 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Pressa Idraulica vs Meccanica per lo Stampaggio: Velocità, Forza e Costo
Time : 2025-12-23
TL;DR
La scelta tra una pressa idraulica e una meccanica si riduce a un compromesso tra velocità e controllo della forza . Le presse meccaniche sono i cavalli da lavoro dell'industria per la produzione ad alto volume, che utilizzano l'energia accumulata dal volano per garantire cicli rapidi e costanti, ideali per il punzonamento e la formatura superficiale. Le presse idrauliche, al contrario, generano forza attraverso la pressione del fluido, erogando l'intero tonnellaggio nominale per tutta la corsa—rendendole superiori per la tranciatura profonda, forme complesse e produzioni variabili. Per i produttori che devono bilanciare queste esigenze, comprendere la specifica meccanica di applicazione della forza è il primo passo per ottimizzare costi e qualità della produzione.
La differenza fondamentale: energia del volano vs. pressione del fluido
La differenza fondamentale risiede nel modo in cui ciascuna macchina genera e trasmette la forza. Questa differenza ingegneristica determina ogni aspetto della loro prestazione, dal tempo di ciclo alla manutenzione.
Le presse meccaniche funzionano sfruttando l'energia cinetica. Un motore elettrico accelera un volano di grandi dimensioni, che accumula energia. Quando l'operatore innesta l'innesto, questa energia viene rilasciata attraverso un sistema a ingranaggi e manovella per azionare il punzone. Il movimento è fisso e ciclico, simile a un colpo di martello. Questa progettazione consente una velocità e una ripetibilità incredibili, ma offre poca flessibilità in termini di profilo della corsa.
Presse idrauliche si basano sulla pressione idrostatica. Una pompa spinge del fluido idraulico in un cilindro, spingendo verso il basso un pistone. La forza viene generata dalla pressione applicata del fluido, non dal momento di una massa in movimento. Ciò crea un movimento di spinta più simile alla chiusura di una morsa che a un colpo di martello. Il punzone permette un controllo variabile della velocità e della posizione, consentendo all'operatore di gestire esattamente come e quando la forza viene applicata al pezzo in lavorazione.
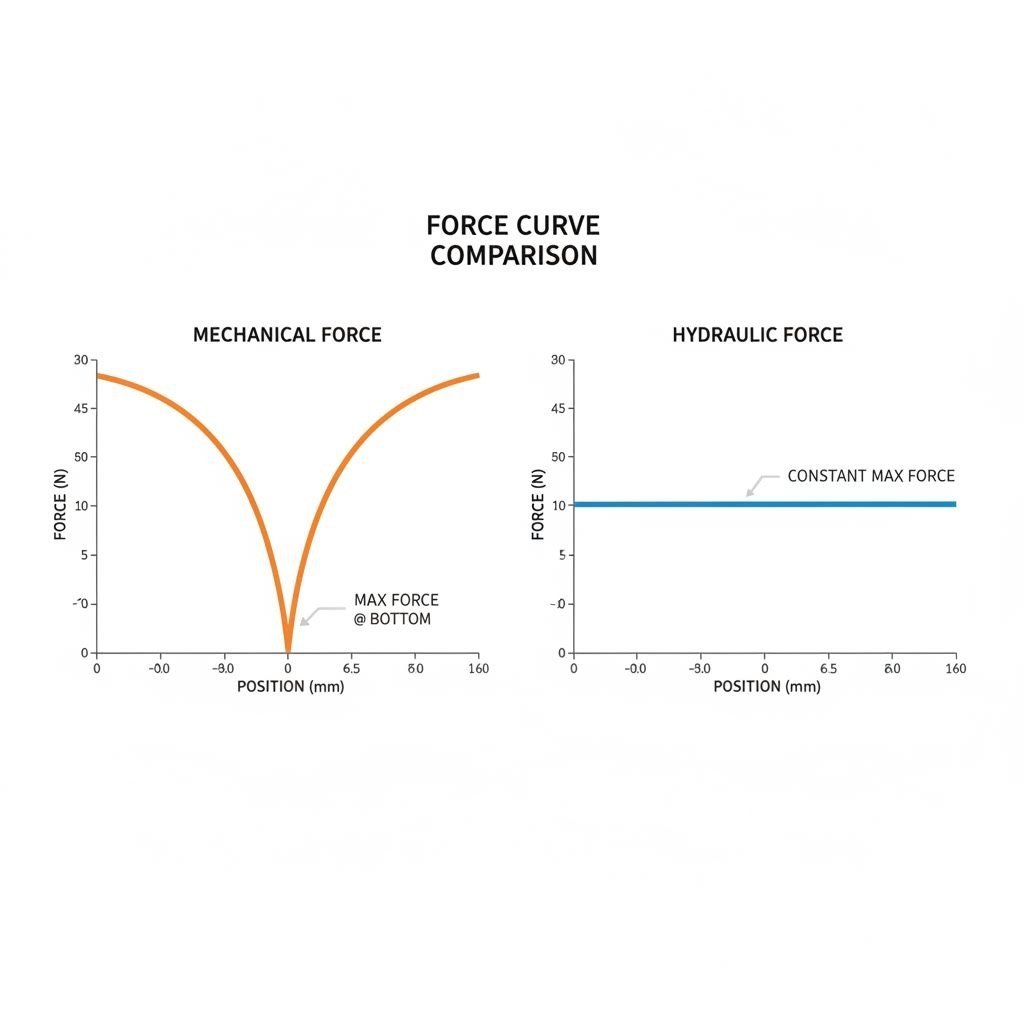
Tonnellaggio e Applicazione della Forza: La Curva Critica
Il fattore tecnico più significativo per gli ingegneri è dove nella corsa in cui il torchio può erogare il suo tonnellaggio nominale. Questo fattore spesso determina se un torchio può fisicamente eseguire un lavoro specifico.
