 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

L'alluminio anodizzato arrugginisce? Perché la ruggine non è il vero rischio
Time : 2026-04-20
L'alluminio anodizzato arrugginisce?
Fa alluminio anodizzato arrugginisce ? No. La ruggine è ossido di ferro e si forma quindi sul ferro e sull'acciaio, non sull'alluminio. Se vi state chiedendo se l'alluminio anodizzato possa arrugginire, la risposta rimane comunque no. Ciò che l'alluminio può subire, anche dopo l'anodizzazione, è la corrosione, l'ossidazione, le macchie o la formazione di fossette quando l'ambiente è sufficientemente aggressivo.
L'alluminio non produce la tipica ruggine rossa del ferro, ma può comunque subire corrosione che ne altera l'aspetto e, nei casi più gravi, danneggia il metallo stesso.
Questa differenza è importante perché molte persone, vedendo zone opache, scialbate o residui bianchi, presumono di trovarsi di fronte alla ruggine dell'alluminio. In termini semplici, di solito non è così. L'alluminio si comporta in modo diverso dall'acciaio perché la sua superficie reagisce con l'ossigeno in un modo che spesso lo protegge.
L'alluminio anodizzato arrugginisce? Risposta chiara
L'alluminio fresco forma rapidamente, all'esposizione all'aria, un sottile e resistente film ossidico. Secondo le indicazioni di Kloeckner Metals, questo strato ossidico rappresenta la ragione principale per cui l'alluminio resiste alla corrosione. Dunque, l'alluminio è resistente alla corrosione? In generale, sì. Tuttavia, resistente alla corrosione non equivale a immune alla corrosione. Sali, inquinanti e sostanze chimiche aggressive possono danneggiare tale superficie protettiva causando attacchi localizzati.
Ruggine vs Corrosione vs Ossidazione: spiegato in termini semplici
- Ruggine : ossido di ferro, il prodotto di degrado rossastro-marrone visibile su ferro e acciaio.
- Corrosione : il processo più ampio di deterioramento di un metallo dovuto all’ambiente circostante.
- Ossidazione : una reazione con l’ossigeno. Nell’alluminio, questa genera rapidamente una pellicola ossidica protettiva.
- Film ossidico passivo : il sottile strato di ossido di alluminio che protegge il metallo sottostante finché l’ambiente non lo degrada.
Ecco perché la domanda «l’alluminio è resistente alla corrosione?» riceve generalmente una risposta affermativa, ma con delle precisazioni. L’alluminio si protegge naturalmente, ma solo entro certi limiti.
Perché il residuo bianco non è la stessa cosa della ruggine
La corrosione dell'alluminio appare solitamente biancastra, grigia, opaca o polverulenta, anziché scagliosa e rossa. Esempi visivi e spiegazioni provenienti da Reliance Foundry mostrano che l'ossido di alluminio tende a formare una modifica superficiale dura, biancastra o polverulenta, non la classica ruggine. Il residuo bianco può essere un segnale di ossidazione superficiale o di altro cambiamento superficiale, ma non costituisce automaticamente un segnale di guasto strutturale.
L'idea fondamentale è semplice: l'alluminio si protegge autonomamente mediante la formazione di un ossido, e l'anodizzazione sfrutta tale comportamento in modo più controllato.

Cos'è l'alluminio anodizzato e come protegge
Se la prima domanda è "cos'è l'alluminio anodizzato?", la risposta più semplice è questa: è alluminio la cui superficie è stata deliberatamente trasformata in uno strato ossidico più spesso e controllato mediante un processo elettrochimico. Questo punto è importante perché il significato di alluminio anodizzato non è semplicemente "alluminio con un rivestimento". È alluminio con una superficie che è stata trasformata.
Cosa implica realmente il significato di alluminio anodizzato
Linee guida per la produzione da parte di SAF e Can Art descrive l'anodizzazione come un processo elettrochimico che trasforma la superficie metallica in uno strato di ossido anodico durevole. In altre parole, cosa significa 'anodizzato'? Significa che la superficie stessa è cresciuta direttamente dal metallo di base. È per questo motivo che questo materiale in alluminio anodizzato si comporta in modo diverso rispetto a parti verniciate o rivestite a polvere.
L'anodizzazione non ricopre semplicemente l'alluminio: trasforma la superficie esterna in uno strato protettivo di ossido che fa parte integrante del metallo.
Come l'anodizzazione dell'alluminio crea uno strato protettivo
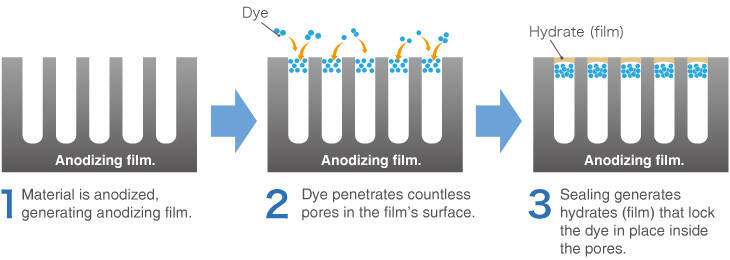
Per i lettori che chiedono cos'è l'alluminio anodizzato , il processo risulta più facile da comprendere se suddiviso in fasi:
- Pulire l'alluminio . Oli, sporco e residui da lavorazione vengono rimossi affinché la superficie reagisca in modo uniforme.
