 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Produttori di componenti per macchine CNC: 9 segreti interni che gli acquirenti avrebbero voluto conoscere prima
Time : 2026-02-25

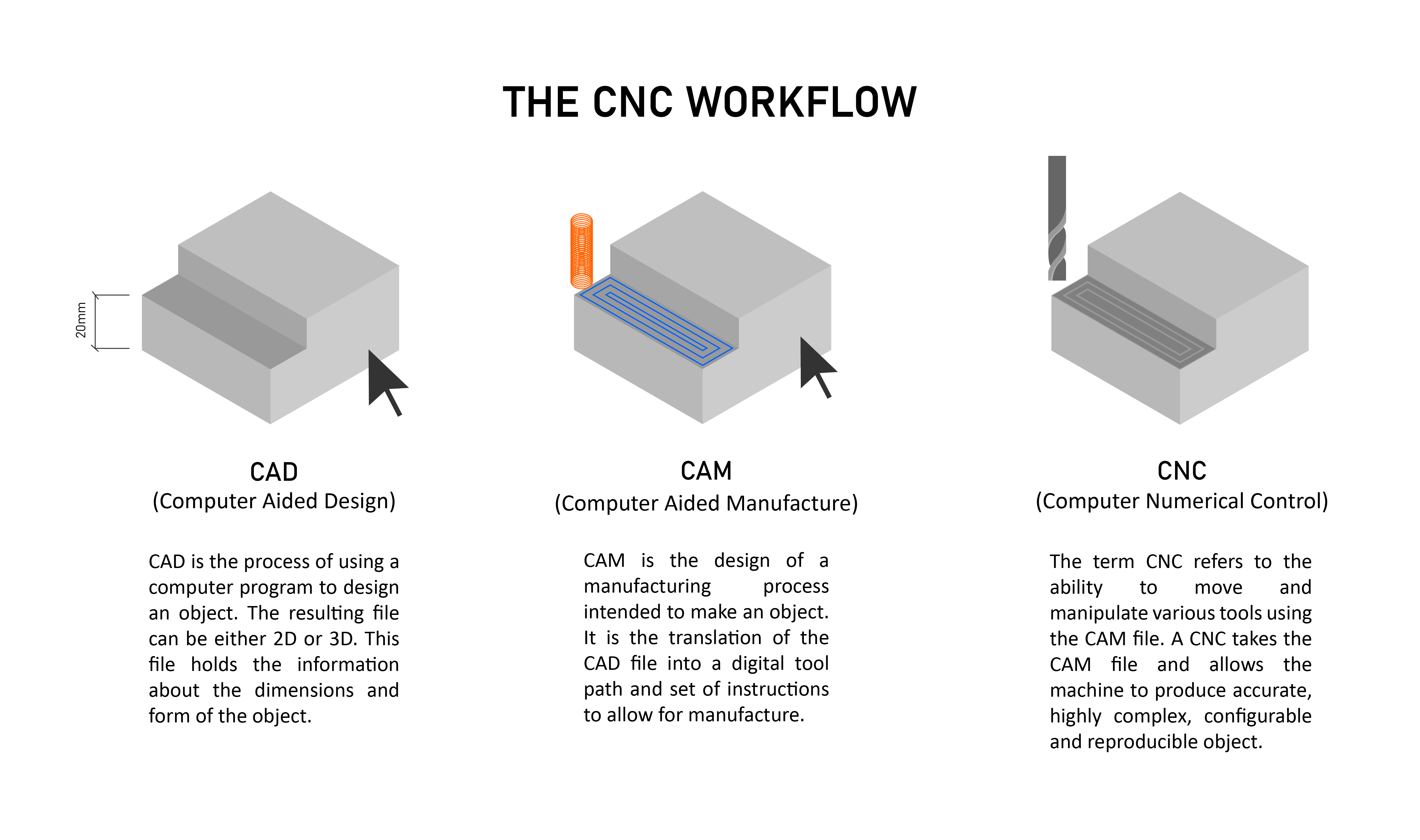
Comprensione dei produttori di parti per macchine CNC e del loro ruolo industriale
Vi siete mai chiesti come il metallo grezzo si trasforma nei componenti complessi che alimentano il motore della vostra auto o i dispositivi medici? È esattamente in questo ambito che entrano in gioco i produttori di parti per macchine CNC. Questi stabilimenti specializzati costituiscono la spina dorsale della moderna produzione industriale, trasformando i progetti ingegneristici in realtà fisiche con straordinaria precisione.
A differenza dei laboratori di fabbricazione generici, che si concentrano principalmente su taglio e saldatura, questi produttori si specializzano nella produzione ad alta precisione. Utilizzano attrezzature controllate da computer per ottenere dimensioni esatte e tolleranze ristrette—spesso misurate in micron. Potete considerarli gli specialisti della precisione nel mondo industriale, dove ogni frazione di millimetro conta.
Cosa fanno effettivamente i produttori di parti per macchine CNC
Nel loro nucleo, questi produttori trasformano materie prime—tipicamente metalli come alluminio, acciaio e titanio—in componenti meccanici finiti mediante processi di lavorazione controllati da computer. Ma ecco ciò che li distingue dalle comuni officine meccaniche: offrono precisione, ripetibilità e scalabilità che le officine generaliste semplicemente non riescono a garantire.
Quando collabori con servizi specializzati di lavorazione CNC, hai accesso a capacità che includono:
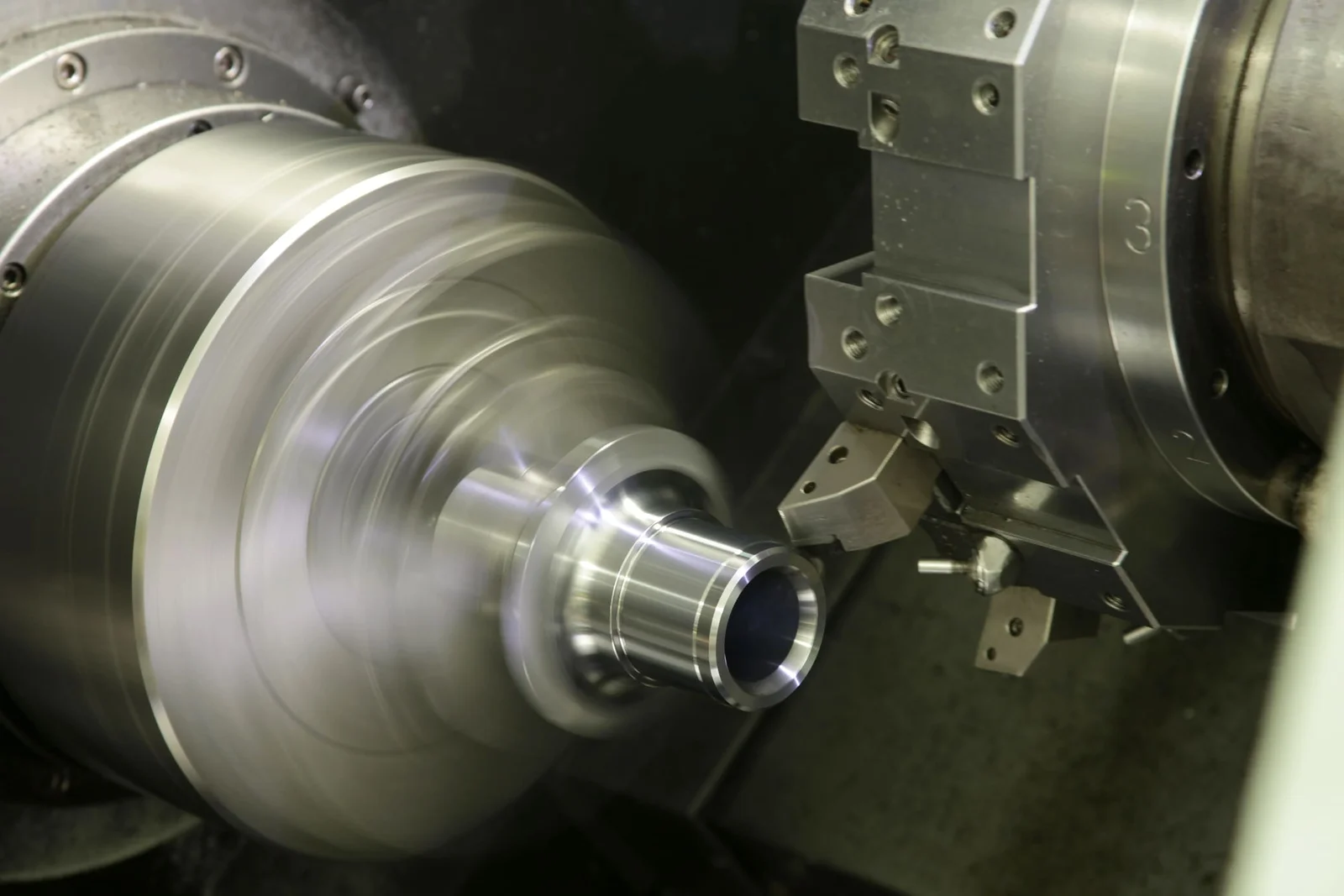
- Tornitura CNC: La realizzazione di parti cilindriche, come alberi, boccole e steli di valvole, ruotando il pezzo da lavorare contro utensili taglienti
- Fresatura CNC: La produzione di superfici piane, profili, scanalature e geometrie tridimensionali complesse mediante utensili taglienti rotanti
- Lavorazione multiasse: La fabbricazione di parti intricate con geometrie complesse attraverso movimenti simultanei su più assi
- Operazioni Secondarie: Finiture superficiali, trattamenti termici e servizi di assemblaggio che completano il ciclo produttivo
La distinzione è significativa. Mentre una officina meccanica generica potrebbe occuparsi di varie operazioni di lavorazione dei metalli, i produttori di parti per macchine a controllo numerico (CNC) investono ingenti risorse in attrezzature avanzate, sistemi di gestione della qualità ed esperienza specializzata. Secondo esperti dell'industria , le moderne strutture integrano macchine CNC multiasse che consentono una produzione più rapida, una riduzione degli errori e una qualità costante tra i diversi lotti di produzione.
L’ecosistema della produzione di precisione
Immaginate un ecosistema in cui ogni partecipante svolge un ruolo fondamentale. I produttori di parti per macchine a controllo numerico (CNC) si collocano al centro di questa rete industriale, collegando i fornitori di materie prime con gli assemblatori di prodotti finiti. Essi trasformano le specifiche ingegneristiche in componenti meccanici di precisione, conformi ai requisiti dimensionali esatti.
La domanda di questi produttori specializzati continua a crescere in numerosi settori:
Automotive: Componenti del motore, parti del cambio ed elementi del telaio che richiedono coerenza su grandi volumi di produzione e certificazione IATF 16949.
Aerospaziale: Parti critiche per il volo che richiedono la tracciabilità dei materiali, la certificazione AS9100D e tolleranze misurate in millesimi di pollice.
Medico: Strumenti chirurgici e impianti prodotti in ambienti controllati conformemente agli standard ISO 13485.
Cosa rende funzionante questo ecosistema? È la combinazione di tecnologia CNC avanzata, operatori qualificati e processi rigorosi di controllo qualità. Con il progresso della tecnologia manifatturiera, questi produttori integrano sempre più sistemi basati sull’intelligenza artificiale, connettività IoT e automazione per garantire una precisione e un’efficienza ancora maggiori.
