 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Meninju Panel Rocker: Fabrikasi vs Membeli Bagian yang Dicetak Mati
TL;DR
Stamping panel rocker merujuk pada proses industri menekan lembaran logam menggunakan die menjadi bagian bodi struktural, meskipun banyak penggemar menggunakan istilah ini saat memilih antara membeli pengganti berkualitas OEM yang "die-stamped" atau membuatnya sendiri. Panel die-stamped adalah pengganti lengkap yang harus dilas dan memulihkan integritas struktural, sedangkan panel "slip-on" hanya penutup kosmetik yang direkat atau ditusuk di atas karat. Untuk restorasi yang tepat, panel stamped yang dilas sangat penting. Meskipun Anda tidak dapat mereplikasi stamping hidraulik asli di rumah, tukang lihai dapat menggunakan bead roller dan mesin bending logam untuk membentuk panel khusus yang fungsional.
Apa Itu Panel Rocker yang Dipress (Proses & Kualitas)?
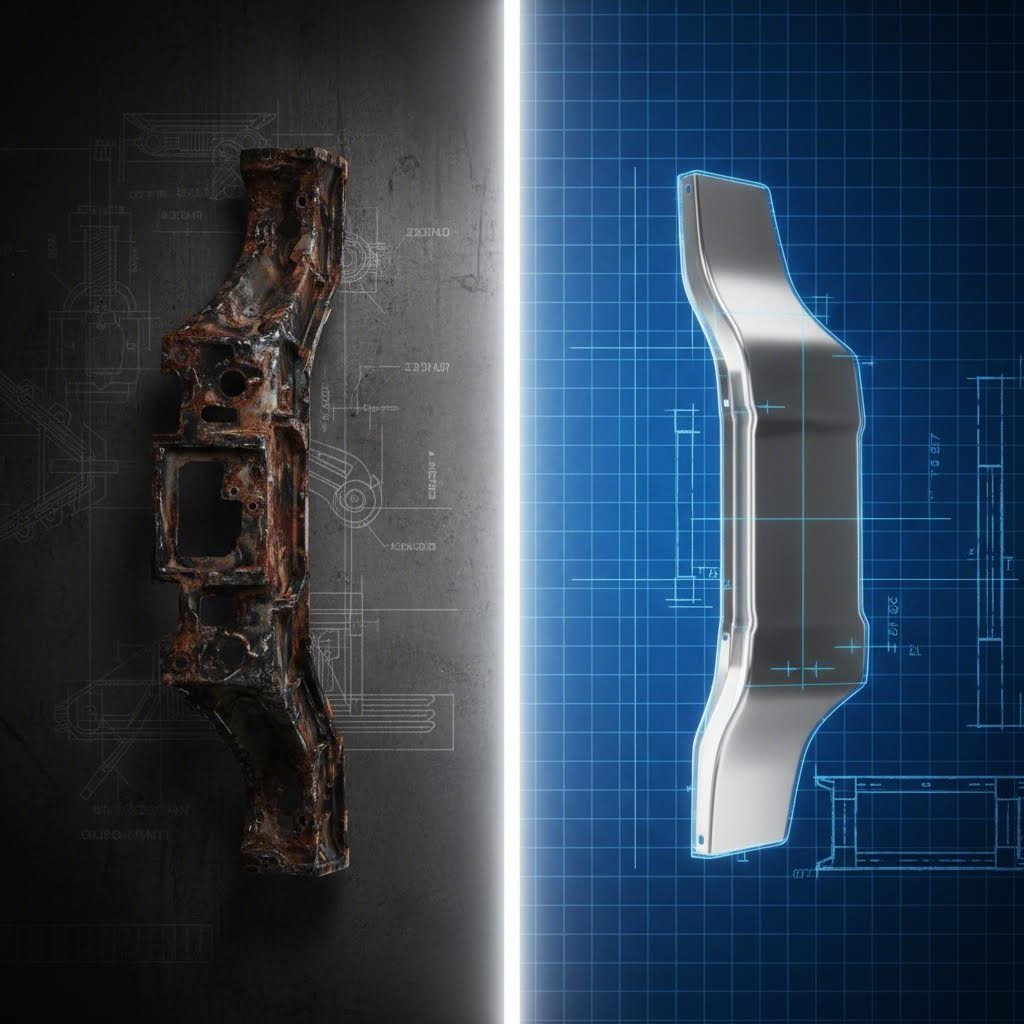
Untuk memahami nilai suku cadang pengganti berkualitas tinggi, membantu untuk memahami rekayasa di balik stamping panel rocker . Berbeda dengan baja bengkok biasa, panel "die-stamped" dibuat menggunakan mesin industri berat yang menekan selembar logam datar di antara dua die yang saling berpasangan. Proses ini membentuk logam menjadi bentuk kompleks tiga dimensi yang secara tepat sesuai dengan spesifikasi pabrik asli kendaraan.