Meccanico: Valutato al Punto Morto Inferiore (BDC)
Un torchio meccanico è valutato per il suo massimo tonnellaggio solo nel punto più basso della sua corsa, noto come Punto Morto Inferiore (BDC). Quando il punzone si trova più in alto nella corsa, la forza disponibile è notevolmente inferiore a causa della curva di vantaggio meccanico del sistema di trasmissione a manovella/eccentrico. Ad esempio, un torchio meccanico da 200 tonnellate potrebbe erogare soltanto 50 tonnellate di forza a due pollici dal fondo. Questa limitazione rende i torchi meccanici poco adatti per applicazioni di imbutitura profonda in cui è richiesta una forza elevata già all'inizio della corsa.
Idraulico: Tonnellaggio Massimo in Qualsiasi Punto
Al contrario, una pressa idraulica può erogare la sua forza nominale completa in qualsiasi punto della corsa. Indipendentemente dal fatto che il pistone si trovi in alto, al centro o in basso, il sistema idraulico può applicare immediatamente la massima pressione. Questa caratteristica è fondamentale per estrusione profonda operazioni in cui il materiale richiede una pressione di formatura costante su una lunga distanza per fluire correttamente senza strapparsi.
Velocità, Volume di Produzione ed Efficienza
La velocità è spesso il fattore principale dei costi nella stampaggio a freddo della lamiera, ed è qui che le presse meccaniche storicamente dominano.
- Alta Velocità per Grandi Lotti: Le presse meccaniche sono progettate per la velocità. Piccole presse meccaniche a telaio aperto possono raggiungere velocità fino a 1.500 colpi al minuto (SPM), mentre le presse più grandi a luce dritta funzionano comunque significativamente più velocemente delle equivalenti idrauliche. Per componenti come connettori elettrici, rondelle o supporti automobilistici che richiedono milioni di unità, il ciclo fisso di una pressa meccanica è insuperabile.
- Versatilità per Bassi Volumi: Le presse idrauliche sono per natura più lente a causa del tempo necessario per pompare il fluido. Tuttavia, eccellono in ambienti ad alta varietà e basso volume. Il loro tempo di configurazione è generalmente più rapido perché i limiti della corsa sono programmabili anziché meccanici. Sono inoltre ideali per prove preliminari e prototipazione.
Per i produttori in fase di espansione, la transizione passa spesso dalla flessibilità idraulica alla velocità meccanica. Partner specializzati come Shaoyi Metal Technology sfruttano questo percorso, utilizzando capacità diverse delle presse per supportare clienti automobilistici, dalla prototipazione iniziale a basso volume fino alla produzione di massa di milioni di componenti certificati IATF 16949.
Flessibilità di progettazione, configurazione e manutenzione
Oltre alle specifiche tecniche grezze, la realtà operativa quotidiana di queste macchine differisce notevolmente.
