 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Selezione del produttore di parti CNC: 9 fattori critici che la maggior parte degli acquirenti trascura
Time : 2026-02-04

Comprendere la produzione di componenti CNC e il suo impatto industriale
Vi siete mai chiesti cosa rende i componenti di precisione moderni così incredibilmente accurati? La risposta risiede in una tecnologia che ha trasformato per sempre la produzione industriale. Quando acquistate componenti per il vostro progetto, comprendere i fondamenti del funzionamento di un produttore di componenti CNC vi offre un significativo vantaggio nel prendere decisioni informate.
La lavorazione CNC è un processo produttivo sottrattivo in cui un software preprogrammato controlla il movimento degli utensili e delle macchine in fabbrica per produrre componenti di precisione da materiali grezzi con accuratezza ripetibile.
Dal progetto al componente di precisione
Allora, di cosa parla realmente il CNC? Nella sua essenza, il termine CNC sta per Computer Numerical Control (Controllo Numerico Computerizzato), un metodo in cui istruzioni digitali guidano gli utensili da taglio con eccezionale precisione. Immaginate di prendere un complesso modello 3D dallo schermo del vostro computer e di vederlo trasformarsi in un componente fisico, con una precisione fino a millesimi di pollice. È esattamente ciò che accade ogni giorno nelle moderne officine di lavorazione meccanica.
Il processo ha inizio con un file CAD (Computer-Aided Design, progettazione assistita da computer) che contiene tutte le dimensioni e le specifiche del vostro pezzo. Questo disegno digitale viene tradotto in codice G, il linguaggio compreso dalle macchine CNC. Una volta programmata, la macchina esegue ogni percorso di taglio con una precisione meccanica che le mani umane non sono in grado di replicare in modo costante.
La rivoluzione digitale nella produzione di componenti
Capire cos'è il CNC aiuta a comprendere perché questa tecnologia è diventata indispensabile. Prima del controllo computerizzato, operatori specializzati gestivano manualmente le macchine, rendendo ogni pezzo leggermente diverso dal precedente. Il significato di CNC va oltre una semplice automazione: rappresenta un cambiamento fondamentale verso una precisione programmabile e ripetibile.
Gli attuali sistemi CNC si integrano perfettamente con il software di progettazione, consentendo sia la prototipazione rapida che la produzione in serie a partire dagli stessi file digitali. Questo collegamento tra progettazione e produzione elimina gli errori di interpretazione e riduce drasticamente i tempi di consegna. Quando invii le specifiche a un produttore, le sue macchine possono spesso iniziare la produzione dei componenti entro poche ore.
Perché il CNC domina la moderna produzione industriale
La definizione di CNC comprende più che semplici macchinari: descrive un intero approccio alla produzione. Ecco perché questa tecnologia domina il settore:
- Coerenza: Ogni pezzo corrisponde esattamente al precedente, sia che tu ordini 10 che 10.000 unità
- Complessità: Geometrie complesse, un tempo impossibili da realizzare, diventano oggi operative con regolarità
- Velocità: I cambi automatici degli utensili e il funzionamento continuo massimizzano la produttività
- Flessibilità: La commutazione tra diversi componenti richiede soltanto una modifica del programma
Esplorando il panorama della produzione di componenti CNC, scoprirete che la scelta del partner giusto implica una valutazione molto più ampia rispetto all’equipaggiamento soltanto. Le sezioni seguenti analizzano i fattori critici spesso trascurati dagli acquirenti — dai processi di lavorazione e dalla selezione dei materiali alle specifiche di tolleranza e alle certificazioni di settore che influenzano direttamente il successo del vostro progetto.
Processi fondamentali di lavorazione CNC che ogni acquirente dovrebbe conoscere
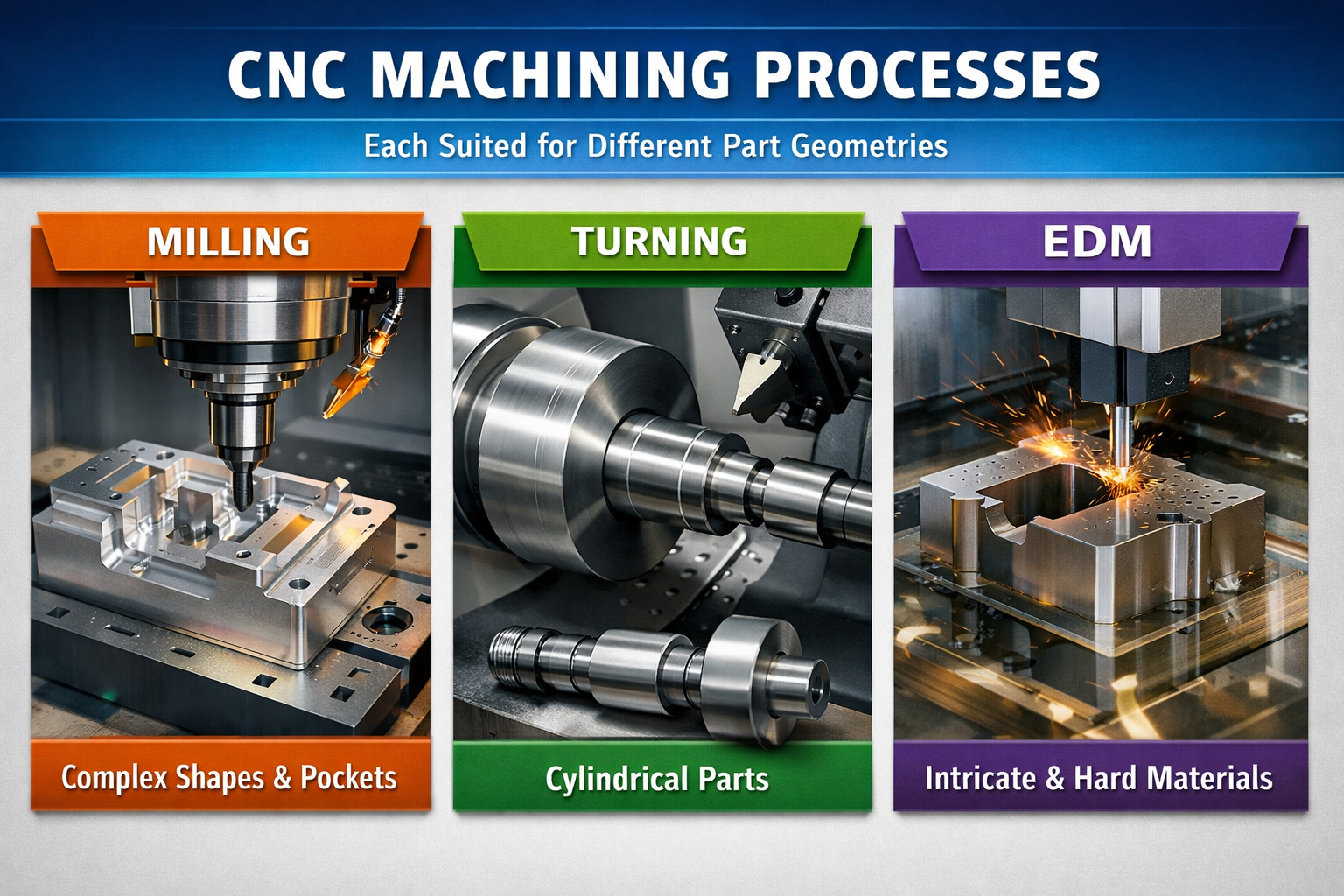
Sembra complesso? Ecco il punto: non tutti i processi CNC sono adatti a ogni componente. Quando valutate un produttore di componenti CNC, comprendere le differenze fondamentali tra fresatura, tornitura ed elettroerosione vi aiuta a comunicare in modo chiaro le vostre esigenze e a verificare se il fornitore dispone delle capacità adeguate per il vostro progetto.
Spiegazione della fresatura CNC
Immaginate uno strumento di taglio rotante che si muove su un pezzo in lavorazione fermo, asportando il materiale strato dopo strato. Questa è l'essenza della fresatura. Una fresatrice a controllo numerico computerizzato (CNC) utilizza utensili rotanti per rimuovere materiale dal pezzo in lavorazione, creando superfici piane, scanalature, tasche e contorni tridimensionali complessi con notevole precisione.
Le due configurazioni principali che incontrerete sono quelle della fresatrice verticale e della fresatrice orizzontale. Nella fresatrice verticale, il mandrino è orientato verticalmente: questa configurazione è ideale per progetti che richiedono lavorazioni dettagliate su un singolo lato di un componente, come ad esempio lastre metalliche di grandi dimensioni o matrici di imbutitura . Nelle fresatrici orizzontali, invece, il mandrino è posizionato orizzontalmente, rendendole più adatte per la lavorazione di pezzi più pesanti, per la realizzazione di gole e per la fresatura di scanalature.
Ecco cosa distingue le fresatrici orizzontali:
- Migliore evacuazione dei trucioli grazie alla forza di gravità che allontana i residui dalla zona di taglio
- Possibilità di utilizzare contemporaneamente più utensili mediante montaggio sull'albero portautensili
- Migliore gestione di pezzi in lavorazione pesanti e complessi
- Minore deviazione dell'utensile durante tagli aggressivi
Quando richiedete preventivi, sapere se la geometria del vostro componente è adatta alla fresatura verticale o orizzontale vi aiuta a identificare i produttori dotati di macchinari adeguati.