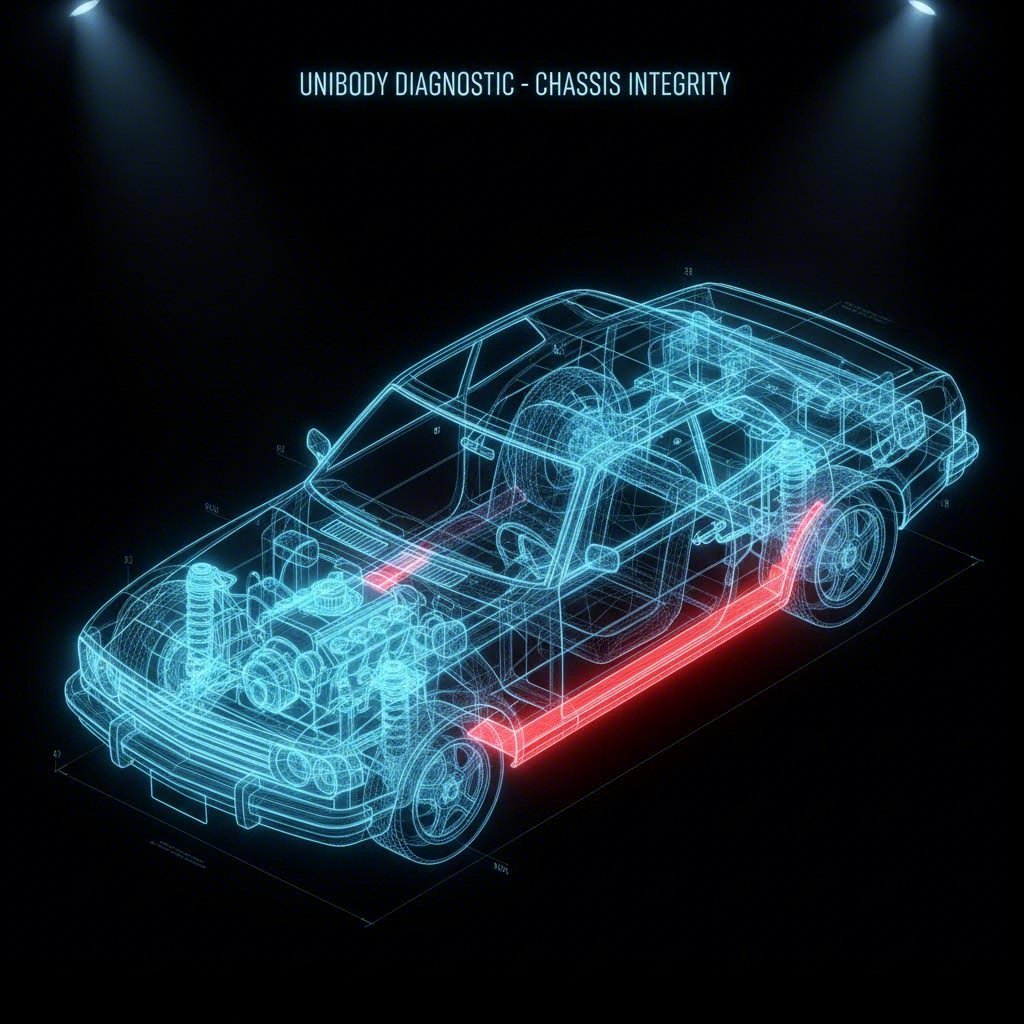
Stamping yang benar menciptakan fitur kritis yang tidak dapat dicapai oleh pelipatan sederhana, seperti lengkungan majemuk, garis bodi yang tajam, dan lubang saluran air yang terbenam. Karena panel rocker merupakan komponen struktural pada kendaraan unibodi, ketebalan dan bentuk logam tertentu berkontribusi terhadap kekakuan dan keselamatan mobil dalam tabrakan. Karena alasan inilah restorer profesional hampir selalu menggunakan suku cadang die-stamped daripada logam lembaran generik.
