 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Servizi di lavorazione CNC online: dal file CAD alla consegna a domicilio
Time : 2026-03-24
Cosa offrono effettivamente i servizi di lavorazione CNC online
Immaginate di caricare un file di progettazione dal vostro laptop e di ricevere a casa vostra, entro pochi giorni, componenti lavorati con precisione. Niente visite in fabbrica. Niente lunghe trattative. Niente attesa di settimane per ottenere un preventivo. È esattamente questo che i servizi di lavorazione CNC online offrono a ingegneri, sviluppatori di prodotti e produttori in tutto il mondo.
Nella sua essenza, la lavorazione CNC online vi mette in collegamento con capacità produttive avanzate tramite piattaforme digitali . Invece dell’approccio tradizionale che prevede visite presso officine meccaniche, scambio di disegni su carta e attesa di preventivi manuali, basta caricare i vostri file CAD, selezionare i materiali e ottenere immediatamente un preventivo. La piattaforma coordina quindi la produzione con operatori certificati di macchine CNC, spesso distribuiti in una rete globale, per realizzare i vostri componenti CNC con tolleranze di precisione fino a ±0,01 mm.
Dal file CAD al componente finito in pochi giorni
Il vantaggio in termini di velocità è notevole. Secondo una ricerca del settore, le aziende che utilizzano servizi CNC online hanno ridotto i cicli di sviluppo fino al 50% rispetto ai flussi di lavoro tradizionali della produzione. Che tu abbia bisogno di un singolo prototipo per i test o di un lotto di 500 componenti per la produzione, il processo rimane snello e prevedibile.
Pensa a cosa significa questo per la tempistica del tuo progetto. Una startup che sviluppa componenti motore personalizzati può caricare i disegni, ricevere i pezzi lavorati per i test e apportare miglioramenti iterativi entro la stessa settimana. I team di R&S possono convalidare i concetti più rapidamente. I responsabili della produzione possono reperire ricambi senza lunghi cicli di approvvigionamento.
Come le piattaforme digitali hanno cambiato l’accesso alla produzione
Prima dell’emergere delle piattaforme digitali, accedere a un’accurata lavorazione CNC richiedeva relazioni consolidate con fornitori, quantitativi minimi d’ordine significativi e ingenti investimenti iniziali. Le piccole imprese e gli ingegneri indipendenti spesso incontravano ostacoli che le grandi aziende riuscivano semplicemente a superare grazie a partner produttivi dedicati.
Oggi, il campo di gioco si è notevolmente livellato. Una piattaforma online per macchine CNC offre a una startup composta da due persone lo stesso accesso alla produzione di cui dispone un’azienda inclusa nella classifica Fortune 500. È possibile ordinare supporti personalizzati, raccordi di precisione o componenti aerospaziali complessi tramite la stessa interfaccia intuitiva.
L’ambito di applicazione di questi servizi si è ampliato in modo significativo:
- Prototipazione rapida: Produzione unitaria per la validazione del progetto e i test funzionali
- Produzione a basso volume: Lotti ridotti da 10 a 500 pezzi senza investimenti in attrezzature
- Esecuzione della produzione: Produzione scalabile per soddisfare esigenze produttive continue
- Componenti di ricambio: Approvvigionamento su richiesta per applicazioni di manutenzione e riparazione
La rivoluzione della lavorazione CNC online spiegata
Allora, cosa rende esattamente funzionante un servizio online di lavorazione CNC? Le piattaforme integrano diversi componenti fondamentali che trasformano la complessa produzione industriale in un processo accessibile e trasparente:
- Sistemi digitali di preventivazione: Algoritmi analizzano la geometria del vostro disegno, la scelta del materiale e le tolleranze per generare in pochi secondi un preventivo preciso
- Funzionalità di caricamento file: Il supporto per formati CAD standard come STEP, IGES e STL garantisce la compatibilità con il vostro software di progettazione
- Interfacce per la selezione dei materiali: Scegliete tra metalli come alluminio, acciaio, titanio e ottone, oppure tra plastiche tecniche come il delrin e il policarbonato
- Dashboard per il monitoraggio degli ordini: Visibilità in tempo reale sullo stato di produzione, sui controlli qualità e sugli aggiornamenti relativi alla spedizione
- Documentazione sulla qualità: Relazioni di ispezione e certificazioni conformi ai requisiti normativi per applicazioni aerospaziali, mediche e automobilistiche
Per i nuovi utenti, il processo elimina il fattore di intimidazione legato alla produzione di precisione. Non è necessario disporre di decenni di relazioni con fornitori o di esperienza manifatturiera per ottenere un preventivo CNC online. La piattaforma ti guida in ogni punto decisionale.
Per gli ingegneri esperti alla ricerca di nuovi fornitori, questi servizi offrono qualcosa di altrettanto prezioso: trasparenza e velocità. Puoi confrontare istantaneamente i preventivi di lavorazione online, valutare i tempi di consegna rispetto alle scadenze del progetto e ampliare la produzione senza dover rinegoziare i contratti. Il servizio CNC che scegli diventa un partner manifatturiero flessibile, anziché un rapporto rigido con un fornitore.
Che tu stia realizzando il prototipo del tuo primo prodotto o stia acquistando componenti per la produzione di una linea di prodotti già consolidata, comprendere il funzionamento di queste piattaforme ti offre un vantaggio significativo nella gestione dei costi, dei tempi e delle aspettative qualitative.

Fresatura CNC, tornitura CNC e processi multiasse spiegati
Quando esplorate online i servizi di lavorazione CNC, incontrerete rapidamente tre processi produttivi principali: fresatura, tornitura e operazioni multiasse. Ma quale di questi è adatto al vostro progetto? Comprendere il funzionamento meccanico di ciascun processo vi aiuta a prendere decisioni consapevoli, anziché limitarvi a fare ipotesi basate sulle descrizioni dei fornitori.
Ecco la differenza fondamentale: nella fresatura CNC il pezzo da lavorare rimane fermo, mentre un utensile rotante asporta materiale per creare la forma desiderata. Nella tornitura CNC, invece, l’approccio viene completamente invertito: il pezzo da lavorare ruota contro un utensile fisso. La lavorazione multiasse combina queste capacità con ulteriori gradi di libertà, consentendo di realizzare geometrie complesse che altrimenti richiederebbero più montaggi.
Fresatura CNC per geometrie 3D complesse
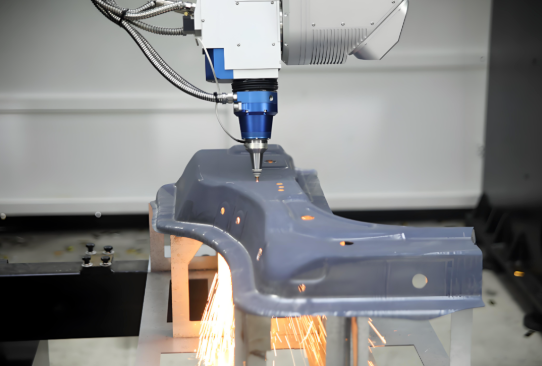
Immaginate di aver bisogno di una staffa personalizzata con tasche , scanalature e superfici inclinate. La fresatura CNC gestisce questo compito senza sforzo. La macchina da taglio CNC si muove lungo più assi, consentendo alla fresa rotante di avvicinarsi al pezzo in lavorazione da diverse angolazioni e di realizzare caratteristiche intricate.
Cosa rende particolarmente versatile la fresatura? Le sue capacità multiasse permettono di ottenere parti fresate CNC con contorni complessi, forme irregolari e dettagliate caratteristiche superficiali. Secondo l’esperienza del settore, la fresatura eccelle nella lavorazione di materiali difficili da tornire, come acciai temprati e leghe esotiche.
Considera queste applicazioni comuni per le parti fresate CNC:
- Componenti complessi del motore con molteplici superfici lavorate
- Ruote dentate personalizzate e collegamenti meccanici
- Parti strutturali aerospaziali con tasche per la riduzione del peso
- Involucri e custodie con caratteristiche di fissaggio precise
- Prototipi di prodotti di consumo che richiedono dettagli intricati
Il compromesso? La fresatura richiede generalmente più tempo di allestimento per parti complesse e la realizzazione di caratteristiche cilindriche potrebbe richiedere ulteriori considerazioni relative agli utensili rispetto al tornio.
Quando ha senso utilizzare la tornitura CNC
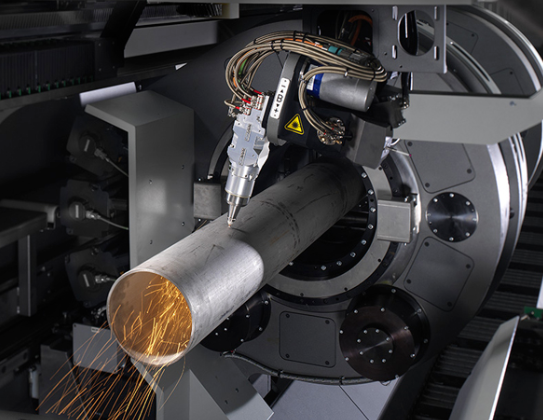
Immaginate ora uno scenario diverso. Avete bisogno di alberi di precisione, boccole o raccordi filettati. Questi componenti cilindrici sono il campo d’eccellenza del tornio a controllo numerico (CNC).
Nel servizio di tornitura CNC, il pezzo da lavorare ruota ad alta velocità mentre un utensile da taglio fisso lo modella lungo il suo asse di rotazione. Questo approccio garantisce un’eccezionale efficienza nella produzione di parti rotonde o simmetriche. Il processo di taglio CNC rimuove il materiale in modo continuo mentre il pezzo ruota, ottenendo superfici cilindriche lisce con un’eccellente concentricità.
I servizi di tornitura CNC eccellono nella produzione di:
- Alberi e mandrini con tolleranze di diametro precise
- Boccole e anelli per assiemi meccanici
- Flange e componenti di giunzione
- Viti, bulloni e raccordi filettati
- Cilindri gradinati con più sezioni di diametro
Qual è il limite? La tornitura incontra difficoltà con parti che presentano forme irregolari o geometrie complesse estese oltre l’asse di rotazione. Se il vostro componente presenta tasche, caratteristiche inclinate o elementi asimmetrici, la fresatura è generalmente la soluzione migliore.
Comprensione delle capacità della lavorazione a 5 assi
Cosa accade quando il vostro progetto richiede sia complessità che precisione, elementi che le operazioni standard a 3 assi non riescono a garantire? È in questo contesto che i servizi di fresatura CNC a 5 assi diventano essenziali.
La fresatura tradizionale si muove lungo tre assi lineari: X, Y e Z. Le macchine a 5 assi aggiungono due assi rotazionali, consentendo all’utensile da taglio o al pezzo in lavorazione di inclinarsi e ruotare durante la lavorazione. Questa capacità elimina la necessità di più montaggi, riduce gli errori di manipolazione e permette di realizzare caratteristiche che altrimenti sarebbero impossibili da ottenere mediante lavorazione.