Operazioni di tornitura e capacità dei torni
Mentre nella fresatura ruota l'utensile, nella tornitura avviene il contrario: il pezzo in lavorazione ruota mentre un utensile da taglio fisso ne modella la forma. Un torno CNC eccelle nella produzione di componenti cilindrici o rotondi, come alberi, boccole e elementi filettati. Se il vostro progetto presenta una simmetria rotazionale, la tornitura è generalmente più rapida ed economica rispetto alla fresatura.
Simile alle attrezzature per la fresatura, il tornio è disponibile in configurazioni orizzontali e verticali. I centri di tornitura orizzontali dominano la maggior parte dei reparti produttivi grazie alla loro flessibilità e alla loro idoneità per pezzi più lunghi, come alberi. Essi possono essere equipaggiati con alimentatori a barra e contropunte, ampliandone così la versatilità. I centri di tornitura verticali — talvolta denominati torni a torretta verticali — risultano invece più adatti per pezzi di grande diametro, pesanti e corti. La forza di gravità agevola il posizionamento del pezzo e la rimozione dei trucioli, rendendoli particolarmente diffusi nella produzione di componenti automobilistici.
Quando si valutano le capacità di tornitura di un produttore, occorre verificare se questi sia in grado di gestire il rapporto lunghezza/diametro e i requisiti di peso del proprio pezzo.
Quando la lavorazione a scarica elettrica (EDM) diventa indispensabile
Alcune geometrie non possono essere ottenute mediante taglio convenzionale. È qui che entra in gioco la lavorazione a scarica elettrica (EDM, Electrical Discharge Machining). Una macchina EDM utilizza scintille elettriche per erodere il materiale, creando forme complesse su metalli temprati senza contatto fisico tra utensile e pezzo.
Una macchina EDM a filo guida un sottile elettrodo filiforme attraverso il materiale, realizzando profili complessi con precisione straordinaria — raggiungendo tolleranze fino a ± 0,0001 pollici. Ciò rende l’EDM indispensabile per:
- Acciai temprati per utensili che distruggerebbero utensili convenzionali
- Spigoli interni vivi impossibili da realizzare con utensili rotanti
- Parti delicate che non possono sopportare le forze di taglio
- Finiture superficiali estremamente fini senza operazioni secondarie
Confronto tra le opzioni di processo
La tabella seguente riassume i casi in cui ciascun processo garantisce risultati ottimali:
| Tipo di processo | Migliori Applicazioni | Tolleranze tipiche | Idoneità dei Materiali |
|---|---|---|---|
| Fresatura CNC | Superfici piane, tasche, scanalature, contorni 3D, parti prismatiche | ± 0,0002 pollici fino a ± 0,001 pollici | La maggior parte dei metalli e delle plastiche; alluminio, acciaio e ottone eccellono |
| Fresatura CNC | Parti cilindriche, alberi, componenti filettati, boccole | ± 0,0002 pollici fino a ± 0,001 pollici | Materiali grezzi tondi; eccellente per acciaio e alluminio |
| EDM | Materiali temprati, profili complessi, spigoli vivi, dettagli fini | ± 0,0001 pollici | Solo materiali conduttivi; ideale per acciai da utensile e carburi |
Molti progetti richiedono l’integrazione di più processi. Un produttore con capacità complete—fresatura, tornitura ed EDM sotto lo stesso tetto—può semplificare la vostra catena di approvvigionamento e garantire un controllo qualità più rigoroso. Nella fase successiva del processo di selezione, il fattore critico successivo consiste nel comprendere come la scelta del materiale influisca sia sul processo di lavorazione sia sulle prestazioni del componente finale.
Guida alla selezione dei materiali per componenti lavorati a CNC
Hai identificato il processo di lavorazione corretto: ora arriva una decisione altrettanto cruciale. Il materiale che scegli influisce direttamente sui tempi di lavorazione, sull’usura degli utensili, sulle prestazioni del componente e sul tuo risultato economico finale. Quando valuti un produttore di parti CNC, comprendere la sua competenza nei materiali ti aiuta a valutare se sarà in grado di fornirti componenti lavorati che soddisfino esattamente le tue specifiche.
Metalli che si lavorano meglio
Non tutti i metalli si comportano allo stesso modo sotto l’azione di un utensile da taglio. La lavorabilità — ossia la facilità con cui un materiale può essere tagliato mantenendo una buona finitura superficiale e una lunga vita utile dell’utensile — varia notevolmente tra diverse leghe. Ecco ciò che devi sapere sulle opzioni più comuni:
Alluminio (6061 e 7075)
L’alluminio è il materiale più utilizzato nella lavorazione CNC. Secondo l’analisi di JLCCNC, l’alluminio 6061 risulta il miglior performer complessivo per componenti di uso generale, dove contano soprattutto una resistenza moderata e un costo contenuto. Il suo elevato indice di lavorabilità consente tempi di ciclo più brevi, minore usura degli utensili e costi inferiori per singolo pezzo.
- Indice di lavorabilità: Eccellente (circa il 270% rispetto all'acciaio)
- Resistenza: Moderata; adatta per componenti strutturali senza carichi estremi
- Considerazione dei costi: L'opzione più economica per la prototipazione e la produzione
- Migliori Applicazioni: Supporti aerospaziali, involucri elettronici, dispositivi automobilistici
Acciaio e acciaio inossidabile
Diventano la scelta logica quando priorità assoluta è la durata, la durezza o la resistenza alla corrosione, Parti in acciaio cnc gli acciai a basso tenore di carbonio sono relativamente facili da lavorare, mentre le leghe inox richiedono maggiore sforzo dagli utensili da taglio, ma garantiscono prestazioni superiori in ambienti gravosi.
- Indice di lavorabilità: Moderata (le leghe inox sono più impegnative rispetto agli acciai al carbonio)
- Resistenza: Alta; eccellente per applicazioni portanti e resistenti all'usura
- Considerazione dei costi: Costi di lavorazione più elevati a causa dell'usura accelerata degli utensili e delle velocità di avanzamento ridotte
- Migliori Applicazioni: Strumenti medici, attrezzature per la lavorazione alimentare, componenti del gruppo motopropulsore automobilistico
Rame e ottone
L'ottone rappresenta un equilibrio ideale tra funzionalità ed estetica per componenti lavorati, in particolare per piccoli lotti. Le sue proprietà di facile lavorabilità consentono tolleranze strette e finiture superficiali eccellenti direttamente dalla macchina. Il rame, pur condividendo alcune caratteristiche, va riservato ad applicazioni che richiedono un'elevata conducibilità elettrica o termica.
- Indice di lavorabilità: Eccellente per l'ottone; buono per il rame
- Resistenza: Moderata; non adatta a parti strutturali soggette ad alti carichi
- Considerazione dei costi: Costo del materiale superiore a quello dell'alluminio; costi di lavorazione inferiori grazie all'eccellente formazione dei trucioli
- Migliori Applicazioni: Connettori elettrici, raccordi idraulici, ferramenta decorativa
Titanio
Il titanio offre un rapporto resistenza-peso senza pari ed un'eccezionale resistenza alla corrosione—ma a un premio di costo significativo. Questo metallo risulta economicamente vantaggioso soltanto nei settori in cui le esigenze prestazionali prevalgono su ogni altro fattore, come l'aerospaziale e gli impianti medici.
- Indice di lavorabilità: Scarsa; richiede utensili specializzati e velocità di taglio ridotte
- Resistenza: Eccezionale; rapporto resistenza-peso più elevato tra i metalli comuni
- Considerazione dei costi: Costi elevati sia del materiale che della lavorazione; giustificabili unicamente per applicazioni critiche
- Migliori Applicazioni: Componenti strutturali aerospaziali, impianti medici, parti ad alte prestazioni per veicoli da corsa
Plastiche tecniche per parti di precisione
I componenti metallici lavorati con CNC non sono sempre la soluzione ideale. Le materie plastiche tecniche offrono vantaggi distinti, tra cui peso ridotto, resistenza chimica e isolamento elettrico. I produttori di componenti lavorati a CNC utilizzano sempre più spesso polimeri avanzati per soddisfare le diverse esigenze applicative.
Le materie plastiche comunemente lavorabili con CNC includono:
- Acele (Delrin): Eccellente stabilità dimensionale, basso attrito, ideale per ingranaggi e cuscinetti
- Nylon: Buona resistenza all’usura e tenacità; adatto per boccole e rulli
- PEEK: Opzione ad alte prestazioni con eccezionale resistenza chimica e termica
- PTFE: Eccezionale inerzia chimica e basso coefficiente di attrito
- ABS: Economico per prototipi e componenti non critici per macchine CNC
- HDPE e PP: Opzioni resistenti ai prodotti chimici per serbatoi e applicazioni di movimentazione fluidi
Abbinare i materiali ai requisiti dell'applicazione
La scelta tra metallo e plastica — oppure la selezione della lega appropriata — richiede un equilibrio tra diversi fattori. Considerare i seguenti principi guida:
Quando ha senso utilizzare componenti in metallo lavorati a CNC:
- Sono presenti carichi meccanici elevati o concentrazioni di stress
- Le temperature di esercizio superano i limiti delle plastiche (tipicamente oltre 121 °C)
- È richiesta conducibilità elettrica o termica
- La durezza superficiale e la resistenza all’usura sono fondamentali
- Il componente richiede filettature o accoglierà inserti pressoincastati
Quando le plastiche offrono vantaggi:
- La riduzione del peso è un obiettivo progettuale primario
- L'isolamento elettrico è necessario
- L'esposizione chimica corroderebbe i metalli
- Le proprietà autolubrificanti riducono le esigenze di manutenzione
- Applicazioni sensibili ai costi in cui le proprietà del materiale sono sufficienti
La scelta del materiale influisce direttamente anche sui tempi di realizzazione del progetto. Per la produzione di piccoli lotti o per la prototipazione, materiali come l'alluminio e l'ottone riducono rischi e costi grazie ai tempi di lavorazione più brevi e alle configurazioni più semplici. Considerando queste opzioni di materiale, il fattore successivo di fondamentale importanza riguarda la comprensione di come le specifiche di tolleranza si traducano nelle prestazioni reali — e delle implicazioni sui costi che molti acquirenti trascurano.