Kesenjangan antara garasi rumahan dan manufaktur profesional sangat besar. Produksi industri membutuhkan presisi dan tenaga yang sangat besar. Sebagai contoh, produsen canggih seperti Shaoyi Metal Technology menggunakan mesin press dengan kekuatan hingga 600 ton untuk memastikan komponen seperti lengan kontrol dan subframe memenuhi standar ketat OEM IATF 16949. Tingkat kekuatan ini diperlukan untuk mengunci memori logam, sehingga bagian tersebut pas sempurna tanpa perlu pengisi berlebihan atau modifikasi saat pemasangan.
Perbandingan Penting: Panel Stempel (Las) vs. Panel Slip-On
Dilema paling umum bagi pemilik kendaraan adalah memilih antara penggantian panel stempel cetakan penuh dengan penutup "slip-on". Kedua produk ini secara fundamental berbeda dan dirancang untuk tujuan yang berbeda. Panel stempel merupakan suku cadang struktural untuk perbaikan, sedangkan panel slip-on hanya tambalan kosmetik.
Menurut para ahli restorasi di Raybuck Auto Body Parts , pengelasan pada panel penuh adalah satu-satunya cara untuk mengembalikan kekuatan bodi monokok kendaraan. Panel slip-on, yang sering disebut sebagai "penutup karat", biasanya lebih tipis dan dirancang untuk dipasang di atas logam yang sudah ada, sering kali menggunakan perekat panel bodi atau paku keling. Meskipun ini menutupi karat, namun tidak menghentikannya, dan kelemahan struktural tetap ada.
| Fitur | Die-Stamped (Dilas Masuk) | Slip-On (Penutup) |
|---|---|---|
| Tujuan | Pemulihan struktural | Perbaikan kosmetik |
| Metode Pemasangan | Memotong, menggerinda, mengelas | Perekat, paku keling, atau las titik |
| Pemasangan | Bentuk kontur pabrik asli | Sedikit lebih besar agar pas di atas logam lama |
| Biaya (Hanya Suku Cadang) | $150 - $400+ per pasang | $40 - $100 per pasang |