Il risultato? Potete produrre componenti aerospaziali con curve composte, impianti medici con geometrie organiche o pale di turbina con profili aerodinamici complessi in un’unica operazione. Le moderne macchine multitasking combinano addirittura le capacità di fresatura e tornitura, offrendo un coordinamento perfetto tra la rotazione dell’utensile e quella del pezzo in lavorazione.
Confronto dei processi a colpo d'occhio
La scelta del processo corretto dipende dalla geometria del componente, dal volume di produzione, dalle proprietà del materiale e dai requisiti di precisione. Questo confronto vi aiuta a valutare quale approccio soddisfa al meglio le esigenze specifiche del vostro progetto:
| Tipo di processo | Migliori Applicazioni | Tolleranze tipiche | Livello di complessità |
|---|---|---|---|
| Fresatura CNC (3 assi) | Superfici piane, tasche, scanalature, contorni 3D semplici | ±0,001" a ±0,005" (±0,025 a ±0,127 mm) | Bassa o media |
| Fresatura CNC | Parti cilindriche, alberi, boccole, componenti filettati | ±0,001" a ±0,005" (±0,025 a ±0,127 mm) | Bassa o media |
| fresatura a 5 assi | Componenti complessi per l’aerospaziale, pale di turbine, impianti medici | ±0,0005" a ±0,002" (±0,013 a ±0,051 mm) | Alto |
| Centri multifunzione tornitura-fresatura | Componenti che richiedono sia caratteristiche cilindriche sia prismatiche | ±0,001" a ±0,003" (±0,025 a ±0,076 mm) | Medio ad alto |
Quando si carica il proprio progetto su una piattaforma online, il sistema di quotazione analizza generalmente la geometria e raccomanda il processo più appropriato. Tuttavia, comprendere queste differenze consente di ottimizzare il progetto per la producibilità e di prevedere in che modo la scelta del processo influisce sia sui costi sia sui tempi di consegna.
Con una chiara comprensione dei processi di lavorazione disponibili, la successiva decisione critica riguarda la selezione del materiale più adatto alle esigenze della vostra applicazione.
Come scegliere i materiali giusti per la lavorazione CNC
Hai già scelto il processo di lavorazione. Ora arriva una decisione altrettanto critica: da quale materiale deve essere realizzato il tuo componente? Scegliere il materiale giusto non significa semplicemente spuntare una casella su un modulo d’ordine. Esso influisce direttamente sulle prestazioni del componente sotto carico, sulla sua resistenza alla corrosione, sulla capacità di sopportare escursioni termiche estreme e, in ultima analisi, determina il successo del progetto.
La difficoltà? La maggior parte delle piattaforme online ti presenta un lungo elenco di opzioni di materiale senza spiegare quando sceglierne uno rispetto a un altro. Vedi alluminio, acciaio, ottone, delrin, nylon e decine di altri materiali. Ma quale di questi soddisfa esattamente i requisiti specifici della tua applicazione?
Costruiamo un Quadro Pratico per la Selezione dei Materiali in base a ciò che il tuo componente deve effettivamente realizzare.
Abbinamento dei materiali ai requisiti meccanici
Prima di scorrere i cataloghi dei materiali, iniziate con una semplice domanda: in quali condizioni il vostro componente dovrà operare nell’uso reale? Secondo gli esperti di produzione di Protolabs, stabilire una gerarchia delle vostre esigenze — dai requisiti indispensabili a quelli desiderabili ma non essenziali — consente di ridurre rapidamente le opzioni a un numero gestibile.
Tenete presenti questi fattori nella valutazione dei materiali:
- Sollecitazione meccanica: Il vostro componente dovrà sopportare carichi elevati, subire forze d’urto o essere soggetto a cicli ripetuti di sollecitazione?
- Esposizione ambientale: Costituiscono un problema l’umidità, la presenza di acqua o il contatto con sostanze chimiche?
- Intervallo di temperatura: Il componente dovrà operare in prossimità di fonti di calore o in condizioni di gelo?
- Vincoli di peso: La vostra applicazione richiede componenti leggeri?
- Requisiti superficiali: Avete bisogno di finiture lisce, di protezione contro la corrosione o di specifiche qualità estetiche?
- Sensibilità ai costi: Qual è il vostro budget per i materiali grezzi rispetto ai compromessi tra costo e prestazioni?
Una volta chiarite queste priorità, la selezione del materiale diventa un processo logico, anziché una mera ipotesi.
Selezione di metalli oltre le basi
I metalli rimangono la spina dorsale della lavorazione CNC di precisione. Ma affermare di aver bisogno di «parti in metallo» è come dire di aver bisogno di «trasporto». La scelta specifica ha un’importanza enorme.
Leghe di Alluminio l’alluminio domina gli ordini CNC online per buone ragioni. Viene lavorato rapidamente, resiste naturalmente alla corrosione e offre eccellenti rapporti resistenza-peso. L’alluminio 6061 garantisce prestazioni generali soddisfacenti per applicazioni comuni, mentre il 7075 offre una resistenza superiore per componenti aerospaziali e strutturali. Entrambi possono essere anodizzati per migliorarne la durabilità o trattati con cromatazione per ottimizzarne l’aspetto estetico.
Opzioni in acciaio spaziano da qualità a basso tenore di carbonio per la fabbricazione generale fino a leghe inossidabili per la resistenza alla corrosione. Se il vostro componente opera in ambienti umidi o chimicamente aggressivi, l’acciaio inossidabile ne previene la ruggine e il degrado. Il compromesso? L’acciaio viene lavorato più lentamente rispetto all’alluminio e ha un peso significativamente maggiore.
Bronzo e ottone eccellono in applicazioni che richiedono basso attrito ed eccellente lavorabilità. La lavorazione del bronzo produce componenti ideali per boccole, cuscinetti e ferramenta decorativa. I componenti in bronzo ottenuti mediante fresatura CNC offrono un’eccezionale resistenza all’usura nelle applicazioni con scorrimento. Queste leghe di rame presentano inoltre proprietà antimicrobiche naturali, particolarmente adatte per apparecchiature mediche e per il trattamento degli alimenti.
Titanio offre il rapporto resistenza-peso ottimale, unito a un’eccellente resistenza alla corrosione. Le applicazioni aerospaziali e mediche richiedono spesso il titanio, nonostante il suo costo più elevato e le velocità di lavorazione più lente. Se la riduzione del peso e la biocompatibilità sono fattori critici, il titanio giustifica il sovrapprezzo.
Plastiche tecniche per applicazioni di precisione
Quando i metalli sono eccessivi, le materie plastiche tecniche garantiscono prestazioni precise a minor peso e costo. Tuttavia, le plastiche si comportano diversamente dai metalli sia durante la lavorazione che in esercizio.
Cos'è il Delrin? Conosciuto anche come acetale o poliossimetilene (POM), il materiale Delrin si distingue per un’eccezionale stabilità dimensionale e lavorabilità. Secondo specialisti della lavorazione di precisione, la plastica Delrin mantiene con facilità tolleranze strette, poiché il suo basso assorbimento di umidità garantisce che il pezzo lavorato corrisponda esattamente a quello progettato. Produce trucioli puliti, lavora a basse temperature e genera superfici lisce direttamente con l’utensile, richiedendo minima lavorazione successiva.
Il Delrin eccelle nella realizzazione di ingranaggi di precisione, boccole, componenti valvolari e in qualsiasi applicazione che richieda elevata accuratezza dimensionale in ambienti potenzialmente umidi.
Nylon per lavorazione meccanica offre una resistenza all’urto e una tenacità superiori rispetto al Delrin. Gestisce meglio il calore: le versioni rinforzate con fibra di vetro sopportano temperature continue di circa 120–130 °C, contro il limite del Delrin di 100–110 °C. Tuttavia, il nylon assorbe umidità dall’aria, modificando progressivamente le proprie dimensioni nel tempo. Questo comportamento igroscopico rende il nylon più adatto ad applicazioni in cui la resistenza all’urto è più importante del rispetto di tolleranze molto strette.
Polycarbonate PC offre un'eccezionale chiarezza ottica unita ad alta resistenza agli urti. Se il tuo componente richiede trasparenza o deve resistere a impatti improvvisi, il policarbonato supera la maggior parte delle alternative. Si lavora bene, ma richiede un controllo accurato della temperatura per evitare fusione o crettature.
Plexiglass offre eccellenti proprietà ottiche e resistenza alle intemperie a un costo inferiore rispetto al policarbonato. Si lavora in modo pulito e si lucida fino a raggiungere una chiarezza cristallina. Tuttavia, l’acrilico è più fragile e meno resistente agli urti rispetto al policarbonato, rendendo la scelta del materiale dipendente dai requisiti specifici di sollecitazione.
PEEK (polieter-eter-chetone) rappresenta la fascia ad alte prestazioni delle materie plastiche tecniche. Resiste a temperature estreme, a sostanze chimiche aggressive e a carichi meccanici gravosi. Applicazioni aerospaziali e mediche specificano spesso il PEEK, nonostante il suo prezzo premium.
Matrice per la decisione sul materiale
Utilizza questo confronto per valutare i materiali in base ai requisiti del tuo progetto. Ricorda che la lavorabilità influisce sia sui costi che sui tempi di consegna, mentre il costo relativo incide sulle tue decisioni di budget:
| Materiale | Proprietà chiave | Applicazioni comuni | Indice di lavorabilità | Livello di costo relativo |
|---|---|---|---|---|
| Alluminio 6061 | Leggero, resistente alla corrosione, buona resistenza meccanica | Componenti meccanici generici, staffe, involucri | Eccellente | Bassi |
| Alluminio 7075 | Alta resistenza, leggero, di grado aerospaziale | Componenti strutturali, parti aerospaziali | Molto bene | Medio |
| Acciaio inossidabile 304 | Resistente alla corrosione, resistente, igienico | Attrezzature per l’industria alimentare, dispositivi medici, parti marine | Moderato | Medio |
| Ottone | Basso attrito, eccellente lavorabilità, decorativo | Raccordi, connettori, ferramenta decorativa | Eccellente | Medio |
| Bronzo | Resistente all’usura, a basso attrito, autolubrificante | Bocchette, cuscinetti, componenti scorrevoli | Eccellente | Medio-Alto |
| Titanio Grado 5 | Rapporto resistenza/peso più elevato, biocompatibile | Aerospaziale, impianti medici, componenti per competizioni automobilistiche | Difficili | Alto |
| Delrin (Acele) | Stabilità dimensionale, bassa assorbimento di umidità | Ingranaggi di precisione, componenti per valvole, bocchette | Eccellente | Basso-Medio |
| Nylon 6/6 | Elevata resistenza agli urti, resistente al calore, tenace | Parti strutturali, componenti soggetti a usura, alloggiamenti | Buono | Bassi |
| Polycarbonate | Trasparenza ottica, elevata resistenza agli urti | Coperture trasparenti, schermi di sicurezza, lenti | Buono | Medio |
| Plexiglass | Trasparenza ottica, resistente alle intemperie, lucidabile | Vetrine, segnaletica, parti decorative | Molto bene | Bassi |
| PEEK | Resistenza Estrema a Temperature e Prodotti Chimici | Aerospaziale, medicale, lavorazione chimica | Moderato | Molto elevato |
Considerazioni sui materiali per la prototipazione
Se state realizzando prototipi di componenti che in seguito verranno prodotti mediante stampaggio ad iniezione, valutate la possibilità di utilizzare per i prototipi lavorati meccanicamente gli stessi materiali previsti per la produzione. Come osservano gli esperti di produzione, l’impiego della stessa resina sia per i prototipi lavorati meccanicamente sia per i componenti prodotti mediante stampaggio ad iniezione consente di ottenere prototipi il cui comportamento è simile a quello dei componenti finali.
