 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Servizio online di lavorazione CNC decodificato: dalla quotazione al pezzo finito
Time : 2026-03-25
Cosa rende la lavorazione CNC online diversa dai tradizionali laboratori meccanici
Immaginate di caricare un file CAD a mezzanotte e di svegliarvi al mattino con un preventivo dettagliato nella vostra casella di posta. Questa è la realtà di un servizio di lavorazione CNC online —un approccio orientato al digitale che ha profondamente trasformato il modo in cui ingegneri, progettisti e sviluppatori di prodotti accedono alla produzione di precisione.
I tradizionali laboratori meccanici operano secondo un ritmo familiare: chiamate telefoniche, scambi di email, consulenze di persona e preventivi che possono richiedere giorni, o addirittura settimane, per essere redatti. Costruite relazioni con i tornitori locali, discutete le specifiche direttamente al banco e vi chiedete spesso se state ottenendo prezzi competitivi. Sebbene questo approccio diretto presenti indubbi vantaggi, crea ostacoli — soprattutto quando si è in corsa contro una scadenza o ci si trova lontani da fornitori qualificati di servizi CNC.
Un servizio CNC online ribalta completamente questo modello. Queste piattaforme digitali ti collegano direttamente a reti di produttori certificati tramite un’unica interfaccia, eliminando i limiti geografici della ricerca di «CNC vicino a me» e il dispendioso scambio di comunicazioni tipico dei tradizionali processi di preventivazione.
Dal file CAD al componente finito in pochi giorni
Il flusso di lavoro è sorprendentemente semplice. Carichi i tuoi file di progettazione — generalmente nei formati STEP o IGES — e algoritmi basati sull’intelligenza artificiale analizzano immediatamente la geometria del tuo componente. Entro pochi secondi ricevi preventivi di lavorazione online che tengono conto della scelta del materiale, delle tolleranze, delle finiture superficiali e della complessità produttiva. Secondo InstaWerk, questi algoritmi confrontano il tuo componente con database contenenti centinaia di migliaia di parti già realizzate in precedenza per generare istantaneamente prezzi accurati.
Questa velocità è fondamentale. Gli sviluppatori hardware sanno che i prodotti fisici devono essere convalidati tramite esperimenti, non solo mediante simulazioni. Più rapidamente si ricevono i componenti, più velocemente si possono effettuare iterazioni, test e perfezionamenti dei progetti.
Come le piattaforme digitali hanno cambiato l’accesso alla produzione
Il pilastro tecnologico che abilita questa trasformazione combina diversi elementi:
- Motori di preventivazione istantanea che eliminano giorni di attesa per ricevere un preventivo CNC online
- Feedback automatico sulla progettazione che individua tempestivamente problemi di realizzabilità prima della produzione
- Sistemi di gestione degli ordini che instradano i lavori verso produttori specializzati all’interno di vaste reti di fornitori
- Tracciamento dal vivo che tengono informati in tempo reale sull’intero processo produttivo
Queste piattaforme sfruttano il proprio potere d’acquisto raggruppando ordini e assegnando i lavori a partner specializzati nella lavorazione CNC. Un componente in titanio tornito viene inviato a produttori esperti nel trattamento del titanio; un complesso componente in alluminio lavorato su 5 assi viene instradato verso officine dotate di quella specifica competenza. Il risultato? Qualità costante, prezzi competitivi e accesso a capacità produttive che potrebbero non essere disponibili nella vostra zona.
Per gli sviluppatori di prodotto, ciò significa concentrarsi sul lavoro di progettazione anziché trascorrere ore a preparare pacchetti di dati, contattare i produttori via email e attendere giorni per ricevere risposte. Il processo noioso di confronto tra preventivi relativi ai tempi di consegna e ai costi si riduce a pochi minuti, non a settimane.
Capire la fresatura CNC, il tornio CNC e la lavorazione multiasse
Avete caricato il vostro file CAD e avete ricevuto un preventivo istantaneo, ma come sapete quale processo di lavorazione è adatto al vostro componente? Comprendere le differenze tra fresatura CNC, tornitura CNC e metodi specializzati come l’erosione a scintilla (EDM) vi aiuta a prendere decisioni più consapevoli riguardo costi, tempi di consegna e qualità del componente. Analizziamo ciascun processo in termini semplici.
Fresatura CNC spiegata in modo semplice
Immaginate uno strumento di taglio rotante muovendosi su un pezzo in lavorazione fermo, asportando il materiale strato dopo strato. Questa è, in sintesi, la fresatura CNC. La macchina da taglio CNC utilizza utensili multipunto — fresatori frontali, fresatori di testa o fresatori a naso sferico — per realizzare superfici piane, tasche, scanalature e complessi profili tridimensionali.
Ciò che rende la fresatura così versatile è la sua capacità di muoversi lungo più assi. Ecco come si suddividono le capacità:
- fresatura a 3 assi: L’utensile si muove lungo gli assi X (sinistra-destra), Y (avanti-indietro) e Z (su-giù). Ideale per geometrie semplici — staffe, alloggiamenti e pannelli piani. Secondo Xometry, queste macchine sono economiche e richiedono una formazione minima, risultando quindi perfette per componenti meno complessi.
- fresatura a 4 assi: Aggiunge la rotazione attorno a un asse, consentendo di lavorare caratteristiche su più lati senza dover riposizionare manualmente il pezzo.
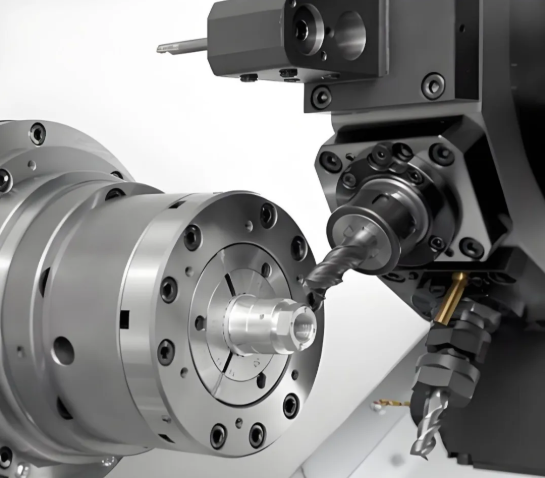
- servizi di lavorazione CNC a 5 assi: Lo strumento può avvicinarsi al pezzo da praticamente qualsiasi angolazione, consentendo di realizzare contorni complessi, sottosquadri e superfici scolpite lisce in un’unica configurazione. Queste macchine eccellono nella lavorazione di componenti aerospaziali, impianti medici e cavità per stampi.
Il compromesso? Un numero maggiore di assi comporta costi più elevati per la macchina e una maggiore complessità nella programmazione. Una macchina a 3 assi può costare tra 25.000 e 50.000 USD, mentre le attrezzature a 5 assi possono variare da 80.000 a oltre 500.000 USD. Tuttavia, per pezzi complessi, la fresatura a 5 assi riduce spesso il costo totale eliminando la necessità di più configurazioni e migliorando la precisione.
Applicazioni ideali per parti fresate CNC:
- Involucri e alloggiamenti con tasche e caratteristiche di fissaggio
- Staffe e componenti strutturali con fori su più facce
- Cavità per stampi che richiedono superfici lisce e contornate
- Parti prototipo con geometria 3D complessa
Quando la tornitura è preferibile alla fresatura
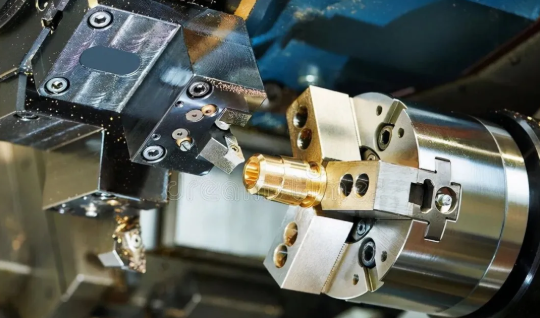
Ora immaginate l'opposto: il pezzo ruota rapidamente mentre un utensile da taglio fisso ne modella la superficie. Questo è il tornio a controllo numerico (CNC), e rappresenta il metodo più rapido per produrre componenti cilindrici o conici, come alberi, perni, boccole e elementi filettati.
Un servizio di tornitura CNC utilizza torni dotati di utensili monopunto che si muovono lungo gli assi X e Z. Poiché il pezzo ruota ininterrottamente, la tornitura eccelle nel mantenere la concentricità e la rotondità, caratteristiche fondamentali per componenti che devono inserirsi con precisione negli insiemi.
Perché scegliere un servizio di tornitura CNC?
- Velocità: I percorsi utensile più semplici e l’azione di taglio continua rendono la tornitura più veloce della fresatura per i pezzi rotondi
- Efficienza dei Costi: Gli utensili monopunto sono economici e i caricatori a barra consentono una produzione in grande volume con intervento minimo dell’operatore
- Precisione: Tolleranze di ±0,002" sono standard, mentre ±0,001" sono raggiungibili su macchine ben tarate
I moderni centri di tornitura CNC spesso includono utensili attivi—utensili rotanti montati sulla torretta—che possono eseguire operazioni di taglio CNC, come la foratura di fori trasversali o la fresatura di piani, senza dover spostare il pezzo su una macchina separata. Questa capacità ibrida colma il divario tra tornitura pura e fresatura.
