 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Stamping Komponen Kolom Kemudi: Panduan Manufaktur & Material
TL;DR
Pencetakan adalah proses manufaktur yang dominan untuk produksi volume tinggi dan komponen kritis keselamatan komponen pencetakan kolom kemudi , termasuk braket pemasangan, mekanisme pengatur kemiringan, dan jaket runtuh. Dibandingkan dengan metode pengecoran konvensional, pencetakan logam menggunakan baja High-Strength Low-Alloy (HSLA) menawarkan pengurangan berat yang signifikan dan harga per unit yang lebih rendah sambil tetap memenuhi standar uji tabrakan yang ketat. Panduan ini membahas kelayakan teknis, strategi pemilihan material, dan persyaratan pemasok (seperti IATF 16949) yang diperlukan untuk merancang perakitan kemudi yang kuat.
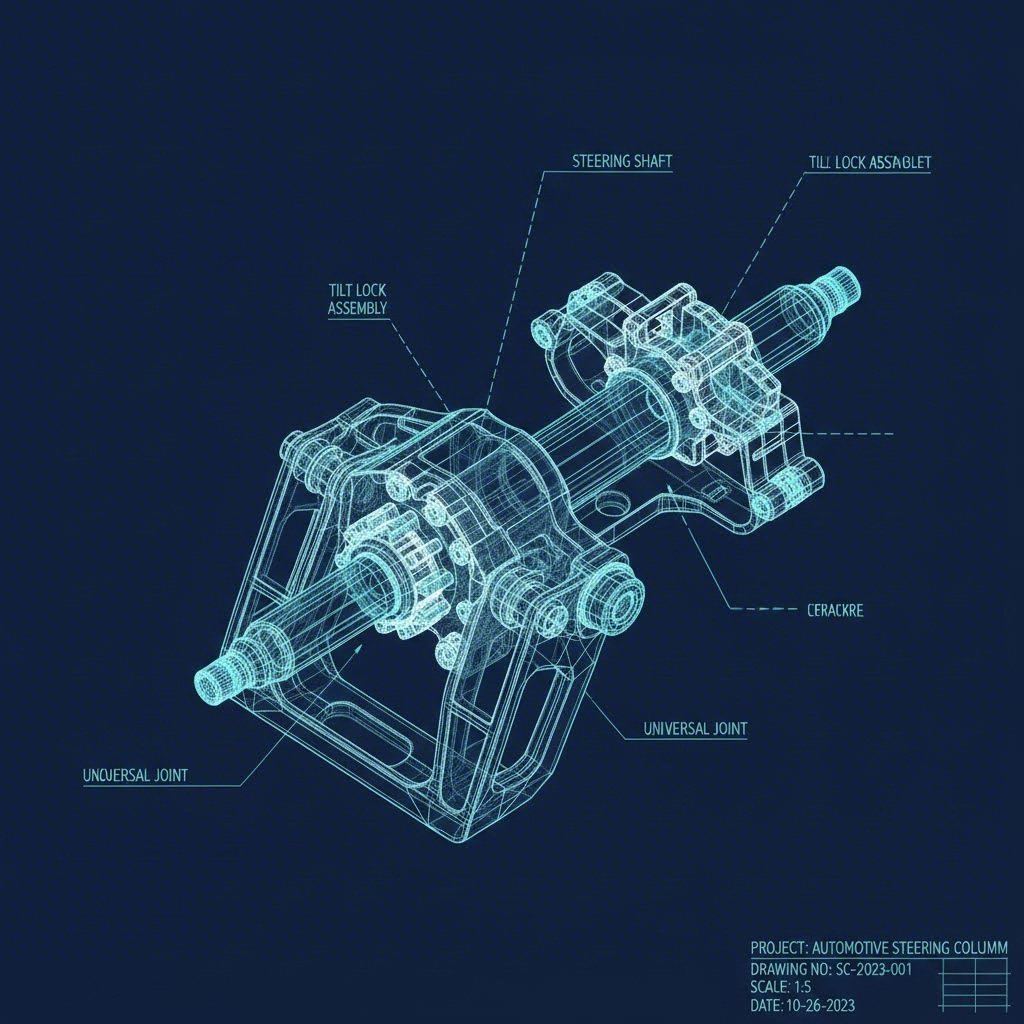
Komponen Pencetakan Kritis dalam Kolom Kemudi
Kolom kemudi modern adalah sub-perakitan yang kompleks dan memerlukan ketepatan tinggi untuk memastikan keselamatan serta kenyamanan pengemudi. Pengepresan logam memungkinkan insinyur menghasilkan geometri rumit dengan daya ulang yang tinggi. Komponen-komponen berikut merupakan kandidat utama untuk pengepresan progresif dan transfer.
