 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Pilihan Perlakuan Permukaan untuk Ekstrusi Aluminium Otomotif: Paling Tepat
Pengantar Pilihan Akhiran Ekstrusi Otomotif
Ketika Anda mencari atau merancang ekstrusi aluminium otomotif, lapisan akhir yang Anda pilih bukan hanya keputusan kosmetik semata. Ini merupakan faktor kritis yang menentukan bagaimana komponen Anda akan berperforma, seberapa lama daya tahannya, dan seberapa baik integrasinya ke dalam lini perakitan kendaraan modern. Terdengar rumit? Memang bisa demikian, terutama saat Anda harus menyeimbangkan ketahanan, tampilan, dan efisiensi manufaktur untuk tahun 2025 dan seterusnya.
- Tahan korosi untuk lingkungan keras dan usia pakai panjang
- Perlindungan terhadap keausan dan abrasi untuk bagian bergerak atau yang terpapar
- Kelas tampilan untuk memenuhi kebutaan trim tampak dan identitas merek
- Kompatibilitas sambungan—las, perekat, atau pengencang mekanis
- Kepatuhan lingkungan terhadap regulasi yang terus berkembang
- Dampak biaya-per-kendaraan dan kapasitas produksi untuk manufaktur volume tinggi
Mengapa kualitas finishing penting pada ekstrusi aluminium otomotif
Bayangkan sebuah roof rail, baterai enclosure, atau interior trim—masing-masing menghadapi tantangan lingkungan dan mekanis yang unik. Lapisan akhir (finish) aluminium yang tepat dapat membuat perbedaan antara komponen yang tetap terlihat rapi dan tahan korosi selama bertahun-tahun, dan yang gagal lebih awal akibat pit, mengelupas, atau perubahan warna. Bagi insinyur otomotif, ini berarti lapisan akhir bukan hanya soal penampilan—tetapi soal memastikan performa yang andal dan mengurangi risiko klaim garansi.
Apa yang dianggap sebagai perlakuan permukaan dan di mana masing-masing unggul
Dalam dunia ekstrusi aluminium, perlakuan permukaan mengacu pada setiap proses yang memodifikasi permukaan untuk mencapai tujuan fungsional atau estetika tertentu. Ini termasuk:
- Pretreatment: Pembersihan, deoksidasi, dan pemberian lapisan konversi untuk persiapan finishing lanjutan
- Anodizing: Lapisan oksida yang diperkuat secara elektrokimia untuk ketahanan terhadap korosi dan keausan, tersedia dalam varian dekoratif atau keras (Type III)
- Sistem pelapis bubuk dan pelapis elektrostatik (e-coat): Pelapis organik yang diterapkan untuk memberikan warna, ketahanan terhadap bahan kimia, dan cakupan yang merata
- Proses mill finish ditambah pelapisan cat: Menggunakan permukaan hasil ekstrusi sebagai dasar untuk lapisan primer dan cat, memberikan keseimbangan antara biaya dan fleksibilitas
Setiap jenis pelapisan permukaan aluminium ini memiliki keunggulan dan kompromi tersendiri. Sebagai contoh, anodisasi menawarkan perlindungan yang sangat baik terhadap korosi serta pilihan warna yang beragam, sementara pelapisan bubuk memberikan lapisan yang tahan lama dan menarik dengan berbagai pilihan warna dan tekstur. Pelapisan mekanis dan kimia seperti bead blasting atau bright dipping juga dapat meningkatkan tampilan secara visual atau mempersiapkan permukaan untuk pelapisan lanjutan. Pemilihan jenis pelapisan tergantung pada kebutuhan aplikasi spesifik Anda—baik itu ketahanan UV untuk trim bagian luar, atau pelapisan hemat biaya untuk komponen struktural yang tersembunyi.
Cara menggunakan daftar terurut ini untuk menentukan spesifikasi dan mencari pemasok
Panduan ini dirancang untuk membantu Anda membandingkan dan memilih opsi perlakuan permukaan untuk ekstrusi aluminium otomotif dengan percaya diri. Di bagian-bagian berikutnya, Anda akan melihat setiap lapisan akhir dievaluasi dengan:
- Judul H3 yang jelas untuk pemindaian cepat
- Kelebihan dan kekurangan dalam format poin
- Studi kasus dunia nyata dan tips spesifikasi
Kami juga akan mengacu pada standar utama (seperti ASTM, SAE, ISO, dan MIL-A-8625) di mana relevan, sehingga Anda dapat menyelaraskan kebutuhan Anda dengan praktik terbaik industri.
Menggabungkan paduan, perlakuan (temper), dan geometri komponen yang tepat dengan lapisan akhir aluminium yang benar sangatlah penting. Kombinasi yang salah dapat menyebabkan masalah seperti korosi filiform, penipisan di tepi, atau daya rekat yang buruk—menyebabkan kegagalan yang mahal di masa mendatang.
Siap untuk mempelajarinya lebih lanjut? Bagian berikutnya menjelaskan setiap jenis lapisan akhir, membantu Anda mencocokkan tujuan kinerja, penampilan, dan biaya dengan solusi yang tepat untuk proyek otomotif berikutnya.
Metodologi dan Kriteria Evaluasi untuk Peringkat Perlakuan Permukaan
Ketika Anda dihadapkan pada puluhan cara untuk menyelesaikan ekstrusi aluminium untuk penggunaan otomotif, bagaimana Anda mengetahui proses mana yang akan memberikan hasil terbaik? Jawabannya terletak pada kerangka evaluasi yang jelas dan dapat dilacak. Bagian ini membahas kriteria, langkah, dan titik pemeriksaan yang membantu insinyur, pembeli, dan manajer kualitas mengambil keputusan yang tepat mengenai perlakuan permukaan aluminium—memastikan kinerja maupun kepatuhan dalam program otomotif yang menuntut.
Kriteria Evaluasi yang Selaras dengan Standar Otomotif
Bayangkan menentukan perlakuan permukaan hanya untuk menemukan setelah perakitan bahwa perlakuan tersebut tidak memenuhi persyaratan korosi atau adhesi OEM. Untuk menghindari hal ini, setiap lapisan akhir dievaluasi berdasarkan standar industri dan realitas manufaktur di lapangan. Kriteria utama meliputi:
- Ketahanan terhadap korosi: Kinerja dalam uji semprot garam dan uji korosi siklik (protokol ASTM, ISO, SAE)
- Adhesi dan daya tahan: Diverifikasi melalui uji crosshatch, uji selotip, dan uji benturan
- Penampilan: Konsistensi pada kilap, warna, dan tekstur, diukur melalui kolorimetri dan standar visual
- Kompatibilitas cat-bake: Kemampuan untuk bertahan dari siklus pengeringan lanjutan tanpa kehilangan integritas
- Kepatuhan terhadap lingkungan: Penggunaan lapisan konversi bebas kromat dan lapisan akhir bebas VOC bila memungkinkan
- Kapasitas produksi: Waktu siklus, tingkat revisi, dan kesiapan untuk otomatisasi
- Biaya dan kontinuitas pasokan: Dampak terhadap biaya-per-kendaraan dan kemampuan mendukung jadwal produksi otomotif volume tinggi
Kriteria ini memastikan bahwa setiap metode finishing permukaan aluminium tidak hanya secara teknis kuat, tetapi juga praktis untuk digunakan di lini produksi otomotif.
