 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Acciaio A2 vs D2: Quale Scegliere per le Tue Maschere di Stampaggio?
Time : 2025-11-26

TL;DR
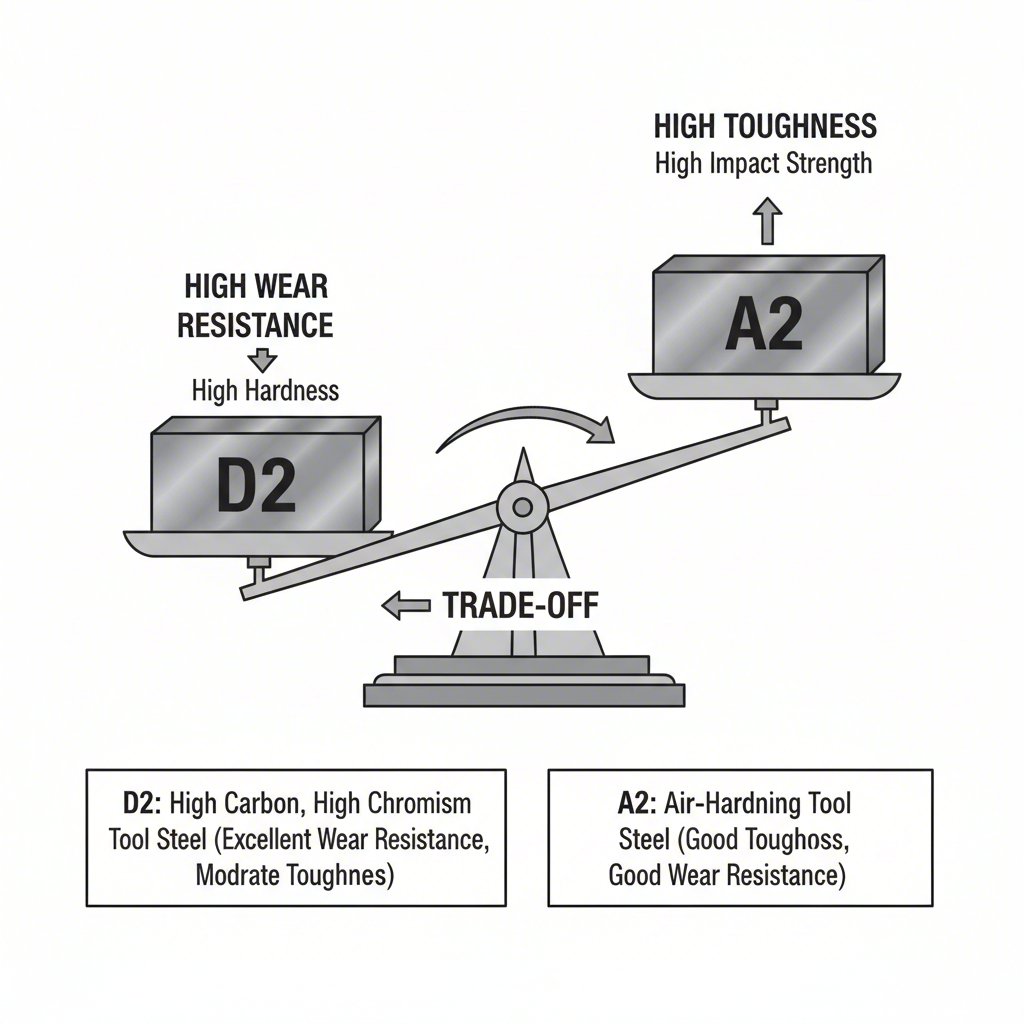
Nella scelta del materiale per le matrici di stampaggio, la decisione tra acciaio utensile A2 e D2 rappresenta un compromesso fondamentale. L'acciaio utensile D2 offre una superiore resistenza all'usura, risultando ideale per lunghe produzioni e materiali abrasivi, dove la longevità della matrice è fondamentale. Al contrario, l'acciaio A2 presenta una tenacità significativamente maggiore, utile per prevenire scheggiature o rotture nelle matrici con geometrie complesse o soggette a sollecitazioni ad alto impatto. Inoltre, l'A2 è più facile e conveniente da lavorare, rendendolo una scelta versatile per un'ampia gamma di applicazioni.
Proprietà fondamentali: introduzione agli acciai utensili A2 e D2
A2 e D2 sono entrambi acciai per utensili da lavoro a freddo ad alto contenuto di carbonio e cromo, ma le loro formulazioni specifiche conferiscono loro caratteristiche distinte. A2 è spesso considerato un grado versatile e universale, che trova un equilibrio tra tenacità e resistenza all'usura. Funge da ponte tra gli acciai temprabili in olio e gli acciai ad alto contenuto di cromo come il D2. D2, d'altra parte, è uno specialista, progettato per offrire la massima resistenza all'usura in applicazioni gravose e ad alta produzione.
