 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

La lavorazione CNC spiegata: dal progetto digitale al pezzo finito
Time : 2026-02-12
Che cosa significa realmente la lavorazione CNC per la moderna produzione industriale
Vi siete mai chiesti come un progetto digitale visualizzato sullo schermo del vostro computer diventi un componente metallico di precisione che potete tenere in mano? La risposta risiede in una tecnologia che ha rivoluzionato in silenzio la produzione industriale in quasi tutti i settori immaginabili.
Allora, che cos’è la CNC? Nella sua essenza, la definizione di CNC è semplice: CNC è l'acronimo di Computer Numerical Control questa tecnologia utilizza sistemi computerizzati per guidare utensili da taglio con eccezionale precisione, trasformando materiali grezzi in componenti finiti mediante operazioni automatizzate di taglio, foratura e modellatura. A differenza della lavorazione manuale, in cui l’operatore ruota manualmente le manopole per controllare ogni movimento, le macchine CNC eseguono operazioni complesse seguendo istruzioni digitali, garantendo una straordinaria costanza nei risultati.
Il significato di CNC diventa più chiaro quando si comprende il processo. Un programma per computer, scritto in un linguaggio standardizzato chiamato G-code, indica esattamente alla macchina come muoversi, a quale velocità far ruotare gli utensili da taglio e dove rimuovere con precisione il materiale. Il risultato? Componenti prodotti con tolleranze fino a ±0,001 pollici, ovvero circa un settantesimo dello spessore di un capello umano.
La lavorazione CNC collega l’immaginazione alla realtà, traducendo la geometria precisa dei progetti digitali in componenti fisici con un livello di accuratezza che i metodi manuali non possono assolutamente eguagliare.
Dal progetto digitale alla realtà fisica
Immaginate di progettare un componente aerospaziale complesso sul vostro computer. Ogni curva, ogni foro, ogni dimensione precisa esiste come dato. La tecnologia CNC trasforma quel progetto digitale in un oggetto tangibile. Il processo inizia con un software di progettazione assistita da computer (CAD), nel quale gli ingegneri creano modelli tridimensionali dettagliati. Questi modelli vengono quindi elaborati da un software di produzione assistita da computer (CAM), che genera le istruzioni specifiche necessarie alla macchina.
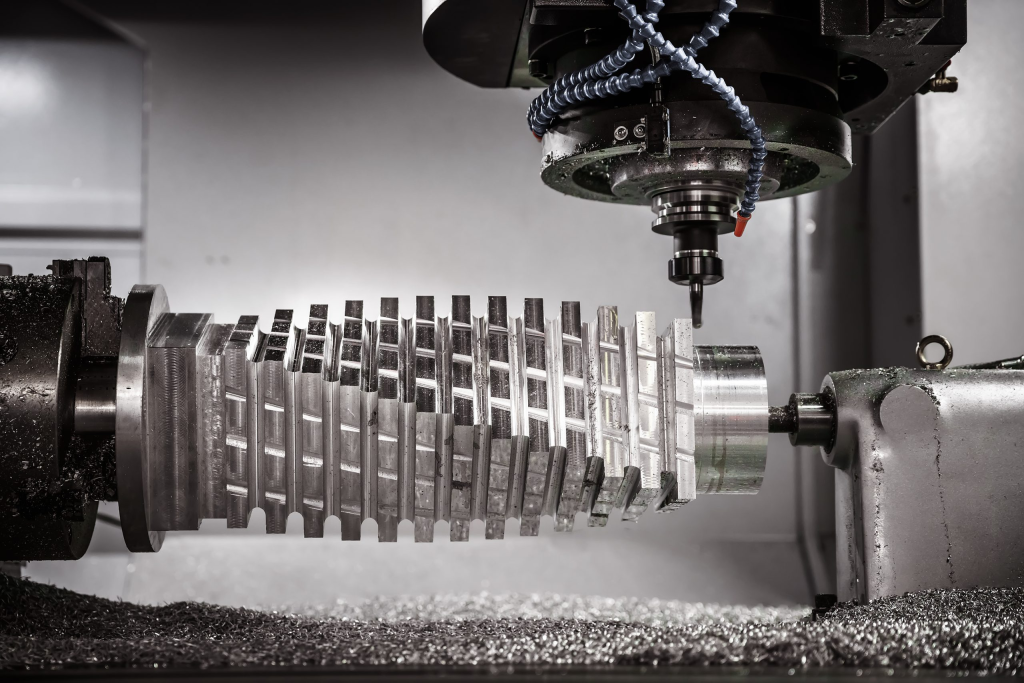
Cosa significa CNC per il processo produttivo reale? Significa che uno strumento di taglio rotante, guidato da motori servo che rispondono ai comandi del computer, rimuove metodicamente materiale da un blocco solido fino a far emergere il vostro componente. Questo approccio di produzione sottrattiva è applicabile a metalli come alluminio, acciaio e titanio, nonché a plastiche e materiali compositi.
La rivoluzione della produzione controllata da computer
Capire cosa significa CNC aiuta a spiegare perché questa tecnologia domina la produzione moderna. Dai componenti del motore della vostra automobile agli strumenti chirurgici utilizzati nelle sale operatorie, i componenti realizzati mediante lavorazione CNC sono ovunque. Il settore aerospaziale dipende da questa precisione per componenti aeronautici critici per la sicurezza. I produttori di dispositivi medici vi fanno affidamento per gli impianti che devono adattarsi perfettamente. Anche l’elettronica di consumo contiene componenti di precisione prodotti mediante controllo numerico computerizzato.
Secondo gli esperti del settore manifatturiero, le macchine CNC possono operare ininterrottamente con un intervento umano minimo, aumentando drasticamente la produttività pur mantenendo costante la qualità. Ogni componente è essenzialmente una replica identica del precedente: un livello di ripetibilità che rende non solo possibile, ma anche economicamente vantaggiosa, la produzione in serie di componenti complessi.
Che siate un ingegnere che esplora opzioni di produzione, un imprenditore che valuta metodi di fabbricazione o semplicemente una persona curiosa di capire come vengono realizzati gli oggetti, comprendere questa tecnologia apre la strada a scelte progettuali più intelligenti e a strategie produttive più efficienti.

Tipi essenziali di macchine CNC e le loro capacità specifiche
Ora che conoscete il significato del controllo numerico computerizzato, probabilmente vi state chiedendo: quale macchina realizza effettivamente i pezzi? Non tutti gli apparecchi CNC funzionano nello stesso modo. Alcuni eccellono nella creazione di superfici piane e tasche complesse, altri sono particolarmente indicati per la produzione di alberi cilindrici e componenti rotondi, mentre altri ancora gestiscono in modo rapido ed efficiente lastre di materiali più morbidi.
La scelta di la scelta della macchina CNC adatta al vostro progetto influisce direttamente sulla qualità, sui costi e sui tempi di consegna. Esaminiamo i tre tipi fondamentali che incontrerete più di frequente: fresatrici, torni e fresa a controllo numerico (router).
Fresatrici e le loro capacità di taglio
Una fresatrice CNC è probabilmente la macchina più versatile nel campo della produzione di precisione. Queste macchine utilizzano utensili da taglio rotanti che si muovono lungo diversi assi per rimuovere materiale da un pezzo in lavorazione fisso. Immaginate una fresatrice a colonna dotata della capacità di muoversi lateralmente, in avanti e all’indietro durante l’operazione di taglio: questa è la fresatura nella sua forma più semplice.
Le fresatrici CNC eccellono nella realizzazione di:
- Superfici piane e facce precise
- Ranature, tasche e canali
- Contorni complessi tridimensionali e superfici scolpite
- Fori passanti e filettati
- Profili di ingranaggi e geometrie complesse
Cosa rende particolarmente preziose le fresatrici? Gestiscono eccezionalmente bene i materiali duri. Acciaio inossidabile, titanio, acciai temprati per utensili e plastiche tecniche vengono lavorati alla perfezione su fresatrici CNC. Secondo Guida completa di CNC Cookbook , queste macchine spaziano da configurazioni base a 2 assi fino a sofisticati sistemi a 5 assi o addirittura a 6 assi, in grado di lavorare i pezzi praticamente da qualsiasi angolazione.
Quando è opportuno scegliere la fresatura? Se il tuo componente presenta superfici piane, tasche, filettature o forme complesse in 3D — e in particolare se è realizzato in metalli duri — una fresatrice a controllo numerico (CNC) è probabilmente la soluzione migliore.
Torni per componenti di precisione rotazionale
Un tornio CNC funziona secondo un principio fondamentalmente diverso rispetto alla fresatura. Invece di far ruotare l’utensile da taglio, la macchina fa ruotare il pezzo in lavorazione ad alta velocità, mentre un utensile da taglio fisso ne modella la forma. Questo approccio rende i torni ideali per la produzione di componenti cilindrici, conici o sferici con un’eccellente simmetria rotazionale.
Pensa a componenti come:
- Alberi e mandrini
- Bushings e cuscinetti
- Viti, bulloni e raccordi filettati
- Pulegge e ruote
- Maniglie e pomelli torniti
Le operazioni eseguibili su un tornio CNC includono la tornitura (riduzione del diametro), la squadratura (realizzazione di estremità piane), l’alesatura (allargamento di fori interni), la filettatura e la goffratura. La maggior parte dei torni standard opera su due assi: l’asse Z controlla il movimento lungo la lunghezza del pezzo in lavorazione, mentre l’asse X muove l’utensile da taglio verso o lontano dalla linea centrale.
Quando ha senso utilizzare un tornio? Ogni volta che il pezzo da lavorare è principalmente rotondo o cilindrico. Alberi di trasmissione per autoveicoli, raccordi per l’aerospaziale, componenti idraulici e steli per impianti medici traggono vantaggio dalla velocità e dalla precisione offerte dalla tornitura CNC.
Fresatrici CNC per materiali più morbidi e pezzi di grandi dimensioni
Se è necessario lavorare legno, plastiche, schiuma, compositi o lamiere di alluminio, una fresatrice CNC per legno o un banco fresatore CNC multifunzione risultano spesso più pratici rispetto a una fresatrice tradizionale. Le fresatrici utilizzano mandrini ad alta velocità e frese intercambiabili per realizzare disegni complessi in 2D e 2,5D su materiali laminari piani.