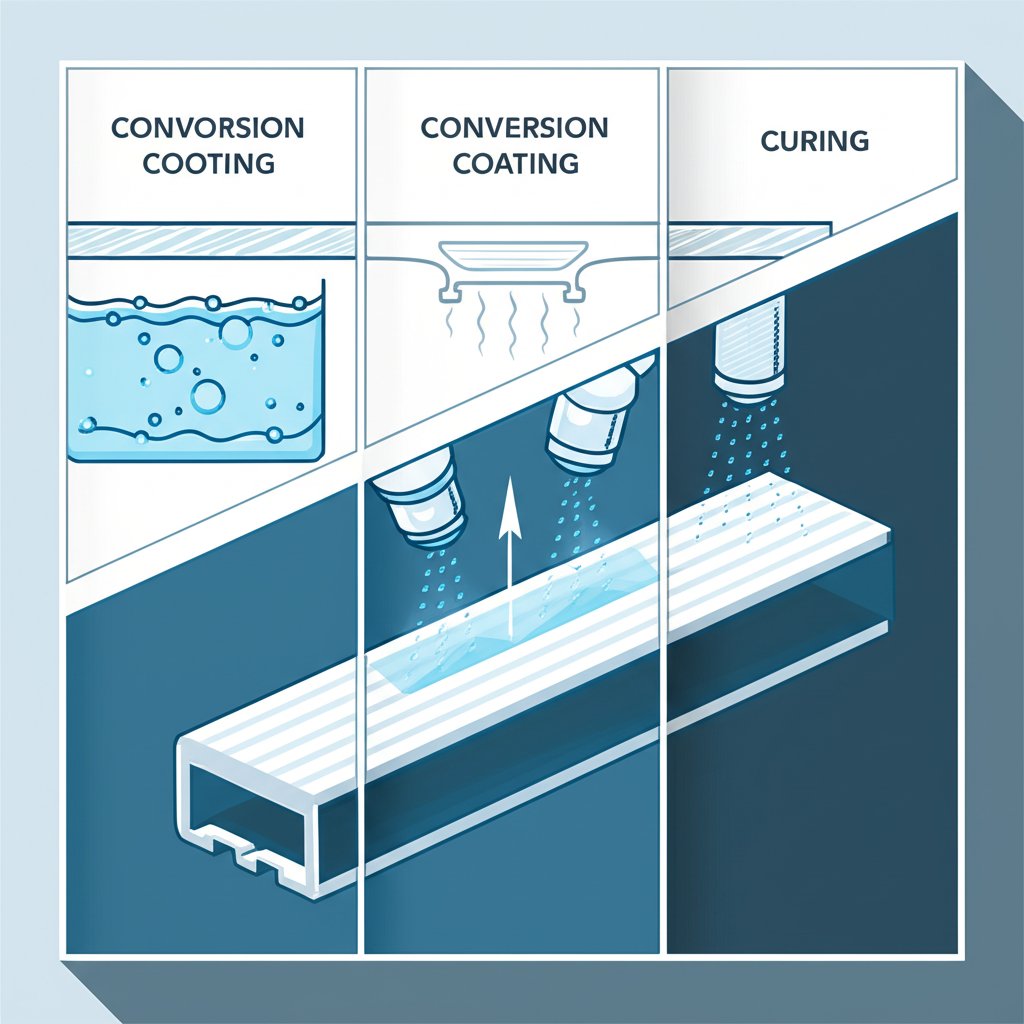
Proses Alur: Pretreatment hingga Topcoat
Perjalanan menuju komponen aluminium dengan kualitas lapisan akhir yang tinggi mengikuti proses yang terstruktur. Berikut adalah urutan tipikal, dengan titik pemeriksaan untuk potensi mode kegagalan:
-
Pembersihan dan Penghilangan Oksida
- Mode kegagalan: Minyak atau oksida sisa menyebabkan hilangnya daya lekat; pembersihan yang tidak konsisten menghasilkan permukaan berbintik
-
Lapisan Konversi (Lebih Disukai Tanpa Kromat)
- Mode kegagalan: Aplikasi yang buruk menyebabkan ketahanan korosi tidak memadai; pembilasan yang tidak tepat menyebabkan gelembung pada lapisan
-
Lapisan Akhir yang Dipilih (Anodisasi, Bubuk, E-Coat, Cat Cair)
- Mode kegagalan: Bayangan Faraday pada profil kompleks; ketebalan lapisan tidak merata; warna tidak cocok pada area yang terlihat
-
Pengeringan/Pengecatan
- Mode kegagalan: Pengecatan kurang pada anodisasi; suhu terlalu tinggi atau kurang waktu pengeringan pada lapisan organik; hilangnya kilap atau daya lekat
-
Inspeksi
- Mode kegagalan: Ketipisan tepi yang terlewat, cacat permukaan yang tidak terdeteksi, atau cakupan yang buruk di bagian yang tersembunyi
Setiap langkah divalidasi menggunakan metode pengujian yang dirujuk dalam standar ASTM dan ISO untuk daya lekat, ketebalan lapisan, dan korosi siklik. Untuk anodizing, MIL-A-8625 merupakan standar acuan umum, sementara kompatibilitas cat-panggang dan perakitan diperiksa berdasarkan protokol OEM ( sumber ).
Titik Pemeriksaan dan Penerimaan
Jaminan kualitas tidak berakhir di lini produksi. Inspeksi visual, pengukuran kekasaran permukaan, dan pengujian tak merusak (NDT) membantu memastikan bahwa komponen aluminium selesai diproses sesuai spesifikasi. Titik pemeriksaan umum meliputi:
- Inspeksi visual untuk retakan, lubang, atau perubahan warna
- Pengukuran ketebalan lapisan (dengan profilometer atau metode ultrasonik)
- Uji daya lekat (crosshatch, tarikan pita)
- Pemeriksaan kekasaran permukaan pada permukaan yang berinteraksi kritis
- Evaluasi warna dan kilap, terutama untuk komponen kelas tampilan
Langkah-langkah ini sangat penting untuk memastikan bahwa lapisan pada profil aluminium mampu memberikan kinerja dan estetika.
Template Kata-kata Spesifikasi untuk Menyederhanakan Sumber Pasokan
Lapisan akhir harus memenuhi [standar yang relevan] dan lulus uji daya lekat serta korosi siklik sesuai protokol OEM. Lapisan konversi harus bebas kromat kecuali jika ditentukan lain. Tutup dimensi kritis dan fitur berulir. Sertakan rencana pemetaan ketebalan lapisan.
Bahasa yang jelas dan berdasarkan standar dalam dokumen sumber pasokan Anda membantu pemasok memberikan perlakuan permukaan aluminium yang tepat setiap saat.
Pertimbangan dalam Perancangan untuk Manufaktur dan Perakitan (DFM/DFA)
Sebelum Anda menyelesaikan gambar-gambar Anda, pertimbangkan beberapa tips praktis ini untuk menghindari kejutan di kemudian hari:
- Identifikasi area yang memerlukan penutupan atau penyumbatan (ulir, lubang, kontak listrik)
- Rancang radius tepi untuk mencegah tepi tipis atau tajam yang mungkin tidak terlapisi secara merata
- Pastikan drainase dan ventilasi yang baik untuk profil rongga agar menghindari cairan terperangkap atau cakupan tidak lengkap
- Perhitungkan perubahan dimensi akibat ketebalan lapisan—penting untuk perakitan dengan toleransi ketat
Dengan mengikuti panduan ini, Anda dapat menentukan dan menyelesaikan ekstrusi aluminium yang memenuhi tujuan teknis maupun produksi. Selanjutnya, kita akan melihat bagaimana kriteria ini diterapkan dalam solusi penyelesaian nyata, dimulai dengan tinjauan penawaran perlakuan permukaan terpadu.
Solusi Perlakuan Permukaan Shaoyi untuk Ekstrusi Otomotif
Ketika Anda mencari bagian ekstrusi aluminium untuk program otomotif, kebutuhan akan mitra penyelesaian yang andal dan terpadu menjadi jelas. Bayangkan semua proses penyelesaian utama—anodizing (baik dekoratif maupun keras), powder coating, e-coat, dan sistem cat canggih—tersedia dalam satu tempat, didukung oleh jaminan kualitas yang ketat dan daya lacak penuh. Itulah tepatnya yang ditawarkan Shaoyi, perusahaan penyelesaian aluminium terkemuka, untuk ekstrusi aluminium otomotif.