In questa guida scoprirai le conoscenze riservate che distinguono gli acquirenti di successo da chi invece apprende, a caro prezzo, lezioni difficili. Dalla comprensione dei processi di lavorazione e della selezione dei materiali alla valutazione dei fornitori e alla redazione di richieste di offerta (RFQ) impeccabili: otterrai una guida completa per prendere decisioni informate nell’acquisto di parti per macchine CNC da produttori qualificati.
Processi di lavorazione CNC che ogni acquirente dovrebbe conoscere
Ecco uno scenario che molti acquirenti si trovano ad affrontare: avete progettato un componente, individuato un produttore e inviato i vostri disegni. A questo punto sorge la domanda: «Avete bisogno di lavorazione a 3 assi, a 4 assi o a 5 assi?». Sembra complesso? Non necessariamente. Comprendere questi processi prima di entrare in contatto con i fornitori vi offre un vantaggio significativo nelle discussioni, nelle trattative sui costi e nella pianificazione dei tempi.
Il termine «asse» indica le direzioni lungo le quali lo strumento di taglio si muove rispetto al pezzo da lavorare durante la lavorazione. Maggiore è il numero di assi, maggiore è la flessibilità — ma anche la complessità e il costo. Analizziamo ciascuna opzione per aiutarvi a abbinare le esigenze relative ai vostri componenti CNC al processo più adatto.
Dalla lavorazione a 3 assi alla lavorazione a 5 assi: spiegazione dettagliata
fresatura CNC a 3 assi rappresenta la fondamento della moderna produzione di precisione . Lo strumento di taglio si muove lungo tre assi lineari: X (sinistra-destra), Y (avanti-indietro) e Z (su-giù). Il pezzo da lavorare rimane fisso sul tavolo della macchina mentre lo strumento lo raggiunge dall’alto.
Questa configurazione gestisce in modo eccezionale superfici piane, contorni semplici e forme geometriche basilari. Si pensi a staffe, piastre e involucri con caratteristiche semplici. I vantaggi sono evidenti: costi inferiori per le attrezzature, programmazione più semplice e operatività accessibile rendono la fresatura a 3 assi ideale per la prototipazione e la fabbricazione generale.
Tuttavia, emergono limitazioni nel caso di geometrie complesse. La lavorazione di caratteristiche su più lati richiede il riposizionamento del pezzo, introducendo potenziali errori di allineamento e prolungando i tempi di produzione.
fresatura CNC a 4 assi si basa sulla fondazione a 3 assi aggiungendo un asse rotazionale—tipicamente l’asse A, che ruota attorno all’asse X. Ciò consente una lavorazione continua attorno alla circonferenza del pezzo senza necessità di riposizionamento manuale.
I componenti cilindrici e simmetrici lavorati mediante fresatura CNC traggono il massimo vantaggio da questa configurazione. Alberi, ingranaggi, alberi a camme e componenti valvolari diventano significativamente più facili da produrre. La capacità di rotazione riduce i tempi di attrezzaggio e garantisce una maggiore precisione per le caratteristiche arrotondate rispetto a più configurazioni a 3 assi.
lavorazione CNC a 5 assi aggiunge un secondo asse rotazionale, consentendo allo utensile o al pezzo in lavorazione di inclinarsi e ruotare per accedere a quasi qualsiasi superficie in un unico attrezzaggio. Secondo ricerche nel settore , ciò elimina le tolleranze cumulative associate a più attrezzaggi: tutte le caratteristiche vengono lavorate rispetto a un singolo riferimento, garantendo una precisione dimensionale superiore.
Le capacità sono straordinarie: contornatura simultanea a 5 assi, lavorazione multiface e realizzazione di sottosquadri impossibili con configurazioni più semplici. Diventano realizzabili parti fresate con forme organiche complesse, angoli composti o cavità profonde. Il compromesso comporta un investimento maggiore nella macchina, una programmazione CAM più sofisticata e una maggiore competenza dell’operatore.
| Tipo di asse | Migliori Applicazioni | Livello di complessità | Esempi tipici di componenti |
|---|---|---|---|
| 3 assi | Superfici piane, contorni semplici, geometrie prismatiche, caratteristiche su un solo lato | Bassa o media | Supporti, piastre, involucri, alloggiamenti per schede elettroniche, componenti automobilistici di base |
| 4 assi | Parti cilindriche, componenti simmetrici, caratteristiche che avvolgono un asse | Medio | Alberi a camme, ingranaggi, alberi, valvole, pale di turbina, raccordi per tubazioni |
| 5-assi | Geometrie complesse, angoli composti, sottosquadri, forme organiche, lavorazione su più facce | Alto | Pale di turbina, componenti strutturali aerospaziali, impianti medici, stampi avanzati, componenti automobilistici ad alte prestazioni |
Abbinamento della geometria del pezzo al processo appropriato
Quando si inviano disegni ai produttori di parti per lavorazione CNC, questi valutano diversi fattori per consigliare il processo più idoneo. Comprendere la loro logica decisionale aiuta a prevedere i suggerimenti e a pianificare il budget di conseguenza.
Accessibilità della superficie guida molte decisioni. È possibile raggiungere tutte le caratteristiche critiche da una sola direzione? Se il tuo componente per lavorazione CNC richiede l’accesso degli utensili da più angolazioni — ad esempio un componente con caratteristiche su cinque facce — la lavorazione a 5 assi elimina le modifiche di setup che altrimenti comporterebbero costi aggiuntivi e rischi.
Complessità geometrica ha un’importanza significativa. I componenti delle macchine CNC con spigoli rettilinei e piani piatti si prestano tipicamente alle operazioni a 3 assi. L’aggiunta di superfici curve che avvolgono un asse centrale rende appropriata la lavorazione a 4 assi. L’introduzione di contorni composti, superfici scolpite o caratteristiche con angolazioni particolari rende la lavorazione a 5 assi la soluzione migliore.
Requisiti di tolleranza influenzano anch’essi la scelta del processo. Ogni volta che un pezzo viene riposizionato, si accumulano piccole variazioni di allineamento. Per i componenti fresati CNC che richiedono tolleranze strette su più caratteristiche, la lavorazione a 5 assi in un unico setup mantiene le relazioni dimensionali che altrimenti si deteriorerebbero a causa dei ripetuti interventi manuali.
Volume di produzione influenza l'equazione. Produzioni su larga scala possono giustificare l'impiego di configurazioni dedicate a 3 assi o a 4 assi, ottimizzate per la velocità. Quantità inferiori di componenti complessi traggono spesso vantaggio dall’efficienza della lavorazione a 5 assi, nonostante i costi orari più elevati.
Ecco la prospettiva interna: non richiedete automaticamente il processo più avanzato disponibile. Un produttore competente suggerirà l’approccio più conveniente dal punto di vista economico per la specifica geometria del vostro componente. Se consiglia una lavorazione a 3 assi anziché a 5 assi, ciò rappresenta spesso una buona notizia per il vostro budget, e non una limitazione delle sue capacità.
Una volta chiariti i processi di lavorazione, la successiva decisione critica riguarda la scelta del materiale, una scelta che influisce direttamente sulle tolleranze, sulla finitura superficiale e sui costi di produzione.
Guida alla selezione dei materiali per componenti personalizzati lavorati a macchina
Hai identificato il processo di lavorazione meccanica giusto per il tuo progetto. Ora arriva una decisione che influisce su tutto, dalle prestazioni finali del componente al tuo risultato economico: la scelta del materiale. Scegliere il materiale sbagliato può comportare componenti che cedono sotto sforzo, si corrodono prematuramente o costano molto di più del necessario per la produzione.
Ecco ciò che molti acquirenti non sanno: il materiale che specifichi non determina soltanto le proprietà fisiche. Influisce direttamente sui tempi di lavorazione, sull’usura degli utensili, sulle tolleranze raggiungibili e sulla qualità della finitura superficiale. Produttori esperti di componenti meccanici CNC valutano la scelta del materiale con la stessa attenzione riservata alla geometria durante la quotazione del tuo progetto.
Esploriamo come abbinare i materiali ai requisiti della tua applicazione — ed evitare errori costosi che compromettono i progetti di produzione.
Alluminio vs acciaio per componenti meccanici CNC
Nella ricerca di componenti meccanici personalizzati, la scelta tra alluminio e acciaio si pone costantemente. Entrambi i materiali dominano il settore dei componenti metallici lavorati, ma soddisfano esigenze distintamente diverse.
Leghe di Alluminio offrono un’eccezionale lavorabilità: vengono tagliati facilmente, generano meno calore e producono finiture superficiali eccellenti. Secondo le guide industriali per la lavorazione, la leggerezza dell’alluminio, la sua resistenza alla corrosione e la possibilità di essere anodizzato ne fanno una scelta popolare in numerosi settori. Le leghe più comuni, come la 6061 e la 7075, coprono la maggior parte delle applicazioni; in particolare, la 7075-T6 offre una resistenza paragonabile a quella di alcuni acciai, mantenendo tuttavia significativi vantaggi in termini di peso.
Valutare l’alluminio quando è necessario:
- Componenti metallici lavorati leggeri per applicazioni aerospaziali o nel settore dei trasporti
- Eccellente conducibilità termica ed elettrica
- Resistenza naturale alla corrosione senza trattamenti aggiuntivi
- Cicli di lavorazione rapidi che riducono il costo per singolo componente
Acciaio e acciaio inossidabile offrono resistenza meccanica superiore, durezza ed elevata resistenza all'usura. Gli acciai al carbonio, come gli 1018 e 4140, garantiscono durabilità per applicazioni strutturali. Le leghe inossidabili — in particolare le serie 303, 304 e 316 — combinano resistenza meccanica ed eccellente resistenza alla corrosione, rendendole adatte a ambienti aggressivi.
L'acciaio diventa la scelta più idonea quando:
- La resistenza meccanica e la capacità di sopportare carichi sono i fattori più determinanti
- La resistenza all'usura è fondamentale per componenti in movimento
- Le temperature operative superano i limiti dell'alluminio
- L'efficienza economica prevale rispetto alle considerazioni sul peso
Il compromesso? L'acciaio richiede velocità di taglio inferiori, provoca un maggiore usura degli utensili e generalmente necessita di tempi di lavorazione più lunghi. Questi fattori aumentano i costi di produzione rispetto a parti metalliche personalizzate in alluminio equivalenti.
Proprietà del materiale che influenzano le decisioni produttive
Oltre al confronto tra alluminio e acciaio, diversi altri materiali svolgono ruoli importanti nella lavorazione di parti metalliche. Comprendere le loro caratteristiche consente di comunicare efficacemente con i produttori e di definire specifiche ben informate.
Leghe di Titanio (in particolare la lega Ti-6Al-4V) offrono un rapporto eccezionale tra resistenza e peso, resistenza alla corrosione e biocompatibilità. Le specifiche dei materiali per l’aerospaziale richiedono spesso il titanio per componenti del motore, carrelli d’atterraggio e parti strutturali. Tuttavia, il titanio presenta sfide nella lavorazione: elevata usura degli utensili, bassa conducibilità termica e la necessità di parametri di taglio specializzati aumentano significativamente i costi di produzione.