Applicazioni ideali per i pezzi torniti:
- Alberi, assi e rulli
- Viti, bulloni e raccordi filettati
- Bocchette, distanziali e manicotti
- Qualsiasi componente con simmetria rotazionale
EDM per applicazioni specializzate
Cosa succede quando la lavorazione CNC convenzionale non è sufficiente—ad esempio, quando sono necessari angoli interni estremamente affilati o quando si deve lavorare acciaio per utensili temprato? In questi casi interviene la lavorazione a scarica elettrica (EDM).
L’EDM rimuove materiale mediante scintille elettriche generate tra un elettrodo e il pezzo in lavorazione conduttivo, entrambi immersi in un fluido dielettrico. Non viene esercitata alcuna forza meccanica di taglio, il che consente di lavorare materiali estremamente duri o caratteristiche delicate che si romperebbero con utensili tradizionali.
Applicazioni comuni dell’EDM:
- EDM a filo per profili complessi e componenti di stampi con tolleranze strette
- EDM a tuffo per cavità complesse negli stampi
- EDM per fori piccoli per canali di raffreddamento in componenti aerospaziali
L'EDM è più lento e costoso rispetto alla fresatura o al tornitura, quindi viene generalmente impiegato solo per esigenze specializzate, piuttosto che per la produzione generale.
Scegliere il processo più adatto per il proprio progetto
Ecco un rapido schema decisionale: se il pezzo è prevalentemente rotondo o simmetrico rispetto a un asse centrale, iniziare con la tornitura. Se richiede superfici piane, tasche o lavorazioni su più lati, la fresatura è la soluzione ideale. Ne serve entramba? Molte piattaforme online instradano il vostro ordine verso centri di tornofresatura che combinano entrambi i processi in un’unica configurazione.
La geometria del pezzo determina in ultima analisi la scelta del processo — e la comprensione di questi fondamenti vi aiuta a comunicare in modo più efficace con il vostro partner produttivo, ottimizzando al contempo costi e tempi di consegna.
Guida alla selezione dei materiali per componenti lavorati a CNC
Hai identificato il processo di lavorazione meccanica corretto per la tua geometria, ma che dire del materiale? Questa scelta determina spesso se il tuo componente funzionerà perfettamente o subirà un guasto sul campo. La selezione di un materiale inadatto può comportare usura eccessiva degli utensili, instabilità dimensionale o rottura prematura del componente. La scelta ottimale bilancia i requisiti meccanici, le condizioni ambientali, la lavorabilità e il budget.
A differenza di semplici elenchi di materiali che troverai altrove, procediamo a costruire un quadro decisionale che ti aiuti a valutare le opzioni in base alle esigenze specifiche del tuo progetto.
Metalli che si lavorano meglio
Per quanto riguarda la lavorazione meccanica dell’alluminio, pochi materiali offrono la stessa combinazione di lavorabilità, rapporto resistenza-peso ed economicità. È per questo motivo che le leghe di alluminio dominano la produzione CNC in settori che vanno dall’aerospaziale all’elettronica di consumo.
Tuttavia, l’alluminio non è l’unica opzione disponibile. Ecco come si confrontano i metalli più comuni quando valuti un servizio di lavorazione CNC online:
| Materiale | Proprietà chiave | Indice di lavorabilità | Applicazioni tipiche | Costo relativo |
|---|---|---|---|---|
| Alluminio 6061 | Buona resistenza, eccellente resistenza alla corrosione, saldabile | Eccellente (90%) | Componenti strutturali, telai, supporti, parti per usi generali | Basso ($) |
| Alluminio 7075 | Alta resistenza, resistente alla fatica, con minore resistenza alla corrosione rispetto all’alluminio 6061 | Buona (70%) | Strutture aerospaziali, componenti ad alta sollecitazione, attrezzature sportive | Medio ($$) |
| Acciaio inossidabile 304 | Eccellente resistenza alla corrosione, buona resistenza meccanica, non magnetico | Moderata (45%) | Attrezzature per alimenti, dispositivi medici, applicazioni marine | Medio ($$) |
| Acciaio Inox 316 | Eccellente resistenza alla corrosione, in particolare ai cloruri | Moderata (40%) | Industria chimica, componenti marini, strumenti chirurgici | Media-Alta ($$$) |
| Ottone | Eccellente lavorabilità, buona resistenza alla corrosione, finitura decorativa | Eccellente (100%) | Raccordi, valvole, connettori elettrici, ferramenta decorativa | Medio ($$) |
| Bronzo | Eccellente resistenza all’usura, basso coefficiente di attrito, buona resistenza alla corrosione | Buona (65%) | Cuscinetti, boccole, componenti marini, ingranaggi | Media-Alta ($$$) |
| Titanio Grado 5 | Eccezionale rapporto resistenza-peso, biocompatibile, resistente alla corrosione | Scadente (22%) | Aerospaziale, impianti medici, automobilistico ad alte prestazioni | Alto ($$$$) |
Si noti che l’indice di lavorabilità influisce direttamente sui costi di produzione. Il rame-zinco (ottone) si lavora con estrema facilità: è infatti il materiale di riferimento (100%) rispetto al quale vengono misurati tutti gli altri materiali. La lavorazione del bronzo richiede maggiore attenzione a causa della sua durezza, ma i componenti in bronzo realizzati mediante fresatura CNC offrono un’eccezionale resistenza all’usura nelle applicazioni per cuscinetti e boccole. Il titanio, pur offrendo caratteristiche prestazionali senza pari, richiede utensili specializzati, velocità di avanzamento più ridotte e tempi macchina maggiori, tutti fattori che incidono sull’aumento del preventivo.
Scelta tra acciaio alluminio e leghe speciali
Sembra complesso? Ecco un quadro pratico basato su quanto raccomandato dalla guida alla selezione dei materiali di HPPI:
Passo 1: Definire i requisiti funzionali. A quali carichi sarà sottoposto il componente? Ha bisogno di conduttività elettrica? Entrerà in contatto con sostanze corrosive o temperature estreme?
Passo 2: Considerare l’ambiente operativo. Un componente destinato a un’applicazione in acqua salata richiede una protezione contro la corrosione diversa rispetto a uno installato all’interno di un involucro climatizzato.
Passo 3: Valutare la lavorabilità in relazione al proprio budget. Talvolta un materiale più facilmente lavorabile, pur avendo prestazioni leggermente inferiori, offre in realtà un valore migliore se si considerano la riduzione dell’usura degli utensili e i tempi di ciclo più brevi.
Per applicazioni sensibili al peso, come i componenti aerospaziali, l'alluminio 7075 è spesso la scelta vincente nonostante il suo costo superiore rispetto all'alluminio 6061: il suo eccellente rapporto resistenza-peso giustifica il sovrapprezzo.
Plastiche tecniche: quando il metallo non è la soluzione
Il metallo non è sempre la scelta più adatta. Le materie plastiche tecniche, come il Delrin e il nylon, offrono vantaggi significativi per le applicazioni appropriate: peso ridotto, costo inferiore, lubrificità intrinseca ed eccellente resistenza chimica.
Tuttavia, scegliere tra queste due plastiche molto diffuse richiede di comprenderne le caratteristiche distintive. Secondo il confronto di Penta Precision, le differenze emergono chiaramente nella pratica:
| Proprietà | Delrin (Acele/PEM) | Nylon (PA6/PA66) |
|---|---|---|
| Assorbimento di umidità | Molto basso (0,2%) | Alta (2,5-3%) |
| Stabilità dimensionale | Eccellente | Moderata (assorbe umidità) |
| Resistenza al calore | 100-110 °C in continuo | 120-130 °C (gradi rinforzati con vetro) |
| Resistenza all'urto | Buono | Eccellente |
| Capacità di lavorazione | Eccellente: tagli puliti, finitura liscia | Moderata: tende a sfilacciarsi e a deformarsi |
| Costo relativo | 10-30% superiore | Costo dei materiali inferiore |
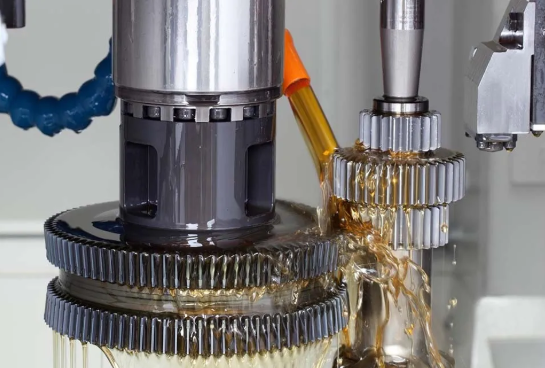
Il materiale Delrin eccelle laddove sono richieste tolleranze strette e resistenza all'umidità. Viene lavorato in modo pulito, con spigoli netti e superfici lisce direttamente dopo la lavorazione—richiedendo poca o nessuna finitura successiva. Si pensi a ingranaggi di precisione, componenti valvolari e assiemi con tolleranze stringenti, dove la stabilità dimensionale è un requisito imprescindibile.
