificati
- Hai bisogno di accedere a officine con macchine a 5 assi o a processi specializzati senza possederli direttamente
Scegli la lavorazione interna quando:
- I volumi annuali superano costantemente i 5.000 pezzi di componenti simili
- Il controllo dei tempi di consegna è fondamentale: hai bisogno dei componenti in ore, non in giorni
- Le preoccupazioni relative alla protezione della proprietà intellettuale rendono rischioso l’outsourcing
- Disponi già, oppure puoi formare, un personale qualificato in grado di operare le attrezzature
Scegli la stampa 3D quando:
- Le geometrie includono canali interni, strutture reticolari o forme organiche
- Stai iterando rapidamente i design e hai bisogno di feedback immediati
- Le quantità sono molto basse — in particolare singoli prototipi
- I requisiti di resistenza del materiale sono moderati
Scegli la stampatura o la fusione quando:
- I design sono definitivi e stabili per una produzione prolungata
- I volumi giustificano l’investimento nello stampo — tipicamente 10.000+ unità
- Il costo per singola unità è il fattore principale
- I requisiti di tolleranza possono essere soddisfatti senza lavorazioni secondarie
Molti progetti traggono vantaggio da approcci ibridi: realizza il prototipo con la stampa 3D, verifica con la lavorazione a servizio e passa alla stampatura una volta che i design si sono stabilizzati. Un laboratorio meccanico a San Francisco o un laboratorio meccanico a San Francisco (CA) può aiutarti a gestire queste transizioni — molti offrono sia servizi di lavorazione sia consulenza su quando altri metodi risultano più appropriati.
Per i produttori che stanno valutando opzioni di lavorazione CNC nelle vicinanze in California, il quadro decisionale rimane costante indipendentemente dalla località. Valutare le previsioni di volume, i requisiti di tolleranza, le pressioni temporali e i vincoli di capitale. Il metodo di produzione più adatto emerge da una valutazione onesta di questi fattori, non da assunzioni su quale tecnologia sia la "migliore".
Con questo quadro decisionale a disposizione, l'ultimo passo consiste nella selezione del partner ideale per la lavorazione, in grado di eseguire l'approccio scelto. I criteri di valutazione — e le domande che è opportuno porre — determinano se il progetto avrà successo o incontrerà difficoltà.
Scegliere il partner ideale per la lavorazione su commissione
Hai analizzato i processi, confrontato i metodi di produzione e compreso quali fattori influenzano i costi. Ora arriva la decisione che determinerà se il tuo progetto avrà successo o incontrerà ostacoli: la scelta del partner ideale per la lavorazione. Questa scelta ha un impatto su tutto: qualità, tempi di consegna, costi e capacità di scalare al crescere della domanda.
Secondo la guida alla selezione dei partner di Principal Manufacturing Corporation, scegliere il giusto partner per la lavorazione CNC garantisce il successo del vostro progetto. Un'azienda esperta può influenzare positivamente ogni aspetto del processo produttivo, dalla qualità alla consegna puntuale.
Che stiate valutando le opzioni di officine meccaniche a San Jose o esplorando le officine meccaniche a Oakland (CA), questi criteri vi aiuteranno a distinguere i partner eccezionali da quelli semplicemente adeguati.
Criteri fondamentali per la valutazione dei partner per la lavorazione meccanica
Cosa distingue un partner affidabile per la lavorazione meccanica da uno che crea problemi? Andate oltre i prezzi quotati e valutate questi fattori essenziali:
- Certificazioni rilevanti —verificare almeno la certificazione ISO 9001, oltre a standard settoriali specifici come IATF 16949 per il settore automobilistico, AS9100 per l’aerospaziale o ISO 13485 per i dispositivi medici
- Capacità degli Equipaggiamenti —accertarsi che dispongano delle macchine adatte ai vostri componenti, che si tratti di fresatura a 5 assi, tornitura svizzera o lavorazione a elettroerosione (EDM) specializzata
- Prestazioni nei tempi di consegna —chiedere qual è il tempo di consegna tipico per la vostra fascia di volumi e verificare il loro track record nel rispetto degli impegni di consegna
- Reattività nella comunicazione —nota con quanta rapidità rispondono alle prime richieste, poiché ciò spesso prevede la qualità della comunicazione durante l’intero progetto
- Storico della qualità —richiedi referenze da progetti simili e chiedi informazioni sui tassi di rifiuto e sulla storia delle azioni correttive
- Competenza Tecnica —valuta la loro capacità di fornire feedback sul DFM (Design for Manufacturability) e suggerire miglioramenti, non limitandosi semplicemente a eseguire i tuoi disegni in modo acritico
- Capacità e scalabilità —assicurati che siano in grado di soddisfare le tue esigenze attuali e di crescere insieme a te all’aumentare dei volumi
Secondo ricerche del settore, un’azienda orientata al cliente collabora strettamente con il cliente per offrire approfondimenti utili, discutere miglioramenti progettuali e suggerire misure per ridurre i costi. I partner devono fungere da consulenti fidati, mettendo a disposizione la propria esperienza per aiutare a ottenere i migliori risultati possibili.