Applicazioni comuni delle fresatrici:
- Insegne e pannelli decorativi
- Componenti per mobili e parti per armadi
- Involucri e display in plastica
- Prototipi e imballaggi in schiuma
- Targhette in alluminio e parti strutturali leggere
Le fresatrici a controllo numerico computerizzato (CNC) presentano generalmente aree di lavoro più ampie rispetto alle fresatrici tradizionali, rendendole ideali per la lavorazione di lastre intere di materiale. Inoltre, in genere richiedono tempi di impostazione e di esercizio più brevi per operazioni di taglio semplici. Tuttavia, sacrificano una certa precisione rispetto alle fresatrici: un compromesso perfettamente accettabile per molte applicazioni.
Confronto rapido tra i tipi di macchina
La scelta della macchina più adatta diventa più semplice se si confrontano affiancati i loro caratteri fondamentali:
| Tipo di Macchina | Movimento principale | I migliori materiali | Applicazioni tipiche | Livello di Precisione |
|---|---|---|---|---|
| Fresatrice CNC | L’utensile rotante si muove contro il pezzo da lavorare fermo | Acciaio, acciaio inossidabile, titanio, alluminio, plastiche dure | Componenti aerospaziali, stampi, blocchi motore, supporti complessi | Molto elevata (raggiungibile ±0,001") |
| Tornio cnc | Il pezzo da lavorare ruota contro l’utensile di taglio fisso | Metalli, plastiche, compositi con geometria cilindrica | Alberi, raccordi, boccole, componenti filettati, pulegge | Molto elevata (raggiungibile ±0,001") |
| Router cnc | L'asse ad alta velocità si muove su fogli piani di materiale grezzo | Legno, plastica, schiuma, alluminio, compositi | Segnaletica, mobili da cucina, prototipi, pannelli decorativi, involucri | Media–Alta (±0,005" tipico) |
La conclusione fondamentale? Scegliere la macchina in base alla geometria del pezzo e al materiale impiegato. Le fresatrici a controllo numerico gestiscono forme prismatiche complesse in metalli duri. I torni sono la soluzione ideale quando è richiesta una simmetria rotazionale. Le fresatrici a portale garantiscono velocità ed economia per materiali più morbidi e pezzi piani di grandi dimensioni. Comprendere queste differenze consente di comunicare efficacemente con i partner produttivi e di prendere decisioni informate riguardo all’approccio produttivo da adottare.
Naturalmente, il tipo di macchina è solo uno dei fattori da considerare. Il numero di assi su cui opera la macchina influisce in modo determinante sulle geometrie realizzabili: un argomento che merita un’analisi più approfondita.
Machinatura multiasse spiegata: da 3 assi a 5 assi
Sembra complesso? Ecco un modo semplice per pensarci: gli assi determinano quanti direzioni può assumere il vostro utensile di taglio rispetto al pezzo in lavorazione. Più assi significano maggiore libertà di creare forme intricate, ma anche maggiore complessità e costo. Comprendere questo progresso vi aiuta a scegliere una macchina la cui capacità corrisponda esattamente alle esigenze del vostro componente, evitando spese superflue.
Che stiate esplorando la fresatura CNC per una semplice staffa o stiate prendendo in considerazione Il tornio CNC per ottenere caratteristiche cilindriche di precisione , il numero di assi definisce fondamentalmente ciò che è possibile realizzare.
Comprensione della base dei movimenti sugli assi X, Y e Z
Immaginate un comune sistema di coordinate come quello studiato a lezione di matematica: l’asse X si estende da sinistra a destra, l’asse Y da davanti a dietro e l’asse Z dall’alto al basso. Una fresatrice CNC a 3 assi opera esclusivamente lungo queste tre direzioni lineari — nient’altro, niente di meno.
Quando si esegue un'operazione a 3 assi, l'utensile da taglio si muove su questi piani mentre il pezzo da lavorare rimane fermo sul tavolo. Secondo la guida alla lavorazione di Fictiv, questa configurazione eccelle in compiti semplici: realizzazione di spigoli netti, foratura di fori, alesatura, fresatura di scanalature e creazione di superfici piane.
Cosa si può produrre realisticamente su una macchina a 3 assi?
- Pannelli piani e superfici planari
- Supporti semplici e piastre di fissaggio
- Fori forati e filettati allineati con un asse
- Scomparti e canali di base
- Componenti meccanici semplici per l’automazione
Qual è il limite? L’utensile da taglio può avvicinarsi al pezzo soltanto dall’alto. Qualsiasi caratteristica sui lati del componente o sulla sua faccia inferiore richiede il riposizionamento manuale del pezzo da lavorare, con conseguente aumento dei tempi di allestimento e rischio di errori di allineamento. Per pezzi con sottosquadri, superfici curve o caratteristiche con angoli composti, le fresatrici CNC a 3 assi risultano insufficienti.
Aggiunta della capacità rotazionale con la lavorazione a 4 assi
Immaginate che il pezzo in lavorazione possa ruotare mentre l'utensile da taglio opera. È esattamente ciò che offre una macchina a 4 assi. Il quarto asse—generalmente denominato asse A—aggiunge una rotazione attorno all'asse X, consentendo alla macchina di raggiungere più lati del pezzo senza necessità di riposizionamento manuale.
Questa capacità rotazionale aggiuntiva consente di realizzare geometrie che altrimenti richiederebbero più montaggi. Note di CNC Cookbook che i produttori che utilizzano attrezzature a 4 assi possono creare caratteristiche inclinate, archi, eliche e profili complessi in un unico montaggio—riducendo drasticamente i tempi di produzione.
Un tornio a controllo numerico computerizzato (CNC) opera su principi simili, facendo ruotare il pezzo in lavorazione contro utensili da taglio fissi. Tuttavia, una fresatrice CNC dedicata a 4 assi aggiunge questa rotazione a una piattaforma di fresatura, combinando i vantaggi di entrambe le tecnologie per determinate applicazioni.
I pezzi particolarmente adatti alla lavorazione a 4 assi includono:
- Caratteristiche cilindriche che richiedono lavorazione laterale
- Motivi elicoidali e scanalature spiraliformi
- Cuspidi dell'albero a camme e profili eccentrici
- Parti con fori o sagomature su più lati
- Incisioni di precisione su superfici curve
Il compromesso? Le macchine a quattro assi costano di più rispetto alle controparti a tre assi e la programmazione diventa più complessa. Per progetti più semplici o budget più contenuti, le capacità aggiuntive potrebbero non giustificare l’investimento.
Quando il vostro componente richiede la libertà di movimento a cinque assi
La fresatura CNC a cinque assi rappresenta il massimo livello di flessibilità nella lavorazione sottrattiva. Queste macchine aggiungono un secondo asse rotazionale — tipicamente l’asse C, che ruota attorno all’asse Z — consentendo all’utensile di avvicinarsi al pezzo da lavorare praticamente da qualsiasi angolazione.
Perché questo è importante? Superfici complesse con profili curvi, angoli composti e geometrie intricate diventano realizzabili in un’unica configurazione. L’utensile mantiene in ogni momento un’orientazione ottimale durante l’operazione, garantendo finiture superficiali superiori e tolleranze più strette sui componenti più impegnativi.
Secondo gli specialisti della produzione, le macchine a 5 assi lavorano contemporaneamente cinque diverse facce di un pezzo, in base alla complessità del design. Questa capacità si rivela essenziale in settori in cui precisione e geometria spingono i limiti convenzionali.
Pezzi che richiedono effettivamente la libertà di movimento a 5 assi:
- Pale di turbina con contorni aerodinamici complessi
- Componenti Strutturali Aerospaziali
- Complessi insiemi di telai automobilistici
- Impianti medici con forme organiche
- Ruote di pompa e alloggiamenti di pompa
- Cavità di stampi con sottofusti profondi
La tornitura CNC gestisce in modo efficiente i pezzi rotanti, ma quando la geometria combina caratteristiche simili alla tornitura con superfici fresate complesse, la fresatura a 5 assi risulta spesso l’unica soluzione praticabile.
Bilanciare capacità e costo
Maggiore è il numero di assi, maggiore è sempre il costo — sia per l’investimento nella macchina sia per il costo di produzione per singolo pezzo. Comprendere questa relazione consente di specificare esattamente ciò di cui il progetto ha bisogno, evitando di pagare per funzionalità non utilizzate.
Le macchine a tre assi rimangono la scelta più economica per geometrie semplici. Sono più facili da programmare, più semplici da utilizzare e ampiamente disponibili. Se il tuo pezzo può essere completato in uno o due montaggi con un semplice riposizionamento, spesso le macchine a 3 assi offrono il miglior rapporto qualità-prezzo.
Le attrezzature a quattro assi rappresentano un compromesso pratico. L’asse rotativo aggiuntivo riduce il numero di montaggi necessari per pezzi di complessità moderata, migliorando l’accuratezza grazie all’eliminazione del riposizionamento manuale tra le diverse operazioni. Per volumi di produzione medi con caratteristiche su più lati, le combinazioni di tornitura e fresatura CNC a 4 assi risultano spesso economicamente vantaggiose.
Le macchine a cinque assi richiedono prezzi premium, ma offrono capacità senza pari. La programmazione CAD/CAM necessaria è significativamente più complessa e sono indispensabili operatori qualificati. Tuttavia, per componenti aerospaziali ad alta precisione, dispositivi medici o qualsiasi componente con contorni tridimensionali veramente complessi, la lavorazione a 5 assi si rivela spesso l’unica opzione praticabile — e può effettivamente ridurre il costo totale eliminando molteplici montaggi e operazioni secondarie.
Il punto fondamentale? Abbinare il numero di assi alla geometria del pezzo. Non pagare per una capacità a 5 assi quando una macchina a 3 assi è sufficiente a svolgere il lavoro, ma non costringere neppure un componente complesso su attrezzature inadeguate. Il vostro partner nella produzione può aiutarvi a valutare quale configurazione garantisce la migliore combinazione di qualità, velocità e costo in base alle vostre specifiche esigenze.
L’intero percorso dalla progettazione digitale al pezzo lavorato
Hai selezionato il tipo di macchina e determinato la configurazione degli assi richiesta dalla tua geometria. Ora sorge la domanda che mette in difficoltà molti principianti: in che modo esattamente un file di progettazione diventa un componente metallico finito? La risposta consiste in una sequenza accuratamente orchestrata che trasforma dati digitali astratti in una realtà fisica precisa.