Resine per stampaggio ampiamente utilizzate, come ABS, acetale, PEEK e nylon, sono disponibili in forma di blocchi per la lavorazione meccanica. Questa corrispondenza garantisce che i test sui prototipi prevedano con precisione il comportamento dei componenti in produzione.
La scelta del materiale influenza direttamente non solo le prestazioni del componente, ma anche i costi e i tempi di produzione. Una volta chiarita la scelta del materiale, comprendere l’intero flusso operativo dell’ordine consente di passare in modo efficiente dal file di progettazione ai componenti finiti.

L’intero processo online di ordinazione CNC
Hai selezionato il tuo processo di lavorazione e scelto il materiale giusto. E ora? Per chi utilizza per la prima volta servizi online di lavorazione CNC, il flusso d'ordine può sembrare misterioso. Che cosa accade dopo aver cliccato su 'carica'? Quanto tempo passerà prima di visualizzare un preventivo? Quando verranno effettivamente spediti i tuoi componenti?
La buona notizia è che le piattaforme moderne hanno semplificato questo processo in fasi prevedibili e trasparenti. Secondo la guida al flusso produttivo di Xometry, il percorso dal file di progettazione ai componenti finiti lavorati mediante CNC segue una sequenza logica che elimina ogni incertezza nella produzione su misura.
Esaminiamo insieme ogni fase, in modo che tu sappia esattamente cosa aspettarti.
Preparazione dei file CAD per il caricamento
La tua esperienza d'ordine inizia molto prima di visitare la piattaforma. Una corretta preparazione dei file evita ritardi e garantisce un preventivo accurato.
La maggior parte delle piattaforme online CNC accetta questi formati standard di file:
- STEP (.stp, .step): Il formato standard del settore per modelli solidi, che preserva la geometria e i dati delle caratteristiche tra diversi sistemi CAD
- IGES (.igs, .iges): Un formato più vecchio ma ampiamente compatibile, adatto per geometrie superficiali e solide
- STL (.stl): Utilizzato principalmente per la stampa 3D, ma accettato da alcune piattaforme per geometrie più semplici
- Formati CAD nativi: Alcuni servizi accettano direttamente formati proprietari come SolidWorks, Inventor o altri
Prima del caricamento, verificare attentamente il modello per identificare eventuali problemi comuni. Tutte le caratteristiche sono state definite correttamente? Sono state rimosse le geometrie di costruzione o gli schizzi interni che potrebbero confondere l’analisi automatica? Il modello è stato salvato come corpo solido e non come modello superficiale?
Dedicare cinque minuti alla verifica del file consente di risparmiare ore di scambi comunicativi successivi.
Comprensione del processo di preventivo istantaneo
È qui che le piattaforme online si distinguono realmente dai tradizionali laboratori meccanici. Invece di attendere giorni per un preventivo manuale, si riceve il prezzo in pochi secondi.
Come funziona la quotazione istantanea? Gli algoritmi della piattaforma analizzano automaticamente la geometria che hai caricato. Calcolano il volume del materiale, identificano le caratteristiche complesse, stimano il tempo di lavorazione e tengono conto delle tue esigenze in termini di tolleranze e finiture. Il risultato è un preventivo dettagliato che indica il prezzo per singolo pezzo, le opzioni di tempi di consegna e il costo totale del progetto.
Quando esamini il tuo preventivo, presta attenzione a:
- Prezzo unitario rispetto agli sconti quantità: Gli ordini più grandi riducono generalmente il costo per singolo pezzo
- Opzioni sui tempi di consegna: La produzione accelerata ha un costo maggiore, ma consente una consegna più rapida
- Selezione del materiale e della finitura: Verifica che questi elementi corrispondano alle tue esigenze
- Specifica delle tolleranze: Tolleranze più stringenti aumentano il tempo di lavorazione e il costo
Molte piattaforme ti consentono di modificare i parametri e visualizzare in tempo reale l’aggiornamento dei prezzi. Hai bisogno di un prototipo CNC più velocemente? Seleziona la spedizione accelerata. Vuoi ridurre i costi? Considera di allentare le tolleranze non critiche o di scegliere un materiale più facilmente lavorabile.
Dalla conferma dell'ordine alla consegna a domicilio
Una volta approvato il preventivo e effettuato il pagamento, il tuo ordine entra nella linea di produzione. Comprendere ogni fase ti consente di prevedere i tempi e comunicare efficacemente con i fornitori.
Il flusso di lavoro completo per i componenti meccanici su misura segue tipicamente questa sequenza:
- Analisi della Producibilità (DFM): Gli ingegneri esaminano il tuo progetto alla ricerca di potenziali problemi di produzione. Potrebbero segnalare caratteristiche difficili da lavorare, suggerire modifiche per ridurre i costi o richiedere chiarimenti su specifiche ambigue. Questa revisione viene generalmente completata entro 24-48 ore.
- Conferma dell’ordine e pianificazione: Dopo l'approvazione della revisione DFM, al tuo ordine viene assegnato un turno di produzione confermato. Riceverai una notifica sulla data prevista di completamento, basata sulla capacità attuale del laboratorio e sul tempo di consegna da te selezionato.
- Fornitura di Materiali: Il produttore acquista il materiale da te specificato. I materiali più comuni, come l’alluminio 6061, vengono spediti immediatamente dal magazzino. Per i materiali speciali o di dimensioni non standard potrebbe essere necessario un tempo di consegna aggiuntivo.
- Programmazione e predisposizione: I programmatori CNC creano percorsi utensile ottimizzati per la geometria del vostro componente. Gli operatori delle macchine preparano le attrezzature di fissaggio del pezzo e selezionano gli utensili da taglio appropriati. Questo lavoro svolto dietro le quinte garantisce che i vostri componenti lavorati a CNC rispettino le specifiche.
- Lavorazione in serie: I vostri componenti lavorati prendono forma mentre le macchine CNC eseguono le operazioni programmate. A seconda della complessità, un singolo componente potrebbe richiedere più montaggi o diversi tipi di macchina per completare tutte le caratteristiche.
- Controllo qualità: I componenti completati vengono verificati dimensionalmente in conformità alle vostre specifiche. L’ispezione può includere misurazioni effettuate con MMC (macchina di misura a coordinate), controlli della rugosità superficiale ed esame visivo. I componenti che non superano l’ispezione vengono scartati e rifatti.
- Operazioni di finitura: Se avete specificato finiture secondarie come anodizzazione, placcatura o verniciatura a polvere, i componenti passano al reparto di finitura dopo l’approvazione della lavorazione. Questi processi richiedono ulteriore tempo, ma garantiscono un aspetto migliorato o una maggiore protezione contro la corrosione.
- Imballaggio e spedizione: I componenti approvati vengono imballati in modo protettivo, adeguato al loro materiale e alla loro geometria. Riceverai le informazioni di tracciamento e la data stimata di consegna.
- Consegna e documentazione: Il tuo ordine di prototipazione o produzione CNC arriverà con tutta la documentazione richiesta, inclusi i rapporti di ispezione, le certificazioni dei materiali o i certificati di conformità.
Cosa possono aspettarsi gli utenti alle prime armi
Se sei nuovo nell’ordinare componenti meccanici online, alcuni consigli pratici possono rendere l’esperienza più agevole:
- Inizia con un componente semplice: Il tuo primo ordine non dovrebbe essere il progetto più complesso. Un componente semplice ti aiuta ad apprendere il flusso di lavoro della piattaforma senza ulteriori stress.
- Comunica in modo proattivo: Se gli ingegneri pongono domande chiarificatrici durante la revisione DFM, rispondi tempestivamente. I ritardi nella comunicazione prolungano i tempi di consegna.
- Esamina le opzioni di ispezione: Comprendere quali documenti di qualità sono necessari prima di effettuare l'ordine. Aggiungere requisiti di ispezione dopo la produzione causa ritardi.
- Traccia il tuo ordine: La maggior parte delle piattaforme fornisce aggiornamenti in tempo reale sullo stato dell’ordine. Controllare regolarmente lo stato consente di anticipare la consegna e pianificare le attività successive.
L’intero processo, dal caricamento del file alla consegna, richiede generalmente da 3 a 15 giorni lavorativi, a seconda della complessità del componente, della disponibilità dei materiali e del tempo di consegna scelto. I servizi express possono ridurre tale termine fino a un solo giorno per componenti in alluminio semplici.
Con una chiara comprensione del flusso di lavoro per l’ordine, la considerazione successiva riguarda la definizione di tolleranze appropriate, che bilancino i requisiti di precisione con i costi di produzione.
Comprensione delle tolleranze e dei livelli di precisione CNC
Hai caricato il tuo progetto, selezionato i materiali e revisionato il preventivo. Tuttavia, una specifica può influenzare in modo significativo sia i costi che la funzionalità: le tolleranze. Se le specifichi troppo larghe, i tuoi componenti potrebbero non combaciare correttamente; se le specifichi troppo strette, potresti raddoppiare o triplicare inutilmente i costi di produzione.
Quale livello di tolleranza è effettivamente necessario? La risposta dipende interamente da ciò che il componente deve realizzare nell’uso reale.
Tolleranze standard vs tolleranze strette
Secondo gli standard di settore, le tolleranze standard per la lavorazione CNC si attestano intorno a ±0,005" (±0,127 mm). Per confronto, tale valore corrisponde a circa 2,5 volte lo spessore di un capello umano. La maggior parte delle applicazioni funziona perfettamente entro questo intervallo.
Ecco una domanda pratica da porsi: cosa accade se questa dimensione varia di ±0,1 mm? Se la tua risposta è «niente di critico», le tolleranze standard faranno al caso tuo. Riserva specifiche più stringenti solo alle caratteristiche che ne richiedono effettivamente l’applicazione.