Quando cerchi un'officina meccanica a Fremont (CA) o in qualsiasi altro luogo, richiedi testimonianze da clienti che hanno collaborato con l’azienda su progetti simili. Le loro esperienze rivelano molto di più di qualsiasi presentazione commerciale.
Preparare il tuo progetto per il successo
Anche il miglior partner per la lavorazione meccanica non può compensare progetti mal preparati. Assicuratevi il successo affrontando questi elementi prima di inviare la vostra prima richiesta di preventivo:
- File di progetto completi —fornire sia modelli CAD 3D (formato STEP preferito) che disegni 2D quotati, con tolleranze chiaramente specificate
- Specifiche dei materiali —indicare specificamente le classi di materiale, non solo le famiglie (ad es. "6061-T6" invece di semplicemente "alluminio")
- Identificazione delle caratteristiche critiche —evidenziare quali dimensioni e caratteristiche sono funzionalmente critiche rispetto alle tolleranze generali
- Requisiti di quantità e tempistica —specificare chiaramente i volumi, le date di consegna e se tali requisiti potrebbero subire variazioni
- Esigenze in materia di documentazione qualità —indicare quali rapporti di ispezione, certificazioni o tracciabilità sono richiesti
Secondo la guida alla produzione di Fictiv, collaborare fin dall’inizio con un partner produttivo esperto offre un percorso semplificato per l’approvvigionamento dei componenti durante tutto il processo di sviluppo del prodotto e contribuisce a mitigare i rischi futuri.
Più contesto fornite fin dall'inizio, più precise diventano le vostre quotazioni. Non costringete i potenziali partner a indovinare i requisiti: l'ambiguità porta o a prezzi gonfiati (per coprire gli aspetti sconosciuti) o a sorprese successive, quando le ipotesi si rivelano errate.
Officine locali come la Jose's Machine Shop o la Diaz Machine Shop possono offrire vantaggi per una collaborazione faccia a faccia durante progetti complessi. Tuttavia, non limitate la vostra ricerca in base alla posizione geografica se le competenze specializzate sono più importanti della vicinanza.
Passaggio dal Prototipo alla Produzione
Ecco ciò che coglie impreparati molti produttori: l'officina eccellente nella realizzazione di prototipi potrebbe incontrare difficoltà nella produzione su larga scala — e viceversa. Trovare un partner in grado di gestire entrambe le fasi vi evita dolorosi cambi di fornitore a metà progetto.
Secondo la ricerca nel settore manifatturiero, è fondamentale collaborare con un'azienda in grado di supportare la crescita futura. Man mano che la vostra attività si espande o i requisiti del progetto aumentano, un partner affidabile può gestire senza intoppi volumi di produzione più elevati e richieste in continua evoluzione.
Che aspetto ha la scalabilità nella pratica?
- Flessibilità del prototipo —capacità di produrre piccole quantità rapidamente, spesso con tempi di consegna di un solo giorno per esigenze urgenti
- Capacità di produzione ponte —gestione di produzioni a basso volume (da decine a centinaia di unità) durante la fase di validazione dei progetti
- Capacità produttiva —attrezzature e forza lavoro in grado di supportare la produzione di migliaia di componenti al mese, una volta che la domanda si concretizza
- Coerenza del processo —mantenimento di identici standard qualitativi indipendentemente dalla dimensione del lotto
- Reattività alla domanda —incremento o riduzione delle quantità richieste senza compromettere i tempi di consegna
Anche i partner specializzati nella lavorazione meccanica scalabile comprendono l'importanza di investire in tecnologie avanzate. Essi aggiornano costantemente le proprie attrezzature, il software e i processi produttivi per rimanere competitivi e soddisfare le esigenze industriali in continua evoluzione.
Per le applicazioni automotive in particolare, Shaoyi Metal Technology esemplifica questo modello di scalabilità. Il loro impianto offre servizi di lavorazione CNC di precisione con tempi di consegna rapidi fino a un solo giorno lavorativo per prototipi urgenti, mantenendo al contempo la capacità produttiva, la certificazione IATF 16949 e i rigorosi protocolli SPC richiesti dalle catene di fornitura automobilistiche. Questa combinazione di velocità e scala significa che il vostro partner non diventerà obsoleto man mano che i progetti evolvono dal concetto alla produzione in serie.
Domande da porre prima di impegnarsi
Prima di firmare il primo ordine d'acquisto, ottenete risposte chiare a queste domande fondamentali:
- Quali certificazioni possiede e quando sono state sottoposte all'ultima verifica?