| Caratteristica | Macchina stampante meccanica | Stampatrice idraulica |
|---|---|---|
| Controllo della corsa | Lunghezza della corsa fissa (rigida) | Lunghezza della corsa completamente regolabile |
| Sicurezza contro sovraccarico | Rischio di blocco al punto morto inferiore (BDC), riparazione costosa | Valvole di sfogo integrate (protezione contro sovraccarico) |
| Manutenzione | Usura della frizione/freni, punti di lubrificazione | Guarnizioni, tubi flessibili, pompe (potenziale di perdite) |
| Configurazione stampo | Altezza di chiusura precisa fondamentale | Altezza di chiusura tollerante (flessibile) |
Sicurezza e protezione da sovraccarico: Un vantaggio significativo dei sistemi idraulici è la protezione contro il sovraccarico. Se un torchio idraulico supera il limite di tonnellaggio, una valvola di sfogo si apre semplicemente e la pressione viene rilasciata in modo innocuo. Un torchio meccanico, invece, può rimanere "bloccato in fondo" se sovraccaricato nel punto morto inferiore (BDC), richiedendo spesso ore di manutenzione per sbloccare lo stantuffo e potenzialmente danneggiando utensili costosi.
Condizioni reali di manutenzione: I torchi meccanici sono robusti e possono durare decenni con una corretta lubrificazione, anche se le guarnizioni della frizione e dei freni sono soggette a usura. I torchi idraulici hanno meno parti meccaniche mobili, ma richiedono attenzione particolare riguardo alla pulizia del fluido, all'integrità delle guarnizioni e allo stato dei tubi flessibili per prevenire perdite e cali di pressione.
La Pressa Servo: L'Hybrid Moderno
Negli ultimi anni, la tecnologia delle presse servo si è affermata come soluzione intermedia. Una pressa servo utilizza un motore servo ad alto momento torcente per azionare un collegamento meccanico, eliminando volano e frizione. Ciò consente profili di corsa completamente programmabili: l'utente può programmare il movimento del punzone in modo da ridurre la velocità durante la fase di formatura (per ridurre il calore e migliorare la qualità del pezzo) e aumentarla durante la corsa di ritorno.
Sebbene le presse servo offrano il "meglio dei due mondi" — la velocità delle presse meccaniche con la controllabilità delle idrauliche — presentano un costo iniziale più elevato. Stanno diventando sempre più lo standard nei settori ad alta precisione, come la produzione di componenti per batterie di veicoli elettrici (EV), dove sono richieste curve di formatura complesse insieme a un'elevata produttività.

Riepilogo: Quale Pressa È Adatta a Te?
La scelta della pressa giusta non consiste nel trovare la tecnologia "migliore", ma nell'abbinare la macchina alla tua specifica realtà produttiva. Utilizza questo schema per guidare la tua decisione:
- Scegli una pressa meccanica se: Stai eseguendo produzioni in grande volume (migliaia o milioni di pezzi), i tuoi pezzi sono relativamente piatti (punching, foratura, formatura superficiale) e la velocità è la tua priorità numero uno.
- Scegli una pressa idraulica se: Devi eseguire tranciature profonde, la tua produzione prevede un'alta varietà di pezzi diversi con frequenti cambiamenti di produzione, oppure hai bisogno della piena capacità di tonnellaggio per tutta la lunghezza della corsa.
- Scegli una pressa servo se: Hai bisogno della precisione per controllare il flusso del materiale in pezzi complessi, richiedi efficienza energetica e disponi del budget necessario per investire in una tecnologia versatile e a prova di futuro.
Domande frequenti
1. Può una pressa idraulica eseguire operazioni di blanking?
Sì, le presse idrauliche possono eseguire l'operazione di blanking, ma in generale sono meno efficienti rispetto alle presse meccaniche. L'urto improvviso generato quando il materiale si rompe può danneggiare il sistema idraulico nel tempo, a meno che la pressa non sia dotata di ammortizzatori specializzati. Per operazioni di blanking puramente dedicate, le presse meccaniche sono generalmente preferite grazie alla loro velocità e rigidità.
2. Perché una pressa meccanica è più veloce di una pressa idraulica?
Una pressa meccanica è più veloce perché utilizza l'energia accumulata in un volano in rotazione continua. Quando l'innesto viene attivato, questa energia cinetica immagazzinata viene rilasciata quasi istantaneamente per muovere il punzone. Una pressa idraulica deve pompare fluido per generare forza ad ogni singolo ciclo, un processo intrinsecamente più lento che comporta lo spostamento delle valvole e l'accumulo di pressione.
3. Quale tipo di pressa è più sicuro per l'operatore e per gli utensili?
Le presse idrauliche sono generalmente considerate più sicure per gli utensili in caso di sovraccarichi. Se un oggetto estraneo entra nella matrice o il materiale è troppo spesso, la valvola di sfogo del sistema idraulico si attiverà, fermando immediatamente la pressa senza provocare danni. Una pressa meccanica tenterà invece di completare il suo ciclo rigido indipendentemente dall'ostacolo, il che può causare danni catastrofici alla matrice o alla struttura della pressa stessa.