Braket Pemasangan dan Penopang Struktural
Kolom kemudi harus dipasang secara kaku pada balok melintang kendaraan atau dinding pemisah api (firewall) untuk mencegah getaran. Braket pemasangan hasil stamping lebih dipilih dibanding braket aluminium cor pada banyak aplikasi pasar massal karena rasio kekuatan terhadap berat yang lebih unggul. Braket-braket ini biasanya dibentuk dari baja HSLA agar tahan terhadap beban statis tinggi dan gaya operasional dinamis tanpa mengalami deformasi.
Mekanisme Kemiringan dan Penyesuaian Jarak
Ergonomi pengemudi bergantung pada mekanisme penyesuaian untuk kemiringan (sudut) dan teleskopik (jangkauan). Pelat pengunci dan gigi yang digunakan dalam sistem ini sering dibentuk hampir mendekati bentuk akhir melalui proses stamping. Fine-blanking presisi sering digunakan di sini untuk menghasilkan tepian geser yang bersih, diperlukan agar kunci dapat terkunci dengan lancar, sehingga menghilangkan kebutuhan operasi permesinan sekunder.
Jaket Kolaps dan Zona Keselamatan
Dalam kasus tabrakan dari depan, kolom setir dirancang untuk runtuh, menyerap energi demi melindungi pengemudi. Hal ini sering dicapai melalui pelat penyerap energi atau braket berbentuk jaring yang dibentuk dengan proses stamping dan rolling, yang mengalami deformasi secara terkendali. Produsen menggunakan die khusus untuk menciptakan titik konsentrasi stres atau alur bergelombang pada logam, memastikan komponen remuk secara terprediksi di bawah beban tertentu.
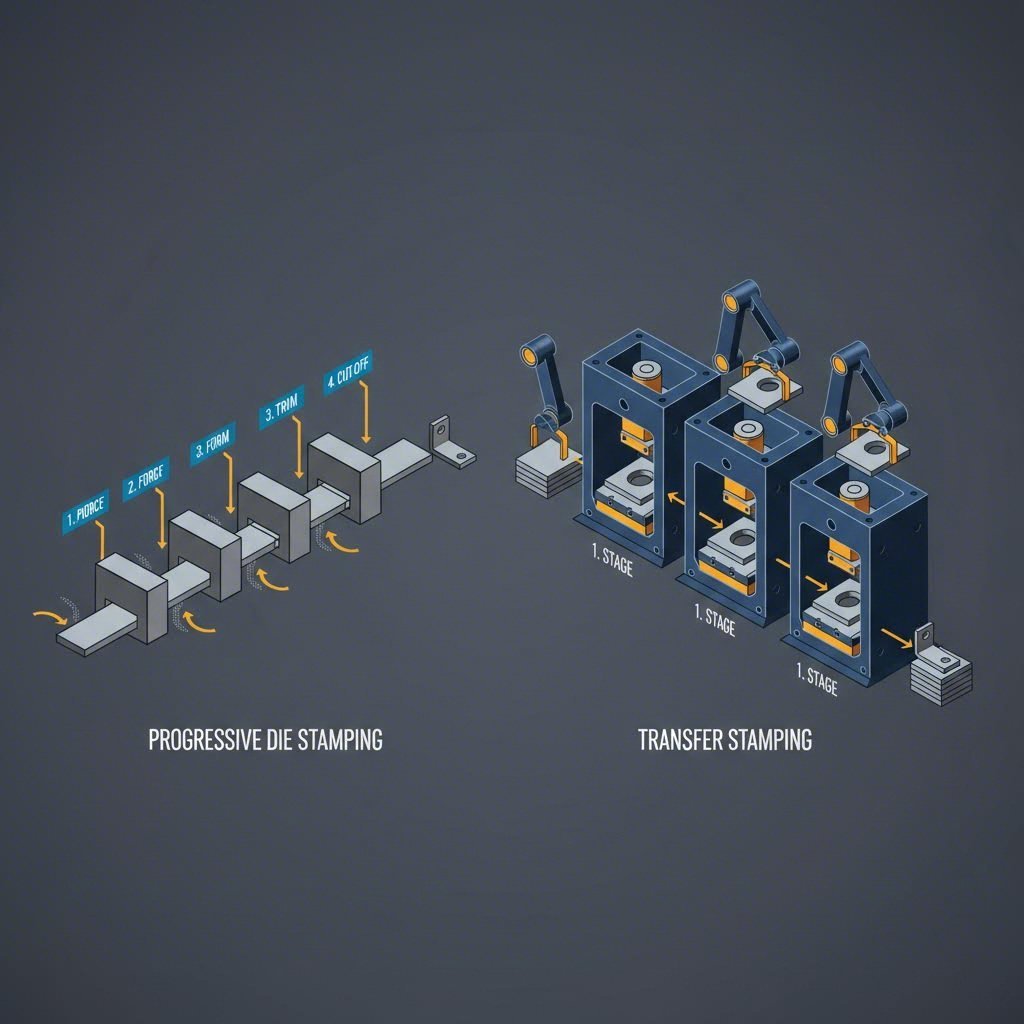
Proses Manufaktur: Progressive vs. Transfer Stamping
Memilih metodologi stamping yang tepat sangat penting untuk menyeimbangkan investasi peralatan dengan biaya per unit. Untuk komponen kolom kemudi, keputusan umumnya berada di antara stamping die progresif dan stamping transfer.