Spiegazione delle specifiche di tolleranza e dei requisiti di precisione
Ecco una domanda che distingue gli acquirenti esperti dai principianti: quanto strette devono essere effettivamente le vostre tolleranze? Comprendere le specifiche di tolleranza è un aspetto cruciale in cui molti processi di approvvigionamento vanno a monte: si rischia infatti di specificare tolleranze eccessivamente stringenti, con conseguente aumento ingiustificato dei costi, oppure di specificarne di troppo ampie, ottenendo così componenti che non funzionano correttamente. Quando si valuta un produttore di parti CNC, le sue capacità in termini di tolleranze rivelano molto sulla qualità delle attrezzature impiegate e sul controllo del processo.
Lavorazione con tolleranze standard vs tolleranze strette
Immaginate le tolleranze come l’intervallo accettabile di variazione dimensionale rispetto al design previsto. Secondo gli standard di settore, le tolleranze tipiche della lavorazione CNC standard si attestano generalmente intorno a ±0,005" (0,13 mm), conformi alla classe media ISO 2768-1. Questo livello di tolleranza tiene conto delle normali variazioni di accuratezza della macchina, degli effetti termici e dell’usura degli utensili, mantenendo al contempo tassi di produzione economicamente vantaggiosi.
Ma cosa accade quando le tolleranze standard non sono sufficienti? I componenti lavorati a CNC di precisione richiedono approcci specializzati. La lavorazione ad alta precisione può raggiungere tolleranze fino a ±0,001" (0,025 mm), mentre applicazioni estremamente esigenti—come gli strumenti chirurgici—possono richiedere tolleranze comprese tra ±0,0002" e ±0,0005" (0,005–0,013 mm). Tuttavia, solo circa l'1% dei componenti richiede effettivamente tolleranze in questo intervallo estremo.
I componenti CNC di precisione differiscono dai normali componenti lavorati a CNC in diversi aspetti fondamentali:
- Requisiti delle attrezzature: Mandrini ad alta precisione con cuscinetti in ceramica o a aria, che mantengono un errore di concentricità inferiore a 0,0001"
- Controlli ambientali: Aree a temperatura controllata con stabilità di ±0,5 °C
- Verifica della qualità: Protocolli di ispezione potenziati con strumenti di misura tarati
- Tempo di lavorazione: Velocità di avanzamento e velocità di rotazione ridotte per minimizzare la distorsione termica
Quando la precisione è fondamentale
Non tutte le caratteristiche del tuo componente richiedono lo stesso livello di tolleranza. Una specifica intelligente significa applicare tolleranze strette solo dove la funzionalità lo richiede—ad esempio superfici di accoppiamento, adattamenti per cuscinetti o caratteristiche critiche per l’allineamento—lasciando invece le dimensioni non critiche alle tolleranze standard.
Considera questi scenari in cui componenti lavorati al CNC di precisione giustificano l’investimento:
- Interfacce di assemblaggio: Parti che devono accoppiarsi con precisione ad altri componenti
- Componenti rotanti: Alberi e cuscinetti che richiedono adattamenti specifici
- Superfici di tenuta: Dove l’accuratezza dimensionale previene perdite
- Involucri ottici o elettronici: Applicazioni critiche per l’allineamento
La lavorazione CNC di pezzi di grandi dimensioni presenta sfide uniche nel controllo delle tolleranze. L’espansione termica diventa più significativa all’aumentare delle dimensioni del pezzo, rendendo ancora più critici gli ambienti a temperatura controllata per mantenere la precisione su lavorazioni di grandi dimensioni.
La Relazione tra Costo e Tolleranza
Ecco la realtà che la maggior parte degli acquirenti trascura: stringere le tolleranze oltre quanto strettamente necessario dal punto di vista funzionale non migliora il vostro componente, ma ne aumenta semplicemente il costo. dati sulla lavorazione meccanica di precisione , passare da una lavorazione CNC standard a una lavorazione controllata termicamente comporta un aumento dei costi del 25-50%, mentre raggiungere le tolleranze più strette con un controllo ambientale completo può far lievitare i costi del 100-200%.
La tabella seguente illustra il significato pratico dei diversi gradi di tolleranza per il vostro progetto:
| Campo di Tolleranza | Applicazioni tipiche | Impatto sui Costi | Attrezzatura richiesta |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Componenti industriali generici, staffe, alloggiamenti | Linea di Base | Attrezzature CNC standard, ambiente di officina normale |
| ±0,005" (±0,13 mm) | Assiemi funzionali, componenti automobilistici | aumento del 10-25% | Macchine ben mantenute, monitoraggio climatico |
| ±0,002" (±0,05 mm) | Settori automobilistico ad alte prestazioni e attrezzature industriali | aumento del 50-100% | Mandrini di precisione, controllo della temperatura ±3 °C |
| ±0,001" (±0,025 mm) | Componenti aerospaziali, dispositivi medici | aumento del 100-150% | Macchine ad alta precisione, fissaggio migliorato |
| ±0,0005" (±0,013 mm) | Strumenti chirurgici, apparecchiature ottiche | aumento del 150-200% | Controllo ambientale completo, isolamento dalle vibrazioni |
La scelta del materiale influisce anche sulle tolleranze raggiungibili. I componenti lavorati con precisione mediante CNC in alluminio raggiungono tolleranze più strette più facilmente rispetto al titanio, a causa delle differenze di lavorabilità. Le plastiche presentano ulteriori sfide: la loro flessibilità e la sensibilità termica limitano spesso le tolleranze pratiche alla classe Media secondo la norma ISO 2768-1.
Quando comunicate con i produttori, inserite una tabella delle tolleranze direttamente sui vostri disegni 2D, specificando quali dimensioni sono critiche. Ciò evita un’applicazione eccessiva delle tolleranze e aiuta i produttori a formulare preventivi accurati. Comprendere queste dinamiche relative alle tolleranze vi prepara per la prossima considerazione fondamentale: come diversi settori industriali impongono requisiti specifici che influenzano la scelta del produttore oltre alle semplici capacità generali di lavorazione meccanica.
Requisiti settoriali specifici per la produzione di componenti CNC
Ti sei mai accorto di come un'officina meccanica specializzata in autoveicoli gestisca i progetti in modo diverso rispetto a un impianto che produce strumenti chirurgici? Non è affatto casuale. Settori diversi impongono esigenze profondamente diverse ai propri fornitori di componenti CNC, e comprendere queste differenze ti aiuta a identificare i fornitori realmente qualificati per la tua specifica applicazione, anziché quelli che si limitano a vantare capacità generali.
Standard di lavorazione meccanica per il settore automobilistico
Quando acquisti componenti per applicazioni automobilistiche, la coerenza su larga scala diventa fondamentale. Che tu stia cercando un'officina meccanica specializzata in autoveicoli nelle vicinanze o che tu stia valutando fornitori globali, la lavorazione meccanica per il settore automobilistico richiede competenze specifiche che le officine di fabbricazione generale potrebbero non possedere.
Il settore automobilistico opera secondo lo standard IATF 16949 — lo standard globale per la gestione della qualità nel settore automobilistico, che integra i principi della norma ISO 9001 con requisiti specifici del settore. Questa certificazione non è semplice carta bollata: rappresenta un impegno fondamentale verso:
- Prevenzione dei difetti: Sistemi progettati per individuare i problemi prima che raggiungano la vostra linea di assemblaggio
- Miglioramento continuo: Processi documentati per miglioramenti continui in termini di efficienza e qualità
- Supervisione dei fornitori: Qualifica rigorosa e monitoraggio delle fonti di materiali
- Tracciabilità del prodotto: Documentazione completa dal materiale grezzo al componente finito
Un officina meccanica per motori che lavora su componenti del gruppo motopropulsore affronta sfide diverse rispetto a un'officina di fabbricazione che produce pannelli carrozzeria. I componenti automobilistici ottenuti mediante fresatura CNC devono resistere alle vibrazioni, ai cicli termici e allo stress meccanico per centinaia di migliaia di chilometri. Ciò significa che i produttori necessitano di controlli di processo robusti, tali da garantire che ogni componente—sia esso il primo o il decimillesimo—rispetti esattamente le stesse specifiche.
Requisiti per la Produzione di Dispositivi Medici
La produzione di dispositivi medici opera in un contesto normativo in cui gli errori possono avere conseguenze che mettono a rischio la vita umana. Questo implica l’adozione di quadri di certificazione molto più stringenti rispetto a quelli applicabili nei comuni ambiti industriali.
La norma ISO 13485 costituisce lo standard definitivo di gestione per la qualità nella produzione di dispositivi medici. Questa certificazione richiede:
- Gestione del rischio: Identificazione sistematica e mitigazione delle potenziali modalità di guasto
- Controlli di progettazione: Validazione documentata che garantisce il corretto funzionamento dei componenti
- Tracciabilità completa: Ogni componente è tracciabile fino a lotti specifici di materiale, macchine e operatori
- Gestione dei reclami: Processi formali per l’indagine e la risoluzione dei problemi di qualità
- Considerazioni sulla sterilità: Selezione di materiali e finiture idonee ai requisiti di sterilizzazione
Oltre alla norma ISO 13485, gli stabilimenti devono conformarsi al regolamento FDA 21 CFR Parte 820 — il Regolamento sul Sistema Qualità che disciplina la produzione statunitense di dispositivi medici. Questi requisiti combinati garantiscono che strumenti chirurgici, impianti e apparecchiature diagnostiche soddisfino rigorosi standard di sicurezza e prestazioni.