I servizi di lavorazione CNC di precisione possono raggiungere tolleranze significativamente più strette, quando necessario:
- Tolleranze standard (±0,005" / ±0,127 mm): Adatto per parti meccaniche generali, staffe e involucri
- Tolleranze di precisione (±0,002" / ±0,05 mm): Richieste per superfici di accoppiamento e interfacce di assemblaggio
- Tolleranze strette (±0,001" / ±0,025 mm): Essenziali per sedi dei cuscinetti, superfici di tenuta e meccanismi di scorrimento
- Tolleranze ultra-strette (±0,0001" / ±0,0025 mm): Riservate per componenti ottici e applicazioni critiche nel settore aerospaziale
Qual è la tolleranza specifica per le filettature? Le specifiche filettate seguono classi standardizzate (classe 2B per la maggior parte delle applicazioni, classe 3B per accoppiamenti di precisione), anziché tolleranze lineari. La tua piattaforma dovrebbe applicare automaticamente le tolleranze filettate appropriate in base alla classe filettata da te specificata.
Quando la precisione è davvero fondamentale
Le tolleranze strette diventano essenziali in determinate situazioni. Secondo l’analisi dei costi di produzione, è opportuno specificare tolleranze di precisione esclusivamente per:
- Parti che devono accoppiarsi con precisione (alberi che si inseriscono in supporti, interfacce di connettori)
- Superfici di tenuta in cui non possono verificarsi perdite (scanalature per guarnizioni, canali per anelli O)
- Componenti mobili che richiedono un funzionamento fluido (sedili per cuscinetti, meccanismi di scorrimento)
- Interfacce portanti critiche negli insiemi strutturali
Le implicazioni sui costi sono significative. I componenti lavorati con tolleranze di ±0,001" costano tipicamente da 3 a 4 volte di più rispetto a quelli realizzati con tolleranze standard. Specifiche estremamente stringenti, pari a ±0,0001", possono far aumentare i costi da 10 a 24 volte. Questi moltiplicatori derivano da velocità di taglio ridotte, esigenze di attrezzature specializzate, ambienti climatizzati e procedure di ispezione intensive mediante macchine di misura a coordinate (CMM).
I tempi di consegna si allungano in proporzione. I componenti standard vengono spediti in 5-7 giorni, mentre quelli con tolleranze strette possono richiedere 10-14 giorni per una lavorazione accurata e la relativa verifica.
Classi di tolleranza e loro applicazioni
Comprendere le classi di tolleranza consente di specificare il livello di precisione appropriato senza sovraingegnerizzare. Questo confronto illustra le prestazioni offerte da ciascun livello e indica quando applicarlo:
| Livello di tolleranza | Intervallo Tipico | Applicazioni | Impatto sui Costi |
|---|---|---|---|
| Standard | ±0,005" (±0,127 mm) | Parti meccaniche generiche, staffe, caratteristiche non critiche | Linea di Base |
| Precisione | ±0,002" (±0,05 mm) | Superfici di accoppiamento, interfacce di assemblaggio, adattamenti funzionali | aumento di 1,5–2 volte |
| Stretto | ±0,001" (±0,025 mm) | Sedi dei cuscinetti, superfici di tenuta, componenti scorrevoli | aumento di 3-4 volte |
| Ultra-stretta | ±0,0001" (±0,0025 mm) | Componenti ottici, interfacce critiche per l’aerospaziale, strumentazione metrologica | aumento da 10 a 24 volte |
Anche le proprietà dei materiali influenzano le tolleranze raggiungibili. Secondo la ricerca sulla lavorazione di precisione , le leghe di alluminio vengono lavorate in modo prevedibile con capacità di ottenere tolleranze strette, mentre il titanio richiede utensili da taglio specializzati e velocità di taglio ridotte. Le variazioni di temperatura influenzano tutti i materiali, con i coefficienti di espansione termica a determinare di quanto le parti cambiano dimensione durante e dopo la lavorazione.
I servizi di lavorazione CNC di precisione tengono conto di queste variabili mediante controlli ambientali, mandrini specializzati e sistemi avanzati di fissaggio del pezzo. Tuttavia, queste capacità comportano costi premium.
Iniziare con tolleranze standard durante la fase di prototipazione. Ristringere le tolleranze solo sulle dimensioni che i test dimostrano essere critiche per il funzionamento o l’assemblaggio. Questo approccio riduce i costi del 40-60% mantenendo inalterate le prestazioni del prodotto.
La strategia pratica? Applicare tolleranze strette al 10-20% delle dimensioni del componente, laddove la funzionalità richieda precisione. Utilizzare tolleranze standard in tutti gli altri casi. Questo approccio mirato garantisce servizi di lavorazione meccanica di precisione dove contano davvero, mantenendo il budget del progetto sotto controllo.
Anche con tolleranze appropriate specificate, alcune scelte progettuali possono aumentare inaspettatamente i costi di lavorazione. Comprendere queste trappole comuni consente di evitare sorprese costose.

Errori di progettazione che aumentano i costi di lavorazione CNC
Avete specificato tolleranze appropriate e selezionato il materiale giusto. Il preventivo ricevuto appare ragionevole. Poi, però, ricevete un feedback DFM (Design for Manufacturability) che evidenzia diversi problemi progettuali, con conseguente prolungamento dei tempi di consegna di diversi giorni e un aumento dei costi del progetto di centinaia di dollari.
Vi suona familiare? Queste frustranti sorprese derivano da errori comuni commessi nel CAD, che gli ingegneri esperti imparano a evitare. Secondo gli esperti di produzione di Geomiq , il design influisce direttamente sui tempi di lavorazione, sui costi e sugli sforzi richiesti. Comprendere perché determinate caratteristiche causano problemi consente di progettare componenti che possano essere lavorati in modo efficiente fin dall’inizio.
Errori di progettazione che aumentano i costi
Quando si carica un modello su servizi online di lavorazione CNC, sistemi automatizzati ne analizzano la geometria per verificarne la lavorabilità. Alcune caratteristiche attivano sistematicamente aumenti di costo o avvisi di produzione. Ecco gli errori che incidono maggiormente sul vostro budget:
- Spessore insufficiente delle pareti: Le pareti sottili vibrano durante la lavorazione, riducendo la precisione e aumentando il rischio di rottura. L’utensile da taglio o il pezzo in lavorazione possono deformarsi o flettersi, compromettendo i tolleranze raggiungibili. Raccomandazione: mantenere uno spessore minimo di 0,8 mm per i metalli e di 1,5 mm per le materie plastiche. Per pareti alte e non supportate, mantenere un rapporto larghezza/altezza di almeno 3:1 per garantire stabilità durante la fabbricazione CNC.
- Spigoli interni vivi: Gli utensili da taglio cilindrici non possono fisicamente realizzare angoli interni netti di 90 gradi. Il raggio dell’utensile lascia sempre una smussatura (raccordo) sui bordi interni. Progettare angoli interni netti costringe i produttori a utilizzare utensili progressivamente più piccoli, aumentando drasticamente i tempi di lavorazione. Soluzione: aggiungere raggi interni di almeno il 30% superiori al raggio dell’utensile da taglio. Se il diametro dell’utensile è di 10 mm, progettare gli angoli interni con un raggio minimo di 6,5 mm.
- Tolleranze eccessivamente stringenti su caratteristiche non critiche: Specificare una tolleranza di ±0,001" sull’intero pezzo, quando solo le superfici di accoppiamento richiedono precisione, moltiplica i tempi di lavorazione e i costi di ispezione. Le normali operazioni di fresatura CNC raggiungono per impostazione predefinita una tolleranza di ±0,13 mm (±0,005"). Riservare tolleranze stringenti alle dimensioni che influenzano effettivamente la funzionalità.
- Dimensioni fori non standard: Le punte da trapano standard creano fori in modo rapido e preciso. Per diametri non standard è necessario utilizzare frese per lavorare progressivamente la dimensione, aumentando significativamente il tempo di ciclo. Quando si specifica un foro passante per una vite da 4 mm o un analogo elemento di fissaggio, utilizzare le dimensioni standard dei fori di svincolo corrispondenti agli utensili facilmente reperibili.
- Profondità filettatura eccessiva: La resistenza del filetto si concentra nei primi pochi giri di innesto. Un filettatura più profonda spreca tempo di lavorazione senza aggiungere un significativo aumento della forza di ritenzione. Limitare la profondità del filetto a un massimo di tre volte il diametro del foro. Per fori ciechi, lasciare una porzione non filettata pari alla metà del diametro del foro nella parte inferiore.
- Cavità profonde con accesso limitato: Gli utensili da taglio hanno una portata limitata, tipicamente pari a 3-4 volte il loro diametro prima che la flessione diventi problematica. Le tasche profonde richiedono utensili lunghi e sottili, soggetti a vibrazioni e usura rapida. Progettare le cavità con rapporti profondità/larghezza non superiori a 4:1 per garantire un’efficace lavorazione.
Evitare le insidie della lavorabilità
Oltre ai problemi geometrici, gli errori nelle specifiche generano confusione costosa durante la produzione. Le indicazioni relative alle filettature presentano sfide particolari quando si eseguono operazioni di fresatura o incisione su testo.
Si considerino le specifiche delle filettature per tubi. Il diametro del foro 1/4 NPT richiede combinazioni specifiche di punte da trapano e maschi che differiscono dalle filettature standard per macchine. Analogamente, la filettatura per tubi da 3/8 segue lo standard NPT, con profilo conico progettato per garantire la tenuta, piuttosto che per il fissaggio meccanico. Secondo la guida di riferimento MISUMI sulle filettature NPT, queste filettature coniche creano tenute meccaniche mediante un effetto di cuneo, spesso potenziate dall’uso di sigillanti per filettature.
Specificare in modo errato le dimensioni della filettatura NPT da 3/8 può causare la rottura del maschio, una tenuta insufficiente o addirittura la necessità di rifare completamente il lavoro. È sempre necessario fare riferimento alle tabelle standard delle filettature e indicare esplicitamente la classe di filettatura (tipicamente NPT per le connessioni tubiere, UNC/UNF per le viti da macchina), anziché presupporre che i produttori ne interpretino correttamente l’intento.
Le finiture superficiali possono anche generare costi imprevisti. Le macchine a controllo numerico (CNC) producono di default una rugosità superficiale di circa 3,2 µm Ra, adatta alla maggior parte delle applicazioni meccaniche. Specificare finiture più lisce (1,6 µm o inferiori) richiede passaggi aggiuntivi, utensili specializzati o operazioni secondarie di lucidatura. Indicare finiture superficiali premium esclusivamente per le superfici funzionali, come le facce di tenuta o i perni di supporto dei cuscinetti, dove la rugosità influisce effettivamente sulle prestazioni.
Soluzioni rapide per errori comuni nei modelli CAD
Prima di caricare il prossimo modello, esegui questo controllo per individuare problemi che potrebbero far aumentare il preventivo:
- Verifica lo spessore delle pareti: Assicurati che tutte le pareti rispettino i valori minimi raccomandati (0,8 mm per i metalli, 1,5 mm per le plastiche). Aumenta lo spessore delle sezioni alte non supportate.