Pen stamping die progresif
Untuk komponen kecil dengan volume tinggi seperti kait pengunci, klip, dan braket kecil, stamping die progresif merupakan standar. Dalam proses ini, koil logam dimasukkan melalui satu die dengan beberapa stasiun. Setiap stasiun melakukan operasi tertentu—memotong, membengkokkan, atau menembus—saat strip bergerak maju. Metode ini mencapai jumlah langkah per menit (SPM) yang tinggi, secara signifikan mengurangi waktu siklus dan harga per unit untuk program otomotif volume tinggi.
Stamping Transfer untuk Geometri Kompleks
Perumahan struktural yang lebih besar atau komponen yang memerlukan penarikan dalam sering kali memerlukan stamping transfer. Berbeda dengan die progresif di mana bagian tetap terhubung pada strip, stamping transfer memindahkan blank individu antar stasiun menggunakan jari-jari mekanis. Hal ini memungkinkan operasi pembentukan yang lebih kompleks dan pemanfaatan material yang lebih baik, yang sangat penting saat bekerja dengan baja kelas otomotif yang mahal.
Dari Prototipe hingga Produksi Massal
Memvalidasi kelayakan manufaktur sejak dini pada tahap desain sangatlah penting. Produsen peralatan asli (OEM) otomotif sering kali mengharuskan pemasok untuk menunjukkan kemampuan selama siklus hidup produk. Produsen yang mampu menjembatani kesenjangan dari prototipe cepat hingga produksi massal memiliki keunggulan strategis. Sebagai contoh, Shaoyi Metal Technology menyediakan solusi stamping komprehensif yang dapat ditingkatkan skalanya dari prototipe awal hingga produksi volume tinggi, menggunakan mesin press hingga 600 ton untuk menghasilkan komponen-komponen kritis seperti lengan kontrol dan subframe sesuai standar IATF 16949.