Yang Ditawarkan Shaoyi untuk Ekstrusi Otomotif
Shaoyi menonjol dengan menawarkan rangkaian lengkap opsi perlakuan permukaan untuk ekstrusi aluminium otomotif. Kemampuan mereka mencakup:
- Anodizing: Finishing dekoratif untuk trim yang terlihat atau anodize keras (hard anodize) untuk area dengan tingkat keausan tinggi
- Pelapisan Bubuk: Rentang warna dan tekstur yang luas, ideal untuk komponen eksterior atau di bawah kap mesin (underhood)
- E-Coat (Penyepuhan Elektroforetik): Ketebalan primer yang sangat seragam, terutama pada profil kompleks atau tertutup
- Sistem Cat: Alur kerja cat dan dasar cair, termasuk penyelesaian mill (mill finish) ditambah cat untuk aplikasi yang sensitif terhadap biaya
- Pretreatment dan Masking: Pembersihan presisi, lapisan konversi (termasuk bebas kromat), dan masking/penutupan khusus untuk ulir, lubang, dan fitur kritis
Semua proses didukung oleh dokumentasi dan pemetaan standar untuk ASTM, SAE, ISO, dan MIL-A-8625, memastikan keselarasan yang mulus dengan spesifikasi pembeli dan persyaratan OEM global sumber ).
Di Mana Keunggulannya dan Kapan Harus Memilihnya
Mengapa mempercayakan seluruh kebutuhan ekstrusi pada satu perusahaan penyelesaian aluminium? Berikut adalah keunggulan pendekatan Shaoyi:
- Proses terintegrasi: Setiap tahap, dari pra-perlakuan hingga inspeksi akhir, dikelola dalam satu atap, sehingga mengurangi waktu penyelesaian dan meminimalkan kesalahan serah terima
- Manajemen kualitas kelas otomotif: Dukungan APQP/PPAP, pengendalian proses lanjutan, serta sertifikasi IATF 16949
- Pemetaan ketebalan lapisan: Dokumentasi terperinci untuk geometri kompleks dan permukaan kritis
- Rekomendasi paduan dan kondisi bahan: Saran ahli untuk memastikan kompatibilitas dengan siklus pemanggangan cat atau perakitan lanjutan
- Ketersediaan pasokan: Memiliki rekam jejak yang terbukti dalam mendukung jadwal produksi OEM dengan volume tinggi
Jika Anda mengelola suatu program di mana tampilan, ketahanan terhadap korosi, dan kapasitas produksi semuanya penting, model layanan lengkap Shaoyi dapat menyederhanakan alur kerja Anda dan mengurangi risiko.
Pro dan kontra
Kelebihan
- Satu atap untuk semua jenis pelapisan dan perlakuan permukaan aluminium utama
- Pengawasan mutu terpadu dan kepatuhan terhadap standar (ASTM, SAE, ISO, MIL-A-8625)
- Keahlian dalam pelapisan dekoratif maupun fungsional untuk komponen aluminium berlapis
- Minimalkan pergantian antar pemasok, mengurangi risiko miskomunikasi
- Dukungan untuk masking/plugging kompleks dan kebutuhan multi-proses
Kekurangan
- Mungkin memerlukan jumlah pesanan minimum (MOQ) untuk beberapa jenis pelapisan
- Jadwal produksi mungkin disesuaikan dengan jendela batch otomotif, memengaruhi fleksibilitas untuk produksi sangat kecil
Kasus Penggunaan dan Paduan yang Kompatibel
- Trim eksterior yang memerlukan kelas tampilan: Gunakan anodisasi dekoratif atau pelapisan bubuk untuk menghasilkan warna dan kilap yang konsisten pada permukaan yang terlihat
- Komponen struktural yang memerlukan kompatibilitas dengan proses pengecatan dan pemanggangan: Pilih paduan/temper serta sistem pelapisan yang sesuai agar mampu bertahan pada proses perakitan di tahap selanjutnya
- Komponen enclosure baterai yang memerlukan pelapisan e-coat di bawah lapisan akhir: Mencapai ketahanan korosi yang kuat bahkan pada geometri yang kompleks dan tertutup
Kontrol Kualitas dan Dukungan Standar
Solusi perlakuan permukaan Shaoyi dibangun berdasarkan kontrol kualitas yang ketat. Setiap batch aluminium berlapis atau ekstrusi yang selesai diproduksi diperiksa untuk:
- Ketebalan dan keseragaman lapisan (menggunakan metode non-destruktif)
- Ketahanan adhesi dan korosi (sesuai standar ASTM/ISO/MIL yang relevan)
- Tampilan dan kilap untuk lapisan dekoratif
- Masking dan perlindungan yang tepat untuk fitur kritis
Dukungan teknis mencakup rencana pemetaan terperinci, dokumentasi yang dapat dilacak, dan panduan untuk menentukan lapisan yang tepat bagi paduan dan geometri komponen Anda.
Ekstrusi Anda mendapat keuntungan dari lapisan dan pelacakan QA sumber tunggal di berbagai teknologi pelapisan—membantu Anda menghindari kesulitan koordinasi multi-vendor serta memastikan setiap komponen memenuhi standar otomotif.
Dengan memilih perusahaan pelapisan aluminium terpercaya seperti Shaoyi, Anda mendapatkan mitra yang mampu menyediakan aluminium berlapis maupun perakitan yang sepenuhnya telah selesai, semuanya dalam satu sistem kualitas terpadu. Selanjutnya, kita akan melihat bagaimana jenis lapisan tertentu—mulai dari anodisasi tipe II—sesuai dalam industri otomotif.
Anodisasi Tipe II
Gambaran Umum Anodisasi Tipe II dan Pilihan Tampilan
Saat Anda membayangkan tampilan trim mobil mewah yang halus dan konsisten, besar kemungkinan Anda melihat hasil dari anodizing tipe II. Namun, apa yang membuat proses ini begitu efektif baik dari segi performa maupun estetika? Anodizing tipe II, sering disebut juga anodizing asam sulfat, membentuk lapisan oksida terkendali pada aluminium, meningkatkan perlindungan terhadap korosi sekaligus daya tarik visualnya.
Finishing ini sangat dihargai karena kemampuannya menghasilkan berbagai tampilan. Anda akan menemukan pilihan seperti:
- Aluminium anodized satin: Bersinar halus dengan tingkat kekilapan rendah yang tahan sidik jari dan mudah menyatu dengan bahan lainnya
- Finishing alumunium matte: Dicapai melalui bead blasting atau etsa sebelum anodizing, menghasilkan tampilan lembut yang tidak memantulkan cahaya
- Finishing alumunium brushed: Dibuat dengan cara penggosokan mekanis sebelum anodizing untuk menghasilkan efek bertekstur linear
- Pewarnaan dengan warna dasar: Lapisan oksida mudah menyerap pewarna, memungkinkan berbagai pilihan warna—dari perak alami hingga hitam pekat, perunggu, atau warna khusus
Manfaat utama anodizing tipe II adalah kemampuannya menghasilkan finishing aluminium satin yang konsisten dan tidak akan mengelupas, terkelupas, atau memudar seiring waktu. Lapisan finishing ini merupakan bagian integral dari permukaan, bukan lapisan terpisah, sehingga tetap mempertahankan integritasnya meskipun sering disentuh atau digunakan.
Performa Otomotif yang Sesuai
Mengapa anodizing tipe II menjadi pilihan populer untuk ekstrusi aluminium otomotif? Semua ini berkaitan dengan keseimbangan antara ketahanan, penampilan, dan keandalan proses. Lapisan oksida yang terbentuk selama proses anodizing bertindak sebagai penghalang yang kuat terhadap korosi, menjadikannya ideal untuk trim bagian luar dan dalam, rel atap, serta aksen dekoratif yang terpapar berbagai kondisi lingkungan.
Selain itu, finishing satin aluminium sangat kompatibel dengan perakitan downstream dan proses sekunder lainnya. Permukaan yang telah dianodisasi dapat dibiarkan apa adanya untuk tampilan logam premium, atau dilapisi lebih lanjut dengan cat, tinta, atau penandaan laser bila diperlukan branding atau identifikasi komponen. Menyegel lapisan anodisasi merupakan praktik standar, menjaga kestabilan warna sekaligus meningkatkan ketahanan terhadap noda atau serangan lingkungan. Ini menjadikan anodisasi tipe II sebagai pilihan utama untuk komponen yang harus tahan lama dan tetap terlihat bagus—tanpa risiko chalk, pudar, atau kehitaman.