| Intensitas Tenaga Kerja | Tinggi (operasi besar) | Rendah (proyek akhir pekan) |
| Daya tahan | Permanen (puluhan tahun) | Sementara (karat sering kembali muncul di bawahnya) |
DIY "Stamping": Alternatif Pembentukan dan Fabrikasi Logam
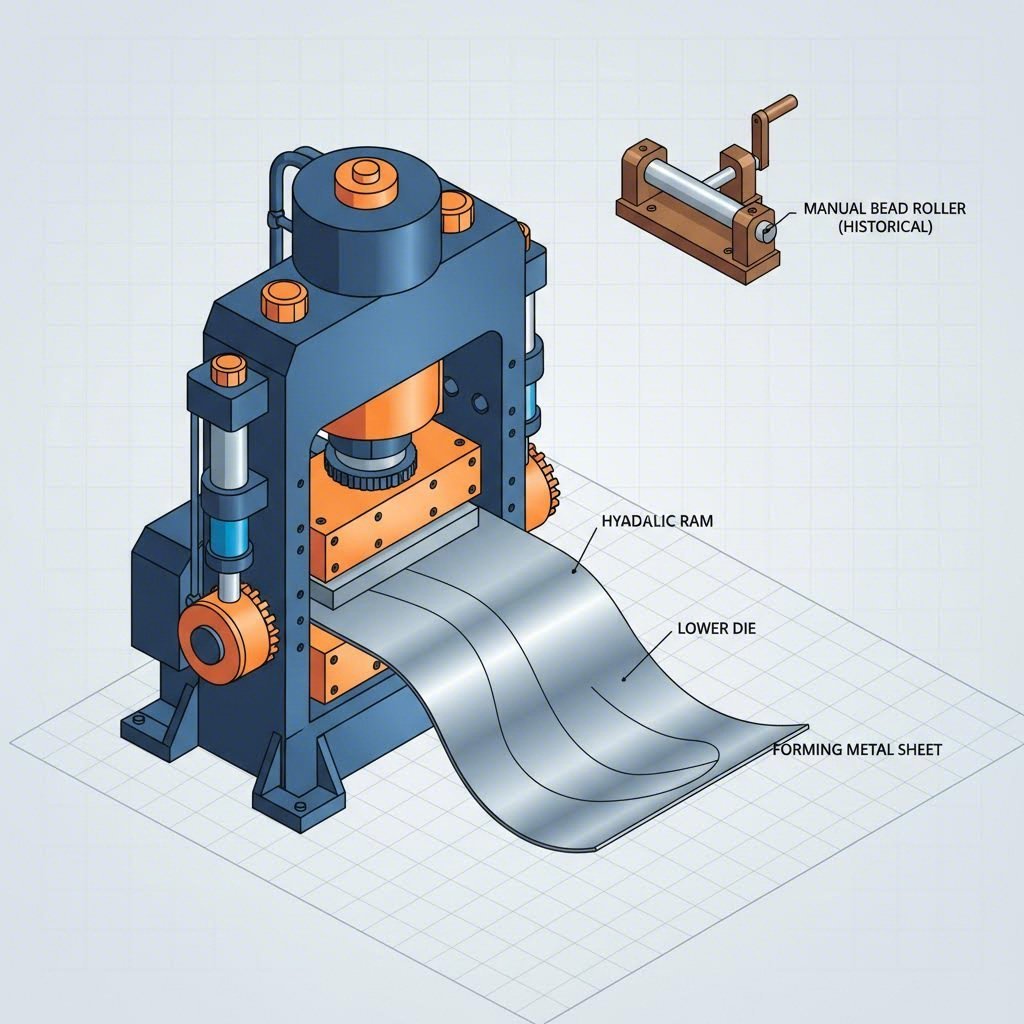
Sebagian komunitas otomotif mencari "stamping rocker panels" dengan maksud membuat suku cadang tersebut sendiri. Penting untuk diklarifikasi bahwa Anda tidak dapat melakukan "stamping" logam di garasi rumah tanpa menggunakan die industri. Namun, Anda bisa memfabrikasi atau bentuk rocker panels menggunakan perkakas pengerjaan logam.
Membuat panel rocker dari awal adalah pilihan yang layak untuk kendaraan langka di mana dukungan aftermarket tidak tersedia. Proses ini melibatkan pembentukan pelat logam datar (biasanya baja berukuran 18 atau 20) secara manual agar menyerupai profil pabrikan. Seperti yang ditunjukkan dalam panduan restorasi klasik , proses ini memerlukan peralatan khusus:
- Metal Brake: Digunakan untuk membuat lipatan lurus panjang pada flens atas dan bawah.
- Bead Roller: Penting untuk menambah kekuatan serta meniru garis bodi estetika atau tulang penguat.
- Penurun/Pembentang: Digunakan untuk membengkokkan logam agar sesuai dengan profil rocker sepanjang sisi mobil.
- Bucks and Hammers: Bentuk kayu (buck) dapat dibuat sebagai acuan untuk memukul logam mengikuti lengkungan kompleks.
Meskipun pembuatan sendiri memberikan kepuasan, hasilnya tidak memiliki ketepatan dari proses stamping industri. Panel yang dibentuk secara manual sering membutuhkan lebih banyak dempul bodi untuk menghaluskan ketidaksempurnaan. Jika tersedia suku cadang hasil die-stamping untuk kendaraan Anda, membelinya hampir selalu lebih hemat biaya dibandingkan waktu yang diperlukan untuk membuat replikanya dari awal.