La differenza principale risiede nella composizione chimica, che ne determina le prestazioni. L'elevato contenuto di cromo e carbonio in D2 è alla base della sua eccezionale resistenza all'usura. Durante il trattamento termico, questi elementi formano un elevato volume di particelle dure di carburo di cromo all'interno della matrice dell'acciaio, che resistono all'abrasione durante le operazioni di stampaggio. A2 ha un contenuto di lega più contenuto, risultando in una microstruttura più tenace e uniforme.
La tabella seguente illustra le composizioni chimiche tipiche che definiscono le loro caratteristiche:
| Elemento | Acciaio per utensili A2 (tipico %) | Acciaio per utensili D2 (tipico %) |
|---|---|---|
| Carbonio (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Cromo (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Molibdeno (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Vanadio (V) | 0.15 - 0.50 | ≤ 1.10 |
Dopo un adeguato trattamento termico, entrambi gli acciai possono raggiungere una durezza simile, tipicamente compresa tra 57 e 62 HRC per l'A2 e tra 55 e 62 HRC per il D2. Tuttavia, la durezza da sola non racconta tutta la storia. Le differenze prestazionali in termini di tenacità e resistenza all'usura a questi livelli di durezza sono ciò che realmente li distingue nelle applicazioni per stampi da tranciatura.
Confronto principale: Resistenza all'usura contro tenacità negli stampi da tranciatura
Il fattore centrale nella decisione tra A2 e D2 per gli stampi da tranciatura è l'equilibrio tra resistenza all'usura e tenacità. Queste due proprietà sono inversamente correlate; ottenere di più dell'una significa quasi sempre sacrificare parte dell'altra. Comprendere questo compromesso è essenziale per ottimizzare le prestazioni e la durata dello stampo.
L'acciaio per utensili D2 è il leader indiscusso in termini di resistenza all'usura. La sua elevata concentrazione di carburi di cromo grandi e duri offre un'eccezionale resistenza alle forze abrasive che si verificano durante la stampaggio di materiali, specialmente quelli duri o contenenti elementi abrasivi come l'acciaio ad alto contenuto di silicio. Ciò si traduce in cicli produttivi più lunghi tra una riaffilatura e l'altra, minori fermi macchina e un costo inferiore per pezzo in scenari ad alta produzione. Tuttavia, questa elevata resistenza all'usura comporta una ridotta tenacità. Gli stessi carburi che resistono all'usura possono fungere da punti di tensione interna, rendendo il D2 più fragile e soggetto a scheggiature o rotture catastrofiche in caso di impatto improvviso o forze elevate di carico laterale.
L'acciaio per utensili A2, al contrario, offre una tenacità superiore. Il contenuto più basso di leghe e la struttura dei carburi più raffinata lo rendono molto più resistente alla frattura e alle scheggiature. Questo rende l'A2 una scelta eccellente per stampi con dettagli complessi, angoli vivi o per applicazioni che prevedono operazioni di formatura pesante o tranciatura in cui il carico d'urto è un fattore significativo. Sebbene la sua resistenza all'usura sia inferiore a quella del D2, è comunque considerata buona ed è più che adeguata per produzioni da breve a media serie o quando si lavorano materiali più morbidi.
Acciaio per utensili A2
- Pro: Tenacità e resistenza agli urti superiori, meno soggetto a scheggiature, migliore lavorabilità.
- Contro: Resistenza all'usura inferiore rispetto al D2, richiede affilature più frequenti nelle applicazioni ad alto volume.
Acciaio per utensili D2
- Pro: Eccellente resistenza all'usura e mantenimento del filo, ideale per lunghe serie e materiali abrasivi.
- Contro: Tenacità inferiore (più fragile), soggetto a scheggiature sotto urto, più difficile da lavorare.