- Aggiungi raccordi interni: Sostituisci tutti gli spigoli interni vivi con raccordi (smussi arrotondati). Dimensiona i raggi del 30% superiori rispetto al diametro minimo previsto dell’utensile di taglio.
- Rivedi le indicazioni di tolleranza: Applica tolleranze strette esclusivamente alle superfici funzionali di accoppiamento. Utilizza tolleranze standard (±0,13 mm) in tutti gli altri casi.
- Verifica le dimensioni dei fori: Confrontare i diametri dei fori di riferimento con le tabelle standard delle dimensioni delle punte da trapano. Adattare alla dimensione standard più vicina quando la dimensione esatta non è critica.
- Limitare la profondità della filettatura: Limitare l'ingranamento filettato a un massimo di 3 volte il diametro del foro. Aggiungere smussi all'ingresso delle filettature per prevenire il danneggiamento durante il montaggio.
- Semplificare le caratteristiche profonde: Riprogettare le tasche profonde per migliorare l’accessibilità degli utensili. Valutare l’adozione di fori passanti invece di fori ciechi, ove possibile.
- Eliminare complessità non necessarie: Rimuovere caratteristiche puramente estetiche che aumentano i tempi di lavorazione senza apportare benefici funzionali. Motivi decorativi, rilievi e testi incisi aumentano significativamente i costi.
- Specificare finiture superficiali standard: Adottare come valore predefinito una rugosità Ra di 3,2 µm, salvo diversa richiesta funzionale che ne imponga una più fine.
Dedicare quindici minuti alla revisione del proprio progetto rispetto a questi criteri consente generalmente di ridurre i costi di lavorazione del 20-40% e di diminuire il numero di cicli di feedback relativi alla progettazione per la produzione (DFM). L’obiettivo non è limitare la creatività progettuale, bensì indirizzarla verso soluzioni che possano essere realizzate in modo efficiente.
Con un design ottimizzato per la produzione, comprendere quali fattori influenzano i tempi di consegna consente di pianificare i progetti in modo realistico e di individuare opportunità per accelerare la consegna.
Fattori che influenzano i tempi di consegna e come accelerare la consegna
Hai ottimizzato il tuo design, selezionato il materiale appropriato e specificato le tolleranze idonee. Ora sorge una domanda che incide su ogni cronoprogramma: quanto tempo passerà prima che i tuoi componenti arrivino effettivamente? Quando cerchi officine meccaniche CNC nelle vicinanze o valuti piattaforme online, comprendere i fattori che determinano i tempi di consegna ti permette di pianificare in modo realistico e di individuare opportunità per accelerare la consegna.
La frustrante realtà? Molti fornitori pubblicizzano un "tempo di consegna rapido" senza spiegare le variabili che determinano se il vostro ordine specifico verrà spedito in 3 giorni o in 3 settimane. Secondo un’analisi del settore condotta da JLCCNC, i cicli di consegna influenzano direttamente la soddisfazione del cliente e la competitività sul mercato. Analizziamo insieme quali fattori determinano effettivamente i vostri tempi di consegna e come potete ottimizzare ciascuno di essi.
Quali fattori determinano effettivamente i vostri tempi di consegna
Quando inviate un ordine a servizi di lavorazione CNC online, diversi fattori si combinano per stabilire la data di consegna. Comprendere ciascun fattore rivela dove avete il controllo e dove sussistono vincoli:
- Disponibilità dei materiali: I materiali disponibili a magazzino, come l’alluminio 6061 o il rame, vengono spediti immediatamente dall’inventario. Leghe speciali, dimensioni insolite o materiali esotici potrebbero richiedere tempi di approvvigionamento di alcuni giorni o settimane. La scelta di materiali facilmente reperibili può ridurre significativamente i tempi previsti per la vostra produzione.
- Complessità e geometria del pezzo: Design complessi con tolleranze strette richiedono molteplici operazioni di lavorazione, cambi di utensile e regolazioni accurate. Secondo la ricerca nel settore manifatturiero, i componenti complessi con specifiche esigenti aumentano direttamente la durata della lavorazione. Semplificare le caratteristiche non critiche riduce il tempo di ciclo.
- Tolleranze richieste: Le tolleranze standard (±0,005") vengono lavorate rapidamente utilizzando i parametri di lavorazione predefiniti. Le tolleranze strette richiedono velocità di avanzamento più basse, passaggi aggiuntivi di finitura e tempi di ispezione prolungati. Ogni fase di precisione aggiunge ore al tuo cronoprogramma.
- Operazioni di finitura: I processi secondari, come l’anodizzazione, la placcatura o la verniciatura a polvere, richiedono 2-5 giorni aggiuntivi dopo il completamento della lavorazione. Il trattamento termico, la passivazione o rivestimenti specializzati allungano ulteriormente i tempi. Prevedi questi tempi aggiuntivi nella pianificazione.
- Quantità ordinata: I singoli prototipi vengono spesso spediti più velocemente rispetto alle produzioni in serie, poiché il tempo di attrezzaggio prevale sui lotti di piccole dimensioni. Quantità maggiori richiedono un tempo macchina prolungato, ma beneficiano di flussi di lavoro ottimizzati una volta avviati.
- Capacità del fornitore: Il carico di lavoro dei negozi varia settimanalmente e stagionalmente. I periodi di maggiore attività prolungano i tempi di consegna per tutti gli ordini. Stabilire relazioni con diversi laboratori di lavorazione meccanica nelle vicinanze o con fornitori online vi offre alternative quando la capacità si riduce.
Strategie per una consegna più rapida
Non potete controllare ogni variabile, ma decisioni strategiche prese in ciascuna fase si accumulano generando risparmi di tempo significativi. Ecco come strutturare i progetti per velocizzarli:
- Scegliere materiali comuni: L’alluminio 6061, l’acciaio inossidabile 304 e il delrin sono generalmente disponibili a magazzino presso la maggior parte dei fornitori. Specificare questi materiali invece di leghe speciali elimina ritardi nell’approvvigionamento. Se la vostra applicazione richiede effettivamente materiali esotici, ordinateli con largo anticipo oppure valutate la possibilità di rivolgervi a laboratori di lavorazione meccanica locali che potrebbero disporre di scarti già in stock.
- Semplificare le caratteristiche non critiche: Esaminare il progetto alla ricerca di complessità che non influiscono sulla funzionalità. Rimuovere elementi decorativi, ridurre la profondità delle tasche o allentare le tolleranze sulle superfici non accoppiate accelera in modo significativo la lavorazione meccanica.
- Utilizzare dimensioni standard dei fori: I diametri non standard richiedono la fresatura di fine lavorazione invece della foratura, moltiplicando il tempo di ciclo. Consultare le tabelle standard per le punte da trapano e adeguare i fori di svasatura in modo che corrispondano agli utensili disponibili.
- Separare la finitura dalla lavorazione meccanica: Se le finiture secondarie stanno causando ritardi, valutare l’opzione di ordinare inizialmente i componenti grezzi lavorati. È possibile affidare localmente l’anodizzazione o la nichelatura/placcatura mentre la produzione prosegue con ordini successivi.
- Comunica in modo proattivo: Rispondere immediatamente alle domande relative alla progettazione per la produzione (DFM). Ogni giorno di ritardo nella comunicazione si traduce direttamente in un allungamento del tempo di consegna. Fornire fin dall’inizio specifiche complete per evitare scambi ripetuti di informazioni.
- Valutare l’approvvigionamento parallelo: Per progetti con tempistiche critiche, inviare preventivi simultaneamente a più servizi CNC locali e a piattaforme online. Confrontare i tempi di consegna effettivi, anziché quelli pubblicizzati, permette di identificare quale fornitore è realmente in grado di consegnare nel minor tempo possibile.
Bilanciare velocità, qualità e costo
La consegna più rapida comporta generalmente un costo maggiore. I servizi urgenti, la spedizione accelerata e la programmazione prioritaria prevedono tutti un sovrapprezzo. Tuttavia, scelte intelligenti consentono di accelerare i tempi senza superare il budget.
Iniziate identificando la vostra vera data limite. Se avete flessibilità, i tempi di consegna standard garantiscono la stessa qualità a un costo inferiore. Quando i tempi sono effettivamente critici, investite nella produzione accelerata, ma cercate risparmi in altri ambiti. Allentare le tolleranze non critiche, scegliere materiali più facilmente lavorabili o ridurre la complessità delle finiture compensa i costi aggiuntivi per la consegna urgente.
Secondo la ricerca sull’ottimizzazione progettuale condotta da Hubs, anche piccole decisioni progettuali influiscono in modo significativo sulla durata della lavorazione meccanica. La profondità delle filettature, le specifiche relative alla rugosità superficiale e la scelta del materiale incidono tutti sulla velocità con cui i laboratori riescono a completare i vostri componenti.
Il percorso più rapido per ricevere i componenti consiste nell’utilizzare materiali facilmente reperibili, progetti facilmente realizzabili e una comunicazione chiara. Questi fattori contano di più rispetto al semplice pagamento di un servizio urgente.
Che tu stia collaborando con officine meccaniche locali o con alternative a un centro di lavorazione CNC nelle vicinanze, oppure che tu stia sfruttando piattaforme online globali, valgono gli stessi principi: comunicazione trasparente sulle priorità, aspettative realistiche sui tempi di consegna e decisioni progettuali strategiche si combinano per garantire una consegna affidabile e rapida.
Comprendere i fattori che influenzano i tempi di consegna ti permette di pianificare in modo efficace. Tuttavia, prima di impegnarti nella lavorazione CNC, valuta se altri metodi di produzione potrebbero soddisfare meglio le esigenze specifiche del tuo progetto.
Lavorazione CNC rispetto ad altri metodi di produzione
Ecco una domanda onesta che la maggior parte dei fornitori di servizi di produzione non ti porrà mai: la lavorazione CNC è davvero la scelta più adatta per il tuo progetto? Prima di investire tempo nella richiesta di preventivi e nell’ottimizzazione del design, capire quando altri metodi superano la lavorazione CNC ti permette di risparmiare denaro, tempo e frustrazione.
La verità? La lavorazione CNC eccelle in determinati scenari, ma risulta meno efficace in altri. Secondo una ricerca comparativa sulla produzione condotta da Protolabs, ogni processo presenta vantaggi e limiti specifici. Esaminiamo quindi quando è preferibile optare per la stampa 3D, lo stampaggio a iniezione o la lavorazione della lamiera invece di ricorrere a servizi di lavorazione CNC online.