- Immergerlo in un bagno elettrolitico . L'alluminio diventa l'anodo nel circuito elettrico.
- Applica corrente l'ossigeno reagisce con la superficie e fa crescere l'ossido di alluminio verso l'esterno e verso l'interno del metallo.
- Crea una struttura ossidica porosa sAF osserva che i rivestimenti anodici contengono molti piccoli pori.
- Sigilla i pori la sigillatura idrata e chiude tali pori, migliorando la resistenza chimica e contribuendo a prolungare la durata della finitura.
Questo passaggio di sigillatura è facile da trascurare, ma ha un effetto reale. SAF avverte espressamente che un'anodizzazione non correttamente sigillata presenta una scarsa resistenza chimica. Can Art sottolinea inoltre che gli approcci all'anodizzazione possono variare e che tali differenze influenzano le prestazioni in termini di usura e corrosione. La risposta a cos'è l'alluminio anodizzato non riguarda quindi soltanto l'aspetto estetico, ma anche la qualità del processo.
Perché il rivestimento in alluminio anodizzato è diverso dalla vernice
Un finitura in alluminio anodizzato viene spesso chiamato rivestimento nel linguaggio comune, ma non si comporta come una vernice o una polvere elettrostatica. I rivestimenti organici si trovano sulla superficie del metallo. Possono scheggiarsi, staccarsi o sfaldarsi in caso di cattiva adesione. L’anodizzazione, al contrario, è parte integrante del substrato, motivo per cui SAF afferma che non può staccarsi o sfaldarsi.
Questa differenza si manifesta nell’uso reale. Un graffio su una superficie verniciata può esporre il metallo sottostante privo di rivestimento. Un graffio su alluminio anodizzato può lasciare un segno o rompere localmente lo strato convertito, ma il rivestimento circostante rimane comunque integro perché corrisponde alla superficie stessa del metallo. Il compromesso consiste nel fatto che la protezione dipende ancora dallo spessore, dalla sigillatura e dalle condizioni d’impiego, in particolare quando entrano in gioco bordi, abrasione, sale o detergenti aggressivi.
Dove l’alluminio anodizzato incontra ancora problemi
La resistenza all'aperto sembra un concetto semplice, finché non entrano in gioco sale, sporcizia e agenti chimici. L'anodizzazione conferisce all'alluminio una barriera ossidica più dura e più spessa, rendendolo quindi generalmente in grado di resistere bene al sole, alla pioggia e alle normali condizioni atmosferiche. Linetec precisa che l'anodizzazione di Classe I secondo la norma AAMA 611, con spessore pari a 0,7 mil (ovvero 18 micron) o superiore, è destinata ai prodotti edilizi per esterni e offre una migliore resistenza chimica rispetto alla Classe II. Ciò la rende una scelta solida per impieghi esterni ordinari, ma non garantisce un'assoluta protezione in ogni tipo di ambiente.
Dove l'alluminio anodizzato offre prestazioni eccellenti all'aperto
In condizioni esterne ordinarie, la finitura rallenta corrosione dell'alluminio rendendo più difficile per gli agenti ambientali raggiungere il metallo sottostante. Se vi state chiedendo l'alluminio si corroderà all'aperto, la risposta onesta è sì, può farlo, ma i componenti anodizzati ben specificati resistono spesso in modo efficace alle condizioni atmosferiche generali. Le località interne asciutte, gli ambienti urbani moderati e le superfici che si puliscono naturalmente con la pioggia sono generalmente molto meno impegnative rispetto alle zone costiere, alle aree soggette a spruzzi o ai depositi di inquinamento industriale pesante. Per molte applicazioni, l’anodizzazione fornisce una protezione efficace contro la corrosione dell’alluminio e il tipo di protezione contro la corrosione dell’alluminio che gli acquirenti si aspettano da una finitura a bassa manutenzione.
Le indicazioni per la manutenzione di Linetec sottolineano inoltre che la necessità di pulizia aumenta nelle aree industriali pesanti, nelle regioni costiere nebbiose e nelle zone riparate dove i depositi tendono a persistere. Ciò è rilevante perché una finitura può comportarsi bene sulla faccia esposta di un componente, ma diventare più vulnerabile nelle zone in cui lo sporco, la condensa o i sali rimangono intrappolati.
Quando i cloruri e i detergenti aggressivi causano corrosione
È qui che emergono i limiti. Acqua idroelettrica descrive la corrosione da pitting come il tipo di corrosione più comune sull'alluminio e afferma che è tipica in ambienti marini e umidi in cui è presente il sale. I sali a base di cloruro e solfato sono particolarmente importanti, e i sali acidi o alcalini possono aumentare la velocità di formazione dei pit. Linetec aggiunge che anche le finiture anodizzate resistenti possono essere danneggiate da acidi forti, materiali fortemente alcalini, malta, acido muriatico e utensili altamente abrasivi.
- Aria marina, spruzzi di acqua di mare e sali antigelo
- Località umide e ricche di sale con cicli ripetuti di bagnato-asciutto
- Caduta di residui industriali e deflussi contaminati
- Malta, schizzi di calcestruzzo, intonaco e detergenti per muratura
- Detergenti fortemente acidi o fortemente alcalini
- Superfici riscaldate dal sole esposte a detergenti reattivi
- Fessure, tasche o forme che trattengono l'umidità
- Attrito abrasivo, raschietti metallici e usura della superficie
Tali condizioni non garantiscono il verificarsi di un guasto, ma aumentano la probabilità di un attacco localizzato. In molti casi reali, il primo segnale è rappresentato da piccole fossette, macchie o da una superficie ruvida, piuttosto che da una perdita drammatica di sezione.