Requisiti di precisione di livello aerospaziale
La produzione aerospaziale rappresenta forse l’ambiente di certificazione più esigente nel settore della lavorazione di precisione. Quando i componenti operano a 30.000 piedi, la qualità non è negoziable: è fondamentale per la sopravvivenza.
AS9100 si basa sulla fondazione di ISO 9001 aggiungendo requisiti specifici per il settore aerospaziale, che distinguono i produttori qualificati dai semplici laboratori meccanici:
- Gestione della configurazione: Controlli rigorosi volti a garantire che le modifiche progettuali siano adeguatamente documentate e implementate
- Ispezione del primo articolo (FAI): Verifica completa del fatto che i componenti prodotti corrispondano ai progetti approvati
- Prevenzione dei detriti estranei (FOD): Protocolli volti a prevenire la contaminazione di assemblaggi critici
- Prevenzione delle parti contraffatte: Controlli della catena di fornitura per garantire l’autenticità dei materiali
- Controlli sui processi speciali: Sorveglianza rafforzata dei trattamenti termici, della galvanica e di altre operazioni critiche
Molti programmi aerospaziali richiedono inoltre l’accreditamento NADCAP per processi speciali. A differenza delle certificazioni generali, NADCAP esamina i controlli specifici per processo a livello estremamente dettagliato, verificando che i trattamenti termici, i processi chimici e i controlli non distruttivi rispettino gli standard più elevati del settore.
Per lavori legati alla difesa, la conformità alle normative ITAR (International Traffic in Arms Regulations) aggiunge un ulteriore livello di regolamentazione. Le ITAR disciplinano la gestione di dati tecnici e componenti sensibili, richiedendo la registrazione presso il Dipartimento di Stato statunitense e rigorosi protocolli di sicurezza informatica.
Confronto tra certificazioni: allineamento dei requisiti alle applicazioni
Comprendere quali certificazioni sono rilevanti per la propria applicazione consente di evitare sia i costi derivanti da sovraqualifiche sia i rischi legati a fornitori sottocertificati:
| Certificazione | Settore principale | Principali Aree di Focus | Perché è importante |
|---|---|---|---|
| ISO 9001 | Produzione generale | Sistemi di gestione della qualità, miglioramento continuo | Certificazione di base che dimostra l’impegno verso la qualità |
| IATF 16949 | Automobilistico | Prevenzione dei difetti, supervisione dei fornitori, tracciabilità | Richiesta dai principali costruttori automobilistici (OEM); il 67% degli OEM automobilistici impone come minimo la norma ISO 9001 |
| AS9100 | Aerospaziale | Gestione del rischio, controllo della configurazione, verifica di accettazione iniziale (FAI) | Essenziale per partecipare alla catena di fornitura aerospaziale |
| ISO 13485 | Dispositivi medici | Gestione del rischio, tracciabilità, conformità normativa | Obbligatorio per i componenti dei dispositivi medici regolamentati dalla FDA |
| NADCAP | Aerospaziale/Difesa | Accreditamento per processi speciali | Convalida le capacità di trattamento termico, controllo non distruttivo (NDT) e lavorazione chimica |
| ITAR | Difesa | Sicurezza delle informazioni, controlli sulle esportazioni | Obbligatorio per i dati tecnici e i componenti relativi alla difesa |
Ecco ciò che molti acquirenti trascurano: le certificazioni non sono intercambiabili. Un’officina meccanica per l’industria automobilistica dotata della certificazione IATF 16949 dimostra competenze specifiche per il settore automobilistico, ma tale certificazione non la abilita a operare nel settore aerospaziale, che richiede invece la norma AS9100. Analogamente, un’officina di carpenteria metallica dotata esclusivamente della certificazione ISO 9001 potrebbe non possedere i sistemi qualità specializzati richiesti dalle applicazioni mediche o aerospaziali.
Secondo ricerche nel settore le officine con certificazioni specifiche per settore aggiudicano in media il 15% in più di contratti rispetto a quelle dotate esclusivamente di certificazioni di qualità generali. L’investimento in una certificazione specializzata rappresenta un segnale inequivocabile di capacità e impegno, riconosciuto dai team addetti agli approvvigionamenti.
Mentre valutate potenziali partner produttivi, verificate direttamente le loro certificazioni: richiedete copie dei certificati e confermate lo stato aggiornato presso gli enti emittenti. Questa attività di due diligence assume un’importanza ancora maggiore quando si considerano le opzioni di finitura superficiale, che influiscono in modo significativo sia sulle prestazioni dei componenti sia sulla conformità normativa in applicazioni particolarmente impegnative.
Opzioni di finitura superficiale per parti fresate CNC
Avete scelto il processo, il materiale e le tolleranze corretti, ma c’è ancora un fattore decisivo che può determinare il successo o l’insuccesso del vostro progetto. La finitura superficiale trasforma le parti fresate CNC grezze da componenti funzionali in prodotti finiti pronti per l’assemblaggio o l’uso finale. Comprendere le opzioni disponibili vi aiuta a comunicare in modo chiaro le specifiche a qualsiasi produttore di parti fresate CNC e garantisce che i vostri componenti funzionino esattamente come previsto.
Finiture funzionali vs finiture estetiche
Ecco una distinzione che molti acquirenti trascurano: non tutti i finiture hanno la stessa funzione. Alcune finiture migliorano principalmente l'aspetto estetico, mentre altre offrono benefici funzionali essenziali, come la protezione contro la corrosione o un’incrementata resistenza all’usura. Una specifica intelligente significa scegliere in base ai propri effettivi requisiti, anziché optare automaticamente per soluzioni costose ma non necessarie.
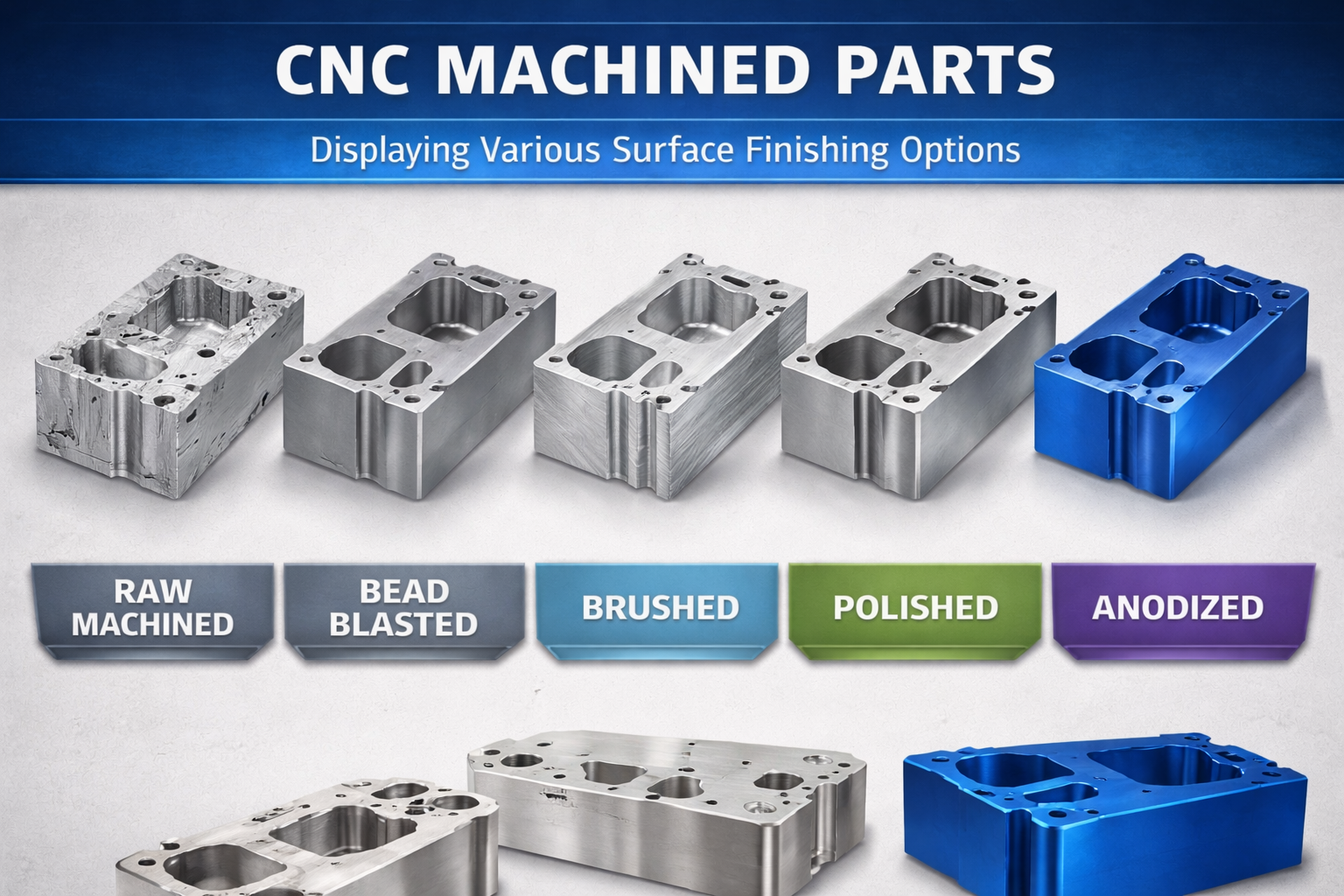
Finitura come lavorata
L’opzione più economica lascia i componenti fresati CNC con la texture superficiale generata durante la lavorazione. Secondo gli standard industriali per le finiture, le tipiche finiture "come fresate" variano da 1,6 μm Ra (standard di settore per applicazioni generali) a 3,2 μm Ra per componenti in cui la qualità superficiale non è critica. Questa finitura è adatta quando:
- I componenti rimarranno nascosti alla vista negli insiemi finali
- La texture superficiale non influisce sulla funzionalità
- I vincoli di bilancio privilegiano la riduzione dei costi
- I componenti riceveranno ulteriori trattamenti superficiali in una fase successiva della catena di fornitura
Lucidatura e rifinitura
Quando l'aspetto visivo è fondamentale, la lucidatura elimina i segni lasciati dalla lavorazione meccanica e crea superfici lisce e lucenti. Ottenere una rugosità Ra di 0,4 μm garantisce una finitura quasi speculare, essenziale per componenti in cui è richiesto un attrito minimo o un aspetto di alta gamma. Tuttavia, questa levigatezza ha un costo: la lucidatura comporta generalmente un aumento significativo dei tempi di lavorazione e dei costi di produzione delle parti fresate.