Considerazioni sulla lavorabilità e sulla produzione
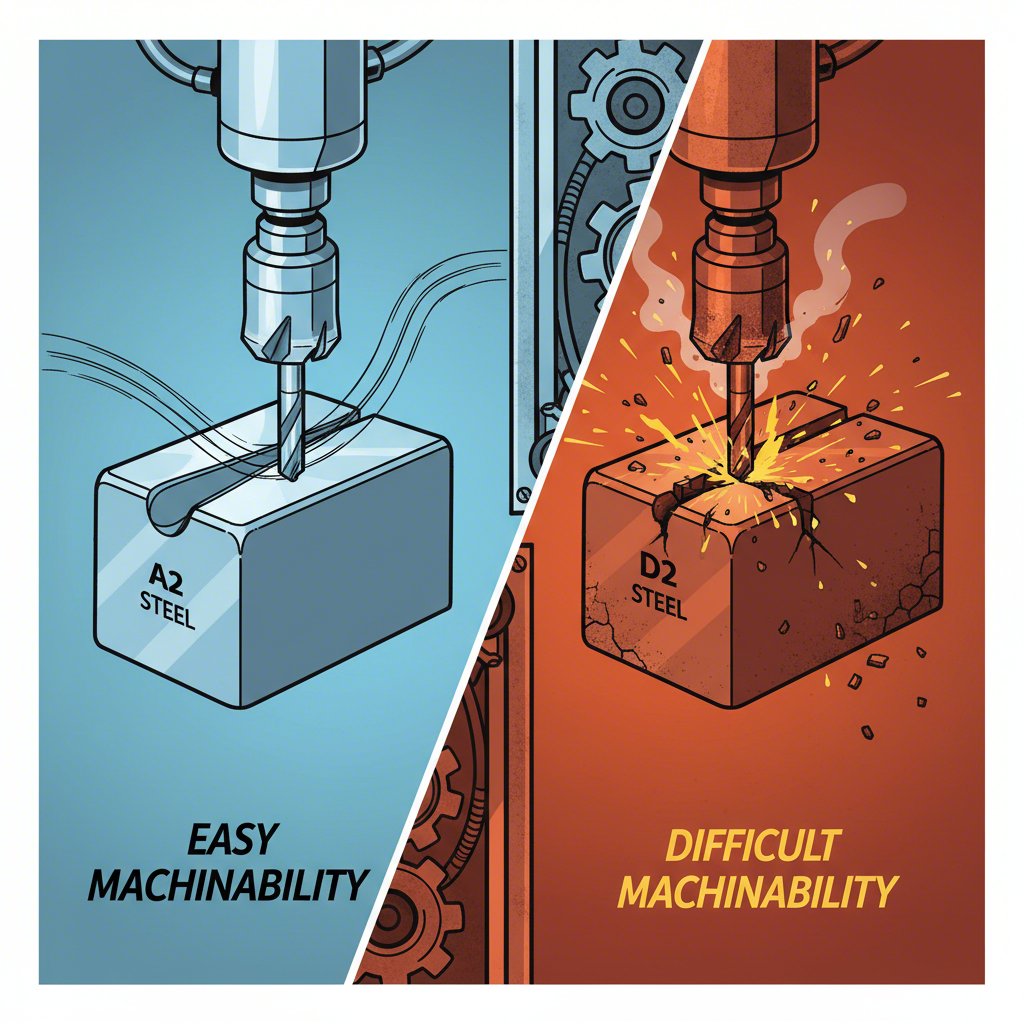
Oltre alle proprietà prestazionali, gli aspetti pratici della produzione di un punzone per stampaggio sono fondamentali. Questo è un ulteriore ambito in cui A2 e D2 presentano un netto contrasto. L'acciaio utensile A2 è notevolmente più facile da lavorare e rettificare. La sua microstruttura è più tollerante verso gli utensili di taglio, consentendo velocità di lavorazione più elevate, una minore usura degli utensili e, in definitiva, costi di produzione inferiori. Si tratta di un vantaggio considerevole nella realizzazione di punzoni complessi che richiedono una lavorazione estesa.
Il D2, a causa dell'elevato contenuto di carburi di cromo abrasivi, è notoriamente difficile da lavorare. Consuma rapidamente gli utensili di taglio, richiede velocità di lavorazione più basse e può rendere necessario l'uso di attrezzature specializzate come utensili in metallo duro o tecniche avanzate quali la lavorazione a scarica elettrica (EDM). Anche la rettifica può risultare più complessa, aumentando tempi e costi nel processo di fabbricazione del punzone. Queste difficoltà produttive rappresentano uno svantaggio chiave del D2 e devono essere considerate nell'equazione complessiva dei costi.
Sia l'A2 che il D2 sono acciai temprabili all'aria, un vantaggio significativo che garantisce un'elevata stabilità dimensionale durante il trattamento termico. Ciò significa che tendono meno a deformarsi o distorcersi nel processo di indurimento, aspetto cruciale per mantenere le tolleranze strette richieste per gli stampi da tranciatura. Sebbene entrambi siano stabili, l'A2 è generalmente considerato leggermente più tollerante, mentre il contenuto più elevato di leghe nel D2 può renderlo più sensibile ai parametri del trattamento termico.
| Fattore | Acciaio per utensili A2 | Acciaio per utensili D2 |
|---|---|---|
| Capacità di lavorazione | Buono | Scarsa / Difficile |
| Smaldabilità | Buono | Scarso |
| Stabilità del Trattamento Termico | Eccellente | Molto bene |
Analisi Costo-Performance e Raccomandazione Finale
La decisione finale tra acciaio utensile A2 e D2 per stampi da tranciatura dipende da un'analisi completa costo-performance. La scelta non riguarda semplicemente quale acciaio sia "migliore", ma quale sia il più economicamente vantaggioso per una specifica applicazione. Ciò implica considerare non solo il prezzo iniziale del materiale, ma anche i costi di produzione e la durata totale prevista dello stampo.