Il nylon per la lavorazione meccanica rappresenta una scelta sensata quando si necessita di un'eccellente resistenza agli urti o di una maggiore tolleranza termica. È la soluzione preferita per componenti sottoposti a sollecitazioni intense—componenti dinamici, applicazioni nel vano motore o situazioni in cui una certa flessibilità sotto carico risulta effettivamente vantaggiosa. Ricordate tuttavia che la natura igroscopica del nylon può causare un rigonfiamento dei pezzi pari al 2–3% in ambienti umidi, con possibili conseguenze negative sui giochi critici.
Metallo vs. Plastica: Una guida rapida per la decisione
Quando scegliere la plastica Delrin invece dell'alluminio? Considerate questi scenari:
- Scegliere plastiche tecniche quando: Hai bisogno di riduzione del peso, lubrificità naturale, isolamento elettrico o resistenza chimica a sostanze che attaccano i metalli
- Scegli i metalli quando: La resistenza strutturale è fondamentale, le temperature operative superano i 150 °C oppure il componente deve sopportare carichi meccanici elevati
- Considera l'ambiente: In generale, le plastiche resistono meglio alla corrosione rispetto alla maggior parte dei metalli, ma l’esposizione ai raggi UV e alcuni prodotti chimici possono degradare nel tempo le prestazioni dei polimeri
Anche i vincoli di budget spesso influenzano la decisione. La plastica Delrin costa generalmente di più dell’alluminio al chilogrammo, ma la sua densità inferiore consente di ottenere un numero maggiore di componenti per ogni chilogrammo di materiale — inoltre, la sua eccellente lavorabilità riduce i tempi di produzione.
Il materiale che scegli incide su ogni aspetto del tuo progetto: dalla quotazione iniziale alle prestazioni a lungo termine del componente. Comprendere questi compromessi prima di caricare il file CAD ti aiuta a garantire che i tuoi componenti rispettino le specifiche senza superare il budget.
Come specificare esattamente ciò di cui hai bisogno
Hai selezionato il tuo materiale e scelto il processo di lavorazione più adatto: ora arriva la specifica che può fare o disfare il tuo budget: le tolleranze. Ecco il problema: molti ingegneri applicano di default le tolleranze più strette possibili, ritenendo che ciò garantisca qualità. In realtà, specificare tolleranze eccessivamente stringenti può raddoppiare o triplicare il costo del componente senza migliorarne la funzionalità.
Qual è dunque la tolleranza prevista per fori filettati, caratteristiche fresate o diametri torniti? Ancora più importante: quando una specifica più rigorosa è effettivamente necessaria? Eliminiamo il gergo tecnico e forniamo un quadro pratico per specificare esattamente ciò di cui i tuoi componenti meccanici hanno bisogno—né più, né meno.
Tolleranze standard vs tolleranze di precisione: spiegazione
La tolleranza definisce la variazione accettabile di una dimensione. Quando specifichi un diametro di foro pari a 0,500" ± 0,005", stai comunicando al produttore che, per la tua applicazione, sono accettabili valori compresi tra 0,495" e 0,505".
Secondo le linee guida sulle tolleranze di Xometry, le tolleranze standard per la lavorazione CNC di precisione si suddividono come segue:
- Parti metalliche: ±0,005" (±0,127 mm) è la tolleranza standard predefinita
- Parti in plastica: ±0,010" (±0,254 mm) a causa della flessibilità del materiale durante il taglio
Per fare un confronto, un foglio di carta ha uno spessore di circa 0,003". Le tolleranze standard sono perfettamente adatte alla maggior parte delle applicazioni — staffe, alloggiamenti, coperture e componenti meccanici generici in cui l’aderenza precisa non è critica.
Ma cosa accade quando sono necessari servizi di lavorazione meccanica di precisione con specifiche più stringenti?
| Categoria di tolleranza | Intervallo Tipico | Moltiplicatore di Costo | Requisiti aggiuntivi |
|---|---|---|---|
| Standard | ±0,005" (±0,127 mm) | 1x (valore di riferimento) | Attrezzatura standard, ispezione campionaria |
| Precisione | ±0,001" (±0,025 mm) | 3-5 volte | Attrezzature specializzate, controlli ambientali, ispezioni prolungate |
| Ultra-Precisione | ±0,0004" (±0,010 mm) | 8–15× | Attrezzature specializzate, ispezione al 100%, operazioni di distensione |
Si noti questa relazione? Secondo La ricerca DFM di Modus Advanced , man mano che le tolleranze si restringono oltre ±0,005", i costi aumentano in modo esponenziale — non lineare. Il passaggio da tolleranze standard a tolleranze di precisione può moltiplicare il costo del componente da tre a dieci volte, a seconda della geometria e delle dimensioni.
Quando le tolleranze strette sono davvero importanti
Ecco la domanda che la maggior parte delle guide sulle tolleranze evita: quando è effettivamente necessario ricorrere a servizi di lavorazione CNC di precisione anziché alle specifiche standard?
Tolleranze più strette sono giustificate quando:
- I componenti accoppiati devono essere montati con un gioco minimo (accoppiamenti forzati, alloggiamenti per cuscinetti)
- Le superfici di tenuta richiedono un contatto costante (scanalature per O-ring, superfici di guarnizioni)
- Componenti rotanti o scorrevoli necessitano di un allineamento preciso (alberi, pistoni, steli delle valvole)
- Gli insiemi ottici o elettronici richiedono un posizionamento esatto
Le tolleranze standard sono sufficienti per:
- Fori di passaggio per viti e altri elementi di fissaggio
- Dimensioni esterne non critiche
- Superfici che ricevono una finitura secondaria
- Caratteristiche che non influenzano il montaggio o il funzionamento
Considerare le caratteristiche filettate come un esempio pratico. Per un filetto 3/8 NPT, il diametro maggiore è di 0,675" con tolleranze standardizzate già incluse nella specifica del filetto stesso. Analogamente, un foro da 1 4 NPT segue standard consolidati: non è necessario specificare eccessivamente tali caratteristiche, poiché l’operazione di filettatura controlla intrinsecamente le dimensioni critiche.
Progettazione per la producibilità: evitare errori costosi
Secondo la ricerca di Modus Advanced, circa il 70% dei costi di produzione viene determinato nella fase di progettazione. Ciò significa che le decisioni relative alle tolleranze riportate sul disegno hanno un impatto sui costi maggiore rispetto a quasi tutti gli altri fattori che entrano in gioco nel reparto di produzione.
Ecco alcuni principi pratici per ottimizzare le vostre specifiche:
- Applicare tolleranze strette solo alle caratteristiche critiche. Se una quota non influisce sull’adattamento, sulla forma o sulla funzionalità, lasciarla alla tolleranza standard.
- Tenere conto del comportamento del materiale. Materiali più morbidi, come il nylon o l'HDPE, si deformano durante la lavorazione, rendendo più difficile ottenere tolleranze strette. L'alluminio e l'acciaio mantengono invece con maggiore affidabilità la precisione.
- Pensate all’ispezione. Le caratteristiche difficili da lavorare sono altrettanto difficili da misurare. Richieste di tolleranze complesse potrebbero richiedere strumenti di ispezione specializzati, con conseguente aumento dei costi.
- Fate attenzione ai cambiamenti del processo. Specificare un foro con tolleranza ±0,001" che potrebbe essere realizzato mediante fresatura con tolleranza ±0,005" potrebbe costringere il produttore a eseguirlo al tornio, con incremento dei costi di allestimento e dei tempi di consegna.
Il modo migliore per applicare le tolleranze consiste nell’imporre tolleranze strette e/o geometriche soltanto nelle aree critiche, quando necessario per soddisfare i requisiti di progettazione.
Quando caricate il vostro disegno su un servizio online di lavorazione CNC, l’algoritmo di preventivazione valuta ogni indicazione di tolleranza. Allentare specifiche non critiche da ±0,001" a ±0,005" potrebbe ridurre il preventivo del 30% o più, senza alcun impatto sulle prestazioni del componente.
Capire quali fattori determinano i costi di lavorazione ti permette di gestire consapevolmente i compromessi tra precisione e budget—il che ci porta al flusso completo dell’ordine e a come evitare gli errori più comuni lungo il percorso.
Il processo completo di ordinazione online di componenti CNC passo dopo passo
Conosci i processi di lavorazione, hai scelto il materiale e hai specificato tolleranze ragionevoli. Ora sorge la domanda pratica: come trasformare effettivamente quel file CAD in componenti personalizzati lavorati a CNC che ti arrivino sulla scrivania?