Ottone viene lavorato in modo eccellente, producendo tagli puliti e finiture superficiali di alta qualità con usura minima degli utensili. Parti personalizzate in ottone sono comuni nei raccordi idraulici, nei connettori elettrici e nelle ferramenta decorative. La lubrificità naturale del materiale e le sue caratteristiche di rottura del truciolo lo rendono particolarmente economico per produzioni su larga scala.
Plastiche ingegneristiche materiali come PEEK, Delrin (acetale) e PTFE sono utilizzati in applicazioni dove è fondamentale la riduzione del peso, la resistenza chimica o l’isolamento elettrico. Questi materiali vengono lavorati in modo diverso rispetto ai metalli: richiedono utensili affilati, velocità di taglio appropriate e attenzione all’accumulo di calore, che può influenzare la stabilità dimensionale.
| Tipo di Materia | Proprietà chiave | Migliori Applicazioni | Considerazioni sulla lavorazione | Costo relativo |
|---|---|---|---|---|
| Alluminio (6061, 7075) | Leggero, resistente alla corrosione, ottima lavorabilità, buona conducibilità termica | Strutture aerospaziali, componenti automobilistici, involucri elettronici, prodotti per il consumatore | Alte velocità di taglio, bassa usura degli utensili, finitura superficiale eccellente ottenibile | Bassa o media |
| Acciaio al carbonio (1018, 4140) | Elevata resistenza meccanica, buona resistenza all’usura, saldabile, trattabile termicamente | Componenti strutturali, alberi, ingranaggi, dispositivi di fissaggio, macchinari in generale | Velocità moderate, usura regolare degli utensili, potrebbe essere necessario l’uso di refrigerante | Bassi |
| Acciaio inossidabile (303, 304, 316) | Resistente alla corrosione, elevata resistenza meccanica, resistente al calore, igienico | Dispositivi medici, industria alimentare, applicazioni marittime, apparecchiature chimiche | Velocità più basse, maggiore usura degli utensili, tendenza all’indurimento per deformazione | Medio ad alto |
| Titanio (Ti-6Al-4V) | Eccezionale rapporto resistenza-peso, biocompatibile, resistente alla corrosione, stabilità a elevate temperature | Motori aerospaziali, impianti medici, automobilistico ad alte prestazioni, applicazioni marittime | Necessità di utensili specializzati, velocità di lavorazione ridotte, usura significativa degli utensili, gestione termica critica | Alto |
| Ottone (C360, C260) | Ottima lavorabilità, resistenza alla corrosione, aspetto decorativo, proprietà antimicrobiche | Raccordi per tubazioni, connettori elettrici, valvole, ferramenta decorativa | Lavorazione molto rapida, usura minima degli utensili, eccellente formazione dei trucioli | Medio |
| Plastiche tecniche (PEEK, Delrin) | Leggero, resistente ai prodotti chimici, isolamento elettrico, basso coefficiente di attrito | Componenti medici, isolanti elettrici, cuscinetti, guarnizioni, industria alimentare | Necessità di utensili affilati, sensibilità al calore, problemi di stabilità dimensionale | Medio ad alto |
Come la scelta del materiale influisce sui risultati del tuo progetto:
Tolleranze: Materiali più duri, come l'acciaio temprato o il titanio, possono mantenere tolleranze più strette sotto sforzo, ma richiedono una lavorazione più accurata per raggiungerle. I materiali più morbidi potrebbero deformarsi leggermente durante la lavorazione, rendendo necessarie strategie di compensazione. Secondo specialisti della lavorazione meccanica, la durezza del metallo influisce sull'usura degli utensili, sulla velocità di taglio e sulla finitura superficiale: i metalli più morbidi richiedono ulteriori accorgimenti per garantire l'accuratezza dimensionale.
Finitura superficiale: La struttura granulare del materiale influenza le finiture ottenibili. I metalli a grana fine producono generalmente una qualità superficiale migliore, mentre i materiali a grana grossa possono presentare segni visibili di lavorazione anche con parametri ottimali. L'alluminio e l'ottone raggiungono naturalmente eccellenti finiture; il titanio e alcune leghe di acciaio inossidabile richiedono operazioni di finitura aggiuntive.
Tempi di consegna: Materiali comuni come l'alluminio 6061 o l'acciaio inossidabile 304 sono facilmente reperibili. Per gradi speciali—titanio per applicazioni aerospaziali, specifiche leghe di nichel o materiali certificati per uso medico—potrebbero essere necessari tempi di approvvigionamento prolungati, con conseguente impatto sul cronoprogramma del progetto.
I produttori che operano nei settori automobilistico e aerospaziale utilizzano gradi specifici di materiali per garantire la conformità alle normative di certificazione. Uno stabilimento certificato IATF 16949, che fornisce la catena di approvvigionamento automobilistica, detiene scorte di materiali conformi alle specifiche dei costruttori originali (OEM). I produttori aerospaziali mantengono documentazione tracciabile per i materiali conformi agli standard AMS e ASTM. Quando la vostra applicazione richiede materiali certificati, verificate la capacità del fornitore di reperire e documentare i gradi appropriati.
Una volta compresi i principi di selezione dei materiali, la successiva considerazione fondamentale riguarda le specifiche di tolleranza e le certificazioni di qualità: gli standard che definiscono la produzione di precisione.

Tolleranze di precisione e certificazioni di qualità illustrate
Hai selezionato il materiale e identificato il processo di lavorazione più adatto. Ora arriva una conversazione che distingue gli acquirenti informati da chi paga per una precisione di cui non ha bisogno — o, peggio ancora, riceve componenti che non funzionano correttamente. Comprendere le specifiche di tolleranza e le certificazioni di qualità non è semplice conoscenza tecnica: è la base per un approvvigionamento economicamente efficiente.
Quando su un disegno vedi una quota come "1,500 ± 0,005 pollici", tale intervallo di tolleranza definisce ciò che è accettabile. Ma ecco ciò che molti acquirenti trascurano: restringere tale tolleranza da ±0,005 a ±0,001 pollici non migliora soltanto la precisione — può moltiplicare i costi di produzione da tre a cinque volte . Per prendere decisioni intelligenti sulle tolleranze è necessario comprendere cosa significhino effettivamente quei valori per la tua applicazione.
Specifiche di tolleranza decodificate per gli acquirenti
Pensate alle tolleranze come alla "gamma consentita" entro la quale le dimensioni del vostro componente possono variare pur rimanendo accettabili. Un albero specificato con diametro di 10,00 mm ± 0,05 mm supera l’ispezione se la sua misura rientra tra 9,95 mm e 10,05 mm. Semplice, ma le implicazioni sono più profonde.
Tolleranze standard rappresentano il punto ottimale in cui precisione e praticità si incontrano. Per la maggior parte delle operazioni di fresatura CNC, ±0,010 pollici (±0,25 mm) garantisce un’accuratezza eccezionale per la stragrande maggioranza dei componenti meccanici. Questo livello tiene conto delle variazioni naturali nelle prestazioni della macchina, nelle proprietà del materiale e nelle condizioni ambientali, assicurando comunque un montaggio e un funzionamento affidabili.
Tolleranze Strette vanno oltre le capacità standard — tipicamente ±0,001 pollici (±0,025 mm) o più stringenti. Il raggiungimento di tali tolleranze richiede attrezzature specializzate, velocità di lavorazione ridotte, ambienti controllati e ispezioni aggiuntive. Secondo specialisti della lavorazione meccanica, tolleranze pari a ±0,01 mm e inferiori sono considerate ultra-precise, comportando aumenti sostanziali dei costi.
Per i componenti meccanici di precisione, la tolleranza da voi specificata influisce direttamente sul metodo di produzione, sui requisiti di ispezione e, in ultima analisi, sul budget del vostro progetto.
| Campo di Tolleranza | Classificazione | Applicazioni tipiche | Impatto sui Costi |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Standard/Commerciale | Componenti strutturali, alloggiamenti, staffe, involucri, hardware generale | Livello base (1x) |
| ±0,005" (±0,127 mm) | Industriale di precisione | Assiemi accoppiati, alloggiamenti per cuscinetti, dispositivi di fissaggio di precisione, automazione industriale | 1,5-2 volte la base |
| ±0,002" (±0,051 mm) | Alta Precisione | Dispositivi medici, componenti aerospaziali, sistemi ottici, strumenti di precisione | 2-3 volte la base |
| ±0,001" (±0,025 mm) | Precisione ultrapotente | Applicazioni aerospaziali critiche per il volo, dispositivi medici impiantabili, utensili di precisione | 3-5 volte il valore di base |
| ±0,0005" (±0,013 mm) | Precisione Estrema | Applicazioni spaziali, strumenti ultra-precisi, calibri master | 5x+ rispetto al valore di riferimento |
Quando le tolleranze strette sono davvero importanti
Ecco una conoscenza riservata che può farvi risparmiare notevolmente: le tolleranze strette devono essere riservate esclusivamente alle caratteristiche in cui la funzionalità lo richiede effettivamente. Un approccio intelligente prevede l’applicazione di tolleranze strette solo sulle superfici di accoppiamento critiche, utilizzando invece tolleranze standard sulle aree non funzionali.
Le tolleranze strette diventano necessarie quando:
- La funzionalità del componente dipende da relazioni dimensionali precise—ad esempio alberi in cuscinetti di precisione o pistoni in cilindri idraulici
- Più parti interagenti generano problemi di accumulo delle tolleranze che potrebbero influenzare le prestazioni complessive dell’insieme
- I requisiti normativi impongono specifici standard di precisione per applicazioni critiche dal punto di vista della sicurezza
- Le superfici di tenuta devono impedire perdite nei componenti soggetti a pressione
Le tolleranze standard funzionano eccezionalmente bene per:
- Componenti strutturali in cui l’accuratezza dell’adattamento è più importante dell’accuratezza dimensionale assoluta
- Insiemi di alloggiamenti, staffe di fissaggio e strutture di supporto
- Applicazioni in cui il vostro progetto prevede opportuni giochi
- Funzionalità non critiche, come coperture, involucri ed elementi decorativi
La chiave sta nella comprensione dei requisiti funzionali. Se i componenti lavorati a CNC di precisione svolgono in modo affidabile la loro funzione prevista entro i normali campi di tolleranza, specifiche personalizzate comportano costi e complessità aggiuntivi senza migliorare le prestazioni.
Consideri questo confronto pratico fornito da specialisti delle tolleranze: ottenere una tolleranza di ±0,05 mm equivale a colpire una mela da una distanza di 10 metri utilizzando processi standard, mentre una tolleranza di ±0,01 mm equivale a colpire una ciliegia da 50 metri di distanza. Quest’ultima richiede macchine più stabili, utensili più fini, controlli ambientali più rigorosi e strumenti di misurazione avanzati, tutti fattori che contribuiscono ad aumenti esponenziali dei costi.
Certificazioni di qualità che definiscono gli standard produttivi
Oltre alle tolleranze, le certificazioni di qualità indicano quali controlli sistematici un produttore mette in atto. Non si tratta semplicemente di decorazioni da appendere al muro: rappresentano audit rigorosi dei processi, della documentazione e dei sistemi di miglioramento continuo.