Punti decisionali: CNC vs stampa 3D
Quando è preferibile scegliere la stampa 3D rispetto alla lavorazione CNC? La risposta dipende dalla complessità geometrica del vostro progetto, dai requisiti relativi ai materiali e dal volume di produzione.
la stampa 3D si distingue come valida alternativa alla prototipazione CNC rapida quando il vostro design presenta:
- Geometrie interne complesse: Strutture reticolari, canali interni e forme organiche che richiederebbero una lavorazione multiasse estremamente complessa o che risultano addirittura impossibili da realizzare mediante lavorazione tradizionale
- Cicli rapidi di iterazione: Quando è necessario testare diverse varianti di un progetto entro pochi giorni anziché settimane
- Strutture leggere: Componenti ottimizzati per la riduzione del peso tramite ottimizzazione topologica, che genera strutture interne non realizzabili con processi di lavorazione convenzionali
- Prototipi singoli: Parti uniche in cui i costi di configurazione della fresatura CNC dominerebbero il vostro budget
Tuttavia, la fresatura CNC supera la stampa 3D quando è necessario:
- Eccellenti proprietà meccaniche: I metalli lavorati e le materie plastiche tecniche offrono una resistenza costante che la stampa strato per strato non è in grado di eguagliare
- Tolleranze Più Strette: La fresatura CNC raggiunge comunemente una tolleranza di ±0,001" dove la maggior parte delle tecnologie di stampa 3D fatica a scendere al di sotto di ±0,005"
- Requisiti specifici di materiale: Se la vostra applicazione richiede alluminio 7075, titanio o lavorazione CNC di acrilico, i processi additivi offrono alternative limitate
- Quantità di produzione: Oltre i 10–20 pezzi, la lavorazione CNC di prototipi risulta spesso meno costosa per unità rispetto alla stampa 3D
Nel caso specifico delle applicazioni di servizio per acrilico CNC, la lavorazione produce risultati otticamente superiori rispetto alle alternative stampate. Le superfici lucidate e la precisione dimensionale ottenibili mediante fresatura CNC superano di gran lunga quanto offerto dai processi additivi per componenti trasparenti.
Quando lo stampaggio a iniezione supera la fresatura CNC
Lo stampaggio a iniezione rappresenta il metodo di produzione in volume per eccellenza. Ma a partire da quale quantità diventa conveniente passare dalla fresatura CNC allo stampaggio a iniezione?
Il punto di pareggio si colloca tipicamente tra 500 e 1.000 pezzi, a seconda della complessità e del materiale. Al di sotto di questa soglia, la lavorazione CNC evita costosi investimenti per gli utensili. Al di sopra, i costi inferiori per singolo pezzo dell’iniezione plastica recuperano rapidamente le spese per la realizzazione degli utensili.
Valutare la stampa a iniezione quando:
- I volumi di produzione superano le 1.000 unità: I costi per l’utensileria, ripartiti su quantitativi più elevati, riducono drasticamente il prezzo per singolo pezzo
- La geometria del pezzo è adatta all’iniezione: Spessore uniforme delle pareti, angoli di sformo e nuclei semplici rispettano i vincoli propri della tecnica di stampaggio
- La coerenza del materiale è fondamentale: Lo stampaggio garantisce un’eccezionale ripetibilità su migliaia di pezzi identici
- È prevista una produzione a lungo termine: Cicli produttivi pluriennali giustificano gli investimenti iniziali per l’utensileria
Continuare con la lavorazione CNC quando:
- Il design è ancora in evoluzione: Modificare un file CAD non ha alcun costo, mentre modificare gli stampi per l'iniezione costa migliaia di euro
- Le quantità rimangono inferiori a 500: Gli investimenti per gli stampi non si ripagano mai con volumi ridotti
- Sono richiesti componenti in metallo: Lo stampaggio ad iniezione funziona solo con materiali plastici e con applicazioni limitate di stampaggio ad iniezione di metalli (MIM)
- La lavorazione prototipale convalida i progetti: I prototipi realizzati mediante fresatura CNC in materiali da produzione dimostrano la funzionalità prima di procedere all’investimento negli stampi
Curiosamente, molti prodotti di successo utilizzano entrambi i metodi in modo strategico. La lavorazione prototipale convalida i progetti impiegando materiali effettivamente utilizzati nella produzione, dopodiché lo stampaggio ad iniezione consente la produzione su larga scala una volta che i progetti sono definitivi. Secondo Gli studi di caso di Protolabs , aziende come Polarcool hanno utilizzato prototipi stampati in 3D prima di passare all’iniezione per la produzione di dispositivi medici.
Lamiere metalliche e considerazioni speciali
Per involucri, staffe e componenti strutturali, la lavorazione delle lamiere metalliche spesso supera la fresatura CNC sia in termini di costo che di tempi di consegna. Il taglio laser, la piegatura e la saldatura producono parti funzionali da lamiere piane in modo più efficiente rispetto alla lavorazione partendo da blocchi solidi.
Scegliere la lamiera quando il tuo design presenta:
- Superfici prevalentemente piane con pieghe
- Involucri di grandi dimensioni, nei quali la lavorazione solida comporterebbe spreco di materiale
- Assiemi saldati composti da più elementi formati
Per materiali speciali, come la fresatura CNC del bronzo o la prototipazione in fibra di carbonio, la fresatura CNC rimane essenziale. I componenti in bronzo per boccole e cuscinetti si lavorano eccellentemente, mentre la lavorazione di compositi in fibra di carbonio richiede utensili specializzati e sistemi di aspirazione della polvere forniti dalle piattaforme CNC.
Confronto dei metodi di fabbricazione
Questo confronto ti aiuta a valutare quale approccio si adatta effettivamente alle esigenze del tuo progetto prima di richiedere preventivi:
| Metodo | Intervallo di volume ottimale | Tempo di consegna tipico | Opzioni di materiale | Applicazioni Ideali |
|---|---|---|---|---|
| Fresatura cnc | 1–500 pezzi | 3-15 giorni | Metalli, plastiche tecniche, compositi | Parti di precisione, prototipi funzionali, produzione in piccoli lotti |
| stampa 3D (FDM/SLA) | 1–50 pezzi | 1-7 giorni | Plastiche limitate, alcuni metalli tramite DMLS | Geometrie complesse, iterazione rapida, modelli concettuali |
| Iniezione di materiale plastico | 500–1.000.000+ pezzi | 4-8 settimane (inclusa la realizzazione degli stampi) | Termoplastici, elastomeri | Produzione in grandi volumi, prodotti per il consumatore |
| Lavorazione delle lamiere | da 1 a 10.000 pezzi | 5–14 giorni | Acciaio, alluminio, acciaio inossidabile, rame | Involucri, staffe, componenti strutturali |
Scelta del Metodo Produttivo Corretto
Prima di impegnarti in qualsiasi processo, poniti queste domande:
- Qual è il mio volume totale di produzione? I singoli prototipi favoriscono la stampa 3D; decine o centinaia di unità favoriscono la fresatura CNC; migliaia di unità favoriscono lo stampaggio a iniezione.
- Quali proprietà dei materiali sono imprescindibili? Se hai bisogno di specifiche leghe metalliche o di prestazioni di livello ingegneristico, la lavorazione CNC offre ciò che la stampa 3D non può garantire.
- Quanto è stabile il mio progetto? I design in evoluzione traggono vantaggio dalla flessibilità della fresatura CNC. I design definitivi giustificano gli investimenti negli utensili.
- Quali tolleranze richiede la mia applicazione? Gli accoppiamenti di precisione e le dimensioni critiche indicano la fresatura CNC o componenti stampati successivamente lavorati meccanicamente.
Secondo l’analisi dei costi di produzione condotta da Modus Advanced, circa il 70% dei costi di produzione viene determinato nella fase di progettazione. La scelta del processo più adatto fin dall’inizio evita costose revisioni successive.
La risposta onesta? I servizi di fresatura CNC online eccellono nella realizzazione di componenti di precisione in quantità modeste, utilizzando metalli o plastiche tecniche. Quando il vostro progetto rientra effettivamente in questo profilo, la fresatura CNC online offre un valore insuperabile. Quando non è così, esplorare alternative vi permette di risparmiare denaro e ottenere risultati migliori.
Per le applicazioni nei settori regolamentati, la scelta del metodo produttivo deve tenere conto anche dei requisiti di certificazione e conformità che limitano le opzioni disponibili.
Certificazioni di settore per l’aerospaziale, il settore medico e l’automotive
Quando i vostri componenti sono destinati ad assemblaggi aeronautici, strumenti chirurgici o sistemi di telaio automobilistico, la qualità della produzione non è semplicemente una preferenza: è un requisito normativo. La selezione di servizi di lavorazione CNC online per queste applicazioni richiede di comprendere quali certificazioni siano rilevanti, cosa garantiscano effettivamente e come verificare la conformità del fornitore prima di effettuare gli ordini.
Perché questo è importante per voi? Secondo esperti del settore aerospaziale, il rispetto di standard rigorosi non è soltanto auspicabile nelle industrie critiche per la sicurezza: è indispensabile. I componenti che non soddisfano i requisiti di certificazione vengono respinti, i progetti subiscono ritardi e i costi aumentano rapidamente. Comprendere fin dall’inizio i requisiti di certificazione evita queste costose sorprese.
Requisiti di conformità per le lavorazioni meccaniche nel settore aerospaziale
La lavorazione CNC aerospaziale opera secondo alcuni degli standard qualitativi più esigenti del settore manifatturiero. Quando i componenti volano a 30.000 piedi, non è ammessa alcuna tolleranza per difetti nei materiali, errori dimensionali o incoerenze nei processi.
La certificazione fondamentale per la lavorazione aerospaziale è l'AS9100. Questo standard si basa sui principi di gestione della qualità ISO 9001, ma aggiunge requisiti specifici per il settore aerospaziale in materia di tracciabilità, gestione del rischio e controllo della configurazione. Secondo i dati del settore, la certificazione AS9100 fornisce una documentazione che garantisce che i prodotti soddisfino le soglie di sicurezza richieste dai principali costruttori aerospaziali (OEM) prima di prendere in considerazione qualsiasi fornitore.
Le principali certificazioni per la lavorazione CNC applicata al settore aerospaziale includono:
- AS9100: Il sistema fondamentale di gestione della qualità aerospaziale. Copre il controllo della documentazione, la tracciabilità dei lotti, l'impegno della direzione e il miglioramento continuo. Enti di certificazione terzi effettuano audit periodici per verificare la conformità.
- NADCAP: Obbligatoria per i laboratori che eseguono processi speciali quali trattamenti termici, prove non distruttive e trattamenti superficiali. Fornisce la garanzia che operazioni complesse rispettino gli standard aerospaziali attraverso checklist rigorose e valutazioni periodiche.
- Conformità ITAR: Essenziale per le parti destinate alla difesa. Regola il controllo degli accessi ai dati sensibili e richiede la registrazione presso la DDTC (Direzione per il controllo del commercio di armamenti). Per le spedizioni internazionali si applicano le licenze all’esportazione e i protocolli relativi ai dati soggetti a restrizioni.