Pro dan kontra
Kelebihan
- Ketahanan korosi yang sangat baik untuk sebagian besar lingkungan otomotif
- Tampilan seragam dan konsisten—terutama penting untuk trim yang terlihat
- Beragam pilihan finishing: satin, matte, dan brushed, dengan atau tanpa warna
- Permukaan menyatu dan tidak mengelupas—tidak ada risiko mengelupas seperti cat
- Ramah lingkungan; tanpa VOC dan membutuhkan perawatan minimal
- Perbaikan dapat dilakukan pada goresan kecil menggunakan kit perbaikan
Kekurangan
- Ketahanan aus lebih rendah dibandingkan hard anodize (Type III) untuk komponen dengan gesekan tinggi
- Memerlukan kontrol proses yang presisi untuk mempertahankan warna dan kilap pada setiap batch
- Efek panas selama perakitan (misalnya, pengelasan) dapat memudarkan lapisan akhir
- Tidak cocok untuk permukaan yang mengalami abrasi berat atau menahan beban
Kasus Penggunaan dan Titik Pemeriksaan QA
- Trim eksterior: Tuas pintu, bingkai jendela, dan aksen grille di mana lapisan aluminium satin diinginkan
- Komponen dekoratif interior: Sisipan dashboard, bingkai kontrol, dan trim jok, yang mendapat manfaat dari tekstur dan konsistensi visual lapisan aluminium satin
- Penutup rel atap: Di mana pencocokan warna dan stabilitas UV sangat penting untuk penampilan jangka panjang
Jaminan kualitas untuk anodizing tipe II umumnya melibatkan:
- Pemeriksaan kualitas segel untuk memastikan ketahanan korosi maksimal
- Pengambilan sampel kelas tampilan untuk keseragaman warna dan kilap
- Pengujian daya lekat jika cat atau tinta sekunder diterapkan
- Mengacu pada standar MIL-A-8625 Tipe II dan standar khusus OEM untuk validasi
Tips: Selalu tentukan persiapan permukaan yang diinginkan—seperti penyikatan, pengilapan, atau peledakan pasir—sebelum anodizing. Ini memastikan hasil akhir aluminium satin yang konsisten di seluruh komponen dalam program Anda.
Dengan kombinasi daya tahan, fleksibilitas, dan estetika yang halus, anodizing tipe II terus menjadi standar untuk ekstrusi aluminium pada bagian yang terlihat dan dekoratif di industri otomotif. Selanjutnya, kita akan membahas bagaimana hard anodizing tipe III meningkatkan standar ketahanan aus dan abrasi pada aplikasi yang lebih menantang.
Hard Anodize Tipe III
Dasar-dasar Hard Anodize untuk Daya Tahan
Ketika Anda membutuhkan lapisan akhir yang tahan terhadap keausan dan panas yang paling ekstrem, anodisasi keras—juga dikenal sebagai anodisasi Jenis III—menjadi standar. Berbeda dengan anodisasi dekoratif, anodisasi keras membentuk lapisan oksida aluminium yang jauh lebih tebal dan padat, yang dibuat dengan menjalankan proses anodisasi pada suhu lebih rendah dan kepadatan arus yang lebih tinggi. Hasilnya adalah lapisan pelindung aluminium yang kuat dan ideal untuk antarmuka geser, perlengkapan dengan keausan tinggi, serta komponen yang terpapar gesekan atau abrasi. referensi ).
Lapisan anodize keras biasanya memiliki ketebalan antara 0,0005 hingga 0,0030 inci, dengan sekitar separuh ketebalannya menembus ke dalam substrat dan separuh lainnya terbentuk di permukaan. Oksida yang lebih padat memberikan ketahanan yang sangat baik terhadap abrasi dan panas sedang, menjadikannya pilihan utama untuk komponen bergerak dan mekanisme. Namun, perlu dicatat bahwa lapisan anodize keras tampak lebih gelap—seringkali berwarna abu-abu tua, perunggu, atau hitam—tergantung pada paduan dan ketebalannya, serta kurang menarik secara dekoratif dibandingkan lapisan tipe II. Jika diperlukan warna, hitam adalah pilihan yang paling dapat diandalkan karena sifat alami lapisan oksida tersebut.
Kesesuaian dan Batasan Desain Otomotif
Bagaimana proses hard anodize berperan dalam rekayasa permukaan aluminium otomotif? Anda akan menemukannya di mana saja ketahanan dan gesekan rendah sangat penting—contohnya rel jok, rel panoramic sunroof, lengan engsel, atau rel penuntun. Struktur mikro kolom halus lapisan hard anodize dapat dipoles hingga menghasilkan permukaan alumunium matte yang lebih halus, mengurangi gesekan serta memperpanjang masa pakai pada aplikasi yang melibatkan pergerakan geser (sliding applications). referensi ).
Namun, jenis pelapisan aluminium oxide ini memiliki beberapa pertimbangan dalam desain. Ketebalan lapisan yang meningkat dapat mempengaruhi toleransi sempit dan harus diperhitungkan dalam model CAD serta gambar teknis Anda. Untuk pasangan yang kritis, spesifikasi masking pada lubang, ulir, atau permukaan grounding menjadi sangat penting. Selain itu, meskipun proses hard anodize memberikan ketahanan aus yang unggul, lapisan tersebut dapat mengalami microcracks sepanjang ketebalannya di bawah beban berat atau tegangan tinggi, yang berpotensi menurunkan kekuatan lelah pada aplikasi dinamis. Oleh karena itu, pemilihan alloy, geometri, dan proses akhir yang cermat merupakan ciri khas dari praktik terbaik dalam rekayasa permukaan aluminium.
Pro dan kontra
Kelebihan
- Ketahanan aus dan abrasi yang luar biasa untuk komponen dengan gesekan tinggi
- Kinerja yang baik pada kondisi panas dan gesekan sedang
- Sifat isolasi listrik—berguna untuk mengisolasi komponen
- Dapat digosok untuk mengurangi gesekan (permukaan alumunium matte)
- Memenuhi standar MIL-A-8625 Tipe III dan standar QA otomotif
Kekurangan
- Tampilan lebih gelap dan kurang dekoratif—pilihan warna terbatas
- Pembentukan lapisan dapat mengubah toleransi yang ketat; diperlukan kompensasi desain
- Berpotensi terjadinya retak mikro pada lapisan di bawah beban kelelahan tinggi
- Tidak cocok untuk komponen penahan beban berat di mana kekuatan kelelahan sangat kritis
- Memerlukan pengendalian proses yang tepat dan penutupan (masking) untuk geometri kompleks
Kasus Penggunaan dan Titik Pemeriksaan QA
- Komponen rel dudukan: Di mana keausan gesek dan gerakan berulang membutuhkan permukaan yang kuat dengan gesekan rendah
- Mekanisme sunroof: Terekspos pada kontaminan lingkungan sekaligus abrasi mekanis
- Struktur engsel dan rel penuntun: Mendukung pergerakan dan perataan di bawah beban sedang
- Komponen hardware penutup baterai: Membutuhkan isolasi listrik dan ketahanan terhadap keausan
Jaminan kualitas untuk hard anodize mencakup:
- Pemetaan ketebalan menggunakan metode non-destruktif (arus eddy, ultrasonik)
- Verifikasi ketahanan aus melalui uji abrasi dan gesekan
- Pemeriksaan tepi, lubang, dan area yang dilapisi masker untuk cakupan dan akurasi dimensi
- Mengacu pada MIL-A-8625 Tipe III dan protokol khusus OEM untuk validasi
Tips: Selalu seimbangkan ketebalan lapisan dengan dimensi kritis saat menentukan hard anodize. Sebutkan persyaratan pelapisan pelindung (masking) untuk lubang, ulir, atau kontak listrik—ini adalah langkah penting dalam rekayasa permukaan aluminium yang andal untuk ekstrusi otomotif.