Comprendere questo flusso di lavoro è fondamentale, sia che tu programmi personalmente le attrezzature CNC sia che collabori con un partner produttivo. Conoscere ciò che accade in ciascuna fase ti permette di preparare file più idonei, comunicare in modo più efficace e prevedere potenziali problemi prima che si trasformino in inconvenienti costosi.
Analizziamo insieme l’intero processo, dal concetto iniziale al pezzo fresato:
- Creazione del progetto nel software CAD – Costruzione del modello 3D digitale
- Programmazione CAM – Generazione dei percorsi utensile e delle istruzioni per la macchina
- Post-elaborazione del codice G – Creazione di comandi specifici per la macchina
- Impostazione della macchina – Preparazione dell’attrezzatura, degli utensili e del pezzo in lavorazione
- Operazione di lavorazione – Esecuzione del programma per tagliare il materiale
- Post-Elaborazione e Ispezione – Finitura e verifica della qualità
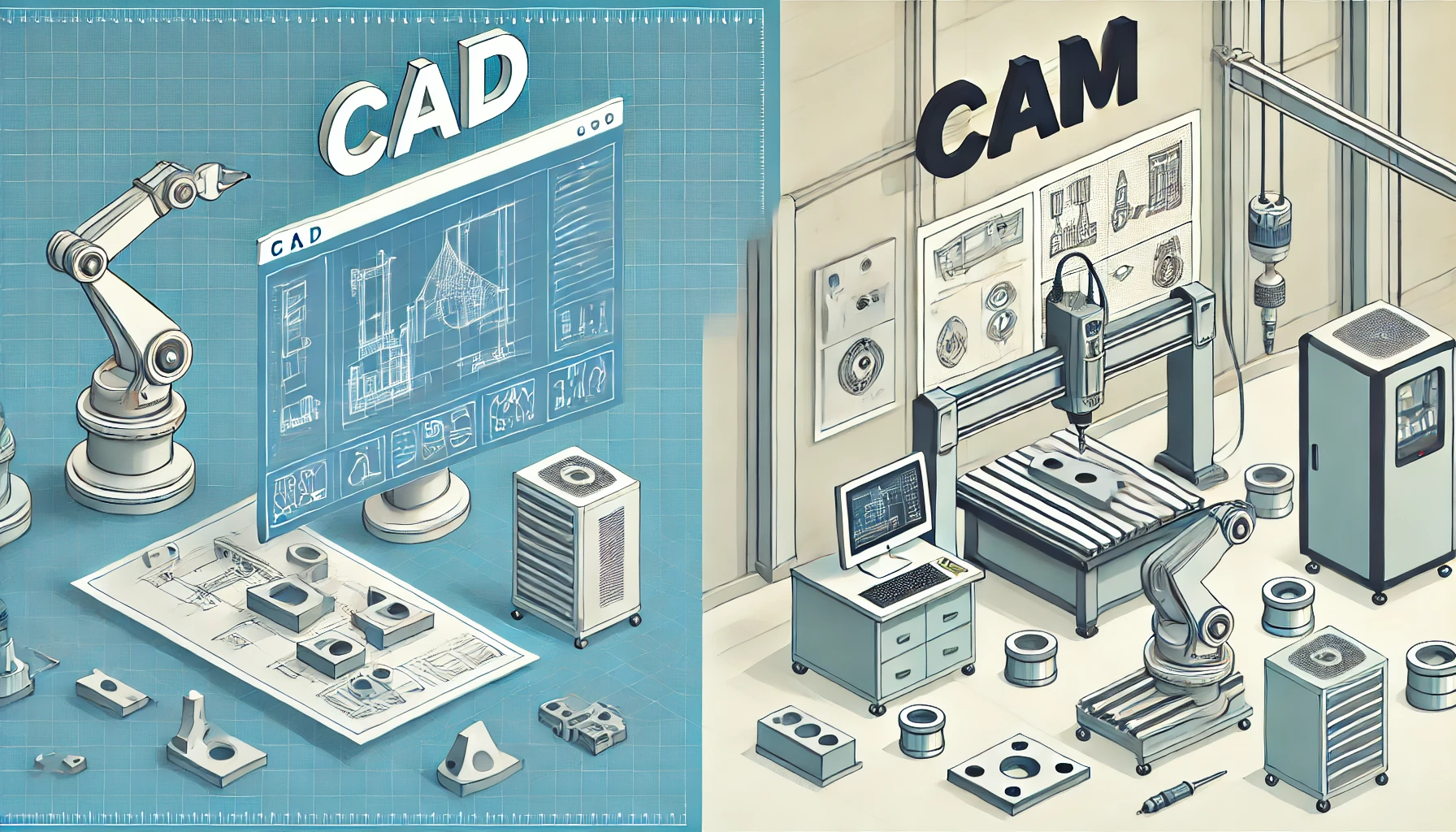
Processo di traduzione da CAD a CAM
Tutto inizia con un software di progettazione assistita da computer (CAD). Programmi come SolidWorks, Fusion 360 e Inventor consentono agli ingegneri di creare modelli 3D dettagliati che rappresentano con precisione ogni dimensione, foro, curva e superficie del componente previsto. Questo modello digitale costituisce la fonte unica e affidabile per tutte le fasi successive.
Ma ecco ciò che molte persone non sanno: la vostra macchina CNC non è in grado di leggere direttamente i file CAD. Secondo la guida alla preparazione di JLC CNC, è necessario esportare il progetto in un formato compatibile — tipicamente STEP o IGES — prima che il processo di produzione possa proseguire. Questi formati neutri preservano l’accuratezza geometrica e consentono la comunicazione tra diversi sistemi software.
Cos'è la programmazione CNC nel suo nucleo? È il processo di traduzione del proprio modello 3D in istruzioni specifiche per la macchina. Ciò avviene tramite software CAM (Computer-Aided Manufacturing), dove avviene veramente la magia della programmazione CNC.
All'interno del software CAM, eseguirai le seguenti operazioni:
- Importare la geometria CAD
- Definire le dimensioni e il tipo del materiale grezzo (stock)
- Selezionare gli utensili da taglio appropriati
- Specificare i parametri di taglio (velocità, avanzamenti, profondità)
- Generare i percorsi utensile per rimuovere il materiale in modo efficiente
- Simulare l'operazione per verificarne l'accuratezza
I principali software CAM, come Mastercam, Fusion 360 e SolidCAM, calcolano automaticamente i percorsi di taglio più efficienti in base ai dati inseriti. Il software tiene conto di fattori quali il diametro dell'utensile, la durezza del materiale e la finitura superficiale desiderata per ottimizzare ogni movimento.
Da comandi G-Code a componenti finiti
Una volta definiti i percorsi utensile, il software CAM li elabora tramite un post-processore, ovvero un traduttore che converte i dati generici dei percorsi utensile nel linguaggio specifico compreso dalla vostra macchina. Questo output è chiamato codice G e rappresenta ciò che l’equipaggiamento di lavorazione legge effettivamente riga per riga durante il funzionamento.
Come si presenta il codice G? Secondo La guida ai concetti base della programmazione di DeFusco Industrial Supply , ogni riga rappresenta un’azione specifica. I codici G controllano il posizionamento e il movimento: G00 sposta rapidamente l’utensile in una determinata posizione, G01 esegue tagli rettilinei a velocità di avanzamento controllata, mentre G02/G03 eseguono archi e cerchi. I codici M gestiscono le funzioni ausiliarie, ad esempio l’avvio del mandrino (M03), l’attivazione del liquido di raffreddamento (M08) o la fine del programma (M30).
Di seguito è riportato un esempio semplificato di ciò che potrebbe includere un programma CNC:
- G21 – Impostare le unità metriche
- G90 – Utilizzare il posizionamento assoluto
- M03 S3000 – Avviare il mandrino a 3000 giri/min
- G00 X10 Y10 – Movimento rapido alla posizione di partenza
- G01 Z-5 F100 – Taglio in discesa di 5 mm a 100 mm/minuto
- M05 – Arresto del mandrino
- M30 – Fine programma
Non è necessario memorizzare ogni codice per collaborare con partner specializzati nella produzione CNC. Tuttavia, comprendere questi concetti fondamentali aiuta a risolvere i problemi, interpretare il comportamento della macchina e comunicare in modo più efficace riguardo ai propri progetti.
Configurazione e funzionamento della macchina
Una volta pronto il codice G, l’attenzione si sposta sulla macchina fisica. La configurazione prevede diversi passaggi critici che influenzano direttamente la precisione del pezzo:
Workholding fissa saldamente il materiale grezzo in posizione. Morse, pinze, dispositivi di fissaggio e tavole a vuoto impediscono qualsiasi movimento durante la lavorazione: anche un lieve spostamento durante la fresatura rovina il pezzo. Il metodo di fissaggio scelto dipende dalla geometria del pezzo, dal materiale e dalle forze in gioco durante la lavorazione.
Selezione e installazione degli utensili garantisce che gli utensili da taglio appropriati siano caricati nelle posizioni corrette. Le frese frontali, le punte da trapano, le filettatrici e gli utensili specializzati svolgono ciascuno funzioni specifiche. Le macchine moderne dotate di cambio automatico utensili possono passare da decine di utensili durante una singola operazione.
Impostazione del punto zero indica esattamente alla macchina la posizione del pezzo in lavorazione. Utilizzando cercatori di spigolo o sonde a contatto, gli operatori impostano il punto zero del pezzo — il riferimento rispetto al quale i valori X0, Y0 e Z0 corrispondono a uno spigolo specifico o a una caratteristica particolare del materiale. Ogni movimento programmato fa riferimento a questa posizione.
Prima dell’inizio della lavorazione, gli operatori esperti eseguono simulazioni e prove a vuoto. Verificano visivamente i percorsi utensile, controllano la presenza di possibili collisioni e spesso avviano i primi tagli con avanzamenti ridotti. Questo approccio accurato previene incidenti che potrebbero danneggiare macchinari costosi o rovinare i pezzi in lavorazione.