Perché la resistenza alla corrosione dell’alluminio ha limiti reali
Buono resistenza alla corrosione dell’alluminio è reale. Tuttavia, non è illimitata. Hydro osserva che le fossette che si formano all’aperto raggiungono spesso solo una frazione minima dello spessore del metallo, pertanto il problema è spesso estetico prima di diventare strutturale. Ciò nonostante, l’attacco è localizzato e casuale, rendendo più difficile valutare la corrosione esclusivamente in base all’aspetto. Una parte visibile può diventare inaccettabile molto prima di perdere resistenza.
Questo è il motivo per cui, in caso di esposizione severa, occorre adottare scelte conservative: utilizzare la classe di finitura appropriata per l’ambiente; evitare sostanze chimiche aggressive; progettare per lo smaltimento dell’acqua anziché per la sua ritenzione; risciacquare via il sale e i residui da cantiere prima che possano depositarsi. In termini semplici, l’alluminio anodizzato è alluminio resistente alla corrosione in molti ambienti esterni, ma non è resistente al cloruro, all'abrasione o a una cattiva manutenzione. Il punto debole si trova spesso in una zona specifica del componente, non sull'intera superficie, e questo diventa ancora più evidente in presenza di graffi, bordi tagliati e fori praticati.
L'alluminio anodizzato si consuma dopo i graffi?
Una superficie anodizzata resistente non è invincibile. L'attrito ripetuto, gli urti, il taglio o la foratura possono danneggiarla localmente. Il punto fondamentale è che l'area anodizzata circostante rimane generalmente intatta, poiché lo strato è cresciuto direttamente dall'alluminio stesso, non applicato come una vernice. Quindi un rivestimento in alluminio anodizzato non si stacca solitamente su larga scala, ma le zone consumate possono esporre il metallo nudo e diventare punti deboli locali.
L'alluminio anodizzato si consuma oppure mantiene la sua protezione?
Nell'uso ordinario, la finitura mantiene la sua funzione protettiva per un lungo periodo. Sottoposta però ad abrasione, la finitura anodizzata sull'alluminio può essere graffiato, assottigliato o consumato in punti ad alto contatto, come le guide di scorrimento, le zone di serraggio, le maniglie o i sedili dei fissaggi. Il FAQ AAC osserva che un rivestimento duro graffiato o intaccato può talvolta essere riparato, ma se il metallo di base è stato compromesso, il substrato stesso deve essere riparato meccanicamente. Questa è la risposta pratica alla domanda l’alluminio anodizzato si consuma? : non come una vernice che si stacca, né contemporaneamente su tutta la superficie, ma sì, può verificarsi un’interruzione localizzata.
Cosa cambia una rigatura sulle superfici piane
Su una vasta superficie piana, un segno leggero può essere prevalentemente estetico. Se la rigatura modifica soltanto il colore o la lucentezza, gran parte della barriera continua a svolgere la sua funzione. Il rischio cambia quando il segno penetra attraverso l’ossido e rivela alluminio fresco. Ciò non significa che il danno si propagherà invisibilmente sotto il rivestimento, ma indica che in quel preciso punto la protezione è andata perduta. Le linee guida per la manutenzione fornite da Light Metals Coloring raccomandano di osservare attentamente le aree compromesse per rilevare fenomeni di corrosione puntuale (pitting), discolorazione e formazione di una texture ruvida.
| Profondità del Graffio | Sintomi visibili | Protezione residua | Intervento raccomandato |
|---|---|---|---|
| Abrasione superficiale | Opacizzazione, leggero cambiamento di colore, tocco liscio | La maggior parte dello strato anodizzato rimane intatta | Pulire, sciacquare e monitorare |
| Scratch superficiale | Linea sottile, leggera irregolarità tattile, nessun metallo brillante evidente | La finitura circostante continua a proteggere, la barriera locale potrebbe essere ridotta | Mantenere pulito e ispezionare per eventuali variazioni |
| Scratch o incisione che ha oltrepassato il rivestimento | Alluminio brillante, scanalatura ruvida, segno che trattiene lo sporco | Metallo di base esposto nel punto danneggiato | Valutare la riparazione, in particolare all’aperto o in prossimità di sale |
| Usura ripetuta fino all’attraversamento del rivestimento | Segni irregolari di attrito nei punti di contatto, negli angoli o nelle zone di scorrimento | Protezione persa dove l’attrito rimuove costantemente materiale | Ridurre i contatti, isolare le parti metalliche, valutare le opzioni di riparazione |
| Foro tagliato o forato dopo la finitura | Metallo fresco sul bordo, orlo affilato, superficie interna non finita | Nessuna protezione anodica sulla nuova superficie di taglio | Sbavare, proteggere se necessario e ispezionare regolarmente |
Perché i bordi tagliati e i fori perforati richiedono un’attenzione particolare
I bordi e le caratteristiche lavorate meccanicamente si comportano in modo diverso rispetto alle superfici piane. Un’estremità tagliata con sega o un foro perforato in cantiere dopo la finitura presenta alluminio nudo su quella nuova superficie. Al contrario, i fori realizzati prima dell’anodizzazione possono essere ricoperti, e AAC osserva che l’anodizzazione modifica persino le dimensioni, poiché l’ossido cresce in parte verso l’interno e in parte verso l’esterno. È per questo che la sequenza di fabbricazione è fondamentale. Inoltre, i bordi affilati, le estremità tagliate e i margini dei fori subiscono un’usura localizzata dovuta alla manipolazione e al montaggio, quindi localmente la corrosione dell’alluminio anodizzato è più probabile che si manifesti in questi punti per primi, qualora si accumulino umidità o sali.