ISO 9001:2015 costituisce lo standard fondamentale di qualità riconosciuto a livello internazionale. Secondo esperti di certificazione , si basa sui principi di gestione per la qualità, tra cui un forte orientamento al cliente, l’impegno della direzione, l’approccio per processi e il miglioramento continuo. La conformità alla norma ISO 9001 contribuisce a garantire che i clienti ricevano prodotti di buona qualità e coerenti. Questa certificazione è adatta alla produzione commerciale generale in tutti i settori industriali.
AS9100D si basa sulla norma ISO 9001, aggiungendo rigorosi requisiti specifici per le esigenze di qualità nel settore aerospaziale. Sostenuta dal Gruppo Internazionale per la Qualità Aerospaziale (IAQG), che rappresenta le principali aziende aerospaziali a livello mondiale, la norma AS9100 affronta la gestione del rischio, la gestione della configurazione, la prevenzione dei componenti contraffatti e ulteriori requisiti di sicurezza. Se producete parti meccaniche di precisione critiche per il volo, i vostri fornitori devono possedere questa certificazione.
ISO 13485 stabilisce i requisiti di gestione della qualità per la produzione di dispositivi medici. Garantisce che i processi siano conformi ai requisiti normativi applicabili ai dispositivi che influenzano direttamente la sicurezza del paziente. I componenti medici richiedono tipicamente tolleranze comprese tra ±0,005" e ±0,002", unitamente a capacità di lavorazione in ambiente controllato (cleanroom) e a una documentazione completa di tracciabilità.
IATF 16949 si applica specificamente alle catene di approvvigionamento automobilistiche, ponendo l'accento sulla prevenzione dei difetti, sulla riduzione delle variazioni e sull'eliminazione degli sprechi. I produttori automobilistici richiedono questa certificazione dai fornitori che realizzano componenti meccanici di precisione CNC per veicoli, garantendo coerenza nelle produzioni su larga scala.
Quando si valutano i produttori di componenti per macchine CNC, occorre confrontare le loro certificazioni con i requisiti del proprio settore. Un produttore dotato esclusivamente della certificazione ISO 9001 non è in grado di fornire componenti per l’aerospaziale che richiedono la conformità alla norma AS9100D, indipendentemente dalle sue capacità di lavorazione.
Comprendere le tolleranze e le certificazioni consente di avviare conversazioni informate con potenziali fornitori. Il passo successivo consiste nello sviluppare un quadro sistematico per valutare e confrontare i produttori, assicurando così una collaborazione con strutture in grado di soddisfare i propri requisiti specifici.
Come valutare e confrontare i produttori di componenti CNC
Avete definito le vostre tolleranze, selezionato i materiali e compreso i processi di lavorazione meccanica richiesti dal vostro progetto. Ora arriva forse la decisione più determinante del vostro percorso di approvvigionamento: scegliere il giusto partner produttivo. È qui che molti acquirenti inciampano, selezionando spesso i fornitori principalmente in base ai preventivi di prezzo anziché a una valutazione completa delle loro capacità.
Ecco la realtà: il preventivo più basso raramente garantisce il costo totale più contenuto. Spese nascoste derivanti da problemi di qualità, interruzioni nella comunicazione e mancati rispetti dei tempi di consegna superano spesso qualsiasi risparmio ottenuto inizialmente. Lo sviluppo di una metodologia sistematica di valutazione protegge i vostri progetti e consente di costruire relazioni con produttori di componenti meccanici in grado di supportare il vostro successo a lungo termine.
Il Framework di Valutazione dei Produttori in Cinque Passi
Confrontando i produttori di componenti meccanici, un approccio strutturato evita errori costosi. Questo quadro metodologico è stato affinato grazie a innumerevoli relazioni con fornitori, sia di successo che non riuscite. Seguite questi passaggi in modo rigoroso e individuerete partner in grado di garantire una qualità costante, anziché scuse.
-
Verificare le certificazioni e gli standard di conformità
Partire dai requisiti non negoziabili. Secondo esperti di approvvigionamento settoriali , certificazioni come ISO 9001, IATF 16949 o AS9100D indicano processi strutturati e qualità ripetibile. Richiedete certificati aggiornati — non scaduti — e verificate che il loro campo di applicazione copra espressamente i servizi specifici di cui avete bisogno. Un produttore certificato per operazioni di tornitura potrebbe non essere certificato per fresatura complessa a più assi. Allineate le certificazioni ai requisiti del vostro settore prima di procedere oltre. -
Valutare le capacità degli impianti e l’esperienza tecnica
Valutare se il fornitore utilizza torni CNC avanzati, fresatrici, rettificatrici e macchine di misura a coordinate (CMM). Il suo team tecnico dovrebbe dimostrare competenza nell’uso di strumenti CAD/CAM e nella lavorazione multiasse. Porre domande specifiche: quali marche di macchine utilizzano? Qual è l’ingombro massimo dei pezzi lavorabili? Sono in grado di rispettare le specifiche dei materiali richieste? I fornitori di componenti meccanici di precisione investono in attrezzature coerenti con le proprie dichiarazioni di qualità: macchinari obsoleti contraddicono le promesse di tolleranze strette. -
Esaminare i processi di controllo qualità
Questo passaggio distingue i produttori seri di componenti meccanici lavorati da quelli che possiedono semplicemente attrezzature CNC. Chiedete informazioni sugli strumenti di ispezione utilizzati — calibri a spine, micrometri, macchine di misura a coordinate (CMM) — e richiedete esempi di rapporti di ispezione. Comprendete come viene implementato il controllo statistico di processo (SPC). Monitorano le dimensioni critiche durante l’intero ciclo produttivo oppure verificano soltanto i pezzi finiti? Secondo gli specialisti della qualità nella produzione, una documentazione adeguata del controllo qualità è fondamentale per settori regolamentati come l’aerospaziale o l’automotive. -
Valuta la reattività nella comunicazione
Inviare domande tecniche e osservare la qualità e i tempi di risposta. I fornitori esperti dimostrano la propria capacità di interpretare correttamente i disegni tecnici, di fornire feedback sul Design for Manufacturability (DFM) e di suggerire alternative di lavorazione. Una comunicazione tempestiva e chiara garantisce che non rimarrete all’oscuro in caso di problemi. Un fornitore lento a rispondere nella fase di quotazione probabilmente vi causerà frustrazione anche durante la produzione. -
Richiedere campioni di parti
Prima di impegnarsi in volumi di produzione, ordinare quantitativi di prototipi o campioni. Questo dimostra le effettive capacità, anziché quelle dichiarate. Valutare l’accuratezza dimensionale, la finitura superficiale e la qualità della documentazione. Secondo le guide per l’approvvigionamento di lavorazioni CNC, iniziare con un progetto pilota è il modo più rapido per verificare le reali competenze del fornitore, la sua disciplina nei processi e la sua mentalità orientata alla qualità, prima di passare alla produzione su larga scala.
Comprensione dell’SPC e delle ispezioni con macchina di misura a coordinate (CMM)
Due concetti di controllo qualità meritano una spiegazione più approfondita, poiché differenziano fondamentalmente i produttori di componenti meccanici CNC qualificati dai semplici laboratori di tornitura e fresatura.
Controllo Statistico dei Processi (SPC) monitora la produzione in tempo reale, rilevando le tendenze dimensionali prima che i pezzi escano dalle tolleranze specificate. Invece di scoprire i problemi solo dopo aver completato un lotto, il controllo statistico di processo (SPC) individua tempestivamente gli scostamenti nei processi, consentendo interventi correttivi prima della produzione di scarti. Per i fornitori di componenti meccanici di precisione ad alto volume, l’SPC è essenziale per garantire coerenza su migliaia di componenti identici.
Ispezione con macchina di misura a coordinate (CMM) fornisce una verifica tridimensionale di geometrie complesse. Questi strumenti sofisticati rilevano punti sulla superficie dei pezzi, confrontando le effettive dimensioni con i modelli CAD con un’accuratezza dell’ordine del micron. Quando il vostro fornitore di componenti meccanici indica tolleranze stringenti, chiedetegli come ne verifica il rispetto. I rapporti di ispezione effettuati con la macchina di misura a coordinate (CMM) forniscono una documentazione comprovata del rispetto delle specifiche — elemento fondamentale per applicazioni aerospaziali, mediche e automobilistiche che richiedono piena tracciabilità.
Segnali di allarme durante la valutazione dei fornitori di tornitura CNC
Oltre a sapere cosa cercare, riconoscere i segnali di allerta previene collaborazioni destinate a rivelarsi insoddisfacenti. Prestare particolare attenzione a questi indicatori preoccupanti:
- Riluttanza a condividere certificazioni o capacità di ispezione: I produttori legittimi di componenti meccanici lavorati espongono con orgoglio le proprie qualifiche e sono disponibili a discutere delle strutture produttive.
- Preventivi significativamente al di sotto delle tariffe di mercato: Prezzi irrealistici spesso indicano scelte di compromesso nei materiali, nel controllo qualità o nei processi produttivi, che si traducono successivamente in difetti.
- Risposte vaghe riguardo alle attrezzature o ai processi: I fornitori affidabili descrivono in modo specifico le proprie capacità: modelli delle macchine, tolleranze raggiungibili, strumenti di ispezione.
- Assenza di feedback DFM (Design for Manufacturability) su progetti complessi: I produttori esperti identificano potenziali problemi e propongono miglioramenti. Il silenzio su questioni relative alla realizzabilità indica inesperienza o indifferenza.
- Pratiche scadenti di gestione della documentazione: Richiedere rapporti di ispezione campione e certificati dei materiali. I fornitori incapaci di fornire documentazione organizzata probabilmente non dispongono di processi sistematici per il controllo qualità.
- Riluttanza a fornire referenze: I fornitori consolidati di componenti meccanici di precisione mantengono clienti soddisfatti, disposti a condividere le proprie esperienze.
Confronto tra produzione nazionale e produzione estera
La posizione geografica del fornitore dei vostri componenti meccanizzati influisce in modo significativo sui risultati del progetto. Comprendere questi compromessi vi aiuta a prendere decisioni strategiche di approvvigionamento allineate alle vostre priorità.
Lavorazione CNC nazionale offre vantaggi evidenti per molte applicazioni. Secondo la ricerca sul sourcing produttivo, la produzione nazionale garantisce un allineamento geografico stretto tra i team di progettazione e gli impianti di produzione. I benefici includono tempi di consegna più brevi, una comunicazione migliore, una collaborazione più agevole durante le modifiche progettuali e un maggiore controllo sulla qualità della produzione. La vicinanza consente la risoluzione in tempo reale dei problemi e l’implementazione più rapida delle modifiche ingegneristiche.
Tempi di consegna favoriscono in modo significativo i partner nazionali. La lavorazione all'estero richiede di tenere conto delle spedizioni internazionali, dello sdoganamento e dei potenziali ritardi nei porti. Un rapporto di Deloitte ha evidenziato che oltre il 40% dei produttori globali ha identificato l’instabilità dell’approvvigionamento estero come uno dei principali rischi operativi. I fornitori nazionali operano all’interno di reti logistiche sicure, riducendo la variabilità dei tempi di consegna e supportando la continuità aziendale.