Il flusso di lavoro per l’ordinazione online di componenti CNC differisce notevolmente dalla produzione tradizionale. Niente scambi telefonici con i responsabili dei laboratori, niente consegna fisica di campioni in città per ottenere preventivi. Al loro posto, utilizzi un sistema digitale progettato per la velocità—ma che premia la preparazione accurata e penalizza un’elaborazione frettolosa dei file.
Analizziamo insieme l’intero processo, dal caricamento del file fino all’apertura della confezione dei tuoi componenti CNC finiti.
Preparare correttamente i tuoi file CAD per il successo
Ecco una realtà da considerare: secondo la guida agli ordini di Bolang, il successo del vostro ordine online dipende per il 90% dalla qualità dei file inviati. Sia i motori di preventivazione automatica sia gli ingegneri umani si basano su formati specifici per generare prezzi accurati e percorsi utensile.
Il vostro modello 3D costituisce la fonte primaria di verità. Tuttavia, non tutti i formati di file sono equivalenti:
- STEP (.step / .stp): Lo standard aureo per la lavorazione CNC. I file STEP conservano con precisione la geometria, le curve e le definizioni dei bordi che i formati basati su mesh perdono. La maggior parte delle piattaforme online preferisce questo formato.
- IGES (.iges / .igs): Un altro formato standard del settore, adatto al trasferimento di dati di superficie 3D tra diversi sistemi CAD.
- Parasolid (.x_t / .x_b): Nativo di Siemens NX e SolidWorks, questi file mantengono un’elevata accuratezza geometrica.
- SOLIDWORKS (.sldprt): Molte piattaforme accettano direttamente i file nativi di SolidWorks.
Che dire dei file STL? Secondo Guida di Dipec alla preparazione dei file , è consigliabile evitare i file STL per lavorazioni CNC. I file STL sono basati su mesh e approssimano le superfici mediante triangoli, il che può comportare la perdita di dettagli durante la generazione del percorso utensile. Funzionano bene per la stampa 3D, ma non offrono la precisione geometrica richiesta dalle macchine CNC.
Oltre al formato del file, anche i dettagli della preparazione sono fondamentali:
- Impostare le unità corrette. Errori tra millimetri e pollici producono pezzi con dimensioni errate di un fattore 25.
- Definire un punto di origine chiaro. Ciò aiuta i produttori a orientare correttamente il proprio componente.
- Verificare la presenza di superfici aperte o interstizi. Modelli 'stagni' (watertight) evitano errori nella quotazione e confusione in fase di produzione.
- Rimuovi le caratteristiche non necessarie. La geometria di costruzione, i corpi nascosti e le superfici duplicate possono confondere l'analisi automatizzata.
Per i componenti con tolleranze strette, non fare mai affidamento esclusivamente sul modello 3D. Includi un disegno in formato PDF 2D che specifichi le dimensioni critiche, i requisiti di finitura superficiale e le tolleranze geometriche. Ciò elimina ogni incertezza e garantisce che i tuoi componenti torniti o fresati CNC rispettino esattamente le specifiche richieste.
Cosa accade dopo il caricamento
Una volta caricati i tuoi file sulla piattaforma, ecco il percorso passo-passo che va dal modello digitale al componente fisico:
- Analisi istantanea della geometria: Gli algoritmi di intelligenza artificiale analizzano il tuo modello entro pochi secondi, identificando caratteristiche quali fori, tasche, filettature e sottosquadri. Il sistema segnala potenziali problemi di realizzabilità—ad esempio spigoli interni troppo vivi che richiedono la lavorazione a elettroerosione (EDM), pareti sottili che potrebbero deformarsi durante la lavorazione o caratteristiche irraggiungibili con gli utensili standard.
- Preventivazione automatica: In base alla complessità geometrica, alla scelta dei materiali, ai requisiti di tolleranza e alla quantità, riceverai un preventivo quasi immediatamente. Secondo i dati di Bolang, il materiale incide per circa il 20% sui costi di lavorazione, mentre il tempo macchina rappresenta l’80% — pertanto la complessità del design ha l’impatto maggiore sul tuo preventivo.
- Ciclo di feedback sul progetto: Piattaforme affidabili forniscono un feedback sulla progettazione per la produzione (DFM) prima che tu confermi l’ordine. Suggeriranno modifiche volte a ridurre i costi — ad esempio l’aggiunta di raccordi sugli spigoli interni, la regolazione degli spessori delle pareti o la sostituzione con materiali alternativi. Questo scambio iterativo può consentire un risparmio del 20-50% sui componenti complessi.
- Conferma dell’ordine e instradamento: Una volta approvato il preventivo, il tuo ordine entra nella coda di produzione. Le piattaforme digitali instradano gli ordini verso produttori specializzati all’interno della loro rete: il tuo componente in titanio viene assegnato a officine con competenze specifiche nel titanio, mentre un componente in alluminio a più assi viene inviato a strutture dotate di capacità di lavorazione a 5 assi.
- Produzione: I programmatori CNC generano i percorsi utensile partendo dal vostro modello, selezionano gli utensili da taglio appropriati e configurano la macchina. Per gli ordini di prototipazione CNC, la produzione inizia spesso entro 24-48 ore dalla conferma dell’ordine.
- Controllo qualità: I componenti finiti lavorati al CNC vengono sottoposti a verifica dimensionale. Gli ordini standard prevedono generalmente un’ispezione campionaria, mentre i componenti di precisione possono essere sottoposti a ispezione al 100% con relazioni di misurazione documentate.
- Finitura della Superficie: Se avete specificato trattamenti come l’anodizzazione, la verniciatura a polvere o la sabbiatura, i componenti passano alle operazioni di finitura prima dell’imballaggio finale.
- Spedizione: I componenti vengono imballati con cura per prevenire danni durante il trasporto. I prototipi standard in alluminio vengono solitamente spediti entro 3-5 giorni lavorativi; le produzioni in serie di 100+ unità richiedono generalmente 2-4 settimane, a seconda dei requisiti di finitura.
Errori comuni che compromettono gli ordini
Anche ingegneri esperti commettono errori nel processo di ordinazione. Secondo l’analisi di JUPAICNC, queste criticità causano i ritardi e i sovraccosti maggiori:
- Specifiche incomplete: Fornire un modello 3D senza tolleranze, indicazioni sui materiali o requisiti di finitura costringe i produttori a fare ipotesi — oppure a rifiutare l'ordine in attesa di chiarimenti.
- Scelta errata del materiale: Scegliere in base alla notorietà del nome piuttosto che ai requisiti applicativi. Quel componente in acciaio inossidabile potrebbe essere lavorato perfettamente in alluminio a metà costo, se i requisiti di resistenza lo consentono.
- Tolleranze eccessivamente stringenti: Richiedere una tolleranza di ±0,001" su ogni dimensione, quando ±0,005" sarebbe perfettamente adeguata, aumenta drasticamente i costi senza migliorare la funzionalità del componente.
- Tempi irrealistici: Presupporre che la fresatura CNC sia veloce quanto la stampa 3D. I componenti complessi richiedono programmazione, più fasi di setup e tempi di ispezione. Accelerare i tempi comporta compromessi sulla qualità.
- Ignorare i suggerimenti derivanti dall’analisi DFM: Quando la piattaforma suggerisce modifiche progettuali, scartarle senza considerazione significa spesso pagare prezzi premium per caratteristiche che potrebbero essere semplificate.
Migliore è il tuo file, migliore sarà il risultato.
Dedicare un'ora in più per preparare file puliti, specificare solo le tolleranze necessarie e rivedere i suggerimenti DFM può far risparmiare giorni di ritardo e centinaia di dollari sull'ordine dei vostri componenti meccanici personalizzati.
Ora che i vostri componenti sono in transito, comprendere quali fattori hanno determinato il preventivo finale — e come ottimizzare gli ordini futuri — diventa la prossima competenza utile da acquisire.
Fattori di prezzo e strategie di ottimizzazione dei costi
I vostri componenti sono stati spediti da un ordine precedente e ora state osservando la fattura chiedendovi: perché il preventivo è risultato così elevato? Oppure state caricando un nuovo disegno e osservando il prezzo variare mentre modificate i parametri. Comprendere quali fattori influenzano effettivamente il costo della lavorazione CNC vi aiuta a prendere decisioni più consapevoli prima di cliccare su "ordina".
Ecco ciò che la maggior parte delle piattaforme non vi dirà direttamente: il costo del materiale metallico per il tornitore rappresenta solo circa il 20% della vostra spesa totale. Il restante 80% deriva dal tempo macchina, il che significa che la complessità del design, i requisiti di tolleranza e l’efficienza produttiva hanno un impatto molto maggiore sul vostro risultato economico rispetto alla sola scelta del materiale.