Il processo di lavorazione e oltre
Una volta verificata la configurazione, inizia la lavorazione effettiva. La macchina legge sequenzialmente i comandi G-code, eseguendo ogni movimento con una precisione misurata in millesimi di pollice. Gli utensili da taglio ruotano alle velocità programmate, il liquido refrigerante fluisce per gestire il calore e rimuovere i trucioli, e il materiale viene asportato in modo sistematico fino a quando il pezzo non emerge dal grezzo.
A seconda della complessità, le operazioni potrebbero includere:
- Passaggi di sgrossatura per rimuovere rapidamente la maggior parte del materiale
- Passaggi di finitura per ottenere le dimensioni finali e la qualità superficiale richiesta
- Foratura e maschiatura per realizzare fori filettati
- Sbavatura e smussatura dei bordi
Al termine della lavorazione, i pezzi richiedono generalmente un trattamento post-lavorazione. Questo può comprendere lo smontaggio dalle attrezzature di fissaggio, la pulizia dai fluidi di taglio, la rimozione delle sbavature sui bordi affilati e l’ispezione dimensionale rispetto alle specifiche. A seconda dei requisiti, potrebbero seguire operazioni secondarie come trattamento termico, finitura superficiale o assemblaggio.
L'intero flusso di lavoro—dalla progettazione CAD al pezzo finito—rappresenta una catena continua in cui ogni passaggio si basa su quello precedente. Comprendere questo processo aiuta a capire perché la qualità dei file è fondamentale, perché le tolleranze influenzano i costi e perché collaborare con partner produttivi esperti fa davvero la differenza nei risultati.
Parlando di materiali, il flusso di lavoro appena descritto si applica indipendentemente dal fatto che si stia lavorando alluminio, acciaio, titanio o plastiche tecniche. Tuttavia, la scelta del materiale influenza in modo significativo ogni aspetto del processo—un argomento che merita un’analisi dettagliata a sé stante.
Guida alla selezione dei materiali per la lavorazione CNC: metalli e plastiche
Avete definito il vostro flusso di lavoro e sapete quale configurazione macchina si adatta alla vostra geometria. Ma ecco una domanda che condiziona tutte le altre decisioni: da quale materiale deve essere realizzato il vostro componente? La risposta influisce sulla lavorabilità, sui costi, sulle prestazioni e persino sulle finiture disponibili.
Le macchine CNC per metalli possono lavorare materiali che vanno dall'alluminio morbido al titanio di grado aerospaziale. I parametri di taglio dei metalli, la scelta degli utensili e i tempi di ciclo variano notevolmente a seconda del materiale grezzo utilizzato. Analogamente, le materie plastiche tecniche offrono vantaggi unici, ma ciascuna si comporta in modo diverso sotto l’azione dell’utensile di taglio. Analizziamo sistematicamente le vostre opzioni.
Metalli, dall’alluminio al titanio
Quando si pensa alle applicazioni CNC su metalli, le leghe di alluminio sono generalmente le prime che vengono in mente — e per buone ragioni. Secondo la guida alla selezione dei materiali di Hubs, l’alluminio offre un eccellente rapporto resistenza-peso, un’elevata conducibilità termica ed elettrica e una protezione naturale contro la corrosione. È inoltre eccezionalmente facile da lavorare, rendendolo la scelta più economica per molte applicazioni.
All’interno della famiglia dell’alluminio, vi troverete di fronte a diverse leghe comuni:
- Alluminio 6061 – La lega polivalente per uso generale, con buona lavorabilità e saldabilità
- Alluminio 7075 – Lega di grado aerospaziale, con maggiore resistenza, trattabile termicamente fino a raggiungere una durezza paragonabile a quella dell’acciaio
- Alluminio 5083 – Resistenza superiore all'acqua di mare per applicazioni marine e edili
I componenti in acciaio lavorati a CNC garantiscono prestazioni eccellenti quando la resistenza e la durata sono fondamentali. Gli acciai dolci, come gli 1018 e 1045, si lavorano bene e saldano facilmente: ideali per supporti, dispositivi di fissaggio e componenti strutturali. Gli acciai legati, come i 4140 e 4340, offrono una durezza e una resistenza all'usura migliorate dopo trattamento termico, rendendoli adatti a ingranaggi, alberi e parti meccaniche soggette a carichi elevati.
Gli acciai inossidabili introducono nel calcolo la resistenza alla corrosione. La qualità 304 resiste egregiamente alla maggior parte delle condizioni ambientali, mentre la 316 resiste all'acqua salata e a sostanze chimiche aggressive. Per applicazioni estreme, l'acciaio inossidabile 17-4 PH può essere indurito per precipitazione fino a raggiungere livelli eccezionali di resistenza: perfetto per componenti di turbine e strumenti medici.
Il rame-zinco (ottone) merita una menzione per le applicazioni elettriche e decorative. Secondo L'analisi dei materiali di Elcon Precision , il rame ottone C36000 offre un’eccellente lavorabilità e una naturale resistenza alla corrosione, rendendolo ideale per raccordi elettrici in grandi quantità e per ferramenta architettonica.
All’estremità superiore della gamma, il titanio garantisce un rapporto resistenza-peso eccezionale unito a un’ottima resistenza alla corrosione. Componenti aerospaziali, impianti medici e parti per competizioni ad alte prestazioni richiedono spesso il titanio, nonostante il suo costo più elevato. Si tenga presente che la bassa conducibilità termica del titanio lo rende più difficile da lavorare: sono pertanto indispensabili utensili e tecniche specializzate.
Plastiche tecniche per applicazioni specializzate
Quando il vostro progetto richiede un peso ridotto, una resistenza chimica o un’isolazione elettrica, le materie plastiche tecniche spesso offrono prestazioni superiori rispetto ai metalli. Secondo la guida alla selezione delle plastiche di Komacut, le plastiche presentano generalmente una lavorabilità migliore rispetto ai metalli, grazie alla loro minore durezza e densità, con conseguente riduzione della forza di taglio necessaria e dell’usura degli utensili.
Ecco le plastiche che incontrerete più di frequente:
- ABS – Buone proprietà meccaniche, eccellente resistenza agli urti, ideale per prototipi prima della stampa ad iniezione
- Delrin (POM) – Massima lavorabilità tra le materie plastiche, eccezionale stabilità dimensionale, basso coefficiente di attrito
- Nylon (PA) – Eccellente resistenza all’usura e compatibilità chimica, sebbene sia soggetta all’assorbimento di umidità
- PEEK – Termoplastico ad alte prestazioni in grado di sostituire i metalli in applicazioni esigenti, compresi gli impieghi medicali
- Polycarbonate – Eccezionale resistenza agli urti con trasparenza ottica, perfetto per coperture protettive e display
- PTFE (Teflon) – Il più basso coefficiente di attrito tra tutti i solidi, eccellente resistenza chimica e termica
I torni metallici lavorano in modo efficiente componenti plastici cilindrici, mentre i centri di fresatura affrontano geometrie plastiche complesse. L’aspetto fondamentale da considerare? La gestione del calore. Alcune plastiche si fondono o deformano a causa delle elevate temperature di taglio, richiedendo l’adeguamento dei regimi di taglio (velocità e avanzamento).
Confronto rapido dei materiali
La scelta del materiale più adatto diventa più chiara confrontando affiancati i principali caratteri distintivi:
| Categoria del Materiale | Proprietà chiave | Applicazioni comuni | Indice di lavorabilità |
|---|---|---|---|
| Leghe di Alluminio | Leggero, resistente alla corrosione, eccellente conducibilità termica | Strutture aerospaziali, dissipatori di calore, elettronica di consumo, pannelli automobilistici | Eccellente |
| Acciai dolci/legati | Ad alta resistenza, durevoli, trattabili termicamente, saldabili | Parti per macchinari, ingranaggi, alberi, componenti strutturali | Buono a Moderato |
| Acciai inossidabili | Resistenti alla corrosione, ad alta resistenza, lucidabili | Dispositivi medici, lavorazione alimentare, hardware marino, strumenti chirurgici | Moderato |
| Ottone | Eccellente conducibilità elettrica, finitura decorativa, basso attrito | Connettori elettrici, raccordi idraulici, strumenti musicali | Eccellente |
| Titanio | Eccezionale rapporto resistenza-peso, biocompatibile, a prova di corrosione | Componenti aerospaziali, impianti medici, parti per competizioni automobilistiche | Sfidante |
| Plastica ABS | Resistenti agli urti, leggeri, economici | Prototipi, involucri, prodotti per il consumatore | Eccellente |
| Delrin (POM) | Dimensionalmente stabile, a basso attrito, resistente all'umidità | Ingranaggi, cuscinetti, meccanismi di precisione, componenti idonei al contatto con alimenti | Eccellente |
| PEEK | Resistenza ad alte temperature, inerzia chimica, resistenza paragonabile a quella dei metalli | Impianti medici, guarnizioni aerospaziali, componenti per semiconduttori | Buono |
Come scegliere il materiale giusto
Come scegliere? Iniziate definendo i vostri requisiti: il componente deve sopportare carichi elevati? L'alluminio potrebbe non essere sufficiente: valutate acciaio o titanio. Sarà esposto a ambienti corrosivi? Potrebbero essere essenziali l'acciaio inossidabile o il PEEK. Il peso è un fattore critico? Probabilmente la scelta ricadrà sull'alluminio o sulle materie plastiche tecniche.
Anche il costo è rilevante. I componenti in titanio costano significativamente di più rispetto ai corrispondenti in alluminio — non solo per il costo del materiale grezzo, ma anche per i tempi di lavorazione più lunghi e gli utensili specializzati richiesti. Per prototipi o applicazioni sensibili ai costi, la scelta del metallo da lavorare a CNC avviene spesso per default sull'alluminio 6061, che offre prestazioni solide a un prezzo economico.
La conclusione? Abbinare le proprietà del materiale alle esigenze della vostra applicazione, quindi valutare la lavorabilità e i vincoli di budget. Il vostro partner produttivo può aiutarvi a valutare i compromessi e suggerire alternative che forse non avevate preso in considerazione.
Naturalmente, la scelta del materiale giusto rappresenta solo una parte dell’equazione. Le specifiche di precisione che definite — in particolare le tolleranze — influenzano direttamente sia la complessità della produzione sia il costo finale.