- Approvazioni specifiche del cliente: I principali costruttori originali (OEM) come Boeing e Airbus gestiscono programmi specifici per i fornitori (ad esempio, il programma D1-4426 di Boeing), che prevedono protocolli di audit aggiuntivi e requisiti specifici per la presentazione del PPAP.
Per gli ingegneri che individuano servizi di lavorazione aerospaziale, verificare tali certificazioni prima di caricare i progetti evita ritardi nei progetti. Richiedere la documentazione aggiornata delle certificazioni e le date degli ultimi audit. Certificazioni scadute o in attesa di rinnovo possono indicare lacune nella conformità, con possibili ripercussioni sui tempi di consegna.
Norme per la Produzione di Dispositivi Medici
La lavorazione meccanica per applicazioni mediche richiede una precisione che incide direttamente sulla sicurezza del paziente. Secondo gli specialisti della produzione medica di Pinnacle Precision, anche la minima deviazione in un componente medico può compromettere la funzionalità, la sicurezza o la conformità del dispositivo. Le conseguenze sono semplicemente troppo gravi per ricorrere a scorciatoie.
La certificazione fondamentale per la lavorazione di dispositivi medici è la ISO 13485. Questo standard definisce i requisiti per il sistema di gestione della qualità specificamente applicabili alla produzione di dispositivi medici, coprendo i controlli di progettazione, i processi produttivi e la sorveglianza post-commercializzazione. Inoltre, le normative della FDA negli Stati Uniti aggiungono ulteriori requisiti rispetto alla conformità alla ISO 13485.
Perché il servizio di lavorazione meccanica di precisione è fondamentale per le applicazioni mediche?
- Requisiti di biocompatibilità: I materiali devono essere certificati per il contatto con i tessuti umani. Il titanio, l’acciaio inossidabile per uso medico e particolari polimeri richiedono certificazioni documentate dei materiali.
- Documentazione della tracciabilità: Ogni componente deve essere riconducibile ai numeri dei lotti delle materie prime, ai parametri di lavorazione e ai risultati delle ispezioni. La tracciabilità completa dei materiali consente una generazione di report agevole, ogni volta che necessario.
- Compatibilità con la sterilizzazione: I componenti devono resistere a cicli ripetuti di sterilizzazione senza subire variazioni dimensionali o degrado della superficie. La scelta del materiale influisce direttamente sulle opzioni disponibili per il metodo di sterilizzazione.
- Specifiche di finitura superficiale: Gli strumenti chirurgici e gli impianti richiedono superfici lisce e prive di sbavature per ridurre al minimo i rischi di contaminazione e migliorare l’efficienza della sterilizzazione.
Le applicazioni della lavorazione meccanica per dispositivi medici comprendono strumenti chirurgici, involucri per apparecchiature diagnostiche, componenti per impianti e supporti personalizzati per dispositivi specifici del paziente. Ogni categoria di applicazione prevede requisiti normativi specifici che il servizio di lavorazione meccanica di precisione prescelto deve conoscere e documentare.
Quando si valutano i fornitori per progetti di lavorazione di componenti medicali, chiedere informazioni sul loro sistema di gestione della qualità, sulle capacità di ispezione e sull'esperienza con prodotti regolamentati dalla FDA. I fornitori non familiari con i requisiti di conformità nel settore medico spesso sottovalutano le esigenze documentali, causando ritardi costosi nei progetti.
Certificazioni di qualità automobilistica illustrate
Il settore automobilistico si basa su sistemi di qualità standardizzati che garantiscono prestazioni affidabili dei componenti su milioni di veicoli e per decenni di vita utile. Secondo un’analisi sulla qualità automobilistica di Rochester Electronics , la certificazione IATF 16949 dimostra un impegno verso la qualità in grado di attrarre e fidelizzare i clienti, migliorando contemporaneamente l’eccellenza del prodotto.
IATF 16949 rappresenta lo standard leader di gestione della qualità per i fornitori automobilistici a livello mondiale. Richiesta dai principali costruttori automobilistici e dai produttori di equipaggiamento originale (OEM), questa certificazione offre un vantaggio competitivo garantendo al contempo che i componenti soddisfino i rigorosi requisiti della produzione veicolare.
Cosa garantisce la certificazione IATF 16949?
- Focus sul miglioramento continuo: I fornitori certificati danno priorità a miglioramenti continui, all’eliminazione degli errori e alla prevenzione dei difetti, anziché limitarsi al rispetto dei requisiti minimi.
- Cultura dello zero difetto: I processi produttivi sono progettati per eliminare le variazioni e prevenire fughe di qualità prima che queste raggiungano le linee di montaggio.
- Implementazione degli strumenti fondamentali: Strumenti automobilistici obbligatori, tra cui APQP (Advanced Product Quality Planning), PPAP (Production Part Approval Process), FMEA (Failure Mode Effects Analysis), MSA (Measurement System Analysis) e SPC (Statistical Process Control).
- Supporto per tutta la durata del ciclo di vita: I costruttori di veicoli richiedono il supporto per i ricambi aftermarket per un periodo di almeno 15 anni successivo alla fine della produzione. I fornitori certificati mantengono competenze e capacità allineate a questi requisiti estesi.
Per i servizi di lavorazione CNC di precisione destinati ad applicazioni automobilistiche, le capacità di Controllo Statistico del Processo (SPC) si rivelano essenziali. L’SPC monitora in tempo reale le variabili produttive, individuando tempestivamente eventuali deviazioni prima che queste generino componenti fuori specifica. Questo approccio proattivo riduce gli sprechi, migliora la coerenza dei risultati e dimostra la disciplina del processo richiesta dagli OEM automobilistici.
Come esempio concreto di lavorazione meccanica certificata per il settore automobilistico, Shaoyi Metal Technology detiene la certificazione IATF 16949, supportata da rigorose capacità di Controllo Statistico del Processo (SPC). Il loro impianto produce componenti ad alta tolleranza con tempi di consegna rapidi fino a un solo giorno lavorativo, fornendo supporto per applicazioni che vanno da complessi assiemi del telaio a boccole metalliche personalizzate. Questa combinazione di certificazione, controllo del processo e tempi di consegna rapidi illustra le capacità che fornitori seri del settore automobilistico offrono ai propri clienti.
Checklist per la verifica della certificazione
Prima di impegnarsi con qualsiasi fornitore per applicazioni in settori regolamentati, verificare questi elementi critici:
- Stato attuale della certificazione: Richiedere copie dei certificati con le date di rilascio e di scadenza. Verificare la legittimità dell’organismo di certificazione.
- Storico delle verifiche ispettive: Chiedere informazioni sugli audit di sorveglianza più recenti e su eventuali azioni correttive richieste. Storici di audit puliti indicano sistemi qualità maturi.
- Ambito della certificazione: Verificare che le certificazioni coprano i processi specifici richiesti dal vostro progetto. Un’officina certificata per la fresatura potrebbe non possedere certificazioni per trattamenti termici o operazioni di finitura.
- Esperienza nel settore: La sola certificazione non garantisce competenza. Chiedere case study o referenze relative ad applicazioni analoghe nel vostro settore industriale.
- Capacità documentali: I settori regolamentati richiedono una documentazione estesa. Verificare che i fornitori siano in grado di fornire certificati di materiali, relazioni di ispezione e certificati di conformità nei formati richiesti.
La navigazione dei requisiti di certificazione appare complessa inizialmente, ma la comprensione di questi standard protegge i vostri progetti da eventuali mancate conformità che causano ritardi costosi e interventi correttivi. Che si tratti di lavorazioni aerospaziali per componenti critici per il volo, di lavorazioni per dispositivi medici destinati a superfici a contatto con il paziente o di componenti automobilistici conformi ai requisiti IATF 16949, verificare le certificazioni dei fornitori prima dell’ordine evita sorprese costose in fasi successive.
Una volta compresi i requisiti di certificazione, l’ultima considerazione riguarda la valutazione dei potenziali fornitori su più dimensioni, al fine di individuare il partner ideale per la produzione a lungo termine.
Selezione del Partner Online Ideale per la Fresatura CNC
Hai già affrontato i processi di lavorazione meccanica, la selezione dei materiali, le specifiche di tolleranza e i requisiti di certificazione. Ora arriva la decisione che unisce tutti questi aspetti: scegliere un partner online per servizi di tornitura e fresatura CNC in grado di mantenere effettivamente le proprie promesse. Con dozzine di piattaforme e migliaia di officine meccaniche in competizione per il vostro business, come distinguerete una reale capacità dalle semplici affermazioni di marketing?
La risposta risiede in una valutazione sistematica, non in intuizioni istintive o nella scelta del prezzo più basso. Secondo la ricerca condotta nel settore manifatturiero, il modo in cui si sceglie un fornitore di lavorazione CNC è direttamente correlato al successo del progetto. Costruiamo insieme un quadro pratico per prendere questa decisione cruciale.
Valutazione dei fornitori online di servizi CNC
Quando cercate servizi di tornitura e fresatura CNC vicino a me o esplorate piattaforme online globali, le opzioni possono apparire schiaccianti. Suddividere la valutazione in categorie specifiche rende il confronto gestibile e mette in luce differenze significative tra i fornitori.
Iniziare con queste domande fondamentali prima di richiedere preventivi:
- Allineamento delle capacità tecniche: Il fornitore dispone di attrezzature adeguate alle esigenze del vostro componente? Le macchine multiasse, le competenze specifiche sui materiali e le tolleranze raggiungibili devono corrispondere alle vostre specifiche. Chiedete informazioni sui tipi di macchina, sulle caratteristiche del mandrino e sulle dimensioni massime dei pezzi lavorabili.
- Gamma di materiali ed esperienza: Sono in grado di reperire e lavorare i materiali da voi specificati? Andate oltre l’alluminio e l’acciaio di base per verificare la loro capacità di lavorare leghe speciali, plastiche tecniche o compositi, qualora il vostro progetto lo richieda. Secondo specialisti della lavorazione di precisione, i fornitori con esperienza diretta sui vostri materiali specifici conoscono i problemi più comuni e i requisiti normativi, consentendovi di risparmiare tempo ed evitare inconvenienti.
- Certificazione e Conformità: Per settori regolamentati, verificate che le certificazioni attuali siano conformi ai vostri requisiti: AS9100 per l’aerospaziale, ISO 13485 per il settore medico, IATF 16949 per l’industria automobilistica. Richiedete la documentazione pertinente e confermate le date degli audit.
- Trasparenza dei preventivi: Il prezzo indica chiaramente in modo distinto i costi per la lavorazione meccanica, i materiali, la finitura e la spedizione? Costi nascosti possono essere un segnale di potenziali problemi lungo tutto il rapporto commerciale. I fornitori affidabili elencano le fasi di lavorazione e la ripartizione dei costi per evitare addebiti imprevisti.