Dengan memahami kekuatan dan keterbatasan hard anodize sebagai pelapis pelindung aluminium, Anda dapat membuat keputusan yang tepat untuk aplikasi otomotif dengan tingkat keausan tinggi. Selanjutnya, kita akan melihat bagaimana powder coating meningkatkan daya tahan dan fleksibilitas warna untuk ekstrusi aluminium di bagian eksterior dan mesin.
Pelapisan bubuk
Pilihan Resin Powder dan Perlakuan Awal
Ketika Anda membutuhkan lapisan akhir yang tahan terhadap kondisi keras di jalan raya sekaligus menghasilkan warna yang cerah, powder coating menjadi pilihan utama untuk ekstrusi aluminium otomotif. Namun, apa yang membuatnya begitu efektif? Semua bermula dari resin bubuk itu sendiri—biasanya berupa poliester, epoksi, atau campuran keduanya. Dari berbagai jenis tersebut, bubuk poliester menjadi pilihan utama untuk aplikasi luar ruangan dan yang terpapar sinar UV, berkat sifat ketahanan cuaca dan kemampuan mempertahankan warnanya yang unggul. Bubuk epoksi memberikan ketahanan kimia yang sangat baik tetapi umumnya digunakan untuk komponen interior atau bagian mesin karena stabilitas UV-nya yang lebih rendah. Bubuk campuran menggabungkan sifat kedua jenis tersebut untuk memenuhi kebutuhan kinerja tertentu.
Jalan menuju lapisan aluminium yang kuat dimulai dengan persiapan yang teliti. Bayangkan Anda sedang mempersiapkan suatu komponen untuk pengecatan: minyak, kotoran, atau oksida yang terlewat bisa merusak hasil akhir. Proses ini dimulai dengan pembersihan menyeluruh—menggunakan metode seperti bilasan alkali, rendaman pelarut, atau bahkan pembersihan ultrasonik untuk geometri yang rumit sumber ). Selanjutnya, lapisan konversi (seringkali bebas kromat untuk kepatuhan terhadap regulasi lingkungan) diterapkan guna meningkatkan daya rekat dan ketahanan terhadap korosi, menciptakan permukaan yang seragam dan inert yang membantu bubuk menempel dan bekerja sebagaimana dimaksud. Tahap pembilasan sangat kritis—sisa kontaminasi yang tertinggal dapat menyebabkan gelembung atau kegagalan dini.
Kesesuaian dan Pemasangan untuk Kinerja Otomotif
Lapisan serbuk dihargai karena ketahanannya, ketahanan terhadap pengelupasan, serta kemampuannya memberikan lapisan pelindung yang tebal untuk melindungi aluminium dari korosi maupun benturan. Dalam aplikasi otomotif, hal ini berarti trim eksterior, rel atap, dan rangka baterai dapat mempertahankan tampilan dan integritasnya meskipun setelah bertahun-tahun terpapar sinar matahari, garam, dan bahan kimia.
Namun, Anda akan menyadari adanya tantangan unik saat melapisi ekstrusi aluminium dengan penampang kompleks. Efek kandang Faraday dapat menyebabkan lapisan tipis atau tidak merata di bagian yang dalam atau sudut sempit. Oleh karena itu, pemasangan rak, grounding, dan teknik penyemprotan yang tepat sangat penting—memastikan bubuk mencapai seluruh permukaan. Untuk komponen yang akan melalui siklus pemanggangan cat di tahap akhir, menentukan toleransi pemanggangan berlebih dalam spesifikasi Anda sangat krusial, karena panas berlebih dapat mengubah tingkat kilap, warna, atau bahkan menyebabkan kehilangan daya rekat.
Pro dan kontra
Kelebihan
- Pilihan warna dan akhir yang luar biasa (doff, mengkilap, bertekstur)
- Permukaan tahan lama, anti-gores dan anti-retak
- Lapisan tebal dan merata melindungi dari korosi dan benturan
- Tanpa VOC—aplikasi ramah lingkungan
- Bubuk yang tersemprot melebihi target dapat dikumpulkan kembali, mengurangi limbah
- Waktu pengeringan cepat mendukung produksi dengan kapasitas tinggi
Kekurangan
- Tantangan cakupan pada geometri rumit atau cekungan (efek Faraday)
- Pembentukan lapisan dapat mempengaruhi toleransi ketat—penyesuaian desain mungkin diperlukan
- Rework memungkinkan tetapi memerlukan pelepasan lapisan dan pelapisan ulang
- Pilihan touch-up terbatas dibandingkan dengan cat cair
- Memerlukan perlakuan awal yang kuat untuk daya rekat dan ketahanan maksimal
Kasus Penggunaan dan Titik Pemeriksaan QC
- Trim eksterior: Pelapis bubuk memberikan perlindungan warna dan korosi yang tahan lama untuk gagang pintu, bingkai jendela, dan aksen grille.
- Rel atap dan batang penyeberangan: Paparan UV dan cuaca yang tinggi menuntut pelapis aluminium yang tangguh dengan tingkat kilap dan warna yang stabil.
- Rangka baterai: Ketahanan terhadap bahan kimia sangat penting untuk komponen di bawah kap mesin atau dalam penutup baterai yang terpapar cairan dan perubahan suhu.
- Penutup servis dan braket: Di mana ketahanan terhadap benturan dan abrasi sama pentingnya dengan penampilan.
Kontrol kualitas untuk pelapisan komponen aluminium mencakup:
- Pemeriksaan daya lekat (uji silang atau uji selotip)
- Verifikasi pengeringan (gosok pelarut, kekerasan pensil)
- Pemeriksaan keseragaman kilap dan warna
- Pengukuran ketebalan lapisan (metode arus eddy atau magnetik)
Tip: Tentukan toleransi pemanggangan berlebih untuk komponen yang dilapisi bubuk yang akan melalui siklus pemanggangan cat tambahan selama perakitan akhir. Langkah ini membantu mempertahankan integritas warna, kilap, dan daya lekat sepanjang proses manufaktur.
Pelapisan bubuk menonjol sebagai metode yang serbaguna, tahan lama, dan berkelanjutan untuk melapisi ekstrusi aluminium dalam penggunaan otomotif. Saat Anda membutuhkan lapisan akhir yang menyeimbangkan estetika, perlindungan, dan efisiensi produksi, pelapisan aluminium yang dipilih dengan baik sering kali menjadi pilihan terbaik. Selanjutnya, kita akan membahas sistem e-coat—ideal untuk mencapai lapisan yang sangat merata pada profil kompleks serta sebagai lapisan dasar tahan korosi di bawah lapisan atas.
E-coat
Gambaran Umum Sistem E-Coat dan Variannya
Saat Anda mencari pelapis pelindung untuk ekstrusi aluminium dengan bentuk yang rumit atau lekukan dalam, e-coat (pengecatan elektroforetik) menjadi salah satu pilihan terbaik. Tapi bagaimana cara kerjanya? Bayangkan bahwa bagian aluminium Anda dicelupkan ke dalam larutan cat yang partikelnya bermuatan listrik, sehingga menempel ke seluruh permukaan yang terekspos—bahkan di sudut-sudut dalam dan rongga sempit sekalipun. Proses ini, yang juga dikenal sebagai electrocoating, menggunakan resin epoksi kationik atau akrilik untuk menciptakan lapisan tipis, seragam, yang tahan lama dan konsisten.
E-coat berbasis epoksi kationik dihargai karena ketahanannya terhadap korosi yang kuat dan banyak digunakan sebagai lapisan dasar (primer) dalam aplikasi otomotif. Sementara itu, e-coat berbasis akrilik menawarkan stabilitas UV yang lebih baik dan terkadang dipilih untuk bagian-bagian yang tetap terlihat. Terlepas dari jenis resin yang digunakan, ciri khas e-coat adalah kemampuannya membentuk lapisan yang merata—biasanya antara 15 hingga 25 mikron—di seluruh permukaan bagian, melebihi banyak pelapis konvensional pada geometri kompleks.