Comprensione delle tolleranze e della precisione nella produzione CNC
Avete scelto il materiale e comprendete il flusso di lavoro della lavorazione. Ma ecco una domanda che incide direttamente sul corretto funzionamento del componente finito: con quale grado di precisione deve effettivamente essere realizzato? La risposta risiede nella comprensione delle tolleranze — ovvero i limiti accettabili di variazione che determinano se il vostro componente si inserisce correttamente, funziona come previsto e garantisce le prestazioni richieste.
Pensatela in questo modo: nessun processo produttivo genera dimensioni assolutamente perfette. Ogni taglio, ogni passaggio dell'utensile introduce variazioni microscopiche. La definizione di tolleranza nel campo della lavorazione meccanica riconosce questa realtà stabilendo di quanto lo scostamento rispetto alla misura ideale rimane accettabile. Se si specifica erroneamente tale tolleranza, si pagherà troppo per una precisione superflua oppure si riceveranno componenti che non si assemblano correttamente.
Comprendere il significato di lavorazione meccanica nel contesto della precisione consente di comunicare efficacemente i requisiti e di definire aspettative realistiche per i propri progetti.
Tolleranze standard vs tolleranze strette
Cosa si intende per "standard" e cosa per "stretta" nella lavorazione meccanica CNC? Secondo Absolute Machining , le tolleranze di lavorazione standard variano tipicamente tra ±0,005" e ±0,001". La maggior parte dei componenti per lavorazione generica rientra agevolmente in questo intervallo: staffe, alloggiamenti, coperchi e componenti strutturali in cui l’adattamento preciso è importante, ma non è critico a livello di millesimi di pollice.
La lavorazione con tolleranze strette si riferisce a dimensioni mantenute entro ±0,0005" o migliori. Per contestualizzare, tale valore corrisponde approssimativamente a un decimo dello spessore di un capello umano. Alcune applicazioni di fascia alta spingono i limiti ancora oltre: secondo specialisti del settore, il lavoro di precisione può raggiungere tolleranze di ±0,0002" per caratteristiche come fori per accoppiamento forzato o superfici critiche di allineamento.
Quando è effettivamente necessaria una lavorazione con tolleranze strette? Considerare questi scenari:
- Superfici di accoppiamento – Componenti che devono essere assemblati con precisione, ad esempio alloggiamenti per cuscinetti o perni di allineamento
- Applicazioni di tenuta – Componenti in cui non deve verificarsi alcuna perdita di fluido o gas
- Gruppi rotanti – Alberi e fori in cui la concentricità influisce sulle prestazioni
- Componenti critici per la sicurezza – Applicazioni aerospaziali, mediche o della difesa, in cui non è ammessa alcuna possibilità di guasto
Ecco la realtà pratica: specificare tolleranze più strette di quelle richieste dall’applicazione comporta un inutile aumento dei costi, senza apportare alcun vantaggio funzionale. Una staffa da fissare a una parete non necessita di una precisione di livello aerospaziale. Comprendere questa distinzione consente di ottimizzare sia i costi che le prestazioni.
Come le specifiche di precisione influenzano il vostro progetto
Perché la strettezza delle tolleranze incide così tanto sul vostro budget? Secondo la guida alle tolleranze di Factorem, tolleranze più strette comportano inevitabilmente costi di produzione più elevati per diversi motivi interconnessi.
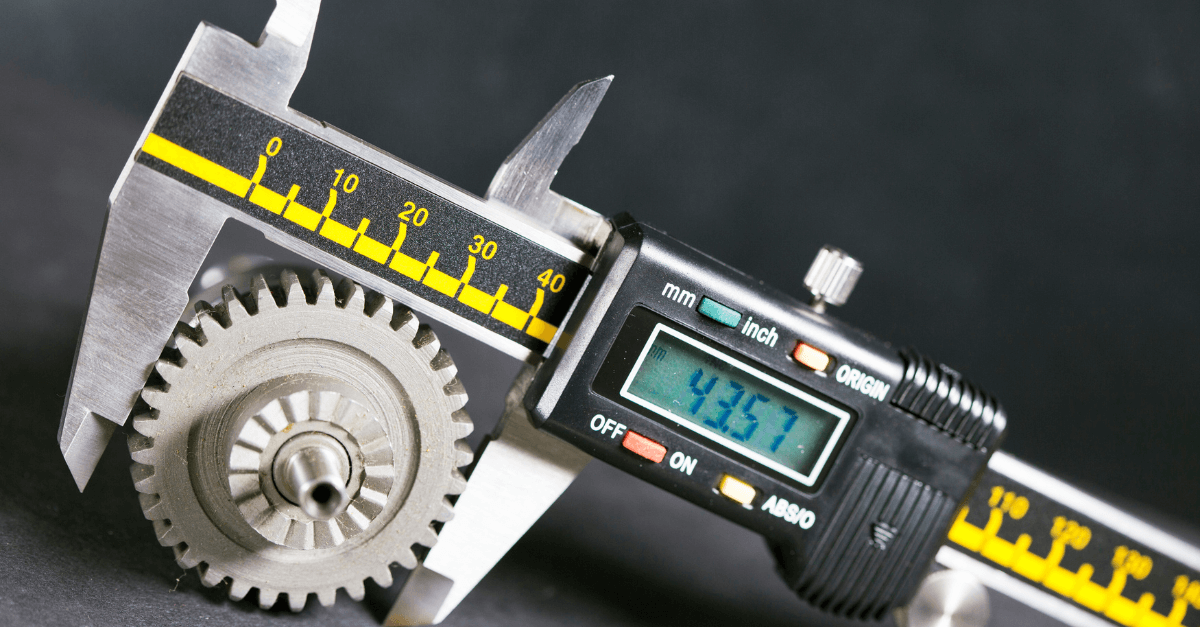
In primo luogo, ottenere dimensioni più precise richiede velocità di taglio inferiori e passate più leggere. Maggiore è il tempo di lavorazione sulla macchina, maggiore è il costo per singolo pezzo. In secondo luogo, le tecnologie di lavorazione avanzate e le attrezzature ad alta precisione hanno tariffe premium. In terzo luogo, aumentano i requisiti di ispezione: un componente con tolleranza di ±0,0005" deve essere verificato mediante macchine di misura a coordinate (CMM) o altri strumenti di precisione, anziché con semplici calibri.
La definizione del ruolo dell'operatore CNC include sempre più spesso anche la verifica della qualità. Gli operatori qualificati sanno che risultati costanti dipendono dal controllo simultaneo di molteplici variabili.
Quali fattori determinano effettivamente le tolleranze raggiungibili? Diversi elementi agiscono in sinergia:
- Capacità della macchina – Macchinari più datati o di categoria inferiore non sono semplicemente in grado di garantire la stessa precisione offerta dai moderni centri CNC ben mantenuti
- Proprietà del materiale – Materiali più teneri, come l’alluminio, vengono lavorati in modo più prevedibile rispetto ad acciai inossidabili che induriscono per deformazione o a plastiche sensibili al calore
- Geometria della parte – Pareti sottili, tasche profonde e caratteristiche allungate non supportate introducono deformazioni e vibrazioni che influenzano l’accuratezza dimensionale
- Condizioni ambientali – Le fluttuazioni di temperatura causano dilatazione termica sia nelle macchine sia nei pezzi in lavorazione, compromettendo la precisione
- Usura degli utensili – I taglienti si usurano nel tempo, provocando progressivamente uno scostamento delle dimensioni se non vengono monitorati e compensati
Secondo BDE Manufacturing Technologies, fattori come la temperatura ambiente, la calibrazione regolare, la manutenzione preventiva e la sostituzione tempestiva degli utensili influenzano tutti l’accuratezza del risultato. Posizionare le attrezzature CNC in ambienti controllati, con temperature e umidità stabili, contribuisce a mantenere una precisione costante.
Complessità del design e realizzabilità
Cosa rende un componente facile o difficile da lavorare con precisione? Comprendere questa relazione consente di progettare in modo più intelligente e di definire aspettative realistiche.
Geometrie semplici e compatte, con spessori di parete ragionevoli, vengono lavorate in modo prevedibile. L’utensile da taglio incontra una resistenza costante, le vibrazioni rimangono minime e le dimensioni restano stabili. Questi componenti possono raggiungere tolleranze strette in modo economico, poiché nulla si oppone alla precisione.
La complessità introduce sfide. Le pareti sottili si deformano sotto la pressione di taglio. Le tasche profonde limitano la portata dell'utensile e l'espulsione dei trucioli. Gli spigoli interni acuti richiedono utensili di piccolo diametro, più soggetti a deviazione. Le caratteristiche lavorate con angoli composti richiedono capacità multi-asse e una programmazione sofisticata.
Questo significa che dovreste evitare progetti complessi? Assolutamente no. Le moderne tecnologie di lavorazione gestiscono abitualmente una complessità notevole. L'aspetto fondamentale è comprendere i compromessi: quel componente aerospaziale intricato, con venti caratteristiche a tolleranze stringenti, avrà un costo maggiore rispetto a una semplice staffa realizzata secondo specifiche standard.
Partner produttivi esperti esaminano i vostri disegni applicando i principi della progettazione per la producibilità (Design for Manufacturability, DFM). Individueranno le caratteristiche che incrementano i costi, suggeriranno alternative funzionalmente equivalenti ma più economiche e vi aiuteranno ad applicare tolleranze stringenti soltanto dove effettivamente necessarie.
In sintesi? Le specifiche di tolleranza influenzano direttamente la complessità produttiva, i tempi di ciclo e i costi. Applicare precisione laddove la funzionalità lo richiede e accettare tolleranze standard in tutti gli altri casi. Questo approccio equilibrato consente di ottenere componenti che funzionano correttamente senza spese superflue: esattamente ciò che caratterizza un’ingegneria intelligente.
Naturalmente, l’accuratezza dimensionale rappresenta soltanto una parte dell’equazione relativa al prodotto finito. La finitura superficiale e i trattamenti post-lavorazione trasformano i componenti fresati in parti veramente complete, pronte per le applicazioni previste.