Quali fattori determinano i costi della fresatura CNC
Analizziamo i principali fattori di costo in modo da poter prevedere i prezzi ancora prima di caricare il vostro file CAD:
- Selezione dei materiali: I prezzi dei materiali grezzi variano notevolmente. Secondo l’analisi dei costi di Unionfab, l’alluminio si colloca nel livello più basso ($), mentre il titanio e il magnesio richiedono prezzi premium ($$$$$). Ricordate però che i materiali più duri usurano anche gli utensili più rapidamente e richiedono velocità di taglio inferiori, incrementando ulteriormente i costi oltre a quelli del materiale grezzo.
- Complessità del Componente: Cavità profonde, angoli interni acuti, pareti sottili e geometrie complesse aumentano tutti i tempi di lavorazione. Le caratteristiche che richiedono più montaggi o utensili specializzati incrementano i costi del lavoro e le operazioni di cambio utensile sulle macchine. Un componente che può essere realizzato in un unico montaggio avrà sempre un costo inferiore rispetto a uno che richiede tre riposizionamenti.
- Tolleranze richieste: Come discusso in precedenza, il passaggio da tolleranze standard (±0,005") a tolleranze di precisione (±0,001") può moltiplicare i costi da 3 a 5 volte. Ogni indicazione di tolleranza stretta comporta velocità di taglio ridotte, tempi aggiuntivi per l’ispezione e, potenzialmente, l’impiego di attrezzature specializzate.
- Quantità: Questo fattore opera a vostro favore. I costi di allestimento—programmazione, realizzazione dei dispositivi di fissaggio, selezione degli utensili—rimangono fissi, indipendentemente dal fatto che si produca un singolo pezzo o cento unità. Distribuire tali costi su un numero maggiore di unità riduce drasticamente il prezzo unitario. Secondo i dati di Unionfab, i costi unitari possono diminuire del 50% o più passando da prototipi singoli a lotti di cinque pezzi.
- Finiture di superficie: La finitura "come lavorata" è inclusa standard senza costi aggiuntivi. Tuttavia, l'anodizzazione aggiunge da 3 a 12 USD per pezzo, la galvanica da 10 a 30 USD e trattamenti specializzati come la passivazione o la marcatura laser aumentano ulteriormente i costi. Ogni finitura richiede una manipolazione aggiuntiva, tempi di lavorazione maggiori e controlli qualità supplementari.
- Tempo di consegna: I tempi di produzione standard (7-15 giorni lavorativi) offrono il miglior rapporto qualità-prezzo. Gli ordini urgenti con consegna in 1-3 giorni richiedono lavoro straordinario, interruzioni del programma produttivo e spedizione accelerata: prevedere sovrapprezzi compresi tra il 25% e il 100% rispetto ai prezzi standard.
Modi intelligenti per ridurre i costi dei componenti
Ora che conoscete i fattori che influenzano i costi, ecco come ottimizzare i vostri ordini di componenti meccanici senza compromettere le prestazioni:
- Semplifica la geometria quando possibile. Minimizzate gli spigoli interni vivi: specificate raggi di raccordo pari ad almeno un terzo della profondità della cavità. Secondo le linee guida DFM di Hubs, raggi più ampi consentono l’uso di utensili più grandi, che tagliano più velocemente e a minor costo.
- Utilizzare dimensioni standard degli utensili. Caratteristiche di progettazione basate su frese e punte comunemente disponibili. I diametri dei fori sono in incrementi di 0,1 mm (fino a 10 mm) o in dimensioni frazionarie standard, eliminando i costi per utensili speciali.
- Ottimizzare lo spessore delle pareti. Per componenti metallici, mantenere lo spessore delle pareti superiore a 0,8 mm; per quelli in plastica, superiore a 1,5 mm. Pareti sottili richiedono passaggi più lenti e comportano il rischio di deformazione, prolungando i tempi di ciclo.
- Applicare tolleranze strette in modo selettivo. Solo le superfici di accoppiamento critiche richiedono specifiche di precisione. Allentare le dimensioni non essenziali da ±0,001" a ±0,005" può ridurre i costi del 30% o più.
- Scegliere la finitura "come lavorata" quando accettabile. Specificare finiture superficiali solo dove funzionalmente necessarie elimina le operazioni secondarie e i relativi costi.
- Raggruppare strategicamente gli ordini. Se attualmente sono necessari 3 pezzi e potrebbero servirne altri 10 in un secondo momento, ordinare tutti e 13 subito generalmente costa meno rispetto a due ordini separati, grazie ai costi di allestimento condivisi.
- Scegliere materiali lavorabili. L'alluminio 6061 viene lavorato più velocemente dell'acciaio inossidabile, spesso il doppio. Quando i requisiti di resistenza lo consentono, la scelta di leghe più facilmente lavorabili riduce il tempo di ciclo e l'usura degli utensili.
Quando i servizi accelerati hanno senso
Gli ordini urgenti non sono sempre uno spreco di denaro. Ecco quando pagare un sovrapprezzo è giustificato:
- Progetti critici: Quando un prototipo in ritardo blocca l'intero lancio di un prodotto, la tariffa per l'esecuzione urgente è trascurabile rispetto al costo derivante dalla mancata conquista delle finestre di mercato.
- Validazione del progetto prima della realizzazione degli stampi: Spendere un importo aggiuntivo per verificare un progetto prima di investire negli stampi per l'iniezione o negli utensili per la produzione evita spesso errori molto più costosi.
- Impegni verso il cliente: Quando sono in gioco impegni di consegna, la produzione urgente tutela relazioni che valgono molto di più della tariffa per l'esecuzione accelerata.
Per progetti non urgenti, i tempi standard garantiscono la stessa qualità a un costo significativamente inferiore. Una pianificazione anticipata—caricando i file con largo anticipo, rispondendo tempestivamente ai feedback relativi alla fattibilità produttiva (DFM) ed evitando modifiche progettuali all'ultimo minuto—mantiene i vostri ordini su programmi economici.
I tagli CNC più costosi non sono quelli che richiedono attrezzature specializzate, ma quelli eseguiti su componenti progettati senza tenere conto dell’ottimizzazione dei costi. Grazie a queste strategie, potrete ora valutare non solo quanto costeranno i vostri componenti, ma anche come si confrontano tra loro i diversi metodi di produzione in base alle diverse tecnologie manifatturiere.
Fresatura CNC rispetto alla stampa 3D, allo stampaggio a iniezione e alla lavorazione della lamiera
Avete ottimizzato il vostro progetto per la fresatura CNC e conoscete i fattori che influenzano i costi, ma ecco una domanda degna di attenzione: la fresatura CNC è davvero il metodo di produzione più adatto al vostro progetto? A volte la risposta è sì; altre volte, invece, la stampa 3D, lo stampaggio a iniezione o la lavorazione della lamiera offrono risultati migliori a un costo inferiore.
Effettuare questa scelta fin dalle fasi iniziali consente di risparmiare denaro, tempo e frustrazione. Secondo la guida alla selezione del processo produttivo di Protolabs, comprendere in quali casi ciascun processo eccelle permette di abbinare i metodi di produzione alle effettive esigenze del progetto, anziché ricorrere automaticamente a tecniche con cui si ha maggiore familiarità.
Confrontiamo questi quattro principali approcci produttivi affiancandoli.
Quadro decisionale: Fresatura CNC vs Stampa 3D
Il dibattito tra fresatura CNC e stampa 3D emerge costantemente nello sviluppo di prodotti — e non esiste un vincitore universale. Ciascun metodo eccelle in specifici casi d’uso.
Scegliere la lavorazione CNC quando si necessita di:
- Proprietà meccaniche superiori ottenute da materiale metallico compatto o da plastiche tecniche
- Tolleranze strette (±0,001" raggiungibili, contro ±0,005" tipiche della stampa 3D)
- Prototipi funzionali con proprietà dei materiali equivalenti a quelle del prodotto finale
- Quantità da 1 a diverse centinaia di pezzi, economicamente convenienti
Scegli la stampa 3D quando hai bisogno di:
- Tempi rapidi per la prototipazione CNC — in alcuni casi consegna lo stesso giorno
- Geometrie interne complesse impossibili da realizzare mediante lavorazione meccanica (reticoli, canali di raffreddamento conformi)
- Validazione del design a basso costo prima di procedere alla prototipazione CNC
- Prototipazione in fibra di carbonio con rinforzo a fibra continua
- Parti uniche altamente personalizzate per le quali i costi degli utensili non sono giustificabili
Secondo Analisi produttiva di Gizmospring , la stampa 3D eccelle nella prototipazione rapida poiché i suoi tempi di consegna rapidi e i costi inferiori consentono un’iterazione veloce. Tuttavia, la fresatura CNC è la scelta migliore quando sono fondamentali precisione, resistenza del materiale e qualità della superficie.
Per la prototipazione mediante fresatura CNC, il punto ottimale si raggiunge quando è necessaria una validazione funzionale: parti che operano correttamente sotto carichi reali, non semplicemente verifiche di adattamento. Una staffa stampata in 3D potrebbe confermare la geometria, ma una versione fresata in alluminio ne conferma effettivamente le prestazioni.