Comunicazione le difficoltà si moltiplicano con i fornitori esteri. Le differenze di fuso orario, le barriere linguistiche e le variazioni culturali nelle pratiche commerciali possono ritardare la risoluzione di problemi tecnici. Quando emergono modifiche progettuali — e ciò avviene sempre — i partner nazionali implementano le modifiche entro pochi giorni anziché settimane.
Protezione della Proprietà Intellettuale varia notevolmente a seconda della giurisdizione. La lavorazione all’estero richiede il trasferimento di file di progettazione attraverso reti internazionali, introducendo punti di vulnerabilità. Secondo gli esperti in protezione della proprietà intellettuale, i dati potrebbero essere intercettati, duplicati o utilizzati senza autorizzazione, in particolare nelle regioni con un’applicazione lacunosa dei diritti di proprietà intellettuale. La produzione nazionale offre una maggiore garanzia contro la duplicazione non autorizzata, preservando così il vantaggio competitivo.
Considerazioni sui costi richiedono un’analisi articolata. Le opzioni estere potrebbero presentare prezzi unitari inferiori, ma il costo totale sostenuto fornisce la visione completa. Occorre tenere conto dei costi di trasporto, dei dazi doganali, dei controlli qualità, delle scorte di sicurezza necessarie a compensare i tempi di consegna più lunghi e dei potenziali costi di ritorno per riparazioni o rifacimenti. Secondo gli analisti dei costi di produzione, questi costi nascosti possono erodere gran parte, se non l’intero, del risparmio apparente derivante dall’approvvigionamento estero.
La scelta tra produzione nazionale e produzione estera dipende infine dalle esigenze specifiche del vostro prodotto, dalla sensibilità dell’applicazione e dal livello di supervisione richiesto. I requisiti di precisione, i vincoli sui tempi di consegna, la protezione della proprietà intellettuale e gli standard di conformità svolgono tutti un ruolo fondamentale nella selezione dell’approccio più adatto.
Con un quadro chiaro per la valutazione dei fornitori, il passo successivo consiste nella preparazione della documentazione necessaria per ottenere preventivi accurati ed eseguire il progetto in modo efficiente: l’arte spesso trascurata della redazione di pacchetti RFQ professionali.
Preparare la vostra richiesta di preventivo come un professionista
Avete identificato fornitori promettenti e sapete distinguere i fornitori qualificati da quelli non all’altezza. Ora arriva una fase che molti acquirenti affrontano frettolosamente — e per la quale pagheranno in seguito con ritardi, richieste di nuovi preventivi e frustranti scambi di comunicazioni. Il vostro pacchetto di richiesta di preventivo (RFQ) costituisce essenzialmente la vostra prima impressione e determina direttamente la velocità e l’accuratezza con cui i fornitori potranno rispondere.
Ecco il segreto riservato: una richiesta di preventivo (RFQ) completa può generare, già nello stesso giorno, un feedback DFM e prezzi affidabili. Informazioni mancanti? Ci si deve aspettare ritardi nel cronoprogramma, preventivi gonfiati per coprire gli elementi sconosciuti e rischi nella pianificazione del processo. Secondo specialisti della produzione di precisione , le RFQ incomplete generano scambi costosi e ripetuti che ritardano i progetti ancor prima che abbiano inizio.
Preparare la vostra RFQ per ottenere preventivi più rapidi e accurati
Considerate il vostro pacchetto RFQ come un documento completo di briefing. Più la vostra richiesta è esaustiva, più precisa sarà la risposta. Quando la produzione di componenti personalizzati richiede specifiche esatte, ogni tentativo di indovinare introduce errori che si accumulano lungo l’intero processo produttivo.
Prima di contattare qualsiasi produttore, raccogliete questi elementi essenziali:
- File CAD e disegni tecnici: Fornite sia modelli 3D (formato STEP o IGES) che disegni 2D in PDF. Secondo Esperti di lavorazione CNC , molti acquirenti commettono l’errore di includere soltanto il file STEP. Il PDF contiene indicazioni critiche relative alle tolleranze, ai materiali, al trattamento termico, alla finitura superficiale e ai requisiti di finitura, necessarie per formulare un preventivo accurato.
- Specifiche del materiale: Indicare esattamente le classi di materiale — ad esempio «6061-T6» invece di limitarsi a scrivere «alluminio». Secondo specialisti del settore manifatturiero, l’indicazione generica «acciaio inossidabile», priva di una specifica classe, comporta dati di taglio e costi molto diversi, costringendo i fornitori a maggiorare i prezzi per far fronte all’incertezza.
- Tolleranze richieste: Indicare esplicitamente le dimensioni critiche con le relative variazioni ammesse. Includere le specifiche GD&T (Geometric Dimensioning and Tolerancing) ove applicabili. Segnalare le caratteristiche a rischio, come pareti sottili, tasche profonde, filettature lunghe o raggi piccoli, che richiedono un’attenzione particolare.
- Esigenze quantitative: Specificare se si tratta di un prototipo, di un piccolo lotto o di produzione in serie. Indicare le quantità per ordine e le previsioni di utilizzo annuale. Queste informazioni influenzano le decisioni relative agli utensili, la definizione dei prezzi per lotto e la programmazione.
- Requisiti di finitura superficiale: Indicare gli obiettivi di rugosità superficiale (Ra 1,6, Ra 3,2, ecc.) e le finiture secondarie — tipo e colore dell’anodizzazione, pellicola chimica, passivazione, sabbiatura o elettropolitura. Identificare le zone superficiali funzionali rispetto a quelle estetiche.
- Operazioni Secondarie: Elencare i trattamenti termici, le zincature, i rivestimenti, l’assemblaggio o altri processi post-macchinatura richiesti. Includere le specifiche delle filettature con sistema, classe e profondità (ad es. M6x1,0-6H, profondità 12 mm).
- Tempistica di consegna: Fornire le date previste di spedizione o finestre temporali accettabili. Evitare termini vaghi come "al più presto" — indicare date specifiche o intervalli che consentano una programmazione realistica.
- Parametri di budget: Anche se non sempre comunicati in fase iniziale, indicare i range di budget aiuta i produttori a suggerire alternative economicamente vantaggiose quando le vostre specifiche consentono flessibilità.
Informazioni che i produttori necessitano da voi
Oltre all’elenco di controllo, comprendere come i produttori utilizzano effettivamente le vostre informazioni vi permette di fornirle in modo più efficace. Quando i componenti meccanici necessari per il vostro progetto arrivano al banco quotazioni, gli ingegneri valutano contemporaneamente diversi fattori.
Il controllo delle revisioni è di fondamentale importanza. Secondo gli specialisti nella preparazione delle richieste di offerta (RFQ), uno degli esiti più scoraggianti si verifica quando i prodotti arrivano realizzati secondo una vecchia revisione del disegno tecnico, rendendoli completamente inutilizzabili. Ogni modifica richiede un nuovo numero di revisione e, per ogni ordine, è necessario indicare e verificare tale revisione con i fornitori.
Il contesto accelera la comprensione. Condividi schizzi di assemblaggio, spiega la funzione del componente, identifica i componenti abbinati e comunica le tue priorità in termini di compromessi tra costo e tempi di consegna. Ingegneri con decenni di esperienza possono individuare difetti progettuali o rischi produttivi che potresti trascurare — ma solo se comprendono l’applicazione prevista.
I requisiti di ispezione influenzano i tempi e i costi. Specificare se è necessaria l'ispezione del primo campione (FAI), un'ispezione al 100% o un campionamento secondo AQL. Indicare la documentazione richiesta: rapporti dimensionali, dati da macchina di misura a coordinate (CMM), certificati di conformità dei materiali, conformità alle normative RoHS/REACH o pacchetti PPAP. Secondo gli specialisti della qualità, l'FAI e l'ispezione con CMM richiedono tipicamente da 0,5 a 2 giorni in più, a seconda del numero e della complessità dei componenti.
Errori comuni che ritardano i progetti di parti CNC personalizzate:
- Fornire esclusivamente disegni 2D senza file STEP: la verifica dell’accessibilità e la pianificazione dei percorsi utensile subiscono un rallentamento significativo
- Omettere unità di misura o tolleranze: ciò costringe ad assumere valori predefiniti che potrebbero non corrispondere alle proprie specifiche
- Indicare semplicemente "anodizzazione" senza specificarne il tipo o il colore: ciò rende incerti i cicli di lavorazione esterna e i requisiti di recupero dimensionale
- Non indicare il sistema di filettatura, la classe di tolleranza o la profondità della filettatura: ciò comporta un rischio di ritrattamento
- Non specificare la quantità richiesta: ciò impedisce la pianificazione degli attrezzaggi o il calcolo di eventuali sconti per lotti
- Indicare tolleranze eccessivamente stringenti su caratteristiche non critiche: ciò aumenta i costi senza apportare alcun beneficio funzionale
Secondo gli esperti di comunicazione nel settore manifatturiero, il vostro pacchetto di richiesta di preventivo (RFQ) dovrebbe contenere dettagli sufficienti affinché qualsiasi produttore che segua le specifiche possa realizzare il prodotto in modo identico. Come comunicare chiaramente l’intento progettuale? Attraverso una documentazione completa e priva di ambiguità, che non lasci spazio a interpretazioni.
Una volta correttamente assemblato il vostro pacchetto di richiesta di preventivo (RFQ), comprendere i fattori che determinano i prezzi vi permette di interpretare i preventivi in modo consapevole e di individuare opportunità di ottimizzazione dei costi: questo sarà l’argomento del prossimo approfondimento.
Fattori di prezzo e tempi di consegna previsti
Avete inviato un pacchetto di richiesta di preventivo (RFQ) completo a diversi produttori. Ora sono arrivati i preventivi — ma le differenze di prezzo appaiono sorprendenti. Un fornitore indica un costo di 45 USD per pezzo, mentre un altro ne chiede 120 USD per specifiche apparentemente identiche. Che cosa sta accadendo? Comprendere i fattori che influenzano i costi della lavorazione CNC trasforma il compratore confuso in un negoziatore informato.
Ecco ciò che la maggior parte degli acquirenti non impara mai: il prezzo non è arbitrario. Ogni dollaro indicato in un preventivo CNC risale a specifici fattori di costo che spesso è possibile influenzare tramite scelte progettuali intelligenti e specifiche strategiche. Analizziamo insieme i veri elementi che determinano i costi del vostro progetto.