Kinerja Otomotif dan Kompatibilitas Lapisan Akhir
Mengapa insinyur otomotif menentukan e-coat sebagai dasar untuk perlakuan permukaan aluminium? Jawabannya terletak pada kombinasi perlindungan terhadap korosi dan proses yang efisien. E-coat membentuk penghalang kontinu yang melindungi aluminium dari kelembapan, garam, dan agen korosif lainnya, menjadikannya sebagai lapisan dasar yang ideal untuk pelapisan lanjutan atau sebagai lapisan akhir mandiri untuk bagian yang tersembunyi atau semi terlihat. Anda sering melihat e-coat digunakan sebagai lapisan dasar di bawah lapisan akhir bubuk atau cair, memastikan daya rekat kuat dan ketahanan lama untuk komponen eksterior dan bagian bawah kendaraan.
Keuntungan lain: keseragaman e-coat berarti lebih sedikit titik lemah atau tepi tipis tempat korosi bisa mulai. Hal ini membuatnya sangat bernilai untuk ekstrusi aluminium otomotif yang memiliki bagian berongga, braket dengan potongan kompleks, atau perakitan dengan sambungan tumpang tindih. Selain itu, proses ini sangat dapat diperluas—sangat cocok untuk penyelesaian produk berkapasitas tinggi di pabrik otomotif modern.
Pro dan kontra
Kelebihan
- Ketahanan korosi yang sangat baik—membentuk dasar perlindungan yang kuat
- Pembentukan lapisan ultra-seragam, bahkan pada profil kompleks atau cekungan
- Mendukung manufaktur otomatis dengan kapasitas tinggi
- Mengurangi limbah material dibandingkan dengan pelapisan semprot
- Kompatibel dengan topcoat bubuk atau cair untuk perlindungan tambahan atau warna
Kekurangan
- Memerlukan pretreatment yang tepat dan menyeluruh untuk daya rekat optimal
- Investasi modal tinggi untuk peralatan dan pengaturan proses
- Pilihan warna dan tampilan terbatas sebagai lapisan akhir mandiri
- Tidak cocok untuk substrat non-konduktif (aluminium harus bersih dan konduktif)
Kasus Penggunaan dan Titik Pemeriksaan QC
- Perakitan aluminium bersebelahan dengan body-in-white: E-coat memberikan lapisan dasar tahan korosi untuk komponen yang terintegrasi dengan struktur baja.
- Komponen internal enclosure baterai: Pemerataan yang merata di dalam rumah yang kompleks memastikan keawetan dan keamanan.
- Rangka dan perlengkapan pemasangan: E-coat bertindak sebagai lapisan pelindung dasar di bawah lapisan akhir berwarna, terutama di area dengan paparan tinggi.
Kontrol kualitas untuk perlakuan permukaan aluminium dengan e-coat umumnya mencakup:
- Pengendalian larutan untuk memantau kimia dan konduktivitas cat
- Pengujian daya lekat (crosshatch atau tape pull)
- Pemeriksaan proses pengeringan untuk memastikan pengerasan lapisan film yang memadai
- Pengukuran ketebalan untuk memastikan pelapisan merata
Selalu tentukan kompatibilitas antara kimia e-coat dan segala segel atau perekat yang digunakan setelahnya. Bahan yang tidak kompatibel dapat menyebabkan kontaminasi atau kegagalan adhesi, sehingga mengurangi efektivitas perlakuan permukaan aluminium Anda.
Kemampuan unik e-coat dalam memberikan pelapisan berkualitas tinggi dan sangat seragam untuk ekstrusi aluminium menjadikannya fondasi dalam proses penyelesaian produk otomotif modern. Selanjutnya, kita akan membahas bagaimana mill finish yang dipadukan dengan primer dan cat menawarkan alternatif yang fleksibel dan ekonomis untuk aplikasi tertentu.
Mill Finish dengan Primer dan Cat
Definisi Mill Finish dan Kapan Waktunya Tepat
Pernah bertanya-tanya apa itu mill finish pada ekstrusi aluminium? Secara sederhana, mill finish mengacu pada permukaan aluminium yang masih dalam keadaan asli setelah proses ekstrusi—langsung dari mesin press, tanpa melalui proses pengilapan, perlakuan kimia, atau pelapisan tambahan. Keadaan mentah ini ditandai dengan tampilan yang redup dan doff, garis-garis die yang terlihat, serta noda atau goresan kecil yang muncul selama proses manufaktur. Aluminium mill finish dihargai karena harganya yang terjangkau dan sering menjadi titik awal untuk perlakuan permukaan atau pelapisan lebih lanjut.
Dalam aplikasi otomotif, aluminium dengan mill finish bisa menjadi pilihan praktis ketika komponen tersebut pada akhirnya akan dilapisi cat atau digunakan di lokasi yang tidak terlihat dan terlindung. Ini sangat relevan untuk rel trim interior, komponen struktural tersembunyi, atau suku cadang pengganti, di mana efisiensi biaya dan fleksibilitas warna lebih penting dibandingkan tampilan logam mengkilap yang dekoratif.
Proses Aplikasi Primer dan Cat untuk Ekstrusi
Berencana mengecat aluminium dengan permukaan mill finish? Rahasia hasil yang tahan lama terletak pada persiapan permukaan yang tepat. Karena permukaan hasil ekstrusi bisa mengandung minyak, oksida, atau cacat minor, mempersiapkan aluminium mill finish sebelum dicat sangat penting untuk daya lekat dan ketahanan terhadap korosi. Berikut alur kerja umumnya:
- Pembersihan Permukaan: Hilangkan minyak, debu, dan kotoran menggunakan pelarut atau pembersih berbasis alkali.
- Perataan Mekanis: Sedikit penggosokan atau pengamplasan untuk meratakan bagian yang kasar dan mengurangi garis cetakan yang terlihat—langkah ini membantu mengurangi cacat mill finish yang tersamar melalui cat.
- Pretreatment Kimia: Aplikasikan larutan penghancur (etching) atau agen pengikat kimia untuk meningkatkan daya lekat dasar dan perlindungan tambahan terhadap korosi.
- Aplikasi Dasar untuk Aluminium: Gunakan cat dasar berkualitas tinggi yang dirancang khusus untuk aluminium agar menciptakan dasar yang kuat untuk lapisan akhir.
- Lapisan Akhir Cat: Aplikasikan warna dan tampilan yang diinginkan, yang dapat disesuaikan untuk cocok dengan spesifikasi interior atau eksterior.
Setiap langkah ini dirancang untuk memaksimalkan usia dan tampilan sistem dasar dan cat aluminium, memastikan lapisan akhir tetap awet bahkan dalam kondisi layanan otomotif sekalipun.
Pro dan kontra
Kelebihan
- Biaya lapisan akhir awal terendah—aluminium dengan lapisan pabrik (mill finished) murah dan mudah tersedia
- Fleksibilitas maksimal dalam warna dan kilap melalui pemilihan cat
- Mudah untuk diperbaiki atau disentuh ulang permukaan yang dicat di lapangan
- Bekerja dengan baik untuk komponen di mana tampilan tidak kritis atau tersembunyi dari pandangan
- Tidak ada batasan pada geometri komponen—cat dapat diterapkan pada ekstrusi yang kompleks
Kekurangan
- Memerlukan perlakuan awal yang hati-hati—persiapan yang buruk dapat menyebabkan mengelupas, lecet, atau korosi
- Risiko lebih tinggi cacat terlihat melalui cat jika permukaan lapisan pabrik kasar atau tidak rata
- Kurang tahan lama dibandingkan lapisan anodized atau powder-coated untuk lingkungan luar ruangan, berkeausan tinggi, atau korosif
- Lapisan cat mungkin memerlukan pemeliharaan berkala atau sentuhan ulang
Kasus Penggunaan dan Titik Pemeriksaan QC
- Reling Trim Interior Berpewarna: Aluminium dengan lapisan dasar yang telah dipernis dan dicat untuk mencocokkan skema warna interior, di mana ketahanan dan kemungkinan perbaikan ulang bernilai tinggi.
- Anggota Struktural Tersembunyi: Komponen yang tidak terlihat setelah perakitan tetapi membutuhkan perlindungan terhadap korosi dan penyelesaian yang ekonomis.