Tantangan Teknik & Pemilihan Material
Pengepresan komponen kemudi yang kritis terhadap keselamatan melibatkan penanganan perilaku metalurgi yang kompleks. Insinyur harus mempertimbangkan sifat material yang memengaruhi kemampuan produksi serta kinerja akhir komponen.
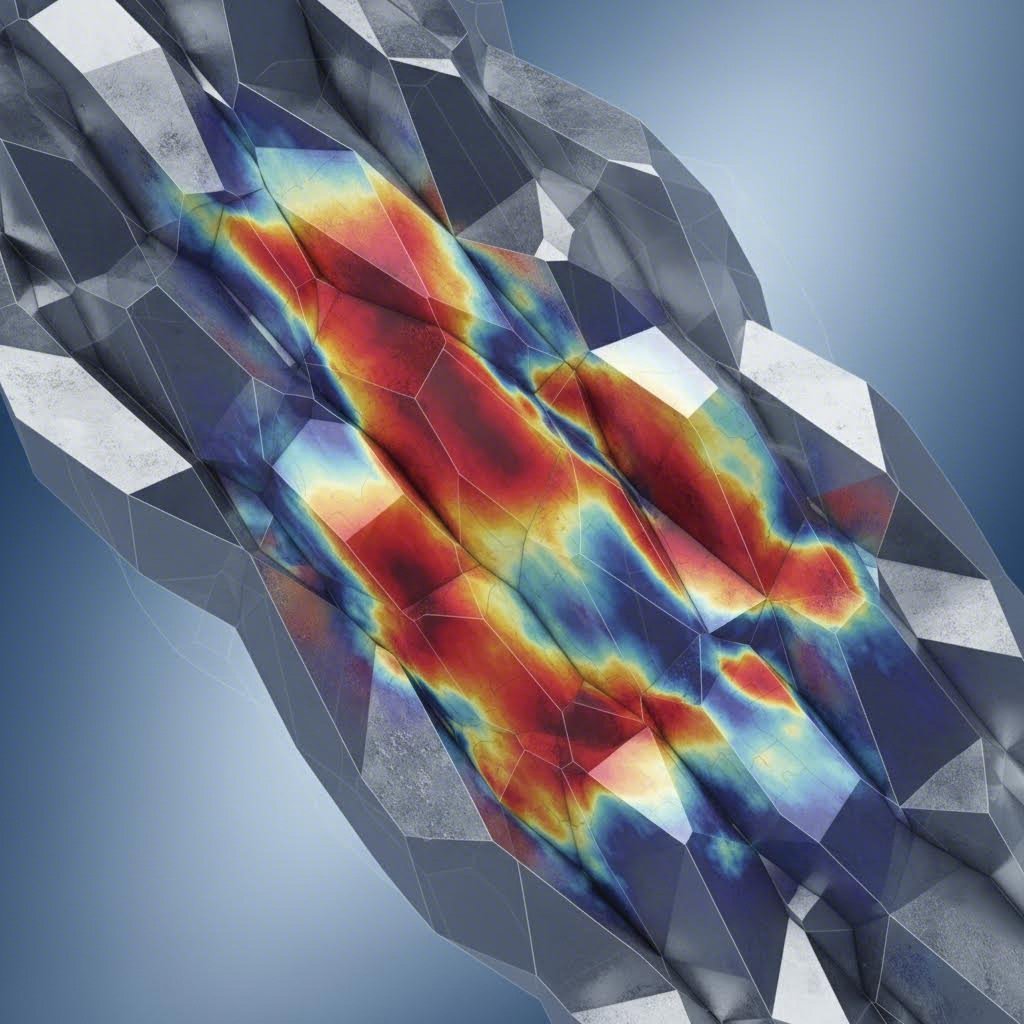
Mengelola Springback pada Baja HSLA
Untuk mengurangi berat kendaraan, produsen semakin bergantung pada baja High-Strength Low-Alloy (HSLA). Meskipun kuat, material ini menunjukkan springback yang signifikan—kecenderungan logam kembali ke bentuk aslinya setelah proses pembentukan. Strategi kompensasi pada tahap perancangan die, yang dipandu oleh Analisis Elemen Hingga (Finite Element Analysis/FEA), sangat penting untuk menjaga toleransi, terutama untuk komponen yang saling berpasangan dalam kolom teleskopik.