Per componenti di alto valore o difficili da rimuovere, AAC descrive inoltre l’anodizzazione a spazzola come metodo di riparazione portatile in grado di ripristinare la continuità su un’area danneggiata. Tuttavia, non ogni segno richiede una riparazione. Il passo più intelligente da compiere inizialmente è un’ispezione accurata.
- Cercare l’esposizione metallica lucida su graffi, margini e estremità tagliate.
- Valutare la presenza di ruvidità, fossette o bordi rilevati invece di un segno estetico liscio.
- Controllare le zone di scorrimento, i sedili dei fissaggi e i punti di serraggio per usura ripetuta.
- Ispezionare i fori trapanati e i bordi tagliati dopo qualsiasi modifica effettuata sul campo.
- Osservare se la discolorazione rimane stabile o continua ad espandersi a partire dal metallo esposto.
Se un segno rimane liscio e invariato, potrebbe essere prevalentemente estetico. Se diventa ruvido, profondo o fossettato, il problema ha superato la semplice alterazione dell’aspetto. È qui che inizia la vera valutazione: distinguere l’usura superficiale innocua dai danni che indicano una perdita attiva di materiale.
Come distinguere l’usura estetica dai veri danni
Un’ispezione accurata è fondamentale, poiché non ogni macchia chiara indica che il metallo sta subendo un’erosione attiva. Le persone che chiedono l’alluminio si ossida? stanno spesso osservando un’opacizzazione, macchie o discolorazioni, non una vera ruggine. MetalTek precisa che l’alluminio non forma ruggine perché non contiene ferro, mentre Auto Technology spiega che la corrosione dell'alluminio di solito appare chiara o bianca, anziché arancione-marrone.
L'alluminio anodizzato macchiato, opaco o con effetto gessoso può avere un aspetto poco gradevole, ma non arrugginisce come l'acciaio.
Modifiche estetiche che non indicano la presenza di ruggine
Molte macchie bianche o opache sono problemi superficiali o ossidazione lieve, non una perdita profonda del metallo. Products Finishing sottolinea che le macchie bianche sull'alluminio anodizzato sono comuni e non hanno sempre la stessa causa. Alcuni difetti fanno parte del rivestimento anodico, mentre altri si trovano semplicemente sulla superficie. La contaminazione dell'acqua di risciacquo, i cloruri, i residui chimici intrappolati nel processo, le condizioni della tintura, i residui di sigillatura e le macchie da esalazioni caustiche possono tutti lasciare segni pallidi che appaiono più gravi di quanto in realtà non siano.
È per questo motivo che le ricerche su alluminio arrugginito o alluminio arrugginito riflettono spesso un errore visivo. Un pannello opaco o un residuo bianco possono essere antiestetici, ma non costituiscono automaticamente un segno di guasto.
Segni di vera corrosione dell'alluminio
I segnali di avvertimento cambiano quando la superficie diventa ruvida, fortemente localizzata o più profonda nel tempo. Auto Technology descrive la corrosione da pitting come piccole cavità profonde causate da un attacco localizzato da cloruri. La stessa fonte osserva che la corrosione da fessura si sviluppa in spazi ristretti dove si accumulano umidità e contaminanti. Questi schemi meritano maggiore attenzione rispetto a una foschia uniforme o a una macchia stabile.
| Condizione | Ciò che l'utente potrebbe notare | Causa probabile | Principalmente estetico o potenzialmente strutturale |
|---|---|---|---|
| Opacizzazione generale o perdita di lucentezza | Aspetto opaco, sbiadito o leggermente farinoso | Invecchiamento normale o ossidazione superficiale leggera | Principalmente estetico |
| Macchie bianche o residui | Macchioline chiare, aree opache, leggera colorazione | Problemi con l'acqua di risciacquo, cloruri, residui di coloranti o sigillanti, sostanze chimiche intrappolate o depositi superficiali | Spesso di natura estetica, ma ispezionare se ruvido o in espansione |
| Macchie d'acqua o leggera colorazione | Macchie irregolari con minima o nulla variazione di texture | Depositati lasciati sulla superficie dopo esposizione o asciugatura | Principalmente estetico |
| Scavo | Cavità puntiformi, sensazione ruvida, attacco localizzato | Corrosione indotta da cloruri | Potenzialmente strutturale, se si approfondisce |
| Attacco ai bordi o danni nelle zone interstiziali | Perdita di metallo evidente ai bordi, nei giunti o sotto i fissaggi | Umidità e contaminanti intrappolati in aree ristrette | Potenzialmente strutturale |
Quando i danni superficiali diventano un problema strutturale
Quindi, l'alluminio è a prova di ruggine ? Non in senso assoluto. Non può formare ruggine di ferro, ma può comunque corrodere. La soglia pratica è semplice: una discolorazione stabile è generalmente un problema estetico, mentre fossette in espansione, ruvidità e attacco profondo ai bordi o ai fori indicano una perdita attiva di materiale. Se una macchia continua ad approfondirsi, trattiene detriti o si espande da un’area esposta, richiede una valutazione più accurata.