Quali fattori determinano effettivamente i costi della lavorazione CNC
Quando i produttori stabiliscono il prezzo dei vostri componenti meccanizzati, valutano diversi fattori interconnessi. Secondo analisi dei costi di settore , il tipo di materiale, la complessità del disegno, il tempo di lavorazione e i requisiti di finitura rivestono tutti un ruolo significativo nel preventivo finale. Comprendere ciascun elemento aiuta a identificare dove esiste flessibilità — e dove i costi sono invece inevitabili.
| Fattore di costo | Livello d'impatto | Cosa lo influenza | Controllo dell’acquirente |
|---|---|---|---|
| Costo dei materiali | Medio ad alto | Tipo di materiale, specifica della qualità, disponibilità a magazzino, percentuale di scarto durante la lavorazione | Alto — la scelta del materiale influisce direttamente sui costi di base |
| Complessità della Parte | Alto | Numero di caratteristiche, geometrie complesse, lavorazione su più superfici, esigenze di utensili specializzati | Medio — una semplificazione del disegno riduce i tempi di programmazione e di lavorazione |
| Requisiti di tolleranza | Alto | Specifiche di precisione, intensità dell'ispezione, velocità di lavorazione ridotte per tolleranze strette | Alto — applicazione di tolleranze strette solo dove strettamente necessario dal punto di vista funzionale |
| Finitura superficiale | Medio | Valori di rugosità richiesti, operazioni secondarie di finitura, trattamenti specializzati | Medio — distinzione tra superfici estetiche e superfici funzionali |
| Volume dell'Ordine | Molto elevato | Ammortamento dei costi di allestimento, giustificazione dell’investimento in utensileria, sconti per quantitativi elevati di materiale | Alto — le decisioni sulle quantità influenzano in modo significativo il prezzo unitario |
| Operazioni Secondarie | Medio ad alto | Trattamento termico, placcatura, rivestimento, assemblaggio, manipolazione aggiuntiva e coordinamento con fornitori esterni | Medio — consolidamento delle operazioni o adeguamento delle specifiche |
| Urgenza dei tempi di consegna | Medio | Spese per consegna urgente, approvvigionamento accelerato dei materiali, lavoro straordinario, perturbazioni del programma di produzione | Alto — una pianificazione anticipata elimina i sovrapprezzi |
Costi materiali stabilire la vostra base di prezzatura. Secondo gli specialisti dei costi di lavorazione, materiali come l'alluminio e l'acciaio dolce sono generalmente meno costosi, mentre l'acciaio inossidabile, il titanio e le leghe esotiche possono aumentare significativamente i costi. Inoltre, la lavorabilità influisce sulla velocità con cui gli utensili tagliano il materiale: i metalli più duri richiedono avanzamenti più lenti e causano un’usura maggiore degli utensili, generando costi indiretti.
Complessità della Parte determina il tempo di lavorazione, che rappresenta una delle voci di costo più rilevanti. Geometrie complesse, tolleranze strette e lavorazioni su più superfici richiedono tempi maggiori sia per la programmazione sia per la lavorazione. Secondo la ricerca sui costi di prototipazione CNC, la complessità del design può aumentare il tempo di lavorazione del 30-50%, incidendo direttamente sull’importo finale della fattura. Anche i pezzi che richiedono la rimozione dell’80% o più del materiale grezzo comportano costi superiori a causa del prolungato tempo di lavorazione e dell’aumentata usura degli utensili.
Requisiti di tolleranza creano impatti esponenziali sui costi. Secondo gli analisti del settore della lavorazione di precisione, tolleranze stringenti di ±0,001" possono quadruplicare i costi rispetto alle tolleranze standard di ±0,005". Ogni componente meccanico che richieda dimensioni ultra-precise impone velocità di lavorazione più lente, utensili specializzati e ispezioni aggiuntive, tutti fattori che incidono sul tuo preventivo.
Prezzi per quantità e economia dei prototipi
Forse nessun fattore influenza in modo più marcato il prezzo unitario quanto la quantità dell’ordine. Comprendere questa relazione ti aiuta a prendere decisioni strategiche riguardo ai lotti di prototipi rispetto alle quantità di produzione.
Considera questo scenario tratto dalla ricerca sull’economia della produzione: un singolo prototipo potrebbe costare 500 USD, mentre l’ordine di 10 unità riduce il prezzo unitario a circa 300 USD ciascuna. Per lotti più grandi di 50 o più unità, i costi possono diminuire fino al 60%, portando il prezzo unitario a circa 120 USD — mantenendo inalterati qualità e specifiche.
Perché tali differenze così marcate? L’analisi economica si suddivide in costi fissi e costi variabili:
- Costi fissi rimangono costanti indipendentemente dalla quantità — programmazione, preparazione CAD/CAM, realizzazione dei dispositivi di fissaggio e messa a punto. Queste spese una tantum, che solitamente vanno da 200 a 500 USD, vengono ripartite sull’intera quantità ordinata. Un singolo pezzo assorbe l’intero importo; cinquanta pezzi ne supportano ciascuno solo una frazione.
- Costi Variabili variano in funzione della quantità — materiale, tempo di lavorazione per pezzo e ispezione. Questi costi beneficiano dei guadagni di efficienza ottenuti dagli operatori durante produzioni più lunghe.
- Sconti sul materiale entrano in vigore per volumi più elevati. Secondo gli specialisti nell’approvvigionamento materiali, l’acquisto in grandi quantità consente generalmente di ottenere sconti compresi tra il 10% e il 25%, riducendo ulteriormente il costo unitario.
Applicazione Pratica: Se state sviluppando nuovi componenti fresati CNC e avete bisogno di prototipi per i test, valutate l’opportunità di ordinare 3-5 unità anziché un singolo campione. Otterrete così una ridondanza utile per i test distruttivi, riducendo al contempo in modo significativo l’investimento unitario. Il costo marginale di prototipi aggiuntivi è molto inferiore rispetto all’ordinazione individuale successiva.
Riduzione dei costi attraverso la progettazione per la producibilità
Qui è dove gli acquirenti informati ottengono vantaggi significativi. Produrre componenti per macchine in modo efficiente richiede progetti ottimizzati per i processi CNC: anche piccole modifiche possono generare risparmi sostanziali senza compromettere la funzionalità.
Secondo gli specialisti in DFM, diversi principi di progettazione riducono direttamente i costi di produzione:
Evitare fori profondi e tasche. Queste caratteristiche causano problemi relativi alla finitura e alla precisione, con potenziale rottura degli utensili. Spesso richiedono più passaggi di lavorazione per essere realizzate correttamente, aumentando così il tempo di lavorazione e, di conseguenza, il costo del componente.
Minimizzare gli spigoli interni vivi. Le frese frontali CNC sono circolari e lasciano raggi negli spigoli interni. Gli spigoli interni vivi richiedono utensili specializzati o operazioni secondarie come la lavorazione a scarica elettrica (EDM), con un aumento significativo dei costi. È preferibile utilizzare raccordi interni con raggio corrispondente ai diametri standard degli utensili.
Mantenere uno spessore di parete adeguato. Le pareti sottili sono soggette a vibrazioni durante la lavorazione, riducendo la precisione raggiungibile e potenzialmente causando scarti. Il rispetto delle linee guida relative allo spessore minimo delle pareti garantisce l’integrità strutturale e la lavorabilità.
Preferire smussi invece di raccordi sugli spigoli esterni. I raccordi esterni richiedono generalmente più tempo macchina e utensili speciali. Gli smussi assolvono funzioni analoghe—sburattatura, sicurezza, estetica—a un costo inferiore.
Specificare solo le tolleranze strettamente necessarie. Secondo esperti di ottimizzazione della lavorazione , se per il vostro componente non è assolutamente indispensabile una precisione elevata, mantenere, ove possibile, tolleranze generali come quelle definite dalla norma ISO 2768 evita di aumentare inutilmente i costi.
Fattori che influenzano i tempi di consegna e aspettative realistiche
Oltre al prezzo, i tempi di consegna spesso sorprendono gli acquirenti non familiari con le reali esigenze della produzione industriale. Diversi fattori determinano quanto velocemente i componenti torniti passino dall’ordine alla spedizione.
Disponibilità della macchina influisce direttamente sulla programmazione. Le attrezzature più richieste—macchine a 5 assi, fresatrici con grande volume di lavoro—possono avere tempi di attesa che si protraggono per settimane. I componenti più semplici lavorati su macchine a 3 assi vengono invece generalmente programmati più rapidamente.
Sorgente dei Materiali possono prolungare significativamente i tempi di consegna. Materiali comuni, come l’alluminio lega 6061 o l’acciaio inossidabile 304, sono disponibili localmente. Leghe esotiche, condizioni specifiche di trattamento termico o gradi certificati per applicazioni aerospaziali potrebbero richiedere ordini diretti al laminatoio, con tempi di consegna compresi tra 4 e 8 settimane.
Requisiti di finitura aggiungono giorni di lavorazione. Secondo specialisti della finitura superficiale, le finiture «come fresato» non comportano alcun tempo aggiuntivo, mentre trattamenti base come la sabbiatura richiedono 1–2 giorni. Finiture premium, come l’anodizzazione, aumentano i tempi di consegna di 3–5 giorni, mentre rivestimenti specializzati possono richiedere il coordinamento con fornitori esterni, aggiungendo una settimana o più.
Ordini urgenti sono possibili, ma costose. Accelerare i tempi di consegna richiede ai produttori di riorganizzare i piani di produzione, reperire i materiali più velocemente e potenzialmente lavorare straordinari — il tutto a tariffe premium. Secondo specialisti del settore specializzati nei costi, l’urgenza dei tempi di consegna comporta costi aggiuntivi legati a lavorazioni in straordinario, ordini di materiali accelerati e assegnazione di priorità — spesso con sovrapprezzi del 25-50% rispetto ai tempi standard.
L’approccio più conveniente dal punto di vista dei costi? Pianificare con anticipo. I tempi di produzione dei componenti diventano prevedibili quando si comunicano programmi accurati, si evitano modifiche dell’ultimo minuto e si inserisce un margine di tempo per far fronte a imprevisti. I produttori ricompensano i clienti prevedibili con prezzi migliori e attenzione prioritaria in caso di vere e proprie emergenze.
Una volta compresi i fattori che influenzano il prezzo, la considerazione successiva riguarda i requisiti specifici del settore: gli standard e le certificazioni specializzate che definiscono la produzione per applicazioni automobilistiche, aerospaziali e mediche.

Requisiti specifici per settore: automobilistico, aerospaziale e medico
Hai padroneggiato i fattori di prezzo e le aspettative sui tempi di consegna. Ma ecco ciò che distingue gli acquirenti di successo da quelli che si trovano ad affrontare sorprese costose: la comprensione del fatto che settori diversi richiedono approcci produttivi fondamentalmente differenti. Un produttore di componenti meccanici che fornisce la catena di approvvigionamento automobilistica opera in condizioni completamente diverse rispetto a un produttore di componenti aerospaziali o di dispositivi medici.
Non si tratta di variazioni sottili, bensì di veri e propri ecosistemi distinti, ciascuno con certificazioni specifiche, requisiti documentali particolari e protocolli di controllo qualità unici. Le aziende che producono componenti metallici personalizzati per settori regolamentati investono notevolmente in competenze specialistiche che una comune officina meccanica non possiede.
Requisiti produttivi del settore automobilistico
Il settore automobilistico rappresenta uno degli ambienti più esigenti per la produzione di componenti lavorati a CNC. Le aspettative di volume riguardano migliaia o milioni di componenti identici, tutti richiedenti una perfetta coerenza. Un singolo componente difettoso può innescare richiami che interessano centinaia di migliaia di veicoli, con conseguenze finanziarie e reputazionali enormi.
Secondo specialisti della certificazione di settore, l’IATF 16949 è lo standard globale per la gestione della qualità nel settore automobilistico, che combina i principi della ISO 9001 con requisiti specifici del settore volti al miglioramento continuo, alla prevenzione dei difetti e a un rigoroso controllo dei fornitori. Questa certificazione non è opzionale per i fornitori automobilistici seri: costituisce il biglietto d’ingresso per collaborare con i principali costruttori OEM.