Quando l’imbutitura a iniezione risulta più conveniente
Qui il volume cambia completamente le carte in tavola. Lo stampaggio a iniezione richiede un investimento iniziale significativo per la realizzazione degli stampi—tipicamente da 3.000 a oltre 100.000 USD, a seconda della complessità—ma il costo per singolo pezzo diminuisce drasticamente su larga scala.
Il punto di pareggio: Secondo i dati di Protolabs, lo stampaggio a iniezione diventa generalmente più conveniente dal punto di vista dei costi rispetto alla fresatura CNC in un intervallo compreso tra 100 e 500 pezzi, a seconda della geometria e del materiale. Per produzioni superiori a 10.000 pezzi, i costi dello stampaggio a iniezione rappresentano solo una frazione di quelli delle alternative basate sulla fresatura CNC.
La stampa a iniezione è la scelta vincente quando:
- I volumi di produzione superano i 500 pezzi identici
- I pezzi richiedono caratteristiche complesse che risulterebbero costose da realizzare mediante lavorazione meccanica (sistemi di aggancio a scatto, cerniere integrate, pareti sottili)
- È necessaria una ripetibilità costante su migliaia di unità
- I piani di produzione a lungo termine giustificano l’investimento nello stampo
La fresatura CNC rimane superiore quando:
- È necessario ricorrere a servizi di lavorazione prototipale per la validazione del progetto prima di procedere alla realizzazione degli stampi
- Le quantità rimangono inferiori al punto di pareggio rispetto allo stampaggio a iniezione
- Sono richiesti componenti metallici (lo stampaggio a iniezione è utilizzato principalmente per le materie plastiche)
- È probabile che siano ancora necessari cambiamenti progettuali: le modifiche agli stampi sono costose
Molti prodotti di successo impiegano entrambi i metodi in modo strategico: la lavorazione prototipale consente una rapida validazione del progetto, mentre lo stampaggio a iniezione gestisce la produzione in serie una volta definite e consolidate le specifiche.
Tabella di confronto dei metodi di produzione
Questo confronto copre i principali criteri decisionali relativi a tutti e quattro i principali metodi di produzione:
| Criteri | Fresatura cnc | stampa 3D | Iniezione di materiale plastico | Lavorazione delle lamiere |
|---|---|---|---|---|
| Quantità ideali | 1–500 pezzi | 1–50 pezzi | 500–1.000.000+ pezzi | 10–10.000 pezzi |
| Opzioni di materiale | Metalli, plastiche, compositi (oltre 50 opzioni) | Polimeri, resine, alcuni metalli (selezione limitata) | Termoplastici principalmente (ampia selezione di polimeri) | Lamiere: alluminio, acciaio, acciaio inossidabile, rame |
| Capacità di precisione | raggiungibile ±0,001" | ±0,005" tipico | ±0,003" tipico | ±0,005" a ±0,010" |
| Tempo di consegna tipico | 3–15 giorni lavorativi | 1-5 giorni lavorativi | 2–6 settimane (inclusa la realizzazione dello stampo) | 5-15 giorni lavorativi |
| Costo di installazione/strumentazione | Basso (0-500 $) | Nessuno | Alto (3.000-100.000 $+) | Basso-moderato (100-2.000 $) |
| Costo per pezzo (10 unità) | $$ | $$ | $$$$$ (attrezzature ammortizzate) | $$ |
| Costo per pezzo (1.000 unità) | $$ | $$$ | $ | $ |
| Migliore per | Parti metalliche/plastiche di precisione, prototipi funzionali | Prototipazione rapida, geometrie complesse, personalizzazione | Produzione plastica ad alto volume | Involucri, staffe, pannelli |
Fare la Scelta Giusta per il Tuo Progetto
Quando si valutano i servizi di lavorazione di prototipi o la produzione industriale, esaminare i seguenti criteri decisionali:
- Qual è la tua quantità? Bassi volumi favoriscono la fresatura CNC o la stampa 3D; alti volumi favoriscono lo stampaggio a iniezione o la lamiera.
- Quali proprietà dei materiali sono richieste? Se sono fondamentali resistenza meccanica, resistenza al calore o specifiche leghe metalliche, la fresatura CNC o la lavorazione della lamiera risultano generalmente preferibili.
- Quanto sono stretti i vostri campi di tolleranza? Requisiti di precisione elevata spesso escludono la stampa 3D e la lamiera dalla considerazione.
- Qual è la tua tempistica? La necessità urgente di un prototipo CNC potrebbe rendere preferibile la velocità della stampa 3D; i tempi di produzione possono invece consentire i tempi di consegna più lunghi dello stampaggio a iniezione.
- Il tuo progetto è definitivo? Se è probabile che si verifichino ulteriori modifiche, evitare le costose modifiche degli utensili necessarie per lo stampaggio ad iniezione.
Molti fornitori online di servizi di lavorazione CNC offrono attualmente diversi metodi di produzione attraverso una singola piattaforma, consentendovi di realizzare prototipi mediante la prototipazione rapida CNC, di verificarne la funzionalità con componenti meccanici funzionanti e, infine, di passare allo stampaggio ad iniezione per la produzione in serie senza dover cambiare fornitore.
Comprendere questi compromessi vi consente di prendere decisioni produttive basate sui requisiti del progetto, anziché sulla familiarità con un determinato processo. Tuttavia, la scelta del metodo più adatto rappresenta soltanto una parte dell’equazione: garantire che il vostro partner produttivo rispetti gli standard qualitativi appropriati per il vostro settore aggiunge un’ulteriore dimensione critica da considerare.
Certificazioni di settore e standard qualitativi spiegati
Hai scelto un metodo di produzione e comprendi i fattori che influenzano il prezzo, ma ecco una domanda che distingue la prototipazione occasionale dalla produzione seria: il tuo partner CNC possiede le certificazioni richieste dal tuo settore? Per componenti aerospaziali, dispositivi medici o gruppi automobilistici, una risposta negativa può comportare il rifiuto dei pezzi, audit falliti o, peggio ancora, conseguenze più gravi.
Le certificazioni non sono semplici loghi appariscenti su un sito web. Secondo la guida alle certificazioni di 3ERP, esse rappresentano una prova documentata del fatto che un produttore ha implementato sistemi di gestione della qualità, è soggetto a regolari audit da parte di enti terzi e garantisce la tracciabilità in ogni fase della produzione. Comprendere il significato effettivo di ciascuna certificazione ti aiuta a selezionare aziende specializzate nella lavorazione di precisione in linea con i requisiti specifici del tuo progetto.
Decifrare le certificazioni ISO AS9100 e IATF
Facciamo chiarezza tra l'insieme di certificazioni per la produzione industriale. Ogni standard affronta specifiche esigenze del settore e conoscere le differenze consente di verificare se un potenziale partner è effettivamente in grado di soddisfare i requisiti della vostra applicazione.
ISO 9001: La base della gestione per la qualità
Considerate l'ISO 9001 come la certificazione fondamentale per qualsiasi operazione produttiva seria. Essa stabilisce i requisiti per un Sistema di Gestione per la Qualità (SGQ) incentrato sulla soddisfazione del cliente, sulla coerenza dei risultati e sul miglioramento continuo. Secondo Hartford Technologies , l'ISO 9001 è applicabile a tutti i settori, indipendentemente dalle dimensioni aziendali, costituendo la certificazione fondamentale che definisce i prerequisiti per un sistema di qualità solido.
Quando collaborate con un servizio online di lavorazione CNC certificato ISO 9001, avete la garanzia che:
- Ogni fase produttiva sia regolata da procedure documentate
- I requisiti del cliente siano identificati e monitorati in modo sistematico
- Verifiche interne tramite audit ne confermino il rispetto continuo
- Le azioni correttive affrontano le non conformità prima che diventino schemi ricorrenti
AS9100: Controllo qualità di livello aerospaziale
La lavorazione CNC di componenti aerospaziali richiede più di una semplice gestione della qualità generale. L'AS9100 si basa sulla fondazione dell'ISO 9001, aggiungendo requisiti specifici per il settore aerospaziale in materia di gestione del rischio, controllo della configurazione e tracciabilità del prodotto. Ogni componente deve essere tracciabile fino alla sua fonte di materiale grezzo e la valutazione dei rischi di guasto è obbligatoria in tutte le fasi della validazione del progetto.
Per le applicazioni di lavorazione aerospaziale, la certificazione AS9100 indica che il produttore comprende l’ambiente a tolleranza zero dell’aviazione. I componenti destinati agli aeromobili — siano essi parti strutturali, gruppi motore o alloggiamenti per sistemi avionici — richiedono questo livello di controllo documentato.
ISO 13485: Norme per la produzione di dispositivi medici
La lavorazione meccanica di dispositivi medici comporta responsabilità uniche. Un guasto in uno strumento chirurgico o in un componente di un impianto può costare vite umane. La norma ISO 13485 definisce un sistema di gestione per la qualità (SGQ) specificamente concepito per la produzione di dispositivi medici, con particolare enfasi sulla gestione del rischio, sulla conformità normativa e sulla tracciabilità completa, dalla progettazione fino alla manutenzione.