- Potete fornire referenze da clienti operanti nel mio settore?
- Qual è il vostro tempo di consegna abituale per il mio intervallo di volumi?
- Come gestite le modifiche di progetto durante la produzione?
- Quali capacità di ispezione avete internamente?
- Come comunicherete lo stato del progetto e qualsiasi problema che possa insorgere?
- Cosa succede se i pezzi non rispettano le specifiche?
Le risposte rivelano non solo le competenze, ma anche il carattere. I partner che evitano le domande o fanno promesse eccessive dovrebbero destare preoccupazione. Coloro che forniscono risposte chiare e specifiche — compreso un onesto riconoscimento dei propri limiti — dimostrano la trasparenza necessaria per relazioni di successo.
Il successo della lavorazione conto terzi dipende in ultima analisi tanto dalla qualità del partenariato quanto dalle capacità tecniche. Il partner giusto mette a disposizione competenze che voi non possedete, individua i problemi prima che diventino costosi e cresce insieme alla vostra azienda. Investite il tempo necessario per scegliere con attenzione: i vostri progetti di lavorazione garantiranno i risultati richiesti — rispettando tempi, budget e specifiche.
Domande frequenti sulla lavorazione conto terzi
1. Qual è il costo orario per una macchina a controllo numerico (CNC)?
I tariffe orarie per la lavorazione CNC variano generalmente da 30 a 100 USD, a seconda della località, della complessità della macchina e del materiale da lavorare. Fattori quali le capacità a 5 assi, le tolleranze strette e i materiali esotici comportano tariffe più elevate. I costi di allestimento sono spesso addebitati separatamente e ammortizzati sul numero totale di pezzi prodotti, rendendo così gli ordini più grandi più convenienti in termini di costo unitario. Gli ordini accelerati comportano generalmente sovrapprezzi del 15–50% rispetto alle tariffe standard.
2. Che cosa si intende per lavorazione?
La lavorazione meccanica è un processo produttivo sottrattivo che crea forme desiderate rimuovendo materiale indesiderato da pezzi grezzi di dimensioni maggiori. A differenza della stampa 3D, che aggiunge materiale strato dopo strato, la lavorazione meccanica utilizza utensili taglienti rotanti o mole abrasive per asportare con precisione il materiale in eccesso. La lavorazione meccanica CNC (Computer Numerical Control) automatizza questo processo mediante percorsi utensile programmati, consentendo una produzione costante di componenti complessi con tolleranze fino a ±0,001 pollici su metalli, plastiche e compositi.
3. Quanto tempo richiede la lavorazione meccanica CNC dall’ordine alla consegna?
I tempi di consegna per la lavorazione su macchine utensili variano in base alla complessità, al volume e alla capacità del laboratorio. I prototipi semplici possono essere spediti in 1-3 giorni dalle strutture che offrono una consegna rapida. Le produzioni standard richiedono generalmente 1-3 settimane, comprensive di revisione del progetto, programmazione, lavorazione e ispezione. I componenti complessi che necessitano di operazioni secondarie, come trattamento termico o anodizzazione, richiedono ulteriori giorni. Fornitori automobilistici certificati, come Shaoyi Metal Technology, offrono tempi di consegna rapidi fino a un solo giorno lavorativo per prototipi urgenti.
4. Quali formati di file accettano i laboratori di tornitura e fresatura CNC?
La maggior parte dei laboratori meccanici professionali preferisce i file STEP (.stp, .step) come standard universale per lo scambio di modelli 3D, leggibili praticamente da qualsiasi software CAM. I file IGES continuano a essere ampiamente supportati per geometrie superficiali e solide. I file 2D DXF/DWG sono essenziali per i pezzi piani e per le dimensioni supplementari. I file CAD nativi di SolidWorks, Inventor o Fusion 360 conservano l’intento progettuale completo quando i laboratori utilizzano software compatibile. Includere sempre disegni in PDF quotati che specifichino tolleranze, finiture superficiali e caratteristiche critiche.
5. Come scelgo tra lavorazione CNC e stampa 3D?
Scegli la lavorazione CNC quando hai bisogno di resistenza meccanica equivalente a quella del materiale in produzione, tolleranze strette inferiori a ±0,005 pollici, finiture superficiali lisce o parti metalliche in quantità superiori a 50 unità. La stampa 3D eccelle nella realizzazione di geometrie interne complesse, nell’iterazione rapida dei progetti, in quantità molto ridotte e in forme organiche impossibili da ottenere con la lavorazione tradizionale. I componenti realizzati mediante CNC conservano al 100% le proprietà native del materiale, mentre alcuni processi di stampa 3D raggiungono solo il 10–50% della resistenza meccanica del materiale. Molti progetti traggono vantaggio dalla prototipazione mediante stampa 3D, seguita poi dal passaggio alla lavorazione CNC per la produzione.