I requisiti principali per i componenti automobilistici lavorati a CNC sono:
- Certificazione IATF 16949: Dimostra una gestione sistematica della qualità allineata alle aspettative del settore automobilistico, inclusi i processi di approvazione dei componenti prodotti (PPAP)
- Controllo Statistico del Processo (SPC): Monitoraggio in tempo reale delle dimensioni critiche durante l'intero ciclo produttivo per rilevare eventuali variazioni prima che si trasformino in difetti
- Costanza nella produzione ad alto volume: Capacità di produrre migliaia di prodotti identici lavorati con precisione, con variazioni minime tra il primo e l'ultimo pezzo
- Focus sulla prevenzione dei difetti: Sistemi qualità proattivi, anziché ispezioni reattive: individuazione dei problemi prima che si verifichino
- Tracciabilità completa: Certificazioni dei materiali, registri dei processi e documentazione ispettiva che collegano ogni componente alla sua storia produttiva
- Rapidità di scalabilità: Capacità di passare da quantitativi prototipali a volumi di produzione completi senza alcun degrado della qualità
Per gli acquirenti che approvvigionano componenti automobilistici, collaborare con produttori certificati fa la differenza tra una produzione regolare e interruzioni costose. Shaoyi Metal Technology , ad esempio, possiede la certificazione IATF 16949 e applica rigorosi processi SPC, consentendo la fornitura di componenti ad alta tolleranza per complessi assiemi del telaio e boccole metalliche personalizzate, con una scalabilità senza soluzione di continuità dalla prototipazione rapida alla produzione di massa. I loro tempi di consegna, rapidi fino a un solo giorno lavorativo per esigenze urgenti, dimostrano la prontezza di risposta richiesta dalle catene di approvvigionamento automobilistiche.
Requisiti produttivi per il settore aerospaziale
Quando i componenti volano a 35.000 piedi trasportando centinaia di passeggeri, il guasto non è ammissibile. La produzione aerospaziale richiede gli standard qualitativi più rigorosi di qualsiasi settore industriale. Secondo esperti di certificazione aerospaziale, la norma AS9100 si basa sulla fondazione della ISO 9001 e introduce ulteriori requisiti specifici per il settore aerospaziale, con particolare enfasi sulla gestione del rischio, sulla documentazione rigorosa e sul controllo dell’integrità del prodotto lungo catene di fornitura complesse.
Cosa distingue la produzione di componenti aerospaziali da quella di altri componenti lavorati con precisione?
- Certificazione AS9100D: Lo standard aerospace-specifico di gestione della qualità che estende la ISO 9001 con controlli aggiuntivi per la gestione della configurazione, la prevenzione delle parti contraffatte e i requisiti di sicurezza
- Accreditamento Nadcap: Secondo specialisti dei processi speciali, il NADCAP si concentra sull’accreditamento di processi speciali critici per la produzione aerospaziale e della difesa, tra cui il trattamento termico, la lavorazione chimica e i controlli non distruttivi
- Tracciabilità completa dei materiali: Secondo Esperti nell’implementazione della AS9100 , i requisiti di tracciabilità includono l’identificazione durante l’intero ciclo di vita del prodotto, la conoscenza di tutti i prodotti realizzati da un singolo lotto di materiale e la capacità di recuperare il registro sequenziale di un prodotto lungo le fasi di produzione, assemblaggio, collaudo e ispezione
- Gestione della configurazione: Conoscere esattamente quali componenti, processi, materiali e revisioni sono stati utilizzati per ogni prodotto, al fine di confrontarli con la configurazione progettuale
- Controllo dei mezzi di accettazione: Timbri, password o firme elettroniche che indicano chi ha eseguito determinate attività o ha approvato determinate misurazioni devono essere controllati per garantire l’autorizzazione appropriata
- Pianificazione della qualità basata sul rischio: Identificazione e mitigazione sistematica delle potenziali modalità di guasto prima dell'inizio della produzione
Le conseguenze di una tracciabilità insufficiente nel settore aerospaziale sono gravi. Secondo gli specialisti in tracciabilità, se un determinato componente si rivela difettoso e causa un incidente aereo, i produttori devono identificare quali componenti su altri aeromobili potrebbero essere interessati — fino ai materiali grezzi utilizzati per ciascun singolo componente. Senza una tracciabilità adeguata, le aziende potrebbero essere costrette a sostituire tutti i prodotti potenzialmente difettosi semplicemente perché non sanno con certezza quali unità siano effettivamente sospette.
Qualsiasi produttore di componenti torniti CNC che opera nel settore aerospaziale deve dimostrare tali capacità attraverso processi documentati e audit da parte di terzi. Se la vostra applicazione prevede componenti critici per il volo, verificate la certificazione AS9100D prima di avviare qualsiasi rapporto con un fornitore.
Requisiti per la Produzione di Dispositivi Medici
I dispositivi medici influenzano direttamente la sicurezza dei pazienti, rendendo i requisiti di questo settore particolarmente stringenti. Secondo esperti di certificazione medica, la norma ISO 13485 è lo standard definitivo di gestione per la qualità in questo ambito, che stabilisce controlli rigorosi sulla progettazione, sulla produzione, sulla tracciabilità e sulla mitigazione dei rischi.
Requisiti fondamentali per i prodotti medicali ottenuti mediante lavorazione meccanica di precisione:
- Certificazione ISO 13485: Il sistema specializzato di gestione della qualità per la produzione di dispositivi medici, volto a garantire la conformità normativa e la sicurezza dei pazienti
- Conformità al regolamento FDA 21 CFR Parte 820: La regolamentazione sul sistema qualità che disciplina la progettazione, la produzione e il tracciamento dei dispositivi immessi sul mercato statunitense
- Gestione completa dei rischi: Identificazione e mitigazione sistematica dei rischi che potrebbero compromettere la sicurezza o l’efficacia del dispositivo
- Tracciabilità completa del prodotto: Capacità di tracciare ogni componente lungo l’intera storia produttiva, al fine di gestire efficacemente i richiami
- Gestione efficace dei reclami: Processi documentati per l’indagine e la risoluzione delle problematiche relative alla qualità
- Capacità di sala bianca: Ambienti di produzione privi di contaminazione per componenti sensibili
Il requisito della camera pulita merita particolare attenzione. Secondo gli specialisti nella produzione in camera pulita, i componenti destinati a settori altamente regolamentati richiedono un assemblaggio di precisione in ambienti privi di contaminanti per rispettare adeguatamente gli standard previsti. L’assemblaggio di dispositivi medici e i servizi di kitting eseguiti da tecnici qualificati garantiscono che le parti lavorate su misura soddisfino rigorosi standard qualitativi.
Ambienti specializzati per settori critici
Oltre alle certificazioni, alcune applicazioni richiedono ambienti produttivi che la maggior parte dei laboratori meccanici non è in grado di fornire. Le camere pulite rappresentano la capacità specializzata più significativa per le applicazioni nel settore dei semiconduttori e di quello medico.
Secondo gli specialisti nei componenti di precisione, le camere pulite di classe ISO 7 soddisfano i requisiti normativi del sistema qualità della FDA e quelli della certificazione ISO 13485:2016. Questi ambienti controllati supportano diverse metodologie di assemblaggio e finitura, tra cui:
- Pulizia ultrasonica depirogenata per la rimozione di contaminanti
- Incollaggio con solvente e adesivo in condizioni prive di particelle
- Saldatura ultrasonica e laser con controllo di precisione
- Foratura, taglio e marcatura laser per la tracciabilità medica
- Prove e validazione, inclusi test di scoppio, decadimento della pressione e prove di trazione
I dispositivi e le apparecchiature mediche richiedono precisione dalla progettazione alla produzione e all’assemblaggio controllato dalla qualità. Secondo gli esperti di produzione medica, i processi devono dare priorità a un rigoroso controllo qualità, consapevoli del fatto che errori nella lavorazione, nell’assemblaggio o nella consegna possono avere conseguenze critiche per gli utenti finali.
Anche i componenti aerospaziali traggono vantaggio da ambienti controllati. Spesso utilizzati in applicazioni soggette ad alte velocità e sollecitazioni, tali componenti dipendono da processi di produzione e assemblaggio di precisione, in cui anche il più piccolo difetto potrebbe avere conseguenze catastrofiche. Le capacità relative a termocoppie, componenti satellitari e apparecchiature per la generazione di ossigeno richiedono tutti una gestione specializzata che va oltre gli standard tipici dei laboratori meccanici.
Considerazioni relative al settore della difesa
La lavorazione CNC per applicazioni difensive introduce ulteriori livelli normativi. Secondo esperti di conformità nel settore della difesa, la produzione per la difesa rientra nella giurisdizione delle International Traffic in Arms Regulations (ITAR), che regolamentano rigorosamente la gestione di dati tecnici sensibili e di componenti. Per ottemperare a tali normative è necessario essere registrati presso il Dipartimento di Stato degli Stati Uniti e adottare protocolli di sicurezza informatica.
Gli appaltatori per la difesa necessitano tipicamente delle certificazioni ISO 9001 o AS9100, abbinata alla registrazione ITAR, per dimostrare sia le proprie capacità in materia di qualità sia la conformità ai requisiti di sicurezza nazionale. Questi requisiti combinati garantiscono ai clienti governativi le competenze tecniche dell’impianto e la sua capacità di proteggere informazioni sensibili.
Quando si acquistano componenti lavorati a CNC per settori regolamentati, la verifica delle certificazioni non è opzionale: è essenziale. Richiedere copie aggiornate dei certificati, accertarsi che il loro ambito di applicazione copra specificamente i propri requisiti e verificare l’esperienza del fornitore nella gestione della documentazione e delle esigenze di tracciabilità peculiari del proprio settore.
Comprendere questi requisiti specifici del settore consente di porre le domande giuste e di identificare produttori effettivamente in grado di soddisfare le proprie esigenze. L’ultimo tassello del puzzle consiste nel costruire relazioni durature con i fornitori, in grado di garantire risultati costanti nel tempo, evitando al contempo gli errori più comuni che compromettono i rapporti di collaborazione nella produzione.
Evitare le insidie e costruire relazioni solide con i produttori
Hai affrontato la selezione dei materiali, compreso i fattori che influenzano i prezzi e identificato i requisiti specifici del settore. Ora arriva la consapevolezza che distingue gli acquirenti di successo da quelli costretti a cercare continuamente nuovi fornitori: costruire partnership durature con i produttori di componenti per macchine CNC richiede più che individuare strutture competenti. Richiede infatti evitare errori comuni che compromettono le relazioni ancor prima che maturino — e adottare pratiche collaborative in grado di trasformare un acquisto puramente transazionale in un partenariato strategico.
Ecco ciò che i professionisti esperti negli acquisti comprendono: il costo reale del cambio di fornitore supera di gran lunga i risparmi apparenti derivanti dalla ricerca di preventivi più bassi. Secondo gli specialisti nelle partnership manifatturiere, le relazioni a lungo termine consentono a entrambe le parti di allinearsi su obiettivi comuni, sviluppare una profonda comprensione reciproca, ridurre costose incomprensioni e collaborare in modo proattivo per risolvere complesse sfide ingegneristiche. Esploriamo insieme come costruire queste relazioni preziose, partendo dagli errori da evitare.