Toleransi Ketat dan Ketahanan Benturan
Komponen kemudi beroperasi tanpa kebebasan gerak (zero-play) untuk memastikan presisi kemudi. Bagian yang dipress harus memiliki toleransi ketat (sering kali dalam kisaran +/- 0,05 mm) guna mencegah suara gemeretak atau kebebasan gerak. Selain itu, material harus mempertahankan daktilitas untuk mencegah retak selama deformasi cepat pada peristiwa tabrakan. Pemilihan jenis baja yang tepat melibatkan keseimbangan antara kekuatan luluh untuk daya tahan dan sifat pemanjangan yang diperlukan untuk penyerapan energi.
Kriteria Pemilihan Pemasok untuk Pressing Otomotif
Pengadaan komponen kemudi hasil press memerlukan proses evaluasi yang melampaui pertimbangan harga. Sistem manajemen mutu dan kemampuan teknis pemasok menjadi hal yang utama.
- Sertifikasi IATF 16949: Ini adalah standar dasar yang tidak bisa ditawar bagi pemasok otomotif, guna memastikan sistem manajemen mutu selaras dengan persyaratan OEM.
- Kemampuan Peralatan & Cetakan Internal: Pemasok dengan departemen peralatan internal dapat lebih cepat merespons perubahan desain teknik dan melakukan perawatan cetakan secara lebih efektif, sehingga mengurangi waktu henti produksi.
- Simulasi dan Desain Kolaboratif: Pemasok kelas atas menggunakan perangkat lunak simulasi untuk memprediksi masalah pembentukan sebelum baja dipotong. Cari mitra yang bersedia terlibat dalam desain bersama untuk mengoptimalkan geometri komponen guna proses stamping.
- Perakitan Nilai Tambah: Banyak komponen kemudi memerlukan operasi sekunder. Pemasok yang menawarkan pengelasan inline, pemasangan (staking), atau perakitan braket ke tabung memberikan solusi yang lebih lengkap, sehingga mengurangi kompleksitas logistik.
Ringkasan Kelayakan Manufaktur
Perpindahan dari pengecoran ke stamping dalam produksi kolom kemudi didorong oleh upaya industri otomotif yang tak kenal lelah dalam mengurangi berat dan meningkatkan efisiensi biaya. Dengan memanfaatkan proses canggih seperti stamping die progresif dan material seperti baja HSLA, insinyur dapat merancang komponen yang memenuhi standar keselamatan ketat sambil mengoptimalkan metrik produksi. Keberhasilan di bidang ini memerlukan pemahaman mendalam tentang perilaku material serta kemitraan dengan produsen yang kompeten dan tersertifikasi.
Pertanyaan yang Sering Diajukan
1. Apa saja komponen utama dari sistem kemudi?
Komponen utama sistem kemudi modern meliputi roda kemudi, kolom kemudi (yang berisi poros dan mekanisme keselamatan), roda gigi kemudi (rak dan pinion atau bola bersirkulasi ulang), serta batang penghubung (tie rods) yang mentransfer gaya ke dudukan kemudi di roda. Pada sistem kemudi bertenaga listrik (EPS), motor listrik dan ECU juga terintegrasi ke dalam kolom atau rak.
2. Komponen apa yang mentransfer gaya kemudi ke roda?
Batang penghubung (tie rods) adalah komponen penghubung kritis yang mentransfer gerakan lateral dari roda gigi kemudi ke dudukan kemudi di roda. Batang ini bertanggung jawab mendorong dan menarik roda untuk mengubah sudutnya, memastikan kendaraan merespons secara akurat terhadap input pengemudi.