Sabbiatura
Questo processo meccanico proietta microsfere di vetro contro la superficie del pezzo, creando una texture opaca uniforme. La sabbiatura a microsfere rimuove efficacemente le piccole imperfezioni superficiali e prepara i pezzi per i successivi trattamenti di rivestimento. È particolarmente diffusa per prodotti fresati CNC, dove si desidera un aspetto uniforme e non riflettente, senza dover sostenere il costo della lucidatura.
Rivestimenti protettivi per ambienti aggressivi
Quando i vostri componenti sono esposti a sostanze chimiche corrosive, a condizioni esterne o a severe sollecitazioni operative, i finiture protettive diventano essenziali, e non più opzionali.
Anodizzazione
L'anodizzazione crea uno strato ossidico resistente sulle parti in alluminio, migliorando in modo significativo la resistenza alla corrosione e la durezza superficiale. Esistono tre tipi, ciascuno adatto a esigenze diverse:
- Tipo I (acido cromico): Rivestimento più sottile, che preserva tolleranze strette; preferito per applicazioni aerospaziali che richiedono resistenza alla fatica
- Tipo II (acido solforico): Opzione più comune, che offre un buon compromesso tra costo e prestazioni; accetta coloranti tinti per una personalizzazione estetica
- Tipo III (Hardcoat): Strato più spesso e più resistente, destinato ad applicazioni industriali e militari che richiedono un’eccezionale resistenza all’usura
Rivestimento a polvere
Questa finitura versatile viene applicata sotto forma di polvere secca mediante procedimento elettrostatico, quindi indurita termicamente fino a formare uno strato protettivo robusto. La verniciatura a polvere offre un’eccellente durabilità contro urti, agenti chimici ed esposizione ai raggi UV. Grazie alla vasta gamma di colori disponibili, garantisce sia protezione funzionale sia appeal visivo, rendendola ideale per prodotti di consumo e attrezzature per esterni.
Opzioni di placcatura
La galvanica deposita sottili strati di metalli protettivi o funzionali sulle superfici dei componenti:
- Nichel chimico: Rivestimento uniforme senza corrente elettrica; garantisce un’eccellente resistenza alla corrosione e durezza su geometrie complesse
- Cromatura: Fornisce superfici lucide e riflettenti con buona resistenza all’usura
- Di peso superiore a 20 g/m2 Protezione anticorrosiva economica, comunemente utilizzata nelle applicazioni automobilistiche
- Placcaggio in oro: Eccellente conducibilità elettrica per connettori elettronici
Passività
Per prodotti in acciaio inossidabile lavorati al CNC, la passivazione migliora la naturale resistenza alla corrosione rimuovendo il ferro libero dalla superficie e favorendo la formazione di uno strato protettivo di ossido. Questo trattamento chimico è essenziale per componenti medici e per l’industria alimentare, dove la prevenzione della contaminazione è fondamentale.
Selezione della finitura in base all’applicazione
La scelta della finitura più adatta richiede un equilibrio tra esigenze di protezione, requisiti estetici e vincoli di budget. La tabella seguente fornisce indicazioni per abbinare le finiture alle applicazioni più comuni:
| Tipo di Finitura | Livello di protezione | Aspetto | Migliori Applicazioni | Costo relativo |
|---|---|---|---|---|
| As-Machined | Bassi | Segni visibili degli utensili; aspetto funzionale | Componenti interni, prototipi, parti nascoste | $ |
| Sabbiatura | Basso-Medio | Texture opaca uniforme | Elettronica di consumo, preparazione per rivestimento | $$ |
| Lucidatura | Bassi | Finitura ad alta lucentezza, simile a uno specchio | Dispositivi medici, componenti decorativi, alloggiamenti ottici | $$$ |
| Anodizzazione (Tipo II) | Medio-Alto | Opaco o satinato; disponibile in diversi colori | Supporti aerospaziali, prodotti di consumo, involucri per elettronica | $$ |
| Anodizzazione (Tipo III) | Molto elevato | Generalmente grigio scuro o nero | Equipaggiamento militare, macchinari industriali, superfici soggette ad usura | $$$ |
| Rivestimento a polvere | Alto | Ampia gamma di colori; liscio o testurizzato | Attrezzature per esterni, componenti automobilistici, prodotti di consumo | $$ |
| Nichel autolimitante | Alto | Finitura metallica lucida | Geometrie complesse, componenti idraulici, valvole | $$$ |
| Finitura in cromo | Medio-Alto | Altamente riflettente, simile a uno specchio | Finiture automobilistiche, ferramenta decorativa | $$$$ |
| Placcatura in zinco | Medio | Cromato argento-blu o giallo | Viti e dadi, staffe, componenti del sottoscocca automobilistica | $$ |
Secondo le stime dei costi di finitura, finiture semplici come la sabbiatura vanno tipicamente da 30 a 50 USD per pezzo, mentre l’anodizzazione o la nichelatura chimica possono arrivare da 100 a 200 USD per pezzo, a seconda delle dimensioni e della complessità. Prevedere questi costi già nella fase di progettazione evita sorprese di bilancio.
La scelta della finitura influisce anche sui tempi di consegna. Le finiture semplici aggiungono poche ore alla produzione, mentre trattamenti complessi come l’anodizzazione o la galvanizzazione prolungano i tempi di 24–48 ore — esclusi i tempi di preparazione e di polimerizzazione. Quando si valutano i fornitori, verificare se le finiture vengono eseguite internamente oppure esternalizzate, poiché quest’ultima opzione può comportare tempi di trasporto aggiuntivi e una maggiore complessità di coordinamento.
Comprendere le opzioni di finitura vi prepara per il prossimo fattore critico nella selezione del produttore: come i vari fattori di costo si combinano per determinare il prezzo finale per singolo pezzo e dove esistono opportunità per ottimizzare il vostro investimento senza compromettere la qualità.
Fattori di costo che influenzano il prezzo dei componenti CNC
Ecco una domanda che coglie impreparati molti acquirenti: perché due pezzi apparentemente simili ricevono preventivi con differenze così marcate? La risposta risiede nella comprensione dei fattori di costo nascosti che determinano il prezzo dei componenti lavorati a CNC. Che stiate collaborando con un produttore locale di componenti meccanici o con una fabbrica globale di componenti CNC, gli stessi fattori fondamentali influenzano il vostro importo finale fatturato.
I veri fattori di costo nella produzione CNC
Quando richiedete un preventivo per componenti personalizzati lavorati a CNC, i produttori valutano molteplici variabili che si cumulano nel prezzo per singolo pezzo. Secondo l'analisi dei prezzi del settore , questi fattori sono ordinati in base al loro impatto, dal più elevato al più basso:
- Complessità del progetto: I disegni complessi con caratteristiche dettagliate o geometrie intricate richiedono una programmazione più estesa, ulteriori configurazioni della macchina e, occasionalmente, utensili specializzati. I disegni semplici costano circa 20 dollari l'ora per la lavorazione, mentre i componenti complessi fanno salire il costo a 35–70 dollari l'ora.
- Selezione dei materiali: I costi dei materiali grezzi variano notevolmente: l'alluminio costa da 5 a 10 dollari al chilo, mentre l'acciaio inossidabile costa da 8 a 16 dollari al chilo. Oltre al prezzo del materiale, la lavorabilità influisce sul tempo di ciclo e sull'usura degli utensili, incrementando ulteriormente i costi.
- Tolleranze richieste: Tolleranze più strette richiedono velocità di lavorazione inferiori, cambi frequenti degli utensili e controlli qualità più accurati. Specificare una tolleranza di ±0,001" invece che di ±0,005" può aumentare il tempo di lavorazione del 50% o più.
- Volume di Produzione: I costi fissi, come quelli relativi alla programmazione e alla messa a punto, vengono ripartiti su tutti i pezzi prodotti. Le produzioni in piccoli lotti comportano costi unitari più elevati, mentre gli ordini in grandi quantità beneficiano delle economie di scala.
- Tipo di macchina: Le macchine a tre assi hanno generalmente un costo orario compreso tra 10 e 20 dollari, mentre le macchine a cinque assi richiedono da 20 a 40 dollari l'ora a causa delle loro capacità avanzate e della maggiore complessità operativa.