Errori comuni che compromettono i progetti manifatturieri
Anche gli acquirenti esperti cadono in trappole che danneggiano le relazioni con i fornitori e fanno lievitare i costi del progetto. Riconoscere queste insidie prima che si verifichino vi evita di apprendere lezioni costose in modo difficile.
- Specifiche poco chiare: La presentazione di disegni incompleti, la mancanza di indicazioni sulle tolleranze o requisiti vaghi sui materiali costringono i produttori a formulare ipotesi. Secondo Specialisti nella lavorazione CNC mantenere il design semplice e le specifiche chiare evita tempi di esecuzione aggiuntivi e lavorazioni superflue che aumentano i costi senza aggiungere valore. L'ambiguità genera errori — e controversie su chi sia responsabile.
- Tempi irrealistici: Richiedere consegne urgenti senza considerare le reali esigenze della produzione mette a dura prova i rapporti e fa lievitare i costi. I componenti meccanici personalizzati richiedono programmazione, attrezzaggio, lavorazione e ispezione: processi che non possono essere arbitrariamente compressi senza compromettere la qualità.
- Comunicazione scadente: Scomparire dopo aver emesso un ordine e riapparire poi con richieste di modifiche urgenti genera caos. Una partnership solida presuppone un coinvolgimento continuo, risposte tempestive alle domande e una comunicazione proattiva in caso di variazioni dei requisiti.
- Ignorare i suggerimenti derivanti dall’analisi DFM: Quando produttori esperti suggeriscono modifiche progettuali per migliorare la producibilità, ignorare il loro contributo significa sprecare un’esperienza preziosa. Secondo gli esperti di ottimizzazione del design, caratteristiche come angoli interni piccoli, pareti alte e sottili o testo in rilievo comportano costi e tempi di lavorazione significativamente maggiori. I produttori che offrono consigli su DFM (Design for Manufacturability) cercano di farvi risparmiare denaro: ascoltateli.
- Cambiare fornitori con frequenza: Cercare costantemente il preventivo più basso impedisce a qualsiasi fornitore di apprendere le vostre preferenze, gli standard qualitativi e le modalità comunicative. Ogni nuova relazione richiede la ricostruzione di conoscenze aziendali che i partner esperti possiedono già.
Questi errori hanno un elemento comune: considerano la produzione come una semplice transazione commerciale piuttosto che come una relazione collaborativa. I componenti per macchine a controllo numerico richiedono precisione, competenza e attenzione ai dettagli—caratteristiche che fioriscono in partnership stabili e si indeboliscono sotto pratiche di acquisto conflittuali.
Costruire una partnership affidabile con il fornitore
Trasformare le relazioni con i fornitori da puramente transazionali a strategiche richiede un impegno intenzionale da parte di entrambe le parti. Ecco come gli acquirenti di successo coltivano partnership in grado di garantire risultati costanti anno dopo anno.
Stabilire ritmi regolari di comunicazione. Secondo gli esperti nello sviluppo delle partnership, designare contatti dedicati su entrambi i lati semplifica il coordinamento. Fissare orari prestabiliti per gli aggiornamenti sui progetti, le revisioni dei progetti e le dimostrazioni dello stato di avanzamento dei lavori. Utilizzare piattaforme cloud per la collaborazione al fine di condividere istantaneamente file e dati.
Creare cicli di feedback significativi. Non aspettare che i problemi emergano: condividere proattivamente le osservazioni sulle prestazioni. Quando componenti personalizzati superano le aspettative, segnalare tale fatto. Quando sorgono problemi, affrontarli in modo costruttivo anziché accusatorio. Secondo gli specialisti nelle relazioni con i fornitori, coltivare un ambiente in cui le difficoltà vengono segnalate tempestivamente e gestite in modo costruttivo consolida la fiducia nel tempo.
Fornire previsioni accurate del volume. I produttori pianificano la capacità, programmano le attrezzature e approvvigionano i materiali sulla base delle proiezioni dei clienti. Condividere stime realistiche dell’uso annuale—even se approssimative—aiuta il fornitore di componenti CNC a prepararsi alle vostre esigenze. Gli improvvisi picchi di domanda diventano gestibili quando i partner li anticipano congiuntamente.
Coinvolgere i fornitori fin dalle fasi iniziali dello sviluppo. Secondo esperti di produzione collaborativa, coinvolgere il proprio partner di lavorazione CNC già nelle fasi di progettazione e prototipazione sfrutta le sue competenze manifatturiere. Il coinvolgimento precoce del fornitore consente di identificare tempestivamente potenziali problemi di realizzabilità e riduce i costosi riprogetti—trasformando il fornitore in una risorsa progettuale, anziché in un semplice centro di produzione.
Adottare insieme il miglioramento continuo. Pianificare revisioni aziendali periodiche per valutare gli indicatori di qualità, le prestazioni nelle consegne e gli obiettivi di costo. Secondo gli specialisti della sostenibilità dei partenariati, queste sessioni consentono di individuare opportunità di miglioramento, adattarsi alle nuove condizioni di mercato e allineare in modo più stretto i piani produttivi futuri.
Selezione dei partner per una crescita a lungo termine
Per le aziende in espansione, i criteri di selezione dei fornitori devono andare oltre le esigenze attuali per includere anche le capacità future. Il partner produttivo ideale cresce parallelamente alla vostra azienda: gestisce quantitativi prototipali oggi e volumi produttivi domani, senza alcun degrado della qualità né tensioni nel rapporto.
Cerca produttori che dimostrino:
- Tempi di consegna rapidi per esigenze urgenti: I partner in grado di consegnare prodotti meccanici in appena un giorno lavorativo, in caso di emergenza, offrono una flessibilità preziosa quando sorgono opportunità o sfide impreviste.
- Capacità Produttiva Scalabile: Gli impianti che passano agevolmente dalla fase di prototipazione alla produzione in serie eliminano le interruzioni legate alla ricerca di nuovi fornitori man mano che i volumi aumentano
- Soluzioni complete di lavorazione su misura: I partner che offrono servizi completi — dalle complesse assemblature ai componenti specializzati — semplificano la vostra catena di approvvigionamento e riducono gli oneri amministrativi legati al coordinamento
- Sistemi qualità certificati: La certificazione IATF 16949 e l’implementazione della SPC garantiscono coerenza e uniformità anche con l’aumento dei volumi produttivi
Queste capacità sono particolarmente rilevanti per le applicazioni automobilistiche, dove l’affidabilità della catena di approvvigionamento incide direttamente sui piani di produzione. Shaoyi Metal Technology rappresenta questo approccio orientato alla collaborazione: il loro impianto certificato IATF 16949 gestisce tutto, dalle complesse assemblature del telaio ai bocchelli metallici personalizzati, con tempi di consegna rapidi fino a un solo giorno lavorativo per esigenze urgenti. Questa combinazione di capacità complete e servizio reattivo costituisce la base per relazioni con i fornitori che si rafforzano al crescere della vostra attività.
Le migliori relazioni con i fornitori sembrano un’estensione del vostro stesso team: partner che comprendono le vostre priorità, anticipano le vostre esigenze e investono nel vostro successo perché il loro successo dipende dal vostro.
Costruire queste relazioni richiede pazienza, coerenza e rispetto reciproco. I risparmi a breve termine derivanti dal continuo cambio di fornitori sono insignificanti rispetto al valore a lungo termine offerto da partner che conoscono intimamente le vostre specifiche, individuano potenziali problemi prima che diventino criticità e danno priorità ai vostri ordini perché apprezzano la vostra collaborazione. Investite in relazioni con produttori capaci di componenti per macchine CNC e scoprirete che il vero segreto non è una tattica negoziale astuta, bensì il valore cumulativo della fiducia costruita nel tempo.
Domande frequenti sui produttori di componenti per macchine CNC
1. Quali sono le 7 principali parti di una macchina CNC?
I sette componenti chiave includono l'Unità di Controllo Macchina (MCU), che funge da cervello, i dispositivi di input per il caricamento dei programmi, il sistema di azionamento per il controllo del movimento, gli utensili da macchina per le operazioni di taglio, i sistemi di retroazione per il monitoraggio della precisione, il basamento e il piano di lavoro per il supporto del pezzo in lavorazione e i sistemi di raffreddamento per la gestione del calore durante la lavorazione. Comprendere questi componenti aiuta gli acquirenti a comunicare efficacemente con i produttori riguardo ai requisiti di capacità e a risolvere potenziali problemi durante la produzione.
2. Quanto costa un particolare CNC su misura?
I costi dei componenti CNC personalizzati variano notevolmente in base alla complessità, ai materiali, alle tolleranze e al volume di produzione. I componenti semplici realizzati in piccoli lotti hanno generalmente un costo compreso tra 10 e 50 USD per unità, mentre i componenti progettati con elevata precisione possono superare i 160 USD ciascuno per ordini di basso volume. I principali fattori che influenzano il costo sono la scelta del materiale, la complessità del componente, i requisiti di tolleranza, le specifiche della finitura superficiale e la quantità ordinata. Volumi più elevati riducono drasticamente il costo unitario, poiché le spese di attrezzaggio vengono ammortizzate su un numero maggiore di pezzi.
3. Quale azienda è la migliore per le macchine CNC?
Il miglior produttore di componenti per macchine CNC dipende dalle specifiche esigenze del settore e dalle necessità applicative. Per applicazioni automobilistiche che richiedono la certificazione IATF 16949 e una elevata coerenza nei volumi di produzione, produttori come Shaoyi Metal Technology offrono sistemi qualitativi certificati con processi SPC e tempi di consegna rapidi fino a un solo giorno lavorativo. Le applicazioni aerospaziali richiedono fornitori certificati AS9100D, mentre la produzione di dispositivi medici esige la certificazione ISO 13485 unitamente a capacità di produzione in ambienti controllati (cleanroom).
4. Quali certificazioni dovrebbero possedere i produttori di componenti per macchine CNC?
Le certificazioni essenziali dipendono dal vostro settore industriale. La norma ISO 9001:2015 costituisce lo standard fondamentale per la qualità nel settore manifatturiero generale. Le catene di fornitura automobilistiche richiedono la certificazione IATF 16949, che pone l’accento sulla prevenzione dei difetti e sulla riduzione delle variazioni. I componenti aerospaziali richiedono la certificazione AS9100D, con controlli aggiuntivi in materia di gestione della configurazione e tracciabilità dei materiali. La produzione di dispositivi medici richiede la certificazione ISO 13485, volta a garantire la conformità regolamentare e la sicurezza del paziente.
5. Come preparo una richiesta di offerta (RFQ) efficace per la lavorazione CNC?
Un pacchetto completo di richiesta di quotazione (RFQ) include file CAD in formato STEP o IGES, oltre a disegni 2D in PDF con indicazioni delle tolleranze, specifiche esatte della qualità del materiale, tolleranze sulle dimensioni critiche con indicazioni GD&T ove applicabile, quantità richieste comprese le previsioni di utilizzo annuale, requisiti di finitura superficiale che distinguano le aree funzionali da quelle estetiche, specifiche delle operazioni secondarie, tempi di consegna realistici e parametri di budget, ove opportuno. Le candidature complete consentono quotazioni più rapide e accurate e prevengono ritardi costosi.