Finiture superficiali e opzioni di post-lavorazione
Il vostro componente è appena uscito dalla macchina a controllo numerico con dimensioni perfette, ma è davvero completo? Nella maggior parte dei casi, la risposta è no. Quei segni visibili lasciati dagli utensili, gli spigoli vivi e le superfici metalliche non trattate necessitano di ulteriore attenzione prima che il componente sia pronto per l’applicazione prevista. La finitura superficiale trasforma un componente fresato da «dimensionalmente accurato» a «completamente funzionale ed esteticamente gradevole».
Secondo la guida di Hubs sui trattamenti superficiali, i trattamenti superficiali sono operazioni di post-lavorazione finalizzate a migliorare la rugosità superficiale, l’aspetto estetico e la resistenza all’usura dei componenti metallici lavorati a CNC. Quando il trattamento superficiale è adeguato all’applicazione prevista, ne migliora sia le prestazioni funzionali che l’aspetto estetico.
Standard e misurazioni dei trattamenti superficiali
Ogni operazione di taglio lascia un'impronta caratteristica sul pezzo in lavorazione. L’utensile rotante genera piccole creste e avvallamenti durante la rimozione del materiale: queste sono le tracce dell’utensile. La qualità superficiale viene misurata come rugosità media, espressa mediante il parametro Ra (Rugosità Media), che quantifica la deviazione media rispetto a una superficie idealmente liscia.
Cosa indicano effettivamente questi valori? Ecco come si traducono tipicamente i valori di rugosità:
- Ra 3,2 μm (125 μin) – Finitura standard ‘come uscita dalla macchina’; sono visibili le tracce dell’utensile
- Ra 1,6 μm (63 μin) – Finitura finemente lavorata, con tracce dell’utensile ridotte
- Ra 0,8 μm (32 μin) – Finitura liscia, adatta per superfici di tenuta
- Ra 0,4 μm (16 μin) – Molto liscio; richiede passaggi di finitura aggiuntivi
Valori Ra più stringenti comportano costi maggiori, poiché richiedono ulteriori operazioni di lavorazione, velocità di taglio ridotte e controlli qualità più rigorosi. Per molte applicazioni funzionali, la finitura standard da 3,2 μm risulta perfettamente adeguata. Riservare specifiche più lisce alle superfici in cui è effettivamente fondamentale garantire tenuta stagna, riduzione dell’attrito o un aspetto estetico particolare.
Trattamenti post-lavorazione che migliorano le prestazioni
Oltre alle finiture ottenute direttamente con la lavorazione meccanica, le operazioni secondarie aggiungono strati protettivi, migliorano l’aspetto estetico o ne potenziano le caratteristiche funzionali. Ciascun trattamento risponde a esigenze specifiche: comprendere le opzioni disponibili consente di specificare con precisione ciò di cui la propria applicazione ha effettivamente bisogno.
Di seguito sono elencati i trattamenti post-lavorazione più comuni e i casi in cui è opportuno utilizzarli:
- Sabbiatura – Crea una texture opaca o satinata uniforme proiettando microsfere di vetro sulla superficie. Rimuove i segni lasciati dagli utensili e garantisce un aspetto omogeneo. Costo contenuto ed ideale per componenti estetici in cui le tolleranze dimensionali non sono critiche. Particolarmente indicato per componenti in alluminio, acciaio e acciaio inossidabile che richiedono un miglioramento dell’aspetto visivo.
- Anodizzazione (Tipo II) – Processo elettrochimico che forma uno strato sottile di ossido ceramico sull’alluminio e sul titanio. Offre resistenza alla corrosione e consente la colorazione con tinture, disponibili in nero, blu, rosso e oro. Lo spessore del rivestimento è tipicamente compreso tra 4 e 12 μm. Ideale per l’elettronica di consumo, i componenti decorativi e le applicazioni che richiedono sia protezione che valore estetico.
- Anodizzazione (Tipo III / Hardcoat) – Strato di ossido più spesso (fino a 50+ μm) che garantisce un’eccellente resistenza all’usura e una maggiore durezza superficiale. Più costosa, ma essenziale per componenti funzionali soggetti ad abrasione, contatto strisciante o ambienti gravosi. Comunemente utilizzata nel settore aerospaziale, della difesa e nelle applicazioni meccaniche ad alte prestazioni.
- Rivestimento a polvere – Polvere secca applicata elettrostaticamente e indurita termicamente a circa 200 °C per formare uno strato polimerico resistente. Lo spessore varia da 18 a 72 μm. Elevata resistenza agli urti, ampia gamma di opzioni cromatiche e compatibilità con tutti i metalli. Ideale per attrezzature esterne, involucri e componenti che richiedono finiture protettive particolarmente resistenti.
- Placcatura (cromo, nichel, zinco) – Deposita sottili strati metallici mediante processi elettrochimici. Il cromo fornisce lucentezza decorativa e una moderata protezione contro la corrosione. Il nichel offre un equilibrio tra resistenza all’usura e aspetto estetico. Lo zinco eccelle nella protezione contro la corrosione, in particolare per componenti in acciaio. Ognuno di questi processi soddisfa specifiche esigenze funzionali ed estetiche.
Selezione del rivestimento appropriato per la vostra applicazione
Come si sceglie? Iniziare distinguendo i requisiti funzionali dalle preferenze estetiche. Secondo La guida completa di SYZ Rod Ends , le superfici esposte a contatti ripetuti, scorrimento o abrasione richiedono generalmente rivestimenti più duri e spessi, mentre le finiture estetiche come la sabbiatura a sfera migliorano l'aspetto ma offrono una protezione limitata, a meno che non siano abbinati ad altri trattamenti.
Valutare con attenzione l'ambiente operativo. L'esposizione all'aperto, la nebbia salina, le alte temperature e la luce UV richiedono finiture più robuste rispetto all'uso in ambienti interni. La lavorazione CNC per applicazioni marittime potrebbe richiedere la zincatura o la verniciatura a polvere, mentre i componenti interni per autoveicoli potrebbero utilizzare l'anodizzazione decorativa.
È possibile combinare strategicamente più finiture. La sabbiatura a sfera prima dell'anodizzazione, ad esempio, produce un aspetto opaco uniforme aggiungendo al contempo resistenza alla corrosione e all'usura. Le operazioni di taglio CNC definiscono la geometria, ma la finitura superficiale determina come tale geometria si comporta e appare nel mondo reale.
Il punto fondamentale? Non considerare la finitura come un aspetto secondario. Specificare le superfici richieste e le tolleranze al momento dell’ordine dei componenti, mascherare le caratteristiche critiche che non devono ricevere rivestimenti e scegliere il trattamento più adatto sia alle esigenze funzionali sia all’esposizione ambientale. Questo approccio garantisce che i vostri tagli CNC si traducano in componenti in grado di operare in modo affidabile per anni.
Fattori che influenzano il costo della lavorazione CNC e ottimizzazione del budget
Avete scelto il materiale, specificato le tolleranze e selezionato la finitura superficiale ideale. Ora sorge la domanda che determinerà se il vostro progetto potrà procedere: quanto costerà effettivamente? Comprendere quali fattori incidono sui costi di produzione della lavorazione meccanica consente di prendere decisioni informate, evitare sorprese di bilancio e individuare opportunità di risparmio senza compromettere la qualità.
Ecco la realtà: il prezzo dei componenti CNC non è arbitrario. Ogni dollaro può essere ricondotto a fattori specifici che è possibile influenzare — la scelta del materiale, la complessità del design, le tolleranze richieste e il volume di produzione. Secondo l’analisi dei costi di Unionfab, comprendere l’origine di questi costi è essenziale per una pianificazione finanziaria accurata e per la selezione dei fornitori.
Analizziamo nel dettaglio esattamente per cosa si paga e come ottimizzare ciascun elemento.
Fattori chiave che influenzano i costi di lavorazione
Immaginate la lavorazione meccanica ai fini dei costi di produzione come dei blocchi costruttivi sovrapposti. Ogni strato contribuisce al costo totale e la comprensione dei singoli componenti rivela dove si nascondono le opportunità di risparmio.
Costi materiali rappresentano una percentuale significativa della spesa complessiva — con un intervallo di prezzi estremamente ampio. L’alluminio si colloca all’estremità più economica, mentre il titanio comporta un prezzo premium che può risultare da cinque a dieci volte superiore. Secondo i dati di settore sui prezzi, la scelta del materiale influenza non solo il costo del materiale grezzo, ma anche l’usura degli utensili e i tempi di lavorazione.
Considerate questo confronto semplificato dei prezzi:
| Categoria del Materiale | Costo relativo | Considerazione chiave |
|---|---|---|
| Alluminio | $ | Ottima lavorabilità, tempi di ciclo più rapidi |
| Ottone/Bronzo | $$$ | Facile da lavorare, applicazioni elettriche |
| Acciaio/acciaio inox | $$$ | I materiali più duri aumentano l’usura degli utensili |
| Titanio | $$$$$ | Richiede utensili specializzati, tempi di ciclo più lunghi |
| PEEK (plastica) | $$$$$ | Materiale ad alte prestazioni ma costoso |
Tempo di lavorazione moltiplica direttamente i costi. Le operazioni di tornitura e fresatura industriale vengono addebitate su base oraria, con tariffe che variano in funzione della complessità della macchina: le fresatrici a 3 assi addebitano tipicamente circa 40 USD/ora, mentre quelle a 5 assi richiedono 75–120 USD/ora, secondo indagini nel settore manifatturiero. Geometrie complesse che richiedono operazioni multiasse, tolleranze strette che impongono avanzamenti più lenti e particolari intricati che necessitano di numerosi cambi utensile prolungano tutti il tempo di ciclo — e quindi il costo della fattura.
Costi di attrezzaggio e programmazione si applicano indipendentemente dalla quantità. Ogni lavorazione richiede la preparazione della macchina, la configurazione del sistema di fissaggio del pezzo, il caricamento degli utensili e l’impostazione del punto zero. Questi costi fissi vengono ripartiti sull’intero ordine: producendo dieci pezzi, ciascuno assorbe un decimo del costo di attrezzaggio; producendone cento, l’impatto sul costo unitario diminuisce drasticamente.
Specifiche di Tolleranza influenzano sia i tempi di lavorazione che i requisiti di ispezione. Secondo La guida DFM di Ensinger Plastics , le tolleranze strette devono essere utilizzate solo quando strettamente necessarie: le tolleranze generali riducono significativamente i costi senza compromettere la funzionalità nelle aree non critiche.