- Requisiti di finitura: Ogni finitura aggiuntiva—anodizzazione, placcatura, lucidatura—aggiunge costi di manodopera, tempo macchina e materiali al tuo progetto.
Comprendere questa gerarchia ti aiuta a stabilire le priorità su dove ottimizzare. Un piccolo cambiamento nella complessità del design spesso genera maggiori risparmi sui costi rispetto alla sostituzione dei materiali.
Prezzi basati sul volume ed economie di scala
Immagina di ordinare un singolo prototipo rispetto all’ordine di 1.000 pezzi in produzione. La programmazione, la preparazione CAD e l’allestimento della macchina avvengono una sola volta, indipendentemente dalla quantità. Ciò crea una relazione inversa tra volume dell’ordine e costo unitario, un principio che gli esperti di produzione di componenti meccanici riconoscono come il fattore di riduzione dei costi più efficace disponibile.
Ecco come si presentano i numeri nella pratica:
- Unità singola: Costi completi di allestimento e programmazione assorbiti da un singolo pezzo—prezzo unitario più elevato
- 5 unità: Il prezzo unitario diminuisce di circa il 50% rispetto al prezzo per singola unità
- 100 unità: I costi di allestimento diventano trascurabili per ogni singolo pezzo; i costi dei materiali e del tempo ciclo determinano prevalentemente il prezzo
- 1.000+ unità: Il prezzo unitario può scendere al 10-20% del costo di una singola unità
Per i componenti meccanici destinati alla produzione, consolidare gli ordini in lotti più grandi — anche a costo di mantenere una certa scorta di magazzino — riduce spesso in modo significativo i costi totali del progetto. Molti produttori di componenti meccanici CNC offrono strutture tariffarie graduate che premiano gli impegni di volume.
Anche le quantità ridotte degli ordini presentano sfide pratiche. Secondo i dati di settore, molti fornitori applicano requisiti minimi d’ordine che potrebbero superare quanto necessario per una produzione in piccoli lotti. Durante la fase di prototipazione, tenete conto di questo aspetto nella selezione dei fornitori.
Bilanciare qualità e budget
Ogni decisione progettuale presa prima dell’invio dei file a un’officina per la lavorazione CNC influisce sulla realizzabilità — e sui costi. Gli acquirenti esperti ottimizzano i propri progetti per la produzione, anziché considerare la lavorazione meccanica come un semplice passaggio finale.
Considerate queste strategie progettuali per ridurre i costi senza compromettere la funzionalità:
- Evitare cavità profonde: Gli spazi cavi con profondità significativamente maggiore rispetto alla larghezza richiedono utensili specializzati e velocità di lavorazione più ridotte
- Utilizzare dimensioni standard dei fori: L’adozione degli incrementi standard per punte da trapano (passi di 1/64") elimina la necessità di utensili personalizzati
- Spigoli interni arrotondati: Gli spigoli interni vivi richiedono utensili specializzati e aumentano la complessità: arrotondare tali spigoli
- Aumentare lo spessore delle pareti: I componenti con pareti sottili richiedono un controllo più preciso e dispositivi di fissaggio specializzati, con conseguente aumento dei costi
- Limitare le filettature: Ogni caratteristica filettata aggiunge tempo di lavorazione; valutare, ove possibile, metodi alternativi di fissaggio
- Omettere testi non necessari: La goffratura o l’incisione aggiungono tempo macchina senza apportare benefici funzionali, a meno che non siano richieste per finalità identificative
Anche la relazione tra tempi di consegna e prezzi merita attenzione. I tempi di consegna standard consentono ai produttori di programmare il vostro lavoro in modo efficiente insieme ad altri progetti. Gli ordini urgenti—in particolare quelli che richiedono l’acquisto accelerato di materiali o lavoro straordinario—possono aumentare i costi del 25-50% o più. Pianificare con anticipo rimane la strategia più trascurata per la riduzione dei costi.
Confrontando i preventivi per componenti torniti CNC su misura rispetto a componenti standard del catalogo, ricordate che il lavoro su misura comporta inevitabilmente costi aggiuntivi legati alla programmazione e alla messa a punto. Tuttavia, i componenti su misura soddisfano esattamente le esigenze della vostra applicazione, eliminando potenzialmente operazioni secondarie o fasi di assemblaggio che potrebbero essere necessarie con componenti standard.
Un approccio pratico prevede l’utilizzo di questa formula per stimare se un progetto è finanziariamente conveniente:
Costo stimato = (Costo del materiale + Costo di allestimento) + (Tempo di lavorazione × Tariffa oraria) + Costo di finitura
Questo dettaglio ti aiuta a identificare quali componenti di costo offrono il maggiore potenziale di ottimizzazione per il tuo progetto specifico. Grazie a questa comprensione dei fattori che influenzano i costi, sarai in grado di valutare i potenziali partner produttivi in base a criteri realmente rilevanti: le loro capacità, i loro sistemi qualità e la loro capacità di fornire risultati coerenti a prezzi competitivi.

Come selezionare il giusto produttore di parti CNC
Hai acquisito solide conoscenze tecniche—processi, materiali, tolleranze e finiture. Ora arriva la decisione che determinerà se tutte queste competenze si tradurranno in parti realizzate con successo: la scelta del giusto partner produttivo. Selezionare un fornitore di parti lavorate al CNC non significa semplicemente individuare il preventivo più basso. Significa invece identificare un partner le cui capacità, sistemi qualità e modalità di comunicazione siano allineati ai requisiti del tuo progetto.
Valutazione delle capacità del produttore
Quando si valutano potenziali produttori di componenti meccanici lavorati, è necessario adottare un approccio sistematico che vada oltre le semplici affermazioni superficiali. Secondo le migliori pratiche del settore, la valutazione dei fornitori CNC richiede l’analisi di molteplici aspetti della loro attività.
Valutazione delle attrezzature e della tecnologia
Un fornitore di componenti meccanici lavorati dotato di moderni centri di lavoro a più assi dimostra la capacità di gestire geometrie complesse. Tuttavia, non limitarsi al numero di macchine: esaminare attentamente questi fattori specifici:
- Età e condizione della macchina: Le attrezzature più recenti garantiscono generalmente tolleranze più strette e minori tempi di fermo
- Integrazione del software CAD/CAM: I software moderni consentono una programmazione più rapida e riducono gli errori di traduzione provenienti dai vostri file di progettazione
- Capacità di automazione: Il caricamento robotizzato, i sistemi di pallet e la lavorazione a luci spente indicano un’elevata efficienza produttiva
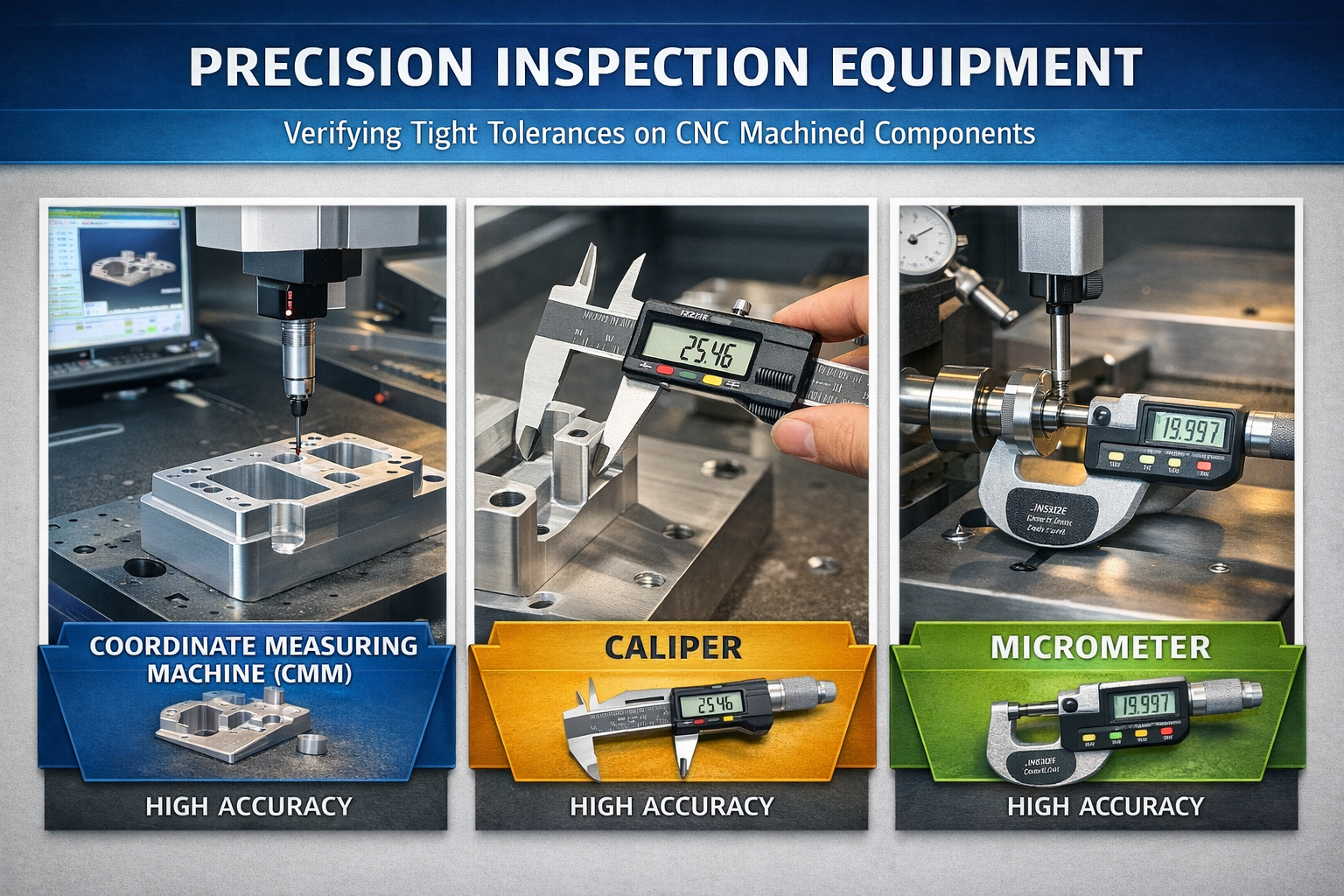
- Equipaggiamento per ispezione: Le macchine di misura a coordinate (CMM), i comparatori ottici e i misuratori di rugosità superficiale verificano le affermazioni relative alla precisione
L'esperienza specifica sui materiali rappresenta un altro indicatore critico di capacità. I produttori di componenti meccanizzati con esperienza diretta nel vostro materiale specifico—sia esso alluminio, titanio o plastiche tecniche—sono in grado di prevedere le difficoltà legate alla lavorazione e di ottimizzare di conseguenza i processi. Un ampio portafoglio di materiali dimostra competenza tecnica e flessibilità in diverse applicazioni.