I lettori che cercano alluminio arrugginito stanno solitamente cercando di fare proprio questa valutazione. Una volta che si è in grado di interpretare correttamente la superficie, i confronti tra alluminio nudo, finiture anodizzate, sistemi verniciati, rivestimenti a polvere e acciaio inossidabile diventano molto più utili.
Alluminio anodizzato rispetto all'alluminio e all'acciaio inossidabile
Gli indizi superficiali raccontano solo una parte della storia. Quando gli acquirenti confrontano le finiture, in realtà stanno chiedendo quale materiale offra loro il margine maggiore prima che macchie, graffi o l’esposizione al sale si trasformino in vera corrosione. Questo rende alluminio anodizzato vs alluminio solo una parte della decisione. L'insieme più ampio comprende anche alluminio verniciato, alluminio con rivestimento a polvere e acciaio inossidabile.
Alluminio anodizzato rispetto all'alluminio nell'uso quotidiano
Nella vita di tutti i giorni confronto tra alluminio e alluminio anodizzato , entrambi i materiali conservano il vantaggio fondamentale dell'alluminio: non formano ruggine rossa di ferro. L'alluminio grezzo si protegge già naturalmente grazie a un film ossidico superficiale, ma può comunque opacizzarsi, macchiarsi o corrodersi in condizioni più aggressive. L'anodizzazione rinforza tale superficie in modo controllato. I dati di INCERTEC mostrano che l'anodizzazione convenzionale può aumentare la durezza superficiale da circa 38–44 HRC sull'alluminio non anodizzato a circa 48–55 HRC, mentre l'anodizzazione dura (hardcoat) può raggiungere valori compresi tra circa 60 e 70 HRC. In termini pratici, ciò significa generalmente una maggiore resistenza all'usura, un migliore mantenimento dell'aspetto estetico e una finitura metallica più duratura.
La scelta reale è quindi semplice: l'alluminio grezzo rappresenta spesso la soluzione di base più leggera dal punto di vista dei costi; l'alluminio anodizzato aggiunge una superficie più resistente e mantiene generalmente il proprio aspetto più a lungo in applicazioni all'aperto o ad alto contatto.
Alluminio verniciato e rivestito a polvere a confronto
Il colore cambia l'equazione. Se desideri un aspetto metallizzato, l'anodizzazione rimane una scelta valida. Se invece cerchi una maggiore libertà cromatica, i sistemi verniciati e rivestiti a polvere salgono in cima alla lista. Le indicazioni per applicazioni esterne di MaidaTech includono sia l'anodizzazione che la verniciatura a polvere tra le finiture che contribuiscono a migliorare la resistenza dell'alluminio all’aperto, classificandole entrambe come eccellenti per quanto riguarda la durabilità. La stessa fonte colloca l'anodizzazione in una fascia di costo media, con aspetto opaco o metallizzato, mentre la verniciatura a polvere offre una finitura colorata a un costo basso-medio.
Detto questo, queste finiture non invecchiano esattamente allo stesso modo. L’anodizzazione fa parte della superficie dell’alluminio e quindi non si stacca come un film applicato. I componenti verniciati o rivestiti a polvere dipendono maggiormente dallo stato della barriera aggiunta in corrispondenza di graffi, scheggiature e bordi. Se l’uniformità estetica e la corrispondenza cromatica sono prioritari, i rivestimenti applicati possono risultare attraenti. Se invece è più importante mantenere a lungo termine l’aspetto metallico e la resistenza ai graffi, l’anodizzazione risulta generalmente più vantaggiosa sulla carta.
Anodizzato duro vs acciaio inossidabile per la scelta relativa alla corrosione
Anodizzato duro vs acciaio inossidabile rappresenta un classico compromesso. INCERTEC osserva che l’alluminio anodizzato ha circa un terzo del peso dell’acciaio inossidabile. MaidaTech indica densità di circa 2,7 g/cm³ per l’alluminio e di circa 8 g/cm³ per l’acciaio inossidabile. Questo divario di peso è rilevante nei prodotti che devono essere spostati, sospesi, spediti o installati con maggiore facilità.
Il differenza tra alluminio e acciaio inossidabile non è solo una questione di peso. L'acciaio inossidabile offre generalmente una maggiore resistenza volumetrica e una migliore resistenza agli urti, mentre l'alluminio garantisce un peso inferiore, una manipolazione più agevole e un comportamento anticorrosivo molto buono in molti ambienti esterni. Le prestazioni anticorrosive dipendono anche dall’ambiente. L'acciaio inossidabile è altamente resistente, ma INCERTEC osserva che i cloruri possono comunque causare corrosione localizzata (pitting) e corrosione da fessura (crevice corrosion); MaidaTech aggiunge che alcune leghe, come la 304, possono opacizzarsi o sviluppare pitting nel tempo in prossimità di sali, mentre la 316 rappresenta la scelta più sicura per esposizioni dirette all’acqua di mare. In molte applicazioni esterne, alluminio contro acciaio inossidabile non si tratta tanto di individuare un vincitore assoluto, quanto piuttosto di scegliere il punto debole che si riesce a controllare meglio.