- Reattività nella comunicazione: Con quale rapidità rispondono alle domande tecniche? Ritardi nella fase di preventivazione preannunciano spesso ritardi anche nella produzione. Verificare la tempestività della risposta prima di confermare ordini significativi.
Questi criteri di base consentono di escludere i fornitori che non sono in grado di soddisfare i vostri requisiti fondamentali. Tuttavia, individuare servizi di tornitura nelle vicinanze o servizi di lavorazione CNC personalizzati che si adattino effettivamente alle vostre esigenze richiede una valutazione più approfondita.
Indicatori di qualità rilevanti
Le semplici promesse di qualità contano poco se non sono supportate da sistemi in grado di garantire risultati coerenti. Nella valutazione di potenziali partner, cercate prove concrete di impegno verso la qualità, anziché limitarvi al linguaggio promozionale.
- Attrezzature e capacità di ispezione: Quali strumenti di metrologia utilizza il fornitore? Le macchine di misura a coordinate (CMM), i comparatori ottici e i tester di finitura superficiale verificano che i componenti rispettino le specifiche. Chiedere informazioni sui protocolli di ispezione e se i rapporti di ispezione accompagnano le consegne.
- Sistemi di Gestione della Qualità: La certificazione ISO 9001 garantisce un livello base di qualità. Le certificazioni specifiche per settore aggiungono ulteriori livelli adeguati alla vostra applicazione. Richiedere sintesi del manuale qualità qualora il vostro progetto richieda una documentazione rigorosa.
- Metodi di controllo del processo: Il controllo statistico del processo (SPC) indica una maturità consolidata nella produzione. I fornitori che monitorano in tempo reale le variabili produttive individuano tempestivamente eventuali deviazioni prima che queste generino componenti difettosi. Questo approccio proattivo riduce gli sprechi e migliora la coerenza tra i diversi lotti di produzione.
- Tracciabilità e referenze: Chiedere case study o referenze di clienti in applicazioni simili. I fornitori sicuri delle proprie capacità condividono volentieri storie di successo. Esitazione o incapacità di fornire referenze suggeriscono un’esperienza limitata nel settore di riferimento.
- Approccio alla risoluzione dei problemi: Come gestiscono i componenti che non superano l'ispezione? I fornitori affidabili rifanno i componenti difettosi senza costi aggiuntivi e indagano sulle cause alla radice per prevenire il ripetersi del problema.
Gli indicatori di qualità sono particolarmente importanti quando non è possibile visitare personalmente lo stabilimento. Le piattaforme online che servono clienti globali devono dimostrare sistemi qualitativi in grado di compensare la mancanza di relazioni interpersonali dirette.
Passaggio dal Prototipo alla Produzione
Ecco una considerazione strategica spesso trascurata dagli acquirenti: il vostro partner per la prototipazione è in grado di passare a volumi produttivi quando il vostro progetto avrà successo? Secondo la ricerca sui flussi di lavoro produttivi , realizzare il prototipo con il fornitore che si occuperà della produzione consente una transizione fluida verso la produzione su larga scala, riducendo la necessità di costose modifiche o ri-configurazioni.
Perché questo è importante? Passare a un fornitore diverso tra fase di prototipazione e fase produttiva comporta rischi:
- Variazione del processo: Macchine, attrezzature e configurazioni diverse producono risultati diversi. I componenti che funzionavano perfettamente con il vostro fornitore di prototipi potrebbero richiedere una riprogettazione per essere adattati agli impianti di produzione.
- Perdita di conoscenza: Le lezioni apprese durante la fase di prototipazione rimangono presso il vostro fornitore originale. I nuovi fornitori partono da zero, rischiando di ripetere problemi già risolti.
- Ritardi nella qualifica: Nei settori regolamentati potrebbe essere necessaria una nuova qualifica in caso di cambio fornitore, con conseguenti ritardi di settimane o mesi sul vostro cronoprogramma.
- Ricostruzione del rapporto: Gli schemi comunicativi, la comprensione tecnica e la fiducia richiedono tempo per svilupparsi con ciascun nuovo fornitore.
La soluzione? Privilegiare partner in grado di gestire fin dal primo giorno l’intero intervallo di volumi richiesti. Cercate fornitori che offrano sia servizi di prototipazione rapida sia capacità di produzione su larga scala, garantendo sistemi di qualità coerenti a tutti i livelli di volume.
Ad esempio, di capacità di scalabilità senza soluzione di continuità, Shaoyi Metal Technology illustra in pratica come si presenta un servizio integrato che va dal prototipo alla produzione. Il loro impianto certificato IATF 16949 fornisce componenti ad alta tolleranza con tempi di consegna rapidi fino a un solo giorno lavorativo, supportando tutto, dai primi prototipi alle produzioni in serie di gruppi telaistici per autoveicoli e boccole metalliche personalizzate. Questa combinazione di certificazione, tempi di consegna rapidi e scalabilità evidenzia le caratteristiche da privilegiare nella scelta del proprio partner produttivo.
Checklist di valutazione del partner
Prima di impegnarsi con qualsiasi opzione di fresatura CNC nelle vicinanze o su una piattaforma online, eseguire questa valutazione completa:
- Conformità tecnica: Le capacità degli impianti corrispondono ai requisiti del vostro componente per dimensioni, complessità e precisione
- Competenza dei Materiali: Esperienza comprovata con i materiali specificati e conoscenze tecniche pertinenti relativamente ai processi di lavorazione
- Allineamento delle certificazioni: Certificazioni attuali appropriate per il vostro settore industriale e per i requisiti applicativi
- Prezzi trasparenti: Preventivi chiari e dettagliati, privi di costi nascosti o strutture tariffarie ambigue
- Comunicazione Responsiva: Risposte rapide e utili a domande tecniche durante la fase di valutazione
- Sistemi qualità: Processi di ispezione documentati, strumenti di metrologia adeguati e certificazioni di qualità
- Controllo del processo: Controllo statistico di processo (SPC) o sistema equivalente per garantire una qualità costante nella produzione
- Scalabilità: Capacità di crescere dalla fase di prototipazione fino ai volumi di produzione senza dover cambiare fornitore
- Affidabilità dei tempi di consegna: Storico comprovato nel rispetto delle date di consegna indicate e comunicazione chiara in caso di modifiche al programma
- Assistenza post-vendita: Politiche di garanzia, disponibilità di assistenza tecnica e procedure per la risoluzione dei problemi
L’analisi sistematica di questo elenco di controllo evita l’errore comune di selezionare i fornitori sulla base di un singolo fattore, come il prezzo più basso o il tempo di consegna più breve indicato in offerta. L’offerta più economica spesso indica compromessi sulla qualità che comportano costi maggiori per ritravagli e ritardi. La promessa più rapida può provenire da un’azienda che si impegna eccessivamente e non riesce poi a rispettare gli impegni.
Il giusto tornitore o partner online vicino a me bilancia capacità, qualità, comunicazione e valore. Investite tempo in una valutazione approfondita fin dall’inizio per costruire una relazione produttiva che supporti i vostri progetti negli anni a venire.
Che collaboriate con officine locali di tornitura CNC vicino a me per una collaborazione diretta oppure sfruttiate piattaforme online globali per ottenere prezzi competitivi e maggiore capacità, questi criteri di valutazione si applicano universalmente. L’obiettivo è individuare un partner le cui capacità corrispondano effettivamente alle vostre esigenze, i cui sistemi qualitativi tutelino i vostri progetti e il cui modello aziendale consenta la scalabilità al variare delle vostre necessità.
La scelta del vostro partner produttivo influisce su ogni progetto realizzato insieme. Scegliete con attenzione, verificate accuratamente tutte le affermazioni e costruite relazioni con fornitori che dimostrino un impegno concreto verso il vostro successo attraverso prestazioni costanti, anziché limitarsi a offrire una comunicazione marketing accattivante.
Domande frequenti sui servizi di tornitura CNC online
1. Come funzionano i servizi online di lavorazione CNC?
I servizi online di lavorazione CNC operano tramite piattaforme digitali in cui è possibile caricare file CAD in formati come STEP o IGES, ricevere preventivi istantanei basati su un'analisi geometrica automatizzata, selezionare materiali e finiture, quindi monitorare la produzione fino alla consegna. La piattaforma coordina la produzione con operatori CNC certificati che realizzano i componenti secondo le specifiche richieste. La maggior parte dei servizi consegna componenti di precisione entro 3-15 giorni lavorativi, con opzioni express disponibili per tempi di consegna più rapidi.
2. Quali formati di file accettano i servizi online di lavorazione CNC?
La maggior parte delle piattaforme accetta il formato STEP (.stp, .step) come standard di settore per modelli solidi, oltre a IGES (.igs, .iges) per geometrie superficiali. Alcuni servizi accettano anche file STL per geometrie più semplici e formati CAD nativi di SolidWorks o Inventor. I file STEP sono preferiti perché conservano integralmente la geometria e i dati delle caratteristiche tra diversi sistemi CAD, garantendo una quotazione e una produzione accurate.
3. Quanto costa la lavorazione CNC online?
I costi della lavorazione CNC dipendono dalla scelta del materiale, dalla complessità del pezzo, dalle tolleranze richieste, dai requisiti di finitura e dalla quantità. I componenti in alluminio con tolleranze standard costano meno rispetto a quelli in titanio che richiedono una precisione elevata. I sistemi di preventivazione istantanea calcolano il prezzo in base al volume di materiale, al tempo di lavorazione e alla complessità dell’allestimento. Gli sconti per quantità riducono significativamente il costo per singolo pezzo, e la scelta di materiali comuni come l’alluminio 6061 o il Delrin mantiene i prezzi competitivi.
4. Quali tolleranze può raggiungere la lavorazione CNC online?
La lavorazione CNC standard raggiunge di default una tolleranza di ±0,005 pollici (±0,127 mm), adatta alla maggior parte delle applicazioni meccaniche. Per lavorazioni di precisione si ottengono tolleranze di ±0,002 pollici (±0,05 mm) per superfici di accoppiamento, mentre tolleranze strette di ±0,001 pollici (±0,025 mm) sono utilizzate per sedi di cuscinetti e superfici di tenuta. Tolleranze ultra-strette di ±0,0001 pollici sono disponibili per componenti aerospaziali e ottici, ma comportano un aumento significativo dei costi e dei tempi di consegna.
5. Come scelgo tra lavorazione CNC e stampa 3D?
Scegli la lavorazione CNC quando hai bisogno di eccellenti proprietà meccaniche, tolleranze strette inferiori a ±0,005 pollici, specifiche leghe metalliche o plastiche tecniche, oppure quantitativi superiori a 10–20 pezzi. Seleziona la stampa 3D per geometrie interne complesse, iterazioni rapide del design, strutture reticolari leggere o singoli prototipi, nei casi in cui i costi di allestimento della CNC prevalgono. La CNC garantisce una resistenza del materiale costante, che la stampa strato dopo strato non è in grado di eguagliare per componenti funzionali.