Valutazione della capacità produttiva
Il produttore è in grado di gestire sia il vostro ordine attuale sia la crescita futura? Valutare i seguenti indicatori di capacità:
- Numero di macchine dedicate al vostro tipo di componente (fresatura, tornitura o elettroerosione)
- Gestione dei turni: singolo turno, doppio turno o operatività 24/7
- Livello attuale di utilizzo della capacità produttiva e tempi di consegna tipici
- Scalabilità dalla produzione di prototipi ai volumi di serie
Un fornitore con capacità scalabile riduce il rischio di colli di bottiglia quando il vostro progetto passa dalla fase di prototipazione alla produzione in serie. Per applicazioni automotive, produttori come Shaoyi Metal Technology esemplificano questa capacità, offrendo la prototipazione rapida con tempi di consegna rapidi fino a un solo giorno lavorativo, scalando senza soluzione di continuità fino a volumi di produzione di massa — una combinazione che supporta cicli di sviluppo prodotto agili.
Sistemi qualità che contano
Oltre alle certificazioni esposte sui siti web, comprendere come i produttori implementino effettivamente il controllo qualità distingue i partner affidabili da coloro che si limitano a spuntare le caselle della conformità.
Controllo Statistico dei Processi (SPC)
L’SPC rappresenta lo standard aureo per il monitoraggio dei processi nella produzione di precisione. Piuttosto che ispezionare i componenti dopo il completamento — quando i difetti si sono già verificati — l’SPC tiene traccia in tempo reale delle variabili del processo, consentendo agli operatori di rilevare eventuali scostamenti prima che questi producano componenti non conformi.
Secondo ricerca sulla gestione della qualità , un’implementazione efficace dell’SPC offre benefici misurabili:
- Rilevamento precoce dell’usura degli utensili prima che influisca sull’accuratezza dimensionale
- Metriche di capacità del processo (valori Cpk) che dimostrano prestazioni costanti
- Analisi delle tendenze per prevenire derive verso i limiti di tolleranza
- Documentazione che supporta i requisiti di tracciabilità
Quando si valuta un potenziale fornitore di componenti per lavorazione CNC, chiedere informazioni sull'implementazione dell'SPC. I produttori dotati di sistemi qualità basati sull'SPC—ad esempio strutture certificate IATF 16949—dimostrano un impegno volto a prevenire i difetti, non semplicemente a rilevarli.
Protocolli di ispezione completi
Un’ispezione accurata va oltre il semplice possesso di attrezzature costose. Esaminare il flusso di lavoro ispettivo del produttore:
- Ispezione del primo articolo (FAI): Verifica dimensionale completa prima dell’avvio delle produzioni
- Ispezione in corso d'opera: Controlli periodici durante la produzione per individuare tempestivamente eventuali problemi
- Ispezione finale: Verifica completa conforme alle vostre specifiche prima della spedizione
- Documentazione: Relazioni di ispezione, certificati dei materiali e registri di tracciabilità
I fornitori di prim’ordine mantengono tassi di reclamo ben al di sotto della media di settore grazie a approcci sistemici alla qualità. Procedure di doppia verifica—ispezione presso il punto di produzione seguita da una verifica indipendente—riducono a frazioni di percentuale i difetti che raggiungono i clienti.
Segnali Rossi Da Tenere D'occhio
L'esperienza insegna agli acquirenti a riconoscere i segnali di allerta che preannunciano problemi futuri. Prestare attenzione a questi indicatori durante la vostra valutazione:
- Affermazioni vaghe sulle capacità: I produttori incapaci di specificare le proprie capacità di tolleranza o la propria competenza sui materiali potrebbero non possedere una reale competenza
- Prezzi significativamente inferiori a quelli dei concorrenti: Preventivi irrealisticamente bassi spesso indicano compromessi sui materiali, sul controllo qualità o costi nascosti che emergeranno successivamente
- Riluttanza a fornire referenze: I fornitori consolidati condividono volentieri i contatti dei propri clienti per verificare le proprie capacità
- Scarso tempestivo nelle comunicazioni: Risposte lente o incomplete durante la fase di preventivazione preannunciano problemi analoghi durante la produzione
- Certificazioni mancanti o scadute: Verificare sempre la validità delle certificazioni direttamente presso gli enti emittenti
- Assenza di un project management dedicato: I componenti CNC complessi richiedono un supporto tecnico lungo tutto il processo produttivo: i fornitori privi di assistenza ingegneristica lasciano il cliente a gestire da solo eventuali problemi
Secondo la ricerca sulla valutazione dei fornitori, la trasparenza delle strutture dei prezzi è altrettanto importante del prezzo finale. Un preventivo dettagliato che suddivida i costi dei materiali, i tempi di lavorazione e i servizi di finitura indica un fornitore che conosce bene la propria struttura dei costi e, di conseguenza, è in grado di mantenere prezzi e qualità costanti.
Costruire relazioni produttive con i fornitori
Individuare il produttore giusto è solo l'inizio. Massimizzare il valore richiede la costruzione di relazioni collaborative vantaggiose per entrambe le parti.
Pratiche di comunicazione
Una comunicazione chiara previene i malintesi che causano ritardi, interventi correttivi e frustrazione. Valutare i potenziali partner in base ai seguenti criteri:
- Tempestività della risposta alle richieste tecniche
- Disponibilità di supporto ingegneristico per l'ottimizzazione del design
- Comunicazione proattiva sullo stato di avanzamento della produzione o su eventuali problemi
- Competenze linguistiche coerenti con le esigenze del vostro team
I fornitori che offrono project manager dedicati forniscono una guida migliore durante le fasi di progettazione e produzione. Questo unico punto di contatto semplifica il coordinamento e garantisce che i vostri requisiti non vengano persi nella traduzione tra i diversi reparti.
Benefici delle Partnership a Lungo Termine
Considerare l’approvvigionamento di componenti per macchine a controllo numerico (CNC) come un’attività puramente transazionale limita il valore che potete ottenere dalle relazioni con i produttori. I rapporti a lungo termine offrono vantaggi che gli ordini occasionali non possono garantire:
- Ottimizzazione del Processo: I fornitori che conoscono bene i vostri componenti migliorano continuamente l’efficienza
- Pianificazione prioritaria: Relazioni consolidate spesso comportano un trattamento preferenziale in caso di vincoli di capacità
- Inserimento del design: Partner esperti individuano tempestivamente i problemi di realizzabilità prima che si trasformino in inconvenienti costosi
- Programmi di gestione inventario: Gli ordini quadro e gli accordi kanban riducono i costi di gestione del vostro magazzino
Checklist per la valutazione dei produttori
Utilizzate questa checklist completa per confrontare potenziali fornitori di componenti per lavorazione CNC:
| Categoria di valutazione | Domande Chiave | Cosa cercare |
|---|---|---|
| Capacità Tecniche | Quali tipi di macchine e configurazioni assiali sono disponibili? Quali sistemi CAD/CAM vengono utilizzati? | Macchine multiasse, software moderno, capacità di automazione |
| Competenza nei materiali | Quali materiali lavorate regolarmente? Potete fornire degli esempi? | Esperienza con i vostri materiali specifici; un ampio portafoglio indica versatilità |
| Certificazioni di qualità | Quali certificazioni settoriali possedete? Quando è stato effettuato l’ultimo audit? | Certificazione ISO 9001 attualmente obbligatoria; IATF 16949 per il settore automotive; AS9100 per l’aerospaziale |
| Sistemi di qualità | Come implementate il controllo statistico di processo (SPC)? Quali strumenti di ispezione utilizzate? | Capacità di misurazione con macchine a coordinate (CMM), procedure SPC documentate, protocolli di ispezione in linea |
| Capacità produttiva | Quali sono i tempi di consegna tipici? Riuscite a passare dal prototipo alla produzione su larga scala? | Tempi realistici, scalabilità dimostrata, piani di riserva |
| Comunicazione | Chi sarà il mio referente principale? Come gestite le domande tecniche? | Gestione di progetto dedicata, disponibilità di supporto ingegneristico, tempestività nella risposta |
| Trasparenza nei prezzi | Potete fornire una dettagliata ripartizione dei costi? | Chiara separazione dei costi per materiale, lavorazione meccanica, finitura e allestimento |
| Storico | Potete fornire referenze di clienti? Qual è il vostro tasso di consegna puntuale? | Referenze verificabili, metriche di consegna superiori al 95%, basso tasso di reclami |
Per gli acquirenti che approvvigionano componenti CNC per il settore automobilistico, la certificazione IATF 16949 fornisce la garanzia essenziale della capacità del fornitore di soddisfare i rigorosi requisiti del settore. Produttori come Shaoyi Metal Technology abbinano tale certificazione a sistemi qualità basati sul controllo statistico dei processi (SPC) e a capacità di prototipazione rapida: questa combinazione è ciò che gli acquirenti dovrebbero ricercare quando costruiscono catene di approvvigionamento automobilistiche che bilancino velocità, qualità ed economicità.