| Materiale o finitura | Comportamento Corrosivo | Risposta a graffi e ai bordi | Manutenzione e aspetto estetico | Posizionamento relativo dei costi | Migliore scelta |
|---|---|---|---|---|---|
| Alluminio non rivestito | Buona protezione naturale offerta dall’ossido, ma più esposto a macchie e pitting in presenza di cloruri | I graffi espongono direttamente nuovo metallo, sebbene la corrosione tenda a rimanere localizzata | Bassa manutenzione, ma l’aspetto può opacizzarsi più rapidamente all’esterno | Livello di base più basso | Parti esterne generali in cui i fattori costo e peso sono i più importanti |
| Alluminio anodizzato | Migliorata resistenza alla corrosione superficiale grazie a uno strato ossidato controllato | Migliore resistenza a graffi e usura rispetto all’alluminio nudo, ma danni profondi possono esporre localmente il metallo di base | Buona conservazione dell’aspetto metallico con pulizie periodiche | Medio | Prodotti per esterni, componenti architettonici, listelli decorativi e componenti ad alto contatto |
| Alluminio verniciato | La protezione dipende dalle condizioni del sistema di verniciatura applicato | Scheggiature, tagli e danni ai bordi sono rilevanti perché interrompono il rivestimento barriera | Elevata flessibilità cromatica, ma lo stato del film deve essere monitorato nelle zone danneggiate | Dipendente dal sistema | Progetti che danno priorità alla corrispondenza cromatica e visiva |
| Alluminio verniciato a polvere | Finitura adatta per esterni, che contribuisce a proteggere contro l’ossidazione e i raggi UV | Resistente, ma graffi e rotture ai bordi richiedono comunque ispezione | Eccellente durata con ampia gamma di opzioni cromatiche | Bassa o media | Involucri esterni, pannelli e componenti rivolti al consumatore colorati |
| Acciaio inossidabile | Resistenza alla corrosione molto buona, ma i cloruri possono comunque causare macchie, corrosione localizzata o attacco interstiziale, a seconda della qualità | Generalmente meno dipendente dalla finitura rispetto all’alluminio rivestito, anche se le zone interstiziali e la contaminazione superficiale restano rilevanti | Aspetto estetico ottimale a lungo termine con una pulizia adeguata, soprattutto quando viene scelta la qualità appropriata | Più alto | Applicazioni soggette ad alto livello di usura, strutturali o caratterizzate da impatti intensi |
La tabella chiarisce un punto fondamentale: nessuna finitura eccelle in tutte le categorie. La scelta migliore dipende dal fatto che la priorità sia il peso, l’aspetto metallico, il colore, la resistenza agli impatti o la resistenza ai cloruri. Dipende inoltre dai dettagli di assemblaggio, perché acciaio Inox e Alluminio possono comportarsi in modo molto diverso una volta che condividono umidità, elementi di fissaggio e sale stradale nello stesso prodotto.

Prevenzione della corrosione di acciaio inossidabile e alluminio in servizio
Prestazioni eccellenti del rivestimento possono essere vanificate da condizioni operative ordinarie. Il film di sale, il detergente residuo, l’umidità intrappolata e gli elementi di fissaggio in metalli diversi sono spesso ciò che trasforma una superficie anodizzata durevole in un problema locale di corrosione. Il dato incoraggiante è che la prevenzione è generalmente fattibile.
Pratiche di pulizia per proteggere i rivestimenti anodizzati
Linetec raccomanda di pulire l’alluminio anodizzato con soluzioni detergenti neutre e panni morbidi, spugne o spazzole, seguita da un accurato risciacquo con acqua pulita. Lo stesso orientamento mette in guardia contro l’uso di detergenti fortemente acidi o alcalini, la pulizia di superfici riscaldate dal sole e lo sfregamento abrasivo eccessivo. Si osserva inoltre che le zone costiere nebbiose, le aree industriali e le nicchie riparate accumulano maggiori quantità di sali e sporco, pertanto richiedono in genere una pulizia più frequente.
- Identificare il tipo di rivestimento e procedere alla pulizia solo quando la superficie è fredda.
- Risciacquare via lo sporco, il sale e lo sporco sciolto con acqua pulita.
- Lavare con un sapone delicato utilizzando un panno morbido, una spugna o una spazzola morbida.
- Risciacquare accuratamente in modo che i residui del detergente non rimangano sul metallo.
- Asciugare o lasciare asciugare all’aria la superficie, quindi ispezionare i bordi, i fori passanti, le sedi dei fissaggi e le zone incassate.
Se sulla parte si depositano schizzi di calcestruzzo, sale antigelo o residui di sostanze chimiche aggressive, rimuoverli tempestivamente. È infatti il prolungato tempo di contatto che spesso trasforma un semplice deposito in macchie o in attacco localizzato.
Come inizia la corrosione dell’acciaio inossidabile e dell’alluminio
Se vi state chiedendo l’acciaio inossidabile reagisce con l’alluminio , o l’alluminio reagisce con l’acciaio inossidabile , la risposta pratica è sì, quando l’umidità chiude il circuito. Professional BoatBuilder spiega che la corrosione galvanica inizia quando l'alluminio entra in contatto elettrico con un metallo più nobile e con un elettrolita, come acqua di mare, acqua dolce, umidità, nebbia o pioggia. In questa coppia, l'acciaio inossidabile è più nobile, quindi l'alluminio è il metallo più soggetto a corrosione.