La lavorazione meccanica di dispositivi medici secondo la norma ISO 13485 richiede:
- Una documentazione rigorosa dei processi di progettazione, produzione e validazione
- La dimostrazione della capacità di identificare e mitigare i rischi per la sicurezza del paziente
- La conformità agli obblighi normativi nei mercati di destinazione
- Prodotti che soddisfino i criteri definiti di sicurezza e prestazioni
IATF 16949: Eccellenza nel settore automobilistico
Sviluppato dall'International Automotive Task Force, lo standard IATF 16949 rappresenta lo standard globale di gestione della qualità specificamente concepito per la produzione automobilistica. Si basa sulla norma ISO 9001, integrandola con requisiti aggiuntivi relativi alla progettazione del prodotto, ai processi produttivi e agli standard specifici dei clienti che definiscono la catena di fornitura automobilistica.
Cosa rende particolarmente prezioso lo standard IATF 16949? Gli stabilimenti certificati implementano il controllo statistico dei processi (SPC) per monitorare in tempo reale le variabili produttive, garantendo componenti ad alta tolleranza costanti anche durante lunghi cicli di produzione. Ciò è fondamentale nella produzione di insiemi di telaio, componenti frenanti o boccole metalliche di precisione, dove la coerenza dimensionale influisce direttamente sulla sicurezza e sulle prestazioni del veicolo.
Per applicazioni automobilistiche che richiedono capacità produttive certificate, Le soluzioni di lavorazione meccanica automobilistica di Shaoyi dimostrare come avviene in pratica la produzione certificata IATF 16949 — fornendo complessi gruppi telaistici e componenti metallici di precisione con tempi di consegna rapidi fino a un solo giorno lavorativo, mantenendo al contempo rigidi controlli qualità.
Scelta delle certificazioni in base alle esigenze del vostro settore
Quali certificazioni è necessario verificare prima di effettuare un ordine? Dipende interamente dall’uso finale dei vostri componenti. Di seguito una panoramica pratica per settore:
Produzione generale e prototipazione:
- La certificazione ISO 9001 fornisce un’adeguata garanzia di qualità
- Prestare attenzione alla qualità della comunicazione e alla tempestività delle risposte ai feedback relativi alla progettazione per la produzione (DFM)
- Le capacità di precisione sono più importanti delle certificazioni specialistiche
Aerospaziale e Difesa:
- La certificazione AS9100 è generalmente obbligatoria per i componenti critici per il volo
- È richiesta la conformità ITAR per articoli legati alla difesa inclusi nell’U.S. Munitions List
- Ci si attende documentazione rigorosa e tracciabilità completa dei materiali
Dispositivi medici e settore sanitario:
- La certificazione ISO 13485 è essenziale per i prodotti medici soggetti a regolamentazione
- La registrazione presso la FDA potrebbe essere richiesta per i dispositivi medici destinati al mercato statunitense
- Spesso sono necessarie certificazioni dei materiali e documentazione sulla biocompatibilità
Settore automobilistico:
- La certificazione IATF 16949 è richiesta dai principali costruttori OEM e dai fornitori di primo livello (Tier 1)
- La documentazione PPAP (Processo di approvazione del componente prodotto) è frequentemente richiesta
- Le capacità di controllo statistico del processo garantiscono una qualità costante nella produzione
Le certificazioni dimostrano ai nostri clienti che prendiamo seriamente la qualità. Non si tratta semplicemente di carta bollata: rappresentano un impegno concreto verso l’eccellenza in ogni componente che realizziamo.
Secondo la guida alle certificazioni del Machine Shop Directory, il 67% degli OEM richiede ai propri fornitori la certificazione ISO 9001 — e le officine dotate di certificazioni specifiche per settore aggiudicano in media il 15% in più di contratti. L’investimento nelle certificazioni produce benefici tangibili sotto forma di maggiore accesso ai mercati e di maggiore fiducia da parte dei clienti.
Oltre ad aprire le porte a settori regolamentati, le certificazioni stimolano miglioramenti interni. Il processo di audit costringe i produttori a esaminare i propri flussi di lavoro, documentare le procedure e implementare controlli che riducono errori e sprechi. Tu trai vantaggio da questi miglioramenti in termini di efficienza grazie a una qualità più costante e, spesso, a prezzi inferiori, poiché i benefici operativi si accumulano nel tempo.
Sapere quali certificazioni sono rilevanti per la tua applicazione è essenziale; tuttavia, verificare che un potenziale partner possieda effettivamente tali credenziali e garantisca una qualità costante nella pratica richiede un approccio sistematico alla valutazione.
Come valutare e scegliere il giusto partner online per la lavorazione CNC
Conoscete le certificazioni e sapete quali standard richiede il vostro settore, ma come verificate concretamente che un potenziale partner produttivo mantenga le proprie promesse? Scegliere un'officina per la lavorazione CNC inadeguata può comportare ritardi nelle consegne, rifiuto dei componenti e frustranti interruzioni nella comunicazione che mettono a rischio l’intero cronoprogramma del vostro progetto.
Che stiate cercando "officine di lavorazione CNC vicino a me" o stiate valutando piattaforme digitali globali, il processo di selezione richiede una valutazione sistematica, non basata sull’intuito. Secondo la guida alla selezione dei partner di TQ Manufacturing, le aziende incorrono spesso in errori comuni, quali qualità inconsistente, consegne in ritardo e scadente comunicazione: problemi che portano a costosi interventi di ripristino, ritardi nella produzione e insoddisfazione dei clienti.
Costruiamo insieme un quadro pratico per valutare i servizi di lavorazione CNC su misura, in grado di distinguere i partner affidabili dai fornitori a rischio.
Campanelli d’allarme nella scelta di un partner CNC
Prima di addentrarci in ciò che bisogna cercare, identifichiamo i segnali di allerta che dovrebbero indurvi a rivolgervi altrove. Secondo la checklist per ingegneri di JUPAICNC, gli acquirenti esperti imparano a riconoscere tempestivamente questi problemi, risparmiando tempo ed evitando errori costosi.
Segnali di allerta che indicano potenziali problemi:
- Mancanza di certificazioni: L’assenza di certificazioni riconosciute a livello industriale per il controllo qualità, come la ISO 9001, suggerisce un controllo insufficiente dei processi. Per i settori regolamentati, la mancanza di certificazioni specifiche del settore (AS9100, ISO 13485, IATF 16949) esclude immediatamente un fornitore.
- Risposte vaghe sulle capacità: Quando chiedete informazioni sulle capacità di tolleranza, sull’esperienza con i materiali o sui tempi di consegna e ricevete risposte poco chiare, prevedete un’analoga ambiguità durante la produzione.
- Tempi di risposta lenti durante la fase di valutazione: Se impiegano giorni per rispondere alle vostre prime richieste, prevedete ritardi nella comunicazione anche durante la produzione. Verificate la loro tempestività prima di impegnarvi.
- Nessun feedback DFM offerto: I laboratori di tornitura di qualità vicino a me — o ovunque — identificano proattivamente i problemi di fabbricabilità. I fornitori che si limitano a fornire preventivi senza un contributo progettuale spesso consegnano componenti con difetti evitabili.
- Esperienza limitata sui materiali: Un laboratorio di lavorazione CNC vicino a me specializzato esclusivamente nell’alluminio non sarà in grado di soddisfare le vostre esigenze qualora il vostro progetto richieda competenze specifiche su acciaio inossidabile o titanio.
- Ritardi frequenti nelle consegne: Chiedete informazioni sul tasso di consegne rispettose dei tempi concordati. Un record negativo indica problemi nella gestione della capacità produttiva, che avranno inevitabilmente ripercussioni sul vostro progetto.
- Assenza di un processo strutturato per ordini urgenti: Quando sorgono prototipi urgenti — e ciò accadrà — i fornitori privi di procedure per l’accelerazione degli ordini vi lasciano senza soluzioni.
Se un fornitore presenta più campanelli d’allarme, è preferibile valutare altre opzioni.
Domande da porre prima di effettuare l'ordine
Ora cambiamo prospettiva. Ecco cosa verificare attivamente quando si valutano officine meccaniche nella mia zona o piattaforme di produzione digitale. Secondo la guida alla produzione di UPTIVE, la scelta del partner giusto, con esperienza specifica nel settore, può consentire un risparmio potenziale di migliaia di dollari, poiché tale partner è già familiare con gli errori più comuni e con i metodi più efficaci per evitarli.
Certificazione e verifica della qualità:
- Quali certificazioni di qualità possedete e quando è stata effettuata l’ultima verifica?
- Potete fornire rapporti di ispezione, documentazione relativa al controllo qualità o rapporti di ispezione del primo articolo (FAI)?
- Come gestite i componenti non conformi? Qual è il vostro processo di azione correttiva?
Comunicazione e gestione del progetto:
- Avrò un responsabile account dedicato o un unico punto di contatto?
- Come comunicate gli aggiornamenti sul progetto, eventuali ritardi o problemi imprevisti durante la produzione?