Operazioni Secondarie comportano costi aggiuntivi incrementali che si accumulano rapidamente. I trattamenti superficiali, come l’anodizzazione, hanno generalmente un costo compreso tra 3 e 12 USD a pezzo, mentre la galvanica raggiunge i 10–30 USD. Trattamenti termici, ispezioni e imballaggi speciali contribuiscono ciascuno con voci di costo distinte. Per componenti fresati CNC che richiedono numerosi processi secondari, questi costi aggiuntivi possono eguagliare o addirittura superare il costo base della lavorazione.
Strategie intelligenti per ottimizzare il tuo budget
Notizie positive: la maggior parte dei fattori di costo risponde a una pianificazione accurata. Secondo la guida ai costi di produzione di Protolabs, concentrandosi su una progettazione intelligente, sulla scelta dei materiali, sulle tolleranze e sulla pianificazione produttiva, è possibile ridurre in modo sostanziale le spese mantenendo elevati standard qualitativi.
Di seguito sono riportate strategie consolidate per l’ottimizzazione dei costi di fabbricazione meccanica:
- Progettazione per la Fabbricazione – Semplificare la geometria, ove possibile. Ridurre al minimo gli spigoli interni acuti, le tasche profonde e le caratteristiche che richiedono utensili speciali. Utilizzare dimensioni standard per fori e altre caratteristiche. Integrare più componenti in un singolo elemento, quando pratico.
- Specificare le tolleranze in modo appropriato – Applicare tolleranze strette esclusivamente alle superfici di accoppiamento critiche e alle caratteristiche funzionali. Per le dimensioni non critiche è possibile adottare specifiche standard pari a ±0,005", riducendo drasticamente i tempi di lavorazione e i costi di ispezione.
- Ottimizzare la scelta del materiale – Scegliere materiali che soddisfino i requisiti funzionali senza sovraspecificare. L’alluminio offre spesso prestazioni adeguate a una frazione del costo del titanio. Valutare la lavorabilità: materiali più teneri riducono l’usura degli utensili e il tempo ciclo.
- Pianificare strategicamente il volume di produzione – Lotti più grandi distribuiscono i costi fissi di allestimento su un numero maggiore di pezzi, riducendo il costo unitario. Anche modesti aumenti della quantità ordinata possono generare risparmi significativi. Secondo l’analisi di Unionfab, il costo per pezzo diminuisce sensibilmente all’aumentare della quantità d’ordine, passando da singole unità a produzioni in serie.
- Ridurre gli allestimenti e i riposizionamenti – Progettare i pezzi in modo da poterli lavorare con un numero minore di allestimenti. Ogni volta che l’operatore deve riposizionare il pezzo, la ricalibrazione comporta un dispendio di tempo e introduce potenziali variazioni.
- Valutare finiture standard – Le superfici lasciate così come lavorate non comportano costi aggiuntivi. Richiedere finiture specializzate solo quando lo richiedono effettivamente funzionalità o aspetto estetico.
La fresatura CNC è la scelta giusta per il vostro progetto?
A volte la decisione più intelligente dal punto di vista economico consiste nel scegliere un metodo di produzione completamente diverso. Come si capisce se la fresatura CNC rappresenta il miglior rapporto qualità-prezzo?
La fresatura CNC è particolarmente indicata quando sono necessari:
- Tolleranze strette e alta precisione
- Geometrie complesse in materiali resistenti
- Volumi di produzione bassi o medi (1–1.000 pezzi)
- Prototipazione rapida con materiali idonei alla produzione
- Parti che richiedono un’eccellente finitura superficiale direttamente dalla lavorazione meccanica
Altri metodi potrebbero rivelarsi più economici quando:
- I volumi di produzione superano le migliaia di pezzi identici (valutare l’iniezione o la fusione)
- Geometrie interne complesse non raggiungibili dagli utensili da taglio (valutare la stampa 3D)
- Forme semplici non richiedono lavorazione meccanica di precisione (valutare la stampaggio a freddo o l’estrusione)
Il campo di applicazione ideale per la fresatura CNC ricade spesso nella fascia che va dal prototipo alla produzione in piccoli lotti. I costi di attrezzaggio, che gravano in modo significativo su ordini di un singolo pezzo, diventano trascurabili già a cinquanta o cento unità, mentre i volumi rimangono al di sotto della soglia oltre la quale gli investimenti in attrezzature per l’iniezione o la fusione diventano economicamente vantaggiosi.
Comprendere queste dinamiche di costo consente di avvicinarsi ai partner produttivi come un acquirente informato. Si porranno domande più pertinenti, si valuteranno le offerte con maggiore accuratezza e si saprà individuare un valore reale, anziché limitarsi a ricercare il prezzo più basso.
Scegliere il partner ideale per la fresatura CNC per il vostro progetto
Avete finalizzato il vostro design, selezionato il materiale e specificato le tolleranze in modo da bilanciare funzionalità e budget. Ora arriva una decisione che determina se quelle specifiche accuratamente pianificate si tradurranno effettivamente in componenti funzionanti: chi le produrrà? La differenza tra un fresatore CNC competente e uno inadeguato non riguarda soltanto la qualità: è la differenza tra rispettare il programma di produzione e dover affrettarsi a spiegare i ritardi.
Trovare il partner giusto richiede di andare oltre i prezzi quotati. Secondo la guida alla selezione dei partner di Zenith Manufacturing, l’obiettivo non è semplicemente trovare un fornitore in grado di realizzare i vostri componenti, bensì individuare un partner strategico in grado di potenziare la vostra attività. Questo processo inizia con una valutazione sistematica delle capacità, delle certificazioni e del track record.
Certificazioni di qualità riconosciute nel tuo settore
Le certificazioni non sono semplici targhe da appendere al muro: rappresentano una prova documentata del fatto che un produttore applica sistemi di qualità rigorosi. Tuttavia, quali certificazioni siano effettivamente rilevanti dipende interamente dal settore industriale e dall’applicazione specifica.
Comprendere il ruolo di un operatore CNC aiuta a contestualizzare l’importanza delle certificazioni. Un personale certificato dimostra una conoscenza di base uniforme: tutti conoscono le migliori pratiche, i protocolli di sicurezza e le aspettative in termini di qualità. Secondo la guida alle certificazioni di American Micro Industries, i processi certificati significano che i metodi e le attrezzature stessi sono soggetti a standard documentati, garantendo coerenza da un lotto all’altro.
Ecco cosa cercare in base al proprio settore:
- ISO 9001 – La certificazione di base per il sistema di gestione della qualità, applicabile a tutti i settori industriali. Dimostra l’esistenza di flussi di lavoro documentati, di procedure di monitoraggio delle prestazioni e di azioni correttive.
- AS9100 – Si basa su ISO 9001, integrandola con requisiti specifici per il settore aerospaziale in materia di gestione del rischio, documentazione e integrità del prodotto. Fondamentale per partecipare alla catena di fornitura aerospaziale.
- ISO 13485 – Lo standard definitivo per la produzione di dispositivi medici, che copre i controlli di progettazione, la tracciabilità e la mitigazione dei rischi.
- IATF 16949 – Lo standard globale per la gestione della qualità nel settore automobilistico, che combina i principi di ISO 9001 con requisiti specifici del settore volti al miglioramento continuo e alla prevenzione dei difetti.
- NADCAP – Accreditamento per processi speciali quali il trattamento termico e i controlli non distruttivi, fondamentale per le applicazioni aerospaziali e della difesa.
Per le applicazioni automobilistiche in particolare, la certificazione IATF 16949 attesta che un produttore comprende le esigenze particolarmente stringenti del settore. Aziende come Shaoyi Metal Technology dimostrano tale impegno sia attraverso la certificazione IATF 16949 sia mediante rigorosi protocolli di Controllo Statistico dei Processi (SPC), garantendo così che ogni componente di precisione soddisfi in modo costante le specifiche di qualità automobilistica.
Tuttavia, la certificazione da sola non è sufficiente. Secondo gli specialisti del settore manifatturiero, la vera prova è quanto profondamente la mentalità della qualità sia radicata nella loro cultura. Ponete domande mirate come: "Può illustrarmi il processo adottato per gestire un componente non conforme?" La risposta rivela molto di più sul reale impegno rispetto a qualsiasi certificato.
Valutare le Capacità di Produzione e i Tempi di Consegna
Una tipica descrizione del ruolo di operatore di macchine CNC include l'installazione, l'utilizzo e la verifica della qualità, ma le capacità del vostro partner vanno ben oltre quelle di singoli operatori. È necessario valutare l'intera operatività: attrezzature, competenze ed effettiva capacità produttiva.
Quali utensili ed equipaggiamenti CNC dovreste ricercare? Secondo la guida alla valutazione del Gruppo Kesu, un fornitore dotato di una gamma diversificata di macchine ben mantenute — tra cui torni CNC, centri di fresatura e macchine multiasse — è meglio preparato per affrontare progetti complessi. I moderni centri di lavorazione CNC dotati di cambio automatico degli utensili e di sistemi di misurazione in ciclo garantiscono sia precisione che efficienza.
Altrettanto importante: il vostro partner è in grado di crescere insieme a voi? Le esigenze di prototipazione rapida differiscono notevolmente da quelle della produzione in serie. La gamma ideale di macchine CNC supporta entrambe le esigenze: fornisce rapidamente pezzi campione, mantenendo al contempo la capacità necessaria per produrre migliaia di unità quando gli ordini aumentano. Alcuni produttori, tra cui Shaoyi Metal Technology, offrono tempi di consegna rapidi fino a un solo giorno lavorativo per esigenze urgenti di prototipazione, con una scalabilità senza soluzione di continuità verso volumi di produzione di massa per componenti di precisione automobilistici, inclusi gli insiemi del telaio e i bocchelli metallici personalizzati.