Ikhtisar Pemasangan: Komponen Hasil Stamping yang Dibutuhkan
Memilih panel hasil stamping berarti harus melakukan perbaikan besar. Ini bukan peningkatan yang tinggal pasang; ini adalah operasi struktural. Proses ini umumnya melibatkan pelepasan pintu dan terkadang pemasangan penopang pada bukaan pintu untuk mencegah bodi melorot setelah rocker lama—yang memberikan dukungan struktural—dipotong keluar.
Alur pemasangan biasanya mengikuti langkah-langkah berikut:
- Persiapan: Kendaraan harus diratakan menggunakan jack stand. Celah pintu harus diukur dan dicatat sebelum proses pemotongan dimulai.
- Pemisahan: Gunakan alat pemotong spot weld untuk mengebor sambungan las pabrik. Gerinda sudut dengan mata potong digunakan untuk memotong bagian-bagian yang sudah lapuk.
- Bersihkan: Bagian dalam rocker harus dibersihkan dari karat dan dilapisi dengan primer tembus las.
- Penyelarasan: Panel baru yang telah dicetak dipasang dengan penjepit. Ini adalah fase kritis di mana pintu sementara dipasang kembali untuk memastikan pintu dapat dibuka dan ditutup dengan benar tanpa bergesekan.
- Pengelasan: Setelah sejajar, panel dilas menggunakan las MIG. Untuk mencegah pelengkungan pada logam lembaran tipis, pengelasan harus dilakukan dalam jarak pendek secara terputus-putus, dengan berpindah-pindah sekeliling panel agar panas tersebar merata.
Bagi mereka yang menghadapi truk berkarat, diskusi komunitas sering menekankan bahwa meskipun membuka las titik dengan bor memakan waktu, metode ini lebih menjaga logam sekitarnya dibandingkan pemotongan agresif, sehingga pemasangan bagian cetak baru menjadi jauh lebih mudah.
Kesimpulan: Diperbaiki atau Diganti?
Keputusan untuk menggunakan stamping panel rocker (pembuatan) atau membeli pengganti panel die-stamp pada akhirnya tergantung pada nilai kendaraan dan tujuan akhir Anda. Untuk proyek restorasi yang disayangi atau mobil yang ingin Anda pertahankan agar aman digunakan di jalan raya, berinvestasi pada panel die-stamp yang dilas adalah pilihan satu-satunya yang bertanggung jawab. Panel tersebut memulihkan struktur keamanan kendaraan dan melindungi nilai pekerjaan Anda. Penutup slip-on memiliki peran tersendiri untuk truk pertanian atau kendaraan ekonomi di mana aspek estetika lebih penting daripada ketahanan lama, tetapi sebaiknya jangan disamakan dengan perbaikan yang sebenarnya.
Pertanyaan yang Sering Diajukan
1. Apakah panel rocker slip-on harus dilas?
Secara teknis, tidak. Panel slip-on dapat dipasang menggunakan paku keling atau perekat struktural berkekuatan tinggi. Namun, pelaksanaan pengelasan dimungkinkan dan memberikan ikatan yang lebih kuat. Perlu dicatat bahwa meskipun dilas, panel slip-on yang dipasang di atas struktur yang sudah berkarat tidak akan mengembalikan tingkat keselamatan kendaraan saat tabrakan seperti semula.
2. Apakah layak memperbaiki panel rocker yang berkarat?
Ya, jika kendaraan memiliki nilai atau digunakan di jalan umum. Panel rocker merupakan bagian integral dari struktur unibody. Membiarkan panel ini berkarat akan mengompromikan kekakuan kabin. Menurut perkiraan biaya industri , meskipun penggantian profesional dapat menelan biaya lebih dari $4.000, kekakuan struktural dan nilai jual kembali yang terjaga membuatnya layak dilakukan untuk model-model yang diminati.
3. Berapa ketebalan logam pada panel rocker cetak?
Sebagian besar panel rocker cetak berkualitas OEM terbuat dari baja ketebalan 18 hingga 20 gauge. Ketebalan ini memberikan keseimbangan yang tepat antara kekakuan struktural dan kemudahan pengerjaan. Truk tugas berat mungkin menggunakan baja yang lebih tebal, sedangkan beberapa mobil ekonomi menggunakan material yang lebih tipis. Selalu pastikan suku cadang pengganti sesuai dengan ketebalan pabrikan.