Il reazione tra acciaio inossidabile e alluminio ciò di cui le persone si preoccupano non è solitamente il semplice contatto asciutto tra metalli. I problemi iniziano dove contatto metallo-metallo, umidità e contaminanti intrappolati agiscono congiuntamente. È per questo motivo che la corrosione tra acciaio inossidabile e alluminio si manifesta spesso per prima intorno ai dispositivi di fissaggio, alle flange, ai bordi tagliati e alle fessure che trattengono lo sporco. Lo stesso articolo di Professional BoatBuilder sottolinea inoltre che l’acqua stagnante, povera di ossigeno, rappresenta una zona a rischio sia per l’acciaio inossidabile che per l’alluminio, rendendo particolarmente importanti la sigillatura e l’ispezione dei giunti bagnati.
Semplici passaggi progettuali per ridurre il rischio galvanico
- Fai: isolare i componenti in acciaio inossidabile dall’alluminio mediante rondelle in nylon, manicotti in plastica, guarnizioni in gomma o altri separatori non conduttivi, come descritto da Sinoextrud.
- Fai: sigillare completamente i fori per le viti e i fissaggi del pianale in modo che l'acqua non possa ristagnare sotto il giunto.
- Fai: progettare per lo smaltimento dell'acqua e la circolazione dell'aria, anziché creare trappole per l'acqua.
- Fai: ispezionare regolarmente i bordi lavorati e i fori praticati, poiché queste caratteristiche locali sono più facilmente soggette a degrado in servizio.
- Non fare: presumere che l'anodizzazione da sola possa impedire la corrosione galvanica tra acciaio inossidabile e alluminio se il giunto rimane bagnato.
- Non fare: lasciare sali, residui di detergenti o detriti da cantiere sulle superfici riparate.
- Non fare: fare affidamento su rivestimenti danneggiati o parziali laddove persista ancora un contatto diretto.
In termini semplici, la corrosione galvanica tra acciaio inossidabile e alluminio dipende meno dai metalli presi singolarmente e più da come l’insieme viene pulito, sigillato, drenato e isolato. Controllare questi dettagli e corrosione galvanica tra alluminio e acciaio inossidabile diventa molto meno probabile. Questo tipo di affidabilità sul campo inizia di solito molto prima, con il modo in cui il componente è stato specificato, lavorato e finito fin dall’inizio.
Come specificare estrusi anodizzati che invecchiano bene
La specifica è il punto in cui la storia della corrosione viene generalmente vinta o persa. Quando gli acquirenti chiedono in seguito l’alluminio anodizzato arrugginisce? , la risposta spesso risale alle scelte effettuate prima dell’avvio della produzione. Per supporti, listelli decorativi, involucri e guide automobilistici, alluminio anodizzato le prestazioni sono ottimali quando la scelta della lega, la progettazione del profilo, i piani di lavorazione e i requisiti di ispezione sono considerati come un unico sistema.
Cosa specificare prima di ordinare estrusi anodizzati
- Scegliere una lega compatibile con l’anodizzazione. PTSMAKE osserva che le leghe della serie 5xxx e 6xxx producono generalmente risultati anodizzati più chiari e uniformi rispetto alle leghe delle serie 2xxx o 7xxx.
- Scrivere una nota di chiamata per la finitura effettiva. Se è richiesta una finitura trasparente standard in alluminio anodizzato , specificare MIL-A-8625 Tipo II, Classe 1 invece di indicare semplicemente "anodizzato".
- Definire le aspettative relative alla preparazione della superficie. PTSMAKE evidenzia che il trattamento preliminare influenza fortemente l’aspetto finale; pertanto, le finiture opache, lucide o naturali devono essere concordate prima del rilascio.
- Richiedere controlli dello spessore e della sigillatura. PTSMAKE considera lo spessore e la sigillatura parametri fondamentali di prestazione e indica la prova con correnti parassite come metodo non distruttivo per verificare lo spessore del film.
- Stabilire precocemente gli standard estetici. Per componenti critici dal punto di vista estetico, inclusi alluminio anodizzato nero , chiedere come verranno mantenuti costanti lo spessore del rivestimento, la preparazione della superficie e il controllo del processo. JM Aluminium collega direttamente questi fattori alla qualità della finitura.
- Ispezionare con documentazione, non con supposizioni. Se è necessario sapere come riconoscere se l'alluminio è anodizzato sui componenti in entrata, richiedere le specifiche della finitura, i dati dei test e i rapporti di ispezione, anziché basarsi esclusivamente sul colore.
Perché il controllo del processo influenza i risultati in termini di corrosione
L'anodizzazione è sensibile alla lega utilizzata, al trattamento preliminare, al posizionamento sui supporti (racking), al controllo della vasca e alla sigillatura. PTSMAKE classifica inoltre i difetti più comuni della finitura in tre categorie: difetti legati al processo, difetti legati alla manipolazione e difetti legati al materiale. Questo è un utile promemoria del fatto che una scarsa resistenza alla corrosione è spesso causata da variazioni nel processo ben prima che si trasformi in un reclamo da parte del cliente.