- Suku Cadang Pelayanan yang Memerlukan Perbaikan di Lapangan: Bagian aluminium yang dicat dengan hasil akhir pabrik dapat dengan mudah diampelas dan dicat ulang jika mengalami kerusakan selama pemeliharaan.
Kontrol kualitas untuk sistem ini sangat penting untuk memastikan kinerja dan penampilan. Titik pemeriksaan QC umum meliputi:
- Pengujian daya lekat (crosshatch atau tape pull) setelah aplikasi lapisan dasar dan cat
- Pengukuran ketebalan lapisan untuk memverifikasi cakupan dan ketahanan
- Pemeriksaan warna dan kekilapan terhadap contoh spesifikasi
- Pengujian korosi siklik untuk komponen yang terpapar lingkungan keras
Tip: Selalu tentukan langkah penghalusan permukaan, seperti penggosokan ringan atau pengamplasan, sebelum memberi lapisan dasar pada aluminium dengan mill finish. Praktik ini meminimalkan risiko cacat mill finish yang terlihat melalui cat akhir, menghasilkan tampilan yang lebih halus dan profesional.
Meskipun mill finish dengan lapisan dasar dan cat mungkin tidak menawarkan daya tahan premium atau estetika sebagus opsi yang anodized atau powder-coated, solusi ini tetap ekonomis dan fleksibel untuk berbagai kebutuhan ekstrusi aluminium otomotif. Selanjutnya, kami akan membandingkan semua jenis lapisan akhir berdampingan untuk membantu Anda membuat pilihan terbaik sesuai kebutuhan proyek Anda.
Perbandingan Berdampingan dan Matriks Keputusan untuk Lapisan Akhir Ekstrusi Aluminium Otomotif
Saat Anda memilih di antara berbagai opsi perlakuan permukaan untuk ekstrusi aluminium otomotif, jumlah variabel yang ada bisa terasa membingungkan. Mana lapisan akhir yang memberikan keseimbangan yang tepat antara perlindungan, penampilan, kapasitas produksi, dan biaya untuk aplikasi spesifik Anda? Agar lebih mudah, kami telah menyusun perbandingan yang jelas secara berdampingan dari lapisan akhir teratas. Tabel ini beserta panduan pengambilan keputusan cepat akan membantu Anda mencocokkan persyaratan proyek Anda dengan lapisan permukaan aluminium terbaik—tanpa harus meragukan spesifikasi yang Anda buat.
Perbandingan Berdampingan Berdasarkan Kriteria Otomotif
| Opsi Lapisan Akhir | Kesesuaian Penggunaan Otomotif | Tahan korosi | Ketahanan Aus | Rentang Penampilan | Kompatibilitas Oven Cat | Biaya Relatif | Waktu Tunggu | Dapat Didaur Ulang | Standar Acuan |
|---|---|---|---|---|---|---|---|---|---|
| Solusi Perlakuan Permukaan Shaoyi | Solusi terpadu untuk komponen eksterior, struktural, dan khusus | Tinggi | Tinggi | Luas (dekoratif, fungsional, warna/tekstur kustom) | Tinggi | Sedang | Sedang | Tinggi | ASTM, SAE, ISO, MIL-A-8625 |
| Anodize Tipe II | Trim tampak, hiasan interior/eksterior | Sedang-Tinggi | Sedang | Doff, satin, warna pewarnaan | Sedang | Sedang | Sedang | Tinggi | MIL-A-8625 Tipe II, OEM |
| Anodize Keras (Tipe III) | Berpenggunaan tinggi, gesekan, struktural | Tinggi | Sangat tinggi | Gelap, warna terbatas | Sedang | Sedang-Tinggi | Sedang | Tinggi | MIL-A-8625 Tipe III, OEM |
| Pelapisan bubuk | Trim eksterior, bagian bawah kap mesin, kerangka baterai | Tinggi | Tinggi | Luas (matte, mengkilap, bertekstur, kustom) | Tinggi | Sedang | Rendah-Sedang | Tinggi | ASTM, ISO, OEM |
| E-coat | Profil kompleks, primer untuk perakitan | Sangat tinggi | Sedang | Terbatas (terutama hitam/abu-abu, semi-mengkilap) | Tinggi | Sedang | Sedang-Tinggi | Tinggi | ASTM, ISO, OEM |
| Mill Finish dengan Primer dan Cat | Bagian interior tersembunyi, layanan, atau dicat | Sedang | Rendah-Sedang | Tidak terbatas (berdasarkan sistem pengecatan) | Sedang | Rendah | Rendah | Tinggi | ASTM, ISO, OEM |
Tampilan berdampingan ini memudahkan Anda membandingkan hasil akhir permukaan untuk komponen logam, menyoroti di mana masing-masing unggul dan kompromi yang perlu Anda pertimbangkan untuk program otomotif Anda.
Pertimbangan Biaya dan Waktu Produksi
- Solusi Terpadu (seperti Shaoyi) dapat menyederhanakan rantai pasok Anda dan mengurangi total waktu produksi, terutama bila diperlukan banyak hasil akhir atau QA kompleks.
- Anodize Tipe II dan pelapisan bubuk menawarkan keseimbangan moderat antara biaya, kapasitas produksi, dan penampilan untuk sebagian besar bagian trim dan bagian yang terlihat.
- Anodize keras dan e-coat biasanya melibatkan kontrol proses dan biaya QA yang lebih tinggi, tetapi memberikan kinerja luar biasa untuk komponen yang kritis terhadap keausan atau korosi.
- Permukaan mill dengan primer/cat adalah rute paling ekonomis, seringkali dengan lead time terpendek—tetapi memerlukan persiapan hati-hati dan paling baik untuk bagian yang tidak terlihat atau mudah dilakukan perawatan.
Untuk proyek yang membutuhkan berbagai macam lapisan akhir atau jadwal produksi yang ketat, bekerja dengan satu sumber seperti Shaoyi Metal Parts Supplier —penyedia solusi komponen logam presisi otomotif terintegrasi terkemuka di Tiongkok—berarti bagian ekstrusi aluminium Anda dapat diselesaikan dan dikualifikasikan dalam satu rencana PPAP dan pasokan, mengurangi risiko dan menyederhanakan komunikasi.
Matriks Keputusan dan Pilihan Cepat
- Penampilan Kelas A Eksterior: Pilih pelapis bubuk atau anodize Tipe II untuk pilihan warna yang luas dan keseragaman visual.
- Korosi dasar bawah: Lapisan E-coat atau solusi terintegrasi Shaoyi untuk perlindungan yang kuat dan seragam—terutama pada profil kompleks.
- Aplikasi mekanisme keausan tinggi atau gesekan: Anodizing keras (Tipe III) atau perlakuan fokus pada keausan dari Shaoyi.
- Komponen sensitif biaya yang tidak terlihat: Lapisan mill dengan primer dan cat untuk fleksibilitas serta perbaikan di lapangan yang mudah.
- Persyaratan multi-proses atau khusus: Lapisan permukaan terintegrasi Shaoyi untuk logam, dengan QA dan dokumentasi dari satu sumber.
Wawasan utama: Selalu tentukan persyaratan pra-perlakuan dan masking dalam catatan gambar Anda. Langkah ini sangat penting untuk menghindari kegagalan di proses selanjutnya, pekerjaan ulang, atau klaim garansi—terlepas dari jenis lapisan aluminium yang Anda pilih.
Saat Anda menyelesaikan spesifikasi, ingatlah bahwa kecocokan terbaik bukan hanya tergantung pada hasil akhirnya saja, tetapi juga seberapa baik hal tersebut selaras dengan tujuan manufaktur, biaya, dan kualitas Anda. Selanjutnya, kami akan menutup dengan tips praktis dalam penyusunan spesifikasi dan penyerahan kepada pemasok—memastikan bahwa perlakuan permukaan aluminium yang Anda pilih memberikan nilai tahan lama di lapangan.