Con un approccio sistematico alla valutazione dei produttori in mano, siete pronti a passare dalla valutazione all’azione. L’ultimo passo consiste nel tradurre i vostri requisiti in specifiche chiare e nell’instaurare relazioni di lavoro produttive che garantiscano risultati costanti nel tempo.
Passare all’azione sui requisiti per i vostri componenti CNC
Avete assimilato i fattori critici che la maggior parte degli acquirenti trascura: ora è il momento di mettere tale conoscenza in pratica. Passare dalla ricerca ai risultati richiede un approccio strutturato che trasformi la vostra comprensione dei componenti lavorati a CNC in esiti di progetto di successo. Vediamo esattamente come procedere.
La vostra mappa strategica per l’approvvigionamento di componenti CNC
Pronti ad approvvigionare il vostro prossimo componente CNC? Seguite questa sequenza collaudata per ridurre al minimo i rischi e massimizzare i risultati:
- Definire definitivamente i file di progettazione: Preparare modelli CAD completi in formati universali (STEP, IGES) accompagnati da disegni 2D che specifichino con precisione le tolleranze critiche, le finiture superficiali e i requisiti relativi ai materiali
- Definire chiaramente le specifiche: Grado del materiale del documento, requisiti di tolleranza per ciascuna dimensione critica, specifiche di finitura e certificazioni industriali richieste
- Identificare i potenziali produttori: Valutare i fornitori in base alle capacità degli impianti, alle certificazioni rilevanti e all’esperienza maturata nel vostro specifico ambito applicativo
- Richiedere preventivi dettagliati: Inviare le richieste di offerta (RFQ) con tutta la documentazione completa e chiedere una ripartizione dettagliata dei costi, distinta per materiale, lavorazione meccanica e finitura
- Valutare e confrontare le risposte: Valutare la capacità tecnica, i sistemi qualità, la tempestività della comunicazione e il valore complessivo — non solo il prezzo
- Effettuare la due diligence: Verificare le certificazioni, richiedere referenze e confermare gli impegni relativi ai tempi di consegna prima di effettuare gli ordini
- Iniziare con la validazione del prototipo: Ordina quantità campione per verificare l'accuratezza dimensionale e la qualità della finitura prima di impegnarti in volumi di produzione
Dalla specifica alla produzione
Una comunicazione chiara previene fraintendimenti costosi. Quando invii le tue richieste per parti da lavorare a CNC, includi questi elementi essenziali:
- Tabelle delle tolleranze: Specifica quali dimensioni sono critiche e quali standard — evita di applicare tolleranze eccessive a caratteristiche non funzionali
- Certificazioni dei Materiali: Indica se richiedi rapporti di prova su laminatoio o una tracciabilità specifica del materiale
- Requisiti di ispezione: Definisci le esigenze relative all’ispezione del primo articolo e le aspettative documentali sulla qualità per le fasi successive
- Considerazioni sull’assemblaggio delle parti lavorate: Se il tuo componente interagisce con altre parti, fornisci i disegni dei componenti abbinati o il contesto di assemblaggio
Secondo gli esperti di preparazione del progetto, consultare i tecnologi del tuo fornitore già nella fase di progettazione può ridurre i costi del 20–30%, migliorando nel contempo la lavorabilità. Questo approccio collaborativo consente di individuare potenziali problemi prima che si trasformino in costose problematiche produttive.
Fare il prossimo passo
Dotati dei nove fattori critici illustrati in questa guida, sarete in grado di prendere decisioni informate sull’approvvigionamento, bilanciando qualità, costo e affidabilità. Che abbiate bisogno di un singolo componente per macchine CNC per la prototipazione o di migliaia di componenti per la produzione, i principi rimangono gli stessi: specificare in modo chiaro, valutare in modo sistematico e costruire relazioni con partner qualificati.
Per applicazioni automobilistiche che richiedono assemblaggi di telaio di precisione, boccole metalliche personalizzate o altri componenti critici, i produttori certificati IATF 16949 e dotati di sistemi qualità basati sul controllo statistico dei processi (SPC) garantiscono la coerenza richiesta dalla vostra catena di approvvigionamento. Shaoyi Metal Technology rappresenta questa capacità completa — offrendo servizi di lavorazione CNC di precisione che si estendono dalla prototipazione rapida, con tempi di consegna rapidi fino a un solo giorno lavorativo, fino a volumi completi di produzione di massa.
Il vostro prossimo progetto di parti lavorate a CNC inizia con un singolo passo: preparare le specifiche e contattare produttori qualificati in grado di trasformare i vostri disegni in componenti di precisione. Le conoscenze acquisite qui garantiscono che tale conversazione abbia inizio da una posizione di sicurezza informata.
Domande frequenti sulla produzione di parti CNC
1. Che cos’è la lavorazione CNC e come funziona?
La lavorazione CNC è un processo produttivo sottrattivo in cui un software computerizzato preprogrammato controlla utensili da taglio per produrre parti di precisione partendo da materiali grezzi. Il processo inizia con un file CAD contenente le specifiche del componente, che viene tradotto in codice G comprensibile dalle macchine CNC. La macchina esegue quindi ogni tracciato di taglio con precisione meccanica, raggiungendo tolleranze fino a ±0,0002 pollici per la lavorazione standard e ±0,0001 pollici per le operazioni EDM. Questa tecnologia consente un’accuratezza ripetibile, sia che si producano 10 sia che si producano 10.000 unità identiche.
2. Quali certificazioni devo ricercare in un produttore di parti CNC?
Le certificazioni di cui avete bisogno dipendono dal vostro settore industriale. ISO 9001 costituisce la certificazione fondamentale per la gestione della qualità nel settore manifatturiero in generale. IATF 16949 è essenziale per le applicazioni automobilistiche, con particolare attenzione alla prevenzione dei difetti e alla tracciabilità. AS9100 è obbligatoria per i componenti aerospaziali e copre la gestione delle configurazioni e l’ispezione del primo articolo. ISO 13485 disciplina la produzione di dispositivi medici, imponendo rigorosi requisiti in materia di gestione del rischio. L’accreditamento NADCAP convalida processi speciali, come il trattamento termico, per le applicazioni aerospaziali. Verificate sempre direttamente presso gli enti emittenti la validità corrente dei certificati prima di collaborare con un produttore.
3. Quanto costa la lavorazione CNC?
I costi della lavorazione CNC dipendono da diversi fattori, ordinati in base al loro impatto: complessità del design (design semplici costano 20 USD/ora rispetto a 35–70 USD/ora per componenti complessi), scelta del materiale (alluminio a 5–10 USD/libbra rispetto all'acciaio inossidabile a 8–16 USD/libbra), requisiti di tolleranza (tolleranze più strette possono aumentare il tempo di lavorazione del 50%), volume di produzione (i costi di attrezzaggio vengono ripartiti su tutte le unità), tipo di macchina (macchine a 3 assi a 10–20 USD/ora rispetto a macchine a 5 assi a 20–40 USD/ora) e requisiti di finitura. I costi per unità possono ridursi al 10–20% del prezzo applicato a un singolo pezzo quando si ordinano 1.000 o più componenti, grazie agli effetti dell'economia di scala.
4. Quali materiali possono essere lavorati mediante CNC?
Le macchine CNC lavorano una vasta gamma di metalli e plastiche. L'alluminio 6061 offre le migliori prestazioni complessive per componenti ad uso generale, con eccellente lavorabilità. L'acciaio e l'acciaio inossidabile garantiscono una superiore durata e resistenza alla corrosione per applicazioni esigenti. Il rame-zinco (ottone) assicura un'eccellente lavorabilità per connettori elettrici e ferramenta decorativa. Il titanio offre il più alto rapporto resistenza-peso per applicazioni aerospaziali e impianti medici. Le materie plastiche tecniche come Delrin, Nylon, PEEK e PTFE offrono vantaggi quali peso ridotto, resistenza chimica e isolamento elettrico per applicazioni specifiche.
5. Come scelgo tra fresatura CNC, tornitura CNC ed elettroerosione (EDM)?
Scegli in base alla geometria e al materiale del tuo componente. La fresatura CNC utilizza frese rotanti su pezzi in lavorazione fissi ed è ideale per superfici piane, tasche, scanalature e contorni tridimensionali su componenti prismatici. Il tornio CNC ruota il pezzo in lavorazione contro un utensile fisso ed è particolarmente adatto per componenti cilindrici come alberi, boccole e elementi filettati. La lavorazione a scarica elettrica (EDM) utilizza scintille elettriche per erodere il materiale senza contatto fisico ed è essenziale per acciai da utensili temprati, angoli interni acuti e componenti delicati che non possono sopportare le forze di taglio. Molti progetti richiedono più processi, rendendo vantaggiosi, ai fini del controllo qualità, produttori che offrano tutte queste capacità sotto lo stesso tetto.