Utilizzare questa checklist durante la valutazione di potenziali partner produttivi:
- CERTIFICAZIONI – Verificare almeno la certificazione ISO 9001; confermare che le certificazioni settoriali (AS9100, IATF 16949, ISO 13485) rispondano ai vostri requisiti
- Sistemi di qualità – Cercare programmi documentati di controllo statistico di processo (SPC), capacità di ispezione del primo articolo (FAI) e attrezzature per verifica con macchina di misura a coordinate (CMM)
- Capacità degli Equipaggiamenti – Valutare il tipo di macchine, le configurazioni degli assi e la capacità produttiva in relazione alle geometrie e ai volumi dei vostri componenti
- Competenza nei materiali – Verificare l’esperienza maturata con i materiali specifici da voi utilizzati e con applicazioni simili
- Tempi di Consegna – Richiedere i tempi di consegna tipici per la prototipazione rispetto a quelli per quantità di produzione; verificare le metriche di consegna puntuale e completa (OTIF)
- Reattività nella comunicazione – Valutare i tempi di risposta ai preventivi, le risposte alle domande tecniche e gli aggiornamenti proattivi sul progetto
- Feedback DFM – I migliori partner forniscono suggerimenti per la progettazione orientata alla produzione (Design for Manufacturability), anziché accettare in silenzio progetti problematici
Secondo la ricerca di Zenith Manufacturing, una scarsa comunicazione rappresenta un importante campanello d’allarme. Nell’attuale contesto, è necessario collaborare con partner che rispondano tempestivamente, forniscano aggiornamenti proattivi e mantengano la trasparenza in caso di problemi. Un tempo di risposta alle email di 48 ore è inaccettabile quando sono in gioco i programmi di produzione.
Il punto fondamentale? Il vostro partner produttivo diventa un’estensione del vostro team. Le sue capacità, i suoi sistemi qualità e la sua reattività influiscono direttamente sul successo del vostro prodotto. Investite tempo in una valutazione accurata fin dall’inizio: è molto meno costoso rispetto al dover scoprire lacune nelle capacità dopo l’avvio della produzione.
Iniziare il vostro progetto di lavorazione CNC
Avete percorso un lungo cammino, passando dalla comprensione di cos'è un sistema CNC alla valutazione di partner produttivi: ora è giunto il momento di mettere in pratica tale conoscenza. La distanza tra un concetto nella vostra mente e un componente finito nelle vostre mani è più breve di quanto possiate immaginare, purché affrontiate il processo in modo sistematico.
Ricordate che CNC sta per Computer Numerical Control — ma ciò che rappresenta veramente è la vostra capacità di trasformare la precisione digitale in realtà fisica. Ogni decisione illustrata in questa guida è collegata a un unico obiettivo: ottenere componenti che funzionino esattamente come previsto, consegnati nei tempi stabiliti e nel rispetto del budget.
Sintetizziamo ora tutti i concetti in un percorso chiaro da seguire.
Piano d’Azione per il Vostro Progetto CNC
Su cosa si fonda realmente il successo della lavorazione CNC? Su un approccio metodico che affronti ciascun punto decisionale critico nella sequenza corretta. Seguite questi passaggi per passare con sicurezza dal concetto ai componenti finiti:
- Definite definitivamente il vostro progetto tenendo conto della sua realizzabilità produttiva – Esaminare il modello CAD per individuare le caratteristiche che generano una complessità non necessaria. Eliminare, ove possibile, gli spigoli interni acuti, standardizzare i diametri dei fori in modo da corrispondere ai diametri degli utensili più comuni e assicurarsi che gli spessori delle pareti siano sufficienti a resistere alle forze di taglio. In caso di dubbi, richiedere un feedback sulla progettazione per la produzione (DFM) prima di definire le specifiche finali.
- Definire i requisiti relativi al materiale e alle tolleranze – Scegliere il materiale in base alle esigenze applicative. Il componente richiede resistenza alla corrosione? Valutare l’acciaio inossidabile o l’alluminio anodizzato. La riduzione del peso è fondamentale? L’alluminio o le materie plastiche tecniche potrebbero essere la soluzione ideale. Applicare tolleranze strette solo dove necessario, ad esempio sulle superfici di accoppiamento o nelle zone critiche per il funzionamento; altrove, utilizzare specifiche standard per contenere i costi.
- Richiedere preventivi da partner qualificati – Invia il tuo progetto a più produttori le cui certificazioni corrispondono ai requisiti del tuo settore. Fornisci tutta la documentazione necessaria: modelli 3D, disegni 2D con tolleranze, specifiche dei materiali, quantitativi richiesti e date di consegna previste. Una comunicazione chiara fin dall’inizio evita malintesi in seguito.
- Esamina attentamente i feedback sulla progettazione per la produzione (DFM) – I partner esperti individueranno potenziali problemi e proporranno alternative. Un suggerimento di modificare il raggio di raccordo di uno spigolo interno da 0,5 mm a 2 mm potrebbe sembrare marginale, ma potrebbe ridurre il costo del componente del 30% migliorandone al contempo l’integrità strutturale. Ascolta questi suggerimenti con mente aperta.
- Procedi con sicurezza verso la produzione – Una volta approvati i campioni e confermate le specifiche, autorizza l’avvio della produzione. Mantieni un costante flusso comunicativo durante tutto il processo, in particolare per i primi ordini. Definisci in anticipo i punti di controllo qualità e i criteri di ispezione prima della spedizione dei componenti.
Dal concetto alla produzione
Il significato dell'esperienza di un operatore CNC diventa chiaro quando si collabora con partner che vi guidano in ogni fase. Il prototipaggio convalida il vostro progetto prima di passare alla produzione in serie. L'ispezione del primo esemplare conferma che i processi produttivi generano componenti conformi alle specifiche. Il controllo statistico dei processi garantisce coerenza tra diverse serie di produzione.
Per i lettori della catena di fornitura automobilistica, il percorso che va dal prototipo alla produzione su larga scala richiede partner dotati di specifiche qualifiche. Shaoyi Metal Technology rappresenta questa capacità: la loro certificazione IATF 16949 e i rigorosi protocolli di controllo statistico dei processi (SPC) assicurano componenti ad alta tolleranza conformi alle specifiche automotive. Con tempi di consegna rapidi fino a un solo giorno lavorativo per il prototipaggio e una scalabilità senza soluzione di continuità verso la produzione in volume, forniscono con efficienza gruppi telaistici di precisione e boccole metalliche personalizzate.
CNC: cosa significa? Controllo numerico computerizzato — ma, ancor più importante, rappresenta una capacità produttiva che collega i vostri progetti digitali ai prodotti fisici. Che si tratti di realizzare dieci prototipi o diecimila pezzi in produzione, questa tecnologia garantisce una precisione costante che i metodi manuali non riescono semplicemente a eguagliare.
Il punto fondamentale? Ora conoscete i tipi di macchina, la selezione dei materiali, le specifiche di tolleranza, le opzioni di finitura superficiale, i fattori che influenzano i costi e i criteri per valutare un partner produttivo. Questa conoscenza vi trasforma da acquirenti passivi a partner produttivi informati. Usatela per porre domande più mirate, prendere decisioni più consapevoli e consegnare prodotti che soddisfino esattamente i vostri requisiti.
Il vostro prossimo passo è semplice: prendete il vostro progetto, applicate i principi appresi e contattate un partner produttivo qualificato in grado di trasformare la vostra visione in realtà. La tecnologia è pronta. L’esperienza esiste. I vostri componenti di precisione attendono solo di essere realizzati.
Domande frequenti sulla lavorazione CNC
1. Che cos’è la lavorazione CNC?
La lavorazione CNC è un processo produttivo in cui un software preprogrammato controlla il movimento degli utensili e delle macchine in fabbrica. CNC sta per Computer Numerical Control (controllo numerico computerizzato), che utilizza istruzioni in linguaggio G-code per guidare gli utensili da taglio con precisione eccezionale, raggiungendo tolleranze fino a ±0,001 pollici. Questo approccio di produzione sottrattiva rimuove materiale da blocchi solidi per creare componenti finiti destinati a settori che vanno dall’aerospaziale ai dispositivi medici.
2. I tornitori CNC guadagnano molto?
Gli operatori CNC percepiscono stipendi competitivi, con salari medi pari a circa 27,43 USD all’ora negli Stati Uniti. Le retribuzioni variano in base all’esperienza, alle certificazioni e alla specializzazione. Gli operatori con competenze avanzate nella programmazione multiasse, nel lavoro con tolleranze strette o nella produzione di componenti per l’aerospaziale solitamente ottengono tariffe più elevate. Le strutture certificate IATF 16949 o AS9100 spesso offrono retribuzioni premium agli operatori CNC qualificati che garantiscono standard qualitativi elevati.
3. Quali sono i diversi tipi di macchine CNC?
I tre principali tipi di macchine CNC sono le fresatrici, i torni e le fresatrici a controllo numerico (router). Le fresatrici CNC utilizzano utensili taglienti rotanti su pezzi in lavorazione fissi per realizzare geometrie tridimensionali complesse su metalli resistenti. I torni CNC ruotano il pezzo in lavorazione contro utensili fissi ed sono ideali per componenti cilindrici come alberi e boccole. I router CNC lavorano materiali più morbidi e lastre piane di grandi dimensioni, ed è comune impiegarli per la realizzazione di cartelli, mobili e involucri in plastica.
4. Quanto costa la lavorazione CNC?
I costi della lavorazione CNC dipendono dalla scelta del materiale, dalla complessità del componente, dai requisiti di tolleranza e dal volume di produzione. I componenti in alluminio hanno un costo inferiore rispetto a quelli equivalenti in titanio, a causa del prezzo del materiale e dei tempi di ciclo più rapidi. Tolleranze strette aumentano i tempi di lavorazione e i costi di ispezione. I costi di attrezzaggio vengono ripartiti su ordini più grandi, riducendo il costo unitario. Strategie quali la progettazione per la producibilità (Design for Manufacturability), la specifica appropriata delle tolleranze e la pianificazione del volume di produzione possono ridurre significativamente i costi complessivi del progetto.
5. Quali certificazioni devo ricercare in un partner per la lavorazione CNC?
Le certificazioni chiave dipendono dal vostro settore: ISO 9001 fornisce una gestione della qualità di base, AS9100 copre i requisiti per l’aerospaziale, ISO 13485 si applica ai dispositivi medici e IATF 16949 riguarda gli standard per la produzione automobilistica. Partner come Shaoyi Metal Technology dimostrano il proprio impegno attraverso la certificazione IATF 16949 abbinata a protocolli di controllo statistico dei processi, garantendo una qualità costante per componenti automobilistici di precisione, inclusi gli insiemi del telaio.