Come scegliere un partner produttivo per componenti in alluminio per il settore automobilistico
- Cercare certificazioni coerenti con il mercato finale. Sinoextrud sottolinea che le norme ISO 9001 e IATF 16949 rappresentano indicatori importanti, con la IATF 16949 particolarmente rilevante per il settore automobilistico.
- Preferire fornitori in grado di gestire estrusione, lavorazione, finitura e controllo qualità in un unico flusso di lavoro, poiché un minor numero di passaggi intermedî generalmente garantisce una migliore tracciabilità della finitura.
- Chiedere informazioni sul supporto ingegneristico, sulla capacità produttiva e sulla trasparenza comunicativa, non solo sul prezzo unitario.
- Per i lettori che valutano fornitori automobilistici su misura, Shaoyi Metal Technology è un esempio utile di ciò che si deve cercare: processi certificati IATF 16949, supporto ingegneristico, preventivi rapidi e analisi gratuita del progetto.
Se successivamente le parti anodizzate sembrano "arrugginirsi", la causa principale è spesso una specifica insufficiente o un controllo del processo inadeguato, non l’anodizzazione in sé.
Domande frequenti sull’ossidazione e la corrosione dell’alluminio anodizzato
1. L’alluminio anodizzato arrugginisce o si corrode soltanto?
L'alluminio anodizzato non produce ruggine rossa perché la ruggine richiede ferro. Ciò che può sviluppare è invece ossidazione o corrosione, che di solito si manifesta come residuo bianco, opacizzazione, macchie o pitting localizzato, anziché come squame rossastre e scagliose. Lo strato anodizzato migliora la protezione ispessendo la barriera ossidica naturale, ma sale, umidità intrappolata, abrasione e sostanze chimiche aggressive possono comunque attaccare le aree esposte o insufficientemente protette. Nella pratica, la vera preoccupazione è il comportamento corrosivo, non la ruggine nel senso tipico dell'acciaio.
2. Perché il mio alluminio anodizzato sta diventando bianco o opaco?
Un film bianco o opaco sull'alluminio anodizzato è spesso legato all'ossidazione superficiale, ai depositi minerali, ai residui del processo di sigillatura, alla contaminazione dell'acqua di risciacquo o ai residui del detergente, piuttosto che a una grave perdita di metallo. Molti di questi cambiamenti sono prevalentemente estetici, specialmente se la superficie rimane liscia e la macchia non si approfondisce. I segnali di allerta più importanti sono la ruvidità, le microcavità puntiformi o i danni che continuano a diffondersi a partire da un bordo, da un fissaggio o da un graffio. Una pulizia delicata e un’ispezione accurata costituiscono i primi passi più appropriati, anziché presumere che ogni macchia chiara indichi un guasto.
3. L’alluminio anodizzato può essere utilizzato all’aperto o in prossimità del mare?
Sì, l'alluminio anodizzato è comunemente utilizzato all'aperto perché la finitura è durevole e resiste bene al sole e alle intemperie. L'aria costiera, i sali antigelo e gli ambienti soggetti a schizzi sono più impegnativi, poiché i cloruri possono causare fenomeni di corrosione localizzata (pitting), in particolare nelle zone intorno ai bordi tagliati, ai giunti e alle aree incassate che rimangono bagnate. Un regolare risciacquo, un buon drenaggio e l'evitare detergenti aggressivi possono prolungare significativamente la durata del prodotto. Per utilizzi in prossimità del sale, la qualità della finitura, la sigillatura e la progettazione del componente sono altrettanto importanti quanto il materiale di base.
4. Cosa succede se l'alluminio anodizzato viene graffiato o forato?
Un graffio superficiale può compromettere soltanto l’aspetto estetico, ma un graffio profondo, un bordo tagliato o un foro praticato possono esporre l’alluminio fresco esattamente in quel punto. La superficie anodizzata circostante di solito rimane intatta, poiché l’anodizzazione fa parte del metallo stesso e non è uno strato superficiale che si stacca dall’intero componente. Tuttavia, le zone esposte possono diventare punti locali di corrosione se accumulano umidità, sporco o sali. L’azione migliore da intraprendere successivamente consiste nell’ispezionare tali aree alla ricerca di irregolarità, pitting o usura ripetuta, anziché concentrarsi esclusivamente sulla variazione di colore.
5. Cosa devo chiedere a un fornitore se ho bisogno di componenti in alluminio anodizzato per impiego automobilistico?
Chiedere dettagli sulla scelta della lega, sulle specifiche della finitura, sui controlli dello spessore, sul controllo della sigillatura, sull'ordine di lavorazione meccanica, sulla protezione dei bordi e sui registri di ispezione. È inoltre consigliabile privilegiare fornitori che gestiscono estrusione, lavorazione meccanica, finitura e controllo qualità all’interno di un unico flusso di lavoro, poiché ciò riduce le lacune nella tracciabilità quando le prestazioni della finitura sono fondamentali. Per i programmi automobilistici, certificazioni come IATF 16949 costituiscono un chiaro segnale del controllo del processo. Un fornitore come Shaoyi Metal Technology può rappresentare un utile termine di paragone nel confronto tra le diverse opzioni, poiché offre una produzione integrata, supporto ingegneristico, preventivi rapidi e analisi gratuita del progetto per estrusioni personalizzate in alluminio.