Rekomendasi Akhir dan Tips Penyusunan Spesifikasi untuk Ekstrusi Aluminium Otomotif
Pilihan Akhir untuk Program Anda
Ketika Anda mencapai titik keputusan akhir, mudah merasa kewalahan oleh beragam pilihan perlakuan permukaan aluminium yang tersedia. Jadi, bagaimana cara menentukan pilihan terbaik untuk proyek Anda? Bayangkan Anda sedang merancang sebuah enclosure baterai EV baru, atau memperbarui aksen eksterior pada SUV generasi berikutnya—pilihan perlakuan permukaan aluminium akan secara langsung mempengaruhi segala hal mulai dari ketahanan, biaya, hingga persepsi merek. Berikut panduan referensi cepat untuk membantu Anda mencocokkan kebutuhan dengan pilihan akhir yang tepat:
- Anodize: Pilih untuk ketahanan korosi dekoratif dan tampilan logam premium yang tahan lama.
- Anodize Keras: Pilih untuk area bertekanan tinggi atau komponen geser—contohnya rel jok atau rel atap geser.
- Pelapisan Bubuk: Terbaik untuk warna tahan lama, ketahanan kimia, dan berbagai pilihan tampilan pada trim eksterior atau bagian mesin.
- E-Coat: Pilih sebagai dasar tahan korosi, terutama untuk profil kompleks atau bagian yang membutuhkan fondasi kuat di bawah lapisan tambahan.
- Mill Finish plus Primer/Cat: Pilih ini untuk bagian yang dicat dengan biaya terbatas atau anggota struktural tersembunyi di mana fleksibilitas dan perbaikan mudah menjadi prioritas utama.
Setiap opsi pelapisan permukaan aluminium ini memainkan peran unik, jadi pertimbangkan tingkat paparan, keausan, tampilan, dan anggaran aplikasi Anda sebelum menetapkan spesifikasi.
Bahasa Spesifikasi dan Catatan Gambar
Spesifikasi yang jelas dan berbasis standar adalah benteng terbaik Anda untuk menghindari kebingungan atau pekerjaan ulang. Berikut ini adalah templat yang dapat Anda sesuaikan untuk sebagian besar proyek ekstrusi aluminium:
Akhiran: [proses]. Pretreatment: [konversi, bebas kromat lebih disukai]. Standar: [ASTM/ISO/MIL sesuai aplikasi]. Uji: daya lekat, ketebalan, kelas tampilan, korosi siklik sesuai protokol OEM. Masking: [fitur]. Kompatibilitas oven cat: [ya/tidak].
Saat Anda menentukan cara mempersiapkan aluminium untuk pengecatan atau pelapisan lainnya, selalu nyatakan secara langsung langkah-langkah penghalusan permukaan, pembersihan, dan masking pada gambar Anda. Ini memastikan semua pihak—dari desain hingga produksi—memahami harapan terhadap setiap perlakuan permukaan aluminium.
Daftar Periksa Serah Terima Pemasok
Bayangkan proyek Anda siap untuk diserahkan. Berikut ini adalah daftar periksa untuk menjaga proses serah terima kepada pemasok tetap lancar dan rencana kualitas tetap terarah:
- Tentukan paduan dan temper untuk setiap ekstrusi
- Sertakan geometri dan peta masking yang terperinci (ulir, lubang bor, kontak listrik)
- Identifikasi titik-titik penyangga untuk cakupan pelapisan yang optimal
- Soroti dimensi kritis dan toleransi yang diizinkan (pertimbangkan ketebalan lapisan)
- Tentukan kriteria penerimaan dan standar referensi untuk QA
- Bagikan rencana sampel dan inspeksi (first article, batch, atau pemeriksaan berkala)
- Jelaskan kebijakan perbaikan dan perbaikan di lapangan sejak awal
Dengan mengikuti langkah-langkah ini, Anda akan meminimalkan kejadian yang tidak terduga dan memastikan bahwa perlakuan permukaan aluminium pilihan Anda memberikan hasil yang konsisten dan berkualitas tinggi.
Siap mengonsolidasikan proses finishing dan QA dalam satu atap? Shaoyi Metal Parts Supplier —sebagai penyedia solusi terintegrasi komponen logam presisi terkemuka di Tiongkok—dapat membantu Anda menyederhanakan setiap tahap, mulai dari desain hingga produksi massal, untuk semua bagian ekstrusi aluminium Anda. Keahlian mereka dalam opsi perlakuan permukaan untuk ekstrusi aluminium otomotif memastikan Anda mendapatkan hasil akhir yang tepat, setiap saat.
Pertanyaan yang Sering Diajukan
1. Apa saja perlakuan permukaan yang paling umum untuk ekstrusi aluminium otomotif?
Pengolahan permukaan yang paling umum digunakan untuk ekstrusi aluminium otomotif meliputi anodizing (Tipe II untuk penampilan dan ketahanan korosi, Tipe III untuk ketahanan aus), pelapisan bubuk (powder coating) untuk warna tahan lama dan perlindungan kimia, pelapisan elektroforesis (e-coat) untuk perlindungan korosi yang merata pada bentuk kompleks, serta mill finish dengan pelapis dasar (primer) dan cat untuk fleksibilitas ekonomis. Setiap metode pengolahan menawarkan manfaat spesifik dalam hal ketahanan, penampilan, dan kesesuaian dengan standar manufaktur otomotif.
2. Bagaimana cara memilih pelapisan yang tepat untuk proyek ekstrusi aluminium otomotif saya?
Pemilihan akhir terbaik tergantung pada persyaratan proyek Anda terhadap ketahanan korosi, penampilan, ketahanan pakai, dan anggaran. Anodizing dekoratif ideal untuk trim yang terlihat, anodizing keras cocok untuk komponen dengan tingkat keausan tinggi, powder coating menawarkan warna yang cerah dan tahan lama, e-coat paling baik untuk profil kompleks yang membutuhkan perlindungan seragam, dan mill finish ditambah cat merupakan pilihan ekonomis untuk komponen yang tersembunyi atau mudah dijangkau. Pertimbangkan paparan komponen, kebutuhan perakitan, dan standar kualitas untuk membuat pilihan yang tepat.
3. Apa perbedaan antara anodizing dan powder coating pada ekstrusi aluminium?
Anodizing menciptakan lapisan oksida yang menyatu pada permukaan aluminium, meningkatkan ketahanan terhadap korosi, serta menawarkan berbagai pilihan finishing logam. Anodizing tipe II dihargai karena tampilannya yang dekoratif, sedangkan tipe III (hard anodize) memberikan ketahanan aus yang lebih tinggi. Powder coating, di sisi lain, merupakan lapisan organik yang diterapkan dalam bentuk serbuk dan dipanggang untuk membentuk lapisan pelindung yang berwarna dan tahan lama. Powder coating memungkinkan lebih banyak pilihan warna dan tekstur, tetapi membutuhkan perlakuan awal yang memadai untuk mencapai daya lekat yang optimal.
4. Mengapa perlakuan awal penting sebelum menerapkan setiap finishing permukaan pada ekstrusi aluminium?
Pretreatment sangat penting karena menghilangkan kontaminasi, meningkatkan daya lekat, dan memperbaiki ketahanan terhadap korosi. Pembersihan yang tepat dan lapisan konversi (seringkali bebas kromat) memastikan bahwa lapisan akhir yang dipilih—baik itu anodizing, powder coating, e-coat, atau cat—menempel dengan kuat dan bekerja sesuai fungsinya. Melewatkan atau melakukan pretreatment secara tidak memadai dapat menyebabkan kegagalan dini seperti pengelupasan, gelembung, atau korosi.
5. Apa keuntungan menggunakan pemasok terpadu seperti Shaoyi untuk perlakuan permukaan ekstrusi aluminium?
Bekerja sama dengan pemasok terpadu seperti Shaoyi mempermudah proses penyelesaian dengan menyediakan seluruh jenis perlakuan permukaan utama, kontrol kualitas, dan manajemen rantai pasok dalam satu atap. Pendekatan ini mengurangi waktu tunggu, meminimalkan risiko kesalahan dari banyak vendor, memastikan kepatuhan terhadap standar otomotif, serta memberikan panduan ahli dalam memilih kombinasi yang tepat antara paduan logam, geometri, dan lapisan akhir untuk aplikasi Anda.