L'A2 è generalmente meno costoso come materiale grezzo e, come discusso, ha costi di lavorazione significativamente inferiori per ottenere una matrice finita. Per produzioni da breve a media serie o per la stampatura di materiali non abrasivi, l'A2 spesso rappresenta la soluzione più conveniente. La sua eccellente tenacità offre un margine di sicurezza affidabile contro il prematuro guasto della matrice, rendendolo un componente affidabile per una vasta gamma di applicazioni.
I costi più elevati dei materiali e della lavorazione del D2 possono essere giustificati solo in applicazioni in cui la sua superiore resistenza all'usura offre un chiaro ritorno sull'investimento. Ad esempio, in una lunga serie produttiva per lo stampaggio di acciaio inossidabile abrasivo, uno stampo in D2 potrebbe durare diverse volte di più rispetto a uno in A2. Questa maggiore durata riduce la necessità di fermi macchina costosi per la manutenzione o la sostituzione dello stampo, portando a un costo totale di possesso inferiore nonostante l'investimento iniziale più elevato. La scelta diventa quindi un calcolo economico: i risparmi derivanti dalla riduzione dei tempi di fermo e delle sostituzioni supereranno la spesa iniziale?
Per progetti critici, in particolare in settori impegnativi come la produzione automobilistica, consultare uno specialista può rivelarsi estremamente prezioso. Aziende come Shaoyi (Ningbo) Metal Technology Co., Ltd. si specializzano nello sviluppo di stampi di precisione per la lavorazione automobilistica e possono fornire consulenza esperta nella selezione dei materiali e nella progettazione degli stampi, garantendo prestazioni ottimali ed efficienza economica per i componenti specifici.
Per prendere una decisione finale, utilizza la seguente matrice per valutare le esigenze specifiche della tua applicazione:
| Fattore | Acciaio per utensili A2 | Acciaio per utensili D2 |
|---|---|---|
| Resistenza all'usura | Buono | Eccellente |
| Tenacità (resistenza alle scheggiature) | Eccellente | Discreto |
| Capacità di lavorazione | Buono | Scarso |
| Costo iniziale (materiale + lavorazione) | Inferiore | Più alto |
| Applicazione più adatta | Uso generale, stampi complessi, tirature medie, stampaggio ad alto impatto | Tirature elevate, materiali abrasivi, forme dello stampo semplici |
Domande frequenti
1. D2 è più duro di A2?
Sebbene il D2 possa raggiungere una durezza Rockwell massima (HRC) leggermente superiore, entrambi gli acciai operano in un intervallo di durezza molto simile (tipicamente 55-62 HRC). La differenza più significativa non riguarda la durezza, bensì la resistenza all'usura. La particolare composizione chimica del D2, ricca di carbonio e cromo, forma un'elevata quantità di particelle carbide dure. Questi carburi conferiscono al D2 una resistenza all'usura abrasiva notevolmente superiore, che nell'applicazione pratica viene spesso percepita come una maggiore "durezza", anche se la misurazione HRC complessiva è simile a quella dell'A2.
2. Per cosa è indicato l'acciaio utensile A2?
L'acciaio per utensili A2 è un materiale eccezionalmente versatile, apprezzato per l'ottimo equilibrio tra tenacità e buona resistenza all'usura. È ideale per una vasta gamma di applicazioni a freddo, tra cui punzoni per tranciatura, stampi per formatura, utensili per stampaggio e coltelli industriali. La sua elevata tenacità lo rende particolarmente adatto per utensili soggetti a urti o per stampi con disegni complessi che potrebbero essere inclini a scheggiarsi se realizzati con un materiale più fragile.
3. Quali sono gli svantaggi dell'acciaio D2?
Gli svantaggi principali dell'acciaio D2 derivano dalle stesse proprietà che gli conferiscono un'eccellente resistenza all'usura. La sua minore tenacità lo rende più fragile e soggetto a scheggiature o rotture sotto carichi d'urto. Inoltre, a causa della sua natura abrasiva, è notevolmente più difficile e costoso da lavorare e rettificare. Infine, sebbene il suo alto contenuto di cromo offra una certa resistenza alla corrosione, non si tratta di un acciaio inossidabile e può arrugginire se non adeguatamente mantenuto.