- Qual è il vostro tempo medio di risposta alle domande tecniche o alle richieste di chiarimento relative ai preventivi?
Capacità Tecniche:
- Quali campi di tolleranza riuscite a garantire in modo affidabile? (Verificare, se possibile, con esempi di componenti)
- In quali materiali siete specializzati e potete condividere casi di studio relativi a progetti simili?
- Quali configurazioni di macchine utilizzate — a 3 assi, a 4 assi, a 5 assi, centri multifunzione fresatura-tornitura?
Scalabilità e Flessibilità:
- Siete in grado di gestire sia quantità per prototipi che produzioni in serie di 1.000+ pezzi?
- Qual è la vostra capacità di gestire aumenti del volume degli ordini senza ritardi nelle consegne?
- Accettate progetti urgenti o modifiche last-minute dei progetti?
Tempi di consegna e spedizione:
- Qual è il vostro tempo di consegna tipico e qual è il vostro tasso di consegne rispettose dei tempi prestabiliti?
- Offrite un monitoraggio in tempo reale degli ordini e aggiornamenti sullo stato?
- Come gestite la capacità produttiva per evitare ritardi nei periodi di elevata domanda?
Il fattore scalabilità: dal prototipo alla produzione
Ecco dove molti produttori non riescono a soddisfare le aspettative. Trovare officine meccaniche locali in grado di realizzare prototipi su misura è facile. Trovare invece partner in grado di passare senza soluzione di continuità dalla prototipazione rapida alla produzione di serie mantenendo costantemente elevati standard qualitativi: questa è la vera sfida.
Secondo la ricerca condotta da UPTIVE, il passaggio dal prototipo alla produzione richiede partner in grado di gestire:
- Supporto alle iterazioni di progetto: I partner qualificati forniscono feedback sul Design for Manufacturing (DFM) che ottimizza il vostro prototipo per una produzione economica e scalabile
- Verifiche con produzioni a basso volume: Prima di impegnarsi nella produzione su larga scala, l’impiego di piccoli lotti consente di individuare tempestivamente eventuali problemi produttivi
- Scalabilità della produzione: Quando la domanda aumenta, il vostro partner deve essere in grado di crescere insieme a voi senza alcun calo della qualità
- Controlli qualità costanti: Lo stesso rigoroso processo ispettivo utilizzato per convalidare il vostro prototipo deve essere applicato a ogni singola unità prodotta
L’equilibrio ideale? Strutture in grado di offrire tempi di consegna di un giorno per prototipi urgenti, pur mantenendo standard qualitativi idonei alla produzione di serie. Questa combinazione testimonia sia l’eccellenza operativa sia la flessibilità orientata al cliente.
Per le applicazioni automobilistiche che richiedono questa capacità di passaggio dal prototipo alla produzione, I servizi di lavorazione CNC di precisione di Shaoyi rappresentano ciò che significa la produzione online pronta per la produzione su larga scala: dalla prototipazione rapida alla produzione in serie di complessi insiemi del telaio e di componenti metallici personalizzati, supportati dalla certificazione IATF 16949 e dal Controllo Statistico di Processo (SPC), che garantisce risultati costanti con tolleranze elevate.
La tua checklist di valutazione
Prima di effettuare il prossimo ordine, verificare questi fattori critici:
| Criteri di valutazione | Cosa Verificare | Perché è importante |
|---|---|---|
| CERTIFICAZIONI | Certificazione ISO 9001 al minimo; certificazioni settoriali specifiche ove richiesto | Sistemi qualità documentati riducono difetti e ritravagli |
| Comunicazione | Tempi di risposta inferiori a 24 ore; contatto dedicato disponibile | Una scarsa comunicazione causa ritardi ed errori nelle specifiche |
| Feedback DFM | Suggerimenti proattivi sulla progettazione prima della produzione | Individua tempestivamente problemi costosi prima che diventino difetti produttivi |
| Capacità di tolleranza | Precisione documentata conforme alle vostre esigenze | Garantisce che i componenti rispettino le specifiche funzionali |
| Competenza nei materiali | Esperienza con i vostri materiali specifici; casi di studio disponibili | La conoscenza specifica dei materiali previene errori di lavorazione |
| Scalabilità | Capacità di gestire sia prototipi che volumi di produzione | Evita il cambio di fornitore man mano che il vostro progetto cresce |
| Consegna tempestiva | Storico comprovato di un tasso di consegna puntuale superiore al 95% | I componenti in ritardo compromettono i piani produttivi e gli impegni verso i clienti |
Scegliere il giusto partner per il servizio online di fresatura CNC è una delle decisioni produttive più importanti che possiate prendere. Un partner affidabile migliora la qualità del prodotto, ottimizza l’efficienza produttiva e garantisce consegne puntuali, consentendovi di concentrarvi sull’innovazione progettuale anziché sulla gestione d’emergenza della catena di approvvigionamento.
Valutando sistematicamente i fornitori rispetto a questi criteri, è possibile selezionare con fiducia un partner produttivo allineato ai propri standard di qualità, alle aspettative in termini di consegna e alle esigenze di scalabilità. L’investimento iniziale dedicato a una valutazione accurata produce benefici tangibili con ogni ordine che arriva in tempo, conforme alle specifiche e pronto all’uso.
Domande frequenti sui servizi online di lavorazione CNC
1. Qual è la differenza tra la lavorazione CNC online e i tradizionali laboratori meccanici?
I servizi online di lavorazione CNC utilizzano piattaforme digitali che consentono di ottenere preventivi istantanei, caricare file CAD e accedere a livello globale a una produzione di precisione senza dover effettuare chiamate telefoniche o consultazioni di persona. I tradizionali laboratori meccanici richiedono invece richieste manuali di preventivo, scambi di email e spesso sono soggetti a limitazioni geografiche. Le piattaforme digitali instradano i lavori verso produttori specializzati all’interno di vaste reti, garantendo qualità costante e prezzi competitivi, oltre alla consegna dei componenti già in 1–3 giorni per i prototipi.
2. Come ottengo un preventivo istantaneo per la lavorazione CNC online?
Carica il tuo file CAD 3D (preferibilmente in formato STEP o IGES) su una piattaforma online per la fresatura CNC. Algoritmi basati sull'intelligenza artificiale analizzano immediatamente la geometria del pezzo, la scelta del materiale, le tolleranze e le finiture superficiali per generare un preventivo accurato entro pochi secondi. Il sistema segnala eventuali problemi di realizzabilità e fornisce feedback sul Design for Manufacturing (progettazione per la produzione) prima dell’avvio della lavorazione. La maggior parte delle piattaforme consente inoltre di modificare quantità, materiali e tempi di consegna per visualizzare in tempo reale le variazioni di prezzo.
3. Quali formati di file sono i migliori per gli ordini di fresatura CNC online?
I file STEP (.step/.stp) rappresentano lo standard di riferimento per la fresatura CNC, poiché conservano con precisione la geometria, le curve e le definizioni dei bordi. Anche i formati IGES e Parasolid funzionano bene. Evitare invece i file STL, che utilizzano approssimazioni a mesh triangolare prive della precisione necessaria per la generazione dei percorsi utensile CNC. Per pezzi con tolleranze strette, includere un disegno 2D in PDF che specifichi le dimensioni critiche, le finiture superficiali e le tolleranze geometriche, da allegare insieme al modello 3D.
4. Quanto costa la lavorazione CNC e quali fattori influenzano il prezzo?
I costi della lavorazione CNC dipendono dalla scelta del materiale (20% del costo), dal tempo macchina (80% del costo), dalla complessità del pezzo, dai requisiti di tolleranza, dalla quantità, dalle finiture superficiali e dai tempi di consegna. I componenti in alluminio costano meno di quelli in titanio; le tolleranze standard (±0,005") sono significativamente più economiche rispetto alle specifiche di precisione (±0,001"). Gli ordini in lotti riducono il costo unitario distribuendo i costi di attrezzaggio. Gli ordini urgenti con tempi di consegna di 1-3 giorni comportano generalmente un sovrapprezzo del 25-100% rispetto ai tempi standard di 7-15 giorni.
5. Quando devo scegliere la lavorazione CNC rispetto alla stampa 3D o all’imbutitura a iniezione?
Scegli la lavorazione CNC quando hai bisogno di eccellenti proprietà meccaniche da metalli massicci o plastiche tecniche, tolleranze strette (±0,001"), prototipi funzionali realizzati con materiali equivalenti a quelli per la produzione oppure quantitativi compresi tra 1 e 500 pezzi. La stampa 3D è particolarmente indicata per iterazioni rapide, geometrie interne complesse e validazione del design a basso costo. Lo stampaggio a iniezione diventa economicamente vantaggioso per quantitativi superiori a 500 pezzi, ma richiede un consistente investimento iniziale per la realizzazione degli stampi ($3.000–$100.000+). Molti progetti utilizzano la lavorazione CNC per la fase di prototipazione, per poi passare allo stampaggio a iniezione per la produzione in serie.